KR20240128926A - hot rolled steel plate - Google Patents
hot rolled steel plate Download PDFInfo
- Publication number
- KR20240128926A KR20240128926A KR1020247024648A KR20247024648A KR20240128926A KR 20240128926 A KR20240128926 A KR 20240128926A KR 1020247024648 A KR1020247024648 A KR 1020247024648A KR 20247024648 A KR20247024648 A KR 20247024648A KR 20240128926 A KR20240128926 A KR 20240128926A
- Authority
- KR
- South Korea
- Prior art keywords
- less
- hot
- rolled steel
- steel sheet
- content
- Prior art date
Links
- 229910000831 Steel Inorganic materials 0.000 title claims abstract description 153
- 239000010959 steel Substances 0.000 title claims abstract description 153
- 229910000859 α-Fe Inorganic materials 0.000 claims abstract description 56
- 229910052751 metal Inorganic materials 0.000 claims abstract description 42
- 239000002184 metal Substances 0.000 claims abstract description 42
- 229910045601 alloy Inorganic materials 0.000 claims abstract description 31
- 239000000956 alloy Substances 0.000 claims abstract description 31
- 239000000126 substance Substances 0.000 claims abstract description 19
- 239000000203 mixture Substances 0.000 claims abstract description 16
- 229910001566 austenite Inorganic materials 0.000 claims description 31
- 230000000717 retained effect Effects 0.000 claims description 20
- 229910052758 niobium Inorganic materials 0.000 claims description 15
- 229910052719 titanium Inorganic materials 0.000 claims description 15
- 229910052720 vanadium Inorganic materials 0.000 claims description 15
- 239000012535 impurity Substances 0.000 claims description 8
- 229910052725 zinc Inorganic materials 0.000 claims description 7
- 229910052721 tungsten Inorganic materials 0.000 claims description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N iron Substances [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 5
- 229910052726 zirconium Inorganic materials 0.000 claims description 5
- 230000008520 organization Effects 0.000 claims description 3
- 239000010451 perlite Substances 0.000 claims description 2
- 235000019362 perlite Nutrition 0.000 claims description 2
- 150000001247 metal acetylides Chemical class 0.000 abstract description 23
- 238000001816 cooling Methods 0.000 description 51
- 238000005096 rolling process Methods 0.000 description 48
- 238000005098 hot rolling Methods 0.000 description 35
- 239000011572 manganese Substances 0.000 description 31
- 238000000034 method Methods 0.000 description 29
- 230000000694 effects Effects 0.000 description 22
- 238000005259 measurement Methods 0.000 description 18
- 239000000523 sample Substances 0.000 description 16
- 238000007747 plating Methods 0.000 description 15
- 239000002244 precipitate Substances 0.000 description 15
- 230000009467 reduction Effects 0.000 description 15
- 230000002829 reductive effect Effects 0.000 description 15
- 238000004519 manufacturing process Methods 0.000 description 14
- 229910001562 pearlite Inorganic materials 0.000 description 14
- 125000004122 cyclic group Chemical group 0.000 description 13
- 239000013078 crystal Substances 0.000 description 10
- 230000008569 process Effects 0.000 description 10
- 239000010410 layer Substances 0.000 description 9
- 229910052761 rare earth metal Inorganic materials 0.000 description 9
- 238000010008 shearing Methods 0.000 description 9
- 238000004458 analytical method Methods 0.000 description 8
- 229910000734 martensite Inorganic materials 0.000 description 8
- 238000012545 processing Methods 0.000 description 8
- 238000004080 punching Methods 0.000 description 8
- 230000015572 biosynthetic process Effects 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 238000010583 slow cooling Methods 0.000 description 7
- 238000012360 testing method Methods 0.000 description 7
- 229910052799 carbon Inorganic materials 0.000 description 6
- 238000001887 electron backscatter diffraction Methods 0.000 description 6
- 238000009661 fatigue test Methods 0.000 description 6
- 238000001878 scanning electron micrograph Methods 0.000 description 6
- 230000009466 transformation Effects 0.000 description 6
- 239000011701 zinc Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 5
- 238000001556 precipitation Methods 0.000 description 5
- 238000003825 pressing Methods 0.000 description 5
- 230000000171 quenching effect Effects 0.000 description 5
- 238000005728 strengthening Methods 0.000 description 5
- 229910001563 bainite Inorganic materials 0.000 description 4
- 229910001567 cementite Inorganic materials 0.000 description 4
- 238000005336 cracking Methods 0.000 description 4
- 238000005516 engineering process Methods 0.000 description 4
- 239000011159 matrix material Substances 0.000 description 4
- 229910052750 molybdenum Inorganic materials 0.000 description 4
- 239000000047 product Substances 0.000 description 4
- 238000001953 recrystallisation Methods 0.000 description 4
- 238000005204 segregation Methods 0.000 description 4
- 238000002441 X-ray diffraction Methods 0.000 description 3
- 230000001133 acceleration Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 230000007423 decrease Effects 0.000 description 3
- 238000009826 distribution Methods 0.000 description 3
- 238000002354 inductively-coupled plasma atomic emission spectroscopy Methods 0.000 description 3
- KSOKAHYVTMZFBJ-UHFFFAOYSA-N iron;methane Chemical compound C.[Fe].[Fe].[Fe] KSOKAHYVTMZFBJ-UHFFFAOYSA-N 0.000 description 3
- 229910052748 manganese Inorganic materials 0.000 description 3
- 238000007670 refining Methods 0.000 description 3
- 229920006395 saturated elastomer Polymers 0.000 description 3
- 239000006104 solid solution Substances 0.000 description 3
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 238000006243 chemical reaction Methods 0.000 description 2
- 238000010276 construction Methods 0.000 description 2
- 238000009749 continuous casting Methods 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000009713 electroplating Methods 0.000 description 2
- 238000009499 grossing Methods 0.000 description 2
- 230000001771 impaired effect Effects 0.000 description 2
- 239000012770 industrial material Substances 0.000 description 2
- 239000011261 inert gas Substances 0.000 description 2
- 229910052747 lanthanoid Inorganic materials 0.000 description 2
- 150000002602 lanthanoids Chemical class 0.000 description 2
- 229910052759 nickel Inorganic materials 0.000 description 2
- 229910052757 nitrogen Inorganic materials 0.000 description 2
- 230000001376 precipitating effect Effects 0.000 description 2
- 230000001737 promoting effect Effects 0.000 description 2
- 238000005482 strain hardening Methods 0.000 description 2
- 229910052717 sulfur Inorganic materials 0.000 description 2
- 229910018134 Al-Mg Inorganic materials 0.000 description 1
- 229910021365 Al-Mg-Si alloy Inorganic materials 0.000 description 1
- 229910018467 Al—Mg Inorganic materials 0.000 description 1
- 229910000967 As alloy Inorganic materials 0.000 description 1
- 238000012935 Averaging Methods 0.000 description 1
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 1
- PWHULOQIROXLJO-UHFFFAOYSA-N Manganese Chemical compound [Mn] PWHULOQIROXLJO-UHFFFAOYSA-N 0.000 description 1
- 229910001122 Mischmetal Inorganic materials 0.000 description 1
- BPQQTUXANYXVAA-UHFFFAOYSA-N Orthosilicate Chemical compound [O-][Si]([O-])([O-])[O-] BPQQTUXANYXVAA-UHFFFAOYSA-N 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- UCKMPCXJQFINFW-UHFFFAOYSA-N Sulphide Chemical compound [S-2] UCKMPCXJQFINFW-UHFFFAOYSA-N 0.000 description 1
- 229910007570 Zn-Al Inorganic materials 0.000 description 1
- 229910007567 Zn-Ni Inorganic materials 0.000 description 1
- 229910007614 Zn—Ni Inorganic materials 0.000 description 1
- 238000009825 accumulation Methods 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000002411 adverse Effects 0.000 description 1
- 239000012670 alkaline solution Substances 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 229910052796 boron Inorganic materials 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 229910052804 chromium Inorganic materials 0.000 description 1
- 238000007621 cluster analysis Methods 0.000 description 1
- 239000008119 colloidal silica Substances 0.000 description 1
- 239000000498 cooling water Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 238000010894 electron beam technology Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 238000011156 evaluation Methods 0.000 description 1
- 239000000706 filtrate Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 229910052739 hydrogen Inorganic materials 0.000 description 1
- 239000001257 hydrogen Substances 0.000 description 1
- 230000000977 initiatory effect Effects 0.000 description 1
- 238000010884 ion-beam technique Methods 0.000 description 1
- 150000004767 nitrides Chemical class 0.000 description 1
- 230000006911 nucleation Effects 0.000 description 1
- 238000010899 nucleation Methods 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 230000000737 periodic effect Effects 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 238000003672 processing method Methods 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 230000002441 reversible effect Effects 0.000 description 1
- 229910052706 scandium Inorganic materials 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 238000009864 tensile test Methods 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 239000013585 weight reducing agent Substances 0.000 description 1
- 229910052727 yttrium Inorganic materials 0.000 description 1
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0205—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips of ferrous alloys
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
- C21D8/0226—Hot rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/008—Ferrous alloys, e.g. steel alloys containing tin
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/42—Ferrous alloys, e.g. steel alloys containing chromium with nickel with copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/44—Ferrous alloys, e.g. steel alloys containing chromium with nickel with molybdenum or tungsten
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/54—Ferrous alloys, e.g. steel alloys containing chromium with nickel with boron
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/40—Ferrous alloys, e.g. steel alloys containing chromium with nickel
- C22C38/58—Ferrous alloys, e.g. steel alloys containing chromium with nickel with more than 1.5% by weight of manganese
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/001—Austenite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/009—Pearlite
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Crystallography & Structural Chemistry (AREA)
- Heat Treatment Of Sheet Steel (AREA)
Abstract
이 열연 강판은, 원하는 화학 조성 및 금속 조직을 갖고, 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 0.5nm 이상, 5.0nm 미만이고, 평균 개수 밀도가 3.5×1016개/cm3 이상이고, 상기 금속 조직의 주기성을 나타내는 E값이 10.7 이상이고, 상기 금속 조직의 균일성을 나타내는 I값이 1.020 이상이고, Mn 농도의 표준 편차가 0.60질량% 이하이고, 인장 강도가 980MPa 이상이다.This hot-rolled steel sheet has a desired chemical composition and metal structure, an average spherical radius of alloy carbides in ferrite is 0.5 nm or more and less than 5.0 nm, an average number density is 3.5×10 16 pieces/cm 3 or more, an E value indicating the periodicity of the metal structure is 10.7 or more, an I value indicating the uniformity of the metal structure is 1.020 or more, a standard deviation of the Mn concentration is 0.60 mass% or less, and a tensile strength is 980 MPa or more.

Description
본 발명은 열연 강판에 관한 것이다. 구체적으로는, 프레스 가공 등에 의해 다양한 형상으로 성형하여 이용되는 열연 강판, 특히, 고강도이고, 또한 연성, 피로 특성 및 전단 가공성이 우수한 열연 강판에 관한 것이다.The present invention relates to a hot-rolled steel sheet. Specifically, it relates to a hot-rolled steel sheet that is formed into various shapes by press working or the like and used, and particularly, to a hot-rolled steel sheet that has high strength and excellent ductility, fatigue properties, and shear workability.
본원은, 2022년 2월 2일에, 일본에 출원된 일본 특허 출원 제2022-015116호에 기초하여 우선권을 주장하고, 그 내용을 여기에 원용한다.This application claims priority from Japanese Patent Application No. 2022-015116, filed in Japan on February 2, 2022, the contents of which are incorporated herein.
근년, 지구 환경 보호의 관점에서, 많은 분야에 있어서 탄산 가스 배출량의 삭감에 몰두하고 있다. 자동차 메이커에 있어서도 저연비화를 목적으로 한 차체 경량화의 기술 개발이 활발히 행해지고 있다. 그러나 탑승자의 안전 확보를 위해 내충돌 특성의 향상에도 중점을 두기 때문에, 차체 경량화는 용이하지 않다.In recent years, from the perspective of protecting the global environment, many fields are focusing on reducing carbon dioxide emissions. Automobile manufacturers are also actively developing technologies to reduce vehicle weight for the purpose of reducing fuel consumption. However, because they also focus on improving collision resistance to ensure passenger safety, reducing vehicle weight is not easy.
차체 경량화와 내충돌 특성을 양립시키기 위해, 고강도 강판을 사용하여 부재를 박육화하는 것이 검토되고 있다. 이 때문에, 높은 강도와 우수한 성형성을 겸비하는 강판이 강하게 요망되고 있다. 이들 요구에 부응하기 위해, 몇 가지의 기술이 종래부터 제안되어 있다. 자동차 부재에는 다양한 가공 양식이 있기 때문에, 요구되는 성형성은 적용되는 부재에 따라 다르지만, 그 중에서도 연성은 성형성의 중요한 지표로서 자리매김되어 있다.In order to achieve both lightweight body and crashworthiness, thinning of parts by using high-strength steel plates is being considered. For this reason, steel plates that combine high strength and excellent formability are strongly desired. In order to meet these demands, several technologies have been proposed in the past. Since automobile parts have various processing methods, the required formability varies depending on the applied parts, but among them, ductility is positioned as an important indicator of formability.
또한, 자동차 부재는 프레스 성형에 의해 성형되는데, 그 프레스 성형의 블랭크판은 생산성이 높은 전단 가공에 의해 제조되는 경우가 많다. 전단 가공에 의해 제조되는 블랭크판에서는, 전단 가공 후의 단부면 정밀도가 우수할 필요가 있다. 예를 들어, 전단 가공 후의 단부면(전단 단부면)의 양상이, 전단면-파단면-전단면이 되는 2차 전단면이 발생하면, 전단 단부면의 정밀도가 현저하게 악화된다.In addition, automobile parts are formed by press forming, and the blank plates of the press forming are often manufactured by high-productivity shear processing. In the blank plates manufactured by shear processing, the end surface precision after shear processing must be excellent. For example, if the appearance of the end surface (shear end surface) after shear processing becomes a secondary shear surface that is shear surface-fracture surface-shear surface, the precision of the shear end surface is significantly deteriorated.
예를 들어, 특허문헌 1에는, 결정립 내에 잔류 오스테나이트 및/또는 마르텐사이트로 이루어지는 제2 상을 미세하게 분산시킨, 연성 및 신장 플랜지성이 우수한 인장 강도가 980MPa 이상인 고강도 강판이 개시되어 있다.For example, patent document 1 discloses a high-strength steel plate having a tensile strength of 980 MPa or more and excellent ductility and elongation flangeability, in which a second phase composed of retained austenite and/or martensite is finely dispersed within crystal grains.
특허문헌 2에는, 표층의 페라이트 입경 ds와 내부의 페라이트 결정립 db의 비 ds/db를 0.95 이하로 제어함으로써, 펀칭 후의 버 높이를 제어하는 기술이 개시되어 있다.Patent Document 2 discloses a technology for controlling the burr height after punching by controlling the ratio d s /d b of the surface ferrite grain size d s and the internal ferrite crystal grain d b to 0.95 or less.
특허문헌 1 및 2에 개시된 기술은, 모두 연성 또는 전단 가공 후의 단부면 성상 중 어느 한쪽을 향상시키는 기술이다. 그러나 특허문헌 1 및 2에서는 이들 특성을 양립시키는 기술에 대하여 언급되어 있지 않다.The technologies disclosed in Patent Documents 1 and 2 are both technologies that improve either the ductility or the end face properties after shear processing. However, Patent Documents 1 and 2 do not mention a technology that achieves both of these properties.
또한, 고강도의 강판에는, 보다 우수한 피로 특성이 요구되는 경우가 있다.Additionally, high-strength steel plates sometimes require better fatigue properties.
본 발명은 종래 기술의 상기 과제를 감안하여 이루어진 것이고, 높은 강도를 가짐과 함께, 우수한 연성, 피로 특성 및 전단 가공성을 갖는 열연 강판을 제공하는 것을 목적으로 한다.The present invention has been made in consideration of the above problems of the prior art, and aims to provide a hot-rolled steel sheet having high strength as well as excellent ductility, fatigue properties and shear workability.
본 발명의 요지는, 이하와 같다.The gist of the present invention is as follows.
(1) 본 발명의 일 양태에 관한 열연 강판은, 화학 조성이, 질량%로,(1) A hot-rolled steel sheet according to one aspect of the present invention has a chemical composition, in mass%,
C: 0.050 내지 0.250%,C: 0.050 to 0.250%,
Si: 0.05 내지 3.00%,Si: 0.05 to 3.00%,
Mn: 1.00 내지 4.00%,Mn: 1.00 to 4.00%,
Ti, Nb 및 V 중 1종 또는 2종 이상: 합계로 0.060 내지 0.500%,One or more of Ti, Nb and V: 0.060 to 0.500% in total,
sol.Al: 0.001 내지 2.000%,sol.Al: 0.001 to 2.000%,
P: 0.100% 이하,P: 0.100% or less,
S: 0.0300% 이하,S: 0.0300% or less,
N: 0.1000% 이하,N: 0.1000% or less,
O: 0.0100% 이하,O: 0.0100% or less,
Cu: 0 내지 2.00%,Cu: 0 to 2.00%,
Cr: 0 내지 2.00%,Cr: 0 to 2.00%,
Mo: 0 내지 1.00%,Mo: 0 to 1.00%,
Ni: 0 내지 2.00%,Ni: 0 to 2.00%,
B: 0 내지 0.0100%,B: 0 to 0.0100%,
Ca: 0 내지 0.0200%,Ca: 0 to 0.0200%,
Mg: 0 내지 0.0200%,Mg: 0 to 0.0200%,
REM: 0 내지 0.1000%,REM: 0 to 0.1000%,
Bi: 0 내지 0.020%,Bi: 0 to 0.020%,
Zr, Co, Zn 및 W 중 1종 또는 2종 이상: 합계로 0 내지 1.00%, 그리고One or more of Zr, Co, Zn and W: 0 to 1.00% in total, and
Sn: 0 내지 0.05%를 함유하고,Sn: Contains 0 to 0.05%,
잔부가 Fe 및 불순물로 이루어지고,The remainder consists of Fe and impurities,
금속 조직이,Metal organization,
면적%로,In % of area,
잔류 오스테나이트가 3.0% 미만이고,Retained austenite is less than 3.0%,
페라이트가 15.0% 이상, 60.0% 미만이고,Ferrite is 15.0% or more and less than 60.0%,
펄라이트가 5.0% 미만이고,Perlite is less than 5.0%,
상기 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 0.5nm 이상, 5.0nm 미만이고, 평균 개수 밀도가 3.5×1016개/cm3 이상이고,The average spherical radius of the alloy carbide among the above ferrites is 0.5 nm or more and less than 5.0 nm, and the average number density is 3.5×10 16 pieces/cm 3 or more,
상기 금속 조직의 주기성을 나타내는 E값이 10.7 이상이고,The E value indicating the periodicity of the above metal structure is 10.7 or more,
상기 금속 조직의 균일성을 나타내는 I값이 1.020 이상이고,The I value indicating the uniformity of the metal structure is 1.020 or more,
Mn 농도의 표준 편차가 0.60질량% 이하이고,The standard deviation of Mn concentration is 0.60 mass% or less,
인장 강도가 980MPa 이상이다.The tensile strength is 980 MPa or more.
(2) 상기 (1)에 기재된 열연 강판은, 상기 화학 조성이, 질량%로,(2) The hot-rolled steel plate described in (1) above has the chemical composition, in mass%,
Cu: 0.01 내지 2.00%,Cu: 0.01 to 2.00%,
Cr: 0.01 내지 2.00%,Cr: 0.01 to 2.00%,
Mo: 0.01 내지 1.00%,Mo: 0.01 to 1.00%,
Ni: 0.02 내지 2.00%,Ni: 0.02 to 2.00%,
B: 0.0001 내지 0.0100%,B: 0.0001 to 0.0100%,
Ca: 0.0005 내지 0.0200%,Ca: 0.0005 to 0.0200%,
Mg: 0.0005 내지 0.0200%,Mg: 0.0005 to 0.0200%,
REM: 0.0005 내지 0.1000%, 및REM: 0.0005 to 0.1000%, and
Bi: 0.0005 내지 0.020%Bi: 0.0005 to 0.020%
로 이루어지는 군에서 선택되는 1종 또는 2종 이상을 함유해도 된다.It may contain one or more kinds selected from the group consisting of:
본 발명에 관한 상기 양태에 따르면, 높은 강도를 가짐과 함께, 우수한 연성, 피로 특성 및 전단 가공성을 갖는 열연 강판을 얻을 수 있다.According to the above aspect of the present invention, a hot-rolled steel sheet having high strength as well as excellent ductility, fatigue properties and shear workability can be obtained.
본 발명의 상기 양태에 관한 열연 강판은, 자동차 부재, 기계 구조 부재 나아가 건축 부재에 사용되는 공업용 소재로서 적합하다.The hot-rolled steel sheet according to the above aspect of the present invention is suitable as an industrial material used for automobile parts, machine structural parts, and even construction parts.
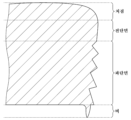
도 1은 본 발명예에 관한 열연 강판의 전단 단부면의 일례이다.
도 2는 비교예에 관한 열연 강판의 전단 단부면의 일례이다.Fig. 1 is an example of a shear end surface of a hot-rolled steel plate according to an example of the present invention.
Figure 2 is an example of a shear cross-section of a hot-rolled steel plate for a comparative example.
본 실시 형태에 관한 열연 강판의 화학 조성 및 금속 조직에 대해서, 이하에 보다 구체적으로 설명한다. 단, 본 발명은 본 실시 형태에 개시된 구성에만 제한되지 않고, 본 발명의 취지를 일탈하지 않는 범위에서 다양한 변경이 가능하다.The chemical composition and metal structure of the hot-rolled steel sheet according to the present embodiment are described in more detail below. However, the present invention is not limited to the composition disclosed in the present embodiment, and various changes are possible without departing from the spirit of the present invention.
이하에 「내지」를 사이에 두고 기재하는 수치 한정 범위에는, 하한값 및 상한값이 그 범위에 포함된다. 「미만」 또는 「초과」라고 나타내는 수치에는, 그 값이 수치 범위에 포함되지 않는다. 이하의 설명에 있어서, 열연 강판의 화학 조성에 관한 %는 특별히 지정하지 않는 한 질량%이다.The numerical ranges indicated below with “within” include the lower and upper limits. The numerical values indicated as “less than” or “exceeding” are not included in the numerical range. In the following description, the % for the chemical composition of hot-rolled steel sheets is mass % unless otherwise specified.
화학 조성Chemical composition
본 실시 형태에 관한 열연 강판은, 질량%로, C: 0.050 내지 0.250%, Si: 0.05 내지 3.00%, Mn: 1.00 내지 4.00%, Ti, Nb 및 V 중 1종 또는 2종 이상: 합계로 0.060 내지 0.500%, sol.Al: 0.001 내지 2.000%, P: 0.100% 이하, S: 0.0300% 이하, N: 0.1000% 이하, O: 0.0100% 이하, 그리고 잔부: Fe 및 불순물을 포함한다. 이하에 각 원소에 대하여 상세하게 설명한다.The hot-rolled steel sheet according to the present embodiment contains, in mass%, C: 0.050 to 0.250%, Si: 0.05 to 3.00%, Mn: 1.00 to 4.00%, one or more of Ti, Nb and V: 0.060 to 0.500% in total, sol.Al: 0.001 to 2.000%, P: 0.100% or less, S: 0.0300% or less, N: 0.1000% or less, O: 0.0100% or less, and the remainder: Fe and impurities. Each element is described in detail below.
C: 0.050 내지 0.250%C: 0.050 to 0.250%
C는, 경질상의 면적률을 상승시킴과 함께, Ti, Nb, V 등의 석출 강화 원소와 결합함으로써 페라이트의 강도를 상승시킨다. C 함유량이 0.050% 미만이면, 원하는 강도를 얻을 수 없다. 따라서, C 함유량은 0.050% 이상으로 한다. C 함유량은, 바람직하게는 0.060% 이상, 보다 바람직하게는 0.070% 이상, 한층 더 바람직하게는 0.080% 이상이다.C increases the area ratio of the hard phase and increases the strength of ferrite by combining with precipitation strengthening elements such as Ti, Nb, and V. If the C content is less than 0.050%, the desired strength cannot be obtained. Therefore, the C content is set to 0.050% or more. The C content is preferably 0.060% or more, more preferably 0.070% or more, and still more preferably 0.080% or more.
한편, C 함유량이 0.250% 초과이면, 페라이트의 면적률이 저하됨으로써, 열연 강판의 연성이 저하된다. 따라서, C 함유량은 0.250% 이하로 한다. C 함유량은 바람직하게는 0.200% 이하, 0.180% 이하 또는 0.150% 이하이다.On the other hand, if the C content exceeds 0.250%, the area ratio of ferrite decreases, thereby lowering the ductility of the hot-rolled steel sheet. Therefore, the C content is set to 0.250% or less. The C content is preferably 0.200% or less, 0.180% or less, or 0.150% or less.
Si: 0.05 내지 3.00%Si: 0.05 to 3.00%
Si는, 페라이트의 생성을 촉진하여 열연 강판의 연성을 향상시키는 작용과, 페라이트를 고용 강화하여 열연 강판의 강도를 상승시키는 작용을 갖는다. 또한, Si는 탈산에 의해 강을 건전화하는(강에 블로우홀 등의 결함이 발생하는 것을 억제하는) 작용을 갖는다. Si 함유량이 0.05% 미만이면, 상기 작용에 의한 효과를 얻을 수 없다. 따라서, Si 함유량은 0.05% 이상으로 한다. Si 함유량은, 바람직하게는 0.50% 이상, 보다 바람직하게는 0.80% 이상이다.Si has the function of promoting the formation of ferrite to improve the ductility of hot-rolled steel sheets and the function of strengthening ferrite by solid solution to increase the strength of hot-rolled steel sheets. In addition, Si has the function of sounding steel by deoxidation (suppressing the occurrence of defects such as blowholes in steel). If the Si content is less than 0.05%, the effect by the above function cannot be obtained. Therefore, the Si content is set to 0.05% or more. The Si content is preferably 0.50% or more, and more preferably 0.80% or more.
한편, Si 함유량이 3.00% 초과이면, 강판의 표면 성상 및 화성 처리성, 나아가 연성 및 용접성이 현저하게 열화됨과 함께, A3 변태점이 현저하게 상승한다. 이에 의해, 안정적으로 열간 압연을 행하는 것이 곤란해진다. 따라서, Si 함유량은 3.00% 이하로 한다. Si 함유량은, 바람직하게는 2.50% 이하이고, 보다 바람직하게는 2.00% 이하 또는 1.50% 이하이다.On the other hand, if the Si content exceeds 3.00%, the surface properties and chemical treatment properties of the steel plate, as well as the ductility and weldability, are significantly deteriorated, and the A3 transformation point is significantly increased. As a result, it becomes difficult to perform hot rolling stably. Therefore, the Si content is set to 3.00% or less. The Si content is preferably 2.50% or less, and more preferably 2.00% or less or 1.50% or less.
Mn: 1.00 내지 4.00%Mn: 1.00 to 4.00%
Mn은, 페라이트 변태를 억제하여 열연 강판의 강도를 높이는 작용을 갖는다. Mn 함유량이 1.00% 미만이면, 원하는 인장 강도를 얻을 수 없다. 따라서, Mn 함유량은 1.00% 이상으로 한다. Mn 함유량은, 바람직하게는 1.30% 이상이고, 보다 바람직하게는 1.50% 이상이다.Mn has the function of suppressing ferrite transformation and increasing the strength of hot-rolled steel sheets. If the Mn content is less than 1.00%, the desired tensile strength cannot be obtained. Therefore, the Mn content is set to 1.00% or more. The Mn content is preferably 1.30% or more, and more preferably 1.50% or more.
한편, Mn 함유량이 4.00% 초과이면, Mn의 편석에 기인하여 경질상의 형태가 주기적인 밴드 형상이 되어, 원하는 전단 가공성을 얻는 것이 곤란해진다. 따라서, Mn 함유량은 4.00% 이하로 한다. Mn 함유량은, 바람직하게는 3.50% 이하이고, 보다 바람직하게는 3.00% 이하 또는 2.50% 이하이다.On the other hand, if the Mn content exceeds 4.00%, the hard phase becomes a periodic band shape due to segregation of Mn, making it difficult to obtain the desired shear workability. Therefore, the Mn content is set to 4.00% or less. The Mn content is preferably 3.50% or less, and more preferably 3.00% or less or 2.50% or less.
Ti, Nb 및 V 중 1종 또는 2종 이상: 합계로 0.060 내지 0.500%One or more of Ti, Nb and V: 0.060 to 0.500% in total
Ti, Nb 및 V는, 탄화물 및 질화물로서 강 중에 미세 석출되어, 석출 강화에 의해 강의 강도를 향상시킨다. 또한, 원하는 피로 특성을 얻기 위해 필수적인 원소이다. Ti, Nb 및 V의 합계의 함유량이 0.060% 미만이면, 이들 효과를 얻을 수 없다. 그 때문에, Ti, Nb 및 V의 합계의 함유량을 0.060% 이상으로 한다. 또한, Ti, Nb 및 V의 전부가 함유되어 있을 필요는 없으며, 어느 1종이라도 포함되어 있으면 되고, 그 함유량이 0.060% 이상이면 된다. Ti, Nb 및 V의 합계의 함유량은, 바람직하게는 0.080% 이상, 보다 바람직하게는 0.100% 이상이다.Ti, Nb, and V are finely precipitated in steel as carbides and nitrides, and improve the strength of steel by precipitation strengthening. In addition, they are essential elements for obtaining desired fatigue characteristics. If the total content of Ti, Nb, and V is less than 0.060%, these effects cannot be obtained. Therefore, the total content of Ti, Nb, and V is set to 0.060% or more. In addition, it is not necessary to contain all of Ti, Nb, and V, and any one of them may be contained, as long as the content is 0.060% or more. The total content of Ti, Nb, and V is preferably 0.080% or more, and more preferably 0.100% or more.
한편, Ti, Nb 및 V의 합계의 함유량이 0.500%를 초과하면, 열연 강판의 가공성이 열화된다. 그 때문에, Ti, Nb 및 V의 합계의 함유량을 0.500% 이하로 한다. 바람직하게는 0.300% 이하이고, 보다 바람직하게는 0.250% 이하이고, 한층 더 바람직하게는 0.200% 이하이다.On the other hand, if the total content of Ti, Nb and V exceeds 0.500%, the workability of the hot-rolled steel sheet deteriorates. Therefore, the total content of Ti, Nb and V is set to 0.500% or less. Preferably, it is 0.300% or less, more preferably, it is 0.250% or less, and even more preferably, it is 0.200% or less.
sol.Al: 0.001 내지 2.000%sol.Al: 0.001 to 2.000%
Al은, Si와 마찬가지로, 탈산에 의해 강을 건전화하는 작용을 가짐과 함께, 페라이트의 생성을 촉진하여, 열연 강판의 연성을 높이는 작용을 갖는다. sol.Al 함유량이 0.001% 미만이면 상기 작용에 의한 효과를 얻을 수 없다. 따라서, sol.Al 함유량은, 0.001% 이상으로 한다. sol.Al 함유량은, 바람직하게는 0.010% 이상이고, 보다 바람직하게는 0.020% 이상 또는 0.030% 이상이다.Al, like Si, has the effect of making steel sound by deoxidation, and also has the effect of promoting the formation of ferrite, thereby increasing the ductility of hot-rolled steel sheets. If the sol.Al content is less than 0.001%, the effect of the above effect cannot be obtained. Therefore, the sol.Al content is set to 0.001% or more. The sol.Al content is preferably 0.010% or more, and more preferably 0.020% or more or 0.030% or more.
한편, sol.Al 함유량이 2.000% 초과이면, 상기 효과가 포화됨과 함께 경제적으로 바람직하지 않기 때문에, sol.Al 함유량은 2.000% 이하로 한다. sol.Al 함유량은, 바람직하게는 1.500% 이하, 보다 바람직하게는 1.000% 이하, 한층 더 바람직하게는 0.500% 이하이다.On the other hand, if the sol.Al content exceeds 2,000%, the above effect is saturated and it is economically undesirable, so the sol.Al content is set to 2,000% or less. The sol.Al content is preferably 1,500% or less, more preferably 1,000% or less, and still more preferably 0.500% or less.
또한, sol.Al이란 산 가용성 Al을 의미하고, 고용 상태로 강 중에 존재하는 고용 Al을 나타낸다.Also, sol.Al means acid-available Al, and indicates the dissolved Al that exists in the steel in a solid solution state.
P: 0.100% 이하P: 0.100% or less
P는, 일반적으로 불순물로서 함유되는 원소이지만, 고용 강화에 의해 열연 강판의 강도를 높이는 작용을 갖는 원소이기도 하다. 따라서, P를 적극적으로 함유시켜도 된다. 그러나 P는 편석되기 쉬운 원소로, P 함유량이 0.100%를 초과하면, 입계 편석에 기인하는 연성의 저하가 현저해진다. 따라서, P 함유량은, 0.100% 이하로 한다. P 함유량은, 바람직하게는 0.030% 이하이다. P 함유량의 하한은 특별히 규정할 필요는 없지만, 0%로 해도 된다. P 함유량은, 정련 비용의 관점에서, 0.001%로 하는 것이 바람직하다.P is an element that is generally contained as an impurity, but it is also an element that has the function of increasing the strength of hot-rolled steel sheets by solid solution strengthening. Therefore, P may be actively contained. However, P is an element that is easily segregated, and if the P content exceeds 0.100%, the ductility deteriorates significantly due to grain boundary segregation. Therefore, the P content is set to 0.100% or less. The P content is preferably 0.030% or less. The lower limit of the P content does not need to be specifically specified, but may be 0%. From the viewpoint of refining cost, the P content is preferably set to 0.001%.
S: 0.0300% 이하S: 0.0300% or less
S는, 불순물로서 함유되는 원소이며, 강 중에 황화물계 개재물을 형성하여 열연 강판의 연성을 저하시킨다. S 함유량이 0.0300%를 초과하면, 열연 강판의 연성이 현저하게 저하된다. 따라서, S 함유량은 0.0300% 이하로 한다. S 함유량은, 바람직하게는 0.0050% 이하이다. S 함유량의 하한은 특별히 규정할 필요는 없지만, 0%로 해도 된다. S 함유량은, 정련 비용의 관점에서, 0.0001%로 하는 것이 바람직하다.S is an element contained as an impurity, and forms sulfide inclusions in steel, thereby reducing the ductility of hot-rolled steel sheets. If the S content exceeds 0.0300%, the ductility of hot-rolled steel sheets is significantly reduced. Therefore, the S content is set to 0.0300% or less. The S content is preferably 0.0050% or less. The lower limit of the S content does not need to be specifically specified, but may be 0%. From the viewpoint of refining costs, the S content is preferably set to 0.0001%.
N: 0.1000% 이하N: 0.1000% or less
N은, 불순물로서 강 중에 함유되는 원소이며, 열연 강판의 연성을 저하시키는 작용을 갖는다. N 함유량이 0.1000% 초과이면, 열연 강판의 연성이 현저하게 저하된다. 따라서, N 함유량은 0.1000% 이하로 한다. N 함유량은, 바람직하게는 0.0800% 이하이고, 보다 바람직하게는 0.0700% 이하이고, 한층 더 바람직하게는 0.0100% 이하 또는 0.0050% 이하이다. N 함유량의 하한은 특별히 규정할 필요는 없지만, 0%로 해도 된다. N 함유량은, Ti, Nb 및 V 중 1종 또는 2종 이상을 함유시켜 금속 조직을 보다 미세화하는 경우에는, 탄질화물의 석출을 촉진시키기 위하여 N 함유량은 0.0010% 이상으로 하는 것이 바람직하고, 0.0020% 이상으로 하는 것이 보다 바람직하다.Nitrogen is an element contained in steel as an impurity, and has the effect of lowering the ductility of hot-rolled steel sheets. When the N content exceeds 0.1000%, the ductility of the hot-rolled steel sheet is significantly lowered. Therefore, the N content is set to 0.1000% or less. The N content is preferably 0.0800% or less, more preferably 0.0700% or less, and still more preferably 0.0100% or less or 0.0050% or less. The lower limit of the N content does not need to be specifically specified, but may be 0%. When the N content contains one or more of Ti, Nb, and V to further refine the metal structure, the N content is preferably 0.0010% or more, and more preferably 0.0020% or more, in order to promote precipitation of carbonitrides.
O: 0.0100% 이하O: 0.0100% or less
O는, 강 중에 많이 포함되면 파괴의 기점이 되는 조대한 산화물을 형성하여, 취성 파괴나 수소 유기 갈라짐을 야기한다. 그 때문에, O 함유량은 0.0100% 이하로 한다. O 함유량은, 바람직하게는 0.0080% 이하, 보다 바람직하게는 0.0055% 이하 또는 0.0050% 이하이다. 용강의 탈산 시에 미세한 산화물을 다수 분산시키기 위해, O 함유량은 0.0005% 이상 또는 0.0010% 이상으로 해도 된다.O, when contained in large amounts in steel, forms coarse oxides that become the starting point of fracture, causing brittle fracture or hydrogen-induced cracking. Therefore, the O content is set to 0.0100% or less. The O content is preferably 0.0080% or less, more preferably 0.0055% or less or 0.0050% or less. In order to disperse a large number of fine oxides during deoxidation of molten steel, the O content may be 0.0005% or more or 0.0010% or more.
본 실시 형태에 관한 열연 강판의 화학 조성의 잔부는, Fe 및 불순물이어도 된다. 본 실시 형태에 있어서, 불순물이란, 원료로서의 광석, 스크랩, 또는 제조 환경 등으로부터 혼입되는 것, 및/또는 본 실시 형태에 관한 열연 강판에 악영향을 미치지 않는 범위에서 허용되는 것을 의미한다.The remainder of the chemical composition of the hot-rolled steel sheet according to the present embodiment may be Fe and impurities. In the present embodiment, impurities mean those mixed in from ores, scrap, or the manufacturing environment as raw materials, and/or those permitted within a range that does not adversely affect the hot-rolled steel sheet according to the present embodiment.
본 실시 형태에 관한 열연 강판은, Fe의 일부 대신에, 하기 원소를 임의 원소로서 함유해도 된다. 임의 원소를 함유시키지 않는 경우의 함유량의 하한은 0%이다. 이하, 임의 원소에 대하여 상세하게 설명한다.The hot-rolled steel sheet according to the present embodiment may contain the following elements as optional elements instead of some of Fe. The lower limit of the content when the optional elements are not contained is 0%. The optional elements are described in detail below.
Cu: 0.01 내지 2.00%Cu: 0.01 to 2.00%
Cr: 0.01 내지 2.00%Cr: 0.01 to 2.00%
Mo: 0.01 내지 1.00%Mo: 0.01 to 1.00%
Ni: 0.02 내지 2.00%Ni: 0.02 to 2.00%
B: 0.0001 내지 0.0100%B: 0.0001 to 0.0100%
Cu, Cr, Mo, Ni 및 B는, 모두, 열연 강판의 ??칭성을 높이는 작용을 갖는다. 또한, Cu 및 Mo는 강 중에 탄화물로서 석출되어 열연 강판의 강도를 높이는 작용을 갖는다. 또한, Ni는, Cu를 함유시키는 경우에 있어서는, Cu에 기인하는 슬래브의 입계 갈라짐을 효과적으로 억제하는 작용을 갖는다. 따라서, 이들 원소 중 1종 또는 2종 이상을 함유시켜도 된다.Cu, Cr, Mo, Ni and B all have the function of increasing the ??quenching property of hot-rolled steel sheets. In addition, Cu and Mo precipitate as carbides in steel and have the function of increasing the strength of hot-rolled steel sheets. In addition, Ni has the function of effectively suppressing grain boundary cracking of the slab caused by Cu when containing Cu. Therefore, one or more of these elements may be contained.
상술한 바와 같이 Cu는, 열연 강판의 ??칭성을 높이는 작용 및 저온에서 강 중에 탄화물로서 석출되어 열연 강판의 강도를 높이는 작용을 갖는다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Cu 함유량은 0.01% 이상으로 하는 것이 바람직하고, 0.05% 이상으로 하는 것이 보다 바람직하다. 그러나 Cu 함유량이 2.00% 초과이면, 슬래브의 입계 갈라짐이 발생하는 경우가 있다. 따라서, Cu 함유량은 2.00% 이하로 한다. Cu 함유량은, 바람직하게는 1.50% 이하, 보다 바람직하게는 1.00% 이하이다.As described above, Cu has the function of increasing the ??quenching property of hot-rolled steel sheets and the function of precipitating as carbides in steel at low temperatures to increase the strength of hot-rolled steel sheets. In order to obtain the effect of the above function more reliably, the Cu content is preferably 0.01% or more, more preferably 0.05% or more. However, if the Cu content exceeds 2.00%, grain boundary cracking of the slab may occur. Therefore, the Cu content is set to 2.00% or less. The Cu content is preferably 1.50% or less, more preferably 1.00% or less.
상술한 바와 같이 Cr은, 열연 강판의 ??칭성을 높이는 작용을 갖는다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Cr 함유량을 0.01% 이상으로 하는 것이 바람직하고, 0.05% 이상으로 하는 것이 보다 바람직하다. 그러나 Cr 함유량이 2.00% 초과이면, 열연 강판의 화성 처리성이 현저하게 저하된다. 따라서, Cr 함유량은 2.00% 이하로 한다.As described above, Cr has the function of increasing the ??quenching property of hot-rolled steel sheets. In order to obtain the effect of the above function more reliably, it is preferable that the Cr content be 0.01% or more, and more preferably 0.05% or more. However, if the Cr content exceeds 2.00%, the chemical treatment property of the hot-rolled steel sheet is significantly reduced. Therefore, the Cr content is set to 2.00% or less.
상술한 바와 같이 Mo는, 열연 강판의 ??칭성을 높이는 작용 및 강 중에 탄화물로서 석출되어 열연 강판의 강도를 높이는 작용을 갖는다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Mo 함유량을 0.01% 이상으로 하는 것이 바람직하고, 0.02% 이상으로 하는 것이 보다 바람직하다. 그러나 Mo 함유량을 1.00% 초과로 해도 상기 작용에 의한 효과는 포화되어 경제적으로 바람직하지 않다. 따라서, Mo 함유량은 1.00% 이하로 한다. Mo 함유량은, 바람직하게는 0.50% 이하, 보다 바람직하게는 0.20% 이하이다.As described above, Mo has the function of increasing the ??quenching property of hot-rolled steel sheets and the function of precipitating as carbides in steel to increase the strength of the hot-rolled steel sheets. In order to obtain the effect of the above effect more reliably, the Mo content is preferably 0.01% or more, more preferably 0.02% or more. However, even if the Mo content exceeds 1.00%, the effect of the above effect is saturated and is not economically desirable. Therefore, the Mo content is set to 1.00% or less. The Mo content is preferably 0.50% or less, more preferably 0.20% or less.
상술한 바와 같이 Ni는, 열연 강판의 ??칭성을 높이는 작용을 갖는다. 또한 Ni는, Cu를 함유시키는 경우에 있어서는, Cu에 기인하는 슬래브의 입계 갈라짐을 효과적으로 억제하는 작용을 갖는다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Ni 함유량은 0.02% 이상으로 하는 것이 바람직하다. Ni는, 고가의 원소이기 때문에, 다량으로 함유시키는 것은 경제적으로 바람직하지 않다. 따라서, Ni 함유량은 2.00% 이하로 한다.As described above, Ni has the function of increasing the ??quenching property of hot-rolled steel sheets. In addition, when containing Cu, Ni has the function of effectively suppressing the grain boundary cracking of the slab caused by Cu. In order to obtain the effect of the above function more reliably, the Ni content is preferably 0.02% or more. Since Ni is an expensive element, it is not economically desirable to contain it in large quantities. Therefore, the Ni content is set to 2.00% or less.
상술한 바와 같이 B는, 열연 강판의 ??칭성을 높이는 작용을 갖는다. 이 작용에 의한 효과를 보다 확실하게 얻기 위해서는, B 함유량을 0.0001% 이상으로 하는 것이 바람직하고, 0.0002% 이상으로 하는 것이 보다 바람직하다. 그러나 B 함유량이 0.0100% 초과이면, 열연 강판의 성형성이 현저하게 저하되기 때문에, B 함유량은 0.0100% 이하로 한다. B 함유량은, 0.0050% 이하로 하는 것이 바람직하다.As described above, B has the function of increasing the ??quenchability of hot-rolled steel sheets. In order to obtain the effect of this function more reliably, it is preferable that the B content be 0.0001% or more, and more preferably 0.0002% or more. However, if the B content exceeds 0.0100%, the formability of the hot-rolled steel sheet is significantly reduced, so the B content is set to 0.0100% or less. It is preferable that the B content be 0.0050% or less.
Ca: 0.0005 내지 0.0200%Ca: 0.0005 to 0.0200%
Mg: 0.0005 내지 0.0200%Mg: 0.0005 to 0.0200%
REM: 0.0005 내지 0.1000%REM: 0.0005 to 0.1000%
Bi: 0.0005 내지 0.020%Bi: 0.0005 to 0.020%
Ca, Mg 및 REM은, 모두 강 중의 개재물의 형상을 바람직한 형상으로 조정함으로써, 열연 강판의 연성을 높이는 작용을 갖는다. 또한, Bi는, 응고 조직을 미세화함으로써, 열연 강판의 연성을 높이는 작용을 갖는다. 따라서, 이들 원소 중 1종 또는 2종 이상을 함유시켜도 된다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Ca, Mg, REM 및 Bi 중 어느 1종 이상을 0.0005% 이상으로 하는 것이 바람직하다. 그러나 Ca 함유량 또는 Mg 함유량이 0.0200%를 초과하면, 혹은 REM 함유량이 0.1000%를 초과하면, 강 중에 개재물이 과잉으로 생성되어, 오히려 열연 강판의 연성을 저하시키는 경우가 있다. 또한, Bi 함유량을 0.020% 초과로 해도, 상기 작용에 의한 효과는 포화되어 버려, 경제적으로 바람직하지 않다. 따라서, Ca 함유량 및 Mg 함유량을 0.0200% 이하, REM 함유량을 0.1000% 이하, 그리고 Bi 함유량을 0.020% 이하로 한다. Bi 함유량은, 바람직하게는 0.010% 이하이다.Ca, Mg, and REM all have the function of increasing the ductility of hot-rolled steel sheets by adjusting the shape of inclusions in the steel to a desirable shape. In addition, Bi has the function of increasing the ductility of hot-rolled steel sheets by refining the solidification structure. Therefore, one or more of these elements may be contained. In order to more reliably obtain the effect by the above-mentioned action, it is preferable that at least one of Ca, Mg, REM, and Bi be 0.0005% or more. However, if the Ca content or Mg content exceeds 0.0200%, or if the REM content exceeds 0.1000%, inclusions are excessively generated in the steel, which may rather lower the ductility of the hot-rolled steel sheet. In addition, even if the Bi content exceeds 0.020%, the effect by the above-mentioned action becomes saturated, which is not economically desirable. Therefore, the Ca content and Mg content are set to 0.0200% or less, the REM content to 0.1000% or less, and the Bi content to 0.020% or less. The Bi content is preferably 0.010% or less.
여기서, REM은, Sc, Y 및 란타노이드로 이루어지는 합계 17원소를 가리키고, 상기 REM의 함유량은, 이들 원소의 합계 함유량을 가리킨다. 란타노이드의 경우, 공업적으로는 미슈 메탈의 형태로 첨가된다.Here, REM refers to a total of 17 elements consisting of Sc, Y, and lanthanoids, and the content of the REM refers to the total content of these elements. In the case of lanthanoids, they are added industrially in the form of mischmetal.
Zr, Co, Zn 및 W 중 1종 또는 2종 이상: 합계로 0 내지 1.00%One or more of Zr, Co, Zn and W: 0 to 1.00% in total
Sn: 0 내지 0.05%Sn: 0 to 0.05%
Zr, Co, Zn 및 W에 대해서, 본 발명자들은, 이들 원소를 합계로 1.00% 이하 함유시켜도, 본 실시 형태에 관한 열연 강판의 효과는 손상되지 않는 것을 확인했다. 그 때문에, Zr, Co, Zn 및 W 중 1종 또는 2종 이상을 합계로 1.00% 이하 함유시켜도 된다.With respect to Zr, Co, Zn and W, the inventors of the present invention have confirmed that even if these elements are contained in a total amount of 1.00% or less, the effect of the hot-rolled steel sheet according to the present embodiment is not impaired. Therefore, one or two or more of Zr, Co, Zn and W may be contained in a total amount of 1.00% or less.
또한, 본 발명자들은, Sn을 소량 함유시켜도 본 실시 형태에 관한 열연 강판의 효과는 손상되지 않는 것을 확인했다. 그러나 Sn을 다량으로 함유시키면 열간 압연 시에 흠집이 발생하는 경우가 있기 때문에, Sn 함유량은 0.05% 이하로 한다.In addition, the inventors of the present invention confirmed that even if a small amount of Sn is contained, the effect of the hot-rolled steel sheet according to the present embodiment is not impaired. However, since scratches may occur during hot rolling when a large amount of Sn is contained, the Sn content is set to 0.05% or less.
상술한 열연 강판의 화학 조성은, 일반적인 분석 방법에 의해 측정하면 된다. 예를 들어, ICP-AES(Inductively Coupled Plasma-Atomic Emission Spectrometry)를 사용하여 측정하면 된다. 또한, sol.Al은, 시료를 산으로 가열 분해한 후의 여액을 사용하여 ICP-AES에 의해 측정하면 된다. C 및 S는 연소-적외선 흡수법을 사용하고, N은 불활성 가스 융해-열전도도법을 사용하고, O는 불활성 가스 융해-비분산형 적외선 흡수법을 사용하여 측정하면 된다.The chemical composition of the hot-rolled steel sheet described above can be measured by a general analysis method. For example, it can be measured using ICP-AES (Inductively Coupled Plasma-Atomic Emission Spectrometry). In addition, sol.Al can be measured by ICP-AES using the filtrate after the sample is decomposed by heating with acid. C and S can be measured using the combustion-infrared absorption method, N can be measured using the inert gas melting-thermal conductivity method, and O can be measured using the inert gas melting-nondispersive infrared absorption method.
열연 강판의 금속 조직Metallographic structure of hot rolled steel plate
다음으로, 본 실시 형태에 관한 열연 강판의 금속 조직에 대하여 설명한다.Next, the metal structure of the hot-rolled steel plate according to the present embodiment will be described.
본 실시 형태에 관한 열연 강판은, 금속 조직이, 면적%로, 잔류 오스테나이트가 3.0% 미만이고, 페라이트가 15.0% 이상, 60.0% 미만이고, 펄라이트가 5.0% 미만이고, 상기 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 0.5nm 이상, 5.0nm 미만이고, 평균 개수 밀도가 3.5×1016개/cm3 이상이고, 상기 금속 조직의 주기성을 나타내는 E값이 10.7 이상이고, 상기 금속 조직의 균일성을 나타내는 I값이 1.020 이상이고, Mn 농도의 표준 편차가 0.60질량% 이하이다.The hot-rolled steel sheet according to the present embodiment has a metal structure having, in area %, less than 3.0% of retained austenite, 15.0% or more and less than 60.0% of ferrite, less than 5.0% of pearlite, an average spherical radius of alloy carbides in the ferrite of 0.5 nm or more and less than 5.0 nm, an average number density of 3.5×10 16 pieces/cm 3 or more, an E value representing the periodicity of the metal structure of 10.7 or more, an I value representing the uniformity of the metal structure of 1.020 or more, and a standard deviation of the manganese concentration of 0.60 mass% or less.
본 실시 형태에 관한 열연 강판은 상기 금속 조직을 갖기 때문에, 높은 강도, 우수한 연성, 피로 특성 및 전단 가공성을 얻을 수 있다.Since the hot-rolled steel plate according to the present embodiment has the above metal structure, high strength, excellent ductility, fatigue properties, and shear workability can be obtained.
또한, 본 실시 형태에서는, 압연 방향에 평행한 단면에서, 표면으로부터 판 두께의 1/4 깊이(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역)이면서 판 폭 방향 중앙 위치에 있어서의 금속 조직에 있어서의 조직 분율, 합금 탄화물의 평균 구 상당 반경 및 평균 개수 밀도, E값, I값, 그리고 Mn 농도의 표준 편차를 규정한다. 그 이유는, 이 위치에 있어서의 금속 조직이, 강판의 대표적인 금속 조직을 나타내기 때문이다.In addition, in this embodiment, the standard deviation of the metallographic structure fraction, the average spherical radius and average number density of alloy carbides, the E value, the I value, and the Mn concentration at a cross-section parallel to the rolling direction, at a depth of 1/4 of the plate thickness from the surface (an area of a depth of 1/8 of the plate thickness from the surface to a depth of 3/8 of the plate thickness from the surface) and at a central position in the plate width direction is specified. This is because the metallographic structure at this position represents a representative metallographic structure of the steel plate.
잔류 오스테나이트의 면적률: 3.0% 미만Area fraction of retained austenite: less than 3.0%
잔류 오스테나이트는 실온에서도 면심 입방 격자로서 존재하는 금속 조직이다. 잔류 오스테나이트는, 변태 유기 소성(TRIP)에 의해 열연 강판의 연성을 높이는 작용을 갖는다. 한편, 잔류 오스테나이트는, 전단 가공 중에는 고탄소의 마르텐사이트로 변태하기 때문에, 안정적인 균열 발생을 저해하여, 2차 전단면 형성의 원인이 된다. 잔류 오스테나이트의 면적률이 3.0% 이상이면, 상기 작용이 현재화되어, 열연 강판의 전단 가공성이 열화된다. 따라서, 잔류 오스테나이트의 면적률은 3.0% 미만으로 한다. 잔류 오스테나이트의 면적률은, 바람직하게는 1.5% 미만, 보다 바람직하게는 1.0% 미만이다. 잔류 오스테나이트는 적을수록 바람직하기 때문에, 잔류 오스테나이트의 면적률은 0%여도 된다.Retained austenite is a metal structure that exists as a face-centered cubic lattice even at room temperature. Retained austenite has the function of increasing the ductility of hot-rolled steel sheets by transformation-induced plasticity (TRIP). On the other hand, since retained austenite transforms into high-carbon martensite during shearing, it inhibits stable crack initiation and causes the formation of secondary shear surfaces. If the area ratio of the retained austenite is 3.0% or more, the above-described function becomes apparent, and the shearing workability of the hot-rolled steel sheet deteriorates. Therefore, the area ratio of the retained austenite is set to less than 3.0%. The area ratio of the retained austenite is preferably less than 1.5%, more preferably less than 1.0%. Since the smaller the amount of retained austenite, the more preferable it is, the area ratio of the retained austenite may be 0%.
잔류 오스테나이트의 면적률의 측정 방법에는, X선 회절, EBSP(전자 후방 산란 회절법, Electron Back Scattering Diffraction Pattern) 해석, 자기 측정에 의한 방법 등이 있다. 본 실시 형태에서는, 잔류 오스테나이트의 면적률은 X선 회절에 의해 측정한다.Methods for measuring the area fraction of retained austenite include X-ray diffraction, EBSP (Electron Back Scattering Diffraction Pattern) analysis, and magnetic measurement. In this embodiment, the area fraction of retained austenite is measured by X-ray diffraction.
본 실시 형태에 있어서의 X선 회절에 의한 잔류 오스테나이트 면적률의 측정으로는, 먼저, 열연 강판의 판 두께의 1/4 깊이(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역), 또한 판 폭 방향 중앙 위치에 있어서의, 압연 방향에 평행한 단면에 있어서, Co-Kα선을 사용하여, α(110), α(200), α(211), γ(111), γ(200), γ(220)의 계 6피크의 적분 강도를 구하고, 강도 평균법을 사용하여 잔류 오스테나이트의 체적률을 산출한다. 얻어진 잔류 오스테나이트의 체적률을, 잔류 오스테나이트의 면적률로 간주한다.In the measurement of the area ratio of retained austenite by X-ray diffraction in the present embodiment, first, in a cross-section parallel to the rolling direction at a depth of 1/4 the plate thickness of the hot-rolled steel plate (an area from the surface to a depth of 1/8 the plate thickness to a depth of 3/8 the plate thickness) and also at the center position in the plate width direction, the integrated intensities of a total of six peaks of α (110), α (200), α (211), γ (111), γ (200), and γ (220) are obtained using the Co-Kα line, and the volume ratio of retained austenite is calculated using the intensity averaging method. The obtained volume ratio of retained austenite is regarded as the area ratio of retained austenite.
페라이트의 면적률: 15.0% 이상, 60.0% 미만Area ratio of ferrite: 15.0% or more, less than 60.0%
페라이트는 비교적 고온에서 fcc가 bcc로 변태했을 때에 생성되는 조직이다. 페라이트는 가공 경화율이 높기 때문에, 열연 강판의 강도-연성 밸런스를 높이는 작용이 있다. 상기의 작용을 얻기 위해, 페라이트의 면적률은 15.0% 이상으로 한다. 바람직하게는 20.0% 이상이고, 보다 바람직하게는 25.0% 이상이고, 한층 더 바람직하게는 30.0% 이상이다.Ferrite is a structure that is formed when fcc transforms into bcc at relatively high temperatures. Since ferrite has a high work hardening rate, it has the function of improving the strength-ductility balance of hot-rolled steel sheets. In order to obtain the above function, the area ratio of ferrite is set to 15.0% or more. It is preferably 20.0% or more, more preferably 25.0% or more, and still more preferably 30.0% or more.
한편, 페라이트는 강도가 낮기 때문에, 면적률이 과잉이면, 원하는 강도를 얻을 수 없다. 이 때문에, 페라이트 면적률은 60.0% 미만으로 한다. 바람직하게는 50.0% 이하이고, 보다 바람직하게는 45.0% 이하이다.On the other hand, since ferrite has low strength, if the area ratio is excessive, the desired strength cannot be obtained. Therefore, the ferrite area ratio is set to less than 60.0%. It is preferably 50.0% or less, and more preferably 45.0% or less.
펄라이트의 면적률: 5.0% 미만Area ratio of pearlite: less than 5.0%
펄라이트는 페라이트끼리의 사이에 시멘타이트가 층상으로 석출된 라멜라상의 금속 조직이고, 또한 베이나이트나 마르텐사이트와 비교하면 연질인 금속 조직이다. 펄라이트의 면적률이 5.0% 이상이면 펄라이트에 포함되는 시멘타이트에 탄소가 소비되어, 잔부 조직인 마르텐사이트 및 베이나이트의 강도가 저하되어, 원하는 강도를 얻을 수 없다. 따라서, 펄라이트의 면적률은 5.0% 미만으로 한다. 펄라이트의 면적률은, 바람직하게는 3.0% 이하이다. 열연 강판의 신장 플랜지성을 향상시키기 위해, 펄라이트의 면적률은 가능한 한 저감하는 것이 바람직하고, 펄라이트의 면적률은 0%인 것이 한층 더 바람직하다.Pearlite is a lamellar metal structure in which cementite is precipitated in layers between ferrites, and is a softer metal structure than bainite or martensite. If the area ratio of pearlite is 5.0% or more, carbon is consumed by the cementite contained in the pearlite, and the strength of the remaining structures, martensite and bainite, decreases, so that the desired strength cannot be obtained. Therefore, the area ratio of pearlite is set to less than 5.0%. The area ratio of pearlite is preferably 3.0% or less. In order to improve the elongation flangeability of a hot-rolled steel sheet, it is desirable to reduce the area ratio of pearlite as much as possible, and it is more desirable that the area ratio of pearlite is 0%.
또한, 본 실시 형태에 관한 강판에는, 잔류 오스테나이트, 페라이트 및 펄라이트 이외의 잔부 조직으로서, 합계의 면적률이 32.0% 이상, 85.0% 미만인 베이나이트, 마르텐사이트 및 템퍼링 마르텐사이트 중 1종 또는 2종 이상으로 이루어지는 경질 조직이 포함된다.In addition, the steel plate according to the present embodiment includes a hard structure composed of one or more types of bainite, martensite and tempered martensite having a total area ratio of 32.0% or more and less than 85.0% as a residual structure other than retained austenite, ferrite and pearlite.
금속 조직의 면적률의 측정은, 이하의 방법으로 행한다. 압연 방향에 평행한 판 두께 단면을 경면으로 마무리하고, 실온에서 알칼리성 용액을 포함하지 않는 콜로이달 실리카를 사용하여 8분간 연마하여, 샘플의 표층에 도입된 변형을 제거한다. 샘플 단면의 길이 방향의 임의의 위치에 있어서, 길이 50㎛, 표면으로부터 판 두께의 1/4 깊이 위치(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역), 또한 판 폭 방향 중앙 위치의 영역을, 0.1㎛의 측정 간격으로 전자 후방 산란 회절법에 의해 측정하여 결정 방위 정보를 얻는다. 측정에는, 서멀 전계 방사형 주사 전자 현미경(JEOL제 JSM-7001F)과 EBSD 검출기(TSL제 DVC5형 검출기)로 구성된 EBSD 해석 장치를 사용한다. 이때, EBSD 해석 장치 내의 진공도는 9.6×10-5Pa 이하, 가속 전압은 15kV, 조사 전류 레벨은 13, 전자선의 조사 레벨은 62로 한다.The area ratio of the metal structure is measured by the following method. The plate thickness cross-section parallel to the rolling direction is finished to a mirror finish, and is polished for 8 minutes using colloidal silica containing no alkaline solution at room temperature to remove the strain introduced into the surface layer of the sample. At an arbitrary position in the longitudinal direction of the sample cross-section, an area of 50 µm in length, a position at a depth of 1/4 the plate thickness from the surface (an area of 1/8 the plate thickness from the surface to a depth of 3/8 the plate thickness from the surface), and also an area at the center of the plate width direction is measured at a measurement interval of 0.1 µm by electron backscatter diffraction to obtain crystal orientation information. For the measurement, an EBSD analysis device consisting of a thermal field emission scanning electron microscope (JSM-7001F manufactured by JEOL) and an EBSD detector (DVC5 type detector manufactured by TSL) is used. At this time, the vacuum inside the EBSD analysis device is set to 9.6×10 -5 Pa or less, the acceleration voltage is 15 kV, the irradiation current level is 13, and the electron beam irradiation level is 62.
또한, 동일 시야에서 반사 전자 상을 촬영한다. 먼저, 반사 전자 상으로부터 페라이트와 시멘타이트가 층상으로 석출된 결정립을 특정하고, 당해 결정립의 면적률을 산출함으로써, 펄라이트의 면적률을 얻는다. 그 후, 펄라이트로 판별된 결정립을 제외한 결정립에 대하여, 얻어진 결정 방위 정보를 EBSD 해석 장치에 부속된 소프트웨어 「OIM Analysis(등록 상표)」에 탑재된 「Grain Average Misorientation」 기능을 사용하여, Grain Average Misorientation값이 1.0° 이하인 영역을 페라이트로 판정한다. 이때, Grain Tolerance Angle은 15°로 설정해 두고, 페라이트로 판정된 영역의 면적을 구함으로써, 페라이트의 면적률을 얻는다.In addition, a reflection electron image is photographed in the same field of view. First, grains in which ferrite and cementite are precipitated in layers are specified from the reflection electron image, and the area ratio of the grains is calculated to obtain the area ratio of pearlite. Then, for grains excluding grains determined to be pearlite, the obtained crystal orientation information is used for grains, and an area with a Grain Average Misorientation value of 1.0° or less is determined to be ferrite, using the "Grain Average Misorientation" function installed in the software "OIM Analysis (registered trademark)" attached to the EBSD analysis device. At this time, the Grain Tolerance Angle is set to 15°, and the area ratio of ferrite is obtained by obtaining the area of the area determined to be ferrite.
페라이트 중의 합금 탄화물의 평균 구 상당 반경: 0.5nm 이상, 5.0nm 미만Average spherical radius of alloy carbide in ferrite: 0.5 nm or more and less than 5.0 nm
본 실시 형태에 관한 열연 강판은, 페라이트 중의 합금 탄화물의 평균 구 상당 반경 및 평균 개수 밀도가 바람직하게 제어되어 있기 때문에, 우수한 피로 특성을 갖는다. 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 0.5nm 미만이면, 페라이트의 반복 변형에 대한 강도를 충분히 높일 수 없어, 원하는 피로 강도를 얻을 수 없다. 그 때문에, 페라이트 중의 합금 탄화물의 평균 구 상당 반경은 0.5nm 이상으로 한다. 페라이트 중의 합금 탄화물의 평균 구 상당 반경은, 바람직하게는 1.0nm 이상이다. 한편, 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 5.0nm 이상이면 페라이트의 강도를 충분히 높일 수 없어, 결정립간의 경도차에 기인하여 전단 가공의 극조기에 전단 공구의 날끝으로부터 균열이 발생하여 파단면이 형성되고, 그 후 다시 전단면이 형성된다. 그 결과, 2차 전단면이 형성되기 쉬워지기 때문에, 열연 강판에 있어서 원하는 전단 가공성을 얻을 수 없다. 그 때문에, 페라이트 중의 합금 탄화물의 평균 구 상당 반경은 5.0nm 미만으로 한다. 페라이트 중의 합금 탄화물의 평균 구 상당 반경은, 바람직하게는 4.0nm 이하, 3.0nm 이하, 2.0nm 이하이고, 보다 바람직하게는 1.5nm 미만이다.The hot-rolled steel sheet according to the present embodiment has excellent fatigue properties because the average spherical radius and average number density of alloy carbides in the ferrite are preferably controlled. If the average spherical radius of the alloy carbides in the ferrite is less than 0.5 nm, the strength of the ferrite against repeated deformation cannot be sufficiently increased, and the desired fatigue strength cannot be obtained. Therefore, the average spherical radius of the alloy carbides in the ferrite is set to 0.5 nm or more. The average spherical radius of the alloy carbides in the ferrite is preferably 1.0 nm or more. On the other hand, if the average spherical radius of the alloy carbides in the ferrite is 5.0 nm or more, the strength of the ferrite cannot be sufficiently increased, and due to the difference in hardness between crystal grains, a crack occurs from the edge of the shearing tool during the extreme shearing process, a fracture surface is formed, and then a shear surface is formed again. As a result, a secondary shear surface is easily formed, and the desired shearing workability cannot be obtained in the hot-rolled steel sheet. Therefore, the average spherical radius of the alloy carbide in the ferrite is less than 5.0 nm. The average spherical radius of the alloy carbide in the ferrite is preferably 4.0 nm or less, 3.0 nm or less, 2.0 nm or less, and more preferably less than 1.5 nm.
페라이트 중의 합금 탄화물의 평균 개수 밀도: 3.5×1016개/cm3 이상Average number density of alloy carbides in ferrite: 3.5×10 16 /cm 3 or more
페라이트 중의 합금 탄화물의 평균 개수 밀도가 3.5×1016개/cm3 미만이면, 페라이트의 반복 변형에 대한 강도를 충분히 높일 수 없어, 원하는 피로 강도를 얻을 수 없다. 그 때문에, 페라이트 중의 합금 탄화물의 평균 개수 밀도는 3.5×1016개/cm3 이상으로 한다. 페라이트 중의 합금 탄화물의 평균 개수 밀도는, 바람직하게는 5.0×1016개/cm3 이상, 10.0×1016개/cm3 이상 또는 20.0×1016개/cm3 이상이다.If the average number density of alloy carbides in the ferrite is less than 3.5×10 16 /cm 3 , the strength against repeated deformation of the ferrite cannot be sufficiently increased, and the desired fatigue strength cannot be obtained. Therefore, the average number density of alloy carbides in the ferrite is set to 3.5×10 16 /cm 3 or more. The average number density of alloy carbides in the ferrite is preferably 5.0×10 16 /cm 3 or more, 10.0×10 16 /cm 3 or more, or 20.0×10 16 /cm 3 or more.
페라이트 중의 합금 탄화물의 평균 개수 밀도의 상한은 특별히 규정하지 않지만, 많을수록 바람직하다. 그러나 본 실시 형태에 관한 열연 강판의 화학 조성 및 금속 조직에서는, 페라이트 중의 합금 탄화물의 평균 개수 밀도를 1.0×1019개/cm3 초과로 하는 것은 어렵다. 그 때문에, 페라이트 중의 합금 탄화물의 평균 개수 밀도는 1.0×1019개/cm3 이하로 해도 된다.The upper limit of the average number density of alloy carbides in ferrite is not specifically stipulated, but the more the number, the more desirable it is. However, in the chemical composition and metal structure of the hot-rolled steel sheet according to the present embodiment, it is difficult to make the average number density of alloy carbides in ferrite exceed 1.0×10 19 pieces/cm 3 . Therefore, the average number density of alloy carbides in ferrite may be 1.0×10 19 pieces/cm 3 or less.
또한, 본 실시 형태에 있어서 합금 탄화물이란, Ti, Nb, Mo 및 V 중 1종 또는 2종 이상을 포함하는 탄화물을 말한다.Additionally, in the present embodiment, the alloy carbide refers to a carbide containing one or more of Ti, Nb, Mo, and V.
페라이트 중의 합금 탄화물의 구 상당 반경 및 개수 밀도는 3차원 아톰 프로브에 의해 측정한다. 3차원 아톰 프로브 측정에서는, 레이저 파장(λ)을 355nm로 하고, 레이저 파워를 30pJ로 하고, 바늘상 시험편의 온도를 50K으로 한다. 3차원 아톰 프로브 측정에 사용하는 장치는 특별히 한정되지 않는다. 3차원 아톰 프로브 측정 장치는 예를 들어, 아메텍 가부시키가이샤 제조의 상품명 LEAP4000XHR이다.The spherical radius and number density of alloy carbides in ferrite are measured by a three-dimensional atom probe. In the three-dimensional atom probe measurement, the laser wavelength (λ) is set to 355 nm, the laser power is set to 30 pJ, and the temperature of the needle-shaped test piece is set to 50 K. The device used for the three-dimensional atom probe measurement is not particularly limited. The three-dimensional atom probe measurement device is, for example, a product name LEAP4000XHR manufactured by Ametek Co., Ltd.
각 조직의 면적률을 측정한 상술한 EBSD에 의한 관찰 시야 내의 페라이트 입자에 대해서, FIB(집속 이온빔) 장치를 사용하여, 시료를 채취한다. 채취한 시료를 주지의 방법으로 바늘상으로 가공하고, 3차원 아톰 프로브를 이용함으로써, 구 상당 반경 1nm 미만으로부터 수 10nm에 이르는 미세 석출물의 구 상당 반경 및 개수 밀도를 정확하게 측정할 수 있다. 석출물의 개수 밀도는, 후술하는 방법에 의해 합금 탄화물과 식별된 석출물에 대하여, 3차원 아톰 프로브로 측정한 영역에 포함되는 석출물의 개수를 측정 영역의 체적으로 나눔으로써 얻을 수 있다.For the ferrite grains within the above-described EBSD observation field in which the area ratio of each organization is measured, a FIB (focused ion beam) device is used to collect a sample. The collected sample is processed into a needle shape by a known method, and by using a three-dimensional atom probe, the spherical radius and number density of fine precipitates ranging from less than 1 nm to several tens of nm in spherical radius can be accurately measured. The number density of the precipitates can be obtained by dividing the number of precipitates included in the area measured by the three-dimensional atom probe by the volume of the measurement area for the precipitates identified as alloy carbides by the method described below.
측정 영역 내의 전체 석출물에 포함되는 합금 원소(Ti, Nb, Mo, V, C)의 원자의 합계 개수를 합금 탄화물의 원자 밀도로 나눔으로써 측정 영역 내에 있어서의 석출물의 총 체적을 얻는다. 석출물의 총 체적을 석출물 개수로 나눔으로써 석출물의 체적을 얻는다. 얻어진 석출물의 체적으로부터, 석출물이 구 형상이라고 가정하여 구 상당 반경을 산출한다.The total number of atoms of alloy elements (Ti, Nb, Mo, V, C) included in the entire precipitate within the measurement area is divided by the atomic density of the alloy carbide to obtain the total volume of precipitates within the measurement area. The volume of precipitates is obtained by dividing the total volume of precipitates by the number of precipitates. From the obtained volume of precipitates, the radius equivalent to a sphere is calculated assuming that the precipitate is spherical.
상술한 방법을 30000nm3 이상의 측정 영역의 체적을 갖는 5개 이상의 측정 데이터로 실시함으로써, 평균 개수 밀도 및 평균 구 상당 반경을 얻는다. 또한, FIB 가공 시에 도입된 Ga가 0.025at% 미만인 영역을 관찰 영역으로 하고, Ga가 0.025at% 이상 혼입되어 있는 영역에 대해서는 측정 영역으로부터 제외한다. Ga양의 확인에는 데이터를 해석 소프트웨어 IVAS 3.6.14(CAMECA Instruments Inc.제)의 1D Concentration Profile 기능에 의해 바늘 시료의 길이 방향의 Ga양을 확인할 수 있다.By performing the above-described method with five or more measurement data having a measurement area volume of 30000 nm 3 or more, the average number density and the average spherical radius are obtained. In addition, the area where Ga introduced during FIB processing is less than 0.025 at% is set as the observation area, and the area where Ga is mixed in at 0.025 at% or more is excluded from the measurement area. To confirm the amount of Ga, the amount of Ga in the longitudinal direction of the needle sample can be confirmed by the 1D Concentration Profile function of data analysis software IVAS 3.6.14 (manufactured by CAMECA Instruments Inc.).
또한, 관찰된 석출물이 합금 탄화물인지 여부는, 3차원 아톰 프로브에 의해 취득한 데이터를 해석 소프트웨어 IVAS 3.6.14의 Cluster Analysis 기능을 사용하여 식별한다. 해석에는 dmax=1.2nm, Order=10, Nmin=10, L=0.5nm, d erosion=0.5nm를 해석 파라미터로서 사용하고, Cluster로서 인식된 석출물을 합금 탄화물이라고 판별한다.In addition, whether the observed precipitate is an alloy carbide or not is identified by using the Cluster Analysis function of the analysis software IVAS 3.6.14 on the data acquired by the 3D atom probe. For the analysis, dmax=1.2nm, Order=10, Nmin=10, L=0.5nm, and d erosion=0.5nm are used as analysis parameters, and the precipitate recognized as a cluster is determined to be an alloy carbide.
E값: 10.7 이상E value: 10.7 or higher
I값: 1.020 이상I value: 1.020 or higher
2차 전단면의 발생을 억제하기 위해서는, 충분히 전단면이 형성된 후에 파단면을 형성시키는 것이 중요하며, 전단 가공 시에 공구의 날끝으로부터 조기에 균열이 발생하는 것을 억제할 필요가 있다. 그러기 위해서는, 금속 조직의 주기성이 낮고, 또한 금속 조직의 균일성이 높은 것이 중요하다. 본 실시 형태에서는, 금속 조직의 주기성을 나타내는 E(Entropy)값 및 금속 조직의 균일성을 나타내는 I(Inverse difference normalized)값을 제어함으로써, 2차 전단면의 발생을 억제한다.In order to suppress the occurrence of a secondary shear plane, it is important to form a fracture plane after a sufficiently formed shear plane, and it is necessary to suppress early occurrence of cracks from the edge of the tool during shear processing. To this end, it is important that the periodicity of the metal structure is low and the uniformity of the metal structure is high. In this embodiment, the occurrence of a secondary shear plane is suppressed by controlling the E (Entropy) value indicating the periodicity of the metal structure and the I (Inverse difference normalized) value indicating the uniformity of the metal structure.
E값은 금속 조직의 주기성을 나타낸다. 밴드 형상 조직이 형성되는 등의 영향으로 휘도가 주기적으로 배열되어 있는, 즉 금속 조직의 주기성이 높은 경우에는 E값은 저하된다. 본 실시 형태에서는, 주기성이 낮은 금속 조직으로 할 필요가 있기 때문에, E값을 높일 필요가 있다. E값이 10.7 미만이면, 2차 전단면이 발생하기 쉬워진다. 주기적으로 배열된 조직을 기점으로 하여, 전단 가공의 극조기에 전단 공구의 날끝으로부터 균열이 발생하여 파단면이 형성되고, 그 후 다시 전단면이 형성된다. 이에 의해, 2차 전단면이 발생하기 쉬워진다고 추정된다. 따라서, E값은 10.7 이상으로 한다. 바람직하게는 10.8 이상이고, 보다 바람직하게는 11.0 이상이다. E값은 높을수록 바람직하고, 상한은 특별히 규정하지 않지만, 13.0 이하, 12.5 이하 또는 12.0 이하로 해도 된다.The E value indicates the periodicity of the metal structure. When the luminance is arranged periodically due to the formation of a band-shaped structure, that is, when the periodicity of the metal structure is high, the E value decreases. In the present embodiment, since it is necessary to have a metal structure with low periodicity, it is necessary to increase the E value. When the E value is less than 10.7, a secondary shear surface is likely to occur. With the periodically arranged structure as a starting point, a crack occurs from the edge of the shear tool during the extreme early stage of shearing processing, a fracture surface is formed, and then a shear surface is formed again. It is estimated that a secondary shear surface is likely to occur due to this. Therefore, the E value is set to 10.7 or more. It is preferably 10.8 or more, and more preferably 11.0 or more. The higher the E value, the more preferable it is, and the upper limit is not specifically defined, but it may be 13.0 or less, 12.5 or less, or 12.0 or less.
I값은 금속 조직의 균일성을 나타내고, 일정한 휘도를 갖는 영역의 면적이 넓을수록 상승한다. I값이 높은 것은, 금속 조직의 균일성이 높은 것을 의미한다. 본 실시 형태에서는, 균일성이 높은 금속 조직으로 할 필요가 있기 때문에, I값을 높일 필요가 있다. I값이 1.020 미만이면, 결정립 내의 석출물 및 원소 농도차에 기인하는 경도 분포의 영향에 의해, 전단 가공의 극조기에 전단 공구의 날끝으로부터 균열이 발생하여 파단면이 형성되고, 그 후 다시 전단면이 형성된다. 이에 의해, 2차 전단면이 발생하기 쉬워진다고 추정된다. 따라서, I값은 1.020 이상으로 한다. 바람직하게는 1.025 이상이고, 보다 바람직하게는 1.030 이상이다. I값은 높을수록 바람직하고, 상한은 특별히 규정하지 않지만, 1.200 이하, 1.150 이하 또는 1.100 이하로 해도 된다.The I value indicates the uniformity of the metal structure, and increases as the area of the region having a constant brightness increases. A higher I value means that the metal structure has a high uniformity. In the present embodiment, since it is necessary to have a highly uniform metal structure, it is necessary to increase the I value. If the I value is less than 1.020, due to the influence of the hardness distribution caused by the difference in precipitates and element concentrations within the crystal grains, a crack occurs from the edge of the shear tool during the extreme early stage of shearing processing, a fracture surface is formed, and then a shear surface is formed again. It is estimated that this makes it easy for a secondary shear surface to occur. Therefore, the I value is set to 1.020 or more. It is preferably 1.025 or more, and more preferably 1.030 or more. The higher the I value, the more preferable it is, and the upper limit is not specifically defined, but it may be 1.200 or less, 1.150 or less, or 1.100 or less.
E값 및 I값은 이하의 방법에 의해 얻을 수 있다.The E and I values can be obtained by the following methods.
본 실시 형태에 있어서, E값 및 I값을 산출하기 위해 촬영하는 SEM 화상의 촬영 영역은, 압연 방향에 평행한 판 두께 단면에 있어서의, 강판 표면으로부터 판 두께의 1/4 깊이 위치(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역), 또한 판 폭 방향 중앙 위치로 한다. SEM 화상의 촬영에는, 가부시키가이샤 히타치 하이테크놀러지즈제 SU-6600 쇼트키 전자총을 사용하고, 이미터를 텅스텐으로 하고, 가속 전압을 1.5kV로 한다. 이상의 설정 하에서, 배율 1000배로, 256계조의 그레이스케일로 SEM 화상을 출력한다.In this embodiment, the shooting area of the SEM image taken to calculate the E value and the I value is set to a position at a depth of 1/4 of the plate thickness from the steel plate surface in the plate thickness cross-section parallel to the rolling direction (an area at a depth of 1/8 of the plate thickness from the surface to a depth of 3/8 of the plate thickness from the surface), and also at the center position in the plate width direction. For shooting the SEM image, a SU-6600 Schottky electron gun manufactured by Hitachi High-Technologies, Ltd. is used, the emitter is set to tungsten, and the acceleration voltage is set to 1.5 kV. Under the above settings, the SEM image is output at a magnification of 1000 times and a grayscale of 256 levels.
다음으로, 얻어진 SEM 화상을 880×880 픽셀의 영역으로 잘라낸 화상에, 비특허문헌 3에 기재된, 콘트라스트 강조의 제한 배율을 2.0으로 한, 타일 그리드 사이즈가 8×8인 평활화 처리를 실시한다. 90도를 제외하고, 0도부터 179도까지 1도마다 반시계 방향으로 평활화 처리 후의 SEM 화상을 회전시켜, 1도마다 화상을 작성함으로써, 합계로 179매의 화상을 얻는다. 다음으로, 이들 179매의 화상 각각에 대하여, 비특허문헌 1에 기재된 GLCM법을 사용하여, 인접하는 픽셀 사이의 휘도의 빈도값을 행렬의 형식으로 채취한다.Next, the obtained SEM image is cropped into an area of 880 × 880 pixels, and a smoothing process with a tile grid size of 8 × 8 is performed on the image, which is obtained by cutting out the obtained SEM image into an area of 880 × 880 pixels, with a contrast enhancement limitation magnification of 2.0, as described in Non-Patent Document 3. The SEM image after the smoothing process is rotated counterclockwise every degree from 0 to 179 degrees, excluding 90 degrees, and images are created every degree, thereby obtaining 179 images in total. Next, for each of these 179 images, the GLCM method described in Non-Patent Document 1 is used to collect the frequency values of the luminance between adjacent pixels in the form of a matrix.
이상의 방법에 의해 채취된 179개의 빈도값의 행렬을, k를 원화상으로부터의 회전 각도로 하여, pk(k=0 … 89, 91, … 79)라고 표현한다. 각 화상에 대하여, 생성된 pk를 모든 k(k=0 … 89, 91 … 179)에 대하여 합계한 후에, 각 성분의 총합이 1이 되도록 규격화한 256×256의 행렬 P를 산출한다. 또한, 비특허문헌 2에 기재된 하기 식 (1) 및 식 (2)를 사용하여, E값 및 I값을 각각 산출한다. 하기 식 (1) 및 식 (2)에서는, 행렬 P의 i행 j열째의 값을 Pij로 표기하고 있다.The matrix of 179 frequency values collected by the above method is expressed as p k (k = 0 ... 89, 91, ... 79), where k is the rotation angle from the original image. For each image, the generated p k is summed for all k (k = 0 ... 89, 91 ... 179), and then a 256 × 256 matrix P is generated by normalizing so that the sum of each component becomes 1. In addition, the E value and the I value are each calculated using the following equations (1) and (2) described in Non-Patent Document 2. In the following equations (1) and (2), the value of the ith row and the jth column of the matrix P is expressed as P ij .
Mn 농도의 표준 편차: 0.60질량% 이하Standard deviation of Mn concentration: 0.60 mass% or less
본 실시 형태에 관한 열연 강판의 표면으로부터 판 두께의 1/4 깊이(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역)이면서 판 폭 방향 중앙 위치에 있어서의 Mn 농도의 표준 편차는 0.60질량% 이하이다. 이에 의해, 경질상을 균일하게 분산시킬 수 있어, 전단 가공의 극조기에 전단 공구의 날끝으로부터 균열이 발생하는 것을 방지할 수 있다. 그 결과, 2차 전단면의 발생을 억제할 수 있다. Mn 농도의 표준 편차는, 0.50질량% 이하가 바람직하고, 0.47질량% 이하가 보다 바람직하다. Mn 농도의 표준 편차의 하한은, 과대 버의 억제의 관점에서, 그 값은 작을수록 바람직한데, 제조 프로세스의 제약에 의해, 실질적인 하한은 0.10질량%이다.The standard deviation of the Mn concentration at a depth of 1/4 of the plate thickness from the surface of the hot-rolled steel sheet according to the present embodiment (a region of a depth of 1/8 of the plate thickness from the surface to a depth of 3/8 of the plate thickness from the surface) and at a central position in the plate width direction is 0.60 mass% or less. Thereby, the hard phase can be uniformly distributed, and cracks can be prevented from occurring from the edge of the shearing tool during the extreme shearing process. As a result, the occurrence of a secondary shear surface can be suppressed. The standard deviation of the Mn concentration is preferably 0.50 mass% or less, and more preferably 0.47 mass% or less. The lower limit of the standard deviation of the Mn concentration is preferably a smaller value from the viewpoint of suppressing excessive burrs, but due to restrictions of the manufacturing process, the practical lower limit is 0.10 mass%.
열연 강판의 압연 방향에 평행한 판 두께 단면을 경면 연마한 후에, 표면으로부터 판 두께의 1/4 깊이(표면으로부터 판 두께의 1/8 깊이 내지 표면으로부터 판 두께의 3/8 깊이의 영역), 또한 판 폭 방향 중앙 위치를 전자 프로브 마이크로애널라이저(EPMA)로 측정하여, Mn 농도의 표준 편차를 측정한다. 측정 조건은 가속 전압을 15kV로 하고, 배율을 5000배로 하여 시료 압연 방향으로 20㎛ 및 시료 판 두께 방향으로 20㎛의 범위의 분포상을 측정한다. 보다 구체적으로는, 측정 간격을 0.1㎛로 하고, 40000개소 이상의 Mn 농도를 측정한다. 이어서, 모든 측정점으로부터 얻어진 Mn 농도에 기초하여 표준 편차를 산출함으로써, Mn 농도의 표준 편차를 얻는다.After the cross-section of the plate thickness parallel to the rolling direction of the hot-rolled steel plate is polished to a mirror finish, a region at a depth of 1/4 the plate thickness from the surface (a region of 1/8 the plate thickness from the surface to 3/8 the plate thickness from the surface) and also at the center position in the plate width direction is measured using an electron probe microanalyzer (EPMA), and the standard deviation of the Mn concentration is measured. The measurement conditions are an acceleration voltage of 15 kV, a magnification of 5000 times, and a distribution shape in a range of 20 µm in the sample rolling direction and 20 µm in the sample plate thickness direction. More specifically, the measurement interval is 0.1 µm, and the Mn concentration at 40,000 or more points is measured. Then, the standard deviation of the Mn concentration is obtained by calculating the standard deviation based on the Mn concentrations obtained from all the measurement points.
인장 특성Tensile properties
열연 강판의 기계적 성질 중 인장 강도 특성(인장 강도, 전연신율)은, JIS Z 2241:2011에 준거하여 평가한다. 시험편은 JIS Z 2241:2011의 5호 시험편으로 한다. 인장 시험편의 채취 위치는, 판 폭 방향의 단부로부터 1/4 부분으로 하고, 압연 방향에 수직인 방향을 길이 방향으로 하면 된다.Among the mechanical properties of hot-rolled steel plates, tensile strength characteristics (tensile strength, total elongation) are evaluated in accordance with JIS Z 2241:2011. The test specimen shall be the No. 5 test specimen of JIS Z 2241:2011. The tensile test specimen shall be taken from 1/4 of the end portion in the width direction of the plate, and the direction perpendicular to the rolling direction shall be the longitudinal direction.
본 실시 형태에 관한 열연 강판은, 인장(최대) 강도가 980MPa 이상이다. 인장 강도는, 바람직하게는 1000MPa 이상이다. 인장 강도를 980MPa 이상으로 함으로써 적용 부품이 한정되는 일 없이, 차체 경량화에 크게 기여할 수 있다. 상한은 특별히 한정할 필요는 없지만, 금형 마모 억제의 관점에서, 1780MPa로 해도 된다.The hot rolled steel sheet according to the present embodiment has a tensile (maximum) strength of 980 MPa or more. The tensile strength is preferably 1000 MPa or more. By setting the tensile strength to 980 MPa or more, the applicable parts are not limited and it can greatly contribute to weight reduction of the car body. The upper limit does not need to be specifically limited, but from the viewpoint of suppressing mold wear, it may be 1780 MPa.
전연신율은 10.0% 이상으로 하는 것이 바람직하고, 인장 강도와 전연신율의 곱(TS×El)은 13000MPa·% 이상으로 하는 것이 바람직하다. 전연신율은 11.0% 이상으로 하는 것이 보다 바람직하고, 13.0% 이상으로 하는 것이 한층 더 바람직하다. 또한, 인장 강도와 전연신율의 곱은 14000MPa·% 이상으로 하는 것이 보다 바람직하고, 15000MPa·%MPa 이상으로 하는 것이 한층 더 바람직하다.It is preferable that the total elongation is 10.0% or more, and the product of the tensile strength and the total elongation (TS × El) is 13000 MPa·% or more. It is more preferable that the total elongation is 11.0% or more, and it is still more preferable that it is 13.0% or more. In addition, the product of the tensile strength and the total elongation is more preferably 14000 MPa·% or more, and it is still more preferable that it is 15000 MPa·%MPa or more.
전연신율을 10.0% 이상 또한 인장 강도와 전연신율의 곱을 13000MPa·% 이상으로 함으로써 적용 부품이 한정되는 일 없이, 차체 경량화에 크게 기여할 수 있다.By making the total elongation 10.0% or higher and the product of the tensile strength and the total elongation 13000 MPa·% or higher, the applicable parts are not limited and it can greatly contribute to reducing the weight of the vehicle body.
피로 특성Fatigue characteristics
반복 변형 중에 연화가 발생하면, 피로 수명이 현저하게 감소하는 경우가 있다. 따라서, 반복 변형 중에 연화가 발생하지 않는 것이 바람직하다. 반복 변형 중에 연화가 발생하는지 여부는, 이하의 방법에 의해 판단할 수 있다.If softening occurs during repeated deformation, fatigue life may be significantly reduced. Therefore, it is desirable that softening does not occur during repeated deformation. Whether softening occurs during repeated deformation can be judged by the following method.
열연 강판의 폭 방향 1/4의 위치에서, 압연 방향과 수직 방향(C 방향)이 길이 방향이 되도록 JIS Z 2275-1978에 준거하여 시험편을 채취한다. 이 시험편을 사용하여, JIS Z 2275-1978에 준거하여 평면 굽힘 피로 시험을 행한다. 파단 반복수가 1×105회 이상, 3×105회 미만이 되는 반복 응력, 3×105회 이상, 3×106회 미만이 되는 반복 응력, 3×106회 이상, 1×107회 미만이 되는 반복 응력으로 평면 굽힘 피로 시험을 행한다. 피로 시험 중의 토크 또는 시험편에 첩부한 변형 게이지의 값을 측정하여, 반복 응력의 변화를 평가한다. 각각의 반복 응력에서의 평면 굽힘 피로 시험에 있어서, 반복 경화율을 구한다. 반복 경화율=(반복수 100회 초과에 있어서의 반복 응력의 최솟값/반복수 100회에 있어서의 반복 응력)으로 정의한다. 각각의 반복 응력에서의 반복 경화율의 최솟값이 1.00 이상인 경우에, 반복 연화가 발생하지 않아, 우수한 피로 특성을 갖는 열연 강판이라고 판단할 수 있다.A test piece is taken in accordance with JIS Z 2275-1978 at a position 1/4 in the width direction of the hot-rolled steel plate such that the rolling direction and the perpendicular direction (C direction) become the longitudinal direction. Using this test piece, a plane bending fatigue test is performed in accordance with JIS Z 2275-1978. The plane bending fatigue test is performed with a cyclic stress at which the number of repeated fractures is 1×10 5 times or more and less than 3×10 5 times, a cyclic stress at which the number of repeated fractures is 3×10 5 times or more and less than 3×10 6 times, and a cyclic stress at which the number of repeated fractures is 3×10 6 times or more and less than 1×10 7 times. The change in the cyclic stress is evaluated by measuring the torque during the fatigue test or the value of the strain gauge attached to the test piece. In the plane bending fatigue test at each cyclic stress, the cyclic hardening ratio is obtained. Repeated hardening rate is defined as (minimum repeating stress for more than 100 repetitions/repeated stress for 100 repetitions). If the minimum repeating hardening rate for each repeating stress is 1.00 or more, it can be judged that the hot rolled steel sheet has excellent fatigue properties because no repeat softening occurs.
판 두께Plate thickness
본 실시 형태에 관한 열연 강판의 판 두께는 특별히 한정되지 않지만, 0.5 내지 8.0mm로 해도 된다. 열연 강판의 판 두께가 0.5mm 미만이면, 압연 완료 온도의 확보가 곤란해짐과 함께 압연 하중이 과대해져, 열간 압연이 곤란해지는 경우가 있다. 따라서, 본 실시 형태에 관한 열연 강판의 판 두께는 0.5mm 이상으로 해도 된다. 바람직하게는 1.2mm 이상 또는 1.4mm 이상이다.The plate thickness of the hot-rolled steel sheet according to the present embodiment is not particularly limited, but may be 0.5 to 8.0 mm. If the plate thickness of the hot-rolled steel sheet is less than 0.5 mm, it becomes difficult to secure the rolling completion temperature and the rolling load becomes excessive, which may make hot rolling difficult. Therefore, the plate thickness of the hot-rolled steel sheet according to the present embodiment may be 0.5 mm or more. Preferably, it is 1.2 mm or more or 1.4 mm or more.
한편, 판 두께가 8.0mm 초과이면, 금속 조직의 미세화가 곤란해져, 상술한 금속 조직을 얻는 것이 곤란해지는 경우가 있다. 따라서, 판 두께는 8.0mm 이하로 해도 된다. 바람직하게는 6.0mm 이하이다.On the other hand, if the plate thickness exceeds 8.0 mm, it becomes difficult to refine the metal structure, and it may become difficult to obtain the metal structure described above. Therefore, the plate thickness may be 8.0 mm or less. Preferably, it is 6.0 mm or less.
도금층Plating layer
상술한 화학 조성 및 금속 조직을 갖는 본 실시 형태에 관한 열연 강판은, 표면에 내식성의 향상 등을 목적으로 하여 도금층을 구비시켜 표면 처리 강판으로 해도 된다. 도금층은 전기 도금층이어도 되고 용융 도금층이어도 된다. 전기 도금층으로서는, 전기 아연 도금, 전기 Zn-Ni 합금 도금 등이 예시된다. 용융 도금층으로서는, 용융 아연 도금, 합금화 용융 아연 도금, 용융 알루미늄 도금, 용융 Zn-Al 합금 도금, 용융 Zn-Al-Mg 합금 도금, 용융 Zn-Al-Mg-Si 합금 도금 등이 예시된다. 도금 부착량은 특별히 제한되지 않고, 종래와 마찬가지로 해도 된다. 또한, 도금 후에 적당한 화성 처리(예를 들어, 실리케이트계의 무크롬 화성 처리액의 도포와 건조)를 실시하여 내식성을 더 높이는 것도 가능하다.The hot-rolled steel sheet according to the present embodiment having the chemical composition and metal structure described above may be used as a surface-treated steel sheet by providing a plating layer on the surface for the purpose of improving corrosion resistance, etc. The plating layer may be an electroplating layer or a hot-dip plating layer. Examples of the electroplating layer include electrozinc plating, electrozinc Zn-Ni alloy plating, etc. Examples of the hot-dip plating layer include hot-dip zinc plating, alloyed hot-dip zinc plating, hot-dip aluminum plating, hot-dip Zn-Al alloy plating, hot-dip Zn-Al-Mg alloy plating, hot-dip Zn-Al-Mg-Si alloy plating, etc. The amount of plating adhesion is not particularly limited, and may be used in the same manner as in the past. In addition, it is also possible to further improve the corrosion resistance by performing an appropriate chemical conversion treatment (for example, applying and drying a silicate-based chromium-free chemical conversion treatment solution) after plating.
제조 조건Manufacturing conditions
상술한 화학 조성 및 금속 조직을 갖는 본 실시 형태에 관한 열연 강판의 적합한 제조 방법은, 이하와 같다.A suitable method for manufacturing a hot-rolled steel sheet according to the present embodiment having the chemical composition and metal structure described above is as follows.
본 실시 형태에 관한 열연 강판을 얻기 위해서는, 소정의 조건에서 슬래브의 가열을 행한 후에 열간 압연을 행하고, 소정의 온도역까지 가속 냉각하고, 그 후 완냉각하고, 권취하기까지의 냉각 이력을 제어하는 것이 효과적이다.In order to obtain a hot-rolled steel sheet according to the present embodiment, it is effective to perform heating of a slab under predetermined conditions, then hot rolling, accelerated cooling to a predetermined temperature range, and then complete cooling, and control the cooling history until coiling.
본 실시 형태에 관한 열연 강판의 적합한 제조 방법에서는, 이하의 공정 (1) 내지 (10)을 순차 행한다. 또한, 본 실시 형태에 있어서의 슬래브의 온도 및 강판의 온도는, 슬래브의 표면 온도 및 강판의 표면 온도를 말한다. 또한, 응력은 강판의 압연 방향으로 부하하는 응력을 말한다.In a suitable method for manufacturing a hot-rolled steel plate according to the present embodiment, the following processes (1) to (10) are performed sequentially. In addition, the temperature of the slab and the temperature of the steel plate in the present embodiment refer to the surface temperature of the slab and the surface temperature of the steel plate. In addition, the stress refers to the stress applied in the rolling direction of the steel plate.
(1) 슬래브를 700 내지 850℃의 온도역에서 900초 이상 유지한 후, 더 가열하여, 1100℃ 이상의 온도역에서 6000초 이상 유지한다.(1) After maintaining the slab at a temperature range of 700 to 850℃ for more than 900 seconds, it is further heated and maintained at a temperature range of 1100℃ or higher for more than 6000 seconds.
(2) 850 내지 1100℃의 온도역에서, 합계로 90% 이상의 판 두께 감소가 되는 열간 압연을 행한다.(2) Hot rolling is performed in a temperature range of 850 to 1100℃, resulting in a total thickness reduction of 90% or more.
(3) 최종 단으로부터 1단 전의 압연을 900℃ 이상, 1010℃ 미만에서 행하고, 열간 압연의 최종 단으로부터 1단 전의 압연 후, 또한 최종 단의 압연 전에, 170kPa 이상의 응력을 강판에 부하한다.(3) The rolling one stage prior to the final stage is performed at a temperature of 900℃ or higher and less than 1010℃, and after the rolling one stage prior to the final stage of hot rolling and also before the rolling of the final stage, a stress of 170kPa or higher is applied to the steel sheet.
(4) 열간 압연의 최종 단에 있어서의 압하율을 8% 이상으로 하고, 압연 완료 온도 Tf가 900℃ 이상, 1010℃ 미만이 되도록 열간 압연을 완료한다.(4) Hot rolling is completed so that the reduction ratio in the final stage of hot rolling is 8% or more and the rolling completion temperature Tf is 900℃ or more and less than 1010℃.
(5) 840℃ 이상, 900℃ 미만의 온도역에서, 합계로 5% 이상, 8% 미만의 판 두께 감소가 되는 경압하를 행한다.(5) In a temperature range of 840℃ or higher and less than 900℃, a pressure-lowering process is performed that results in a total thickness reduction of 5% or higher and less than 8%.
(6) 열간 압연의 최종 단의 압연 후 또한 경압하의 최초의 압연 전의 강판에 부하하는 응력, 그리고 경압하의 최종 단의 압연 후 또한 강판이 800℃로 냉각될 때까지의 강판에 부하하는 응력을 200kPa 미만으로 한다.(6) The stress applied to the steel sheet after the final rolling of hot rolling and before the first rolling under pressure, and the stress applied to the steel sheet after the final rolling under pressure and until the steel sheet is cooled to 800°C shall be less than 200 kPa.
(7) 경압하 완료 후, 50℃/초 이상의 평균 냉각 속도로 680 내지 730℃의 온도역까지 가속 냉각한다.(7) After completion of the pressure-releasing process, accelerated cooling is performed to a temperature range of 680 to 730°C at an average cooling rate of 50°C/sec or higher.
(8) 680 내지 730℃의 온도역에서, 평균 냉각 속도가 5℃/s 미만인 완냉각을 2.0초 이상 행한다.(8) In a temperature range of 680 to 730°C, slow cooling is performed for 2.0 seconds or longer at an average cooling rate of less than 5°C/s.
(9) 50℃/s 이상의 평균 냉각 속도로 350℃ 이하의 온도역까지 냉각한다.(9) Cool to a temperature range of 350℃ or less at an average cooling rate of 50℃/s or more.
(10) 350℃ 이하의 온도역에서 권취한다.(10) Coil in a temperature range of 350℃ or lower.
상기 제조 방법을 채용함으로써, 높은 강도를 가지면서, 우수한 연성, 피로 특성 및 전단 가공성을 갖는 열연 강판을 안정적으로 제조할 수 있다. 즉, 슬래브 가열 조건과 열연 조건을 적정하게 제어함으로써, Mn 편석의 저감과 변태 전 오스테나이트의 등축화가 도모되어, 후술하는 열간 압연 후의 냉각 조건과 아울러, 원하는 금속 조직을 갖는 열연 강판을 안정적으로 제조할 수 있다.By employing the above manufacturing method, it is possible to stably manufacture a hot-rolled steel sheet having high strength, excellent ductility, fatigue properties and shear workability. That is, by appropriately controlling the slab heating conditions and hot rolling conditions, Mn segregation is reduced and the austenite before transformation is equiaxed, and together with the cooling conditions after hot rolling described below, it is possible to stably manufacture a hot-rolled steel sheet having a desired metal structure.
(1) 슬래브, 열간 압연에 제공할 때의 슬래브 온도 및 유지 시간(1) Slab temperature and holding time when providing slabs for hot rolling
열간 압연에 제공하는 슬래브는, 연속 주조에 의해 얻어진 슬래브나 주조·분괴에 의해 얻어진 슬래브 등을 사용할 수 있고, 필요에 따라서는 그것들에 열간 가공 또는 냉간 가공을 추가한 것을 사용할 수 있다. 열간 압연에 제공하는 슬래브는, 슬래브 가열 시에, 700 내지 850℃의 온도역에서 900초 이상 유지한 후, 더 가열하여, 1100℃ 이상의 온도역에서 6000초 이상 유지하는 것이 바람직하다. 또한, 슬래브 가열 시의 가열 온도의 상한은 특별히 제한되지 않지만, 열효율의 관점으로부터 1350℃ 이하로 해도 된다.The slab provided for hot rolling can be a slab obtained by continuous casting, a slab obtained by casting or crushing, etc., and if necessary, a slab that has been subjected to additional hot working or cold working can be used. It is preferable that the slab provided for hot rolling is maintained at a temperature range of 700 to 850°C for 900 seconds or longer when heating the slab, and then further heated and maintained at a temperature range of 1100°C or higher for 6000 seconds or longer. In addition, the upper limit of the heating temperature when heating the slab is not particularly limited, but may be 1350°C or lower from the viewpoint of heat efficiency.
또한, 700 내지 850℃의 온도역에서의 유지 시에는, 강판 온도를 이 온도역에서 변동시켜도 되고, 일정하게 해도 된다. 또한, 1100℃ 이상에서의 유지 시에는, 강판 온도를 1100℃ 이상의 온도역에서 변동시켜도 되고, 일정하게 해도 된다.In addition, when maintaining in a temperature range of 700 to 850°C, the steel plate temperature may be varied in this temperature range or may be kept constant. In addition, when maintaining in a temperature range of 1100°C or higher, the steel plate temperature may be varied in a temperature range of 1100°C or higher or may be kept constant.
700 내지 850℃의 온도역에서의 오스테나이트 변태에 있어서, Mn이 페라이트와 오스테나이트 사이에서 분배되고, 그 변태 시간을 길게 함으로써, Mn이 페라이트 영역 내에서 확산될 수 있다. 이에 의해, 슬래브에 편재되는 Mn 마이크로 편석을 해소하여, Mn 농도의 표준 편차를 현저하게 저감할 수 있다. 그 때문에, 700 내지 850℃의 온도역에서 900초 이상 유지하는 것이 바람직하다. 또한, 1100℃ 이상의 온도역에서 6000초 이상 유지함으로써 Mn 농도의 표준 편차를 현저하게 저감할 수 있다.In the austenite transformation in the temperature range of 700 to 850°C, Mn is distributed between ferrite and austenite, and by extending the transformation time, Mn can diffuse within the ferrite region. Thereby, Mn micro-segregation that is unevenly distributed in the slab can be eliminated, and the standard deviation of the Mn concentration can be significantly reduced. Therefore, it is preferable to maintain the temperature range of 700 to 850°C for 900 seconds or longer. In addition, by maintaining the temperature range of 1100°C or higher for 6000 seconds or longer, the standard deviation of the Mn concentration can be significantly reduced.
열간 압연은, 다패스 압연으로서 리버스 밀 또는 탠덤 밀을 사용하는 것이 바람직하다. 특히 공업적 생산성의 관점 및 압연 중의 강판에의 응력 부하의 관점에서, 적어도 최종의 2단은 탠덤 밀을 사용한 열간 압연으로 하는 것이 보다 바람직하다.Hot rolling is preferably performed using a reverse mill or a tandem mill as multi-pass rolling. In particular, from the viewpoint of industrial productivity and stress load on the steel sheet during rolling, it is more preferable to perform hot rolling using a tandem mill for at least the last two stages.
(2) 열간 압연의 압하율: 850 내지 1100℃의 온도역에서 합계 90% 이상의 판 두께 감소(2) Reduction ratio of hot rolling: A total thickness reduction of 90% or more in the temperature range of 850 to 1100℃
850 내지 1100℃의 온도역에서 합계 90% 이상의 판 두께 감소가 되는 열간 압연을 행함으로써, 주로 재결정 오스테나이트 입자의 미세화가 도모됨과 함께, 미재결정 오스테나이트 입자 내로의 변형 에너지의 축적이 촉진된다. 그리고 오스테나이트의 재결정이 촉진됨과 함께 Mn의 원자 확산이 촉진되어, Mn 농도의 표준 편차를 작게 할 수 있다. 따라서, 850 내지 1100℃의 온도역에서 합계 90% 이상의 판 두께 감소가 되는 열간 압연을 행하는 것이 바람직하다.By performing hot rolling such that a total thickness reduction of 90% or more is achieved in a temperature range of 850 to 1100°C, mainly recrystallized austenite grains are refined, and accumulation of strain energy into non-recrystallized austenite grains is promoted. In addition, while austenite recrystallization is promoted, atomic diffusion of Mn is promoted, so that the standard deviation of the Mn concentration can be reduced. Therefore, it is preferable to perform hot rolling such that a total thickness reduction of 90% or more is achieved in a temperature range of 850 to 1100°C.
또한, 850 내지 1100℃의 온도역의 합계의 판 두께 감소는, 이 온도역의 압연에 있어서의 최초의 압연 전의 입구 판 두께를 t0으로 하고, 이 온도역의 압연에 있어서의 최종 단의 압연 후의 출구 판 두께를 t1로 했을 때, {(t0-t1)/t0}×100(%)로 나타낼 수 있다.In addition, the total plate thickness reduction in the temperature range of 850 to 1100℃ can be expressed as {(t 0 - t 1 )/t 0 } × 100(%), where the inlet plate thickness before the first rolling in the rolling in this temperature range is t 0 and the exit plate thickness after the final rolling in the rolling in this temperature range is t 1 .
(3) 최종 단으로부터 1단 전의 압연 온도: 900℃ 이상, 1010℃ 미만, 열간 압연의 최종 단으로부터 1단 전의 압연 후, 또한 최종 단의 압연 전의 응력: 170kPa 이상(3) Rolling temperature one stage before the final stage: 900℃ or higher, less than 1010℃; Stress after rolling one stage before the final stage of hot rolling and before rolling of the final stage: 170kPa or higher
최종 단으로부터 1단 전의 압연을 900℃ 이상, 1010℃ 미만에서 행하고, 열간 압연의 최종 단으로부터 1단 전의 압연 후, 또한 최종 단의 압연 전의 강판에 부하하는 응력을 170kPa 이상으로 하는 것이 바람직하다. 이에 의해, 최종 단으로부터 1단 전의 압연 후의 재결정 오스테나이트 중, {110}<001>의 결정 방위를 갖는 결정립의 수를 저감할 수 있다. {110}<001>은 재결정되기 어려운 결정 방위이기 때문에, 이 결정 방위의 형성을 억제함으로써 최종 단의 압하에 의한 재결정을 효과적으로 촉진할 수 있다. 결과적으로, 열연 강판의 밴드 형상 조직이 개선되고, 금속 조직의 주기성이 저감하여, E값이 상승한다. 강판에 부하하는 응력이 170kPa 미만인 경우, 원하는 E값을 얻을 수 없는 경우가 있다. 강판에 부하하는 응력은, 보다 바람직하게는 190kPa 이상이다. 강판에 부하하는 응력의 상한은 특별히 제한되지 않지만, 350kPa 이하로 할 수 있다. 강판에 부하하는 응력은, 압연 방향의 장력이고, 탠덤 압연 중의 롤 회전 속도의 조정에 의해 제어 가능하다.It is preferable that the rolling one stage prior to the final stage is performed at 900°C or higher and less than 1010°C, and that the stress applied to the steel sheet after the rolling one stage prior to the final stage of hot rolling and before the rolling of the final stage is 170 kPa or higher. Thereby, the number of crystal grains having a crystal orientation of {110}<001> among the recrystallized austenite after the rolling one stage prior to the final stage can be reduced. Since {110}<001> is a crystal orientation that is difficult to recrystallize, recrystallization by the pressing of the final stage can be effectively promoted by suppressing the formation of this crystal orientation. As a result, the band-shaped structure of the hot-rolled steel sheet is improved, the periodicity of the metal structure is reduced, and the E value increases. When the stress applied to the steel sheet is less than 170 kPa, there are cases where the desired E value cannot be obtained. The stress applied to the steel sheet is more preferably 190 kPa or higher. The upper limit of the stress applied to the steel plate is not specifically limited, but can be set to 350 kPa or less. The stress applied to the steel plate is tension in the rolling direction and can be controlled by adjusting the roll rotation speed during tandem rolling.
(4) 열간 압연의 최종 단에 있어서의 압하율: 8% 이상, 열간 압연 완료 온도 Tf: 900℃ 이상, 1010℃ 미만(4) Reduction ratio in the final stage of hot rolling: 8% or more, hot rolling completion temperature Tf: 900℃ or more, less than 1010℃
열간 압연의 최종 단에 있어서의 압하율은 8% 이상으로 하고, 열간 압연 완료 온도 Tf는 900℃ 이상으로 하는 것이 바람직하다. 열간 압연의 최종 단에 있어서의 압하율을 8% 이상으로 함으로써 최종 단의 압하에 의한 재결정을 촉진할 수 있다. 결과적으로 열연 강판의 밴드 형상 조직이 개선되고, 금속 조직의 주기성이 저감하여, E값이 상승한다. 열간 압연 완료 온도 Tf를 900℃ 이상으로 함으로써 오스테나이트 중의 페라이트 핵생성 사이트수의 과잉의 증대를 억제할 수 있다. 그 결과, 최종 조직(제조 후의 열연 강판의 금속 조직)에 있어서의 페라이트의 생성을 억제할 수 있어, 원하는 강도를 얻을 수 있다. 또한, 열간 압연의 최종 단에 있어서의 압하율의 상한은 특별히 제한되지 않지만, 40% 이하로 할 수 있다. 또한, Tf를 1010℃ 미만으로 함으로써, 오스테나이트 입경의 조대화를 억제할 수 있고, 금속 조직의 주기성을 저감하여, 원하는 E값을 얻을 수 있다.It is preferable that the reduction ratio in the final stage of hot rolling be 8% or more, and the hot rolling completion temperature Tf be 900°C or more. By setting the reduction ratio in the final stage of hot rolling to 8% or more, recrystallization by the reduction in the final stage can be promoted. As a result, the band-shaped structure of the hot rolled steel sheet is improved, the periodicity of the metal structure is reduced, and the E value increases. By setting the hot rolling completion temperature Tf to 900°C or more, the excessive increase in the number of ferrite nucleation sites in austenite can be suppressed. As a result, the formation of ferrite in the final structure (metal structure of the hot rolled steel sheet after manufacturing) can be suppressed, and the desired strength can be obtained. In addition, the upper limit of the reduction ratio in the final stage of hot rolling is not particularly limited, but can be 40% or less. In addition, by setting Tf to less than 1010℃, the coarsening of austenite grain size can be suppressed, and the periodicity of the metal structure can be reduced to obtain a desired E value.
(5) 840℃ 이상, 900℃ 미만의 온도역에서, 합계로 5% 이상, 8% 미만의 판 두께 감소가 되는 경압하를 행한다.(5) In a temperature range of 840℃ or higher and less than 900℃, a pressure-lowering process is performed that results in a total thickness reduction of 5% or higher and less than 8%.
열간 압연의 최종 단의 압연 후에는 840℃ 이상, 900℃ 미만의 온도역에서, 합계로 5% 이상, 8% 미만의 판 두께 감소가 되는 경압하를 행하는 것이 바람직하다. 이에 의해, 페라이트 중의 합금 탄화물의 평균 구 상당 반경 및 평균 개수 밀도를 원하는 값으로 제어할 수 있다.After the final stage of hot rolling, it is preferable to perform a mild pressing in a temperature range of 840℃ or higher and less than 900℃, so that the total thickness of the plate is reduced by 5% or higher and less than 8%. As a result, the average spherical radius and the average number density of alloy carbides in the ferrite can be controlled to desired values.
경압하는, 예를 들어 마무리 압연기의 최종 단에서 행해도 되고, 마무리 압연기로부터 냉각상까지의 사이에 새로운 압하 설비를 도입하여 행해도 된다. 경압하는, 복수의 롤에 의해 복수단에서 행해져도 된다.Pressing may be performed, for example, at the final stage of a finishing mill, or by introducing new pressing equipment between the finishing mill and the cooling bed. Pressing may be performed in multiple stages by multiple rolls.
또한, 경압하에 있어서의 합계의 판 두께 감소란, 경압하의 최초의 압연 전의 입구 판 두께를 t0으로 하고, 경압하의 최종 단의 압연 후의 출구 판 두께를 t1로 했을 때, {(t0-t1)/t0}×100(%)로 나타낼 수 있다.In addition, the total plate thickness reduction under pressure can be expressed as {(t 0 - t 1 )/t 0 } × 100(%), where the inlet plate thickness before the first rolling under pressure is t 0 and the outlet plate thickness after the final rolling under pressure is t 1 .
(6) 열간 압연의 최종 단의 압연 후 또한 경압하의 최초의 압연 전에 강판에 부하하는 응력, 그리고 경압하의 최종 단의 압연 후 또한 강판이 800℃로 냉각될 때까지 강판에 부하하는 응력: 200kPa 미만(6) Stress applied to the steel sheet after the final rolling of hot rolling and before the first rolling under pressure, and stress applied to the steel sheet after the final rolling of hot rolling and before the steel sheet is cooled to 800°C: less than 200 kPa.
열간 압연의 최종 단의 압연 후 또한 경압하의 최초의 압연 전의 강판에 부하하는 응력, 그리고 경압하의 최종 단의 압연 후 또한 강판이 800℃로 냉각될 때까지의 강판에 부하하는 응력은, 각각 200kPa 미만으로 하는 것이 바람직하다. 상기 개소에 있어서 강판에 부하하는 응력을 200kPa 미만으로 함으로써, 오스테나이트의 재결정이 압연 방향으로 우선적으로 진행되어, 금속 조직의 주기성의 증대를 억제할 수 있다. 그 결과, 원하는 E값을 얻을 수 있다. 상기 개소에 있어서 강판에 부하하는 응력은, 보다 바람직하게는 각각 180kPa 이하이다.It is preferable that the stress applied to the steel sheet after the final rolling of the hot rolling and before the first rolling under pressure, and the stress applied to the steel sheet after the final rolling under pressure and until the steel sheet is cooled to 800°C are each less than 200 kPa. By setting the stress applied to the steel sheet at the above-mentioned locations to less than 200 kPa, the recrystallization of austenite preferentially progresses in the rolling direction, and the increase in the periodicity of the metal structure can be suppressed. As a result, the desired E value can be obtained. The stress applied to the steel sheet at the above-mentioned locations is more preferably 180 kPa or less.
(7) 경압하 완료 후, 50℃/초 이상의 평균 냉각 속도로 680 내지 730℃의 온도역까지 가속 냉각(7) After completion of the pressure-releasing process, accelerated cooling to a temperature range of 680 to 730°C at an average cooling rate of 50°C/sec or more.
열간 압연에 의해 세립화된 오스테나이트 결정립의 성장을 억제하기 위해, 경압하 완료 후, 50℃/초 이상의 평균 냉각 속도로 730℃ 이하의 온도역까지 가속 냉각을 행하는 것이 바람직하다. 730℃ 이하의 온도역까지 가속 냉각을 행함으로써, 석출 강화량이 적은 페라이트 또는 펄라이트의 생성을 억제할 수 있다. 이에 의해, 열연 강판의 강도가 향상된다.In order to suppress the growth of austenite grains refined by hot rolling, after completion of the low-pressure rolling, it is preferable to perform accelerated cooling to a temperature range of 730°C or lower at an average cooling rate of 50°C/sec or higher. By performing accelerated cooling to a temperature range of 730°C or lower, the formation of ferrite or pearlite with a small amount of precipitation strengthening can be suppressed. Thereby, the strength of the hot-rolled steel sheet is improved.
또한, 여기에서 말하는 평균 냉각 속도란, 가속 냉각 개시 시(냉각 설비로의 강판의 도입 시)로부터 가속 냉각 완료 시(냉각 설비로부터 강판의 도출 시)까지의 강판의 온도 강하 폭을, 가속 냉각 개시 시로부터 가속 냉각 완료 시까지의 소요 시간으로 나눈 값을 말한다.In addition, the average cooling rate referred to here refers to the value obtained by dividing the temperature drop of the steel plate from the start of accelerated cooling (when the steel plate is introduced into the cooling facility) to the completion of accelerated cooling (when the steel plate is taken out from the cooling facility) by the time required from the start of accelerated cooling to the completion of accelerated cooling.
냉각 속도의 상한값은 특별히 규정하지 않지만, 냉각 속도를 빠르게 하면 냉각 설비가 대규모가 되어, 설비 비용이 높아진다. 이 때문에, 설비 비용을 생각하면, 평균 냉각 속도는 300℃/초 이하가 바람직하다. 또한, 원하는 양의 페라이트를 얻기 위해, 가속 냉각의 냉각 정지 온도는 680℃ 이상으로 하면 된다.There is no specific upper limit for the cooling rate, but if the cooling rate is fast, the cooling equipment becomes large, which increases the equipment cost. Therefore, considering the equipment cost, the average cooling rate is preferably 300°C/sec or less. In addition, in order to obtain the desired amount of ferrite, the cooling stop temperature of the accelerated cooling should be 680°C or higher.
상술한 바와 같은 평균 냉각 속도를 실현하기 위해서는, 경압하 완료 후에 평균 냉각 속도가 큰 냉각을 행하는, 예를 들어 냉각수를 강판 표면에 분사하면 된다.In order to achieve the average cooling rate as described above, cooling with a large average cooling rate can be performed after completion of the pressure-lowering process, for example, by spraying cooling water onto the surface of the steel plate.
(8) 680 내지 730℃의 온도역에서, 평균 냉각 속도가 5℃/s 미만인 완냉각을 2.0초 이상 행한다(8) In a temperature range of 680 to 730℃, slow cooling is performed for 2.0 seconds or longer at an average cooling rate of less than 5℃/s.
680 내지 730℃의 온도역에서, 평균 냉각 속도가 5℃/s 미만인 완냉각을 2.0초 이상 행함으로써, 석출 강화된 페라이트를 충분히 석출시킬 수 있다. 이에 의해, 열연 강판의 강도와 연성을 양립시킬 수 있다. 또한, 여기에서 말하는 평균 냉각 속도란, 가속 냉각의 냉각 정지 온도로부터 완냉각의 정지 온도까지의 강판의 온도 강하 폭을, 가속 냉각의 정지 시로부터 완냉각의 정지 시까지의 소요 시간으로 나눈 값을 말한다.In a temperature range of 680 to 730°C, precipitation-strengthened ferrite can be sufficiently precipitated by performing slow cooling for 2.0 seconds or longer at an average cooling rate of less than 5°C/s. As a result, the strength and ductility of the hot-rolled steel sheet can be achieved at the same time. In addition, the average cooling rate referred to here means a value obtained by dividing the temperature drop of the steel sheet from the cooling stop temperature of accelerated cooling to the stop temperature of slow cooling by the time required from the stop of accelerated cooling to the stop of slow cooling.
완냉각을 행하는 시간은, 바람직하게는 3.0초 이상이다. 완냉각을 행하는 시간의 상한은 설비 레이아웃에 따라 결정되지만, 대략 10.0초 미만으로 하면 된다. 또한, 완냉각의 평균 냉각 속도의 하한은 특별히 마련하지 않지만, 냉각시키지 않고 승온시키는 것은 설비상 큰 투자를 수반하기 때문에, 0℃/s 이상으로 해도 된다.The time for performing complete cooling is preferably 3.0 seconds or longer. The upper limit of the time for performing complete cooling is determined by the equipment layout, but it can be set to less than about 10.0 seconds. In addition, the lower limit of the average cooling speed of complete cooling is not specifically set, but since heating without cooling entails a large investment in equipment, it can be set to 0℃/s or longer.
(9) 권취 온도까지의 평균 냉각 속도: 50℃/초 이상(9) Average cooling rate to coiling temperature: 50℃/sec or more
펄라이트의 면적률을 억제하여, 원하는 강도를 얻기 위해, 완냉각의 냉각 정지 온도로부터 권취 온도까지의 평균 냉각 속도를 50℃/초 이상으로 하는 것이 바람직하다. 이에 의해, 모상 조직을 경질로 할 수 있다.In order to suppress the area ratio of pearlite and obtain the desired strength, it is preferable to set the average cooling rate from the cooling stop temperature of the complete cooling to the coiling temperature to 50°C/sec or more. As a result, the parent structure can be made hard.
또한, 여기에서 말하는 평균 냉각 속도란, 평균 냉각 속도가 5℃/s 미만인 완냉각의 냉각 정지 온도로부터 권취 온도까지의 강판의 온도 강하 폭을, 평균 냉각 속도가 5℃/s 미만인 완냉각의 정지 시로부터 권취까지의 소요 시간으로 나눈 값을 말한다.In addition, the average cooling rate referred to here refers to the temperature drop of the steel sheet from the cooling stop temperature of slow cooling with an average cooling rate of less than 5°C/s to the coiling temperature, divided by the time required from the stop of slow cooling with an average cooling rate of less than 5°C/s to coiling.
(10) 권취 온도: 350℃ 이하(10) Coiling temperature: 350℃ or less
권취 온도는 350℃ 이하로 하는 것이 바람직하다. 권취 온도를 350℃ 이하로 함으로써, 철 탄화물의 석출량을 감소시키고, 또한 경질상 내의 경도 분포의 변동을 저감할 수 있다. 그 결과, 원하는 I값을 얻을 수 있다. 또한, 권취 온도의 하한은 특별히 제한되지 않지만, 실온으로 할 수 있다.It is preferable that the coiling temperature be 350℃ or lower. By setting the coiling temperature to 350℃ or lower, the amount of precipitation of iron carbide can be reduced, and also the variation in hardness distribution within the hard phase can be reduced. As a result, the desired I value can be obtained. In addition, the lower limit of the coiling temperature is not particularly limited, but can be room temperature.
실시예Example
다음으로, 실시예에 의해 본 발명의 일 양태의 효과를 더욱 구체적으로 설명하지만, 실시예에서의 조건은, 본 발명의 실시 가능성 및 효과를 확인하기 위해 채용한 일 조건예이고, 본 발명은 이 일 조건예에 한정되는 것은 아니다. 본 발명은 본 발명의 요지를 일탈하지 않고, 본 발명의 목적을 달성하는 한에 있어서, 다양한 조건을 채용할 수 있는 것이다.Next, the effects of one aspect of the present invention will be described more specifically by way of examples, but the conditions in the examples are examples of conditions adopted to confirm the feasibility and effects of the present invention, and the present invention is not limited to this example of conditions. The present invention can adopt various conditions as long as it does not deviate from the gist of the present invention and achieves the purpose of the present invention.
표 1 및 표 2에 나타내는 화학 조성을 갖는 강을 용제하고, 연속 주조에 의해 두께가 240 내지 300mm인 슬래브를 제조하였다. 얻어진 슬래브를 사용하여, 표 3-1 내지 표 4-2에 나타내는 제조 조건에 의해, 표 5-1 내지 표 6-2에 나타내는 열연 강판을 얻었다.Steel having the chemical compositions shown in Tables 1 and 2 was melted and slabs having a thickness of 240 to 300 mm were manufactured by continuous casting. Using the obtained slabs, hot-rolled steel sheets shown in Tables 5-1 to 6-2 were obtained under the manufacturing conditions shown in Tables 3-1 to 4-2.
또한, 완냉각의 평균 냉각 속도는 5℃/s 미만으로 하였다. 또한, 표 4-1 및 표 4-2에 기재한 권취 온도는 50℃가 측정 하한이기 때문에, 50℃라고 기재한 예의 실제의 권취 온도는 50℃ 이하이다. 또한, 제조 No.7을 제외하고, 열간 압연의 최종 단으로부터 1단 전의 압연을 900℃ 이상, 1010℃ 미만에서 행하였다.In addition, the average cooling rate of the complete cooling was set to less than 5℃/s. In addition, since the coiling temperature described in Table 4-1 and Table 4-2 has a measurement lower limit of 50℃, the actual coiling temperature in the example described as 50℃ is 50℃ or lower. In addition, except for Production No. 7, the rolling one stage before the final stage of hot rolling was performed at 900℃ or higher and less than 1010℃.
또한, 제조 No.46의 열연 강판에 대해서는, 상술한 경압하를 행하지 않는 조건에서 제조하였다. 제조 No.46에 있어서, 열간 압연의 최종 단의 압연 후, 강판이 800℃로 냉각될 때까지의 부하 응력은 170kPa로 하였다.In addition, for the hot-rolled steel plate of production No. 46, it was manufactured under the condition of not performing the above-mentioned mild pressure. For production No. 46, the load stress until the steel plate was cooled to 800°C after the final stage of hot rolling was set to 170 kPa.
얻어진 열연 강판에 대하여 상술한 방법에 의해, 금속 조직의 면적률, E값, I값, Mn 농도의 표준 편차, 페라이트 중의 합금 탄화물의 평균 구 상당 반경 및 평균 개수 밀도, 인장 강도 TS, 전연신율 El을 구하였다. 또한, 상술한 방법에 의해, 평면 굽힘 피로 시험을 행함으로써 피로 특성을 평가하였다. 얻어진 측정 결과를 표 5-1 내지 표 6-2에 나타낸다.For the obtained hot-rolled steel sheet, the area ratio of the metal structure, E value, I value, standard deviation of Mn concentration, average spherical radius and average number density of alloy carbides in ferrite, tensile strength TS, and total elongation El were obtained by the above-described method. In addition, fatigue properties were evaluated by performing a plane bending fatigue test by the above-described method. The obtained measurement results are shown in Tables 5-1 to 6-2.
또한, 잔부 조직은, 본 강의 화학 조성, 제조 방법으로부터, 경질 조직이고, 베이나이트, 마르텐사이트 및 템퍼링 마르텐사이트 중 1종 또는 2종 이상이라고 판단하였다.In addition, the residual structure was judged to be a hard structure, and to be one or more types of bainite, martensite, and tempered martensite, based on the chemical composition and manufacturing method of this lecture.
열연 강판의 특성의 평가 방법Method for evaluating the properties of hot rolled steel plates
인장 특성Tensile properties
인장 강도 TS가 980MPa 이상, 또한 전연신율 El이 10.0% 이상, 또한 인장 강도 TS×전연신율 El이 13000MPa·% 이상인 경우, 높은 강도를 갖고, 또한 우수한 연성을 갖는 열연 강판이라고 하여 합격으로 판정하였다. 어느 하나라도 충족하지 않은 경우, 높은 강도를 갖고, 또한 우수한 연성을 갖는 열연 강판이 아니라고 하여 불합격으로 판정하였다.If the tensile strength TS is 980 MPa or more, and further the total elongation El is 10.0% or more, and further the tensile strength TS × total elongation El is 13000 MPa·% or more, it is considered a hot-rolled steel sheet having high strength and excellent ductility and is judged to be passed. If even one of them is not satisfied, it is considered a hot-rolled steel sheet not having high strength and excellent ductility and is judged to be failed.
피로 특성Fatigue characteristics
상술한 방법에 의해 평면 굽힘 피로 시험을 행함으로써, 각각의 반복 응력에서의 반복 경화율을 구하였다. 각각의 반복 응력에서의 반복 경화율의 최솟값이 1.00 이상인 경우, 반복 연화가 발생하지 않아, 우수한 피로 특성을 갖는 열연 강판이라고 하여 합격으로 판정하였다. 한편, 각각의 반복 응력에서의 반복 경화율의 최솟값이 1.00 미만인 경우, 우수한 피로 특성을 갖지 않는 열연 강판이라고 하여 불합격으로 판정하였다.By performing a plane bending fatigue test by the method described above, the cyclic hardening ratio at each cyclic stress was obtained. When the minimum value of the cyclic hardening ratio at each cyclic stress is 1.00 or more, it is judged as a hot-rolled steel sheet having excellent fatigue properties as no cyclic softening occurs and is judged as passed. On the other hand, when the minimum value of the cyclic hardening ratio at each cyclic stress is less than 1.00, it is judged as a hot-rolled steel sheet not having excellent fatigue properties and is judged as failed.
전단 가공성(2차 전단면 평가)Shear workability (secondary shear surface evaluation)
열연 강판의 전단 가공성은, 펀칭 시험에 의해 평가하였다.The shear workability of hot-rolled steel plates was evaluated by a punching test.
구멍 직경 10mm, 클리어런스 0%, 펀칭 속도 3m/s로 각 실시예에 대하여 펀칭 구멍을 3개씩 제작하였다. 다음으로 펀칭 구멍의 압연 방향에 직각인 판 두께 단면 및 압연 방향에 평행한 판 두께 단면을 각각 수지에 매립하고, 주사형 전자 현미경으로 단면 형상을 촬영하였다. 얻어진 관찰 사진에서는, 도 1 또는 도 2에 도시한 바와 같은 전단 단부면을 관찰할 수 있다. 또한, 도 1은 본 발명예에 관한 열연 강판의 전단 단부면의 일례이고, 도 2는 비교예에 관한 열연 강판의 전단 단부면의 일례이다. 도 1에서는, 처짐-전단면-파단면-버의 전단 단부면이다. 한편, 도 2에서는, 처짐-전단면-파단면-전단면-파단면-버의 전단 단부면이다. 여기서, 처짐이란 R 형상의 매끄러운 면의 영역이고, 전단면이란 전단 변형에 의해 분리된 펀칭 단부면의 영역이고, 파단면이란 날끝 근방에서 발생한 균열에 의해 분리된 펀칭 단부면의 영역이고, 버란 열연 강판의 하면으로부터 비어져 나온 돌기를 갖는 면이다.For each example, three punching holes were made with a hole diameter of 10 mm, a clearance of 0%, and a punching speed of 3 m/s. Next, a plate thickness cross-section perpendicular to the rolling direction of the punching holes and a plate thickness cross-section parallel to the rolling direction were each embedded in resin, and the cross-sectional shape was photographed with a scanning electron microscope. In the obtained observation photographs, a shear section as shown in FIG. 1 or FIG. 2 can be observed. In addition, FIG. 1 is an example of a shear section of a hot-rolled steel sheet according to an example of the present invention, and FIG. 2 is an example of a shear section of a hot-rolled steel sheet according to a comparative example. In FIG. 1, the shear section is sagging-shear section-fracture section-burr. On the other hand, in FIG. 2, the shear section is sagging-shear section-fracture section-shear section-fracture section-burr. Here, the sag is the area of the smooth surface of the R shape, the shear surface is the area of the punching end surface separated by shear deformation, the fracture surface is the area of the punching end surface separated by a crack that occurred near the edge of the blade, and the burr is the area having a protrusion protruding from the lower surface of the hot-rolled steel plate.
얻어진 전단 단부면 중, 압연 방향에 수직인 면 2면, 및 압연 방향에 평행한 면 2면에 있어서, 예를 들어 도 2에 도시한 바와 같은, 전단면-파단면-전단면이 보인 경우에는, 2차 전단면이 형성되었다고 판단하였다. 각 펀칭 구멍에 대하여 4면, 합계 12면을 관찰하고, 2차 전단면이 나타난 면이 하나도 없는 경우에, 우수한 전단 가공성을 갖는 열연 강판이라고 하여 합격으로 판정하고, 표 중에 「없음」이라고 기재하였다. 한편, 2차 전단면이 하나라도 형성된 경우에, 우수한 전단 가공성을 갖는 열연 강판이 아니라고 하여 불합격으로 판정하고, 표 중에 「있음」이라고 기재하였다.Among the obtained shear cross-sections, if, for example, shear cross-section-fracture cross-section-shear cross-section as shown in Fig. 2 was observed on two sides perpendicular to the rolling direction and two sides parallel to the rolling direction, it was determined that a secondary shear cross-section was formed. For each punching hole, four sides, a total of twelve sides, were observed, and if none of the sides showed a secondary shear cross-section, it was determined that the hot-rolled steel sheet had excellent shear workability and passed, and “None” was noted in the table. On the other hand, if even one secondary shear cross-section was formed, it was determined that the hot-rolled steel sheet did not have excellent shear workability and failed, and “Present” was noted in the table.
[표 1][Table 1]

[표 2][Table 2]

[표 3-1][Table 3-1]

[표 3-2][Table 3-2]

[표 4-1][Table 4-1]

[표 4-2][Table 4-2]

[표 5-1][Table 5-1]

[표 5-2][Table 5-2]

[표 6-1][Table 6-1]

[표 6-2][Table 6-2]

표 5-1 내지 표 6-2를 보면, 본 발명예에 관한 열연 강판은, 높은 강도를 가지면서, 우수한 연성, 피로 특성 및 전단 가공성을 갖는 것을 알 수 있다.Looking at Tables 5-1 to 6-2, it can be seen that the hot-rolled steel sheet according to the present invention has high strength, as well as excellent ductility, fatigue properties, and shear workability.
한편, 비교예에 관한 열연 강판은, 상기 특성 중 어느 하나 이상을 갖지 않는 것을 알 수 있다.Meanwhile, it can be seen that the hot-rolled steel plate for the comparative example does not have any one or more of the above characteristics.
본 발명에 관한 상기 양태에 따르면, 높은 강도를 가지면서, 우수한 연성, 피로 특성 및 전단 가공성을 갖는 열연 강판을 제공할 수 있다.According to the above aspect of the present invention, a hot-rolled steel sheet having high strength and excellent ductility, fatigue properties and shear workability can be provided.
본 발명에 관한 열연 강판은, 자동차 부재, 기계 구조 부재 나아가 건축 부재에 사용되는 공업용 소재로서 적합하다.The hot-rolled steel sheet according to the present invention is suitable as an industrial material used for automobile parts, machine structural parts, and even construction parts.
Claims (2)
C: 0.050 내지 0.250%,
Si: 0.05 내지 3.00%,
Mn: 1.00 내지 4.00%,
Ti, Nb 및 V 중 1종 또는 2종 이상: 합계로 0.060 내지 0.500%,
sol.Al: 0.001 내지 2.000%,
P: 0.100% 이하,
S: 0.0300% 이하,
N: 0.1000% 이하,
O: 0.0100% 이하,
Cu: 0 내지 2.00%,
Cr: 0 내지 2.00%,
Mo: 0 내지 1.00%,
Ni: 0 내지 2.00%,
B: 0 내지 0.0100%,
Ca: 0 내지 0.0200%,
Mg: 0 내지 0.0200%,
REM: 0 내지 0.1000%,
Bi: 0 내지 0.020%,
Zr, Co, Zn 및 W 중 1종 또는 2종 이상: 합계로 0 내지 1.00%, 그리고
Sn: 0 내지 0.05%를 함유하고,
잔부가 Fe 및 불순물로 이루어지고,
금속 조직이,
면적%로,
잔류 오스테나이트가 3.0% 미만이고,
페라이트가 15.0% 이상, 60.0% 미만이고,
펄라이트가 5.0% 미만이고,
상기 페라이트 중의 합금 탄화물의 평균 구 상당 반경이 0.5nm 이상, 5.0nm 미만이고, 평균 개수 밀도가 3.5×1016개/cm3 이상이고,
상기 금속 조직의 주기성을 나타내는 E값이 10.7 이상이고,
상기 금속 조직의 균일성을 나타내는 I값이 1.020 이상이고,
Mn 농도의 표준 편차가 0.60질량% 이하이고,
인장 강도가 980MPa 이상인 것을 특징으로 하는 열연 강판.Chemical composition, in mass%,
C: 0.050 to 0.250%,
Si: 0.05 to 3.00%,
Mn: 1.00 to 4.00%,
One or more of Ti, Nb and V: 0.060 to 0.500% in total,
sol.Al: 0.001 to 2.000%,
P: 0.100% or less,
S: 0.0300% or less,
N: 0.1000% or less,
O: 0.0100% or less,
Cu: 0 to 2.00%,
Cr: 0 to 2.00%,
Mo: 0 to 1.00%,
Ni: 0 to 2.00%,
B: 0 to 0.0100%,
Ca: 0 to 0.0200%,
Mg: 0 to 0.0200%,
REM: 0 to 0.1000%,
Bi: 0 to 0.020%,
One or more of Zr, Co, Zn and W: 0 to 1.00% in total, and
Sn: Contains 0 to 0.05%,
The remainder consists of Fe and impurities,
Metal organization,
In % of area,
Retained austenite is less than 3.0%,
Ferrite is 15.0% or more and less than 60.0%,
Perlite is less than 5.0%,
The average spherical radius of the alloy carbide among the above ferrites is 0.5 nm or more and less than 5.0 nm, and the average number density is 3.5×10 16 pieces/cm 3 or more,
The E value indicating the periodicity of the above metal structure is 10.7 or more,
The I value indicating the uniformity of the metal structure is 1.020 or more,
The standard deviation of Mn concentration is 0.60 mass% or less,
Hot rolled steel sheet characterized by a tensile strength of 980 MPa or more.
상기 화학 조성이, 질량%로,
Cu: 0.01 내지 2.00%,
Cr: 0.01 내지 2.00%,
Mo: 0.01 내지 1.00%,
Ni: 0.02 내지 2.00%,
B: 0.0001 내지 0.0100%,
Ca: 0.0005 내지 0.0200%,
Mg: 0.0005 내지 0.0200%,
REM: 0.0005 내지 0.1000%, 및
Bi: 0.0005 내지 0.020%
로 이루어지는 군에서 선택되는 1종 또는 2종 이상을 함유하는 것을 특징으로 하는 열연 강판.In the first paragraph,
The above chemical composition, in mass%,
Cu: 0.01 to 2.00%,
Cr: 0.01 to 2.00%,
Mo: 0.01 to 1.00%,
Ni: 0.02 to 2.00%,
B: 0.0001 to 0.0100%,
Ca: 0.0005 to 0.0200%,
Mg: 0.0005 to 0.0200%,
REM: 0.0005 to 0.1000%, and
Bi: 0.0005 to 0.020%
A hot-rolled steel sheet characterized by containing one or more types selected from the group consisting of:
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2022-015116 | 2022-02-02 | ||
| JP2022015116 | 2022-02-02 | ||
| PCT/JP2023/002651 WO2023149374A1 (en) | 2022-02-02 | 2023-01-27 | Hot-rolled steel sheet |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20240128926A true KR20240128926A (en) | 2024-08-27 |
Family
ID=87552303
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020247024648A KR20240128926A (en) | 2022-02-02 | 2023-01-27 | hot rolled steel plate |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JPWO2023149374A1 (en) |
| KR (1) | KR20240128926A (en) |
| CN (1) | CN118591650A (en) |
| WO (1) | WO2023149374A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2024048584A1 (en) * | 2022-08-29 | 2024-03-07 | 日本製鉄株式会社 | Hot-rolled steel sheet |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10168544A (en) | 1996-12-10 | 1998-06-23 | Nkk Corp | Cold rolled steel sheet excellent in blanking property and its production |
| JP2005179703A (en) | 2003-12-16 | 2005-07-07 | Kobe Steel Ltd | High strength steel sheet having excellent elongation and stretch-flange formability |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20190055633A1 (en) * | 2017-08-16 | 2019-02-21 | U.S. Army Research Laboratory Attn: Rdrl-Loc-I | Methods and compositions for improved low alloy high nitrogen steels |
| US20230257845A1 (en) * | 2020-08-27 | 2023-08-17 | Nippon Steel Corporation | Hot-rolled steel sheet |
| US20240167113A1 (en) * | 2021-03-31 | 2024-05-23 | Nippon Steel Corporation | Steel plate, method for producing steel plate, and method for producing intermediate steel plate |
-
2023
- 2023-01-27 CN CN202380018716.1A patent/CN118591650A/en active Pending
- 2023-01-27 WO PCT/JP2023/002651 patent/WO2023149374A1/en active Application Filing
- 2023-01-27 KR KR1020247024648A patent/KR20240128926A/en unknown
- 2023-01-27 JP JP2023578535A patent/JPWO2023149374A1/ja active Pending
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH10168544A (en) | 1996-12-10 | 1998-06-23 | Nkk Corp | Cold rolled steel sheet excellent in blanking property and its production |
| JP2005179703A (en) | 2003-12-16 | 2005-07-07 | Kobe Steel Ltd | High strength steel sheet having excellent elongation and stretch-flange formability |
Non-Patent Citations (3)
| Title |
|---|
| D. L. Naik, H. U. Sajid, R. Kiran, Metals 2019, 9, 546 |
| J. Webel, J. Gola, D. Britz, F. Mucklich, Materials Characterization 144 (2018) 584-596 |
| K. Zuiderveld, Contrast Limited Adaptive Histogram Equalization, Chapter VIII.5, Graphics Gems IV. P.S. Heckbert (Eds.), Cambridge, MA, Academic Press, 1994, pp.474-485 |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2023149374A1 (en) | 2023-08-10 |
| JPWO2023149374A1 (en) | 2023-08-10 |
| CN118591650A (en) | 2024-09-03 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| WO2015046339A1 (en) | High-strength steel sheet having excellent ductility and low-temperature toughness, and method for producing same | |
| JP7239009B2 (en) | hot rolled steel | |
| JP7495640B2 (en) | Hot-rolled steel sheets | |
| JP6784343B1 (en) | Hot-rolled steel sheet | |
| CN117178069A (en) | Steel sheet, component, and method for producing same | |
| WO2023063010A1 (en) | Hot-rolled steel plate | |
| KR20240128926A (en) | hot rolled steel plate | |
| WO2021251276A1 (en) | Steel sheet and manufacturing method therefor | |
| WO2023063014A1 (en) | Hot-rolled steel plate | |
| JP7495641B2 (en) | Hot-rolled steel sheets | |
| WO2022044492A1 (en) | Hot-rolled steel sheet | |
| CN115244203B (en) | Hot rolled steel sheet | |
| JP7260825B2 (en) | hot rolled steel | |
| WO2024048584A1 (en) | Hot-rolled steel sheet | |
| WO2024095809A1 (en) | Hot-rolled steel sheet | |
| WO2024053701A1 (en) | Hot-rolled steel sheet | |
| WO2024080327A1 (en) | Hot-rolled steel sheet | |
| WO2024142492A1 (en) | Hot-rolled steel sheet | |
| JP7260824B2 (en) | hot rolled steel | |
| CN114651078B (en) | Hot rolled steel sheet | |
| KR102706912B1 (en) | hot rolled steel plate | |
| US20230323496A1 (en) | Hot-rolled steel sheet | |
| WO2021140893A1 (en) | Steel sheet and method for manufacturing same | |
| CN117062934A (en) | Steel sheet, component, and method for producing same |