KR20220166959A - 연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 - Google Patents
연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 Download PDFInfo
- Publication number
- KR20220166959A KR20220166959A KR1020210075885A KR20210075885A KR20220166959A KR 20220166959 A KR20220166959 A KR 20220166959A KR 1020210075885 A KR1020210075885 A KR 1020210075885A KR 20210075885 A KR20210075885 A KR 20210075885A KR 20220166959 A KR20220166959 A KR 20220166959A
- Authority
- KR
- South Korea
- Prior art keywords
- printing
- shirt
- unit
- continuous
- jig
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Ceased
Links
- 238000007639 printing Methods 0.000 title claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000012546 transfer Methods 0.000 claims abstract description 18
- 230000003252 repetitive effect Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 description 15
- 230000032258 transport Effects 0.000 description 8
- 239000003086 colorant Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000004744 fabric Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000007650 screen-printing Methods 0.000 description 6
- 239000007921 spray Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000008570 general process Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/38—Drives, motors, controls or automatic cut-off devices for the entire printing mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/26—Printing on other surfaces than ordinary paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
Landscapes
- Engineering & Computer Science (AREA)
- Textile Engineering (AREA)
- Treatment Of Fiber Materials (AREA)
Abstract
Description
도 2은 본 발명에 의한 연속식 DTG프린팅 인쇄시스템을 개략적으로 도시한 평면도.
도 3은 본 발명의 컨베이어 장치부를 도시한 사시도.
도 4는 도 3의 선로방향전환장치를 도시한 사시도.
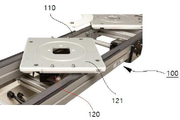
도 5는 도 3의 로테이션 프린트베드의 설치구조를 도시한 사시도.
도 6은 도 3의 로테이션 프린트베드의 내부구조를 도시한 사시도.
도 7은 본 발명의 프린팅 장치부를 도시한 정면도.
도 8은 도 7의 유닛 이송장치를 도시한 사시도.
도 9는 도 7의 프린트헤드 유닛을 도시한 사시도.
도 10은 도 7의 프린트헤드 유닛을 도시한 저면도.
Claims (8)
- 반제품 상태의 티셔츠를 트랙형태의 주행선로에 공급하여 프린터부까지 자동 이송되도록 하고, 프린팅 작업된 티셔츠를 다시 티셔츠 공급부 위치까지 이송시켜 반출되도록 하는 컨베이어 장치부;
컨베이어 장치부에 의해 이송되어 온 티셔츠를 프린팅 작업하는 프린팅 장치부; 및
상기 컨베이어 장치부 및 프린팅 장치부의 작동을 컨트롤하는 제어부;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 제 1항에 있어서,
상기 컨베이어 장치부는,
직선구간 및 곡선구간이 연속되는 트랙형태의 이송경로를 갖는 순환형 주행선로를 형성하고, 상기 주행선로 상에는 티셔츠를 탑재하여 이송하는 복수 개의 로테이션 프린트베드가 설치되며, 상기 주행선로의 방향이 전환되는 지점에는 로테이션 프린트베드의 진행방향을 전환시켜 주기위한 선로방향전환장치를 구비하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 제 1항에 있어서,
상기 프린팅 장치부는 주행선로를 가로질러서 설치되는 본체부와, 상기 본체부에 탑재되어 티셔츠에 프린팅 작업을 수행하는 프린트헤드 유닛으로 구성되되, 상기 본체부는 주행선로 양측에 수직하게 세워서 지주부를 형성하고, 상기 지주부의 상단을 연결시켜 프린트헤드 거치대를 형성하며, 상기 프린트헤드 거치대에는 유닛 이송장치가 길이방향으로 설치되고, 상기 유닛 이송장치에 프린트헤드 유닛이 결합되어 왕복 이동하면서 티셔츠에 프린팅 작업을 수행하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 제 3항에 있어서,
상기 유닛 이송장치는 리니어 엑츄에이터가 사용되는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 제 3항에 있어서,
상기 프린트헤드 유닛은 화이트칼라와 유색칼라를 동시에 출력할 수 있는 8배열 프린트헤드 유닛이 사용되는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 제 1항에 있어서,
상기 제어부는 작업단계별 로테이션 프린트베드의 진행속도를 다르게 설정하여 제어하고, 반복 작업으로 인한 누적공차가 발생된 경우, 자동으로 이를 보정하는 자동 캘리브레이션 작동을 제어하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
- 작업대상 티셔츠를 미리 지그에 삽입하여 준비하는 단계;
컨베이어 장치부의 티셔츠 공급부에서 티셔츠가 씌워진 지그를 주행선로 상에 결합되어 주행하는 로테이션 프린트베드 상에 탑재되도록 하는 단계;
지그를 탑재한 로테이션 프린트베드가 프린트 장치부에 진입하는 단계;
프린트 장치부에 진입된 티셔츠에 프린팅 작업을 수행하는 단계;
프린팅 작업이 완료된 티셔츠를 로테이션 프린트베드에 의해 티셔츠 공급부로 복귀하는 단계;
티셔츠가 탑재된 로테이션 프린트베드의 탑재대가 90도 회전하여 티셔츠 공급부 방향을 향하게 되어 작업자가 티셔츠 및 지그를 꺼내는 단계;
지그를 꺼낸 로테이션 프린트베드에 새로운 작업대상 티셔츠가 씌워진 지그를 탑재시키는 단계;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법.
- 제 7항에 있어서,
상기 로테이션 프린트베드에 탑재된 지그가 주행 중에 이탈되지 않도록 고정하는 수단을 마련하고, 지그가 탑재되는 탑재대가 주행 중일 때에는 주행선로의 방향을 향하도록 하고, 티셔츠 공급부에 위치했을 때는 90도 회전하여 티셔츠 공급부 방향을 향하도록 작동하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210075885A KR20220166959A (ko) | 2021-06-11 | 2021-06-11 | 연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210075885A KR20220166959A (ko) | 2021-06-11 | 2021-06-11 | 연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220166959A true KR20220166959A (ko) | 2022-12-20 |
Family
ID=84539054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210075885A Ceased KR20220166959A (ko) | 2021-06-11 | 2021-06-11 | 연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20220166959A (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202300021291A1 (it) * | 2023-10-12 | 2025-04-12 | Electronics For Imaging Inc | Sistema per stampa diretta su tessuti |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180051535A (ko) | 2015-08-14 | 2018-05-16 | 엠엔알 프린팅 이큅먼트, 인크. | 하이브리드 실크 스크린 및 다이렉트 투 가먼트 프린팅 기계 및 방법 |
-
2021
- 2021-06-11 KR KR1020210075885A patent/KR20220166959A/ko not_active Ceased
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180051535A (ko) | 2015-08-14 | 2018-05-16 | 엠엔알 프린팅 이큅먼트, 인크. | 하이브리드 실크 스크린 및 다이렉트 투 가먼트 프린팅 기계 및 방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| IT202300021291A1 (it) * | 2023-10-12 | 2025-04-12 | Electronics For Imaging Inc | Sistema per stampa diretta su tessuti |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| AU2023200494B2 (en) | Hybrid silk screen and direct-to-garment printing machine and process | |
| US8292395B2 (en) | Matrix printing device | |
| US7607745B2 (en) | Digital printing machine | |
| US20230364926A1 (en) | Reconfigurable support pads for fabric image transfers | |
| KR102558098B1 (ko) | 인쇄물을 인쇄하기 위한 인쇄 시스템 및 방법 | |
| EP3130466A2 (en) | Apparatus for preparing a screen printing screen | |
| CN102046390A (zh) | 印刷机和用于印刷印刷物的方法 | |
| US6484629B1 (en) | Automatic textile unloader for a printing machine | |
| KR20220166959A (ko) | 연속식 dtg프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법 | |
| KR102404208B1 (ko) | 프리플로우 컨베이어 방식 직접 인쇄시스템 | |
| HK40045845B (en) | Hybrid silk screen and direct-to-garment printing machine | |
| HK40045845A (en) | Hybrid silk screen and direct-to-garment printing machine | |
| JPH05138856A (ja) | 多色スクリーン印刷方法およびその装置 | |
| HK1256724B (en) | Hybrid silk screen and direct-to-garment printing machine and process |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| PA0109 | Patent application |
Patent event code: PA01091R01D Comment text: Patent Application Patent event date: 20210611 |
|
| PA0201 | Request for examination | ||
| PG1501 | Laying open of application | ||
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
Comment text: Notification of reason for refusal Patent event date: 20230317 Patent event code: PE09021S01D |
|
| E601 | Decision to refuse application | ||
| PE0601 | Decision on rejection of patent |
Patent event date: 20230718 Comment text: Decision to Refuse Application Patent event code: PE06012S01D Patent event date: 20230317 Comment text: Notification of reason for refusal Patent event code: PE06011S01I |