RU2019309C1 - Coating application method - Google Patents
Coating application method Download PDFInfo
- Publication number
- RU2019309C1 RU2019309C1 SU5038337A RU2019309C1 RU 2019309 C1 RU2019309 C1 RU 2019309C1 SU 5038337 A SU5038337 A SU 5038337A RU 2019309 C1 RU2019309 C1 RU 2019309C1
- Authority
- RU
- Russia
- Prior art keywords
- coating
- composition
- substance
- viscous
- perforated element
- Prior art date
Links
Images



Abstract
Description
Изобретение касается работ с вязкими или жидкими составами, преимущественно лакокрасочными. Может быть использовано для нанесения красок, лаков, шпатлевок, клея, смол, а также иных вязких или жидких составов. The invention relates to work with viscous or liquid compositions, mainly paints. It can be used for applying paints, varnishes, putties, glue, resins, as well as other viscous or liquid compositions.
Известны технические решения, обеспечивающие принудительное формирование лакокрасочного или клеевого покрытия, заключающееся в механическом воздействии на лакокрасочный или иной состав с внешней стороны наносимого покрытия. Known technical solutions for the compulsory formation of a paint or glue coating, which consists in mechanically affecting the paint or other composition from the outside of the coating.
В патенте Японии (1) предлагается способ формирования покрытий, заключающийся в окунании изделия в смолу и ее прикатывании роликом к поверхности изделия. Сущность технического решения основана на раскатывании слоя состава с его внешней стороны. Japanese Patent (1) proposes a method for forming coatings, which consists in dipping an article into resin and rolling it onto a surface of the article by a roller. The essence of the technical solution is based on rolling out the layer of the composition from its outer side.
Наиболее близким к изобретению является способ нанесения лакокрасочного покрытия (шпатлевки, краски, грунтовки), заключающийся в нанесении слоя покрытия краскораспылителями различного типа (2). Недостатками такого способа является то, что в отдельных случаях не обеспечивается высокое качество покрытия. Так как нанесение лакокрасочного или иного покрытия является заключительной операцией, то возможность формообразования обеспечивается многократными проходами с постепенным наращиванием массы состава на поверхности покрываемого материала, при этом возможны потеки и наплывы верхнего слоя покрытия. Closest to the invention is a method of applying a paint and varnish coating (putty, paint, primer), which consists in applying a coating layer with spray guns of various types (2). The disadvantages of this method is that in some cases, a high quality coating is not provided. Since the application of a paintwork or other coating is the final operation, the possibility of shaping is provided by multiple passes with a gradual increase in the mass of the composition on the surface of the coated material, and leaks and sagging of the upper coating layer are possible.
Задачей изобретения является повышение качества наносимого покрытия и эффективности выполняемых работ. The objective of the invention is to improve the quality of the applied coating and the effectiveness of the work performed.
Поставленная задача достигается тем, что при нанесении жидкого или вязкого покрытия используют перфорированный элемент, который устанавливают на покрываемое изделие или материал, наносят жидкий или вязкий состав или вещество, продавливают часть состава или вещества в отверстия перфорированного элемента, а затем перемещают перфорированный элемент через слой покрытия. The problem is achieved in that when applying a liquid or viscous coating, a perforated element is used, which is installed on the product or material to be coated, a liquid or viscous composition or substance is applied, a part of the composition or substance is pressed into the holes of the perforated element, and then the perforated element is moved through the coating layer .
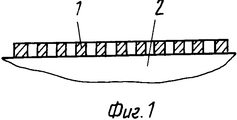
На фиг. 1 показана установка перфорированного элемента (ПЭ) на поверхность изделия; на фиг.2 - нанесение состава покрытия на ПЭ; на фиг.3 - продавливание состава покрытия в отверстия ПЭ; на фиг.4 - перемещение ПЭ через слой покрытия. In FIG. 1 shows the installation of a perforated element (PE) on the surface of the product; figure 2 - applying the composition of the coating on PE; figure 3 - punching the composition of the coating in the holes of PE; figure 4 - the movement of PE through the coating layer.
Способ осуществляют следующим образом. The method is as follows.
Перфорированный элемент 1 устанавливают на подготовленный к покрытию участок поверхности 2, наносят состав покрытия 3, например краску. Накрывают ПЭ с нанесенным на него слоем краски емкостью 4, в которой создают давление, обеспечивающее продавливание состава покрытия в отверстия 5 ПЭ. Повышение давления в полости емкости может быть осуществлено различными средствами, например, насосом. После выполнения операции "продавливания" перемещают ПЭ через слой покрытия. The perforated
В зависимости от решаемой задачи перемещение может быть вдоль покрываемого материала или под углом к нему, или иметь более сложный вид, например, несколько колебательных движений и т.д. Применение перфорированного элемента обусловлено необходимостью распределения покрытия на части, одна из которых располагается на его поверхности, а другая находится в контакте с поверхностью покрываемого материала через отверстия ПЭ. Применение ПЭ позволяет управлять нанесенным покрытием и перемещать его в горизонтальном или вертикальном направлениях, что обеспечивает локальное формообразование покрытия в необходимых случаях. При этом появляется возможность формирования объемно-выпуклого участка покрытия, т.е. высота сформированного покрытия (Н2) будет больше высоты нанесенного покрытия (Н1).Depending on the problem being solved, the movement can be along the material to be coated or at an angle to it, or have a more complex form, for example, several oscillatory movements, etc. The use of a perforated element is due to the need to distribute the coating into parts, one of which is located on its surface, and the other is in contact with the surface of the coated material through the holes of PE. The use of PE allows you to control the applied coating and move it in the horizontal or vertical directions, which provides local coating formation in necessary cases. In this case, it becomes possible to form a volumetric-convex portion of the coating, i.e. the height of the formed coating (H 2 ) will be greater than the height of the applied coating (H 1 ).
Claims (1)
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5038337 RU2019309C1 (en) | 1992-03-19 | 1992-03-19 | Coating application method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU5038337 RU2019309C1 (en) | 1992-03-19 | 1992-03-19 | Coating application method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2019309C1 true RU2019309C1 (en) | 1994-09-15 |
Family
ID=21602351
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU5038337 RU2019309C1 (en) | 1992-03-19 | 1992-03-19 | Coating application method |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2019309C1 (en) |
-
1992
- 1992-03-19 RU SU5038337 patent/RU2019309C1/en active
Non-Patent Citations (2)
| Title |
|---|
| Белоусов Е.Д. Малярные и штукатурные работы., М.; Высшая школа, 1990, с.178-180, рис.102. * |
| Патент Японии N 2-12157, кл.B 05D 1/24, 1990. * |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| FR2388869A1 (en) | COATING PROCESS | |
| FR2426073A1 (en) | SPRAY COATING PROCESS | |
| DE59708883D1 (en) | COATING A HEAT-SENSITIVE MATERIAL WITH A POWDER VARNISH | |
| DE136246T1 (en) | VERSATILE PAINTING SYSTEM FOR AUTOMOBILES. | |
| DE1571168B2 (en) | Process for coating objects | |
| AU587890B2 (en) | Method of and apparatus for applying liquid corrosion inhibitors to corrosion exposed regions of packaging containers or parts thereof | |
| RU2019309C1 (en) | Coating application method | |
| EP0397623A3 (en) | Process for preparing hydrophobic material | |
| CA2223563A1 (en) | In-line coating and curing a continuously moving welded tube with an organic polymer | |
| RU2024326C1 (en) | Method of forming coats | |
| RU2024327C1 (en) | Method of forming coats | |
| EP0663428A3 (en) | ||
| EP1046431A3 (en) | Method for forming multi-layer paint film | |
| JPS57204267A (en) | Continuous painting method | |
| SU1722610A1 (en) | Method of coating | |
| DE102008024409B4 (en) | Device and method for partial wetting of the surface of a workpiece by means of mask and atomizer | |
| JP2001104864A (en) | Coating method | |
| KR910008407B1 (en) | Coating method with vibration of sound-waves | |
| DE2522136A1 (en) | Coating dipmetallised articles - with drying or hardening resin coating compns. applied directly after metallising to utilise residual heat | |
| JPS56129061A (en) | Coating of bricklike rugged decorative sheet | |
| DE2950589A1 (en) | Prepn. of plastics for chemical metallisation - by embedding corundum grains to provide roughened surface, increasing adhesion | |
| KR970077787A (en) | Manufacturing method of hydrophobic electrode plate | |
| SU1214232A1 (en) | Sprayer for electrostatic painting | |
| JPH02149374A (en) | Formation of coating film with physical property of its surface under control | |
| CA2219219A1 (en) | Appliques for surfaces having complex curvature |