KR950013596B1 - 금속 스트립 또는 다른 전기 전도 스트립을 연속 전기 도금하기 위한 회전 전도 로울러 - Google Patents
금속 스트립 또는 다른 전기 전도 스트립을 연속 전기 도금하기 위한 회전 전도 로울러 Download PDFInfo
- Publication number
- KR950013596B1 KR950013596B1 KR1019880008430A KR880008430A KR950013596B1 KR 950013596 B1 KR950013596 B1 KR 950013596B1 KR 1019880008430 A KR1019880008430 A KR 1019880008430A KR 880008430 A KR880008430 A KR 880008430A KR 950013596 B1 KR950013596 B1 KR 950013596B1
- Authority
- KR
- South Korea
- Prior art keywords
- polymer
- strip
- ring
- conducting
- roller
- Prior art date
Links
Images












Classifications
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
-
- C—CHEMISTRY; METALLURGY
- C25—ELECTROLYTIC OR ELECTROPHORETIC PROCESSES; APPARATUS THEREFOR
- C25D—PROCESSES FOR THE ELECTROLYTIC OR ELECTROPHORETIC PRODUCTION OF COATINGS; ELECTROFORMING; APPARATUS THEREFOR
- C25D7/00—Electroplating characterised by the article coated
- C25D7/06—Wires; Strips; Foils
- C25D7/0614—Strips or foils
- C25D7/0657—Conducting rolls
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Electroplating Methods And Accessories (AREA)
- Superconductors And Manufacturing Methods Therefor (AREA)
- Windings For Motors And Generators (AREA)
- Prevention Of Electric Corrosion (AREA)
Abstract
내용 없음.
Description
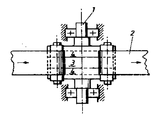
제 1 도와 2 도는 선행기술의 로울러의 측면도와 평면도이며,
제 3 도는 제 1 도의 로울러의 Ⅲ-Ⅲ선 부분 단면도임.
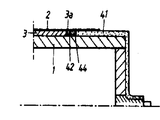
제 4 도는 본 발명의 제 1 실시태양에 의한 전도 로울러, 전도 링 및 절연 피복(COVERING)에 대한 부분 단면도임.
제 5 도는 내지 7 도는 절연 피복에 대한 다른 실시태양들을 도시하고 있는 부분 도면임.
제 8 도와 9 도는 수개의 중간 칼라로 구성되는 절연 피복을 도시하고 있는 부분 단면도임.
제 10 도는 중간 칼라에 섬유 보강재가 추가되어 있는 것을 도시하고 있는 부분 단면도임.
제 11 도 내지 14 도는 미국 특허 US - P - 3,634,223호에 기재되어 있는 바와 같이, 전도 링의 가장자리 윤곽이 점진적으로 경사되어 있는 것을 도시하고 있는 부분 단면도임.
* 도면의 주요부분에 대한 부호의 설명
1 : 전도 로울러 2 : 금속 스트립
3 : 활성지역 3b : 가장자리 날개
5 : 전해액 41 : 피복된 단부 지역
42, 43, 44, 45 : 중간 칼라 42a : 43a, 45a : 기질(基質)
본 발명은 띠(RIBBON) 모양으로된 금속 제품 또는 반제품의 표면을 피복하기 위한 장치에 관한 것이며, 더 상세하게는 예를 들면 강판 같은 전기 전도 스트립을 전기도금으로 피복하기 위한 장치에 관한 것이다.
본 발명은 특히 금속 공업에서 사용되기 위한 것인데, 예를 들면 전도 로울러라고 호칭되며 미국 특허 US - P - 3,483,113호(특히 제 7,8 도 및 9도), US - P - 3,634,223호 또는 유럽 특허 EP -A - 0,089,790호에서 공개되어 있는 "연속 전기 아연 도금" 유형의 전기도금에 관련되는 원형장치에 관한 것이다.
음극의 작용을 하게 되는 이 전도 로울러는 보통 스테인레스 강으로 만들어지며, 링의 활성 지역보다 폭이 넓고 전류가 통하게 되어 있는 탄소강 몸체에 장치되는 하나 이상의 전도성 원통형 링으로 구성된다.
이 탄소강 몸체 상의 활성 지역의 각 단부는 탄성이며 절연성의 가요성 중합체 물질로 피복되며, 이 중합체 물질이 로울러를 구동하고, 밀폐하며, 전기 절연하고 로울러의 부식을 방지하는 작용을 하게 된다. 이 로울러는 보통 대기 온도 보다 높은 온도의 전해액 내에 일부 침지된다.
금속 스트립은 전도 로울러 둘레에 일부 감아지는데, 피복되지 않을 내부면은 한편으로는 전기 접촉을 하기 위해서 전도 링의 활성 지역과 접하고 또 다른 한편으로는 접촉 장치를 밀폐하기 위해서 탄성의 절연 물질과 접합한다.
금속 스트립이 전해액을 통과하는 동안에 금속 스트립 상에 전해액의 용착을 균일하게 하기 위해서는, 전도 링과 금속 스트립 사이의 접촉의 질과 균질성, 가로 밀폐의 질과 균질성 및 전류 밀도의 균일성이 대단히 중요한 요소가 된다는 것은 쉽게 이해할 수 있을 것이다.
전기 도금에 사용되는 전도 로울러에 관한 상기한 미국 특허에서의 개량점은, 대단히 중요한 요소인 전기접촉의 질과 균질성 및 전류 밀도의 분배에 관련되어 있다. 전도 로울러의 몸체를 밀폐하기 위해서는, 보통 고무, 네오프렌이나 유사한 물질 또는 폴리우레탄으로 구성되는 피복(COVERING)이 사용되는데, 밀폐 테이프들의 작용의 중요성으로 인해서 적당한 접착제가 탄성 밀폐 테이프를 위해서 사용되어야 할 필요성도 있었다.
전도 링 또는 전도 링들의 단부들에, 이러한 밀폐 상태를 보강하기 위하여 "와부", "돌기", "톱니" 또는 경사진 형태로된 특별한 배치가 제공되는 일이 가끔 있다. (이미 언급된 US - P - 3,634,223호의 제 4 도와 EP - A - 0,089,790호의 제 2 도 참조 ).
또 게다가, 밀폐 및 전기 절연 작용을 겸할 수 있도록 보장하기 위해서 밀폐 칼라들이 단단한 밀폐 밴드상에 장치되는 일도 가끔 있다. (US - P - 3,483,113호의 제 7 도 참조).
그러나, 이러한 배열의 어느 것도 금속 스트립과 전도 링 사이의 접촉과 전류 확산의 완전한 균일성 또는 밀폐의 완전성을 보장하는 것이 불가능하다.
사실, 상술한 배열 모두에서는 탄성 밀폐 밴드가 전도 링의 활성 지역의 가로면들과 직접(접착제로 형성된 얇은 경계면을 예외로 하고)접촉하게 되는데, 이것은 약간의 결점들을 갖게 된다. 즉, 온도의 영향으로, 탄성 중합체가 강철보다 더 잘 팽창하기 때문에 탄성 밴드의 (반지름)두께가 강철의 두께보다 훨씬 빠르게 증대하고, 금속 스트립 상에 미치는 인장력에도 불구하고 금속 스트립과 전도 링의 활성 지역 사이의 물리적 및 전기 접촉의 질과 균질성이 손상되는 경향이 있다.
시간의 영향으로, 탄성 중합체의 탄성 밴드는 전해액내에 침지되기 때문에 전해액을 흡수하고 화합현상이 일어나게 되어 탄성 밴드의 두께가 증대하고(탄성 중합체 전문가들 사이에 잘 알려져 있는 현상), 금속 스트립과 전도 링 사잉의 물리적 및 접촉의 질과 균질성이 더욱 손상되게 된다.
(팽창하고 부어오르는)탄성 중합체는 전도 링의 가장자리에 넘치게 되므로, 이 가장 자리 부근에서 접촉의 질과 균질성이 특히 손상되게 되는데 대해서 금속은 조금 밖에 변하지 않는다는 것은 용이하게 이해할수 있을 것이다. 또 피복되어야 할 금속 스트립의 폭은 전도 링의 폭 보다 넓고 이 스트립 내에서의 전기 도금 전류 밀도는 가능한 한 균일하여야 하므로 전류의 확산이 바로 이 지역내에서 가장 큰 문제가 된다.
이러한 분리 경향은 대단히 경미한 것이기는 하지만, 전기 저항이 변화한다는 점에서 대단히 중요한 것이고 전해액 용착의 균일성과 장치의 효능면에서도 중요하다. 분리되는 경향으로 인해서 탄성 밴드의 외형을 바꾸게 되고 그러한 교환 작업을 위해서 장치의 가동을 중단시켜서 분해하여야 할 필요성이 생기게 된다.
또 게다가, 탄성 중합체와 금속 사이에서의 이러한 상대적 이동으로 탄성 중합체와 금속 사이의 접착이 손상되어 전해액이 두 성분들 사이를 지나서 침투 할 수 있게 되고, 전류 확산의 균일성이 더욱 손상될 뿐만 아니라 전도 로울러의 몸체가 부식된다.
본 발명의 목적은 이와같은 단점들을 상당히 완화하고 동시에 로울러 몸체의 밀폐, 전기절연, 부식 방지와 구동 작용을 보장하는데 있다.
본 발명의 다른 목적은 금속 스트립에 적용되는 피복과 장치의 에너지 효율을 개선하고 장치의 정비 비용을 절감하며 장치의 가동을 중단시키는 빈도를 줄이는데 있다.
이 목적은 본 발명에 의하여 하나 이상의 중간 칼라(COLLAR)를 전도링에 의해서 형성된 전도 활성 지역과 탄성 절연 물질로 피복된 지역 사이에 삽입함으로서 달성되는데, 이 칼라는 팽창계수, 가요성 또는 전해액을 흡수 화합하여 일어나는 팽윤(膨潤)변화의 값들이 전도 활성 지역을 형성하는 물질의 그것들과 피복된 지역의 물질의 그것들 사이의 중간 값을 갖는 중합체로 만들어진다
그리하여, 본 발명에 의하여 가요성 또는 밀폐하는 탄성 중합체 또는 중합체의 피복과 그 가능한 접착제는 전도 링의 활성 지역의 가로 가장자리들과 직접 접촉하지 않고, 가요성 또는 밀폐하는 탄성 중합체 또는 중합체와 전도 링의 활성 지역의 가로 가장자리 사이에 "중간 칼라"라 삽입되는데, 중간 칼라를 구성하는 중합체는 팽창 계수, 가요성 또는 전해액을 흡수 화합하여 일어나는 팽윤 변화의 값들이(보통 전도 링에 사용되는)스테인레스 강의 대단히 낮은 값들과 가요성 또는 밀폐하는 탄성 중합체 또는 중합체의 값들 사이의 중간 값이 되도록 한다.
이 목적을 위해서, 예를들면 기술 분야에서 보통 에보나이트하고 부르는 단단한 황 - 고무 종류(자연 또는 니트릴 고무)의 중합체들과 에폭시 수지 또는 산에 저항하는 비교적 밀집된 교차 - 결합 구조이며 낮은 팽창계수를 갖는 다른 중합체를 선정하는 것이 가능한데, 이러한 중간 칼라용 중합체 또는 중합체들의 높은 경도는 피복이 본 발명에서 제공된 특별한 배열을 가지고 있기 때문에 불이익이 되지 않는다.
본 발명의 어떤 실시 태양에서는, 중간 칼라내에 섬유 보강재(또는 금속, 유리, 직물이나 합성 보강재일수도 있다)가 제공되는데, 중간 칼라를 방사상으로 봉쇄하고 그 크기의변화를 제한하며, 전도성 섬유인 경우에는 링의 전도 활성 지역의 가장자리로부터 전기 전도를 감소하는 유익한 작용을 수행하게 된다.
본 발명의 내용과 특징들은, 본 발명에 의한 절연 피복의 여러 가지 실시태양들을 비 - 한정적 실시예로 도시하고 있는 첨부된 도면을 참조한 다음 설명으로부터 더 잘 이해될 수 있을 것이다.
제 1 도는 전해액(5)내에 일부 침지되어 있는 회전 전기도금 로울러(1)를 도시한다. 제 2 도는 전도 링의 활성 지역(3)이 탄성 절연 물질로 피복된 지역(4)으로 둘러싸여 있는 것을 나타낸다.
제 1 내지 3 도에서서 도시된 바와 같이, 금속 스트립(2)은 전도 로울러(1) 둘레에 일부 감아져 있고, 피복되지 않을 표면은 전기 접촉을 하기 위해서 전도 링의 활성지역(3)과 접촉되며, 마찬가지로 접촉 장치의 밀폐를 확실하게 하기 위해서 탄성 절연 물질로 피복된 지역(4)과 접합되게 된다.
제 4 도에 도시된 바와 같이, 본 발명에 의한 탄성 절연 피복은 두 개의 상이한 중합체로 구성되지만, 그 중합체들은 서로 친밀하거나 밀폐 접촉 상태에 있다. 중합체로 피복된 단부 지역(41)은 밀폐, 탄성, 구동 및 전기 절연 작용들을 수행하는데 대해서 중합체로 된 중간 칼라(42)는 밀폐 및 전기 절연 작용들만을 수행하여야 한다. 그러므로 중간 칼라(42)를 위한 중합체는 더 밀집된 교차 - 결합구조를 가지며, 그 팽창 또는 팽윤 특성치가 피복된 단부 지역(41)에 사용되는 중합체의 그것들 보다 강철에 대해서 더 잘 순응할 수 있는 보다 단단한 중합체로부터 신정하는 것이 가능하게 된다.
이 중간 칼라(42)는 전도 링의 활성 지역(3)의 가로 단부면(3a)에 완전히 부착되게 만들어져야 하며, 전도 로울러(1)와 피복된 단부지역(41)에도 직접 부착되어야 하는 것은 물론이다.
중간 칼라(42)의 중합체로 선정될 수 있는 것은 이미 설명하였다. 피복된 단부 지역의 중합체로는 폴리우레탄 또는 HYPALON(Du PONT DE HEMOUNS제)을 선정할 수 있고, (미국, 01772마사츠셋쯔, 사우스 보로우, 틴파이크 로오드 333, 사우스 브로우 텍크노로지 파아크에 소재하는 SW INDUSTRIES 제조)의 화합물 YARIOLASTIC이 더 양호하다.
이 중간칼라(42)로 인해서, 피복된 단부지역(41)의 이동이나 크기 변화는 스트립(2)과 전도 링의 활성지역(3) 사이의 전기 접촉의 질과 균질성에 대해서 훨씬 작은 영향을 주게 되고, 활성 지역(3)의 단부에서의 밀폐와 전기 확산의 균일성 및 전도 로울러(1)의 부식 방지가 상당히 증진되게 된다는 것은 용이하게 이해할 수 있을 것이다. 실험 결과 재래식 방법과 비교해서 본 발명이 더 효과적이라는 것이 입증되었는데, 장치의 전반적인 성능 및 용착의 질과 균질성이 상당히 개선되고, 전도 로울러가 외형의 연마 작업을 다시 거치지 않고 가동될 수 있는 작업시간의 길이가 3배 이상 증가되어, 작업을 중단하여야 할 빈도가 같은 비례로 감소되었다.
좋은 결과는 10mm 이상의 폭을 갖는 중간칼라(42)로 얻어졌는데, 10 내지 40mm 사이가 이상적이지만 처리될 스트립의 넓이에 따르게 되는 것은 물론이다.
제 5 도는 본 발명의 다른 배열을 도시하고 있는데, 여기서는 중간 칼라(42)의 중합체가 피복된 단부지역(41)중합체의 기질(42a)로서 사용되어 조립체 전체의 밀폐를 증진하게 된다.
제 6 도는 중간 칼라(43)와 피복된 단부지역(41)의 접합면이 경사되어 하나의 지역에서 다른 지역으로의 팽창 또는 팽윤이 점차적으로 이루어지도록 하는 특별 배열을 도시한다.
제 7 도에서는, 제 5 도에서와 같이, 피복된 단부지역(41)의 중합체와 경사지게 접합되어 있는 중간 칼라(43) 중합체가 마찬가지로(43a)로서의 역할을 한다.
제 8 도는 그 물리적 및 화학적 특성치가 전도 링을 위해서 사용된 스테인레스 강의 특성치와 피복된 단부지역(41)의 탄성 절연 중합체의 특성치 사이에서 점진적으로 변화될 수 있도록 선정된 두 개의 중간 칼라 (42) (44)들을 도시한다.
본 발명의 선택적 실시태양에서는, 성질상 비교적 절연성이 이 중간 칼라(42)(44)들은 분말 또는 금속 또는 탄소 섬유 종류의 전도 입자 같은 전도 성분으로 도우프(DOPE)되어, 스트립 내에서 전류가 전도 링의 가장자리(3a)로부터 점차적으로 확산되도록 해서 전도 링의 가장자리를 어렵게 기계가공할 필요없이 전류의 확산을 완전히 제어 가능하게 한다. 어떤 경우에는, 가요성 또는 밀폐 중합체 자체가 전기 전도 성분으로 부분적으로 도우프될 수 있다.
제 9 도에는, 제 2 중간칼라(45)가 피복된 단부 지역(41) 중합체를 위한 부분기질(45a)로서의 역할을 한다.
제 10 도는 제 4 도에 도시된 것과 같은 중간 칼라(42)가 자연 또는 합성 고무의 보강재(7)를 가지고 있는 중간 칼라(42)를 도시한다.
본 발명의 일 실시태양에서는 절연 섬유가 선정되었지만, 다른 실시태양에서는 스트립내에서 전기 확산을 더 효과적으로 제어할 수 있도록 이 지역내에 어떤 전기 전도성을 발생하기 위하여 전기 전도 섬유가 선정되었다.
그리하여 이 보강제는 한편으로는 대단히 유익한 기계적 균압 결성의 역할을 하여 반지름 방향의 크기 변화를 제한하고, 다른 한편으로는 보강재가 전도성이면 점차적으로 전기 확산하는 백터로서의 유익한 작용을 하게 된다.
보강된 중간 칼라도 마찬가지로 기질로서의 역할을 하며, 제 5 도 내지 7 도에 도시된 선택적 형태를 가질 수 있다.
본 발명의 선택적 실시태양에 의하면, 중간 칼라의 전부 또는 일부가 전도 활성 지역의 가장자리 날개 아래에 맞추어진다.
제 11 도에서는, 전도 링의 활성 지역(3)이 미국 특허 US - P - 3,634,223호에 기재되어 있는 바와 같이 점진적으로 경사되어 있는 가장자리 (3b)를 가지고 있고, 중간 칼라(42)가 이 단부의 "오목하게 된"부분 전체를 채우게 된다. 피복된 단부 지역(41)중합체 보다 더 불활성인 보다 단단한 중간 칼라(42)중합체의 유용성이 여기서 더욱 명백하게 되는데, 그 이유는 재래식 방법에서는 탄성 중합체의 미소한 팽윤도 이 가장자리 날개를 올라가게 해서 스트립과 전도 링 사이의 전기 접촉의 질을 손상하게 되기 때문이다.
여기서 설명된 본 발명은, 중간 칼라(42)로 인해서 전도 링의 단부 날개를 실제로 고착 시킴으로서 전도링의 활성 지역(3)의 전체 외부모선이 일직선이 되도록 보장할 수 있게 된다.
제 12 내지 14도에서는 피복된 단부지역(41)을 위한 기질이 경사되어 중간 칼라(42)와 피복된 단부지역 사이에 점진적인 접촉이 이루어지는 것을 도시하고 있다.
본 발명이 비- 한정적 실시예로서 설명된 예시적인 실시 상태에 한정되는 것이 아니고, 이와 반대로 유사 또는 균등한 수단을 이용하고 있는 모든 실시태양을 포함하는 것은 명백할 것이다.
그러므로, 예를 들면, 스트립과 피복된 단부지역(41) 사이의 접촉이 밀폐, 절연, 탄성 및 접착력에 의한 가능한 구동을 보장할 수 있으면, 중간 칼라의 폭은 어떤 넓이라도 좋고, 마찬가지로 중간 칼라의 수에는 제한이 없다.
또 게다가, 위에서 도시된 여러 실시태양들은 본 발명의 범위로부터 이탈됨이 없이 결합될 수 있다.
마지막으로, 본 발명은 특히 연속전기 아연 도금 분야에서 적용되지만, 전기 도금으로 연속 피복을 하여야 할 분야 어디서나 사용될 수 있다는 것은 명백하다.
Claims (10)
- 연속적으로 전기도금 하는 제조 라인에서, 하나의 스트립(Strip : 길고 가느다란 조각)을, 하나의 전해물 속에 부분적으로 잠기게 하고, 적어도 하나의 전기 전도 작용을 하는 부분과, 전해물로부터 스트립(Strip)과 전도 작용을 하는 부분 사이에서의 접촉을 확실하도록 하는 적어도 하나의 유동성 물질의 코팅 부분을 포함하는 형태이고, 적어도 하나의 중간고리가, 상기 전도 작용을 하는 부분과 코팅 부분 사이에 놓여 있고, 전도 작용을 하는 부분을 구성하는 물질과 상기 코팅 부분을 구성하는 물질의 상응하는 공동작인(作因)들 사이에서, 그 공동작인들(팽창, 유연성, 전해물과의 접촉에 따른 팽창의 공동작인들)중의 적어도 하나의 중간 가치를 지니는 중합체(Polymer)로 이루어진, 상기 중간고리를 포함함을 특징으로 하는 금속스트립(Strip) 또는 다른 전기 전도 스트립(Strip)을 연속 전기 도금하기 위한 회전전도체 로울러.
- 제 1 항에 있어서, 상기 코팅된 부분의 상응하는 가치와 전도 작용을 하는 부분의 상응하는 가치 사이의, 고리에서 고리로 점진적으로 변하는 가치를 갖는 상기 중합체(Polymer)의 특성들을 지니고 있고, 서로 다른 물리화학적 특성들을 가진 중합체(Polymer)의 중간고리를 적어도 2개 이상 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 자연상태의 '전기 절연용 섬유'로 보강된, 중간고리를 구성하는데 사용되는 중합체를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 자연상태의 '전기 절연용 섬유'로 보강된, 중간고리를 구성하는데 사용되는 중합체를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 전기 전도용 물질로 도핑(진한 액체로 처리함)된, 중간고리를 구성하는데 사용되는 중합체를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 부분적으로 전기 전도용 물질로 도핑된 코팅 부분의 유동성 물질을 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 상기 코팅 부분의 물질의 하층을 구성하는 중간고리를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 전도 작용을 하는 부분의 외부로 향하는 플랜지(Flange : 관을 잇기 위해 덧붙인 것)의 아래에, 최소한 한 부분이 받아들여지는 중간고리를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 전도용 로울러의 측에 직각을 이루는 평면에 대해, 경사진 접촉 면이 있는 중간고리를 포함함을 특징으로 하는 회전전도체 로울러.
- 제 1 항에 있어서, 접촉물질과 결합되는 유동성 물질을 포함함을 특징으로 하는 회전전도체 로울러.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| FR8709651A FR2617869B1 (fr) | 1987-07-07 | 1987-07-07 | Rouleau conducteur rotatif pour le depot electrolytique en continu sur des feuillards metalliques ou autres feuillards electroconducteurs |
| FR87.09651 | 1987-07-07 | ||
| FR8709651 | 1987-07-07 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR890002446A KR890002446A (ko) | 1989-04-10 |
| KR950013596B1 true KR950013596B1 (ko) | 1995-11-13 |
Family
ID=9352965
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019880008430A KR950013596B1 (ko) | 1987-07-07 | 1988-07-07 | 금속 스트립 또는 다른 전기 전도 스트립을 연속 전기 도금하기 위한 회전 전도 로울러 |
Country Status (12)
| Country | Link |
|---|---|
| US (1) | US4849083A (ko) |
| EP (1) | EP0298887B1 (ko) |
| JP (1) | JPH0768636B2 (ko) |
| KR (1) | KR950013596B1 (ko) |
| AT (1) | ATE71413T1 (ko) |
| BR (1) | BR8803359A (ko) |
| CA (1) | CA1321165C (ko) |
| DE (1) | DE3867550D1 (ko) |
| ES (1) | ES2029726T3 (ko) |
| FR (1) | FR2617869B1 (ko) |
| GR (1) | GR3004293T3 (ko) |
| SU (1) | SU1722236A3 (ko) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5069762A (en) * | 1991-01-18 | 1991-12-03 | Usx Corporation | Appartaus for improved current transfer in radial cell electroplating |
| KR100373677B1 (ko) * | 1998-09-16 | 2003-05-09 | 주식회사 포스코 | 전기도금용전도롤 |
| DE10019720A1 (de) * | 2000-04-20 | 2001-10-31 | Atotech Deutschland Gmbh | Verfahren und Vorrichtung zum elektrischen Kontaktieren von plattenförmigem Behandlungsgut bei elektrolytischen Prozessen |
| KR20020001079A (ko) * | 2000-06-24 | 2002-01-09 | 이구택 | 컨덕터롤 밴드마크 방지장치 |
| US7045043B1 (en) * | 2000-07-24 | 2006-05-16 | Pohang Iron And Steel Co., Ltd. | Method of reducing a band mark of an electroplating steel sheet |
| KR100460667B1 (ko) * | 2000-11-22 | 2004-12-09 | 주식회사 포스코 | 러버부의 박리가 방지되는 강판 전기도금용 콘턱터롤 |
| US20060243593A1 (en) * | 2005-04-29 | 2006-11-02 | Bowman Kenneth A | Apparatus and method for improving contact between a web and a roll |
| FR2919511B1 (fr) * | 2007-07-30 | 2010-01-29 | Snecma Propulsion Solide | Rouleau composite thermostructural |
| CN109652793A (zh) * | 2019-03-04 | 2019-04-19 | 厦门佰事兴新材料科技有限公司 | 一种鼠笼式银导电辊的导电条的加工方法 |
| CN113757382B (zh) * | 2021-09-09 | 2022-04-01 | 广东嘉元科技股份有限公司 | 一种阴极辊专用在线防氧化装置 |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3483113A (en) * | 1966-02-11 | 1969-12-09 | United States Steel Corp | Apparatus for continuously electroplating a metallic strip |
| US3634223A (en) * | 1970-02-25 | 1972-01-11 | United States Steel Corp | Contact assembly |
| US4415425A (en) * | 1982-03-15 | 1983-11-15 | United States Steel Corporation | Conductor roll contour |
| JPS6046395A (ja) * | 1983-08-23 | 1985-03-13 | Kobe Steel Ltd | 電気めっき用コンダクタ−ロ−ル |
| JPS60181375U (ja) * | 1984-05-11 | 1985-12-02 | 川崎製鉄株式会社 | 鋼帯電気めつきラインの通電ロ−ル |
-
1987
- 1987-07-07 FR FR8709651A patent/FR2617869B1/fr not_active Expired
-
1988
- 1988-07-04 AT AT88440055T patent/ATE71413T1/de not_active IP Right Cessation
- 1988-07-04 ES ES198888440055T patent/ES2029726T3/es not_active Expired - Lifetime
- 1988-07-04 EP EP88440055A patent/EP0298887B1/fr not_active Expired - Lifetime
- 1988-07-04 DE DE8888440055T patent/DE3867550D1/de not_active Expired - Lifetime
- 1988-07-05 US US07/215,229 patent/US4849083A/en not_active Expired - Lifetime
- 1988-07-06 SU SU884356138A patent/SU1722236A3/ru active
- 1988-07-06 CA CA000571310A patent/CA1321165C/fr not_active Expired - Fee Related
- 1988-07-06 BR BR8803359A patent/BR8803359A/pt not_active IP Right Cessation
- 1988-07-07 JP JP63169992A patent/JPH0768636B2/ja not_active Expired - Fee Related
- 1988-07-07 KR KR1019880008430A patent/KR950013596B1/ko not_active IP Right Cessation
-
1992
- 1992-04-08 GR GR920400655T patent/GR3004293T3/el unknown
Also Published As
| Publication number | Publication date |
|---|---|
| BR8803359A (pt) | 1989-01-31 |
| FR2617869B1 (fr) | 1989-12-15 |
| EP0298887B1 (fr) | 1992-01-08 |
| JPH01127694A (ja) | 1989-05-19 |
| US4849083A (en) | 1989-07-18 |
| FR2617869A1 (fr) | 1989-01-13 |
| ES2029726T3 (es) | 1992-09-01 |
| KR890002446A (ko) | 1989-04-10 |
| EP0298887A1 (fr) | 1989-01-11 |
| DE3867550D1 (de) | 1992-02-20 |
| ATE71413T1 (de) | 1992-01-15 |
| JPH0768636B2 (ja) | 1995-07-26 |
| SU1722236A3 (ru) | 1992-03-23 |
| GR3004293T3 (ko) | 1993-03-31 |
| CA1321165C (fr) | 1993-08-10 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR950013596B1 (ko) | 금속 스트립 또는 다른 전기 전도 스트립을 연속 전기 도금하기 위한 회전 전도 로울러 | |
| KR100249115B1 (ko) | 전해셀 | |
| US4594472A (en) | Conductive gaskets | |
| AU709051B2 (en) | Electrically screening housing | |
| US4343966A (en) | Electric line insulator made of organic material and having an inner semi-conductive part extending between end anchor fittings | |
| US4197423A (en) | Submersible cable for fish-repelling installation | |
| US4194261A (en) | Heated wiper arrangement | |
| GB2063581A (en) | Synthetic resin insulator | |
| US4892626A (en) | Method for plating one side of a woven fabric sheet | |
| US5089325A (en) | Partially coated fabric sheet | |
| CA1308059C (en) | Apparatus for continuous electrolytic treatment of metal strip and sealing structure for electrolytic cell therefor | |
| KR100371066B1 (ko) | 전기절연체및그제조방법 | |
| KR100944327B1 (ko) | 러빙 롤러 및 그것을 사용하여 배향 처리를 행한 액정표시 소자 | |
| KR970705149A (ko) | 내화성 전선(fire-resistant wires) | |
| GB2159207A (en) | Ball member for a ball joint | |
| JPS6237571A (ja) | 導電性オイルシ−ル | |
| RU2180021C2 (ru) | Устройство для ведения непрерывного процесса электролитического осаждения | |
| JPH1092461A (ja) | 電池の極板複合体ローリング用ローラー | |
| US4401541A (en) | Apparatus for electroplating a strip of metal of relatively low electric conductivity | |
| US6036826A (en) | Titanium electrodeposition drum | |
| JPH0311232Y2 (ko) | ||
| SE8504807L (sv) | Kanttetning for en bestrykningsanordning for beleggning av lopande materialbanor | |
| JPS63259216A (ja) | 転がり軸受 | |
| Kim et al. | Evaluation of RTV silicone rubber insulator coatings in a salt-fog chamber | |
| SU956632A1 (ru) | Контактный ролик дл электрохимической обработки длинномерных изделий |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| G160 | Decision to publish patent application | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20041029 Year of fee payment: 10 |
|
| LAPS | Lapse due to unpaid annual fee |