RU2012107C1 - Металлодиэлектрический волновод - Google Patents
Металлодиэлектрический волновод Download PDFInfo
- Publication number
- RU2012107C1 RU2012107C1 SU4951524A RU2012107C1 RU 2012107 C1 RU2012107 C1 RU 2012107C1 SU 4951524 A SU4951524 A SU 4951524A RU 2012107 C1 RU2012107 C1 RU 2012107C1
- Authority
- RU
- Russia
- Prior art keywords
- metal
- strips
- waveguide
- metal pipe
- grooves
- Prior art date
Links
Images





Landscapes
- Constitution Of High-Frequency Heating (AREA)
Abstract
Использование: в быстросооружаемых протяженных бесстыковых линиях передачи СВЧ-диапазона. Сущность изобретения: металлодиэлектрический волновод содержит металлическую трубу, образованную двумя металлическими лентами, соединенными продольными швами и покрытую слоем диэлектрика. К концам лент с внешней стороны присоединены Г-образные пластины. Продольные участки пластин имеют пазы, в которые вставлены полосы из материала с эффектом памяти формы с возможностью нагрева от источника тепловой энергии. Каждая пластина развернута относительно соседних на угол α, определяемый из выражения a=Π(K-2/K), где K - количество пластин, K - четное. Поперечные участки закреплены на входном и выходном фланцах, имеющих центральное отверстие с канавками под продольные швы. Профиль центрального отверстия каждого фланца соответствует профилю торцевой части металлической трубы. 9 ил.
Description
Изобретение относится к радиотехнике, а именно к технике СВЧ-диапазона, и может быть использовано в быстросооружаемых протяженных бесстыковых линиях передачи.
Известен гибкий волновод, выполненный из тонкой гофрированной в продольном направлении трубки, имеющий поперечное сечение коконообразной формы.
Недостатком этого волновода является его одинаковая гибкость как в транспортном, так и в рабочем положении, приводящая к увеличенным транспортным габаритам, кроме того, наличие гофрирования, необходимого для снижения габаритов, приводит к увеличению потерь СВЧ-энергии [1] .
Наиболее близким к предлагаемому устройству по технической сущности является металлодиэлектрический волновод, выполненный в виде металлической трубы, образованной двумя металлическими лентами, соединенными продольными швами, покрытой слоем диэлектрика [2] . Недостатком такого волновода является то, что тонкие ленты при транспортировке к месту прокладки линии передачи находятся в плоском виде в рулоне, а это требует проведения большого объема подготовительных операций (формообразование и герметизация концевых частей волновода) перед стыковкой волновода с сопрягаемыми с ним узлами аппаратуры, что приводит к увеличению продолжительности сборки линии передачи; проведение сложных подготовительных операций в полевых условиях снижает надежность работы.
Цель изобретения - сокращение продолжительности сборки линии передачи и повышение надежности работы.
Это достигается тем, что, в металлодиэлектрическом волноводе, выполненном в виде металлической трубы, образованной двумя металлическими лентами, соединенными продольными швами, покрытой слоем диэлектрика, к концам лент с их внешней стороны присоединены Г-образные пластины, продольные края пластин имеют пазы, в которые вставлены полосы из материала с эффектом памяти формы с возможностью нагрева от источника тепловой энергии, каждая Г-обpазная пластина развернута относительно соседних на угол α , определяемый из выражения α = π  , где К - количество пластин; К = 2 (n+1), К ∈ N, и закреплена на фланце, имеющем центральное отверстие с двумя диаметрально противоположными канавками, профиль центрального отверстия соответствует профилю торцевой части металлической трубы.
, где К - количество пластин; К = 2 (n+1), К ∈ N, и закреплена на фланце, имеющем центральное отверстие с двумя диаметрально противоположными канавками, профиль центрального отверстия соответствует профилю торцевой части металлической трубы.
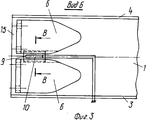
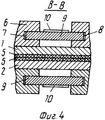
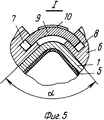
На фиг. 1 показано транспортное положение металлодиэлектрического волновода; на фиг. 2 - вид по стрелке А на фиг. 1; на фиг. 3 - вид по стрелке Б на фиг. 1; на фиг. 4 - сечение В-В на фиг. 3; на фиг. 5 - узел 1 на фиг. 7; на фиг. 6 - металлодиэлектрический волновод в рабочем положении; на фиг. 7 - сечение Г-Г на фиг. 6; на фиг. 8 - сечение Д-Д на фиг. 6; на фиг. 9 - сечение Е-Е на фиг. 7.
Металлодиэлектрический волновод состоит из двух металлических лент 1, 2, соединенных по кромкам продольными швами 3, 4 с образованием металлической трубы, покрытой изнутри слоем диэлектрика 5. К концам лент 1, 2 с их внешней стороны присоединены Г-образные пластины 6, продольные края пластин имеют пазы 7, 8, в которые вставлены полосы 9, выполненные из материала с эффектом памяти формы, на полосы 9 наклеены нагреватели 10, соединенные с источником электропитания 16. Каждая Г-образная пластина 6 закреплена на фланце 11, имеющем центральное отверстие 14 с двумя диаметрально противоположными канавками 12, 13. В отверстие 14 вставлена концевая часть 15 металлической трубы.
Устройство работает следующим образом.
В транспортном положении металлодиэлектрический волновод находится в плоском состоянии и свернут в рулон. При этом концы лент 1, 2 для обеспечения минимальных транспортных габаритов и предотвращения случайного повреждения поверхности также находятся в плоском состоянии и прижаты к виткам рулона. Для приведения металлодиэлектрического волновода в рабочее положение рулон развертывают на заранее подготовленной площадке, подключают нагреватели 10 к источнику электропитания 16.
От нагревателей 10 полосы 9 нагреваются до температуры обратного мартенситного превращения материала (100-150оС), в котором инициируется эффект памяти формы в виде изменения поперечной кривизны полосы 9. Полосы 9 изгибаются и разворачивают на угол α закрепленные на концах лент 1, 2 пластины 6, формообразуя тем самым концевую часть 15. Величина угла α зависит от количества пластин 6, закрепленных на лентах 1, 2, и определяется из выражения α = π  , где К - количество Г-образных пластин 6 на концевой части 15, К = 2 (n+1), n ∈ N. Для фиксации взаимного положения пластин 6 и герметизации стыкового соединения с сопрягаемыми узлами аппаратуры пластины 6 закрепляются на фланце 11, а концевая часть 15 плотно вставляется в его центральное отверстие 14, при этом продольные швы 3, 4 входят в соответствующие им канавки 12, 13.
, где К - количество Г-образных пластин 6 на концевой части 15, К = 2 (n+1), n ∈ N. Для фиксации взаимного положения пластин 6 и герметизации стыкового соединения с сопрягаемыми узлами аппаратуры пластины 6 закрепляются на фланце 11, а концевая часть 15 плотно вставляется в его центральное отверстие 14, при этом продольные швы 3, 4 входят в соответствующие им канавки 12, 13.
Затем фланец 11 болтовым соединением плотно стягивается с сопрягаемым узлом аппаратуры. После этого во внутреннюю полость металлодиэлектрического волновода подается избыточное давление и происходит формообразование волновода по всей его длине. После того, как избыточное давление достигло расчетной величины, формообразование волновода закончено и линия передачи готова к работе.
В качестве примера конкретного выполнения можно привести разработанную конструкцию МДВ диаметром 180 мм из медных с диэлектрическим покрытием лент толщиной до 0,5 мм и длиной 150 м, внутренний диаметр рулона 500 мм. Волновод стыковался с прямоугольным выходом генератора и круглым входом потребителя. Для стыковки с генератором была применена конструкция с четырьмя Г-образными пластинами (см. фиг. 7), а для стыковки с потребителем - с восемью Г-образными пластинами (см. фиг. 8). В качестве материала вставляемых в продольные пазы полос был применен сплав ТН-1. Полосы нагревались наклеенными проволочными нихромовыми нагревателями до температуры 120-150оС за 30 с, что соответствовало времени формообразования концевых частей волновода. Давление во внутренней полости, при котором форма поперечного сечения волновода становилась близкой к кругу, не превышало 0,6 МПа.
После формообразования волновода на участке за Г-образными пластинами (сторона стыковки с генератором) формировалась переходная зона В (на фиг. 6 ограничена штриховыми линиями), которая обеспечивала минимальные потери СВЧ-энергии при переходе от прямоугольного к круглому волноводу. Сопряжение со стороны потребителя с восемью Г-образными пластинами по потерям СВЧ-энергии практически не отличалось от сравниваемого с ним сопряжения круглого волновода с приваренным фланцем.
Применением описанной конструкции удалось в 3,5 раза снизить продолжительность сборки линии передачи, исключить при сборке операции, связанные с пайкой и сваркой, повысить надежность линии передачи, особенно для условий вертикальной прокладки на строительных конструкциях.
Claims (1)
- МЕТАЛЛОДИЭЛЕКТРИЧЕСКИЙ ВОЛНОВОД, содержащий металлическую трубу, образованную двумя металлическими лентами, соединенными продольными швами, и покрытую слоем диэлектрика, отличающийся тем, что, с целью сокращения продолжительности сборки линии передачи и повышения надежности в работе, введены Г-образные пластины, присоединенные к концам металлических лент внешней стороны, продольные участки которых снабжены пазами, в которые вставлены полосы из материала с эффектом памяти формы, связанные с источником тепловой энергии, а поперечные участки закреплены соответственно на входном и выходном фланцах, имеющих каждый центральное отверстие с канавками под продольные швы, профиль которого соответствует профилю соответствующего торца металлической трубы, при этом каждая Г-образная пластина развернута относительно соседних на угол α, определяемый из выражения α= π(K-2 / K), где K - количество Г-образных пластин, K = 2 (n + 1), n ∈ N.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4951524 RU2012107C1 (ru) | 1991-06-28 | 1991-06-28 | Металлодиэлектрический волновод |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| SU4951524 RU2012107C1 (ru) | 1991-06-28 | 1991-06-28 | Металлодиэлектрический волновод |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| RU2012107C1 true RU2012107C1 (ru) | 1994-04-30 |
Family
ID=21582466
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| SU4951524 RU2012107C1 (ru) | 1991-06-28 | 1991-06-28 | Металлодиэлектрический волновод |
Country Status (1)
| Country | Link |
|---|---|
| RU (1) | RU2012107C1 (ru) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2121735C1 (ru) * | 1997-02-11 | 1998-11-10 | Московское высшее училище радиоэлектроники ПВО | Гибкий волновод |
-
1991
- 1991-06-28 RU SU4951524 patent/RU2012107C1/ru active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2121735C1 (ru) * | 1997-02-11 | 1998-11-10 | Московское высшее училище радиоэлектроники ПВО | Гибкий волновод |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| SU1355115A3 (ru) | Способ соединени труб,покрытых изол цией | |
| US3877518A (en) | Heat exchange coil | |
| EP0519252B1 (en) | Method of manufacturing freezing cylinders for ice cream making machines | |
| US4129152A (en) | Double wall helical pipe and strip configuration for forming same | |
| US4950446A (en) | Method of lining pipes | |
| EP0311635B1 (en) | Method of joining tubes having a corrugated wall of plastic material | |
| US3750444A (en) | Method of continuous production of tubing with helical or annular ribs | |
| US5775736A (en) | Plastic pipe fittings | |
| US3266820A (en) | Assembly device for welded metal tubes | |
| RU2012107C1 (ru) | Металлодиэлектрический волновод | |
| PT1890863E (pt) | Aparelho e método para enrolamento de tubagem subterrânea e parcialmente submersa | |
| US5743989A (en) | Method of welding plastics sheets together and a joint used therein | |
| EP3693648A1 (en) | Device for the internal monolithic insulation of a welded pipeline joint | |
| KR100191693B1 (ko) | 가요성 호스용 전기 접지부와 그 제조방법 | |
| CN111669852B (zh) | 一种碳纤维纵向翅片加热管的制作方法 | |
| US335631A (en) | of poet chester | |
| KR101723209B1 (ko) | 합성수지관용 와인딩장치 | |
| RU2686129C1 (ru) | Способ соединения металлических труб с внутренней пластмассовой облицовкой | |
| RU2218510C2 (ru) | Способ внутренней противокоррозионной защиты зоны сварного соединения труб и устройство для его выполнения | |
| ES457055A1 (es) | Metodo para unir elementos de tubo. | |
| RU2190149C1 (ru) | Способ внутренней противокоррозионной защиты зоны сварного соединения труб и устройство для его выполнения | |
| KR101987148B1 (ko) | 코팅 파이프 및 그 제조 방법 | |
| DE3712355A1 (de) | Band aus thermoplastischem kunststoff zur abdeckung einer verbindungsstelle und verfahren zu seiner herstellung | |
| WO1984001203A1 (en) | A method of manufacturing a preferably flexible, heat insulated pipe | |
| JPS6366610B2 (ru) |