KR20220152235A - 전기 장치, 특히 마이크로 배터리 및 제조 방법 - Google Patents
전기 장치, 특히 마이크로 배터리 및 제조 방법 Download PDFInfo
- Publication number
- KR20220152235A KR20220152235A KR1020227032248A KR20227032248A KR20220152235A KR 20220152235 A KR20220152235 A KR 20220152235A KR 1020227032248 A KR1020227032248 A KR 1020227032248A KR 20227032248 A KR20227032248 A KR 20227032248A KR 20220152235 A KR20220152235 A KR 20220152235A
- Authority
- KR
- South Korea
- Prior art keywords
- glass
- housing
- conductor
- thickness
- opening
- Prior art date
Links
Images












Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/191—Inorganic material
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C10/00—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition
- C03C10/0054—Devitrified glass ceramics, i.e. glass ceramics having a crystalline phase dispersed in a glassy phase and constituting at least 50% by weight of the total composition containing PbO, SnO2, B2O3
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/74—Terminals, e.g. extensions of current collectors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01G—CAPACITORS; CAPACITORS, RECTIFIERS, DETECTORS, SWITCHING DEVICES OR LIGHT-SENSITIVE DEVICES, OF THE ELECTROLYTIC TYPE
- H01G11/00—Hybrid capacitors, i.e. capacitors having different positive and negative electrodes; Electric double-layer [EDL] capacitors; Processes for the manufacture thereof or of parts thereof
- H01G11/78—Cases; Housings; Encapsulations; Mountings
- H01G11/80—Gaskets; Sealings
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/14—Primary casings, jackets or wrappings of a single cell or a single battery for protecting against damage caused by external factors
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/154—Lid or cover comprising an axial bore for receiving a central current collector
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/155—Lids or covers characterised by the material
- H01M50/157—Inorganic material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/155—Lids or covers characterised by the material
- H01M50/157—Inorganic material
- H01M50/159—Metals
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/147—Lids or covers
- H01M50/166—Lids or covers characterised by the methods of assembling casings with lids
- H01M50/169—Lids or covers characterised by the methods of assembling casings with lids by welding, brazing or soldering
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/172—Arrangements of electric connectors penetrating the casing
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/182—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for cells with a collector centrally disposed in the active mass, e.g. Leclanché cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/184—Sealing members characterised by their shape or structure
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/186—Sealing members characterised by the disposition of the sealing members
- H01M50/188—Sealing members characterised by the disposition of the sealing members the sealing members being arranged between the lid and terminal
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings, jackets or wrappings of a single cell or a single battery
- H01M50/183—Sealing members
- H01M50/19—Sealing members characterised by the material
- H01M50/198—Sealing members characterised by the material characterised by physical properties, e.g. adhesiveness or hardness
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/30—Arrangements for facilitating escape of gases
- H01M50/342—Non-re-sealable arrangements
- H01M50/3425—Non-re-sealable arrangements in the form of rupturable membranes or weakened parts, e.g. pierced with the aid of a sharp member
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/552—Terminals characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/562—Terminals characterised by the material
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/564—Terminals characterised by their manufacturing process
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
-
- C—CHEMISTRY; METALLURGY
- C03—GLASS; MINERAL OR SLAG WOOL
- C03C—CHEMICAL COMPOSITION OF GLASSES, GLAZES OR VITREOUS ENAMELS; SURFACE TREATMENT OF GLASS; SURFACE TREATMENT OF FIBRES OR FILAMENTS MADE FROM GLASS, MINERALS OR SLAGS; JOINING GLASS TO GLASS OR OTHER MATERIALS
- C03C2204/00—Glasses, glazes or enamels with special properties
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2200/00—Safety devices for primary or secondary batteries
- H01M2200/20—Pressure-sensitive devices
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/13—Energy storage using capacitors
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Abstract
본 발명은 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게는 배터리, 특히 마이크로 배터리 또는 커패시터에 관한 것으로, 금속, 특히 철, 철 합금, 철-니켈 합금, 철 니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금 또는 티타늄 또는 티타늄 합금으로 이루어진 장치의 하우징의 특히 하우징부를 통과하는 피드스루를 포함하고, 상기 하우징부는 피드스루의 부분으로서 적어도 하나의 개구를 갖고, 상기 개구는 축을 중심으로 확장되고, 하우징부의 제1 영역은 개구를 포함하고, 하우징부의 제2 영역은 개구에 인접하고, 개구는 유리- 또는 유리 세라믹 재료 내의 전도성 재료, 특히 도체를 수용한다. 본 발명은, 하우징부의 제1 영역이 개구의 축에 대해 실질적으로 수직인 너비(W)를 갖고, 제1 영역의 너비(W)는 항상 제2 영역의 두께(D2, DE)보다 크고, 전도성 재료는 제1 팽창 계수(α1)를 갖고, 유리- 또는 유리 세라믹 재료는 제2 팽창 계수(α2)를 갖고, 하우징부는 제3 팽창 계수(α3)를 가지며, 상기 제3 팽창 계수(α3)는 항상 제2 팽창 계수(α2)보다 큰 것을 특징으로 한다.
Description
본 발명은 금속, 특히 철, 철 합금, 철-니켈 합금, 철-니켈 코발트 합금, 강, 스테인리스강 또는 특수강으로 이루어진 하우징부를 통과하는 피드스루를 포함하는 전기 장치, 특히 전기 저장 장치, 바람직하게는 배터리, 특히 마이크로 배터리 및/또는 커패시터에 관한 것으로, 상기 하우징부는 적어도 하나의 개구를 갖고, 상기 개구는 전도성 재료로 이루어진 콘택 부재를 유리- 또는 유리-세라믹 재료 내에 수용한다.
전기 장치 외에도 압력 유리화에 의한 피드스루를 특징으로 하는 전기 장치를 제조하기 위한 방법도 제시된다.
본 발명과 관련해서 배터리는 방전된 후 폐기 및/또는 재활용될 수 있는 일회용 배터리는 물론 축전지로 이해된다. 축전지, 바람직하게는 리튬이온 배터리는 휴대용 전자 장치, 휴대폰, 전동 공구 및 특히 전기 자동차와 같은 다양한 응용 분야를 위해 제공된다. 배터리는 납산 배터리, 니켈 카드뮴 배터리 또는 니켈 금속 수소화물 배터리와 같은 기존 에너지원을 대체할 수 있다. 배터리는 센서에서 또는 사물 인터넷에서도 사용할 수 있다.
본 발명과 관련해서 저장 장치는 또한 커패시터, 특히 슈퍼커패시터로도 이해된다.
슈퍼캡(Supercap)이라고도 하는 슈퍼커패시터는, 일반적으로 공개된 바와 같이, 특히 높은 전력 밀도를 갖는 전기화학적 에너지 저장 장치다. 세라믹-, 포일- 및 전해 커패시터와 달리 슈퍼커패시터는 일반적인 의미에서 유전체를 포함하지 않는다. 상기 커패시터에서는 특히 이중층 전기 용량에서 전하 분리에 의한 전기 에너지의 정적 저장의 저장 원리 및 의사 전기 용량에서 산화환원 반응을 이용한 전하 교환에 의한 전기 에너지의 전기화학적 저장이 구현된다. 슈퍼커패시터는 특히 하이브리드 커패시터, 특히 리튬이온 커패시터를 포함한다. 그들의 전해질은 일반적으로 전도성 염, 일반적으로 리튬 염이 용해되는 용매를 포함한다. 슈퍼커패시터는 바람직하게 많은 수의 충전-/방전 주기가 필요한 용례에서 사용된다. 슈퍼커패시터는 특히 바람직하게 자동차 부문에서, 특히 제동 에너지 회수 분야에서 이용될 수 있다. 물론 다른 용례도 가능하고 본 발명에 포함된다.
저장 장치로서의 리튬이온 배터리는 수년 전부터 공개되어 있다. 이와 관련하여, 예를 들어 "Handbook of Batteries"(David Linden, 발행인, 2판, McCrawhill, 1995, 36 및 39장)이 참조된다.
리튬이온 배터리의 다양한 양태들은 많은 특허에 기술되어 있다.
예를 들면 다음과 같다:
US 961,672 A1, US 5,952,126 A1, US 5,900,183 A1, US 5,874,185 A1, US 5,849,434 A1, US 5,853,914 A1 및 US 5,773,959 A1.
특히 자동차 환경에서 이용을 위한 리튬이온 배터리는 일반적으로 서로 직렬로 연결된 다수의 개별 배터리 셀을 구비한다. 서로 일렬 또는 직렬로 연결된 배터리 셀은 결합되어 소위 배터리 팩을 형성하고, 복수의 배터리 팩은 결합되어, 리튬이온 배터리라고도 하는 배터리 모듈을 형성한다. 각각의 개별 배터리 셀은 배터리 셀의 하우징 밖으로 안내되는 전극을 갖는다. 슈퍼커패시터의 하우징에도 동일하게 적용된다.
특히 자동차 환경에서 리튬이온 배터리의 이용을 위해 내식성, 사고 시 내구성 또는 내진동성과 같은 여러 문제가 해결되어야 한다. 또 다른 문제는 밀봉력, 특히 장기간에 걸친 밀봉력이다.
밀봉력은 예를 들어 배터리 셀의 전극 또는 배터리 셀의 전극 피드스루 및/또는 커패시터 및/또는 슈퍼커패시터 하우징의 영역에서 누출에 영향을 미칠 수 있다. 이러한 누출은 예를 들어 온도 변화 부하 및 차량 내 진동 또는 플라스틱의 노후화와 같은 기계적 교번 부하로 인해 발생할 수 있다.
배터리 또는 배터리 셀의 단락 또는 온도 변화는 배터리 또는 배터리 셀의 수명을 단축시킬 수 있다. 마찬가지로 사고- 및/또는 비상 상황에서의 밀봉력이 중요하다.
사고 발생 시 개선된 내구성을 보장하기 위해, DE 101 05 877 A1호는 예를 들어 리튬이온 배터리용 하우징을 제안하며, 상기 하우징은 양측이 개폐되는 금속 재킷을 포함한다.
전원 접속부 또는 전극은 플라스틱으로 절연되어 있다. 플라스틱 절연부의 단점은 제한된 온도 내구성, 제한된 기계적 내구성, 노후화 및 수명에 걸친 불확실한 밀봉력이다.
따라서 선행 기술에 따른 리튬이온 배터리 및 커패시터에서 전류 피드스루는 예를 들어 리튬이온 배터리의 커버부는 기밀 밀봉되어 설치되지 않는다. 예를 들어 선행 기술에서 일반적으로 1 bar의 압력차에서 최대 1·10-6 mbar l s-1의 헬륨 누출률이 테스트 사양에 따라 달성된다. 또한 전극이 압착되고, 추가 절연체와 함께 레이저 용접된 연결 부품이 배터리의 공간에 배치된다.
DE 27 33 948 A1호에 알카라인 배터리가 공개되어 있고, 상기 배터리에서 유리 또는 세라믹과 같은 절연체는 용융 결합에 의해 금속부에 직접 연결된다.
금속부 중 하나는 알카라인 배터리의 양극에 전기적으로 연결되고 다른 하나는 알카라인 배터리의 음극에 전기적으로 연결된다. DE 27 33 948 A1호에 사용된 금속은 철 또는 강철이다. 알루미늄과 같은 경금속은 DE 27 33 948 A1호에 기술되어 있지 않다. 유리 또는 세라믹 재료의 용융 온도도 DE 27 33 948 A1호에 제시되어 있지 않다. DE 27 33 948 A1호에 기술된 알카라인 배터리는 DE 27 33 948 A1호에 따라 수산화나트륨 또는 수산화칼륨을 포함하는 알칼리 전해질을 가진 배터리이다. 리튬이온 배터리는 DE 27 33 948 A1호에 언급되어 있지 않다.
DE 698 04 378 T2호 및 EP 0 885 874 B1호에는 비대칭 유기 카르복실산에스테르의 제조 및 알칼리이온 배터리용 무수 유기 전해질의 제조 방법이 공개되어 있다. 재충전 가능한 리튬이온 전지용 전해질은 DE 698 04 378 T2호 및 EP 0 885 874 B1호에도 기술되어 있다.
관통 접속구를 수용하는 셀 소켓의 재료는 기술되어 있지 않고, 접속 핀의 재료만이 기술되며, 상기 접속 핀은 티타늄, 알루미늄, 니켈 합금 또는 스테인리스 강으로 이루어질 수 있다.
DE 699 23 805 T2호 및 EP 0 954 045 B1호는 개선된 전기적 효율성을 갖는 RF-피드스루를 기술한다. EP 0 954 045 B1호에 공개된 피드스루는 유리-금속 피드스루가 아니다. EP 0 954 045 B1호에서, 예를 들어 패키지의 금속 벽 내부에 직접 형성되는 유리-금속 피드스루는 바람직하지 않은 것으로 기술되는데, 그 이유는 이러한 RF-피드스루는 유리의 취성으로 인해 영구적이지 않기 때문이다.
DE 690 230 71 T2호 또는 EP 0 412 655 B1호는 배터리 또는 다른 전기화학 셀용 유리-금속 피드스루를 기술하고, 이 경우 유리로서 약 45중량%의 SiO2 함량을 갖는 유리가 사용되고, 금속으로서 특히 몰리브덴 및/또는 크롬을 포함하는 배터리합금이 사용된다. DE 690 230 71 T2호에 경금속의 사용은 용융 온도 또는 사용된 유리의 용융 온도와 마찬가지로 설명되어 있지 않다. DE 690 230 71 T2호 및 EP 0 412 655 B1호에 따르면, 핀형 도체의 재료는 몰리브덴, 니오븀 또는 탄탈륨을 포함하는 합금이기도 하다.
US 7,687,200 A1호에는 리튬이온 배터리를 위한 유리-금속 피드스루가 공개되어 있다. US 7,687,200 A1호에 따르면, 하우징은 특수강으로 이루어지고, 핀형 도체는 백금/이리듐으로 이루어진다. US 7,687,200 A1호에 유리 재료로서 유리 TA23 및 CABAL-12를 제시한다. US 5,015,530 A1호에 따르면, 유리 재료는 1025℃ 또는 800℃의 용융 온도를 갖는 Ca0-Mg0-Al203-B203-시스템이다. 또한, US 5,015,530 A1호에 리튬 배터리를 위한 유리-금속 피드스루의 유리 조성이 공개되어 있고, 상기 조성은 650℃-750℃ 범위이고 따라서 경금속과 함께 사용하기에 너무 높은 용융 온도를 갖는 CaO, Al2O3, B2O3, SrO 및 BaO를 포함한다.
이후에 공개된 US 10,910,609 B2호는 배터리 하우징, 특히 마이크로 배터리를 위한 전기 피드스루를 제시하고, 이 경우 유리 재료로서 사용되는 붕규산 유리가 사용된다. 특수 유리 재료로서 CaBAl-12 유리 또는 BaBAl-1 유리를 들 수 있다. US 10,910,609 B2호에 유리 재료, 베이스 바디 및 도체의 팽창 계수에 관한 언급되지 않는다.
실질적으로 유리 재료 내의 핀 형상의 도체가 금속 링 내로 압력 유리화되는 피드스루가 US 4,841,101 A1호에 공개되어 있다. 그 다음, 금속 링은 다시 하우징의 개구 또는 보어에 삽입되고, 예를 들어 납땜 링의 삽입 후에 납땜에 의해 내벽 또는 보어에 특히 재료 결합식으로 연결된다. 금속 링은, 배터리 하우징의 알루미늄의 높은 열팽창 계수를 보상하기 위해, 유리 재료와 실질적으로 동일한 또는 유사한 열팽창 계수를 갖는 금속으로 이루어진다. US 4,841,101 A1호에 기술된 실시예에서 금속 링의 길이는 하우징 내의 보어 또는 개구보다 항상 짧다.
WO 2012/167921 A1, WO 2012/110242 A1, WO 2012/110246 A1, WO 2012/110244 A1호에, 전기 저장 장치용 하우징의 하우징부를 통해 안내되는 피드스루가 공개되어 있다. 피드스루에서 유리- 또는 유리-세라믹 재료의 횡단면이 개구를 통과한다.
DE 27 33 948 A1호에 배터리의 하우징부를 통과하는 피드스루가 제시되며, 상기 하우징부는 적어도 하나의 개구를 갖고, 상기 개구는 전도성 재료와 유리- 또는 유리 세라믹 재료를 포함하고, 전도성 재료는 캡 모양 부재로서 설계된다. 그러나 DE 27 33 948 A1호에 도체가 어떤 특정 재료로 이루어지는지 제시되어 있지 않다. DE 27 33 948 A1호에 캡 모양 부재의 두께나 벽 두께도 제시되어 있지 않다.
US 6,190,798 A1호에 피드스루를 갖는 배터리가 공개되어 있고, 이 경우 유리 또는 수지일 수 있는 절연 재료의 개구 내로 도체로서 캡 모양 부재가 삽입된다. 또한 US 6,190,798 B1호에도 캡 모양 부재의 벽 두께의 두께에 대해 제시되어 있지 않다.
US 2015/0364 735 A1호는 압력 과부하 시 안전 배출구로서 감소한 두께를 갖는 영역을 갖는 캡 모양 커버가 있는 배터리를 제시한다.
WO 2014/176 533 A1호에는 원추형으로 형성된 과압 안전 장치가 공개되어 있다. 배터리에서 이용은 WO 2014/176 533 A1호에 기술되어 있지 않다.
DE 10 2007 063 188 A1호는 하우징으로 둘러싸인 적어도 하나의 개별 셀과 하나 이상의 설정 파단점 또는 하나 이상의 파열판 형태의 하우징 방식의 과압 안전장치를 가진 배터리를 제시한다.
US 6,433,276 A1호는 금속 하우징부, 도체 및 유리 재료가 실질적으로 동일한 팽창 계수를 갖는 피드스루를 제시한다.
CN 209691814호에는 방폭형 전기 저장 장치용 하우징이 공개되어 있다.
DE 10 2014 016 601 A1호는 피드스루를 갖는 특히 배터리 하우징 또는 커패시터 하우징의 하우징부를 제시하고, 피드스루 개구를 통해 도체, 특히 유리 세라믹 외부 치수 및 유리화 길이를 갖는 유리- 또는 유리 세라믹 재료의 핀형 도체를 통해 안내되며, 피드스루 개구 영역의 부품은 부품 관통 개구 두께를 갖는 보강재를 가지며, 상기 부품 관통 개구 두께는 부품 두께보다 크고, 보강재는 보강재 재료 외부 치수를 갖는다.
EP 3588606 A1호에 경금속으로 이루어진 적어도 2개의 바디를 포함하는 하우징 부품이 공개되어 있다. EP 3588606 A1호에 따르면, 제1 바디는 경금속이고, 제2 바디는, 특히 경금속의 합금 성분 형태의 용접 촉진제를 포함하는 경금속이다. 용접 연결부는 제1 바디와 제2 바디 사이에 형성된다.
DE 10 2013 006 463 A1호는 바람직하게 리튬이온 배터리, 더 바람직하게는 리튬이온 축전지를 위한 배터리 피드스루를 제시하고, 상기 배터리 피드스루는 적어도 하나의 개구를 가진 베이스 바디를 구비하고, 상기 개구를 통해 전기 절연 재료 내의 적어도 하나의 도체, 특히 실질적으로 핀형 도체가 통과하고, 상기 베이스 바디는 바람직하게 알루미늄, 마그네슘, 티타늄, 알루미늄 합금, 마그네슘 합금, 티타늄 합금 또는 AlSiC로부터 선택되는 경금속 및/또는 경금속 합금을 포함하거나 이것으로 이루어진다. DE 10 2013 006 463 A1호에 따른 밀봉 유리는 인산염 함량이 낮은 티타네이트 유리이다.
DE 10 2017 221 426 A1호는 특수한 유형의 피드스루를 제시한다. DE 10 2017 221 426 A1호에 공개된 피드스루는 개구에서 유리화된 복수의 도체를 포함하며, 복수의 유리화된 도체는 평평한 도체를 통해 연결된다.
이후 공개된 WO 2020/104571 A1호는 피드스루가 있는 전기 저장 장치를 제시하고, 상기 피드스루는 칼라를 가진 배터리 커버부 내에 삽입된다. 또한, 피드스루의 영역에 가요성 플랜지를 제공하는 것이 이후 공개된 WO 2020/104571 A1호에 공개되어 있다.
DE 11 2012 000 900 B4호는 피드스루에 대해 ㏖-%의 하기 성분을 포함하는 유리, 특히 납땜 유리를 기술한다:
P2O5 37-50 ㏖-%, 특히 39-48 ㏖-%
Al2O3 0-14 ㏖-%, 특히 2-12 ㏖-%
B2O3 2-10 ㏖-%, 특히 4-8 ㏖-%
Na20 0-30 ㏖-%, 특히 0-20 ㏖-%
M20 0-20 ㏖-%, 특히 12-19 ㏖-%, 여기서 M=K, Cs, Rb일 수 있고,
Li20 0-42 ㏖-%, 특히 0-40 ㏖-%, 바람직하게는 17-40 ㏖-%
BaO 0-20 ㏖-%, 특히 0-20 ㏖-%, 바람직하게는 5-20 ㏖-%
Bi2O3 적어도 1 ㏖-%, 특히 1-5 ㏖-%, 바람직하게는 2-5 ㏖-%
DE 11 2012 000 900 B4호의 유리에는 불순물을 제외하고는 납이 없다.
선행 기술의 모든 전기 장치, 특히 저장 장치의 단점은, 공개된 전기 장치, 특히 저장 장치가 매우 크고 콤팩트한 하우징을 포함하지 않았다는 것이었다. 이로 인해 전기 저장 장치의 치수, 특히 높이가 커졌다. 기존 피드스루를 가진 전기 장치의 또 다른 문제는 전기 절연을 위해 플라스틱을 사용하는 것이었다. 예를 들어 나일론, 폴리에틸렌 및 폴리프로필렌이 DE 27 33 948 A1호에 절연체 재료로서 기술되어 있다. 다른 단점은 절연 재료에 삽입된 금속 핀에 대한 압출력이 매우 낮다는 것이었다.
따라서 본 발명의 과제는 선행 기술의 단점들을 방지하는 전기 장치, 특히 저장 장치를 제공하는 것이다.
특히, 마이크로 배터리로서 사용될 수 있고, 바람직하게는 충분한 밀봉력을 갖는 작은 치수의 콤팩트한 밀봉 저장 장치가 제공되어야 한다. 레이저 용접에 의해 재료가 가열되는 경우, 충분한 밀봉력이 제공되어야 한다.
또한 작은 하우징 두께가 가능해져야 하며, 이는 콤팩트함 외에 재료도 절약되게 한다. 또한 하우징의 관통 개구 내로 삽입된 도체, 특히 금속핀의 확실한 전기 절연이 제공되어야 한다. 배터리 및/또는 커패시터가 가능한 한 높은 정전 용량을 가질 수 있도록, 하우징 내부에서 가능한 한 많은 체적이 이용 가능해지도록 콤팩트하게 구성된 저장 장치를 제공하는 것이 목표이다. 따라서 피드스루를 갖는 본 발명에 따른 저장 장치는 특히 마이크로 배터리에 적합하다. 따라서 본 발명은 특히 본 출원에 명시된 바와 같이 피드스루를 갖는 기밀 밀봉된 마이크로 배터리에 관한 것이다.
마이크로 배터리의 일반적인 용례는 예를 들어 능동 RFID 및/또는 보청기, 혈압 센서와 같은 의료 기기 및/또는 무선 헤드폰이다. 이와 관련해서 용어가 자주 사용되어 일반적으로 공개되어 있다. 또한 마이크로 배터리는 사물 인터넷에서도 중요하다.
본 발명에 따르면, 상기 과제는 본 발명의 제1 양태에서 청구항 제1항에 따른 전기 장치, 특히 저장 장치에 의해 해결된다.
본 발명의 다른 양태에 따르면, 상기 과제는 청구항 제22항에 따른, 가요성 플랜지를 구비한 전기 장치에 의해 해결된다.
본 발명의 제3 양태에 따르면, 상기 과제는 하우징 또는 베이스 바디의 팽창 계수가 유리 재료의 팽창 계수보다 큰, 즉 압력 유리화가 존재하는 청구항 제36항에 따른 마이크로 배터리에 의해 해결된다.
전기 장치, 특히 저장 장치는 콘택 부재라고도 하는 도체가 유리화된 개구를 가진 피드스루를 포함한다.
본 발명은, 하우징부가 축을 중심으로 확장되는 개구를 포함하는 것을 특징으로 한다. 하우징부는 개구가 삽입되는 제1 영역 및 개구와 유리화 시 압력을 제공하는 제1 영역에 인접하는 제2 영역을 갖는다. 또한, 제1 영역은 본 발명에 따르면, 개구의 축에 대해 실질적으로 수직인 너비(W)를 갖는다. 압력 유리화 시 압축력을 이용 가능하게 하는 너비(W)는 본 발명에 따르면, 항상 개구 또는 제1 영역에 인접한 제2 영역에서 하우징부의 두께 또는 재료 두께(D2)보다 크다. 유리 재료의 제2 팽창 계수(α2)보다 항상 큰 제3 팽창 계수(α3) 및 너비(W)를 갖는 금속에 의해 유리- 또는 유리 세라믹 재료에 압력 유리화를 위한 충분한 예비 응력이 가해진다. 도체 또는 금속 핀은 제1 팽창 계수(α1)를 갖는다.
개구에 인접하는 하우징부의 두께 또는 재료 두께(D2, DE)는 바람직하게 0.1 ㎜ 내지 1 ㎜, 바람직하게는 0.1 ㎜ 내지 0.6 ㎜이다. 필요한 예비 응력이 가해지는 제1 영역의 너비(W)는 0.6 ㎜ 내지 1 ㎜, 바람직하게는 0.7 ㎜ 내지 0.9 ㎜이다. 전도성 재료, 특히 도체는 제1 팽창 계수(α1), 바람직하게는 최대 11·10-6 1/K를 갖는다. 유리- 또는 유리 세라믹 재료의 제2 팽창 계수(α2)는 바람직하게 9 내지 11·10-6 1/K이고, 하우징부, 특히 박판부의 팽창 계수(α3)는 12 내지 19·10-6 1/K이다.
하우징 재료의, 특히 박판부의 높은 팽창 계수(α3)로 인해 박판부를 통해 유리 재료에 응력이 가해지고 압력 유리화가 가능해진다.
팽창 계수(α1, α2, α3)가 실질적으로 동일한 맞춤형 피드스루와 달리 압력 유리화는, 레이저 용접 공정 후 맞춤형 피드스루에서 발생할 수 있는 누출이 확실하게 방지될 수 있는 장점을 갖는데, 그 이유는 압력 유리화 시 개구를 둘러싸는 하우징부를 통해 예비 응력이 항상 제공되기 때문이다.
박판부 형태의 하우징부를 통한 피드스루를 갖는 본 발명에 따른 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게 배터리, 특히 마이크로 배터리 또는 커패시터는 바람직하게는 0.1 ㎜ 내지 1 ㎜, 바람직하게는 0.15 ㎜ 내지 0.8 ㎜, 특히 0.15 ㎜ 내지 0.6 ㎜의 재료 두께 또는 두께를 갖는다. 하우징부 또는 박판부 및/또는 도체를 위한 재료로서 금속, 특히 철, 철 합금, 철-니켈 합금, 철-니켈 코발트 합금, KOVAR, 강, 특수강, 알루미늄, 알루미늄 합금, AlSiC, 마그네슘, 마그네슘 합금, 구리 합금, 구리 또는 티타늄 또는 티타늄 합금이 사용된다. 하우징부는 피드스루의 부분으로서 적어도 하나의 개구를 가지며, 상기 개구는 전도성 재료, 특히 유리- 또는 유리 세라믹 재료 내의 전도성 재료로 이루어진 도체를 수용한다.
하우징부를 위한 특히 바람직한 재료로서 이중 특수강 또는 오스테나이트계 특수강이 사용된다. 이중 특수강은 오스테나이트 섬을 포함하는 페라이트-(α-철-) 매트릭스로 구성된 2상 구조의 강이다. 이중 특수강은 스테인리스 크롬강(페라이트 또는 마르텐사이트)과 스테인리스 크롬-니켈 강(오스테나이트)의 특성들을 조합한다. 이중 특수강은 스테인리스 크롬-니켈 강보다 높은 강도를 갖지만, 스테인리스 크롬강보다 연성이다. 이중 특수강의 팽창 계수는  이고, 오스테나이트계 특수강의 팽창 계수는
이고, 오스테나이트계 특수강의 팽창 계수는  이다.
이다.
도체는 바람직하게 페라이트계 특수강으로 구성되고, 
 의 팽창 계수를 갖는 페라이트계 특수강 핀으로서 설계된다. 유리 재료는 바람직하게 9 내지 11·10-6 1/K의 팽창 계수(α2)를 갖는 유리 재료이다.
의 팽창 계수를 갖는 페라이트계 특수강 핀으로서 설계된다. 유리 재료는 바람직하게 9 내지 11·10-6 1/K의 팽창 계수(α2)를 갖는 유리 재료이다.
본 발명의 제1 실시예에서, 박판부는 개구가 있는 제1 영역 및 개구가 있는 제1 영역에 인접한 훨씬 더 얇은 제2 영역을 포함하는 것이 제공된다. 이러한 하우징부, 특히 박판부는, 예를 들어 0.6 ㎜의 두께 또는 재료 두께(D1)를 갖는 박판부를 예를 들어 0.2 ㎜의 두께(D2)로 다운 스탬핑함으로써 제조될 수 있다. 그런 다음, 예를 들어 0.6 ㎜의 두께(D1)에 상응하는 벽 두께를 갖는 유리화가 유리 내로 이루어진다. 개구 둘레의 두께(D1)를 갖는 제1 영역의 너비(W)는 유리 재료에 금속의 필요한 예비 응력을 가하기에 충분하다. 유리- 또는 유리 세라믹 재료가 있는 개구 둘레의 환형 영역의 너비(W)는 0.6 ㎜ 내지 1 ㎜이다.
두께(D1)를 갖는 박판부 내로 유리화 및 독점적인 다운 스탬핑 대신에, 예를 들어 대략 0.2 ㎜인 두께(D2)를 갖는 얇은 박판부는 칼라를 포함하고, 상기 칼라는 바람직하게는 높은 아치형의 성형된 칼라인 것이 제공될 수 있다. 물론, 다른 실시예에서, 두께(D1)에서 두께(D2)로 다운 스탬핑은 생략될 수 있고, 그러한 경우에 두께(D1)는 두께(D2)와 실질적으로 동일할 것이다.
특히 바람직한 실시예에서 하우징부와 칼라는 일체형이지만, 반드시 그래야 하는 것은 아니다. 위로 드로잉된 칼라에 의해서도 필요한 예비 응력을 유리- 또는 유리 세라믹 재료에 가하기 위해, 칼라는 위로 드로잉되어 유리화 길이(EL)를 이용할 뿐만 아니라, 칼라가 함몰부 및/또는 돌출부 또는 벌지(bulge)를 포함하는 것이 제공될 수 있다. 박판부의 벽 두께에 해당하며, 예컨대 0.2 ㎜ 불과하며 위로 드로잉된 칼라의 벽 두께가 매우 얇은 경우에도 돌출부 및/또는 함몰부에 의해, 압력 유리화를 위한 충분한 예비 응력을 위해 너비(W)가 제공된다. 이러한 경우에 함몰부/벌지가 있는 칼라의 강화된 형상은 유리- 또는 유리 세라믹 재료에 필요한 예비 응력을 가한다. 유리화 길이를 지정하고 EL에 의해 표시되는 내벽의 길이는 0.3 ㎜ 내지 1.0 ㎜, 특히 0.3 ㎜ 내지 0.5 ㎜이고, 위로 드로잉된 에지에 의해 형성된다.
본 발명에 따른 해결 방법으로, 중실 플레이트 대신에, 보다 비용 효율적인 드로잉 부분으로서 구현될 수 있는 매우 얇은 박판부에서도 압력 유리화가 가능하다. 하우징부 또는 박판부의 팽창 계수(α3)를 선택함으로써, 유리에 가해지는 예비 응력을 유리화된 도체의 인발력과 마찬가지로 설정할 수 있다.
유리화된 도체는 바람직하게는 페라이트계 특수강으로 이루어진 도체이다.
배터리 또는 커패시터와 같은 저장 장치의 금속 하우징과 단자의 단락을 방지하기 위해, 유리- 또는 유리 세라믹 재료에 절연 부재가 배치되고, 상기 절연 부재는 특히 플라스틱 또는 유리 또는 유리 세라믹으로 이루어질 수 있고, 특히 칼라 또는 박판부의 단부면을 덮는 것이 제공될 수 있다. 별도의 절연 부재에 대한 대안으로서, 예를 들어 발포 유리로 이루어진, 에지를 넘어 돌출하는 유리 재료가 제공될 수도 있다. 바람직하게 칼라의 표면의 평면은 피드스루를 통해 안내되는 전기 도체의 표면의 평면 아래에 놓인다. 절연 부재의 표면이 피드스루의 개구 내로 삽입되는 전기 도체의 표면이 있는 평면에 놓이는 경우, 특히 바람직하다.
본 발명에 따라 피드스루를 가진 전기 장치, 특히 저장 장치가 제안되고, 상기 피드스루는 도체와 접촉을 가능하게 하고, 하우징의 내부에 가능한 한 많은 조립 공간을 제공한다. 또한, 본 발명에 따른 장치는 기밀 밀봉되어 구현되고, 특히 콘택과 밀봉 재료 사이의 영역에서 기계적 및/또는 압력 부하 시 취성 밀봉 재료와의 개선된 호환성을 갖는다. 조립 공간의 확장은 특히, 저장 장치의 용량을 높이는 데 기여할 수 있다.
바람직한 실시예에서, 전기 장치는 가요성 플랜지를 포함하거나 가요성 플랜지에 연결된다.
가요성 플랜지는 바람직하게 연결 영역을 포함하고, 상기 연결 영역은 하우징부, 특히 유리- 또는 유리 세라믹 재료 내로 유리화된 도체를 가진 개구가 있는 박판부를 하우징, 예를 들어 저장 장치의 하우징에 연결하는 데 이용된다. 피드스루를 포함하는 하우징부는 용접, 특히 레이저 용접뿐만 아니라 납땜에 의해 하우징에 연결될 수 있다. 예를 들어 용접에 의한 연결은, He-누출률이 1 bar의 압력차에서 1·10-8 mbar l/s 미만이 되도록 한다. 따라서 He-누출률은 유리화된 도체의 경우와 동일하며, 저장 장치, 특히 배터리를 위한 기밀 밀봉 하우징이 제공된다.
예를 들어, 유리화 길이(EL)를 제공하는 융기된 에지와 인접한 하우징에 대한 연결 영역 사이에 형성된 가요성 플랜지의 자유 공간으로 인해 유리 재료에 작용하는 압력이 신뢰적으로 보상될 수 있다. 플랜지의 가요성은 예를 들어 온도 변동 시 유리의 파손을 방지하고 또는 레이저 용접으로 인한 인장 응력과 압축 응력을 보상한다.
가요성 플랜지를 사용하는 경우에도 유리 재료에 충분한 예비 응력을 가할 수 있도록 하기 위해, 가요성 플랜지의 재료로서 오스테나이트계 특수강이나 이중 특수강을 선택하는 것이 바람직하다. 오스테나이트계 특수강은 16 내지 18·10-6 K-1 또는 16 내지 18·10-6 1/K의 열팽창(α)을 가지며, 이중 특수강은 13 내지 14·10-6 K-1의 열팽창을 갖는다. 유리 재료의 팽창 계수는 바람직하게 9 내지 10·10-6 K-1 이다. 페라이트계 강의 팽창 계수는 10 내지 12·10-6 K-1이므로, 페라이트계 강은 바람직하게 맞춤형 피드스루를 위해 사용되는데, 그 이유는 유리 재료의 그리고 베이스 바디 또는 유리 재료를 둘러싸는 링의 재료의 팽창 계수는 실질적으로 동일하게 선택될 수 있기 때문이다. 오스테나이트계 및 이중 특수강으로 이루어진 플랜지는 압력 유리화를 위해 바람직한데, 그 이유는 짧은 유리화 길이에서도 이러한 재료들에 의해 충분한 압축 응력이 가해질 수 있기 때문이다.
특히 마이크로 배터리의 경우처럼, 전기 저장 장치가 최대 40 ㎜, 바람직하게는 최대 20 ㎜, 특히 바람직하게는 최대 5 ㎜, 특히 최대 4 ㎜, 바람직하게는 최대 3 ㎜, 특히 1 ㎜ 내지 40 ㎜, 특히 바람직하게는 1 ㎜ 내지 5 ㎜, 바람직하게는 1 ㎜ 내지 3 ㎜의 전체 높이를 갖는 경우, 특히 콤팩트한 전기 저장 장치가 제공된다.
이러한 마이크로 배터리의 직경은 20 ㎜ 내지 3 ㎜, 특히 8 ㎜ 내지 16 ㎜이다.
유리- 또는 유리 세라믹 재료는, 특히 유리- 또는 유리 세라믹 재료의 열 팽창을 설정하는 데 이용되는 충전제를 함유할 수 있다.
유리- 또는 유리 세라믹 재료로서 주성분 Al2O3, B2O3, BaO 및 SiO2를 갖는 알루미늄 보레이트 유리가 바람직하게 사용된다. 이러한 유리 재료의 팽창 계수의 범위는 바람직하게 9.0 내지 9.5 ppm/K 또는 9.0 내지 9.5·10-6 1/K이고, 따라서 하우징을 형성하는 금속 및/또는 금속핀의 팽창 계수의 범위이다. 언급된 팽창 계수는 특히 특수강, 특히 페라이트계 또는 오스테나이트계 특수강 또는 이중 특수강의 사용 시 특히 바람직하다. 이러한 경우에 특수강의 팽창 계수는 알루미늄 보레이트 유리의 팽창 계수와 유사하다.
압력 유리화를 위한 예비 응력은 실질적으로 하우징부, 특히 박판부의 재료의 상이한 팽창 계수에 의해 결정된다. 충분한 예비 응력을 가하기 위해, 하우징 또는 박판부(2)의 팽창 계수(α3)는 유리 재료의 팽창 계수(α2) 및/또는 도체의 계수(α1)보다 큰 2 내지 6·10-6 1/K 이다.
하우징부, 특히 배터리 커버가 칼라를 포함하는 경우, 칼라는 유리화에 필요한 유리화 길이(EL)를 제공한다.
칼라가 있는 하우징부의 경우 수직 굴곡부가 바람직하고, 즉 상승 또는 하강된 영역은 하우징 부품의 제1 평면 대해 수직이다. 이때 절연체와 하우징 부품 사이의 접촉 표면은 이러한 방식으로 확대되기 때문에, 도체의 특히 안정적인 유리화가 가능하다. 특히 박판부의 얇은 하우징 재료를 구부림 또는 성형을 이용한 하우징 커버의 상승 또는 하강에 의해 확실한 유리화에 필요한 길이가 제공될 수 있다. 유리화 길이(EL)는 바람직하게는 0.3 ㎜ 내지 1.0 ㎜, 바람직하게는 대략 0.6 ㎜이다. 도체는 유리- 또는 유리 세라믹 재료에 의해 기밀 밀봉되어 관통 개구 내로 삽입된다. 1 bar의 압력차에서 1·10-8 mbar l/s의 He-누출률은 기밀 밀봉으로 간주된다.
예비 응력을 가하는 데 필요한, 너비(W)를 갖는 벌지/만입부는 얇은 하우징부 또는 박판부의 성형에 의해, 예를 들어 구부림에 의해 마찬가지로 매우 간단하게 얻어질 수 있다.
예를 들어 온도의 영향으로 인해 유리화 후 유리- 또는 유리 세라믹 재료가 파손되는 것을 방지하기 위해, 칼라의 상승 또는 하강 영역이 하우징, 예를 들어 배터리 하우징에 피드스루의 접속을 위한 가요성 플랜지를 포함하는 경우, 바람직하다. 플랜지 자체는, 피드스루가 하우징부에 연결되는 영역, 소위 연결 영역을 포함한다. 하우징부에 대한 연결은 용접, 특히 초음파 용접 또는 납땜에 의해 이루어질 수 있다.
가요성 플랜지는 매우 간단하게 얻어질 수 있다. 따라서 예를 들어, 개구 주위에 있는, 제1 두께(D1)를 갖는 박판부는 두께(D2)로 다운 스탬핑될 수 있고, 다운 스탬핑 후에 두께(D2)를 갖는 섹션은, 가요성 플랜지가 형성되도록 변형될 수 있다. 두께(D2)를 갖는 박판이 가요성 플랜지를 형성하고, 위로 드로잉된 박판 또는 칼라가 유리화를 수용하는 것도 가능하다.
특히 가요성 플랜지의 칼라의 위로 드로잉된 가요성 플랜지 내로 유리화는 가요성 플랜지 및 위로 드로잉된 영역이 재료로서 오스테나이트계 강 또는 이중 강을 포함하는 경우에, 특히 가능하다.
전기 장치에 외에 본 발명은 또한 전기 장치, 특히 전기 저장 장치, 특히 배터리 또는 커패시터를 제조하기 위한 방법을 제공한다.
제1 실시예에서, 피드스루를 가진 전기 장치를 제조하기 위한 방법은 하기 단계들을 포함하고, 상기 하우징부는 피드스루의 부분으로서 적어도 하나의 개구를 가지며, 상기 개구는 유리- 또는 유리 세라믹 재료 내의 전도성 재료, 특히 도체를 수용한다:
- 제1 단계에서 재료 두께 또는 두께(D1)를 갖는 박판부를 제공된다.
- 박판부 내로 개구가 도입된다.
- 개구 주변 영역 외부에서 박판부는 두께(D2)로 다운 스탬핑되고, 즉 박판부의 두께가 크게 감소한다.
- 다운 스탬핑되지 않은 두꺼운 부분에 개구 내로 유리- 또는 유리 세라믹 재료 내의 도체가 삽입된다.
- 삽입 후에 박판부는 개구 내로 삽입된 재료와 함께 가열되어, 유리 재료 또는 유리-세라믹 재료 내의 도체의 압력 유리화가 수행된다.
유리화되는 박판부의 두께(D1)는 0.4 ㎜ 내지 1 ㎜, 바람직하게는 0.6 ㎜이다. 얇은 다운 스탬핑된 부분의 두께(D2)는 0.1 ㎜ 내지 0.4 ㎜, 바람직하게는 0.2 ㎜이다.
제2 실시예에서 두께(D2)를 갖는 얇은 박판부가 사용되며, 본 발명의 제1 실시예에서 대략 0.6 ㎜ 두께의 두꺼운 박판부에 의해 제공되는 필요한 유리화 길이를 실현하기 위해, 개구 주변으로 칼라는 성형에 의해 위로 드로잉된다. 본 발명에 따르면, 너비(W)를 갖는 벌지 및/또는 만입부가 있는 칼라가 제공된다. 칼라를 형성한 후, 유리- 또는 유리 세라믹 재료 내의 도체가 칼라가 있는 개구에 삽입되고, 개구에 삽입된 재료와 함께 박판부가 가열되어, 유리- 또는 유리 세라믹 재료 내의 도체의 압력 유리화가 수행된다.
본 발명은 계속해서 이에 제한되지 않고 도면을 참조하여 더 상세하게 설명될 것이다.
도 1a는 제1 실시예에 따라 개구에 인접하는 박판부가 작은 재료 두께로 다운 스탬핑되며, 하우징부, 특히 도체의 유리화를 위한 개구가 있는 배터리 커버의 횡단면을 도시한 도면.
도 1b는 개구 내로 유리화된 도체를 포함한 도 1a에 따른 하우징부의 횡단면을 도시한 도면.
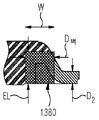
도 2a는 박판부가 칼라를 포함하고, 상기 칼라는 칼라가 있는 개구 내로 도체를 유리화하기 위한 벽을 제공하며, 하우징부, 특히 도체의 유리화를 위한 개구가 있는 배터리 커버의 횡단면을 도시한 도면.
도 2b는 개구 내로 유리화된 도체를 포함하는 도 2a에 따른 하우징부의 횡단면을 도시한 도면.
도 3은 하우징 커버가 가요성 플랜지를 포함하고, 도체의 유리화를 위한 개구가 있는 하우징부, 특히 배터리 커버의 횡단면을 도시한 도면.
도 4는 도 3에 따른 가요성 플랜지를 가진 하우징부의 상세도를 도시한 도면.
도 5는 두께(D2)를 갖는 박판부의 성형에 의해 얻어지는 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 6은 예를 들어 페라이트계 특수강에 필요한 유리화 길이(EL)가 표시되며, 도 5에 따른 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 7은 이중 특수강 또는 오스테나이트계 특수강에 필요한 유리화 길이(EL)가 표시되며, 도 5에 따른 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 8은 도3 , 도 4, 도 5, 도 6 및 도 7에 따른 본 발명에 따른 하우징부 또는 배터리 커버를 가진 마이크로 배터리를 도시한 도면.
도 9a 내지 도 9c는 단자 헤드를 포함하는 도체가 있는 피드스루를 도시한 도면.
도 10a는 하우징부, 특히 베이스 바디를 향한 유리- 또는 유리 세라믹 재료의 메니스커스(meniscus)가 없는 하우징부, 특히 베이스 바디에서 개구 내로 유리화된 도체를 도시한 도면.
도 10b는 하우징부, 특히 베이스 바디를 향한 유리- 또는 유리 세라믹 재료의 메니스커스가 있는 하우징부, 특히 베이스 바디에서 개구 내로 유리화된 도체를 도시한 도면.
도 1b는 개구 내로 유리화된 도체를 포함한 도 1a에 따른 하우징부의 횡단면을 도시한 도면.
도 2a는 박판부가 칼라를 포함하고, 상기 칼라는 칼라가 있는 개구 내로 도체를 유리화하기 위한 벽을 제공하며, 하우징부, 특히 도체의 유리화를 위한 개구가 있는 배터리 커버의 횡단면을 도시한 도면.
도 2b는 개구 내로 유리화된 도체를 포함하는 도 2a에 따른 하우징부의 횡단면을 도시한 도면.
도 3은 하우징 커버가 가요성 플랜지를 포함하고, 도체의 유리화를 위한 개구가 있는 하우징부, 특히 배터리 커버의 횡단면을 도시한 도면.
도 4는 도 3에 따른 가요성 플랜지를 가진 하우징부의 상세도를 도시한 도면.
도 5는 두께(D2)를 갖는 박판부의 성형에 의해 얻어지는 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 6은 예를 들어 페라이트계 특수강에 필요한 유리화 길이(EL)가 표시되며, 도 5에 따른 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 7은 이중 특수강 또는 오스테나이트계 특수강에 필요한 유리화 길이(EL)가 표시되며, 도 5에 따른 가요성 플랜지를 가진 하우징부를 도시한 도면.
도 8은 도3 , 도 4, 도 5, 도 6 및 도 7에 따른 본 발명에 따른 하우징부 또는 배터리 커버를 가진 마이크로 배터리를 도시한 도면.
도 9a 내지 도 9c는 단자 헤드를 포함하는 도체가 있는 피드스루를 도시한 도면.
도 10a는 하우징부, 특히 베이스 바디를 향한 유리- 또는 유리 세라믹 재료의 메니스커스(meniscus)가 없는 하우징부, 특히 베이스 바디에서 개구 내로 유리화된 도체를 도시한 도면.
도 10b는 하우징부, 특히 베이스 바디를 향한 유리- 또는 유리 세라믹 재료의 메니스커스가 있는 하우징부, 특히 베이스 바디에서 개구 내로 유리화된 도체를 도시한 도면.
도 1a에 하우징, 특히 저장 장치, 예를 들어 배터리, 특히 도 8에 도시된 마이크로 배터리의 하우징의 부분으로서 하우징부 또는 박판부(1)가 도시된다. 박판부는 유리 재료 내로 도체가 유리화될 수 있는 개구(3)를 포함한다. 유리화된 도체는 도 1a에 도시되지 않다. 도 1b는 도체가 삽입된 박판부를 도시한다. 저장 장치의 하우징의 일부로서 개구(3)가 있는 박판부의 얇은 섹션(5)은 박판부의 다운 스탬핑에 의해 제조된다. 이는, 먼저 유리- 또는 유리 세라믹 재료 내의 도체의 유리화를 위해 충분한, 예를 들어 0.6 ㎜의 벽 두께를 가진 박판이 제공되는 것을 의미한다. 그런 다음 펀칭 공정에 의해 충분한 벽 두께를 갖는 박판부에 개구가 도입된다. 예를 들어 펀칭 공정에 의해 박판부(1)에 개구(3)를 도입한 후에, 두께 또는 재료 두께(D1)를 갖는 박판부는, 예를 들어 다운 스탬핑에 의해 영역(5)에서 두께가 감소한다. 유리화되는 두께 또는 박판부는 예를 들어 0.6 ㎜이고, 박판부의 다운 스탬핑된 부분의 두께는 예를 들어 0.2 ㎜에 불과하다.
도 1a에서, 유리화가 수행되는 개구 영역에서 박판의 두께는 D1로 표시된다. 두께(D1)는 도 1b에 도시된 바와 같이, 유리- 또는 유리 세라믹 재료 내의 도체의 압력 유리화에 필요한 길이에 상응한다. 재료 두께 또는 두께(D1)를 통해 박판부 또는 하우징부와 유리- 또는 유리 세라믹 재료 또는 도체의 상이한 팽창 계수에 따라 유리- 또는 유리 세라믹 재료와 유리- 또는 유리 세라믹 재료 내로 유리화된 도체에 예비 응력이 가해져, 도체의 압력 유리화가 제공된다. 예비 응력을 제공하기 위해, 개구(3)의 축(A)에 대해 실질적으로 수직인 두께(D1)를 갖는 영역은 너비(W)를 갖는다. 너비(W)는 개구를 둘러싸는 금속 또는 개구를 둘러싸는 금속 링에 의해 압력 유리화에 필요한 예비 응력을 제공할 수 있는 것을 보장한다. 압력 유리화는, 헬륨 누출률이 1 bar의 압력차에서 1·10-8 mbar l/s 미만인 것을 특징으로 한다. 본 발명에 따르면, 도체의 팽창 계수(α1) 및 유리 재료의 팽창 계수(α2)는 박판부 또는 하우징 재료의 팽창 계수(α3)와 상이하다. 필요한 예비 응력을 가하기 위해, 박판부 또는 하우징부의 팽창 계수(α3)는 도체 또는 유리 세라믹 재료의 팽창 계수보다 대략 2 내지 8·10-6 1/K 더 크다. 하우징부, 특히 박판부의 팽창 계수(α3)는, 예를 들어 12 내지 19·10-6 1/K 이고, 전도성 재료 또는 유리- 또는 유리 세라믹의 팽창 계수는 9 내지 11·10-6 1/K 이다.
하우징부는 바람직하게 약 15·10-6 1/K 의 팽창 계수를 갖는 이중 특수강 또는 대략 18·10-6 1/K의 팽창 계수를 갖는 오스테나이트계 재료로 구성된다. 하우징부 또는 박판부의 도시된 실시예에 의해 압력 유리화는 고작 0.6 ㎜의 매우 얇은 박판 벽 두께이자 유리화 길이로도 제공된다. 고작 0.6 ㎜의 얇은 박판 두께에도 불구하고 개구를 둘러싸는 두께(D1)의 링에 의해 압력 유리화를 위한 충분한 예비 응력이 제공된다.
배터리 하우징의 나머지 하우징부와의 연결은 두께(D2)를 갖는 얇은 박판부 영역에서, 예를 들어 용접 연결을 이용해서 얇은 박판부에 도입된 돌출부(7)를 통해 이루어진다.
도 1b에는 두께(D1)를 갖는 유리화 링(9) 및 유리화 링(9)에서 유리화된 도체(20)를 가진 도 1a에 따른 하우징부가 도시된다. 도체(20)를 수용하는 유리 재료는 도면번호 22로 표시된다. 유리화 링 외부의 다운 스탬핑된 박판부(5)의 두께는 D2이다. 유리 링의 너비(W)는 압력 유리화에 필요한 압축력을 가하는 데 이용된다.
추가 실시예에서, 두께(D2)는 두께(D1)에 상응하는 것이 제공될 수 있다.
도 1a 및 도 1b에 도시된 유리화 링 대신에 대안적인 실시예에서, 사용된 박판이 일반적으로 두께(D2)를 갖고, 개구(3)의 영역에서 유리화에 필요한 에지(30)는 중실 박판부에 의해 제공되지 않고, 도 2a 및 도 2b에 도시된 바와 같이 얇은 박판부(5)의 에지(40)를 위로 드로잉 또는 딥 드로잉함으로써 제공된다. 그러면 위로 드로잉된 에지(40)가 칼라의 형태로 제공된다. 도 2b에 도시된 바와 같이, 유리 재료(22) 내의 도체(20)는 위로 드로잉된 칼라(40) 내로 유리화된다. 칼라(40)는 만입부(42)와 벌지(44)를 포함한다. 만입부는 유리 파손을 방지하기 위해 소정의 가요성을 제공하고, 벌지는 실질적으로 축(A)에 대해 너비(W)를 가지며, 상기 너비는 하우징부를 통해 충분한 예비 응력이 가해지는 것을 보장한다. 너비(W)는 전술한 실시예에서 대략 0.6 ㎜이다. 칼라 영역의 개구 내로 유리화된 도체는 압력 유리화를 위한 충분한 예비 응력에 노출된다.
도 1a 및 도 1b에 따른 방법과 달리 도 2a 및 도 2b에 따른 방법의 장점은, 박판부의 다운 스탬핑이 필요하지 않고, 연속하는 박판 두께(D2)를 갖는 박판이 유리화 길이(EL)에 상응하는 높이, 만입부(42) 및 벌지(44)를 갖는 칼라(40)가 형성되는 정도로만 성형되면 된다는 사실이다. 유리화 길이(EL)는 예를 들어 0.6 ㎜이고, 따라서 도 1a 및 도 1b에 따른 실시예의 두께(D1)에 상응한다. 위로 드로잉하여 칼라가 얻어지는 박판부의 두께(D2)는, 예를 들면 D2=0.2 ㎜이다.
도체 또는 유리- 또는 유리 재료의 열팽창 계수보다 훨씬 높은 박판부의 상이한 열팽창 계수(α3)로 인해, 도 2a 및 도 2b에 따른 벌지(44)를 갖는 위로 드로잉된 칼라(40)를 통해 압력 유리화를 위해 충분한 예비 응력이 도체(20)에 제공된다. 도 2b에 도시된 바와 같이, 개구(3) 내로 유리화된 도체는 10 내지 11·10-6 1/K의 α1을 갖는 페라이트계 특수강으로 이루어질 수 있으며, 박판부 또는 하우징부 및 칼라의 재료는 15 내지 18·10-6 1/K의 팽창 계수(α3)를 갖는 이중 특수강 또는 오스테나이트계 특수강이다.
중실 플레이트와 달리, 도 2a 및 도 2b에 따른 본 발명에 따른 버전은 매우 얇은 벽 두께(D2)를 특징으로 한다. 도체(20)의 압출력은 박판부 또는 하우징부로부터 유리에 가해지는 예비 응력에 의해, 너비(W)를 갖는 벌지(44)에 따라 결정된다.
도 3에 전기 저장 장치용 하우징부(1)가 가요성 플랜지(310)를 포함하는 실시예가 도시된다. 플랜지(310)는 연결 영역(380)을 포함하고, 상기 영역은 피드스루 또는 하우징부 또는 유리 또는 유리-세라믹 재료 내로 유리화된 도체를 가진 개구(3)가 있는 배터리부(1)를 도 5에 도시된 바와 같이 하우징에, 예를 들어 저장 장치의 하우징에 연결하는 데 이용된다. 개구가 있는 박판부와 하우징의 연결은 용접, 특히 레이저 용접뿐만 아니라 납땜에 의해 이루어질 수 있다. 연결은, He-누출률이 1 bar 압력차에서 1·10-8 mbar l/s 미만이 되도록 이루어진다. 따라서 He-누출률은 유리화된 도체의 경우와 동일하며, 저장 장치, 특히 배터리의 기밀 밀봉된 하우징이 제공된다. 위로 드로잉된 영역, 즉 유리화 길이(EL)를 제공하고 도 2a 내지 도 2b에 따른 실시예에 따른 드로잉된 칼라와 동일한 에지(300)와 연결 영역(380) 사이에 형성되는 자유 공간(F)으로 인해, 유리 재료에 작용하는 압력이 신뢰적으로 보상될 수 있다. 플랜지(310)의 가요성에 의해 예를 들어 온도 변동 시 유리가 깨지는 것이 방지된다. 특히, 플랜지(310)의 가요성에 의해, 예를 들어 레이저 용접에 의해 생기는 임의의 인장- 및 압축 응력이 방지된다. 이와 같이 인장- 및 압축 응력은 완화될 수 있다. 유리화 길이(EL)는 본 경우에 예를 들어 0.2 ㎜의 두께(D2)와 너비(W)를 갖는 박판부에 의해 제공되고, 상기 박판부는 도 1a 및 도 1b에서처럼 다운 스탬핑된 후 변형되어 가요성 플랜지를 형성한다. 유리화는 하우징부의 개구(3) 내로 이루어지며, 유리 재료에 예비 응력을 가하는 하우징부의 영역은 300으로 표시된다. 가요성 플랜지의 너비(W)는, 유리 재료에 가해지는 예비 응력을 제공하는 데 이용된다. 도 3에 도시된 바와 같이, 가요성 플랜지의 너비(W)는 유리화가 이루어지는 박판 섹션의 벽 두께를 넘어 가요성 플랜지의 영역까지 이른다.
하우징부, 바람직하게는 박판부는 특히 전기 저장 장치의 하우징의 부분이고, 특히 배터리 커버이다. 도시된 하우징부(1)와 나머지 하우징의 레이저 용접은 가요성 플랜지(380)의 팁(302)에서 이루어진다. 팁(302)의 영역에서 플랜지의 두께는 감소하여 박판부의 경우, 예를 들어 0.2 ㎜ 대신에 0.15 ㎜에 불과하다. 팁(302)의 영역에서 줄어든, 개구가 있는 하우징부의 플랜지(380) 또는 피드스루는 레이저 용접에 의해 전기 저장 장치의 나머지 하우징에 직접 연결될 수 있고, 그 결과 전기 저장 장치가 얻어진다. 레이저 용접에 의해 유리- 또는 유리 세라믹 재료를 포함한 전체 부품이 가열된다. 압력 유리화가 없는 피드스루의 경우 열 도입으로 인해 피드스루, 즉 유리- 및/또는 유리 세라믹 재료가 개방되어 피드스루에 누설이 발생할 수 있다. 이는 압력 유리화의 경우 방지된다. 저장 장치의 하우징은 본 발명에 따른 피드스루 또는 개구가 있는 하우징부를 포함한다. 개구가 있는 하우징부 또는 피드스루는 하우징부 또는 배터리 커버의 0.1 ㎜ 내지 1 ㎜에 불과한 매우 얇은 재료 두께(D2)로 인해 매우 콤팩트하기 때문에, 이러한 박판부를 피드스루의 부분으로서 배터리 하우징 내에 설치 시, 가요성 플랜지의 팁(302)의 영역에서 저장 장치의 나머지 하우징과의 예를 들어 용접에 의해 매우 콤팩트한 저장 장치, 특히 마이크로 배터리를 제공할 수 있다.
도 4는 가요성 플랜지(380)를 상세히 도시한다. 도 3과 동일한 부품들에는 동일한 참조 번호가 부여된다. 도 4에 도 3에서와 같이 가요성 플랜지의 너비(W)가 도시되지 않고, 두께(DE), 즉 유리화가 이루어지는 박판 섹션의 벽 두께가 도시된다. 벽 두께(DE)는 제2 섹션의 박판 두께(D2)와 유사할 수 있으며, 여기에서도 본 발명에 따라 너비(W)는 벽 두께(DE)보다 크다.
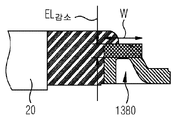
도 5는 가요성 플랜지(1380)를 포함하는 본 발명의 실시예의 구성을 도시하며, 상기 가요성 플랜지(1380)는 벽 두께로서 박판부와 동일한 두께, 즉 D2를 갖는다. 가요성 플랜지(1380)는 두께(D2)를 갖는 박판을 구부림으로써 얻어진다. 가요성 플랜지에는 유리화가 이루어지는, 마찬가지로 구부림으로써 형성되는 칼라를 포함한다. 도 5에 도시된 바와 같이, 너비(W)는 유리 재료(22) 내로 유리화가 이루어지는 링 영역으로부터 도 3과 유사하게 가요성 플랜지(1380)의 영역까지 연장된다. 가요성 플랜지가 페라이트계 재료로 제조되면, 유리화가 이루어지는 박판 섹션의 벽 두께가 특히 얇은 경우에, 예비 응력이 충분하지 않기 때문에, 확실한 압력 유리화를 제공하기에 예비 응력이 충분하지 않다.
재료가 특히 강인 경우에 이러한 압력 유리화를 제공하기 위해, 도 6에 도시된 바와 같이 실질적으로 너비(W)에 상응하는 전체 유리화 길이(EL)에 걸쳐 벽 두께(D벽)가 필요할 것이다. 유리에 영구적인 예비 응력을 가할 수 있으려면 금속 링의 이러한 큰 링 벽 두께가 필요하다. 도 6에서 알 수 있는 바와 같이, 벽 두께(D벽)는 박판 두께(D2)보다 훨씬 크다. 강, 특히 일반 강은 12 내지 13·10-6 K-1 의 팽창 계수를 갖는다.
그러나 놀랍게도, 16 내지 18·10-6 K-1의 열팽창 계수(α)를 갖는 오스테나이트계 특수강 재료 또는 13 내지 14·10-6 K-1의 열팽창 계수(α)를 갖는 이중 특수강 재료의 사용 시, 도 6에서처럼 전체 유리화 길이(EL)에 걸쳐 압력이 가해지는 것이 아니라, 도 7에 도시된 바와 같이 박판부의 실질적으로 박판 두께(D2)에 상응하는 감소한 유리화 길이(EL)에 걸쳐서만 압력이 가해지는 경우에, 충분한 예비 응력으로 확실한 압력 유리화를 제공하는 것이 가능하다. 도 5 및 도 6과 동일한 부품들은 동일한 참조 번호로 표시된다. 유리 재료에 압력을 가하는 영역의 너비(W)는 도 5 및 도 6에 도시되고, 가요성 플랜지의 영역에 이른다. 그러나 단점은 도 6에 도시된 바와 같이 융기하는 유리화인 압력 유리화의 영역에서 오스테나이트계 재료의 고압으로 인해 유리 재료에 크랙이 발생하는 것이다
따라서 도 5, 도 6 및 도 7에 따른 가요성 플랜지(1380)의 디자인에서 압력 유리화를 위해 움푹 들어가는 압력 유리화가 권장된다. 이 경우 유리 크랙이 거의 발생하지 않는다. 이는 이중 특수강을 사용함으로써 움푹 들어가는 압력 유리화 형태로 달성된다. 이중 재료를 사용하면 유리에 대한 예비 응력이 오스테나이트계 특수강에서보다 작고, 따라서 예비 응력과 외부에 있는 유리 영역 사이의 차압도 작고, 이는 유리 균열의 위험을 감소시킨다.
유리화가 이루어지는 가요성 플랜지의 다양한 링 재료 또는 재료의 선택에 의해 유리를 통해 핀 또는 도체에 작용하는 상이한 유리 예비 응력에 의해 핀 또는 도체의 압출력이 영향을 받을 수 있다. 이러한 영향으로 핀 또는 도체의 안전 벤트(safety vent) 기능, 즉 손상 시 배터리 과압이 발생할 경우 배터리의 개방이 조절될 수 있다.
유리화된 핀 또는 도체의 개방력에 영향을 미치기 위한 다른 제어 옵션은 유리화의 두께를 변경하는 것, 즉 상이한 유리 재료의 사용, 유리 내 상이한 기포 비율을 갖는 유리 재료의 사용, 유리화 전에 유리 몰딩부의 형상에 의한 유리 표면의 구조화, 유리화 중에 유리 몰딩부의 형상에 의한 유리 표면의 구조화, 유리화 후 레이저 가공에 의한 유리 표면의 구조화이다. 유리 표면의 구조화는 예를 들어 하나 이상의 노치 및/또는 테이퍼의 도입에 의해 이루어질 수 있다.
이러한 안전 벤트 기능은 또한 유리화된 핀 및/또는 베이스 바디의 노치 및/또는 테이퍼에 의해 달성될 수도 있다. 전술한 조치들은 개별적으로 또는 조합하여 수행될 수 있다. 구조화, 특히 노치 및/또는 테이퍼의 도입은 유리, 하우징부 및/또는 도체 내에서 상부- 및 하부면이 있는 하우징부 또는 베이스 바디의 한 측면에서 이루어질 수 있거나 2개의 측면에서, 즉 상부면 및 하부면에서, 즉 양측에서 이루어질 수 있다.
안전 벤트 기능을 위한 유리 재료의 구조화의 장점은, 유리가 성형체로서 정밀하게 치수 설계되어, 안전 벤트 기능의 트리거 지점이 매우 정확하게 설정될 수 있다는 것이다. 안전 벤트 기능을 위해 레이저를 사용하여 유리 재료에 예를 들어 홈이 도입되는 경우에, 특히 바람직하다. 그런 다음 유리 밀도 및/또는 베이스 바디의 두께, 즉 링 두께와 무관하게 도체를 위한 분출력 및 트리거 지점을 목표대로 설정하는 것이 가능하다.
도체를 위한 분출력 또는 압출력은 유리화의 길이 및/또는 메니스커스의 형성에 의해서도 영향을 받을 수 있다.
도체의 안전 벤트 기능을 이용해서 특히 손상 시 과압이 발생할 경우 저장 장치, 특히 배터리의 개방이 설정될 수 있다.
전술한 조치 외에도 아래에 설명된 조치들 중 하나 이상에 의해 도체의 압출력 및 이에 따른 안전 벤트 기능이 설정될 수 있다:
- 유리화 두께
- 상이한 유리 소재의 사용
- 유리 내 상이한 기포 비율
- 유리화 전 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 중에 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 후 레이저 가공에 의해 구조화된 유리 표면
- 유리 재료 내 한 면 또는 두 면의 노치 또는 테이퍼
- 유리화 길이 및 메니스커스의 형성
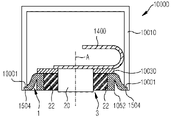
도 8에 본 발명에 따른 전기 장치, 특히 본 발명에 따른 피드스루가 있는 마이크로 배터리 또는 개구가 있는 하우징부를 도시한다. 전기 장치 또는 마이크로 배터리는 10000으로 표시되고, 피드스루 또는 개구(1)가 있는 하우징부는 도 3 및 도 4에서와 같이 형성된다. 도 3 및 도 4와 동일한 피드스루의 부품들은 도 5에서 동일한 참조 번호로 표시된다. 박판부(1)와 도 3 및 도 4에 따른 가요성 플랜지를 갖는 배터리 커버는 피드스루의 부분으로서 감소한 돌출부(10001)가 있는 영역에(1054)서 용접, 특히 레이저 용접에 의해 전기 장치 또는 마이크로 배터리의 하우징의 나머지 플랜지(10001)와 밀봉 연결된다. 피드스루의 개구(3) 내로 유리 재료(22)에 유리화된 도체(20)에 단자 러그(1400)가 접속된다. 하우징(10010) 내에 형성된 배터리는 하우징(10010) 내로 돌출하는 단자 러그(1400)를 통해 전기적으로 접속된다. 원통형으로 설계되고 피드스루에 직접 연결되는, 배터리의 나머지 하우징과 피드스루의 부분으로서 개구(3)가 있는 하우징 커버의 압력 밀봉 방식의 연결은 용접에 의해 이루어질 수 있다. 용접은 바람직하게는 피드스루의 부분으로서 개구가 있는 박판부와 박판부의 팁(1504) 영역에 배터리를 수용하는 바람직하게는 원통형 하우징부 사이에서 이루어진다. 팁(1504)에 용접된 영역의 높이는 최대 5 ㎜, 바람직하게는 최대 3 ㎜, 특히 1 ㎜ 내지 5 ㎜이고, 마이크로 배터리의 전체 높이를 결정한다. 압력 밀봉이란, He-누출률이 1 bar의 압력차에서 10-8 mbar l/sec 미만인 것을 의미한다. 도 3 및 도 4에 도시된 가요성 플랜지에 의해 하우징 내의 피드스루와 나머지 하우징부의 용접 후 및 그로 인한 온도 영향 후에도 충분한 탄성이 달성된다. 내부 도체(20)로부터 가요성 플랜지의 절연을 위해, 도 5에 도시된 피드스루는 유리화(22) 및 금속으로 이루어진 가요성 플랜지를 덮는, 예를 들어 유리 재료로 제조된 절연 링(10030)을 포함한다.
콤팩트한 피드스루로 인해, 전체 마이크로 배터리의 높이는 최대 5 ㎜, 바람직하게는 최대 3 ㎜이고, 특히 1 ㎜ - 5 ㎜이다. 도 3 및 도 4에 따른 가요성 플랜지가 있는 피드스루의 부분인 박판부 영역의 치수는 다음과 같다. 도체(20)의 직경은 1 ㎜ 내지 2 ㎜, 바람직하게는 1.5 ㎜이다. 개구(3)의 직경은 1 ㎜ 내지 4 ㎜, 바람직하게는 2.5 ㎜ 내지 3.0 ㎜이다. 본 경우에 단자 러그(1400)와 피드스루의 박판부 사이의 절연은 절연 링(10030)에 의해 달성된다. 절연 링의 대안으로서 예를 들어 발포 유리가 사용될 수도 있다. 절연을 위해 유리 재료로 덮인 영역은 0.2 ㎜이다. 하우징에 도입되는 피드스루의 부분인 전체 박판부의 폭은 4.0 ㎜ 내지 6.0 ㎜, 바람직하게는 4.5 ㎜이다. 도 5에 따른 실시예는, 피드스루가 도입된 경우에 하우징에 대해 예를 들어 콘택 러그(1400)를 위한 전기 절연을 제공하기 위해, 하우징부의 부분 면적(1052)의 표면이 무기 재료, 특히 유리 재료 또는 유리 세라믹 재료로 덮이는 것을 특징으로 한다.
도 8은 도 8에 도시된 바와 같이 구부러진 단자 러그(1400)에 의해 마이크로 배터리 내에 위치한 도체의 접촉을 도시하는 한편, 도 9a는 외부 단자를 갖는 도체를 도시한다. 도체(20)는 도체 상에 배치되고 금속 재료, 바람직하게는 도체와 동일한 재료로 이루어진 헤드 또는 단자 헤드(20000)를 포함한다. 바람직하게 헤드는 8 내지 15 ㎜의 직경을 가지며 원형으로 형성된다. 일반적으로 원형 도체의 직경은 4 ㎜ 내지 8 ㎜이다. 개구의 직경은 6 ㎜ 내지 10 ㎜이다. 유리화된 도체(20)는 금속 재료로 이루어진 단자 헤드(20000)로 도시되지 않은 전기 장치에 접속된다. 바람직하게는, 도체와 단자 헤드(20000)는 하나의 부분으로 이루어지고, 즉 단자 헤드는 스탬핑 시 스트레칭에 의해 얻어질 수 있다. 도체(20)의 단자 헤드(20000)와 마찬가지로 금속 재료로 이루어지는, 배터리 커버의 유리화 링(10) 사이의 단락을 방지하기 위해, 바람직하게는 유리- 또는 유리 세라믹 재료, 세라믹 또는 비전도성 유기 재료로 이루어진 절연 부재, 특히 절연 디스크(20010)가 제공된다.
도 9b는 단자 헤드(20000) 및 절연 디스크(20010)가 있는 유리화된 도체(20)와 유리화 링(10)을 가진 하우징부를 다시 도시한다. 절연 디스크(20010)가 도체(20)까지 연장되고 유리화 링(10)으로부터 전체 단자 헤드(20000)를 전기적으로 절연하는 것을 분명히 알 수 있다. 도 6a와 동일한 부품들은 동일한 참조 번호로 표시된다.
도 9c는 단자 헤드(20000)를 갖는 유리화된 도체가 있는 원형의 유리화 링(10)의 평면도를 도시한다. 도 9c에서 알 수 있는 바와 같이, 단자 헤드(20000)는 유리화 링(10)의 개구의 면적의 60% 내지 90%, 바람직하게는 70% 내지 85%를 덮는다. 유리화 링(10)은 개구가 있는 전술한 하우징부와 동일하고, 즉 유리화 링은 항상 유리 재료의 팽창 계수(α2)보다 큰 팽창 계수(α3)를 갖는다. 유리화 링(10)은 유리화가 이루어지는 베이스 바디라고도 할 수 있다. 도 10a 내지 도 10b에는 도 1b에 도시된 바와 같이 하우징부, 특히 베이스 바디, 바람직하게는 유리화 링(9)의 개구(3) 내로 도체(20)의 유리화가 상세히 도시된다. 도 10a에 따른 유리화의 경우 유리화는 도 10b보다 긴 길이에 걸쳐 이루어져서, 유리- 또는 유리 세라믹 재료로부터 하우징부, 특히 베이스 바디, 바람직하게는 유리화 링(9) 쪽으로 메니스커스가 형성되지 않는다. 메니스커스가 없는 유리화의 구현으로 인해, 유리 재료 내에 실질적으로 파손이 발생하지 않는다. 또한, 유리화된 도체의 높은 인발력이 제공된다.
이와 달리 도 10b는 하우징부 또는 베이스 바디 또는 유리화 링(9) 쪽으로 유리 재료에 메니스커스가 형성되는 본 발명의 실시예를 도시한다. 메니스커스는 참조 번호 30000으로 표시되고, 유리- 또는 유리 세라믹 재료는 참조 번호 22로 표시된다. 도 9a에 비해 유리화 길이가 짧기 때문에, 메니스커스가 형성된다. 메니스커스가 있는 유리화 시 유리 재료에 메니스커스가 형성되지 않는 경우에 비해 파손 횟수가 증가한다. 메니스커스의 형성에 의해 유리화된 금속 핀, 특히 도체의 인발 강도는 메니스커스가 없는 유리화에 비해 크게 감소한다. 요약하면, 메니스커스의 형성이 방지되는 유리화의 경우, 한편으로는 유리 파손의 형성 확률이 감소하고, 다른 한편으로는 인발 강도가 증가하는 것을 확인할 수 있다. 일반적으로 유리화가 이루어지는 베이스 바디가 얇을수록, 메니스커스의 효과가 더 크다. 일반적으로, 유리화 길이가 길수록, 인발력은 더 높은데, 그 이유는 메니스커스가 형성되지 않기 때문이다.
본 발명에 따른 피드스루는 특히 전기 저장 장치, 특히 배터리 또는 커패시터용 하우징에 사용된다. 전기 저장 장치를 위한 본 발명에 따른 매우 평평한 피드스루에 의해, 전기 저장 장치가 최대 5 ㎜의 전체 높이로 제공될 수 있는 것이 달성된다.
유리 재료 내로 도체의 압력 유리화에 의해 기밀 밀봉된 피드스루가 제공된다.
특히 압력 유리화로서 가요성 플랜지 디자인을 사용하는 경우, 특히 이중 특수강 또는 오스테나이트계 강을 사용하면 더 높은 핀- 또는 도체 압출력이 달성된다. 압력 유리화로서 가요성 플랜지 디자인은 또한 기계적으로 더 높은 부하 수용 능력이 있고, 종래의 유리화보다 유리화된 도체에 대해 더 높은 압출력을 나타낸다.
Claims (53)
- 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게는 배터리, 특히 마이크로 배터리 또는 커패시터에 관한 것으로, 금속, 특히 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금 또는 티타늄 또는 티타늄 합금으로 이루어진 장치의 하우징의 특히 하우징부(1)를 통과하는 피드스루를 포함하고, 상기 하우징부(1)는 피드스루의 부분으로서 적어도 하나의 개구(3)를 갖고, 상기 개구(3)는 축을 중심으로 확장되고, 하우징부의 제1 영역은 개구를 포함하고, 하우징부의 제2 영역은 개구에 인접하고, 개구는 유리- 또는 유리 세라믹 재료(22) 내의 전도성 재료, 특히 도체(20)를 수용하는 전기 장치에 있어서,
하우징부의 제1 영역은 개구의 축에 대해 실질적으로 수직인 너비(W)를 갖고, 제1 영역의 너비(W)는 항상 제2 영역의 두께(D2, DE)보다 크고, 전도성 재료는 제1 팽창 계수(α1)를 갖고, 유리- 또는 유리 세라믹 재료(22)는 제2 팽창 계수(α2)를 갖고, 하우징부(1)는 제3 팽창 계수(α3)를 가지며, 상기 제3 팽창 계수(α3)는 항상 제2 팽창 계수(α2)보다 큰 것을 특징으로 하는 전기 장치. - 제1항에 있어서, 두께(D2, DE)는 0.1 ㎜ 내지 1 ㎜, 바람직하게는 0.1 ㎜ 내지 0.6 ㎜인 것을 특징으로 하는 전기 장치.
- 제1항 내지 제2항 중 어느 한 항에 있어서, 너비(W)는 0.6 ㎜ 내지 1 ㎜, 바람직하게는 0.7 ㎜ 내지 0.9 ㎜인 것을 특징으로 하는 전기 장치.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 제3 팽창 계수(α3)는 12·10-6 1/K 내지 19·10-6 1/K이고, 제2 팽창 계수(α2)는 9·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 전기 장치.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 제1 팽창 계수(α1)는 6·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 전기 장치.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 하우징 및/또는 도체의 금속은 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금, 구리, 구리 합금 또는 티타늄 또는 티타늄 합금인 것을 특징으로 하는 전기 장치.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 유리 재료는 알루미늄 보레이트 유리인 것을 특징으로 하는 전기 장치.
- 제7항에 있어서, 알루미늄 보레이트 유리는 Al2O3 및 B2O3를 포함하는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 도체는 헤드부, 바람직하게는 단자 헤드(20000)를 포함하는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 제1 영역은 재료 두께 또는 두께(D1)를 갖고, 제2 영역(5)은 재료 두께 또는 두께(D2)를 가지며, 제1 영역의 두께(D1)는 항상 제2 영역(5)의 두께(D2)보다 큰 것을 특징으로 하는 전기 장치.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 제1 영역은 개구(3)의 영역에 칼라(40)를 갖고, 이에 따라 제2 영역(5)의 재료 두께 또는 두께(D2)보다 큰 높이를 갖는 내벽을 형성하고, 바람직하게 유리 재료 또는 유리 세라믹 재료(22, 1020)의 유리화 길이(EL)는 칼라(40)의 높이에 상응하는 것을 특징으로 하는 전기 장치.
- 제11항에 있어서, 칼라(40)는 높은 아치형의 성형된 칼라이고, 하우징부와 칼라는 특히 일체형인 것을 특징으로 하는 전기 장치.
- 제11항 내지 제12항 중 어느 한 항에 있어서, 칼라(40)는 바람직하게는 너비(W)를 갖는 돌출부 또는 벌지(44) 및/또는 만입부(42)를 포함하는 것을 특징으로 하는 전기 장치.
- 제11항 내지 제13항 중 어느 한 항에 있어서, 제2 영역(5)의 재료 두께 또는 두께(D2)는 칼라 및/또는 만입부 및/또는 벌지의 재료 두께 또는 두께와 실질적으로 동일한 것을 특징으로 하는 전기 장치.
- 제1항 내지 제14항 중 적어도 어느 한 항에 있어서, 특히 플라스틱 또는 유리 또는 유리 세라믹으로 이루어진 절연 부재(10030, 20010)가 유리- 또는 유리 세라믹 재료 상에 배치되고, 상기 절연 부재는 특히 칼라(40) 또는 하우징부의, 특히 제1 영역의 박판부의 단부면을 덮고, 바람직하게 상기 칼라(40) 및/또는 하우징부, 특히 제1 영역의 박판부의 표면의 평면은 도체(20)의 표면의 평면 아래에 놓이거나, 또는 절연 부재의 표면은 도체(20)의 표면이 있는 평면에 놓이는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제15항 중 어느 한 항에 있어서, 전기 장치는 최대 40 ㎜, 바람직하게는 20 ㎜, 특히 5 ㎜, 특히 최대 4 ㎜, 바람직하게는 최대 3 ㎜, 특히 1 ㎜ 내지 40 ㎜, 특히 바람직하게는 1 ㎜ 내지 5 ㎜, 바람직하게는 1 ㎜ 내지 3 ㎜의 전체 높이를 갖는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제16항 중 어느 한 항에 있어서, 하우징부는 가요성 플랜지(310)를 포함하는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제17항 중 어느 한 항에 있어서, 플랜지(310)는 유리화를 제공하는 상승- 또는 하강된 영역과 연결 영역 사이에 자유 공간(F)을 갖는 것을 특징으로 하는 전기 장치.
- 제1항 내지 제18항 중 어느 한 항에 있어서, 플랜지(310), 특히 가요성 플랜지는 특히, 연결이 대부분 기밀식이고 바람직하게 10-8 mbar l/sec 미만의 He-누출률이 제공되도록, 용접, 특히 레이저 용접 또는 납땜에 의해 배터리 하우징에 연결되는 것을 특징으로 하는 전기 장치.
- 피드스루를 포함하는 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게는 배터리, 특히 마이크로 배터리 또는 커패시터의 제조 방법으로서, 하우징부(1)는 적어도 하나의 개구(3)를 갖고, 상기 개구(3)는 유리- 또는 유리 세라믹 재료(22) 내의 전도성 재료, 특히 도체(20)를 수용하고, 다음 단계들,
- 하우징부로서 재료 두께 또는 두께(D1)를 갖는 박판부가 제공되고,
- 박판부 내로 개구(3)가 도입되고,
- 개구(3) 주변 영역 외부에서 박판부는 두께(D2)로 다운 스탬핑되고,
- 개구 내로 유리- 또는 유리-세라믹 재료(22) 내의 도체가 삽입되고,
- 유리 재료 또는 유리 세라믹 재료 내의 도체의 압력 유리화가 수행되도록, 개구 내로 삽입된 재료와 함께 박판부가 가열되는 단계를 포함하는 방법. - 피드스루를 포함하는 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게는 배터리, 특히 마이크로 배터리 또는 커패시터의 제조 방법으로서, 하우징부(1)는 적어도 하나의 개구(3)를 갖고, 상기 개구(3)는 유리- 또는 유리 세라믹 재료(22) 내의 전도성 재료, 특히 도체(20)를 도체 수용하고, 다음 단계들,
- 하우징부로서 재료 두께 또는 두께(D2)를 갖는 박판부가 제공되고,
- 박판부 내로 개구가 도입되고,
- 개구 주위로 칼라, 특히 만입부 및/또는 돌출부가 있는 칼라가 성형에 의해 위로 드로잉되고,
- 유리- 또는 유리 세라믹 재료 내의 도체는 칼라가 있는 개구에 삽입되고,
- 유리- 또는 유리 세라믹 재료 내의 도체의 압력 유리화가 수행되도록, 개구 내로 삽입된 재료와 함께 박판부가 가열되는 단계를 포함하는 방법. - 전기 장치, 특히 전기 저장 장치 또는 센서 하우징, 바람직하게는 배터리, 특히 마이크로 배터리 또는 커패시터에 관한 것으로, 금속, 특히 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금 또는 티타늄 또는 티타늄 합금으로 이루어진 장치의 하우징의 특히 하우징부(1)를 통과하는 피드스루를 포함하고, 상기 하우징부(1)는 피드스루의 부분으로서 적어도 하나의 개구(3)를 갖고, 상기 개구(3)는 축을 중심으로 확장되고, 하우징부의 제1 영역은 개구를 포함하고, 하우징부의 제2 영역은 개구에 인접하고, 개구는 유리- 또는 유리 세라믹 재료(22) 내의 전도성 재료, 특히 도체(20)를 수용하는 전기 장치에 있어서,
전도성 재료는 제1 팽창 계수(α1)를 갖고, 유리- 또는 유리 세라믹 재료(22)는 제2 팽창 계수(α2)를 갖고, 하우징부(1)는 제3 팽창 계수(α3)를 가지며, 상기 제3 팽창 계수(α3)는 항상 제2 팽창 계수(α2)보다 크고, 하우징은 가요성 플랜지를 포함하는 것인 전기 장치. - 제22항에 있어서, 플랜지(310)는 상승- 또는 하강된 영역과 연결 영역 사이에 자유 공간(F)을 갖는 것을 특징으로 하는 전기 장치.
- 제23항에 있어서, 플랜지(310), 특히 가요성 플랜지는 특히, 연결이 대부분 기밀식이고 바람직하게 10-8 mbar l/sec 미만의 He-누출률이 제공되도록, 용접, 특히 레이저 용접 또는 납땜에 의해 배터리 하우징에 연결되는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제24항 중 어느 한 항에 있어서, 하우징부는 두께(D2)를 갖는 배터리 커버부이고, 상기 D2는 0.1 ㎜ 내지 1 ㎜, 바람직하게는 0.1 ㎜ 내지 0.6 ㎜인 것을 특징으로 하는 전기 장치.
- 제22항 내지 제24항 중 어느 한 항에 있어서, 가요성 플랜지는 배터리 커버부의 성형에 의해 얻어지고, 상기 가요성 플랜지는 강도로서 배터리 커버부의 두께(D2)를 갖는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제25항 중 어느 한 항에 있어서, 가요성 플랜지는 다음 재료들 중 하나로 구성되는 것을 특징으로 하는 전기 장치:
- 10 내지 12·10-6 K-1의 팽창 계수를 갖는 페라이트계 특수강
- 12 내지 13·10-6 K-1의 팽창 계수를 갖는 일반 강
- 13 내지 14·10-6 K-1의 팽창 계수를 갖는 이중 특수강
- 16 내지 18·10-6 K-1의 팽창 계수를 갖는 오스테나이트계 특수강. - 제22항 내지 제27항 중 어느 한 항에 있어서, 상기 제2 팽창 계수(α2)는 9·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 전기 장치.
- 제22항 내지 제28항 중 어느 한 항에 있어서, 상기 제1 팽창 계수(α1)는 6·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 전기 장치.
- 제22항 내지 제29항 중 어느 한 항에 있어서, 하우징 및/또는 도체의 금속은 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금, 구리, 구리 합금 또는 티타늄 또는 티타늄 합금인 것을 특징으로 하는 전기 장치.
- 제22항 내지 제30항 중 어느 한 항에 있어서, 상기 하우징부는 개구의 영역에 칼라를 갖고, 이에 따라 재료 두께 또는 두께(D2)보다 큰 높이를 갖는 내벽을 형성하고, 유리- 또는 유리 세라믹 재료의 유리화 길이(EL)는 칼라(40)의 높이에 의해 결정되는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제31항 중 어느 한 항에 있어서, 전기 장치는 최대 40 ㎜, 바람직하게는 20 ㎜, 특히 5 ㎜, 특히 최대 4 ㎜, 바람직하게는 최대 3 ㎜, 특히 1 ㎜ 내지 40 ㎜, 특히 바람직하게는 1 ㎜ 내지 5 ㎜, 바람직하게는 1 ㎜ 내지 3 ㎜의 전체 높이를 갖는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제32항 중 어느 한 항에 있어서, 가요성 플랜지의 재료는, 유리를 통해 도체에도 작용하는 유리 예비 응력 및 도체의 압출력이 설정되는 방식으로 선택되는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제33항 중 어느 한 항에 있어서, 도체의 압출력의 설정에 의해, 도체의 안전 벤트 기능, 특히 손상 시 과압이 발생할 경우 저장 장치, 특히 배터리의 개방이 설정되는 것을 특징으로 하는 전기 장치.
- 제22항 내지 제34항 중 어느 한 항에 있어서, 도체의 압출력은 하기 조치들 중 하나 이상에 의해 설정되는 것을 특징으로 하는 전기 장치:
- 유리화의 두께
- 상이한 유리 재료의 사용
- 유리 내 상이한 기포 비율
- 유리화 전 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 시 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 후 레이저 가공에 의해 구조화된 유리 표면
- 유리 재료 내 한 면 또는 두 면의 노치 또는 테이퍼
- 도체 및/또는 하우징 또는 하우징부 또는 베이스 바디 내 노치 또는 테이퍼. - 금속, 바람직하게는 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금 또는 티타늄 또는 티타늄 합금으로 이루어진 장치의 하우징의 하우징부(1)를 통과하는 피드스루를 포함하는 마이크로 배터리로서, 상기 하우징부(1)는 피드스루의 부분으로서 적어도 하나의 개구(3)를 가지며, 상기 개구(3)는 축을 중심으로 확장되고, 하우징부의 제1 영역은 개구를 포함하고, 하우징부의 제2 영역은 개구에 인접하고, 유리 또는 유리-세라믹 재료(22) 내의 전도성 재료, 특히 도체(20)를 수용하는 마이크로 배터리에 있어서,
전도성 재료는 제1 팽창 계수(α1)를 갖고, 유리- 또는 유리 세라믹 재료(22)는 제2 팽창 계수(α2)를 갖고, 하우징부(1)는 제3 팽창 계수(α3)를 갖고, 제3 팽창 계수(α3)는 항상 제2 팽창 계수(α2)보다 큰 것을 특징으로 하는 마이크로 배터리. - 제36항에 있어서, 제3 팽창 계수(α3)는 12·10-6 1/K 내지 19·10-6 1/K이고, 제2 팽창 계수(α2)는 9·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 마이크로 배터리.
- 제36항 또는 제37항에 있어서, 제1 팽창 계수(α1)는 6·10-6 1/K 내지 11·10-6 1/K인 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제38항 중 어느 한 항에 있어서, 하우징 및/또는 도체의 금속이 철, 철 합금, 철-니켈 합금, 철-니켈-코발트 합금, KOVAR, 강, 스테인리스강, 특수강, 알루미늄, 알루미늄 합금, AlSIC, 마그네슘, 마그네슘 합금, 구리, 구리 합금, 또는 티타늄 또는 티타늄 합금인 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제39항 중 어느 한 항에 있어서, 전기 장치는 최대 40 ㎜, 바람직하게는 20 ㎜, 특히 바람직하게는 5 ㎜, 특히 최대 4 ㎜, 바람직하게는 최대 3 ㎜, 특히 1 ㎜ 내지 40 ㎜, 특히 바람직하게는 1 ㎜ 내지 5 ㎜, 바람직하게는 1 ㎜ 내지 3 ㎜의 전체 높이를 갖는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제40항 중 어느 한 항에 있어서, 하우징부는 가요성 플랜지를 포함하는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제41항 중 어느 한 항에 있어서, 플랜지는 유리화를 제공하는 상승- 또는 하강된 영역과 연결 영역 사이에 자유 공간(F)을 갖는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제42항 중 어느 한 항에 있어서, 플랜지(310), 특히 가요성 플랜지는 특히, 연결이 대부분 기밀식이고 바람직하게 10-8 mbar l/sec 미만의 He-누출률이 제공되도록, 용접, 특히 레이저 용접 또는 납땜에 의해 배터리 하우징에 연결되는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제43항 중 어느 한 항에 있어서, 마이크로 배터리는 하우징부로서 두께(D2)를 갖는 배터리 커버부를 포함하고, 상기 D2는 0.1 ㎜ 내지 1 ㎜, 바람직하게는 0.1 ㎜ 내지 0.6 ㎜인 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제44항 중 어느 한 항에 있어서, 가요성 플랜지는 배터리 커버부의 성형에 의해 얻어지고, 가요성 플랜지는 강도로서 배터리 커버부의 두께(D2)를 갖는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제45항 중 어느 한 항에 있어서, 가요성 플랜지는 다음 재료들 중 하나로 구성되는 것을 특징으로 하는 마이크로 배터리:
- 10 내지 12·10-6 K-1의 팽창 계수를 갖는 페라이트계 특수강
- 12 내지 13·10-6 K-1의 팽창 계수를 갖는 일반 강
- 13 내지 14·10-6 K-1의 팽창 계수를 갖는 이중 특수강
- 16 내지 18·10-6 K-1의 팽창 계수를 갖는 오스테나이트계 특수강. - 제36항 내지 제46항 중 어느 한 항에 있어서, 가요성 플랜지의 재료는, 유리를 통해 도체에도 작용하는 유리 예비 응력 및/또는 도체의 압출력이 설정되는 방식으로 선택되는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제47항 중 어느 한 항에 있어서, 도체의 압출력의 설정에 의해, 도체의 안전 벤트 기능, 특히 손상 시 과압이 발생할 경우 저장 장치, 특히 배터리의 개방이 설정되는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제48항 중 어느 한 항에 있어서, 도체의 압출력은 하기 조치들 중 하나 이상에 의해 설정되는 것을 특징으로 하는 마이크로 배터리:
- 유리화의 두께
- 상이한 유리 재료의 사용
- 유리 내 상이한 기포 비율
- 유리화 전 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 시 유리 몰딩부의 형상에 의해 구조화된 유리 표면
- 유리화 후 레이저 가공에 의해 구조화된 유리 표면
- 유리 재료 내 한 면 또는 두 면의 노치 또는 테이퍼
- 도체 및/또는 하우징 또는 하우징부 또는 베이스 바디 내 노치 또는 테이퍼.
- 유리화의 길이 및 메니스커스의 형성 - 제36항 내지 제49항 중 어느 한 항에 있어서, 유리 재료는 알루미늄 보레이트 유리인 것을 특징으로 하는 마이크로 배터리.
- 제50항에 있어서, 알루미늄 보레이트 유리는 Al2O3 및 B2O3를 포함하는 것을 특징으로 하는 마이크로 배터리.
- 제36항 내지 제51항 중 어느 한 항에 있어서, 도체는 헤드부, 바람직하게는 단자 헤드를 포함하는 것을 특징으로 마이크로 배터리.
- 제36항 내지 제52항 중 어느 한 항에 있어서, 전도성 재료, 특히 도체와 하우징부, 특히 베이스 바디 사이에 도입된 유리- 또는 유리 세라믹 재료는 하우징부, 특히, 베이스 바디 쪽으로 메니스커스를 형성하는 것을 특징으로 하는 마이크로 배터리.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102020107224.4A DE102020107224A1 (de) | 2020-03-17 | 2020-03-17 | Elektrische Einrichtung |
| DE102020107224.4 | 2020-03-17 | ||
| DE202020106518.1 | 2020-11-13 | ||
| DE202020106518.1U DE202020106518U1 (de) | 2020-03-17 | 2020-11-13 | Elektrische Einrichtung |
| PCT/EP2021/056011 WO2021185648A1 (de) | 2020-03-17 | 2021-03-10 | Elektrische einrichtung, insbesondere mikrobatterie, sowie verfahren zur herstellung |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220152235A true KR20220152235A (ko) | 2022-11-15 |
Family
ID=76753899
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227032248A KR20220152235A (ko) | 2020-03-17 | 2021-03-10 | 전기 장치, 특히 마이크로 배터리 및 제조 방법 |
| KR1020217009865A KR20220154593A (ko) | 2020-03-17 | 2021-03-10 | 하우징 부분, 특히 마이크로 배터리 및 하우징 부분을 제조하기 위한 방법 |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217009865A KR20220154593A (ko) | 2020-03-17 | 2021-03-10 | 하우징 부분, 특히 마이크로 배터리 및 하우징 부분을 제조하기 위한 방법 |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US20230021960A1 (ko) |
| EP (2) | EP4121993A1 (ko) |
| JP (2) | JP2023520176A (ko) |
| KR (2) | KR20220152235A (ko) |
| CN (2) | CN115298782A (ko) |
| DE (2) | DE102020107224A1 (ko) |
| WO (2) | WO2021185649A1 (ko) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102021123713A1 (de) | 2021-09-14 | 2023-03-16 | Schott Ag | Gehäuseteil für einen Energiespeicher und Energiespeicher |
| DE102022101390A1 (de) | 2022-01-21 | 2023-07-27 | Schott Ag | Elektrische Durchführung und Energiespeicher mit einer solchen Durchführung |
Family Cites Families (44)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US961672A (en) | 1910-01-21 | 1910-06-14 | Henry Gregory Barnhurst | Method of burning powdered fuel. |
| JPS5399426A (en) | 1977-02-10 | 1978-08-30 | Fuji Electrochemical Co Ltd | Enclosed alkaline battery |
| US4158721A (en) * | 1978-05-11 | 1979-06-19 | Gte Sylvania Incorporated | Glass-to-metal seal for electrochemical cells |
| DE2918376A1 (de) * | 1978-05-11 | 1979-11-15 | Gte Sylvania Inc | Behaelter fuer ein elektrochemisches element |
| IE50483B1 (en) * | 1979-12-04 | 1986-04-30 | Medtronic Inc | Electrical feedthrough with molded portion for electrochemical cells |
| US4841101A (en) | 1987-12-21 | 1989-06-20 | Pollock John A | Hermetically sealed feedthroughs and methods of making same |
| US5015530A (en) | 1988-01-21 | 1991-05-14 | The Unites States Of America As Represetned By The United States Department Of Energy | High expansion, lithium corrosion resistant sealing glasses |
| AU635043B2 (en) | 1989-07-12 | 1993-03-11 | Medtronic, Inc. | Lithium thionyl chloride resistant feedthrough |
| EP0756344B1 (en) | 1995-07-24 | 1999-12-15 | Sumitomo Chemical Company, Limited | Non-aqueous electrolyte lithium secondary battery |
| JP3184071B2 (ja) | 1995-09-06 | 2001-07-09 | キヤノン株式会社 | リチウム二次電池 |
| US5773959A (en) | 1996-01-11 | 1998-06-30 | Lockheed Martin Corporation | Lithium polymer battery charger methods and apparatus |
| EP0793287B1 (en) | 1996-01-31 | 1999-03-17 | AEA Technology plc | Polyvinylidene fluoride (PVdF) homopolymer as a solid polymer electrolyte in Lithium ion cells |
| KR100261252B1 (ko) | 1996-07-30 | 2000-07-01 | 윤종용 | 고분자 고체 전해질 및 이를 채용하고 있는 리튬 2차전지 |
| US5962720A (en) | 1997-05-29 | 1999-10-05 | Wilson Greatbatch Ltd. | Method of synthesizing unsymmetric organic carbonates and preparing nonaqueous electrolytes for alkali ion electrochemical cells |
| US5874185A (en) | 1997-07-24 | 1999-02-23 | Industrial Technology Research Institute | Polymer electrolyte material for use in lithium and lithium ion batteries |
| US6190798B1 (en) | 1998-01-09 | 2001-02-20 | Kabushiki Kaisha Toshiba | Sealed battery and method of manufacturing the same |
| US5994975A (en) | 1998-04-28 | 1999-11-30 | Trw Inc. | Millimeter wave ceramic-metal feedthroughs |
| US6406815B1 (en) | 2000-02-11 | 2002-06-18 | Delphi Technologies, Inc. | Compact lithium ion battery and method of manufacturing |
| US6433276B1 (en) | 2001-03-14 | 2002-08-13 | John Bellora | Surface mount feedthrough |
| US20030096162A1 (en) * | 2001-11-09 | 2003-05-22 | Lasater Brian J. | Lithium-ion battery seal |
| DE102006004036A1 (de) * | 2006-01-27 | 2007-08-09 | Schott Ag | Metall-Fixiermaterial-Durchführung und Verwendung einer derartigen Durchführung sowie Airbag und Gurtspanner mit einer Zündeinrichtung |
| FR2908928B1 (fr) | 2006-11-21 | 2009-11-27 | Commissariat Energie Atomique | Traversee etanche pour batterie au lithium, son procede de fabrication et son utilisation dans une batterie au lithium, et batterie au lithium mettant en oeuvre une telle traversee |
| DE102007063188A1 (de) | 2007-12-20 | 2009-06-25 | Daimler Ag | Batterie und Verfahren zum Betreiben einer Batterie |
| US9233253B2 (en) * | 2012-01-16 | 2016-01-12 | Greatbatch Ltd. | EMI filtered co-connected hermetic feedthrough, feedthrough capacitor and leadwire assembly for an active implantable medical device |
| DE102011009863B9 (de) * | 2011-01-31 | 2020-08-13 | Heraeus Deutschland GmbH & Co. KG | Keramikdurchführung mit Leitungselementen hoher Leitfähigkeit |
| WO2018114392A2 (de) * | 2016-12-20 | 2018-06-28 | Schott Ag | Grundkörper zur durchführung eines leiters sowie gehäuseteil eines gehäuses, insbesondere eines batteriegehäuses mit einem derartigen grundkörper |
| US11462789B2 (en) * | 2011-02-18 | 2022-10-04 | Schott Ag | Base body for feeding through of a conductor, and a housing component of a housing, in particular a battery housing comprising said base body |
| DE102011012430A1 (de) * | 2011-02-25 | 2012-08-30 | Schott Ag | Durchführung |
| CN103402941B (zh) | 2011-02-18 | 2019-03-01 | 肖特公开股份有限公司 | 玻璃,特别是玻璃焊料或熔融玻璃 |
| US9692173B2 (en) * | 2011-06-03 | 2017-06-27 | Greatbatch Ltd. | Feedthrough wire connector for use in a medical device |
| WO2012167921A1 (de) | 2011-06-10 | 2012-12-13 | Schott Ag | Durchführung |
| CN104956516B (zh) | 2013-01-31 | 2017-09-26 | 三洋电机株式会社 | 密闭型电池 |
| DE102013006463B4 (de) | 2013-04-15 | 2017-01-19 | Schott Ag | Durchführung |
| JP7005140B2 (ja) | 2013-04-25 | 2022-01-21 | ビーエスアンドビー イノベーション リミテッド | 脆弱線を有する錐台状破裂板 |
| JP6476871B2 (ja) * | 2014-05-22 | 2019-03-06 | 株式会社村田製作所 | 回路基板、蓄電装置、電池パックおよび電子機器 |
| DE102014016601A1 (de) * | 2014-11-11 | 2016-05-12 | Schott Ag | Bauteil mit Bauteilverstärkung und Durchführung |
| DE102014016600A1 (de) * | 2014-11-11 | 2016-05-12 | Schott Ag | Durchführung |
| EP3081258A1 (en) * | 2015-04-16 | 2016-10-19 | Greatbatch Ltd. | Rf filter for an active medical device (amd) for handling high rf power induced in an associated implanted lead from an external rf field |
| US10541391B2 (en) | 2015-09-30 | 2020-01-21 | Apple Inc. | Electrical feedthroughs for battery housings |
| DE102017221426A1 (de) | 2017-11-29 | 2019-05-29 | Schott Ag | Durchführung mit Flachleiter |
| DE102018005733B4 (de) * | 2018-07-20 | 2021-01-14 | Schott Ag | Glas-Metall-Durchführung |
| CN113196430A (zh) | 2018-11-23 | 2021-07-30 | 肖特股份有限公司 | 电气馈通件玻璃金属电极 |
| CN209691814U (zh) | 2019-04-02 | 2019-11-26 | 常州微宙电子科技有限公司 | 用于储能装置的防爆外壳以及储能装置 |
| CN109980155A (zh) * | 2019-04-04 | 2019-07-05 | 常州微宙电子科技有限公司 | 用于锂离子电池的盖板组件以及储能装置 |
-
2020
- 2020-03-17 DE DE102020107224.4A patent/DE102020107224A1/de active Pending
- 2020-11-13 DE DE202020106518.1U patent/DE202020106518U1/de active Active
-
2021
- 2021-03-10 JP JP2022556143A patent/JP2023520176A/ja active Pending
- 2021-03-10 KR KR1020227032248A patent/KR20220152235A/ko unknown
- 2021-03-10 CN CN202180022413.8A patent/CN115298782A/zh active Pending
- 2021-03-10 EP EP21712069.0A patent/EP4121993A1/de active Pending
- 2021-03-10 WO PCT/EP2021/056018 patent/WO2021185649A1/de unknown
- 2021-03-10 WO PCT/EP2021/056011 patent/WO2021185648A1/de unknown
- 2021-03-10 KR KR1020217009865A patent/KR20220154593A/ko unknown
- 2021-03-10 CN CN202180022927.3A patent/CN115315767A/zh active Pending
- 2021-03-10 JP JP2022556141A patent/JP2023520175A/ja active Pending
- 2021-03-10 EP EP21712068.2A patent/EP4121994A1/de active Pending
-
2022
- 2022-09-16 US US17/946,712 patent/US20230021960A1/en active Pending
- 2022-09-16 US US17/946,494 patent/US20230014877A1/en active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| WO2021185649A1 (de) | 2021-09-23 |
| EP4121993A1 (de) | 2023-01-25 |
| EP4121994A1 (de) | 2023-01-25 |
| JP2023520175A (ja) | 2023-05-16 |
| US20230021960A1 (en) | 2023-01-26 |
| US20230014877A1 (en) | 2023-01-19 |
| DE202020106518U1 (de) | 2021-06-22 |
| WO2021185648A1 (de) | 2021-09-23 |
| KR20220154593A (ko) | 2022-11-22 |
| JP2023520176A (ja) | 2023-05-16 |
| DE102020107224A1 (de) | 2021-09-23 |
| CN115315767A (zh) | 2022-11-08 |
| CN115298782A (zh) | 2022-11-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9616518B2 (en) | Feed-through | |
| KR102015740B1 (ko) | 피드스루 | |
| KR102563664B1 (ko) | 피드 스루, 피드 스루를 포함하는 하우징, 하우징을 포함하는 저장 장치 및 이를 포함하는 장치 | |
| US20210280934A1 (en) | Electrical feedthrough glass-metal electrodes | |
| KR102531899B1 (ko) | 도체의 피드스루를 위한 베이스 바디 및 특히 이러한 베이스 바디를 포함하는 하우징, 특히 배터리 하우징의 하우징 컴포넌트 | |
| US20230021960A1 (en) | Electrical device, in particular microbattery, and method for the production | |
| JP5374555B2 (ja) | 二次電池 | |
| CN104285318A (zh) | 电流切断装置以及使用电流切断装置的蓄电装置 | |
| EP2337121A2 (en) | Secondary battery pack with a novel structure | |
| US10224521B2 (en) | Feed-through | |
| CN110048053B (zh) | 用于储能装置的外壳以及储能装置 | |
| KR20090056027A (ko) | Ptc 소자가 장착된 탑 캡을 포함하는 전지팩 | |
| KR102563662B1 (ko) | 구성요소 보강체 및 피드스루를 갖는 구성요소 | |
| US20190363333A1 (en) | Secondary battery and secondary battery assembly | |
| US11462789B2 (en) | Base body for feeding through of a conductor, and a housing component of a housing, in particular a battery housing comprising said base body | |
| CN217444515U (zh) | 电气设备、尤其微电池 | |
| CN102110790A (zh) | 二次电池及其形成方法 | |
| KR20230091800A (ko) | 전기 저장 장치용 하우징 부품 및 전기 저장 장치 | |
| DE102019213901A1 (de) | Durchführung |