RU2024977C1 - Устройство для термообработки витых ленточных магнитопроводов - Google Patents
Устройство для термообработки витых ленточных магнитопроводов Download PDFInfo
- Publication number
- RU2024977C1 RU2024977C1 SU5036226A RU2024977C1 RU 2024977 C1 RU2024977 C1 RU 2024977C1 SU 5036226 A SU5036226 A SU 5036226A RU 2024977 C1 RU2024977 C1 RU 2024977C1
- Authority
- RU
- Russia
- Prior art keywords
- magnetic
- magnetic field
- unloading
- magnetic circuits
- heating
- Prior art date
Links
- 238000010438 heat treatment Methods 0.000 claims abstract description 29
- 230000015572 biosynthetic process Effects 0.000 claims description 3
- 230000000694 effects Effects 0.000 abstract 1
- 238000004870 electrical engineering Methods 0.000 abstract 1
- 239000000126 substance Substances 0.000 abstract 1
- 239000011162 core material Substances 0.000 description 32
- 238000000137 annealing Methods 0.000 description 3
- 239000000463 material Substances 0.000 description 3
- 238000000034 method Methods 0.000 description 2
- 239000004020 conductor Substances 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 239000002574 poison Substances 0.000 description 1
- 231100000614 poison Toxicity 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images
Landscapes
- Heat Treatments In General, Especially Conveying And Cooling (AREA)
Abstract
Использование: электротехника, технология изготовления электрических машин. Сущность изобретения: устройство содержит загрузочную и разгрузочную площадки, камеры нагрева и выдержки, механизм перемещения. Согласно изобретению в устройстве имеется средство формирования магнитного поля, охватывающего обрабатываемые магнитопроводы, которые размещено между камерой выдержки и разгрузочной площадкой. На направляющих элементах, размещенных параллельно камеры, установлены поддоны с ложементами для размещения обрабатываемых магнитопроводов. При этом разгрузочная и загрузочная площадка связаны посредством механизма возврата поддонов. 4 з.п. ф-лы, 3 ил.
Description
Изобретение относится к технологическому оборудованию для изготовления витых ленточных магнитопроводов и может быть использовано в радио- и электротехнической промышленности.
Известно устройство для термообработки витых ленточных магнитопроводов, содержащее тоннельную печь с направляющими элементами и нагревателями, механизм разгрузки, загрузочные лотки с толкателями, расположенные перпендикулярно направляющим элементам печи, и накопитель магнитопроводов, выполненный в виде четырех лотков. Каждый из лотков снабжен кареткой и заслонкой, выполненной в виде Г-образного поворотного рычага [1].
Заготовки вручную загружают в накопительные лотки при отведенных толкающих каретках. Затем толкающими каретками перемещают наборы заготовок в лотках до упора в направляющие элементы. Толкатели заталкивают заготовки в направляющие элементы тоннельной печи и одновременно очередные заготовки подаются из накопительных в загрузочные лотки. Заготовки, прошедшие через печь, сталкиваются с направляющих элементов по разгрузочному лотку в приемную тару одновременно с загрузкой очередных заготовок в печь.
Недостаток устройства в низкой производительности, поскольку разогрев заготовок до заданной температуры и их выдержка производятся в одной и той же камере тоннельной печи последовательно по времени, что удлиняет цикл термической обработки.
Известно также более производительное устройство для термообработки и формирования витых ленточных магнитопроводов, содержащее накопитель, являющийся загрузочной площадкой для обрабатываемых магнитопроводов, тоннельную печь, имеющую камеру нагрева и камеру выдержки, направляющие элементы, расположенные параллельно камерам тоннельной печи, механизм перемещения обрабатываемых магнитопроводов через камеры тоннельной печи и разгрузочный лоток, установленный на позиции разгрузки обработанных магнитопроводов. На выходе из камеры выдержки установлен узел формования магнитопроводов [2].
В камере нагрева производится разогрев магнитопроводов до температуры отжига, а в камере выдержки одновременно осуществляется отжиг магнитопроводов при заданной температуре. После прохождения камер разогрева и выдержки магнитопровод обжимают клиноплунжерным механизмом и сталкивают на разгрузочный лоток.
Устройство для термообработки и формования витых ленточных магнитопроводов обеспечивает повышенную в сравнении с вышеописанным устройством производительность, поскольку разогрев и отжиг магнитопроводов производятся одновременно в разных камерах. По технической сущности и достигаемому результату оно является наиболее близким к заявляемому, вследствие чего принято за прототип.
Недостаток устройства, принятого за прототип, состоит в том, что оно не обеспечивает высокого качества обработки магнитопроводов и высокой производительности. Это объясняется тем, что магнитопроводы загружаются в направляющие и перемещаются через камеры разогрева и выдержки только в один ряд непосредственно друг за другом. При продвижении по направляющим толкатели деформируют магнитопроводы, особенно малогабаритные и навитые из тонкой ленты. Кроме того, в процессе отжига магнитная структура материала магнитопровода, состоящая из диполей, нарушается. Диполи, хаотично ориентирующиеся в процессе отжига, на позиции разгрузки остаются в том же неориентированном положении, что снижает магнитные свойства магнитопровода, как один из основных показателей, определяющих качество обработки.
Целью изобретения является повышение качества обработки и производительности.
Цель достигается тем, что в устройстве для термообработки витых ленточных магнитопроводов, содержащих загрузочную площадку, камеру нагрева, камеру выдержки, разгрузочную площадку, направляющие параллельные камерам нагрева и выдержки, механизм перемещения, согласно изобретению на направляющих установлены поддоны, имеющие ложементы для укладки магнитопроводов, между камерой выдержки и разгрузочной площадкой установлено средство формирования магнитного поля, охватывающего обрабатываемые магнитопроводы, а разгрузочная площадка связана с загрузочной площадкой посредством механизма возврата поддонов.
Кроме того, для расширения функциональных возможностей средство формирования магнитного поля выполнено в виде съемных приставок и содержит приставку продольного магнитного поля и приставку поперечного магнитного поля.
Приставка продольного магнитного поля имеет электропроводные стержни диаметром менее внутреннего диаметра магнитопровода, закрепленные на держателе с возможностью подключения к источнику тока, при этом держатель скреплен с механизмом вертикального перемещения, в ложементах поддона выполнены отверстия для прохода стержней, а под держателем установлены клеммы на расстояниях друг от друга, равных расстояниям между стержнями.
Приставка поперечного магнитного поля содержит электромагнит, имеющий неподвижный и подвижный башмаки, установленные с возможностью размещения между ними поддона с обрабатываемыми магнитопроводами, при этом подвижный башмак прикреплен к механизму возвратно-поступательного перемещения в направлении неподвижного башмака.
Камеры нагрева и выдержки выполнены разъемными и имеют подвижные части, скрепленные с механизмом перемещения в направлении соответствующих неподвижных частей.
Наличие поддонов с ложементами предотвращает деформацию магнитопроводов при их продвижении вдоль направляющих через камеры нагрева и выдержки до разгрузочной площадки, а также обеспечивает возможность многорядного размещения магнитопроводов в камерах нагрева и выдержки, что увеличивает производительность устройства.
Наличие средства формирования магнитного поля, охватывающего обрабатываемые магнитопроводы, позволяет ориентировать диполи материала магнитопровода в нужном направлении, что повышает качество обработки.
Благодаря тому, что средство формирования магнитного поля расположено между камерой выдержки и разгрузочной площадкой, обеспечен экономичный режим обработки магнитопроводов в магнитном поле, когда для ориентации диполей в разогретом магнитопроводе, только что вышедшем из камеры выдержки, достаточно относительно низкой напряженности, а при остывании магнитопроводов к концу обработки в магнитном поле улучшается фиксация диполей в заданном направлении.
Наличие механизма возврата поддонов обеспечивает возможность автоматического перемещения пустых поддонов от разгрузочной к загрузочной площадке.
Выполнением средства формирования магнитного поля в виде съемных приставок обеспечена возможность получения магнитопроводов с разными магнитными характеристиками, что расширяет номенклатуру выпускаемой продукции. В частности, наличие приставки продольного магнитного поля позволяет получать магнитопроводы с прямоугольной петлей Гистерезиса, использующиеся в запоминающих и переключающих устройствах. Наличие приставки поперечного магнитного поля позволяет получать магнитопроводы с непрямоугольной петлей Гистерезиса, использующиеся во вторичных источниках питания в импульсных трансформаторах.
Конкретное конструктивное выполнение приставок продольной и поперечного магнитного поля, изложенное в п.3 и 4 формулы, обеспечивает возможность одновременной групповой обработки магнитопроводов в магнитном поле в автоматическом режиме, что повышает производительность устройства.
Выполнением камер нагрева и выдержки разъемными, имеющими подвижные части, скрепленные с механизмом перемещения в направлении соответствующих неподвижных частей, уменьшены потери тепла из камер через входные и выходные отверстия для прохода поддонов с магнитопроводами, поскольку после загрузки поддонов в камеры они могут быть плотно закрыты. Это повышает как экономичность, так и производительность устройства.
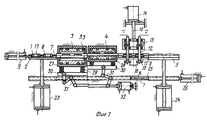
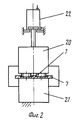
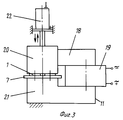
На фиг.1 изображено устройство для термообработки витых ленточных магнитопроводов с приставкой продольного магнитного поля, разрез; на фиг.2 - приставка поперечного магнитного поля, вид спереди; на фиг.3 - то же, вид сбоку.
Устройство для термообработки витых ленточных магнитопроводов 1 содержит загрузочную площадку 2, камеру нагрева 3, камеру выдержки 4, разгрузочную площадку 5, а также направляющие 6, параллельные камерам 3 и 4, поддоны 7 с ложементами 8 и для размещения магнитопроводов 1, установленные на направляющих 6, и пневмоцилиндр 9 для перемещения поддонов 7 по направляющим 6. Между камерой выдержки 4 и разгрузочной площадкой 5 установлена одна из двух входящих в комплект устройства приставок 10 или 11. Приставка 10 продольного магнитного поля имеет электропроводные стержни 12 диаметром менее внутреннего диаметра обрабатываемых магнитопроводов 1, закрепленные на держателе 13, прикрепленном к пневмоцилиндру 14. Под держателем 13 установлены клеммы 15 по числу стержней 12. Стержни 12 и клеммы 15 соединены проводниками 16 так, что в нижнем положении держателя 13 образуют непрерывную электрическую цепь, подключенную к источнику тока (не показан). Для прохода стержней через внутренние отверстия магнитопроводов 1 до примыкания к клеммам 15 в ложементах 8 выполнены отверстия 17. Приставка 11 поперечного магнитного поля имеет электромагнит 18 с катушкой 19, подвижным 20 и неподвижным 21 башмаками. Подвижный башмак 20 прикреплен к пневмоцилиндру 22 с возможностью перемещения в направлении неподвижного башмака 21. Загрузочная площадка 2 соединена с пневмоцилиндром 23, а разгрузочная площадка 5 с пневмоцилиндром 24. Под камерами 3 и 4 установлены направляющие 25 для возврата пустых поддонов 7 и пневмоцилиндр 26. Камера нагрева 3 и камера выдержки 4 имеют подвижные плиты 27 и 28 соответственно, установленные через пружины 29 на платформе 30, соединенной посредством параллельных рычагов 31 с пневмоцилиндром 32. В камерах 3 и 4 установлены нагревательные элементы 33.
Описываемое устройство работает следующим образом.
На пустой поддон 7, установленный перед камерой нагрева 3 на нагрузочной площадке 2, укладывают магнитопроводы 1, помещая их в ложементы 8. После укладки магнитопроводов 1 пневмоцилиндром 32 опускают платформу 30 вместе с плитами 27 и 28 и пневмоцилиндром 9 передвигают загруженный поддон 7 по направляющим 6 в камеру нагрева 3, а также одновременно передвигают весь ряд поддонов 7, находящихся на направляющих 6. При этом поддон 7, находивщийся в камере нагрева 3, перемещается в камеру выдержки 4. Поддон 7, находившийся в камере выдержки 4, перемещается к приставке 10 или 11. А поддон 7, находившийся в приставке 10 или 11, перемещается на разгрузочную площадку 5. Пневмоцилиндром 32 поднимают платформу 30 и закрывают плитой 27 камеру нагрева 3 и плитой 28 камеру выдержки 4. При этом обе плиты 27 и 28 плотно прижимаются к камерам 3 и 4 пружинами 29. Нагревательные элементы 33 создают в камерах 3 и 4 заданные тепловые режимы. В камере нагрева 3 происходит разогрев магнитопроводов 1 до температуры несколько ниже "точки Кюри" для данного материала магнитопровода, а в камере выдержки происходит выдержка магнитопровода при температуре несколько выше "точки Кюри".
В случае использования приставки 10 продольного магнитного поля, после входа поддона 7 с разогретыми магнитопроводами 1 в приставку 10, опускают держатель 13 пневмоцилиндром 14 в крайнее нижнее положение. Стержни 12 проходят через отверстия в магнитопроводах 1 и через отверстия 17 в поддоне 7 до контакта с клеммами 15. При этом образуется замкнутая электрическая цепь из последовательно соединенных стержней 12, подключенная к источнику тока, а все обрабатываемые магнитопроводы 1 оказываются нанизанными на эту электрическую цепь. Ток, проходящий по электрической цепи, создает магнитное поле, направленное вдоль витков магнитопровода 7, т.е. продольное магнитное поле, под действием которого диполи материала ориентируются вдоль ленты магнитопровода.
В случае использования приставки 11 поперечного магнитного поля, после входа поддона 7 с разогретыми магнитопроводами 1 в приставку 11 он ложится на неподвижный башмак 21. Подвижный башмак 20 опускают пневмоцилиндром 22 до соприкосновения с магнитопроводами 1. При пропускании тока через катушку 19 электромагнита 18 между башмаками 20 и 21 возникает магнитное поле, являющееся поперечным относительно ленты, из которой навиты магнитопроводы 1. В процессе обработки магнитопроводов 1 в магнитном поле они остывают и диполи материала магнитопроводов 1 фиксируются в продольном или поперечном направлении в зависимости от используемой приставки 10, 11.
После обработки в магнитном поле поднимают держатель 13 пневмоцилиндром 22, после чего поддон 7 с магнитопроводами 1, продвигаясь по направляющим 6 под действием пнвмоцилиндра 9, поступает на разгрузочную площадку 5, где с поддона снимают обработанные магнитопроводы 1. Разгрузочную площадку 5 с пустым поддоном 7 опускают пневмоцилиндром 24 до совмещения с направляющими 25, на которых расположены в ряд пустые поддоны 7. Загрузочную площадку 2 опускают пневмоцилиндром 23 до совмещения с направляющими 25, после чего пневмоцилиндром 26 перемещают весь ряд пустых поддонов 7 на шаг, равный длине одного поддона 7. При этом поддон 7, находившийся на разгрузочной площадке 5, перемещается на направляющие 25, а поддон 7, находившийся на направляющихся 25, перемещается на загрузочную площадку 5 и затем пневмоцилиндром 23 поднимается вверх на уровень верхних направляющих 6 для загрузки его новыми магнитопроводами 1. Пустая разгрузочная площадка 5 также поднимается вверх пневмоцилиндром 24 на уровень направляющих 6 для приема следующего поддона 7 с обработанными магнитопроводами 1. Далее цикл работы устройства повторяется. При автоматической загрузке и разгрузке магнитопроводов устройство может работать в автоматическом режиме по заданной программе.
Предлагаемое устройство позволяет повысить качество обработки магнитопроводов с обеспечением высоких магнитных свойств, расширить номенклатуру получаемых изделий с разными магнитными характеристиками и повысить произ- водительность.
Claims (5)
1. УСТРОЙСТВО ДЛЯ ТЕРМООБРАБОТКИ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ, содержащее загрузочную площадку, камеру нагрева, камеру выдержки, разгрузочную площадку, направляющие элементы, размещенные параллельно камерам нагрева и выдержки, механизм перемещения, отличающееся тем, что устройство снабжено средством формирования магнитного поля, охватывающего обрабатываемые магнитопроводы, которое установлено между камерой выдержки и разгрузочной площадкой, направляющие элементы снабжены поддонами с ложементами для установки магнитопроводов и механизмом возврата поддонов, при этом разгрузочная площадка связана с загрузочной посредством механизма возврата поддонов.
2. Устройство по п.1, отличающееся тем, что средство формирования магнитного поля выполнено в виде съемных приставок, одна из которых предназначена для формирования продольного магнитного поля, а другая - поперечного магнитного поля.
3. Устройство по пп. 1 и 2, отличающееся тем, что приставка для формирования продольного магнитного поля содержит электропроводные стержни диаметром менее внутреннего диаметра обрабатываемых магнитопроводов, закрепленные на держателе с возможностью подключения к источнику тока, и клеммы, а держатель связан с механизмом вертикального перемещения, при этом в ложементах поддонов выполнены отверстия для прохода стержней, а клеммы установлены под держателем на расстояниях друг от друга, равных расстояниям между стержнями.
4. Устройство по пп.1 и 2, отличающееся тем, что приставка для формирования поперечного магнитного поля содержит электромагнит, имеющий неподвижный и подвижный башмаки, установленные с возможностью размещения между ними поддонов с обрабатываемыми магнитопроводами, при этом подвижный башмак связан с механизмом возвратно-поступательного перемещения относительно неподвижного башмака.
5. Устройство по п.1, отличающееся тем, что камеры нагрева и выдержки выполнены разъемными и имеют подвижные части, связанные с механизмом их перемещения относительно соответствующих неподвижных частей.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5036226 RU2024977C1 (ru) | 1992-04-07 | 1992-04-07 | Устройство для термообработки витых ленточных магнитопроводов |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5036226 RU2024977C1 (ru) | 1992-04-07 | 1992-04-07 | Устройство для термообработки витых ленточных магнитопроводов |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2024977C1 true RU2024977C1 (ru) | 1994-12-15 |
Family
ID=21601310
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5036226 RU2024977C1 (ru) | 1992-04-07 | 1992-04-07 | Устройство для термообработки витых ленточных магнитопроводов |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2024977C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2510661C1 (ru) * | 2012-11-22 | 2014-04-10 | Владимир Иванович Пудов | Способ обработки магнитопровода |
-
1992
- 1992-04-07 RU SU5036226 patent/RU2024977C1/ru active
Non-Patent Citations (2)
| Title |
|---|
| 1. Авторское свидетельство СССР N 1274013, кл. H 01F 41/02, 1983. * |
| 2. Авторское свидетельство СССР N 1394250, кл. H 01F 41/02, 1985. * |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2510661C1 (ru) * | 2012-11-22 | 2014-04-10 | Владимир Иванович Пудов | Способ обработки магнитопровода |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2024977C1 (ru) | Устройство для термообработки витых ленточных магнитопроводов | |
| US2714648A (en) | High frequency heating | |
| US20070235662A1 (en) | Flash lamp annealing device | |
| US4649248A (en) | Annealing furnace for annealing magnetic cores in a magnetic field | |
| EP0486247B1 (en) | Method for producing Mn-Zn ferrites | |
| US2794894A (en) | Induction heat-treating apparatus | |
| US20030164372A1 (en) | Device for inductively heating metallic strips | |
| US3051811A (en) | Device for heating workpieces inductively | |
| GB2121260A (en) | Transverse flux induction heater | |
| US5435686A (en) | Bearing race hardening line | |
| US3182168A (en) | High frequency inductor arrangement for heating a number of bar ends in a solenoidal coil | |
| US2714647A (en) | Automatic work handling apparatus | |
| US5310975A (en) | Method and apparatus for the continuous field annealing of amorphous metal transformer cores | |
| US3435170A (en) | Device for heating chemical reagents | |
| US3144364A (en) | Induction annealing of magnetic alloy sheet | |
| US1904214A (en) | Device for high frequency induction heating | |
| US1993022A (en) | Apparatus for heat treating electrodes | |
| KR100195970B1 (ko) | 히터봉으로 구획된 열처리실을 갖는 상향장전식 열처리로 | |
| KR20170125250A (ko) | 소재 가열장치 | |
| KR100810472B1 (ko) | 인라인 경화 방법 | |
| US6635856B2 (en) | Billet induction heating | |
| CN218512500U (zh) | 电子元器件数字工厂回字形多工位循环测试设备 | |
| US3507967A (en) | Device for heat treatment of wound ribbon magnetic cores | |
| SU1760569A1 (ru) | Устройство дл термообработки магнитопроводов | |
| US3981725A (en) | Process and system for forming finished parts from powder metal |