KR20220166959A - Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt - Google Patents
Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt Download PDFInfo
- Publication number
- KR20220166959A KR20220166959A KR1020210075885A KR20210075885A KR20220166959A KR 20220166959 A KR20220166959 A KR 20220166959A KR 1020210075885 A KR1020210075885 A KR 1020210075885A KR 20210075885 A KR20210075885 A KR 20210075885A KR 20220166959 A KR20220166959 A KR 20220166959A
- Authority
- KR
- South Korea
- Prior art keywords
- printing
- shirt
- unit
- continuous
- jig
- Prior art date
Links
- 238000007639 printing Methods 0.000 title claims abstract description 89
- 238000004519 manufacturing process Methods 0.000 title claims abstract description 15
- 238000012546 transfer Methods 0.000 claims abstract description 18
- 230000003252 repetitive effect Effects 0.000 claims description 4
- 238000000034 method Methods 0.000 description 15
- 230000032258 transport Effects 0.000 description 8
- 239000003086 colorant Substances 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 239000004744 fabric Substances 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 238000007650 screen-printing Methods 0.000 description 6
- 239000007921 spray Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000003973 paint Substances 0.000 description 2
- 238000000926 separation method Methods 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 2
- 238000009825 accumulation Methods 0.000 description 1
- 230000001186 cumulative effect Effects 0.000 description 1
- 238000000151 deposition Methods 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000005516 engineering process Methods 0.000 description 1
- 230000008570 general process Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000009434 installation Methods 0.000 description 1
- 229920006267 polyester film Polymers 0.000 description 1
- 238000007781 pre-processing Methods 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000012216 screening Methods 0.000 description 1
- 230000006641 stabilisation Effects 0.000 description 1
- 238000011105 stabilization Methods 0.000 description 1
- 230000001629 suppression Effects 0.000 description 1
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J29/00—Details of, or accessories for, typewriters or selective printing mechanisms not otherwise provided for
- B41J29/38—Drives, motors, controls or automatic cut-off devices for the entire printing mechanism
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41J—TYPEWRITERS; SELECTIVE PRINTING MECHANISMS, i.e. MECHANISMS PRINTING OTHERWISE THAN FROM A FORME; CORRECTION OF TYPOGRAPHICAL ERRORS
- B41J3/00—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed
- B41J3/407—Typewriters or selective printing or marking mechanisms characterised by the purpose for which they are constructed for marking on special material
- B41J3/4078—Printing on textile
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M1/00—Inking and printing with a printer's forme
- B41M1/26—Printing on other surfaces than ordinary paper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B41—PRINTING; LINING MACHINES; TYPEWRITERS; STAMPS
- B41M—PRINTING, DUPLICATING, MARKING, OR COPYING PROCESSES; COLOUR PRINTING
- B41M5/00—Duplicating or marking methods; Sheet materials for use therein
- B41M5/0041—Digital printing on surfaces other than ordinary paper
-
- D—TEXTILES; PAPER
- D06—TREATMENT OF TEXTILES OR THE LIKE; LAUNDERING; FLEXIBLE MATERIALS NOT OTHERWISE PROVIDED FOR
- D06P—DYEING OR PRINTING TEXTILES; DYEING LEATHER, FURS OR SOLID MACROMOLECULAR SUBSTANCES IN ANY FORM
- D06P5/00—Other features in dyeing or printing textiles, or dyeing leather, furs, or solid macromolecular substances in any form
Abstract
Description
본 발명은 연속식 DTG(Direct To Garment)프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법에 관한 것으로서, 보다 상세하게는 반제품 상태의 티셔츠를 트랙형태의 주행선로에 공급하여 프린터부까지 자동 이송되도록 하고, 프린팅 작업된 티셔츠를 다시 티셔츠 공급부 위치까지 이송시켜 반출되도록 하는 자동화 시스템을 통한 대량 생산방식을 제공하도록 된 연속식 DTG프린팅 인쇄시스템 및 이를 이용한 티셔츠 프린팅 제조방법에 관한 것이다.The present invention relates to a continuous DTG (Direct To Garment) printing printing system and a T-shirt printing manufacturing method using the same. It relates to a continuous DTG printing printing system and a T-shirt printing manufacturing method using the same to provide a mass production method through an automated system that transfers printed T-shirts to the T-shirt supply unit and carries them out.
스크린 프린팅은 수천 년이 되었고 잉크를 패턴을 갖는 스크린 상에 정착시키는 것 및 잉크를 그것이 스크린을 통과해 스크리닝될 물품 위로 전달되도록 스퀴징하는 것을 수반한다. 스크린 프린팅은 통상적으로 의복 이를테면 T-셔츠, 팬츠, 및 핸드백들 및 토트들과 같은 다른 물품들을 장식하기 위해 사용된다. 기발한 표지 이를 테면 장식, 슬로건, 대학명, 또는 스포츠 팀명을 티셔츠 및 다른 의복 상에 인쇄하는 것을 전문으로 하는 부티크들은 통상적으로 쇼핑몰들에 보인다. 이러한 부티크들에서 이용가능한 표지는 기판 상에 미리 인쇄되어 부티크 운영자들이 열 프레스를 이용하여 소비자가 구매한 의류 품목들에 붙일 수 있거나, 또는 의류 품목에 직접 붙여질 수 있다. 표지는 단순한 단색 문자들 또는 정교한 다색 삽화들을 포함할 수 있다.Screen printing is thousands of years old and involves depositing ink onto a screen with a pattern and squeezing the ink so that it passes through the screen and onto the item to be screened. Screen printing is commonly used to decorate clothing such as T-shirts, pants, and other items such as handbags and totes. BACKGROUND OF THE INVENTION Boutiques that specialize in printing whimsical insignia such as embellishments, slogans, university names, or sports team names onto T-shirts and other apparel are commonly seen in shopping malls. The labels available in these boutiques can be pre-printed on a substrate so that boutique operators can use a heat press to apply them to items of clothing purchased by consumers, or they can be applied directly to items of clothing. Covers can include simple monochromatic text or elaborate multicolor illustrations.
실크 스크리닝 산업에는 멀티-스테이션 터릿형(미국 특허 공보 번호 2011/0290127) 및 타원형(미국 특허 공보번호 2010/0000429) 인쇄기들(이러한 특허 출원들 양자는 본 출원에 참조로 통합되고 본 출원의 부분을 이룬다)이 흔히 쓰인다. 이러한 인쇄기들은 그것들의 주변을 따라 이격되는 복수의 평대 또는 평압반을 각 색상마다 하나씩 갖는다. 채용되는 스테이션들의 수는 객체 상에 인쇄될 색상들의 수에 따른다. 표지는 10개 이하 또는 그 이상의 색상으로 이루어질 수 있다.The silk screening industry includes multi-station turret type (US Patent Publication No. 2011/0290127) and elliptical (US Patent Publication No. 2010/0000429) printers (both of these patent applications are incorporated herein by reference and are made a part of this application). ) is commonly used. These presses have a plurality of platens or platens spaced along their periphery, one for each color. The number of stations employed depends on the number of colors to be printed on the object. A label may consist of no more than 10 or more colors.
스크린 프린팅에서 하나의 중요한 과제는 각 스크린을 준비하는 데 필요한 시간이다. 인쇄용 스크린들을 셋업하기 위한 일반적인 프로세스는 다음과 같다:One major challenge in screen printing is the time required to prepare each screen. The general process for setting up screens for printing is as follows:
첫째, 삽화가 셋업된다. 양화 필름 형태인 삽화는 레이아웃 보드 상에 고정된다. 다음으로, 이송 시트(임의로 투명 폴리에스테르 필름)가 레이아웃 보드 상에 놓인다. 개인은 사람 손으로 삽화를 하나 이상의 이송 시트에 전달함으로써 색상들을 나눈다. 이러한 분리/이송 프로세스에서, 각 이송 시트는 최종 스크리닝된 직물에 사용될 각각의 색상 나타낸다. 그에 따라, 여섯 개의 색상이 스크리닝되는 경우, 여섯 개의 이송 시트(작품 분리)가 완비될 것이다.First, the artwork is set up. Artwork in the form of positive film is fixed on a layout board. Next, a transfer sheet (optionally transparent polyester film) is placed on the layout board. The individual divides the colors by hand transferring the artwork to one or more transfer sheets. In this separation/transfer process, each transfer sheet represents a respective color to be used in the final screened fabric. Accordingly, when six colors are screened, six transfer sheets (piece separation) will be complete.
둘째로, 스텐실 스크린들이 만들어진다(각 색상 또는 프린트 헤드마다 하나씩). 표지 또는 디자인은 종래 프로세스에 의해 스크린에 형성된다. 스크린의 메쉬는 일반적으로 자외선에 민감한 유제로 커버되고 기본적으로 광원, 진공, 커버, 및 그것들 사이에 배치되는 테이블을 갖는 진공 노광 유닛으로 표현된다. 각 이송 시트는 이송시트가 광원 및 스크린 사이에 배치되도록 유제로 커버된, 미리 신장된 스크린과 정렬된다. 커버가 닫히고 스크린/이송 시트 조합은 그것들을 서로 접촉하게 하기 위해 진공 처리되고 UV 광 처리된다. 그 다음 노광된 스크린은 화학 처리되어 프린팅 스크린이 된다. 최신 기술들 및 화학제에 따라 프로세싱은 노광된 스크린에 고전력 수분 분무를 가함으로써 수행될 수 있다.Second, stencil screens are made (one for each color or print head). A sign or design is formed on the screen by a conventional process. The mesh of the screen is generally covered with an emulsion sensitive to ultraviolet light and is basically represented by a vacuum exposure unit having a light source, a vacuum, a cover, and a table disposed between them. Each transfer sheet is aligned with a pre-stretched screen covered with emulsion so that the transfer sheet is placed between the light source and the screen. The cover is closed and the screen/transfer sheet combination is vacuum treated and UV light treated to bring them into contact with each other. The exposed screen is then chemically treated to become a printing screen. According to state-of-the-art technologies and chemistries, processing may be performed by applying a high power water spray to the exposed screen.
자외선(UV) 광에 노광되고 처리될 때(보통 전력 수분 분무에 의해), (이를테면 스텐실에 의해) 커버된 스크린의 메쉬 또는 그러한 부분들은 열린 채로(간극들이 형성되어) 있고, 광, 도료, 또는 잉크가 메쉬를 통과하게 한다.When exposed to ultraviolet (UV) light and treated (usually by electric power water spray), the mesh or such portions of the screen covered (such as by a stencil) remain open (interstices are formed) and the light, paint, or Let the ink pass through the mesh.
스텐실에 의해 커버되지 않은 스크린 메쉬의 부분들은 노광되고 처리되면 불투명하게 되어, 광, 도료, 또는 잉크가 메쉬를 통과하는 것을 막는다.Portions of the screen mesh not covered by the stencil become opaque when exposed and treated, preventing light, paint, or ink from passing through the mesh.
구체적으로, UV 광에 노광되지 않은 메쉬의 부분들(노광되지 않은 스텐실/[0011] 디자인)은 제거되고 프린팅 프로세스 동안 잉크가 메쉬를 통과하도록 그것에 개구들 또는 간극들을 생성한다. 스크린에서의 간극들은 특정 색상의 잉크가 직물 또는 다른 기판 위로 정착될 위치들을 나타낸다.Specifically, portions of the mesh that are not exposed to UV light (unexposed stencil/[0011] design) are removed and create openings or interstices in it to allow ink to pass through the mesh during the printing process. Gaps in the screen represent locations where ink of a particular color will settle onto a fabric or other substrate.
세번째로, 각 프린팅 스크린은 프린팅 헤드에 고정된다. 그 다음 한 색상의 잉크가 각 프린팅 헤드에 놓인다.Thirdly, each printing screen is fixed to the printing head. Then one color of ink is placed on each print head.
직물들은 한 번에 하나씩 이동식 팔렛트들로 로딩되고 팔렛트들은 각 스테이션이 상이한 색상의 잉크를 갖는 프린팅 스테이션들의 각각으로 이동한다. 잉크는 각 스테이션에서 스크린을 통해 각 직물에 도포된다. 각 직물은 큐어링되고 잉크가 셋팅되게 된다.Fabrics are loaded onto moving pallets one at a time and the pallets travel to each of the printing stations where each station has a different color of ink. Ink is applied to each fabric through a screen at each station. Each fabric is cured and the ink set.
스크린 준비 프로세스를 더 빠르게 하려는 시도는 본 출원에 참조로 원용되고 본 출원의 부분을 이루는 공동 양수된 미국 특허 공보 번호 2014/0261029에 개시된 다이렉트 투 스크린(DTS; direct to screen) 기계이다. DTS(다이렉트 투 스크린) 기계들에 의하더라도, 그것은 각 스크린을 준비하는 데 10분 내지 20분이 소요될 수 있다.An attempt to speed up the screen preparation process is a direct to screen (DTS) machine disclosed in commonly assigned US Patent Publication No. 2014/0261029, incorporated herein by reference and making a part of this application. Even with DTS (direct to screen) machines, it can take 10 to 20 minutes to prepare each screen.
스크린 프린팅에 대한 하나의 대안예는 피에조 헤드들을 갖는 DTG(다이렉트 투 가먼트) 디지털 프린터들이다.One alternative to screen printing is direct to garment (DTG) digital printers with piezo heads.
이러한 DTG 기계들은 기계의 컴퓨터 제어기로 로딩되는 디지털 파일로부터 색들을 분리한 다음, 색들을 피에조헤드들을 통해 가먼트 위로 단순 분무할 수 있는 이점을 갖는다. 한계는 피에조 헤드들이 스크린 프린팅과 비교할 때 매우 느릴 수 있다는 것이고, 그에 따라 그것이 대형 실행 가먼트 작업들을 위해 DTG 프린팅 기계들을 사용하는 것, 뿐만 아니라 디지털 프린터들을 스크린 프린팅 기계들과 조화시키는 것은 스크린 인쇄기의 속도를 약 1/2 내지 2/3배만큼 늦추기 때문에 경제적이지 않은 문제점이 있었다.These DTG machines have the advantage of being able to separate the colors from a digital file that is loaded into the machine's computer controller and then simply spray the colors onto the garment via piezo heads. A limitation is that piezo heads can be very slow compared to screen printing, so it is difficult to use DTG printing machines for large run garment jobs, as well as coordinating digital printers with screen printing machines. There was a problem that was not economical because it slowed down the speed by about 1/2 to 2/3 times.
이와 같은 DTG 프린팅 장비를 이용한 방식은 한사람이 티셔츠를 장비에 삽입하여 프린팅한 후 다시 이러한 동작을 반복하는 작업을 수행하는 것으로서 작업이 비효율적일 뿐만 아니라, 작업품질이 균일하지 못한 문제점이 있었다.In the method using such a DTG printing equipment, one person inserts a T-shirt into the equipment, prints it, and then repeats the same operation, which is not only inefficient but also has a problem of uneven work quality.
본 발명의 목적은 반제품 상태의 티셔츠를 트랙형태의 주행선로에 공급하여 프린터부까지 자동 이송되도록 하고, 프린팅 작업된 티셔츠를 다시 티셔츠 공급부 위치까지 이송시켜 반출되도록 하는 자동화 시스템을 통한 생산방식을 제공함에 있다.An object of the present invention is to supply a T-shirt in a semi-finished state to a track-shaped running track so that it is automatically transported to the printer unit, and to provide a production method through an automated system that transports the printed T-shirt back to the T-shirt supply unit position and takes it out. there is.
본 발명의 목적을 달성하기 위한 본 발명의 일실시예에 따르면, 반제품 상태의 티셔츠를 트랙형태의 주행선로에 공급하여 프린터부까지 자동 이송되도록 하고, 프린팅 작업된 티셔츠를 다시 티셔츠 공급부 위치까지 이송시켜 반출되도록 하는 컨베이어 장치부; 컨베이어 장치부에 의해 이송되어 온 티셔츠를 프린팅 작업하는 프린팅 장치부; 및 상기 컨베이어 장치부 및 프린팅 장치부의 작동을 컨트롤하는 제어부;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템이 제공될 수 있다.According to one embodiment of the present invention for achieving the object of the present invention, a T-shirt in a semi-finished state is supplied to a track-shaped driving line so that it is automatically transported to the printer unit, and the printed T-shirt is transported back to the T-shirt supply unit position. Conveyor unit to be carried out; a printing device unit for printing the T-shirt transported by the conveyor device unit; and a controller for controlling the operation of the conveyor unit and the printing unit. A continuous DTG printing printing system may be provided.
이때, 상기 컨베이어 장치부는, 직선구간 및 곡선구간이 연속되는 트랙형태의 이송경로를 갖는 순환형 주행선로를 형성하고, 상기 주행선로 상에는 티셔츠를 탑재하여 이송하는 복수 개의 로테이션 프린트베드가 설치되며, 상기 주행선로의 방향이 전환되는 지점에는 로테이션 프린트베드의 진행방향을 전환시켜 주기위한 선로방향전환장치를 구비하는 것을 특징으로 한다.At this time, the conveyor device unit forms a circular running track having a track-shaped transport path in which straight sections and curved sections are continuous, and a plurality of rotational print beds for loading and transporting T-shirts are installed on the running track. It is characterized by having a track direction changing device for changing the traveling direction of the rotation print bed at the point where the direction of the running line is changed.
또한, 상기 프린팅 장치부는 주행선로를 가로질러서 설치되는 본체부와, 상기 본체부에 탑재되어 티셔츠에 프린팅 작업을 수행하는 프린트헤드 유닛으로 구성되되, 상기 본체부는 주행선로 양측에 수직하게 세워서 지주부를 형성하고, 상기 지주부의 상단을 연결시켜 프린트헤드 거치대를 형성하며, 상기 프린트헤드 거치대에는 유닛 이송장치가 길이방향으로 설치되고, 상기 유닛 이송장치에 프린트헤드 유닛이 결합되어 왕복 이동하면서 티셔츠에 프린팅 작업을 수행하는 것을 특징으로 한다.In addition, the printing device unit is composed of a main body installed across the running track and a print head unit mounted on the main body to perform a printing operation on a T-shirt. and connects the upper end of the support unit to form a print head holder, a unit transport device is installed in the longitudinal direction on the print head holder, and a print head unit is coupled to the unit transport device to perform a printing operation on a T-shirt while reciprocating. characterized by carrying out
이때, 상기 유닛 이송장치는 리니어 엑츄에이터가 사용되는 것을 특징으로 한다.At this time, the unit transfer device is characterized in that a linear actuator is used.
또한, 상기 프린트헤드 유닛은 화이트칼라와 유색칼라를 동시에 출력할 수 있는 8배열 프린트헤드 유닛이 사용되는 것을 특징으로 한다.In addition, the print head unit is characterized in that an 8-array print head unit capable of simultaneously outputting white color and colored color is used.
그리고, 상기 제어부는 작업단계별 로테이션 프린트베드의 진행속도를 다르게 설정하여 제어하고, 반복 작업으로 인한 누적공차가 발생된 경우, 자동으로 이를 보정하는 자동 캘리브레이션 작동을 제어하는 것을 특징으로 한다.In addition, the control unit sets and controls the moving speed of the rotation print bed differently for each work step, and controls an automatic calibration operation that automatically corrects accumulated tolerances due to repetitive work.
본 발명의 다른 실시예에 따르면,According to another embodiment of the present invention,
작업대상 티셔츠를 미리 지그에 삽입하여 준비하는 단계;preparing the work target T-shirt by inserting it into a jig in advance;
컨베이어 장치부의 티셔츠 공급부에서 티셔츠가 씌워진 지그를 주행선로 상에 결합되어 주행하는 로테이션 프린트베드 상에 탑재되도록 하는 단계;A step of mounting a jig covered with a T-shirt in the T-shirt supply unit of the conveyor device unit on a rotational print bed that is coupled to a running track and travels;
지그를 탑재한 로테이션 프린트베드가 프린트 장치부에 진입하는 단계;Entering the rotation print bed loaded with the jig into the print device unit;
프린트 장치부에 진입된 티셔츠에 프린팅 작업을 수행하는 단계;performing a printing job on the T-shirt entered into the printing device unit;
프린팅 작업이 완료된 티셔츠를 로테이션 프린트베드에 의해 티셔츠 공급부로 복귀하는 단계;Returning the T-shirt on which the printing job is completed to the T-shirt supply unit by means of a rotation print bed;
티셔츠가 탑재된 로테이션 프린트베드의 탑재대가 90도 회전하여 티셔츠 공급부 방향을 향하게 되어 작업자가 티셔츠 및 지그를 꺼내는 단계; 및A step of turning the mounting table of the rotation print bed on which the T-shirt is mounted to face the T-shirt supply unit by 90 degrees so that the operator takes out the T-shirt and the jig; and
지그를 꺼낸 로테이션 프린트베드에 새로운 작업대상 티셔츠가 씌워진 지그를 탑재시키는 단계;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법이 제공될 수 있다.A T-shirt printing manufacturing method using a continuous DTG printing printing system may be provided, comprising the steps of mounting a jig covered with a new work target T-shirt on a rotational print bed from which the jig was taken out.
여기서, 상기 로테이션 프린트베드에 탑재된 지그가 주행 중에 이탈되지 않도록 고정하는 수단을 마련하고, 지그가 탑재되는 탑재대가 주행 중일 때에는 주행선로의 방향을 향하도록 하고, 티셔츠 공급부에 위치했을 때는 90도 회전하여 티셔츠 공급부 방향을 향하도록 작동하는 것을 특징으로 한다.Here, a means is provided to fix the jig mounted on the rotation print bed so that it does not escape during driving, and when the mounting table on which the jig is mounted faces the direction of the running track while traveling, rotates 90 degrees when located in the T-shirt supply unit It is characterized in that it operates in the direction of the T-shirt supply unit.
본 발명은 연속형 Conveyor Belt System을 이용하여 기존에 티셔츠 1장씩 Printing하는 작업을 연속식으로 Printing작업하는 것이 가능하기 때문에 대량생산이 가능하고, 또한 자동화 시스템을 통한 생산방식이기 때문에 품질의 균일화 및 안정화가 이루어지는 등 생산성과 품질의 향상을 동시에 가져오는 효과를 갖는다.In the present invention, mass production is possible because it is possible to continuously print the existing T-shirt printing work one by one using the continuous conveyor belt system, and also uniformity and stabilization of quality because it is a production method through an automated system. has the effect of simultaneously improving productivity and quality.
또한, 본 발명은 기존의 6공정을 3공정으로 단축할 수 있도록 하는 자동화장비를 제공하여 인력을 1/3로 감축할 수 있고, 작업시간을 단축할 수 있도록 하며, 자동화 생산방식에 따른 작업의 균일성 및 품질의 고급화가 이루어지는 효과가 있다.In addition, the present invention provides automation equipment that can reduce the existing 6 processes to 3 processes, so that manpower can be reduced by 1/3, work time can be shortened, and work according to the automated production method can be reduced. There is an effect of improving uniformity and quality.
또한, 본 발명은 화이트칼라와 유색칼라를 동시에 출력할 수 있는 8배열 프린트헤드 유닛이 사용함으로써, 생산속도가 월등히 향상되는 효과를 갖는다.In addition, the present invention has an effect of remarkably improving production speed by using an 8-array printhead unit capable of simultaneously outputting white color and colored color.
또한, 본 발명은 그리고, 제어부를 통해서 작업단계별 로테이션 프린트베드의 진행속도를 다르게 설정하여 제어하는 것은 물론, 반복 작업으로 인한 누적공차를 자동으로 보정하는 자동 캘리브레이션 기능을 수행함으로써, 생산성 향상 및 고품질화에 기여하는 효과를 갖는다.In addition, the present invention also sets and controls the progress speed of the rotation print bed for each work step differently through the control unit, as well as performs an automatic calibration function that automatically corrects the accumulated tolerance due to repetitive work, thereby improving productivity and improving quality. have a contributing effect.
또한, 본 발명은 로테이션 프린트베드의 탑재대가 주행 중일 때에는 주행선로의 방향을 향하도록 하고, 티셔츠 공급부에 위치했을 때는 90도 회전하여 티셔츠 공급부 방향을 향하도록 함으로써, 작업자가 신속하게 지그를 로테이션 프린트베드에 투입할 수 있도록 동선을 최소화시켜 빠른 작업속도와 정확성을 갖는 효과가 있다.In addition, the present invention directs the mounting table of the rotation print bed in the direction of the running track when it is running, and rotates 90 degrees when it is located in the T-shirt supply unit to face the direction of the T-shirt supply unit, so that the operator can quickly move the jig to the rotation print bed It has the effect of having fast work speed and accuracy by minimizing the movement line so that it can be put in.
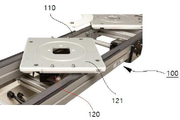
도 1은 본 발명에 의한 연속식 DTG프린팅 인쇄시스템을 개략적으로 도시한 사시도.
도 2은 본 발명에 의한 연속식 DTG프린팅 인쇄시스템을 개략적으로 도시한 평면도.
도 3은 본 발명의 컨베이어 장치부를 도시한 사시도.
도 4는 도 3의 선로방향전환장치를 도시한 사시도.
도 5는 도 3의 로테이션 프린트베드의 설치구조를 도시한 사시도.
도 6은 도 3의 로테이션 프린트베드의 내부구조를 도시한 사시도.
도 7은 본 발명의 프린팅 장치부를 도시한 정면도.
도 8은 도 7의 유닛 이송장치를 도시한 사시도.
도 9는 도 7의 프린트헤드 유닛을 도시한 사시도.
도 10은 도 7의 프린트헤드 유닛을 도시한 저면도.1 is a perspective view schematically showing a continuous DTG printing printing system according to the present invention.
Figure 2 is a plan view schematically showing a continuous DTG printing printing system according to the present invention.
Figure 3 is a perspective view showing a conveyor device of the present invention.
Figure 4 is a perspective view showing the line direction changing device of Figure 3;
Figure 5 is a perspective view showing the installation structure of the rotation print bed of Figure 3;
Figure 6 is a perspective view showing the internal structure of the rotation print bed of Figure 3;
Figure 7 is a front view showing a printing device of the present invention.
Figure 8 is a perspective view showing the unit transfer device of Figure 7;
Fig. 9 is a perspective view illustrating the printhead unit of Fig. 7;
Fig. 10 is a bottom view of the printhead unit of Fig. 7;
이하, 본 발명의 바람직한 일 실시예를 첨부된 도면을 참고하여 설명한다. 다만, 본 발명의 사상이 그와 같은 실시예에 제한되지 않고, 본 발명의 사상은 실시예를 이루는 구성요소의 부가, 변경 및 삭제 등에 의해서 다르게 제안될 수 있을 것이나, 이 또한 발명의 사상에 포함되는 것이다.Hereinafter, a preferred embodiment of the present invention will be described with reference to the accompanying drawings. However, the spirit of the present invention is not limited to such embodiments, and the spirit of the present invention may be proposed differently by adding, changing, and deleting components constituting the embodiments, but this is also included in the spirit of the present invention. It will be.
도 1은 본 발명에 의한 연속식 DTG프린팅 인쇄시스템을 개략적으로 도시한 개념도이다.1 is a conceptual diagram schematically showing a continuous DTG printing printing system according to the present invention.
동 도면에서 보는 바와 같은 본 발명은 크게 컨베이어 장치부(100)와, 프린팅 장치부(200), 제어부(300)로 구성된다.As shown in the figure, the present invention is largely composed of a
여기서, 상기 컨베이어 장치부(100)는 반제품 상태의 티셔츠(400)를 트랙형태의 주행선로에 공급하여 프린팅 장치부(200)까지 자동 이송되도록 하고, 프린팅 작업된 티셔츠(400)를 다시 티셔츠 공급부(111) 위치까지 이송시켜 반출되도록 하는 장치부이다.Here, the
그리고, 상기 프린팅 장치부(200)는 컨베이어 장치부(100)에 의해 이송되어 온 티셔츠를 프린팅 작업하는 장치이다.And, the
먼저, 첨부도면을 참조하여 상기 컨베이어 장치부(100)에 대해 설명한다.First, the
도 3을 참조하면, 상기 컨베이어 장치부(100)는 직선구간 및 곡선구간이 연속되는 트랙형태의 이송경로를 갖는 순환형 주행선로(110)를 형성한다.Referring to FIG. 3 , the
그리고, 상기 주행선로(110) 상에는 티셔츠를 탑재하여 이송하는 로테이션 프린트베드(120)가 설치된다.In addition, a
이러한 로테이션 프린트베드(120)는 복수 개가 설치되어 주행선로(110)를 순환하게 된다.A plurality of such
이때, 상기 주행선로(110)의 방향이 전환되는 지점이 있는데, 이러한 전환지점에는 로테이션 프린트베드(120)의 진행방향을 전환시켜 주기위한 선로방향전환장치(130)를 구비하게 된다.At this time, there is a point where the direction of the running
다음으로, 첨부된 도면을 참조하여 프린팅 장치부(200)에 대해서 설명한다.Next, the
도 7은 본 발명의 프린팅 장치부를 도시한 정면도이고, 도 8은 도 7의 유닛 이송장치를 도시한 사시도이며, 도 9는 도 7의 프린트헤드 유닛을 도시한 사시도이다.FIG. 7 is a front view of a printing device according to the present invention, FIG. 8 is a perspective view of the unit transfer device of FIG. 7 , and FIG. 9 is a perspective view of the print head unit of FIG. 7 .
도 7내지 도 9를 참조하면, 본 발명의 프린팅 장치부(200)는 주행선로(110)를 가로질러서 설치되는 본체부(210)와, 상기 본체부(210)에 탑재되어 티셔츠에 프린팅 작업을 수행하는 프린트헤드 유닛(220)으로 구성된다.7 to 9, the
이때, 상기 본체부(210)는 프린트헤드 유닛(220)을 공중에 매달린 상태로 설치하기 위한 구조물로서, 주행선로(110) 양측에 수직하게 세워서 지주부(211)를 형성하고, 상기 지주부(211)의 상단을 연결시켜 프린트헤드 거치대(212)를 형성한다.At this time, the
이때, 상기 프린트헤드 거치대(212)에는 유닛 이송장치(213)가 길이방향으로 설치되고, 상기 유닛 이송장치(213)에 프린트헤드 유닛(220)이 결합되어 왕복 이동하면서 티셔츠에 프린팅 작업을 수행하게 된다.At this time, a
상기한 유닛 이송장치(213)는 도 8에서 보는 바와 같은 리니어 엑츄에이터가 사용될 수 있다. 이때, 상기 리니어 엑츄에이터는 자기력에 의해 구동하는 이송장치로서, 고중량 프린트헤드 유닛(220)에 대응하는 진동억제 성능이 뛰어날 뿐만 아니라, 누적공차를 최소화하는 이점을 제공하게 된다.A linear actuator as shown in FIG. 8 may be used as the
이와 같은 리니어 엑츄에이터는 부품의 내구성이 우수할 뿐만 아니라, 프린팅하고자 하는 티셔츠 원단에 맞는 적절한 출력속도와 이에 최적화된 프린트헤드 유닛(220)의 이송속도를 결정할 수 있는 등 정밀제어가 가능한 이점을 갖는다.Such a linear actuator not only has excellent durability of parts, but also has an advantage of being able to precisely control, such as being able to determine an appropriate output speed suitable for a T-shirt fabric to be printed and a transport speed of the
이때, 상기 프린트헤드 유닛(220)에 잉크를 공급하기 위한 잉크공급장치(230)가 좌우 어느 일측의 지주부(211)에 형성되도록 할 수 있다.At this time, the
이때의 잉크공급장치(230)는 잉크를 수평혼합방식이 아닌 수직혼합방식으로 공급하는 것을 특징으로 하며, 잉크공급장치(230) 말단부에 노즐막힘을 방지하기 위한 필터를 더 설치할 수 있다.At this time, the
그리고, 상기 프린트헤드 유닛(220)은 도 9에서 보는 바와 같은 화이트칼라와 유색칼라를 동시에 출력할 수 있는 8배열 프린트헤드 유닛이 사용될 수 있다.Also, as the
도 9는 도 7의 프린트헤드 유닛을 도시한 사시도이고, 도 10은 도 7의 프린트헤드 유닛을 도시한 저면도로서, 도 9, 도 10에 도시된 프린트헤드 유닛은 8배열 프린트헤드 유닛을 도시한 것이다.9 is a perspective view of the printhead unit of FIG. 7, and FIG. 10 is a bottom view of the printhead unit of FIG. 7. The printhead units shown in FIGS. 9 and 10 are 8-array printhead units. it did
상기한 바와 같은 본 발명의 8배열 프린트헤드 유닛은 화이트 잉크를 출력한 후, 유색잉크를 출력하는 방식의 종래기술에 비해서 생산속도가 월등히 빨라지는 효과를 갖는다.As described above, the 8-array printhead unit of the present invention has an effect of significantly increasing the production speed compared to the prior art method of outputting white ink and then outputting color ink.
이때, 상기 프린트헤드 유닛(220)의 노즐 8배열방식을 교차배열방식 또는 일렬배열방식으로 선택적으로 사용할 수 있다.At this time, the eight nozzle arrangement method of the
그리고, 본 발명의 제어부(300)는 PLC제어장치를 사용하게 되는데, 작업단계별 로테이션 프린트베드(120)의 진행속도를 다르게 설정하여 제어하게 된다.In addition, the
예컨대, 정교한 작업과 안정이 요구되는 프린팅 장치부(200)의 전후에서는 로테이션 프린트베드(120)의 진행속도를 최대한 낮추어 저속주행되도록 하고, 그 외 구간에서는 로테이션 프린트베드(120)의 진행속도를 빠르게 하여 고속주행이 이루어지도록 제어할 수 있다.For example, in the front and rear of the
또한, 상기 제어부(300)는 반복 작업으로 인한 누적공차가 발생된 경우, 자동으로 이를 보정하는 자동 캘리브레이션 작동을 제어하게 된다.In addition, the
이하, 본 발명의 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법에 대해 설명한다.Hereinafter, a T-shirt printing manufacturing method using the continuous DTG printing printing system of the present invention will be described.
먼저, 작업대상 티셔츠를 미리 지그에 삽입하여 준비한다.First, prepare the T-shirt to be worked by inserting it into the jig in advance.
이때, 상기 지그(미도시)는 판상의 부재로서, 티셔츠 내에 삽입되어 티셔츠가 평평하게 펼쳐진 상태를 유지되도록 하는 부재이다.At this time, the jig (not shown) is a plate-shaped member that is inserted into the T-shirt to keep the T-shirt in a flat unfolded state.
이와 같은 지그 삽입작업은 프린팅 작업과 별개의 공정으로 전처리 작업되도록 하여 충분한 수량이 준비되도록 한다.Such a jig insertion operation is performed as a pre-processing process separate from the printing operation, so that a sufficient quantity is prepared.
이후, 컨베이어 장치부(100)의 티셔츠 공급부에서 티셔츠가 씌워진 지그를 주행선로(110) 상에 결합되어 주행하는 로테이션 프린트베드(120) 상에 탑재되도록 한다.Thereafter, in the T-shirt supply unit of the
상기 로테이션 프린트베드(120)에는 탑재된 지그가 주행 중에 이탈되지 않도록 고정하는 수단을 마련할 수 있다. 이때 고정수단으로서 로테이션 프린트베드(120)에 마그네틱을 설치하여 지그를 자력 부착시켜 고정되도록 할 수 있다.The
이때, 상기 로테이션 프린트베드(120)는 지그가 탑재되는 탑재대(121)가 회전되도록 설계되는데, 상기한 탑재대(121)는 주행 중일 때에는 주행선로(110)의 방향을 향하지만, 티셔츠 공급부에 위치했을 때는 90도 회전하여 티셔츠 공급부 방향을 향하도록 작동한다.At this time, the
이와 같은 방식은 작업자가 신속하게 지그를 로테이션 프린트베드(120)에 투입할 수 있도록 동선을 최소화시켜 빠른 작업속도와 정확성을 갖도록 하는 이점이 있다.This method has the advantage of having fast work speed and accuracy by minimizing the movement line so that the operator can quickly put the jig into the
지그가 탑재된 로테이션 프린트베드(120)는 주행선로(110)를 따라 다음단계로 이동하게 되고, 작업자는 다음에 도착한 로테이션 프린트베드(120)에 계속해서 지그를 탑재시켜 다음 단계로 보내게 된다.The
상기한 방식으로 지그를 탑재하여 이동하는 로테이션 프린트베드(120)는 프린팅 장치부(200)에 위치하게 된다.The
프린팅 장치부(200)에 진입된 지그에는 티셔츠가 씌워진 상태로서, 상기 티셔츠에 프린팅작업을 수행하게 된다.The jig that has entered the
이때, 화이트칼라 및 유색칼라를 동시에 출력하도록 된 프린트헤드 유닛(220)이 유닛 이송장치(213)에 의해 왕복으로 이동하면서 티셔츠에 프린팅 작업을 수행하게 된다.At this time, the
상기한 방식에 의해 프린팅 작업이 완료된 티셔츠는 로테이션 프린트베드(120)에 의해 티셔츠 공급부(111)로 복귀하게 된다.The T-shirt, after which the printing operation has been completed in the above manner, is returned to the T-
이때, 티셔츠가 탑재된 로테이션 프린트베드(120)가 티셔츠 공급부(111)에 위치하게 되면, 로테이션 프린트베드(120)의 탑재대(121)가 90도 회전하여 티셔츠 공급부(111) 방향을 향하게 되고, 작업자는 티셔츠 및 지그를 꺼내고, 그 자리에 새로운 작업대상 티셔츠가 씌워진 지그를 탑재시키게 된다.At this time, when the
이와 같은 컨베이어 시스템을 이용한 본원발명은 최소의 인원으로도 작업이 가능하기 때문에 인건비 절감의 효과가 클 뿐만 아니라 생산성이 향상되는 이점을 갖게 된다.The present invention using such a conveyor system has the advantage of improving productivity as well as greatly reducing labor costs because it can be operated with a minimum number of people.
Claims (8)
컨베이어 장치부에 의해 이송되어 온 티셔츠를 프린팅 작업하는 프린팅 장치부; 및
상기 컨베이어 장치부 및 프린팅 장치부의 작동을 컨트롤하는 제어부;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
a conveyor device unit for supplying semi-finished T-shirts to a track-shaped running track so that they are automatically transported to the printer unit, and transporting the printed T-shirts back to the T-shirt supply unit location so that they can be taken out;
a printing device unit for printing the T-shirt transported by the conveyor device unit; and
A continuous DTG printing printing system comprising a control unit for controlling the operation of the conveyor unit and the printing unit.
상기 컨베이어 장치부는,
직선구간 및 곡선구간이 연속되는 트랙형태의 이송경로를 갖는 순환형 주행선로를 형성하고, 상기 주행선로 상에는 티셔츠를 탑재하여 이송하는 복수 개의 로테이션 프린트베드가 설치되며, 상기 주행선로의 방향이 전환되는 지점에는 로테이션 프린트베드의 진행방향을 전환시켜 주기위한 선로방향전환장치를 구비하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
According to claim 1,
The conveyor unit,
A circular driving track having a track-shaped transport path in which straight sections and curved sections are continuous is formed, and a plurality of rotational print beds are installed on the running track to load and transport T-shirts, and the direction of the running track is changed Continuous DTG printing printing system, characterized in that the point is provided with a line direction changing device for changing the moving direction of the rotation print bed.
상기 프린팅 장치부는 주행선로를 가로질러서 설치되는 본체부와, 상기 본체부에 탑재되어 티셔츠에 프린팅 작업을 수행하는 프린트헤드 유닛으로 구성되되, 상기 본체부는 주행선로 양측에 수직하게 세워서 지주부를 형성하고, 상기 지주부의 상단을 연결시켜 프린트헤드 거치대를 형성하며, 상기 프린트헤드 거치대에는 유닛 이송장치가 길이방향으로 설치되고, 상기 유닛 이송장치에 프린트헤드 유닛이 결합되어 왕복 이동하면서 티셔츠에 프린팅 작업을 수행하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
According to claim 1,
The printing device unit is composed of a main body part installed across the running track and a print head unit mounted on the main body part and performing a printing operation on a T-shirt, the main body part being erected vertically on both sides of the running track to form a holding part, A print head holder is formed by connecting an upper end of the support unit, a unit transport device is installed in the print head holder in a longitudinal direction, and a print head unit is coupled to the unit transport device to perform a printing operation on a T-shirt while reciprocating. Continuous DTG printing printing system, characterized in that.
상기 유닛 이송장치는 리니어 엑츄에이터가 사용되는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
According to claim 3,
The unit transfer device is a continuous DTG printing printing system, characterized in that a linear actuator is used.
상기 프린트헤드 유닛은 화이트칼라와 유색칼라를 동시에 출력할 수 있는 8배열 프린트헤드 유닛이 사용되는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
According to claim 3,
The print head unit is a continuous DTG printing printing system, characterized in that an 8-array print head unit capable of simultaneously outputting white color and color color is used.
상기 제어부는 작업단계별 로테이션 프린트베드의 진행속도를 다르게 설정하여 제어하고, 반복 작업으로 인한 누적공차가 발생된 경우, 자동으로 이를 보정하는 자동 캘리브레이션 작동을 제어하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템.
According to claim 1,
The control unit sets and controls the progress speed of the rotation print bed for each work step differently, and controls an automatic calibration operation that automatically corrects it when an accumulated tolerance occurs due to repetitive work Continuous DTG printing printing system, characterized in that .
컨베이어 장치부의 티셔츠 공급부에서 티셔츠가 씌워진 지그를 주행선로 상에 결합되어 주행하는 로테이션 프린트베드 상에 탑재되도록 하는 단계;
지그를 탑재한 로테이션 프린트베드가 프린트 장치부에 진입하는 단계;
프린트 장치부에 진입된 티셔츠에 프린팅 작업을 수행하는 단계;
프린팅 작업이 완료된 티셔츠를 로테이션 프린트베드에 의해 티셔츠 공급부로 복귀하는 단계;
티셔츠가 탑재된 로테이션 프린트베드의 탑재대가 90도 회전하여 티셔츠 공급부 방향을 향하게 되어 작업자가 티셔츠 및 지그를 꺼내는 단계;
지그를 꺼낸 로테이션 프린트베드에 새로운 작업대상 티셔츠가 씌워진 지그를 탑재시키는 단계;를 포함하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법.
preparing the work target T-shirt by inserting it into a jig in advance;
A step of mounting a jig covered with a T-shirt in the T-shirt supply unit of the conveyor device unit on a rotational print bed that is coupled to a running track and travels;
Entering the rotation print bed loaded with the jig into the print device unit;
performing a printing job on the T-shirt entered into the printing device unit;
Returning the T-shirt on which the printing job is completed to the T-shirt supply unit by means of a rotation print bed;
A step of turning the mounting table of the rotation print bed on which the T-shirt is mounted to face the T-shirt supply unit by 90 degrees so that the operator takes out the T-shirt and the jig;
A T-shirt printing manufacturing method using a continuous DTG printing printing system comprising the steps of: mounting a jig covered with a new work target T-shirt on a rotational print bed from which the jig was taken out.
상기 로테이션 프린트베드에 탑재된 지그가 주행 중에 이탈되지 않도록 고정하는 수단을 마련하고, 지그가 탑재되는 탑재대가 주행 중일 때에는 주행선로의 방향을 향하도록 하고, 티셔츠 공급부에 위치했을 때는 90도 회전하여 티셔츠 공급부 방향을 향하도록 작동하는 것을 특징으로 하는 연속식 DTG프린팅 인쇄시스템을 이용한 티셔츠 프린팅 제조방법.According to claim 7,
A means is provided to fix the jig mounted on the rotation print bed so that it does not escape during driving, and when the mounting table on which the jig is mounted faces the direction of the running track while driving, and is located in the T-shirt supply unit, it is rotated 90 degrees to produce a T-shirt T-shirt printing manufacturing method using a continuous DTG printing printing system, characterized in that it operates in the direction of the supply unit.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210075885A KR20220166959A (en) | 2021-06-11 | 2021-06-11 | Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020210075885A KR20220166959A (en) | 2021-06-11 | 2021-06-11 | Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220166959A true KR20220166959A (en) | 2022-12-20 |
Family
ID=84539054
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020210075885A KR20220166959A (en) | 2021-06-11 | 2021-06-11 | Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20220166959A (en) |
Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180051535A (en) | 2015-08-14 | 2018-05-16 | 엠엔알 프린팅 이큅먼트, 인크. | Hybrid silk screen and direct transmission printing machine and method |
-
2021
- 2021-06-11 KR KR1020210075885A patent/KR20220166959A/en not_active Application Discontinuation
Patent Citations (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20180051535A (en) | 2015-08-14 | 2018-05-16 | 엠엔알 프린팅 이큅먼트, 인크. | Hybrid silk screen and direct transmission printing machine and method |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US11912047B2 (en) | Hybrid silk screen and direct-to-garment printing machine and process | |
| US8292395B2 (en) | Matrix printing device | |
| US7607745B2 (en) | Digital printing machine | |
| US11214051B2 (en) | Method and apparatus for preparing a screen printing screen | |
| KR102558098B1 (en) | Printing system and method for printing printed matter | |
| US11571913B2 (en) | Reconfigurable support pads for fabric image transfers | |
| CN102046390A (en) | Printing machine and method for printing print objects | |
| WO2019074913A1 (en) | In head foil applicator for a textile printing apparatus | |
| KR20220166959A (en) | Continuous DTG Printing System and Printing Manufacturing Method of T-Shirt | |
| KR102404208B1 (en) | system for direct printing which Freeflow Conveyor type | |
| TW202007546A (en) | Printing systemand printing method | |
| AU2015234290B2 (en) | Method and Apparatus for Preparing a Screen Printing Screen | |
| JPH05138856A (en) | Method and apparatus for multicolor screen printing | |
| CN114872429A (en) | General type screen printing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |