RU2268371C2 - Method of manufacture of steam turbine stator diaphragm - Google Patents
Method of manufacture of steam turbine stator diaphragm Download PDFInfo
- Publication number
- RU2268371C2 RU2268371C2 RU2001110911/06A RU2001110911A RU2268371C2 RU 2268371 C2 RU2268371 C2 RU 2268371C2 RU 2001110911/06 A RU2001110911/06 A RU 2001110911/06A RU 2001110911 A RU2001110911 A RU 2001110911A RU 2268371 C2 RU2268371 C2 RU 2268371C2
- Authority
- RU
- Russia
- Prior art keywords
- recesses
- rings
- blades
- stator
- solder material
- Prior art date
Links
Images
Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D9/00—Stators
- F01D9/02—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles
- F01D9/04—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector
- F01D9/042—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector fixing blades to stators
- F01D9/044—Nozzles; Nozzle boxes; Stator blades; Guide conduits, e.g. individual nozzles forming ring or sector fixing blades to stators permanently, e.g. by welding, brazing, casting or the like
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/10—Manufacture by removing material
- F05D2230/13—Manufacture by removing material using lasers
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/22—Manufacture essentially without removing material by sintering
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/23—Manufacture essentially without removing material by permanently joining parts together
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2240/00—Components
- F05D2240/10—Stators
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Turbine Rotor Nozzle Sealing (AREA)
- Welding Or Cutting Using Electron Beams (AREA)
- Diaphragms And Bellows (AREA)
Abstract
Description
Настоящее изобретение относится к способу изготовления диафрагмы статора в паровой турбине или газовом расширителе.The present invention relates to a method for manufacturing a stator diaphragm in a steam turbine or gas expander.
Настоящее изобретение также относится к диафрагме статора для паровой турбины или газового расширителя.The present invention also relates to a stator diaphragm for a steam turbine or gas expander.
Как известно, паровые турбины являются машинами, питаемыми паром, обычно водяным паром, и пригодны для преобразования в механическую работу части кинетической энергии, получаемой при расширении пара или предварительно сжатого газа.As you know, steam turbines are machines powered by steam, usually water vapor, and are suitable for converting into mechanical work part of the kinetic energy obtained by the expansion of steam or pre-compressed gas.
В частности, в таких машинах предварительно перегретый или насыщенный пар или сжатый газ расширяется в турбине, проходя через несколько чередующихся статорных и роторных ступеней.In particular, in such machines, preheated or saturated steam or compressed gas expands in the turbine, passing through several alternating stator and rotor stages.
Роторные ступени составляют единое целое с валом двигателя, которому они передают полный вращающий момент, тогда как статорные ступени служат для подачи потока пара или газа в нужном состоянии на входную сторону лопаток.Rotor stages are integral with the motor shaft, to which they transmit full torque, while the stator stages serve to supply a stream of steam or gas in the desired state to the input side of the blades.
Статор составлен из набора лопаток статора, между каждой парой которых расположено соответствующее сопло.The stator is composed of a set of stator blades, between each pair of which there is a corresponding nozzle.
Все лопатки статора ступени прикреплены к корпусу турбины и с внутренней стороны к пригодному крепежному элементу, обычно называемому перекрытием.All stage stator vanes are attached to the turbine housing and on the inside to a suitable fastener, commonly referred to as an overlap.
Существующая техника изготовления и монтажа деталей статора паровых турбин или газовых расширителей известной конструкции основана на следующем цикле обработки.The existing technique for the manufacture and installation of stator parts for steam turbines or gas expanders of known design is based on the following processing cycle.
Сначала лопатку изготовляют из тянутой заготовки, отрезанной для получения необходимого размера и обработанной на концах для выполнения элемента для соединения с корпусом и штифта для прикрепления к перекрытию.First, the blade is made of a drawn blank, cut to obtain the required size and processed at the ends to make an element for connecting to the body and a pin for attaching to the ceiling.
Более конкретно, корпус имеет С-образную выемку, внутрь которой вставляют лопатки, располагаемые по окружности.More specifically, the casing has a C-shaped recess, inside which are inserted the blades located around the circumference.
Шаг между лопатками обеспечивается корневым распорным элементом, который подвергается такой же конечной обработке, как и лопатка, для жесткой заделки в корпусе.The pitch between the blades is provided by the root spacer element, which undergoes the same final processing as the blade for hard sealing in the casing.
Лопатки и корневые элементы, таким образом, устанавливают в чередующемся порядке в паз корпуса турбины.The blades and root elements are thus mounted in alternating order in the groove of the turbine housing.
Затем на другой конец лопатки устанавливают должным образом перфорированное кольцо, и ее заделка обеспечивается заклепыванием штифтов лопаток в кольце.Then, a properly perforated ring is mounted on the other end of the blade, and its sealing is provided by riveting the blade pins in the ring.
Известен способ изготовления диафрагмы статора, включающий этап подготовки двух колец, подвергаемых механической обработке отдельно для получения радиальных выемок, имеющих профиль лопаток статорной ступени, пригодных для последующего помещения в них лопаток (см. патент США №4509238) следует отметить, что описанная выше система монтажа ступени статора требует значительной квалификации работы вручную, она содержит длительные периоды сборки, и качественный результат зависит от способностей индивидуального оператора.A known method of manufacturing a stator diaphragm, comprising the step of preparing two rings machined separately to obtain radial recesses having a profile of stator stage blades suitable for subsequent placement of blades in them (see US Pat. No. 4,509,238), it should be noted that the mounting system described above the stator stage requires significant manual skills, it contains long assembly periods, and a quality result depends on the capabilities of the individual operator.
Кроме того, хотя этот производственный способ доказал свою надежность в течение многих лет, в настоящее время он менее соответствует современным требованиям, заключающимся в уменьшении продолжительности производственного процесса и повторяемости процесса, что характерно для типичных специфических условий современного конкурентного рынка.In addition, although this production method has proven its reliability over many years, it is currently less in line with modern requirements, which include a reduction in the duration of the production process and process repeatability, which is typical of typical specific conditions of a modern competitive market.
Наконец следует отметить, что демонтаж статорной ступени, например, при необходимости замены деталей также требует значительных затрат времени именно из-за большого количества составляющих деталей.Finally, it should be noted that the dismantling of the stator stage, for example, if it is necessary to replace parts, also requires a significant investment of time precisely because of the large number of component parts.
Задачей изобретения, таким образом, является получение способа изготовления диафрагмы статора в паровой турбине или в газовом расширителе, который обеспечивает уменьшение времени изготовления и сборки и связанной с этим механической обработки, что дает значительные финансовые преимущества. Задачей настоящего изобретения является получение способа изготовления и пайки твердым припоем диафрагм статора паровых турбин или газовых расширителей, который позволяет существенно уменьшить вероятность конструкционных ошибок.The objective of the invention, therefore, is to obtain a method of manufacturing a stator diaphragm in a steam turbine or in a gas expander, which reduces the time of manufacture and assembly and the associated machining, which gives significant financial advantages. The objective of the present invention is to obtain a method of manufacturing and brazing the diaphragms of the stator of steam turbines or gas expanders, which can significantly reduce the likelihood of structural errors.
Другой задачей изобретения является получение способа изготовления и пайки твердым припоем диафрагм статора паровых турбин или газовых расширителей, который позволяет значительно упростить последующие операции ремонта или замены.Another objective of the invention is to obtain a method of manufacturing and brazing the diaphragms of the stator of steam turbines or gas expanders, which can greatly simplify subsequent repair or replacement operations.
Эти и другие задачи решаются благодаря способу изготовления диафрагмы статора паровой турбины или газового расширителя, включающему этап подготовки двух колец, подвергаемых механической обработке отдельно для получения радиальных выемок, имеющих профиль лопаток статорной ступени, пригодных для последующего помещения в них лопаток, отличающемуся тем, что накладывают клейкую тканевую ленту на наружный и внутренний диаметры колец, впрыскивают в выемки соответствующее количество пастообразного паяльного материала, контролируя давление впрыскивания так, чтобы пастообразный паяльный материал не поднимался свыше предела, обозначенного краями радиальных выемок, обращенных к каналу для потока пара, затем подвергают кольца с помещенными в них лопатками операции пайки твердым припоем в печи в условиях вакуума.These and other problems are solved thanks to the method of manufacturing the stator diaphragm of a steam turbine or gas expander, which includes the step of preparing two rings that are machined separately to obtain radial recesses having the profile of the stator stage blades, suitable for subsequent placement of blades in them, characterized in that they impose an adhesive cloth tape on the outer and inner diameters of the rings, an appropriate amount of paste-like solder material is injected into the recesses, controlling the pressure e injection so that the paste-like solder material does not rise above the limit indicated by the edges of the radial recesses facing the channel for steam flow, then the rings with the brazing blades placed in them are subjected to brazing in an oven under vacuum.
Согласно предпочтительному варианту осуществления настоящего изобретения этап подготовки колец осуществляют посредством отдельной обработки колец при помощи резки водяной струей для получения радиальных выемок, имеющих профиль лопаток, причем все операции выполняются механическим станком с цифровым программным управлением.According to a preferred embodiment of the present invention, the ring preparation step is carried out by separately processing the rings by cutting with a water jet to obtain radial recesses having a blade profile, all operations being performed by a digitally controlled machine tool.
Согласно другому предпочтительному варианту осуществления настоящего изобретения этап подготовки выемок в кольцах осуществляют посредством вырезания выемок лазером.According to another preferred embodiment of the present invention, the step of preparing the recesses in the rings is carried out by cutting the recesses with a laser.
В альтернативном варианте этап подготовки выемок в кольцах осуществляют посредством вырезания выемок электронно-разрядной обработкой.Alternatively, the step of preparing the recesses in the rings is carried out by cutting the recesses by electron-discharge processing.
Согласно другому предпочтительному варианту осуществления настоящего изобретения пастообразный паяльный материал помещают в выемки, имеющие профиль лопаток.According to another preferred embodiment of the present invention, paste-like solder material is placed in recesses having a blade profile.
Операция пайки твердым припоем в печи в условиях вакуума способствует проникновению паяльного материала в зазор между профилем лопаток и выемками.The operation of brazing in a furnace under vacuum facilitates the penetration of solder material into the gap between the profile of the blades and the recesses.
Согласно другому предпочтительному варианту осуществления настоящего изобретения, после операции пайки твердым припоем диафрагму обрабатывают в соответствии с необходимыми конечными размерами и разрезают на два полукольца посредством электронно-разрядной обработки для завершающей установки в корпус паровой турбины или газового расширителя.According to another preferred embodiment of the present invention, after the brazing operation, the diaphragm is processed in accordance with the required final dimensions and cut into two half rings by electron-discharge processing for the final installation in the body of a steam turbine or gas expander.
Другие признаки изобретения определены в формуле изобретения, прилагаемой к данной заявке на патент.Other features of the invention are defined in the claims appended to this patent application.
Другие задачи и преимущества настоящего изобретения будут очевидны при ознакомлении с нижеследующим описанием и прилагаемыми чертежами, которые даны только в качестве не исчерпывающего, пояснительного примера и на которых:Other objectives and advantages of the present invention will be apparent upon reading the following description and the accompanying drawings, which are given only as a non-exhaustive, illustrative example and in which:
фиг.1 изображает схематический вид спереди с частичным сечением по линии I-I на фиг.2 лопатки статора, принадлежащей набору лопаток статора, относящихся к диафрагме статора, закрепленной в нужном положении способом, соответствующим настоящему изобретению;figure 1 depicts a schematic front view with a partial section along the line I-I in figure 2 of the stator blades belonging to the set of stator blades related to the stator diaphragm, fixed in position by the method corresponding to the present invention;
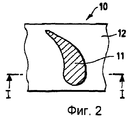
фиг.2 изображает схематический вид с частичным сечением по линии II-II на фиг.1 лопатки статора, показанной на фиг.1; иfigure 2 depicts a schematic view in partial section along the line II-II in figure 1 of the stator blade shown in figure 1; and
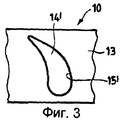
фиг.3 изображает схематический вид по направлению А на фиг.1 выемки, заполненной паяльным материалом и относящейся к лопатке статора.FIG. 3 is a schematic view in the direction A of FIG. 1 of a recess filled with solder material and related to the stator blade.
На указанных чертежах узел, содержащий диафрагму статора и прикрепленные к нему лопатки, обозначен в целом ссылочным номером 10.In these drawings, the assembly containing the stator diaphragm and the blades attached to it is indicated generally by
По существу, согласно способу обработки, соответствующему настоящему изобретению, каждая лопатка 11 фиксируется на ее концах двумя кольцами 12 и 13 таким образом, чтобы получать диафрагму 10.Essentially, according to the processing method corresponding to the present invention, each
В частности, первый конец каждой лопатки 11 прикреплен к внутреннему кольцу 12, тогда как другой конец каждой лопатки 11 прикреплен к наружному кольцу 13.In particular, the first end of each
Сформированную таким образом диафрагму 10 затем устанавливают в корпус паровой турбины или газового расширителя, в котором предварительно выполнена выточка с прямоугольным поперечным сечением.The thus formed
Таким образом получают диафрагму с двумя предпочтительно коваными кольцами 12 и 13, которые обрабатывают отдельно способом резки водяной струей.In this way, a diaphragm with two preferably forged
Таким образом создают радиальные пазы с профилем лопаток 11 для последующего помещения в них указанных лопаток. Резка осуществляется механическим станком с цифровым программным управлением.Thus create radial grooves with the profile of the
В соответствии с рядом альтернативных вариантов осуществления настоящего изобретения процесс резки может осуществляться при помощи лазера или электронно-разрядной обработки.In accordance with a number of alternative embodiments of the present invention, the cutting process can be carried out using a laser or electron-discharge processing.
Лопатки 11 всегда получают из тянутой заготовки и отрезают для получения необходимого размера, как это делалось раньше, но их не обрабатывают так, чтобы иметь верхнюю выемку для жесткой заделки в корпус, и на другом конце, таким образом, больше нет штифта.The
Пастообразный паяльный материал 14, 14' помещают в выемки 15, 15' и в зазор между профилем лопаток 11 и выемками 15, 15' наружного 13 и внутреннего 12 колец.
Пайку твердым припоем осуществляют в печи в условиях вакуума, при регулируемой температуре, в соответствии с параметрами, обрисованными ниже.Brazing is carried out in a furnace under vacuum, at a controlled temperature, in accordance with the parameters outlined below.
Лопатки 11 фиксируют небольшим узким сварочным швом из сварочного материала (только на внутренней стороне кольца) так, чтобы обеспечить устойчивое их положение для последующих операций.The
Вспомогательную клейкую тканевую ленту накладывают на наружный и внутренний диаметры колец для впрыскивания паяльной пасты.Auxiliary adhesive fabric tape is applied to the outer and inner diameters of the rings to inject solder paste.
Пастообразный паяльный материал 14, 14' затем впрыскивают в расположенные на кольцах выемки 15 и 15' со сторон как внутреннего 12, так и наружного 13 диаметров, при этом следует уделять внимание контролю давления впрыскивания таким образом, чтобы паста поднималась не далее предела, обозначенного углами краев паза, обращенных к каналу для потока пара.The paste-
Пайку твердым припоем осуществляют в печи в условиях вакуума, под давлением менее 5×10-3 торр (миллиметров ртутного столба).Brazing is carried out in a furnace under vacuum, at a pressure of less than 5 × 10 -3 torr (millimeters of mercury).
После пайки твердым припоем диафрагму подвергают механической обработке в соответствии с конечными размерами и затем разрезают на два полукольца посредством электронно-разрядной обработки при помощи провода или лазером.After brazing, the diaphragm is machined in accordance with the final dimensions and then cut into two half rings by electron-discharge processing using a wire or laser.
Завершающая сборка в корпусе, таким образом, сводится к одной операции установки двух полуколец. Признаки способа изготовления диафрагмы статора в паровой турбине, к которому относится настоящее изобретение, так же как и его преимущества, будут очевидны из данного описания.The final assembly in the housing thus reduces to one installation operation of two half rings. The features of a method of manufacturing a stator diaphragm in a steam turbine to which the present invention relates, as well as its advantages, will be apparent from this description.
Следующие заключительные замечания призваны определить эти преимущества более точно.The following concluding observations are intended to define these benefits more precisely.
Описанное выше изобретение делает возможной установку в одной диафрагме двух колец, внутри которых лопатки статора делаются одним целым с ними посредством пайки твердым припоем.The invention described above makes it possible to install two rings in the same diaphragm, inside which the stator blades are made integrally with them by brazing.
Это решение позволяет использовать уменьшенное количество составляющих частей и допускает значительное упрощение операций по замене диафрагмы 10, когда это становится необходимым.This solution allows the use of a reduced number of constituent parts and allows a significant simplification of the operations for replacing the
Фактически действительно важный аспект диафрагмы 10 статора, соответствующей настоящему изобретению, обеспечивается тем фактом, что она образует только два элемента, требующих обращения с ними, то есть верхнее полукольцо и нижнее полукольцо, вместо всех лопаток 11, как в системах, соответствующих известному уровню техники.In fact, a really important aspect of the
Это означает, что окончательная сборка и любая замена, которая может быть необходимой, может осуществляться в течение значительно сокращенного времени, что уменьшает периоды простоя машины и приводит к экономии финансовых средств. Конструкционная прочность диафрагмы повышается, и производственные допуски также уменьшаются также благодаря автоматизации производственного процесса и устранению подгонок вручную.This means that the final assembly and any replacement that may be necessary can be carried out within a significantly reduced time, which reduces machine downtime and leads to financial savings. The structural strength of the diaphragm is increased, and manufacturing tolerances are also reduced by automating the production process and eliminating manual adjustments.
Технология резки водяной струей и, в частности, применения механического станка с цифровым программным управлением была адаптирована для резки пазов и дает средний зазор 0,05-0,2 мм по профилю лопатки 11, обеспечивая экономичность механической обработки и точные результаты.The technology of cutting with a water stream and, in particular, the use of a digitally controlled mechanical machine tool has been adapted for cutting grooves and gives an average clearance of 0.05-0.2 mm along the profile of the
Очевидно, что в способ могут быть внесены различные варианты изготовления диафрагмы статора в паровой турбине, к которой относится настоящее изобретение, без отхода таким образом от принципов новизны, присущих описанной изобретательской идее.It is obvious that various options for manufacturing the stator diaphragm in the steam turbine to which the present invention relates can be introduced into the method without thereby departing from the principles of novelty inherent in the described inventive idea.
Наконец, очевидно, что при практическом осуществлении изобретения материалы, формы и размеры описанных компонентов могут быть любых типов, в соответствии с потребностями, и они могут заменяться другими, которые эквивалентны с технической точки зрения.Finally, it is obvious that in the practical implementation of the invention, the materials, shapes and sizes of the described components can be of any type, in accordance with the needs, and they can be replaced by others that are equivalent from a technical point of view.
Claims (6)
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| ITMI2000A000870 | 2000-04-18 | ||
| IT2000MI000870A IT1317277B1 (en) | 2000-04-18 | 2000-04-18 | PROCEDURE FOR THE REALIZATION OF A STATIC DIAPHRAGM IN A STEAM UNATURBINE AND STATIC DIAPHRAGM SO REALIZED. |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| RU2001110911A RU2001110911A (en) | 2003-02-27 |
| RU2268371C2 true RU2268371C2 (en) | 2006-01-20 |
Family
ID=11444884
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| RU2001110911/06A RU2268371C2 (en) | 2000-04-18 | 2001-04-18 | Method of manufacture of steam turbine stator diaphragm |
Country Status (8)
| Country | Link |
|---|---|
| EP (1) | EP1148208B1 (en) |
| JP (1) | JP2002038904A (en) |
| KR (1) | KR100602283B1 (en) |
| CN (1) | CN1316142C (en) |
| CZ (1) | CZ299431B6 (en) |
| DE (1) | DE60120549T2 (en) |
| IT (1) | IT1317277B1 (en) |
| RU (1) | RU2268371C2 (en) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB9815809D0 (en) | 1998-07-22 | 1998-09-16 | Appleton Robert P | Casing running tool |
| US6800829B1 (en) * | 2003-05-29 | 2004-10-05 | General Electric Company | Method and apparatus for repairing air-cooled airfoils |
| FR2860740B1 (en) * | 2003-10-10 | 2007-03-02 | Snecma Moteurs | METHOD FOR BRAZING A TURBOMACHINE COMPRESSOR RECTIFIER |
| US7303112B2 (en) | 2004-10-29 | 2007-12-04 | United Technologies Corporation | Repair of braze joint and article repaired |
| GB2436597A (en) | 2006-03-27 | 2007-10-03 | Alstom Technology Ltd | Turbine blade and diaphragm |
| DE102008052602A1 (en) * | 2008-10-21 | 2010-04-22 | Siemens Aktiengesellschaft | Swirler useful in burner of gas turbine, comprises blade having inlet openings, inner supply tube that supplies fuel to the openings and distributor feed that supplies fuel to blade, where the openings are produced by spark-erosion machine |
| ITCO20120014A1 (en) * | 2012-04-06 | 2013-10-07 | Nuovo Pignone Srl | DIAPHRAGM RING OF STATHY STAKE, STEAM TURBINE AND METHOD |
| CN104454028A (en) * | 2014-11-14 | 2015-03-25 | 东方电气集团东方汽轮机有限公司 | Method for improving running efficiency of steam turbine generator unit in heat supply season |
| DE102016209210A1 (en) * | 2016-05-27 | 2017-12-14 | Schaeffler Technologies AG & Co. KG | Hydrodynamic torque converter |
| CN109989791B (en) * | 2019-04-03 | 2021-11-26 | 大唐东营发电有限公司 | Steam turbine rotor cooling system |
Family Cites Families (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1304001A (en) * | 1969-02-10 | 1973-01-24 | ||
| US3909157A (en) * | 1972-01-27 | 1975-09-30 | Chromalloy American Corp | Turbine nozzle-vane construction |
| JPS5322141A (en) * | 1976-08-13 | 1978-03-01 | Kawasaki Steel Co | Backing strap for oneeside welding |
| US4509238A (en) * | 1983-03-21 | 1985-04-09 | General Electric Company | Method for fabricating a steam turbine diaphragm |
| DE4023912A1 (en) * | 1990-07-27 | 1992-01-30 | Zbigniew Pagacz | Rim star prodn. method - is for light alloy vehicle wheel and involves use of NC water jet |
| DE9207017U1 (en) * | 1992-05-23 | 1992-09-03 | ABB Patent GmbH, 6800 Mannheim | Impeller of a turbine |
| JP3218800B2 (en) * | 1993-05-31 | 2001-10-15 | 石川島播磨重工業株式会社 | How to assemble turbine vanes |
| US5332360A (en) * | 1993-09-08 | 1994-07-26 | General Electric Company | Stator vane having reinforced braze joint |
| JPH08141737A (en) * | 1994-11-11 | 1996-06-04 | Ogasawara Yoshihiro | Method for welding steel plate or frame |
| JPH08170502A (en) * | 1994-12-12 | 1996-07-02 | Mitsubishi Heavy Ind Ltd | Gas turbine stationary blade |
| US5732468A (en) * | 1996-12-05 | 1998-03-31 | General Electric Company | Method for bonding a turbine engine vane segment |
| JP3559152B2 (en) * | 1997-10-13 | 2004-08-25 | 新潟原動機株式会社 | Turbomachine stationary vane and method of assembling the same |
| DE19813958C1 (en) * | 1998-03-28 | 1999-11-25 | Mtu Muenchen Gmbh | Method for producing a built guide ring of a gas turbine, in particular an aircraft engine, and a guide ring produced according to the method |
-
2000
- 2000-04-18 IT IT2000MI000870A patent/IT1317277B1/en active
-
2001
- 2001-04-12 EP EP01303458A patent/EP1148208B1/en not_active Expired - Lifetime
- 2001-04-12 DE DE60120549T patent/DE60120549T2/en not_active Expired - Lifetime
- 2001-04-13 KR KR1020010019823A patent/KR100602283B1/en active IP Right Grant
- 2001-04-17 CZ CZ20011372A patent/CZ299431B6/en not_active IP Right Cessation
- 2001-04-17 JP JP2001117568A patent/JP2002038904A/en active Pending
- 2001-04-18 CN CNB011196610A patent/CN1316142C/en not_active Expired - Lifetime
- 2001-04-18 RU RU2001110911/06A patent/RU2268371C2/en active
Also Published As
| Publication number | Publication date |
|---|---|
| CZ299431B6 (en) | 2008-07-23 |
| EP1148208B1 (en) | 2006-06-14 |
| DE60120549T2 (en) | 2007-06-06 |
| JP2002038904A (en) | 2002-02-06 |
| CN1316142C (en) | 2007-05-16 |
| CZ20011372A3 (en) | 2001-12-12 |
| ITMI20000870A1 (en) | 2001-10-18 |
| EP1148208A3 (en) | 2004-06-02 |
| KR100602283B1 (en) | 2006-07-14 |
| KR20010098577A (en) | 2001-11-08 |
| ITMI20000870A0 (en) | 2000-04-18 |
| DE60120549D1 (en) | 2006-07-27 |
| IT1317277B1 (en) | 2003-05-27 |
| CN1318686A (en) | 2001-10-24 |
| EP1148208A2 (en) | 2001-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2268371C2 (en) | Method of manufacture of steam turbine stator diaphragm | |
| EP1979577B1 (en) | Guide blade segment of a gas turbine and method for its production | |
| EP2509739B1 (en) | Method of beam welding of an impeller with performance of two passes on a slot ; impeller and turbo machine having such weld configuration | |
| CN102003219B (en) | Stator vane for axial-flow turbomachine and corresponding stator vane assembly | |
| CN100458106C (en) | Methods and apparatus for optimizing turbine engine shell radial clearances | |
| JP6511047B2 (en) | Method of manufacturing a steam turbine stage | |
| AU5220690A (en) | Method of repairing or modifying turbine blades | |
| US8376367B2 (en) | Brush seal and method for mounting a brush seal | |
| CN208380978U (en) | A kind of low-pressure compressor casing assembling unit structure | |
| US7114927B2 (en) | Fixing method for the blading of a fluid-flow machine and fixing arrangement | |
| CN112589377B (en) | Manufacturing method of assembled stationary blade partition plate of rotary drum type steam turbine | |
| JP5965622B2 (en) | Steam turbine singlet joint for margin stage nozzle with pinned or bolted inner ring | |
| US20130195668A1 (en) | Turbomachine rotor with blade roots with adjusting protrusions | |
| EP2802748A1 (en) | Screw cooling for a fluid flow machine | |
| RU2001110911A (en) | METHOD FOR PRODUCING STATOR DIAGRAPH IN STEAM TURBINE AND STATOR DIAGRAPH OBTAINED BY THIS METHOD | |
| US7367778B2 (en) | Rotor end piece | |
| KR100900095B1 (en) | Stationary unit of combined type for turbine | |
| CA2713370A1 (en) | Brush seal and method for mounting a brush seal | |
| US20170198584A1 (en) | Systems and methods for repairing a component of a rotary machine | |
| US20230347457A1 (en) | Method for repairing a damaged leading or trailing edge region of a metallic turbine blade | |
| EP3936698B1 (en) | Method for reconditioning a tip of a blade of a gas turbine plant | |
| KR101565695B1 (en) | Method for changing steam path of steam turbine | |
| CN118808869A (en) | Method for friction welding of a blade to a stub on a turbine rotor disk | |
| KR200233517Y1 (en) | Vane Hole Manufactured apparatus of Steam/Gas Turbine Diaphragm conical shroud by laser | |
| JPS63109201A (en) | Manufacturing method for nozzle diaphragm |