KR20220143698A - 반사율을 갖춘 브리징 요소를 갖는 에어로졸 발생 물품 - Google Patents
반사율을 갖춘 브리징 요소를 갖는 에어로졸 발생 물품 Download PDFInfo
- Publication number
- KR20220143698A KR20220143698A KR1020227031520A KR20227031520A KR20220143698A KR 20220143698 A KR20220143698 A KR 20220143698A KR 1020227031520 A KR1020227031520 A KR 1020227031520A KR 20227031520 A KR20227031520 A KR 20227031520A KR 20220143698 A KR20220143698 A KR 20220143698A
- Authority
- KR
- South Korea
- Prior art keywords
- aerosol
- bridging element
- wrapper
- filter
- rod
- Prior art date
Links
- 238000002310 reflectometry Methods 0.000 title claims abstract description 57
- 239000000758 substrate Substances 0.000 claims abstract description 62
- 239000011248 coating agent Substances 0.000 claims description 48
- 238000000576 coating method Methods 0.000 claims description 48
- 238000004519 manufacturing process Methods 0.000 claims description 10
- 238000011144 upstream manufacturing Methods 0.000 claims description 10
- 241000208125 Nicotiana Species 0.000 description 40
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 40
- 239000000463 material Substances 0.000 description 31
- 239000000049 pigment Substances 0.000 description 29
- 239000000523 sample Substances 0.000 description 28
- 239000000443 aerosol Substances 0.000 description 20
- 238000000034 method Methods 0.000 description 19
- 238000010438 heat treatment Methods 0.000 description 16
- 239000000853 adhesive Substances 0.000 description 14
- 230000001070 adhesive effect Effects 0.000 description 14
- 239000007787 solid Substances 0.000 description 13
- 239000012463 white pigment Substances 0.000 description 13
- 238000001816 cooling Methods 0.000 description 10
- 239000000123 paper Substances 0.000 description 10
- 239000013074 reference sample Substances 0.000 description 10
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 9
- 238000001914 filtration Methods 0.000 description 9
- 235000019504 cigarettes Nutrition 0.000 description 8
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 6
- 238000002485 combustion reaction Methods 0.000 description 6
- 230000000007 visual effect Effects 0.000 description 6
- 239000011111 cardboard Substances 0.000 description 5
- 150000001875 compounds Chemical class 0.000 description 5
- 239000000796 flavoring agent Substances 0.000 description 5
- GWEVSGVZZGPLCZ-UHFFFAOYSA-N Titan oxide Chemical compound O=[Ti]=O GWEVSGVZZGPLCZ-UHFFFAOYSA-N 0.000 description 4
- XLOMVQKBTHCTTD-UHFFFAOYSA-N Zinc monoxide Chemical compound [Zn]=O XLOMVQKBTHCTTD-UHFFFAOYSA-N 0.000 description 4
- 235000019634 flavors Nutrition 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000000020 Nitrocellulose Substances 0.000 description 3
- 229920002301 cellulose acetate Polymers 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000000945 filler Substances 0.000 description 3
- 238000004020 luminiscence type Methods 0.000 description 3
- 229920001220 nitrocellulos Polymers 0.000 description 3
- 239000008188 pellet Substances 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 239000003738 black carbon Substances 0.000 description 2
- AXCZMVOFGPJBDE-UHFFFAOYSA-L calcium dihydroxide Chemical compound [OH-].[OH-].[Ca+2] AXCZMVOFGPJBDE-UHFFFAOYSA-L 0.000 description 2
- 239000000920 calcium hydroxide Substances 0.000 description 2
- 229910001861 calcium hydroxide Inorganic materials 0.000 description 2
- 239000002775 capsule Substances 0.000 description 2
- 229920002678 cellulose Polymers 0.000 description 2
- 239000001913 cellulose Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- WTFXARWRTYJXII-UHFFFAOYSA-N iron(2+);iron(3+);oxygen(2-) Chemical compound [O-2].[O-2].[O-2].[O-2].[Fe+2].[Fe+3].[Fe+3] WTFXARWRTYJXII-UHFFFAOYSA-N 0.000 description 2
- SZVJSHCCFOBDDC-UHFFFAOYSA-N iron(II,III) oxide Inorganic materials O=[Fe]O[Fe]O[Fe]=O SZVJSHCCFOBDDC-UHFFFAOYSA-N 0.000 description 2
- 239000007788 liquid Substances 0.000 description 2
- 229920000747 poly(lactic acid) Polymers 0.000 description 2
- 239000004626 polylactic acid Substances 0.000 description 2
- 239000000843 powder Substances 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 230000000391 smoking effect Effects 0.000 description 2
- 239000004408 titanium dioxide Substances 0.000 description 2
- 235000013311 vegetables Nutrition 0.000 description 2
- 239000011787 zinc oxide Substances 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 1
- 229920000331 Polyhydroxybutyrate Polymers 0.000 description 1
- 239000004372 Polyvinyl alcohol Substances 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- 239000000969 carrier Substances 0.000 description 1
- 238000004140 cleaning Methods 0.000 description 1
- 238000011109 contamination Methods 0.000 description 1
- -1 crepe (crepe) Substances 0.000 description 1
- 230000002950 deficient Effects 0.000 description 1
- 230000006866 deterioration Effects 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 239000000499 gel Substances 0.000 description 1
- 210000004072 lung Anatomy 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005015 poly(hydroxybutyrate) Substances 0.000 description 1
- 229920002451 polyvinyl alcohol Polymers 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 239000012815 thermoplastic material Substances 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/01—Making cigarettes for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/47—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces
- A24C5/471—Attaching filters or mouthpieces to cigars or cigarettes, e.g. inserting filters into cigarettes or their mouthpieces by means of a connecting band
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/56—Making tipping materials, e.g. sheet cork for mouthpieces of cigars or cigarettes, by mechanical means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/025—Cigars; Cigarettes with special covers the covers having material applied to defined areas, e.g. bands for reducing the ignition propensity
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/045—Cigars; Cigarettes with mouthpieces or filter-tips with smoke filter means
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Containers And Packaging Bodies Having A Special Means To Remove Contents (AREA)
- Nozzles (AREA)
Abstract
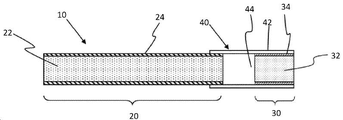
에어로졸 발생 물품(10)은 에어로졸 발생 기재(22)를 포함하는 로드(20); 로드(20)와 축방향으로 정렬된 필터(30); 로드(20) 및 상기 필터를 둘러싸고 필터를 로드에 고정하는 제1 래퍼(42)를 포함하는 브리징 요소(40); 및 공동(44)은 로드와 필터 사이에 위치되고, 브리징 요소(40)의 제1 부분에서 제1 래퍼(42)의 내부 표면에 의해 부분적으로 한정되는 공동(44)을 포함하며; 브리징 요소의 제1 부분은 85% 이상의 반사율을 가진다.
Description
본 개시는 에어로졸 발생 물품, 예를 들어 궐련 또는 가열식 에어로졸 발생 물품에 관한 것이다.
필터 궐련은 통상적으로, 종이 래퍼(wrapper)로 둘러싸인 담배 각초 형태의 에어로졸 발생 기재의 로드(rod) 및 포장된 담배 로드와 단부-대-단부 관계로 정렬된 원통형 필터를 포함하며, 필터는 티핑 페이퍼에 의해 담배 로드에 부착된다. 기존의 필터 궐련에서, 필터는 다공성 플러그 랩으로 래핑된 셀룰로스 아세테이트 토우로 이루어진 플러그로 구성될 수 있다. 주류 연기의 미립자 및 가스 성분을 제거하기 위해 2개 이상의 여과 재료의 부위를 포함하는 다중 구성 요소 필터를 갖는 필터 궐련이 또한 공지되어 있다.
일반적으로, 소비자는 담배 로드의 연소 영역(불붙은 단부)이 티핑 페이퍼의 에지에 도달할 때까지 궐련을 피운다. 이 시점에서, 필터에 대한 연소 영역의 근접성은 궐련에 의해 생성된 주류 연기의 맛과 향미에 부정적인 영향을 미칠 수 있는 필터의 연소 또는 과도한 가열을 초래한다.
연소보다는 가열에 의해 에어로졸을 발생시키기 위한 에어로졸 발생 물품이 당업계에 공지되어 있다. 이러한 에어로졸 발생 물품의 일 예는 에어로졸 발생 장치의 가열 요소에 의해 관통될 수 있는 에어로졸 발생 기재를 포함한다. 에어로졸 발생 기재는, 바람직하게는 고체 기재이고 담배를 포함한다. 가열 요소는 에어로졸 발생 기재를 가열하여 사용자가 에어로졸 발생 물품의 마우스 단부에서 필터를 통해 흡인할 수 있는 에어로졸을 발생시킨다. 대안적으로 또는 추가적으로, 에어로졸 발생 기재는 서셉터에 의해 가열될 수 있다. 이러한 경우에, 에어로졸 발생 장치는 교류가 통과하여 교번 자기장을 발생시키는 인덕터 코일을 포함할 수 있다. 이는 서셉터가 가열되도록 서셉터 내에 전압을 유도하며, 이는 결국 에어로졸 발생 기재를 가열한다. 서셉터는 에어로졸 발생 물품의 일부 또는 에어로졸 발생 장치의 일부일 수 있다. 이들 각각의 배열에서, 에어로졸 발생 기재는 약 300℃ 이상의 온도까지 가열될 수 있다. 결과적으로, 이러한 배열에서, 필터의 과도한 가열을 방지하는 것이 바람직할 수도 있다.
따라서, 에어로졸 발생 기재의 하류에 있는 에어로졸 발생 물품의 요소의 원치 않는 가열 또는 연소가 방지되는 에어로졸 발생 물품을 제공하는 것이 바람직할 것이다.
본 개시에서, 에어로졸 발생 물품이 제공된다. 에어로졸 발생 물품은 로드를 포함할 수 있다. 로드는 에어로졸 발생 기재를 포함할 수 있다. 에어로졸 발생 물품도 필터를 포함할 수 있다. 필터는 로드와 축방향으로 정렬될 수 있다. 에어로졸 발생 물품도 브리징 요소를 포함할 수 있다. 브리징 요소는 제1 래퍼를 포함할 수 있다. 제1 래퍼는 로드를 둘러쌀 수 있다. 제1 래퍼는 필터를 둘러쌀 수 있다. 제1 래퍼는 로드 및 필터를 둘러쌀 수 있다. 제1 래퍼는 필터를 로드에 고정시킬 수 있다. 제1 래퍼는 필터를 로드에 영구적으로 고정시킬 수 있다. 에어로졸 발생 물품은 공동을 포함할 수 있다. 공동은 로드와 필터 사이에 위치될 수 있다. 공동은 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정될 수 있다. 브리징 요소의 제1 부분은 85% 이상의 반사율을 가질 수 있다.
일 예에서, 에어로졸 발생 물품은 에어로졸 발생 기재를 포함하는 로드; 로드와 축방향으로 정렬된 필터; 로드와 필터를 둘러싸고 필터를 로드에 고정하는 제1 래퍼를 포함하는 브리징 요소; 및 로드와 필터 사이에 위치되고, 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하며, 브리징 요소의 제1 부분은 85% 이상의 반사율을 가진다.
로드와 필터 사이에 공동을 제공하면 에어로졸 발생 물품이 소모될 때 필터의 과도한 가열 또는 연소의 위험을 유리하게 감소시킨다.
에어로졸 발생 물품은 에어로졸 발생 기재의 점화의 결과로서 소모될 수 있다. 에어로졸 발생 기재를 포함하는 로드와 필터 사이에 공동을 제공하면 연소 영역이 로드의 단부에 도달할 때조차도, 필터에 대한 에어로졸 발생 기재의 연소 영역의 근접성을 감소시킨다.
에어로졸 발생 물품은 에어로졸 발생 기재를 연소하기 보다는 가열에 의해 소모될 수 있다. 에어로졸 발생 기재를 포함하는 로드와 필터 사이에 공동을 제공하면 필터가 과도하게 가열되지 않도록 보장한다.
필터와 로드를 고정하고 공동을 부분적으로 한정하는 내부 표면을 갖는 제1 래퍼를 포함하는 브리징 요소를 제공하면 제조가 간단하고 저렴한 에어로졸 발생 물품을 초래할 수 있다.
브리징 요소의 제1 부분은 85% 이상의 반사율을 갖는 부분이다. 브리징 요소는 제1 래퍼를 포함할 수 있다. 일부 구현예에서, 제1 래퍼는 85% 이상의 반사율을 갖는 부분을 가질 수 있다. 제1 래퍼의 이러한 부분은 래퍼의 제1 부분에 대응할 수 있다. 일부 구현예에서, 브리징 요소는 하나 초과의 래퍼를 포함할 수 있다. 예를 들어, 브리징 요소는 제1 래퍼의 일부분 및 제2 래퍼의 일부분을 포함할 수 있다. 제2 래퍼는 제1 래퍼를 둘러쌀 수 있다. 그 경우, 85% 이상의 반사율을 갖는 부분은 2개 이상의 층의 조합된 반사율의 결과일 수 있다. 임의의 경우에, 공동은 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정될 수 있다.
공동을 부분적으로 한정하고 85% 이상의 반사율을 갖는 브리징 요소의 제1 부분을 제공하면 에어로졸 발생 물품이 외부로부터 그리고 정상적인 조명 조건에서 보일 때 공동이 브리징 요소를 통해 시각적으로 식별될 수 없는 결과를 초래할 수 있다. 에어로졸 발생 물품의 사용자는 가시적인 공동을 갖는 에어로졸 발생 물품을 결함이 있는 것으로 간주할 수 있다. 바람직하게는, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 공동의 원주의 일부 또는 전부 주위로 연장될 수 있다.
공동을 한정하는 브리징 요소의 부분은 브리징 요소의 외부 표면에 입사하는 광에 대해 85% 이상의 반사율을 가질 수 있다. 제1 래퍼의 내부 표면에 입사하는 광과 비교하여 브리징 요소의 외부 표면에 입사하는 광에 대해 측정될 때 반사율은 동일하지 않을 수 있다. 주변으로부터의 광이 제1 래퍼의 외부 표면으로부터 내부 표면으로, 브리징 요소를 통해 투과되면, 공동은 가시적이다. 따라서, 외부 표면에 입사하는 광에 대한 85% 이상의 반사율은 공동의 가시성을 감소시키는 데 유리하다.
바람직하게는, 브리징 요소의 제1 부분은 90% 이상의 반사율을 가진다. 보다 더 바람직하게는, 공동을 한정하는 브리징 요소의 부분은 95% 이상의 반사율을 가진다.
85% 이상의 반사율을 갖는 공동을 한정하는 브리징 요소의 부분은 브리징 요소가 조립된 에어로졸 발생 물품 상의 브리징 요소의 반사율보다는 에어로졸 발생 물품과 분리될 때의 브리징 요소의 반사율을 지칭한다. 조립된 에어로졸 발생 물품에서, 공동의 영역에서의 브리징 요소의 반사율은 85% 이상일 수 있다. 또한, 조립된 에어로졸 발생 물품에서, 필터의 영역 내의 브리징 요소의 반사율은 공동의 영역 내의 브리징 요소의 반사율보다 크거나 같을 수 있다.
제1 래퍼는 로드를 필터에 영구적으로 고정시킬 수 있다. 브리징 요소의 제1 래퍼는 필터를 로드에 영구적으로 고정하기 위한 접착제를 포함할 수 있다. 특히, 브리징 요소의 제1 래퍼의 내부 표면은 제1 래퍼를 필터에 영구적으로 고정하기 위한 접착제를 포함할 수 있다. 대안적으로 또는 추가적으로, 브리징 요소의 제1 래퍼의 내부 표면은 제1 래퍼를 로드에 영구적으로 고정하기 위한 접착제를 포함할 수 있다. 제1 래퍼는 로드에 접착될 수 있다. 제1 래퍼는 필터에 접착될 수 있다.
본원에서 사용되는 바와 같이, 용어 "반사율"은 샘플의 불투명도의 척도이다. 즉, "반사율"은 광의 통과를 차단하는 샘플의 능력의 척도이다. 반사율은 흑색 배면 물질에 대한 단일 샘플의 발광 반사율과 샘플의 고유 발광 반사율의 비율로 계산된다. 반사율이 높을수록, 샘플을 통과하는 광의 양이 낮아진다.
본원에서 사용되는 바와 같이, 용어 "발광 반사율"은 샘플에 의해 반사된(즉, 물체의 입사 표면에 의해 반사된) 발광력과 입사 발광력의 비율이다. 발광력은 반사율계, 예를 들어 분광 광도계 Datacolor 800V를 사용하여 측정될 수 있다.
본원에서 사용되는 바와 같이, 용어 "고유 발광 반사율"은 불투명한 것으로 간주될 정도로 충분히 두꺼운 동일한 샘플의 적층체의 발광 반사율이다. 적층체 내의 샘플의 수를 두 배로 증가시킴으로써 적층체의 두께를 증가시킬 때, 적층체는 불투명한 것으로 간주되어, 측정된 반사율의 변화를 초래하지 않는다.
본원에서 사용되는 바와 같이, 용어 "흑색 배면 물질"은 모든 파장에서 0.2% 초과만큼 그의 공칭 값과 다르지 않은 반사율을 갖는 배면 물질을 지칭한다. 흑색 배면 물질은 분광 광도계 Datacolor 800V에서 제공된 바와 같은 흑색 트랩일 수 있다.
다음의 방법은 브리징 요소의 제1 부분의 반사율을 측정하는 데 사용될 수 있다. 이 방법은 ISO2471:2008에 기반한다.
먼저, 샘플의 적층체를 형성하기 위해 브리징 요소의 제1 부분 중 복수의 샘플을 준비할 필요가 있다. 각각의 샘플은 동일해야 한다. 샘플을 취급할 때, 샘플의 손상 또는 열화를 최소화하는 것이 중요하다. 샘플을 큰 봉투에 또는 두 개의 큰 판지 사이에 편평하게 놓는 것은 운송 중의 오염으로부터 샘플을 보호할 수 있다. 직사광선, 극한 온도 및 극도의 습도에 시료가 노출되는 것도 방지되어야 한다.
전술한 바와 같이, 적층체 내의 샘플의 수는 그 수의 배가로 반사율을 변경시키지 않도록 해야 한다. 각각의 샘플의 제1 부분은 에어로졸 발생 물품과 별개이거나 분리되어야 하며, 편평하고 단면으로(즉, 그 자체로 접히지 않게) 놓여야 한다. 각각의 샘플은 조립된 에어로졸 발생 물품의 외부 표면을 위로 향한 상태로 형성하는 샘플의 측면과 동일한 방식으로 위를 향해야 한다.
적층체의 고유 발광 반사율은 적층체의 상단면으로부터 측정된다. 이는 가장 가까운 0.01%까지 측정되어야 한다.
이어서, 제1 샘플을 샘플 적층체의 상단으로부터 제거하고, 제1 샘플 뒤의 흑색 배면 물질을 사용하여 샘플의 반사율을 측정한다. 샘플 상의 동일한 스팟은 샘플이 적층체의 일부일 때 및 샘플이 적층체로부터 제거될 때 측정되어야 한다.
브리징 요소의 제1 부분의 시료의 반사율은 시료의 발광 반사율을 고유 발광 반사율로 나눈 값에 100을 곱하여 계산된다.
샘플의 적층체에서 샘플의 반사율이 측정될 수 있다. 이 경우, 제1 샘플은 적층체의 바닥으로 이동되고, 제2 샘플 및 임의의 후속 샘플에 대한 발광 반사율 및 고유 발광 반사율의 측정이 반복된다. 바람직하게는, 이러한 공정은 5회 반복되고 평균 반사율이 계산된다.
ISO2471:2008은 적층체가 거꾸로 뒤집히고 측정이 하단 측에 대해 반복된다는 것을 설명한다. 그러나, 이는 브리징 요소의 반사율을 측정할 때 적절하거나 필요하지 않다. 전술한 바와 같이, 85% 초과의 반사율을 갖는 브리징 요소의 부분은 유리하게, 에어로졸 발생 물품이 외부로부터 그리고 정상적인 조명 조건에서 보일 때 공동의 가시성을 감소시킨다. 따라서, 내부 표면의 반사율의 측정은 중요하지 않다.
브리징 요소는 적어도 하나의 래퍼를 포함한다. 브리징 요소가 2개 이상의 래퍼를 포함하는 경우, 적층체 내의 브리징 요소의 제1 부분의 각각의 개별 샘플은 2개 이상의 래퍼를 포함한다. 복수의 래퍼는 단일 샘플로서 처리되어야 한다. 예를 들어, 브리징 요소가 3개의 래퍼를 포함하는 경우, 단일 샘플은 또한 3개의 래퍼를 포함한다. 따라서, 10개의 브리징 요소의 적층체는, 예를 들어 20개의 래퍼를 포함할 수 있다. 발광 반사율의 측정은 개별적인 래퍼가 아니라 복수의 래퍼로 함께 측정되어야 한다.
일부 경우에, 제1 부분의 반사율은 제1 부분의 반사율을 직접 측정하기 보다는, 공지된 반사율을 갖는 기준 샘플과 제1 부분 사이의 시각적 비교를 수행하여 결정될 수 있다. 예를 들어, 이러한 방법은 브리징 요소가 작은 경우에 유용할 수 있다. 대안적으로 또는 추가적으로, 시각적 비교는 반사율이 상대적으로 신속하게 결정되거나 추정될 수 있게 한다. 시각적 비교 방법에서, 공지된 반사율의 기준 샘플이 제공된다. 예를 들어, 기준 샘플은 표준 또는 이전에 측정된 반사율을 가질 수 있다.
시각적 비교는 브리징 요소의 제1 부분과 기준 샘플 둘 모두를 흑색 배면 물질에 배치하는 것과 균일한 광에서 반사율을 비교하는 것을 포함할 수 있다. 기준 샘플은 제1 부분과 유사한 특성을 가질 수 있다. 예를 들어, 기준 샘플 및 제1 부분의 색상은 유사하거나 동일할 수 있다. 특히, 기준 샘플과 제1 부분 둘 모두는 백색일 수 있다. 시각적 비교에서, 더 낮은 반사율을 갖는 구성요소는 더 짙어 보일 것이다. 따라서, 브리징 요소의 제1 부분이 기준 샘플과 동일하거나 덜 어두워 보이면 브리징 요소의 제1 부분이 적어도 기준 샘플의 반사율의 반사율을 갖는 것으로 결정될 수 있다. 시각적 비교는 제1 부분의 반사율을 정확하게 확인하기 위해 복수의 기술자에 의해 확인될 수 있다. 적어도 85%의 반사율을 갖는 기준 샘플이 사용될 수 있다.
본원에서 사용되는 바와 같이, 용어 '상류' 및 '하류'는 그 사용 중에 사용자가 에어로졸 발생 물품 위를 흡인하는 방향에 대하여 에어로졸 발생 물품의 요소들, 또는 요소들의 부분들의 상대적 위치를 설명하는 데에 사용된다.
본원에서 사용되는 바와 같이, 용어 "브리징 요소의 내부 표면"은 에어로졸 발생 물품의 내부를 향하는 브리징 요소의 표면을 설명하는 데 사용된다.
공동의 하류 단부는 로드에 의해 한정될 수 있다. 공동의 상류 단부는 필터에 의해 한정될 수 있다. 공동은 적어도 1 mm의 길이를 가질 수 있다. 이러한 공동의 길이는 이러한 열이 점화된 에어로졸 발생 기재에 의해 또는 에어로졸 발생 장치의 히터에 의해 생성되든지 간에, 공동의 상류에서 생성된 열이 필터로 전달되는 것을 감소시킬 수 있다. 공동은 필터의 과도한 열이 방지되도록 열 전달을 감소시킬 수 있다. 공동은 1 mm 내지 7 mm의 길이를 가질 수 있다. 바람직하게는, 공동은 2 mm 내지 5 mm의 길이를 가질 수 있다. 보다 더 바람직하게는, 공동은 3 mm의 길이를 가질 수 있다.
브리징 요소는 25 mm 초과의 길이를 가질 수 있다. 이러한 브리징 요소는 공동에 걸쳐 있고 로드와 필터 둘 모두를 둘러싸는 데 충분할 정도로 길 수 있다. 브리징 요소는 필터의 전체 길이를 따라 필터를 둘러쌀 수 있다. 브리징 요소는 25 mm 내지 약 36 mm의 길이를 가질 수 있다.
브리징 요소의 제1 부분은 공동의 길이의 적어도 1.2배의 거리만큼 브리징 요소의 길이를 따라 연장될 수 있다. 브리징 요소의 제1 부분은 공동의 길이의 적어도 1.5배의 거리만큼 브리징 요소의 길이를 따라 연장될 수 있다. 공동에 대해 브리징 요소의 제1 부분의 위치에 약간의 가변성이 있을 수 있다. 이러한 가변성은 제조 공차로부터 기인할 수 있다. 브리징 요소의 제1 부분이 브리징 요소의 길이를 따라 공동의 길이의 적어도 1.2 또는 1.5배의 거리만큼 연장되는 것이 이러한 가변성을 설명하는 데 도움이 될 수 있다. 제1 래퍼의 내부 표면은 공동에 대한 제1 부분의 위치와 무관하게 공동을 부분적으로 한정한다.
브리징 요소의 제1 부분은 브리징 요소의 길이를 따라 4 mm 내지 10 mm의 거리로 연장될 수 있다.
필터는 브리징 요소의 제1 부분에 의해 둘러싸일 수 있다. 즉, 브리징 요소의 제1 부분은 필터를 둘러싸기 위해 에어로졸 발생 물품의 길이를 따라 공동을 지나 연장된다. 브리징 요소의 제1 부분은 필터의 길이의 적어도 1 mm를 따라 연장될 수 있다.
로드는 브리징 요소의 제1 부분에 의해 둘러싸일 수 있다. 즉, 브리징 요소의 제1 부분은 로드를 둘러싸기 위해 에어로졸 발생 물품의 길이를 따라 공동을 지나 연장될 수 있다. 브리징 요소의 제1 부분은 로드의 길이의 적어도 2 mm를 따라 연장될 수 있다. 브리징 요소의 제1 부분은 로드의 길이의 2 mm 내지 7 mm를 따라 연장될 수 있다. 브리징 요소의 제1 부분은 로드의 전체 길이를 따라 연장될 수 있다.
제1 래퍼는 셀룰로스계 재료, 종이, 판지, 재구성 담배 또는 셀룰로스계 필름 중 적어도 하나를 포함할 수 있다. 제1 래퍼는 티핑 페이퍼일 수 있다.
브리징 요소는 단일 래퍼를 포함할 수 있다. 즉, 제1 래퍼는 브리징 요소를 형성하는 유일한 래퍼일 수 있다.
대안적으로, 브리징 요소는 제1 래퍼를 둘러싸는 제2 래퍼를 포함할 수 있다. 브리징의 제1 부분의 반사율은 제1 래퍼와 제2 래퍼 둘 모두의 반사율의 조합일 수 있다. 2개의 래퍼를 제공함으로써, 제1 부분의 일부로서 제1 래퍼의 반사율은 85%보다 훨씬 낮을 수 있다.
제2 래퍼는 셀룰로스계 재료, 종이, 판지, 재구성 담배 또는 셀룰로스계 필름 중 적어도 하나를 포함할 수 있다. 제2 종이 래퍼는 티핑 페이퍼일 수 있다.
브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 5 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장될 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 10 mm 초과의 거리만큼 공동 주위로 원주 방향으로 연장될 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 15 mm 초과의 거리만큼 공동 주위로 원주 방향으로 연장될 수 있다. 바람직하게는, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 공동의 전체 원주 주위로 원주 방향으로 연장될 수 있다. 유사하게, 브리징 요소의 제1 부분은 5 mm 초과, 10 mm 초과 또는 15 mm 초과의 거리만큼 공동 주위로 원주 방향으로 연장될 수 있다. 바람직하게는, 브리징 요소의 제1 부분은 공동의 전체 원주 주위로 연장될 수 있다.
브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 45도 초과의 각도를 대치하는 원호를 정의하도록 만곡될 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 90도 초과의 각도를 대치하는 원호를 정의하도록 만곡될 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 180도 초과의 각도를 대치하는 원호를 정의하도록 만곡될 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 270도 초과의 각도를 대치하는 원호를 정의하도록 만곡될 수 있다. 유사하게, 브리징 요소의 제1 부분은 45도 초과, 90도 초과, 180도 초과 또는 270도 초과의 각도를 대치하는 원호를 정의하도록 만곡될 수 있다.
브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 25 mm² 초과의 표면적을 가질 수 있다. 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 50 mm² 초과의 표면적을 가질 수 있다. 유사하게, 브리징 요소의 제1 부분은 25 mm² 초과 또는 50 mm² 초과의 표면적을 가질 수 있다.
브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 코팅을 포함할 수 있다. 코팅은 브리징 요소의 제1 부분에서 브리징 요소의 반사율을 증가시키는 데 기여할 수 있다. 코팅의 제공은 브리징 요소가 단일 래퍼를 포함하는 경우에 특히 바람직할 수 있다. 이러한 구현예에서, 단일 래퍼의 제1 부분의 반사율은 단일 래퍼가 코팅을 포함할 때 단지 공동을 가리는 데 충분히 높을 수 있다.
내부 표면에 코팅을 제공하면 브리징 요소의 제1 부분의 외부 표면 상의 질감과 같은 특징은 코팅에 의해 영향을 받지 않는다. 브리징 요소가 제1 부분과 상이한 적어도 제2 부분을 포함하는 구현예에서, 이는 유리하게, 브리징 요소의 연속적인 외관을 보장할 수 있다.
코팅은 제1 래퍼의 내부 표면에 인쇄될 수 있다. 코팅은 로토그라비어(rotogravure) 인쇄 기술을 사용하여 제1 래퍼의 내부 표면에 인쇄될 수 있다.
코팅의 커버리지 밀도는 1 g/cm² 내지 5 g/cm²일 수 있다. 이러한 코팅 밀도의 코팅은 유리하게, 공동이 코팅을 포함하는 제1 부분을 통해 식별할 수 없도록 제1 부분의 반사율에 충분히 기여할 수 있다. 코팅은 1 내지 5 μ의 두께를 가질 수 있다.
코팅은 불투명한 안료를 포함할 수 있다. 본원에서 사용되는 바와 같이, 용어 '불투명한 안료'는 광에 침투할 수 없는 안료를 설명하는 데 사용된다. 불투명 안료에 입사하는 광은 불투명 안료에 의해 대신 흡수되거나 반사될 수 있다. 불투명한 안료가 광에 침투할 수 없기 때문에, 코팅 내에 불투명한 안료를 제공하면 코팅을 갖는 래퍼의 제1 부분을 통과하는 광의 양을 감소시킨다. 따라서, 불투명한 안료를 포함하는 코팅을 제공하면 유리하게, 브리징 요소의 제1 부분의 반사율을 증가시킬 수 있다.
코팅은 백색 안료를 포함할 수 있다. 백색 안료에 입사하는 광은 반사된다. 백색 안료에 의해 반사된 광은 백색 안료를 통과하지 않는다. 백색 안료는 이산화티탄, 수산화칼슘 또는 산화아연 중 적어도 하나를 포함할 수 있다.
코팅은 흑색 안료를 포함할 수 있다. 흑색 안료에 입사하는 광은 유리하게 흡수될 수 있다. 흑색 안료에 의해 흡수된 광은 흑색 안료를 통과하지 않는다. 흑색 안료는 식물성 흑색 탄소 또는 흑색 산화철 중 적어도 하나를 포함할 수 있다.
코팅은 백색 및 흑색 안료 둘 모두를 포함할 수 있다. 제1 부분의 색상은 코팅 내의 백색 안료 대 흑색 안료의 비율에 따라 달라질 수 있다. 예를 들어, 더 높은 백분율의 흑색 안료는 더 어두운 외관을 갖는 코팅을 초래할 것이고, 따라서 브리징 요소의 제1 부분의 색상을 어둡게 할 것이다. 코팅은 10 중량% 내지 30 중량%의 흑색 안료를 포함할 수 있다. 코팅은 70 중량% 내지 90 중량%의 백색 안료를 포함할 수 있다. 바람직하게는, 코팅은 80%의 백색 안료 대 20%의 흑색 안료의 비율로 백색 및 흑색 안료를 포함할 수 있다. 브리징 요소가 제1 부분과 상이한 적어도 제2 부분을 포함하는 구현예에서, 이는 유리하게, 브리징 요소의 연속적인 외관을 보장할 수 있다.
코팅은 니트로셀룰로스를 포함할 수 있다. 코팅은 에탄올 또는 아세트산에틸과 같은 용매를 포함할 수 있다.
적어도 하나의 예에서, 에어로졸 발생 기재를 포함하는 로드; 로드와 축방향으로 정렬된 필터; 로드와 필터를 둘러싸고 필터를 로드에 고정하는 제1 래퍼를 포함하는 브리징 요소; 및 로드와 필터 사이에 위치되고, 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하는 에어로졸 발생 물품이 제공되며, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 코팅을 포함한다. 코팅은 이전 구절에서 언급된 임의의 특징을 가질 수 있다.
에어로졸 발생 기재를 포함하는 로드는 에어로졸 발생 기재를 둘러싸는 래퍼를 더 포함할 수 있다.
본원에서 사용되는 바와 같이, 용어 '에어로졸 발생 기재'는 에어로졸을 형성할 수 있는, 가열 또는 연소 시 휘발성 화합물을 방출할 수 있는 기재를 설명하는 데 사용된다. 본원에서 기재된 에어로졸 발생 물품의 에어로졸 발생 기재에서 발생된 에어로졸은 가시적 또는 비가시적일 수 있고, 증기(예를 들어, 실온에서는 보통 액체 또는 고체인, 기체 상태에 있는 물질의 미립자)뿐만 아니라, 기체 및 응축된 증기의 액적을 포함할 수 있다.
에어로졸 발생 물품은 로드 및 에어로졸 발생 기재의 점화에 의해 소모되는 유형일 수 있다. 에어로졸 발생 물품은 흡연 물품일 수 있다. 에어로졸 발생 물품은 궐련일 수 있다. 점화에 의해 소모된 에어로졸 발생 물품에서, 에어로졸 발생 기재는 임의의 적합한 담배 재료를 포함할 수 있다. 예를 들어, 담배 재료는 담배 각초(tobacco cut filler)를 포함할 수 있다.
에어로졸 발생 물품은 에어로졸 발생 기재를 연소하기 보다는 가열에 의해 에어로졸이 발생하는 유형일 수 있다. 소모 동안, 휘발성 화합물이 열원으로부터 열 전달에 의해서 에어로졸 발생 기재로부터 방출되고 에어로졸 발생 물품을 통해 흡인된 공기에 비말동반된다. 방출된 화합물이 냉각됨에 따라 응축되어 소비자에게 흡입되는 에어로졸을 형성한다. 열원은 에어로졸 발생 물품을 가열하기 위한 히터를 갖는 에어로졸 발생 장치에 의해 제공될 수 있다. 에어로졸 발생 물품은 가열식 에어로졸 발생 물품일 수 있다.
본원에서 사용되는 바와 같이, 용어 '에어로졸 발생 장치'는 에어로졸 발생 물품의 에어로졸 발생 기재와 상호 작용해서 에어로졸을 발생시키는 장치를 설명하는 데 사용된다. 바람직하게는, 에어로졸 발생 장치는 에어로졸 발생 물품의 에어로졸 발생 기재와 상호 작용해서 사용자의 입을 통해 사용자의 폐 속으로 직접 흡입될 수 있는 에어로졸을 발생시키는 흡연 장치이다.
에어로졸 발생 기재의 가열에 의해 소모된 에어로졸 발생 물품에서, 에어로졸 발생 기재는 바람직하게는 고체 에어로졸 발생 기재이다. 에어로졸 발생 기재는 액체 성분과 고체 성분 둘 모두를 포함할 수 있다. 에어로졸 발생 기재는 담배 재료를 포함할 수 있다.
대안적으로, 또는 추가적으로, 에어로졸 발생 기재는 에어로졸 발생 재료를 함유하는 비-담배를 포함할 수 있다.
에어로졸 발생 기재가 고체 에어로졸 발생 기재인 경우, 고체 에어로졸 발생 기재는, 예를 들면 허브 잎, 담뱃잎, 담배 엽맥들, 팽화 담배(expanded tobacco) 및 균질화 담배 중 하나 이상을 포함하는 분말, 과립, 펠릿(pellet), 슈레드(shred), 스트랜드, 스트립 또는 시트 중 하나 이상을 포함할 수 있다.
선택적으로, 고체 에어로졸 발생 기재는 고체 에어로졸 발생 기재의 가열 시에 방출되는, 담배 또는 비담배 휘발성 향미 화합물을 함유할 수 있다. 고체 에어로졸 발생 기재는, 예를 들어 추가의 담배 휘발성 향미 화합물 또는 비담배 휘발성 향미 화합물을 포함하는 하나 이상의 캡슐을 또한 함유할 수 있고, 이와 같은 캡슐은 고체 에어로졸 발생 기재의 가열 중에 용융될 수도 있다.
선택적으로, 고체 에어로졸 발생 기재는 열적으로 안정적인 담체 위에 제공되거나 그 안에 매립될 수 있다. 캐리어는 분말, 과립, 펠릿, 슈레드, 스트랜드, 스트립 또는 시트의 형태를 취할 수 있다. 고체 에어로졸 발생 기재는, 예를 들어 시트, 발포체, 겔 또는 슬러리 형태로 담체의 표면 위에 증착될 수 있다. 고체 에어로졸 발생 기재는 담체의 전체 표면 위에 증착될 수 있거나, 대안적으로 사용 동안 불균일한 향미 전달을 제공하기 위해서 패턴으로 증착될 수 있다.
바람직한 구현예에서, 에어로졸 발생 기재는 균질화 담배 재료를 포함한다.
본원에서 사용되는 바와 같이, 용어 '균질화 담배 재료(homogenised tobacco material)'는 미립자 담배를 응집(agglomerating)시켜서 형성된 재료를 나타낸다.
바람직하게는, 에어로졸 발생 기재는 주름진 균질화 담배 재료의 시트를 포함한다.
본원에서 사용되는 바와 같이, 용어 '시트'는 그것의 두께보다 실질적으로 큰 폭과 길이를 갖는 적층 요소를 나타낸다.
본원에서 사용되는 바와 같이, 용어 '주름진'은 에어로졸 발생 물품의 길이방향 축에 실질적으로 가로방향으로 엉켜 있거나, 접혀 있거나, 또는 그렇지 않으면 압축되었거나 또는 수축되어 있는 시트를 설명하는 데 사용된다.
균질화 담배 재료의 주름진 시트를 포함하는 에어로졸 발생 기재의 사용은 담배 재료의 슈레드를 포함하는 에어로졸 발생 기재에 비해 '느슨한 단부'의 위험, 즉 로드의 단부로부터 담배 재료 슈레드의 손실을 유리하게 상당히 감소시킨다. 느슨한 단부는 불리하게도 에어로졸 발생 물품 및 제조 장비와 사용하기 위한 에어로졸 발생 장치에 대해 더욱 빈번한 청소가 필요한 결과를 가져올 수 있다.
필터는 공동의 일 측면을 한정할 수 있다. 필터는 여과 재료의 필터 세그먼트를 포함할 수 있다. 필터는 또한, 여과 재료의 세그먼트를 둘러싸는 필터 래퍼를 포함할 수 있다. 여과 재료의 세그먼트는 필터의 전체 길이를 따라 연장될 수 있다. 여과 재료는 셀룰로스 아세테이트, 셀룰로스, 재구성 셀룰로스, 폴리락트산, 폴리비닐 알코올, 나일론, 폴리하이드록시부티레이트(polyhydroxybutyrate), 열가소성 재료, 전분, 부직포 재료, 길이방향으로 배향된 섬유와 랜덤하게 배향된 섬유, 크레이프(crepe), PLA 섬유, 및 이들의 조합 중 적어도 하나를 포함할 수 있다.
가열식 에어로졸 발생 물품의 필터는 여과 재료의 세그먼트에 더하여 구성 요소를 포함할 수 있다. 각각의 이들 구성요소는 필터 래퍼 내에 조립될 수 있다. 각각의 구성 요소는 축방향으로 정렬될 수 있다.
가열식 에어로졸 발생 물품의 필터는 여과 재료의 세그먼트의 상류에 위치된 에어로졸 냉각 요소를 포함할 수 있다. 에어로졸 발생 물품의 공동은 에어로졸 냉각 요소의 바로 상류에 위치될 수 있다.
가열식 에어로졸 발생 물품의 필터는 여과 재료의 세그먼트의 상류에 위치된 에어로졸 냉각 요소를 포함할 수 있다. 에어로졸 발생 물품의 공동은 에어로졸 냉각 요소의 바로 상류에 위치될 수 있다.
본원에서 사용되는 바와 같이, 용어 '에어로졸 냉각 요소(aerosol-cooling element)'는 표면적이 크고 흡인-저항이 낮은 요소를 설명하는 데에 사용된다. 사용 시, 에어로졸 발생 기재로부터 방출된 휘발성 화합물에 의해 형성된 에어로졸은 사용자가 흡입하기 전에 에어로졸 냉각 요소를 지나쳐 그에 의해 냉각된다.
에어로졸 냉각 요소는 대략 300 mm²/mm 내지 대략 1000 mm²/mm의 총 표면적을 가질 수 있다. 바람직한 구현예에서, 에어로졸 냉각 요소는 대략 500mm²/mm의 총 표면적을 가진다.
본 개시에서, 복수의 에어로졸 발생 물품을 포함하는 용기가 또한 제공되며, 여기서 에어로졸 발생 물품의 적어도 50%는 에어로졸 발생 기재를 포함하는 로드; 로드와 축방향으로 정렬된 필터; 로드와 필터를 둘러싸고 필터를 로드에 고정하는 제1 래퍼를 포함하는 브리징 요소; 및 로드와 필터 사이에 위치되고 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하며, 브리징 요소의 제1 부분은 85% 이상의 반사율을 가진다. 상기 에어로졸 발생 물품은 전술한 임의의 특징을 가질 수 있다. 상기 에어로졸 발생 물품은 에어로졸 발생 물품의 적어도 60%, 복수의 에어로졸 발생 물품의 적어도 70%, 적어도 80%, 또는 적어도 90%를 구성할 수 있다.
용기는 적어도 5개의 에어로졸 발생 물품을 포함할 수 있다. 용기는 적어도 10개의 에어로졸 발생 물품을 포함할 수 있다.
용기는 박스일 수 있다. 용기는 리디드 박스(lidded box)일 수 있다. 리드는 힌지식 리드일 수 있다.
개시에서, 에어로졸 발생 물품을 제조하는 방법이 또한 제공된다. 상기 방법은 로드를 제공하는 단계를 포함할 수 있다. 로드는 에어로졸 발생 기재를 포함할 수 있다. 방법은 또한, 필터를 제공하는 단계를 포함할 수 있다. 방법은 또한, 브리징 요소를 제공하는 단계를 포함할 수 있다. 브리징 요소는 제1 래퍼를 포함할 수 있다. 상기 방법은 또한, 제1 래퍼가 이격된 관계로 로드와 필터를 둘러싸서 로드와 필터 사이에 공동을 형성하도록 브리징 요소를 사용하여 필터를 로드에 고정시키는 단계를 포함할 수 있다. 공동은 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정될 수 있다. 브리징 요소의 제1 부분은 85% 이상의 반사율을 가질 수 있다.
일 예에서, 에어로졸 발생 물품의 제조 방법은, 에어로졸 발생 기재를 포함하는 로드를 제공하는 단계; 필터를 제공하는 단계; 제1 래퍼를 포함하는 브리징 요소를 제공하는 단계; 제1 래퍼가 이격된 관계로 로드와 필터를 둘러싸서 로드와 필터 사이에 공동을 형성하도록 브리징 요소를 사용하여 필터를 로드에 고정시키는 단계를 포함하며, 공동은 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되고, 브리징 요소의 제1 부분은 85% 이상의 반사율을 가진다.
필터를 로드에 고정시키는 단계는 브리징 요소를 로드 주위에 포장하는 단계를 포함할 수 있다. 필터를 로드에 고정시키는 단계는 브리징 요소를 필터 주위에 포장하는 단계를 포함할 수 있다. 필터를 로드에 고정시키는 단계는 필터를 로드에 영구적으로 고정시키는 단계를 포함할 수 있다. 필터를 로드에 고정시키는 단계는 래퍼의 내부 표면을 로드에 접착하는 단계를 포함할 수 있다. 필터를 로드에 고정시키는 단계는 래퍼의 내부 표면을 필터에 접착하는 단계를 포함할 수 있다. 브리징 요소의 제1 래퍼의 내부 표면은 접착제를 포함할 수 있다. 접착제는 브리징 요소를 로드에 영구적으로 고정시킬 수 있다. 접착제는 브리징 요소를 필터에 영구적으로 고정시킬 수 있다.
아래에 비제한적인 실시예의 비포괄적인 목록이 제공되어 있다. 이들 실시예의 임의의 하나 이상의 특징부는 본원에 설명된 다른 실시예, 구현예, 또는 측면의 임의의 하나 이상의 특징부와 조합될 수 있다.
실시예 1.
에어로졸 발생 물품으로서,
에어로졸 발생 기재를 포함하는 로드;
로드와 축방향으로 정렬된 필터;
로드와 필터를 둘러싸고 필터를 로드에 고정시키는 제1 래퍼를 포함하는 브리징 요소; 및
로드와 필터 사이에 위치되고, 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하며,
브리징 요소의 제1 부분은 85% 이상의 반사율을 갖는, 에어로졸 발생 물품.
실시예 2.
실시예 1에 있어서, 공동을 한정하는 브리징 요소의 일부분은 90% 이상의 반사율을 갖는, 에어로졸 발생 물품.
실시예 3.
실시예 1 또는 실시예 2에 있어서, 공동을 한정하는 브리징 요소의 일부분은 95% 이상의 반사율을 갖는, 에어로졸 발생 물품.
실시예 4.
실시예 1 내지 실시예 3 중 어느 한 실시예에 있어서, 공동은 적어도 1 mm의 길이를 갖는, 에어로졸 발생 물품.
실시예 5.
실시예 1 내지 실시예 4 중 어느 한 실시예에 있어서, 공동은 1 mm 내지 7 mm의 길이를 갖는, 에어로졸 발생 물품.
실시예 6.
실시예 1 내지 실시예 5 중 어느 한 실시예에 있어서, 공동은 2 mm 내지 5 mm의 길이를 갖는, 에어로졸 발생 물품.
실시예 7.
실시예 1 내지 실시예 6 중 어느 한 실시예에 있어서, 공동은 3 mm의 길이를 갖는, 에어로졸 발생 물품.
실시예 8.
실시예 1 내지 실시예 7 중 어느 한 실시예에 있어서, 브리징 요소는 25 mm 초과의 길이를 갖는, 에어로졸 발생 물품.
실시예 9.
실시예 1 내지 실시예 8 중 어느 한 실시예에 있어서, 브리징 요소는 25 mm 내지 36 mm의 길이를 갖는, 에어로졸 발생 물품.
실시예 10.
실시예 1 내지 실시예 9 중 어느 한 실시예에 있어서, 브리징 요소의 제1 래퍼의 제1 부분은 공동의 길이의 1.2배의 거리만큼 브리징 요소의 길이를 따라 연장되는, 에어로졸 발생 물품.
실시예 11.
실시예 1 내지 예 10 중 어느 한 실시예에 있어서, 브리징 요소의 제1 래퍼의 제1 부분은 브리징 요소의 길이를 따라 4 mm 내지 10 mm의 거리로 연장되는, 에어로졸 발생 물품.
실시예 12.
실시예 1 내지 실시예 11 중 어느 한 실시예에 있어서, 필터는 브리징 요소의 제1 부분에 의해 둘러싸이는, 에어로졸 발생 물품.
실시예 13.
실시예 1 내지 실시예 12 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 필터의 길이의 적어도 1 mm를 따라 연장되는, 에어로졸 발생 물품.
실시예 14.
실시예 1 내지 실시예 13 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 필터의 전체 길이를 따라 연장되는, 에어로졸 발생 물품.
실시예 15.
실시예 1 내지 실시예 14 중 어느 한 실시예에 있어서, 로드는 브리징 요소의 제1 부분에 의해 둘러싸이는, 에어로졸 발생 물품.
실시예 16.
실시예 1 내지 실시예 15 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 로드의 길이의 적어도 2 mm를 따라 연장되는, 에어로졸 발생 물품.
실시예 17.
실시예 1 내지 실시예 16 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 로드의 길이의 2 mm 내지 7 mm를 따라 연장되는, 에어로졸 발생 물품.
실시예 18.
실시예 1 내지 실시예 17 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 로드의 전체 길이를 따라 연장되는, 에어로졸 발생 물품.
실시예 19.
예 1 내지 예 18 중 어느 한 실시예에 있어서, 제1 래퍼는 셀룰로스계 재료, 종이, 판지, 재구성 담배 또는 셀룰로스계 필름 중 적어도 하나를 포함하는, 에어로졸 발생 물품.
실시예 20.
실시예 1 내지 실시예 19 중 어느 한 실시예에 있어서, 브리징 요소는 단일 래퍼를 포함하는, 에어로졸 발생 물품.
실시예 21.
실시예 1 내지 실시예 20 중 어느 한 실시예에 있어서, 브리징 요소는 제1 래퍼를 둘러싸는 제2 래퍼를 포함하는, 에어로졸 발생 물품.
실시예 22.
실시예 1 내지 실시예 21 중 어느 한 실시예에 있어서, 제2 래퍼는 셀룰로스계 재료, 종이, 판지, 재구성 담배 또는 셀룰로스계 필름 중 적어도 하나를 포함하는, 에어로졸 발생 물품.
실시예 23.
실시예 1 내지 실시예 22 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 5 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 24.
실시예 1 내지 실시예 23 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 10 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 25.
실시예 1 내지 실시예 24 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 15 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 26.
실시예 1 내지 실시예 25 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 공동의 전체 원주 주위로 연장되는, 에어로졸 발생 물품.
실시예 27.
실시예 1 내지 실시예 26 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 45도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 28.
예 1 내지 예 27 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 90도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 29.
실시예 1 내지 실시예 28 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 180도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 30.
실시예 1 내지 실시예 29 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 270도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 31.
실시예 1 내지 실시예 30 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 25 mm² 초과의 표면적을 갖는, 에어로졸 발생 물품.
실시예 32.
실시예 1 내지 실시예 31 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 5 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 33.
실시예 1 내지 실시예 32 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 10 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 34.
실시예 1 내지 실시예 33 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 15 mm 초과의 거리만큼 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
실시예 35.
실시예 1 내지 실시예 34 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 공동의 전체 원주 주위로 연장되는, 에어로졸 발생 물품.
실시예 36.
실시예 1 내지 실시예 35 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 45도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 37.
실시예 1 내지 실시예 36 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 90도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 38.
실시예 1 내지 실시예 37 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 180도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 39.
실시예 1 내지 실시예 38 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 270도 초과의 각도를 대치하는 원호를 정의하도록 만곡되는, 에어로졸 발생 물품.
실시예 40.
실시예 1 내지 실시예 39 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분은 25 mm² 초과의 표면적을 갖는, 에어로졸 발생 물품.
실시예 41.
실시예 1 내지 실시예 40 중 어느 한 실시예에 있어서, 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 코팅을 포함할 수 있는, 에어로졸 발생 물품.
실시예 42.
실시예 41에 있어서, 코팅의 커버리지 밀도는 1 g/cm² 내지 5 g/cm²인, 에어로졸 발생 물품.
실시예 43.
실시예 41 또는 실시예 42에 있어서, 코팅은 1 내지 5 μ의 두께를 갖는, 에어로졸 발생 물품.
실시예 44.
실시예 41 내지 실시예 43 중 어느 한 실시예에 있어서, 코팅은 불투명한 안료를 포함하는, 에어로졸 발생 물품.
실시예 45.
실시예 41 내지 실시예 44 중 어느 한 실시예에 있어서, 코팅은 백색 안료를 포함하는, 에어로졸 발생 물품.
실시예 46.
실시예 45에 있어서, 백색 안료는 이산화티탄, 수산화칼슘 또는 산화아연 중 적어도 하나를 포함하는, 에어로졸 발생 물품.
실시예 47.
실시예 41 내지 실시예 46 중 어느 한 실시예에 있어서, 코팅은 흑색 안료를 포함하는, 에어로졸 발생 물품.
실시예 48.
실시예 47에 있어서, 흑색 안료는 식물성 흑색 탄소 또는 흑색 산화철 중 적어도 하나를 포함하는, 에어로졸 발생 물품.
실시예 49.
실시예 41 내지 실시예 48 중 어느 한 실시예에 있어서, 코팅은 10 중량% 내지 30 중량%의 흑색 안료를 포함하는, 에어로졸 발생 물품.
실시예 50.
실시예 41 내지 실시예 49 중 어느 한 실시예에 있어서, 코팅은 70 중량% 내지 90 중량%의 백색 안료를 포함하는, 에어로졸 발생 물품.
실시예 51.
실시예 41 내지 실시예 50 중 어느 한 실시예에 있어서, 코팅은 80%의 백색 안료 대 20%의 흑색 안료의 비율로 백색 및 흑색 안료를 포함하는, 에어로졸 발생 물품.
실시예 52.
실시예 41 내지 실시예 51 중 어느 한 실시예에 있어서, 코팅은 니트로셀룰로스를 포함하는, 에어로졸 발생 물품.
실시예 53.
실시예 41 내지 실시예 52 중 어느 한 실시예에 있어서, 코팅은 에탄올 또는 아세트산에틸과 같은 용매를 포함하는, 에어로졸 발생 물품.
실시예 54.
복수의 에어로졸 발생 물품을 포함하는 용기로서, 복수의 에어로졸 발생 물품의 적어도 절반은 실시예 1 내지 실시예 53 중 어느 한 실시예에 따른 에어로졸 발생 물품인, 용기.
실시예 55.
실시예 54에 있어서, 적어도 5개의 에어로졸 발생 물품을 포함하는, 용기.
실시예 56.
실시예 54 또는 실시예 55에 있어서, 용기는 적어도 10개의 에어로졸 발생 물품을 포함하는, 용기.
실시예 57.
실시예 54 내지 실시예 56 중 어느 한 실시예에 있어서, 에어로졸 발생 물품의 적어도 90%는 실시예 1 내지 실시예 43에 따른 에어로졸 발생 물품일 수 있는, 용기.
실시예 58.
실시예 54 내지 실시예 57 중 어느 한 실시예에 있어서, 용기는 박스인, 용기.
실시예 59.
실시예 54 내지 실시예 58 중 어느 한 실시예에 있어서, 용기는 리디드 박스인, 용기.
실시예 60.
실시예 59에 있어서, 뚜껑은 힌지식 뚜껑인, 용기.
실시예 61.
에어로졸 발생 물품의 제조 방법으로서,
에어로졸 발생 기재를 포함한 로드를 제공하는 단계;
필터를 제공하는 단계;
제1 래퍼를 포함하는 브리징 요소를 제공하는 단계; 및
제1 래퍼가 로드와 필터를 이격된 관계로 둘러싸서 로드와 필터 사이에 공동을 형성하도록 브리징 요소를 사용하여 필터를 로드에 영구적으로 고정시키는 단계를 포함하며, 공동은 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면에 의해 부분적으로 한정되며,
브리징 요소의 제1 부분은 85% 이상의 반사율을 갖는, 에어로졸 발생 물품의 제조 방법.
실시예 62.
실시예 61에 있어서, 필터를 로드에 영구적으로 고정시키는 단계는 로드 주위에 브리징 요소를 포장하는 단계를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 63.
실시예 61 또는 실시예 62에 있어서, 필터를 로드에 영구적으로 고정시키는 단계는 브리징 요소를 필터 주위에 포장하는 단계를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 64.
실시예 61 내지 실시예 63 중 어느 한 실시예에 있어서, 필터를 로드에 고정시키는 단계는 필터를 로드에 영구적으로 고정시키는 단계를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 65.
실시예 61 내지 실시예 64 중 어느 한 실시예에 있어서, 필터를 로드에 고정시키는 단계는 래퍼의 내부 표면을 로드에 접착하는 단계를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 66.
실시예 61 내지 실시예 65 중 어느 한 실시예에 있어서, 필터를 로드에 고정시키는 단계는 래퍼의 내부 표면을 필터에 접착하는 단계를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 67.
실시예 61 내지 실시예 66 중 어느 한 실시예에 있어서, 브리징 요소의 제1 래퍼의 내부 표면은 접착제를 포함하는, 에어로졸 발생 물품의 제조 방법.
실시예 68.
실시예 67에 있어서, 접착제는 브리징 요소를 로드에 영구적으로 고정시키는, 에어로졸 발생 물품의 제조 방법.
실시예 69.
실시예 67 또는 실시예 68에 있어서, 접착제는 브리징 요소를 필터에 영구적으로 고정시키는, 에어로졸 발생 물품의 제조 방법.
일 예 또는 구현예에 관해 설명된 특징은 또한, 다른 예 및 구현예에 적용될 수 있다. 특히, 에어로졸 발생 물품과 관련하여 설명된 로드, 필터, 브리징 요소 및 공동의 특징은 또한, 에어로졸 발생 물품의 제조 방법과 관련하여 설명된 로드, 필터, 브리징 요소 및 공동에 적용될 수 있다.
이제, 실시예가 도면을 참조하여 추가로 설명될 것이다.
도 1은 본 개시에 따른 에어로졸 발생 물품을 도시하며, 에어로졸 발생 물품은 단일 래퍼를 포함하는 브리징 요소를 포함하고;
도 2는 본 개시에 따른 다른 에어로졸 발생 물품을 도시하며, 에어로졸 발생 물품은 제1 래퍼 및 제2 래퍼를 포함하는 브리징 요소를 포함하고;
도 3은 래핑되지 않은 상태에서 브리징 요소의 내부 표면을 도시하고;
도 4는 본 개시에 따른 에어로졸 발생 물품의 일부로서 브리징 요소를 도시하지만, 브리징 요소는 에어로졸 발생 물품의 다른 특징에 대한 브리징 요소의 내부 표면을 도시하도록 래핑되지 않은 상태로 도시하며;
도 5는 에어로졸 발생 기재를 연소하기 보다는 가열에 의해 에어로졸을 발생시키도록 구성된, 본 발명에 따른 에어로졸 발생 물품(300)을 도시한다.
도 1은 본 개시에 따른 에어로졸 발생 물품을 도시하며, 에어로졸 발생 물품은 단일 래퍼를 포함하는 브리징 요소를 포함하고;
도 2는 본 개시에 따른 다른 에어로졸 발생 물품을 도시하며, 에어로졸 발생 물품은 제1 래퍼 및 제2 래퍼를 포함하는 브리징 요소를 포함하고;
도 3은 래핑되지 않은 상태에서 브리징 요소의 내부 표면을 도시하고;
도 4는 본 개시에 따른 에어로졸 발생 물품의 일부로서 브리징 요소를 도시하지만, 브리징 요소는 에어로졸 발생 물품의 다른 특징에 대한 브리징 요소의 내부 표면을 도시하도록 래핑되지 않은 상태로 도시하며;
도 5는 에어로졸 발생 기재를 연소하기 보다는 가열에 의해 에어로졸을 발생시키도록 구성된, 본 발명에 따른 에어로졸 발생 물품(300)을 도시한다.
도 1은 상류 단부와 하류 단부를 가지고 그 하류 단부가 축방향으로 정렬된 필터(30)에 부착된 담배 로드(20)를 포함하는 에어로졸 발생 물품(10)을 도시한다. 에어로졸 발생 물품(10)은 담배 로드(20)의 점화에 의해 소모되도록 구성되는 궐련이다.
담배 로드(20)는 담배 로드 래퍼(24)에 의해 둘러싸이는 각초(22)의 충전물을 포함한다. 필터(30)는 필터 래퍼(34)에 의해 둘러싸인 셀룰로스 아세테이트 토우(32)의 단일 세그먼트를 포함한다.
에어로졸 발생 물품(10)은 또한, 단일 래퍼(42)를 포함하는 브리징 요소(40)를 포함한다. 단일 래퍼(42)는 담배 로드(20) 및 필터(30)를 둘러싼다. 단일 래퍼는 필터(30)를 담배 로드(20)에 영구적으로 고정하기 위한 접착제(도 1에 도시되지 않음)를 포함한다. 브리징 요소(40)는 85% 이상의 반사율을 가진다.
공동(44)은 담배 로드(20)와 필터(30) 사이에 위치한다. 공동(44)은 담배 로드(20) 및 필터(30)의 단부에 의해 그리고 브리징 요소(40)의 단일 래퍼(42)의 내부 표면에 의해 한정된다. 단일 래퍼의 내부 표면은 공동(44) 주위로 원주 방향으로 연장되고, 공동(44)의 전체 원주 주위로 연장된다. 85% 이상의 반사율을 갖는 브리징 요소(40)의 단일 래퍼(42)에 의해 부분적으로 한정된 공동(44)은 에어로졸 발생 물품이 외부로부터 그리고 정상적인 조명 조건에서 보일 때 공동이 브리징 요소를 통해 시각적으로 식별될 수 없게 한다. 공동(44)은 3 mm의 길이를 가진다. 즉, 담배 로드(20)와 필터(30) 사이의 간격은 3 mm이다.
도 2는 에어로졸 발생 물품(100)을 도시한다. 에어로졸 발생 물품(100)은 제1 래퍼(52) 및 제2 래퍼(53)를 포함하는 브리징 요소(50)를 포함한다. 모든 다른 면에서, 에어로졸 발생 물품(100)은 도 1의 에어로졸 발생 물품(10)과 동일하다.
브리징 요소(50)의 제1 래퍼(52)는 담배 로드(20) 및 필터(30)를 둘러싼다. 제1 래퍼(52)는 필터(30)를 담배 로드(20)에 영구적으로 고정하기 위한 접착제(도 2에 도시되지 않음)를 포함한다. 제2 래퍼(53)는 제1 래퍼(52)를 둘러싼다.
브리징 요소(50)는 85% 이상의 반사율을 가진다. 제1 래퍼(52) 및 제2 래퍼(53) 둘 모두는 브리징 요소(50)의 반사율에 기여한다. 담배 로드(20)와 필터(30) 사이에 위치된 공동은 담배 로드(20)와 필터(30)의 단부들에 의해 그리고 제1 래퍼(52)의 내부 표면에 의해 한정된다.
도 1 및 도 2에 각각 도시된 에어로졸 발생 물품의 각각의 브리징 요소(40, 50)의 전체 길이가 85% 초과의 반사율을 가질 필요는 없다. 도 3은 85% 이상의 반사율을 갖는 브리징 요소의 일부분이 브리징 요소의 전체 길이를 따라 연장되지 않는 브리징 요소의 예를 도시한다.
도 3은 단일 래퍼(62)를 포함하는 브리징 요소(60)를 도시한다. 브리징 요소(60)는 임의의 에어로졸 발생 물품과 별개로 그리고 단일 래퍼(62)의 내부 표면의 관점에서 도시된다. 브리징 요소(60)는 85% 이상의 반사율을 갖는 제1 부분(64)을 포함한다.
단일 래퍼(62)는 제1 부분(64)을 표시하는 내부 표면에 코팅을 포함한다. 코팅은 1 내지 5 g/cm²의 커버리지 밀도로 단일 래퍼의 내부 표면에 인쇄된다. 코팅은 불투명한 안료를 포함한다. 불투명한 안료는 80%의 백색 안료 대 20%의 흑색 안료의 비율로 백색 및 흑색 안료를 포함한다. 코팅은 또한, 니트로셀룰로스 및 에탄올 또는 아세트산에틸 용매를 포함한다. 코팅은 제1 부분(64)의 반사율이 85% 이상인 것에 기여한다.
단일 래퍼(62)는 또한, 접착제(66)의 선을 포함한다. 이들 접착제(66) 라인은 브리징 요소(60)를 담배 로드(20) 및 필터(30)에 영구적으로 고정하는 데 사용된다.
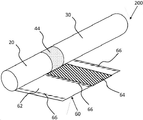
도 4는 에어로졸 발생 물품(200)의 일부로서 브리징 요소(60)를 도시하지만, 에어로졸 발생 물품(200)의 다른 특징에 대하여 단일 래퍼(62)의 내부 표면을 도시하도록 포장되지 않는다. 도 4는 단일 래퍼(62)의 내부 표면 상의 코팅에 의해 표시되는 제1 부분(64)이 공동과 정렬되어, 에어로졸 발생 물품(200)이 완전히 조립될 때 공동(44)이 제1 부분(64)에 의해 한정되는 방법을 도시한다.
공동(44)은 3 mm의 길이를 가진다. 제1 부분(64)은 단일 래퍼(62)의 길이를 따라 7 mm의 거리만큼 연장된다. 따라서, 제1 부분은 공동(44)의 길이보다 큰 거리만큼 브리징 요소(60)를 따라 연장된다. 이는 제조 공차로 인해 브리징 요소(60) 및 공동(44)이 중앙에서 정렬되지 않더라도, 공동(44)이 공동(44)의 전체 길이를 따라 브리징 요소(60)의 제1 부분(64)에 의해 한정되는 것을 보장한다. 결과적으로, 브리징 요소(60)의 제1 부분(64)은 담배 로드(20)의 일부분 및 필터(30)의 일부분을 둘러싼다. 적절하게 정렬된 에어로졸 발생 물품에서, 브리징 요소(60)의 제1 부분(64)은 필터의 길이를 따라 2 mm의 거리로 연장되고 로드의 길이를 따라 2 mm의 거리로 연장된다.
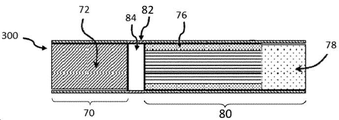
도 5는 에어로졸 발생 기재를 연소하기보다는 가열에 의해 에어로졸을 발생시키도록 구성된 에어로졸 발생 물품(300)을 도시한다. 에어로졸 발생 물품(300)은 상류 단부에 로드(70)를 포함한다. 로드(70)는 에어로졸 발생 기재(72)를 포함한다. 에어로졸 발생 물품(300)은 또한, 하류 단부에 필터(80)를 포함한다. 필터(80)는 에어로졸 냉각 요소(76) 및 에어로졸 냉각 요소(76)의 하류에 있는 여과 재료(78)의 세그먼트를 포함한다. 필터(80) 및 로드(70)는 서로 축방향으로 정렬되고 필터(70)의 각각의 구성 요소는 축방향으로 정렬된다.
에어로졸 발생 물품(300)은 또한, 단일 래퍼를 포함하는 브리징 요소(82)를 포함한다. 단일 래퍼는 필터(80)를 로드(70)에 영구적으로 고정하기 위한 접착제(도 5에 도시되지 않음)를 포함한다. 브리징 요소(82)는 85% 이상의 반사율을 가진다.
공동(84)은 로드(70)와 필터(80) 사이에 위치한다. 공동(84)은 로드(70) 및 필터(80)의 단부에 의해 그리고 브리징 요소(80)의 단일 래퍼의 내부 표면에 의해 한정된다. 단일 래퍼의 내부 표면은 공동(84) 주위로 원주 방향으로 연장되고, 공동(84)의 전체 원주 주위로 연장된다. 85% 이상의 반사율을 갖는 브리징 요소(82)의 단일 래퍼에 의해 부분적으로 한정된 공동(84)은 에어로졸 발생 물품(300)이 외부로부터 그리고 정상적인 조명 조건에서 보일 때 공동이 브리징 요소(82)를 통해 시각적으로 식별될 수 없게 한다.
도 1, 도 2 및 도 4와 관련하여 전술한 바와 같이, 브리징 요소(40, 50 및 60)가 도 5의 가열식 에어로졸 발생 물품에 적용될 수 있다는 것이 당업자에게 명백해야 한다.
Claims (15)
- 에어로졸 발생 물품으로서,
에어로졸 발생 기재를 포함하는 로드;
상기 로드와 축방향으로 정렬된 필터;
상기 로드와 상기 필터를 둘러싸고 상기 필터를 상기 로드에 고정시키는 제1 래퍼(wrapper)를 포함하는 브리징 요소(bridging element); 및
상기 로드와 상기 필터 사이에 위치되고, 상기 브리징 요소의 제1 부분에서 상기 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하며,
상기 브리징 요소의 제1 부분은 95% 이상의 반사율을 갖는, 에어로졸 발생 물품. - 제1항에 있어서, 상기 공동의 하류 단부는 상기 로드에 의해 한정되고 상기 공동의 상류 단부는 상기 필터에 의해 한정되는, 에어로졸 발생 물품.
- 제1항 또는 제2항에 있어서, 상기 공동은 적어도 1 mm의 길이를 갖는, 에어로졸 발생 물품.
- 제1항 내지 제3항 중 어느 한 항에 있어서, 상기 브리징 요소의 제1 부분은 상기 공동의 길이의 적어도 1.2배의 거리만큼 상기 브리징 요소의 길이를 따라 연장되는, 에어로졸 발생 물품.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 브리징 요소의 제1 부분은 상기 브리징 요소의 길이를 따라 4 mm 내지 10 mm의 거리로 연장되는, 에어로졸 발생 물품.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 상기 필터는 상기 브리징 요소의 제1 부분에 의해 둘러싸이는, 에어로졸 발생 물품.
- 제6항에 있어서, 상기 브리징 요소의 제1 부분은 상기 필터의 길이의 적어도 1 mm를 따라 연장되는, 에어로졸 발생 물품.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 브리징 요소는 단일 래퍼를 포함하는, 에어로졸 발생 물품.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 브리징 요소는 상기 제1 래퍼를 둘러싸는 제2 래퍼를 포함하는, 에어로졸 발생 물품.
- 제1항 내지 제9항 중 어느 한 항에 있어서, 상기 브리징 요소의 제1 부분 내의 제1 래퍼의 내부 표면은 5 mm 초과의 거리만큼 상기 공동 주위에서 원주 방향으로 연장되는, 에어로졸 발생 물품.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 브리징 요소의 제1 부분의 제1 래퍼의 내부 표면은 25 mm² 초과의 표면적을 갖는, 에어로졸 발생 물품.
- 제1항 내지 제11항 중 어느 한 항에 있어서, 상기 브리징 요소의 제1 부분에서 제1 래퍼의 내부 표면은 코팅을 포함하는, 에어로졸 발생 물품.
- 복수의 에어로졸 발생 물품을 포함하는 용기로서, 상기 용기 내의 에어로졸 발생 물품의 적어도 50%는 제1항 내지 제12항에 따른 에어로졸 발생 물품인, 용기.
- 에어로졸 발생 물품으로서,
에어로졸 발생 기재를 포함하는 로드;
상기 로드와 축방향으로 정렬된 필터;
상기 로드와 상기 필터를 둘러싸고 상기 필터를 상기 로드에 고정시키는 제1 래퍼를 포함하는 브리징 요소; 및
상기 로드와 상기 필터 사이에 위치되고, 상기 브리징 요소의 제1 부분에서 상기 제1 래퍼의 내부 표면에 의해 부분적으로 한정되는 공동을 포함하며,
상기 브리징 요소의 제1 부분에서 상기 제1 래퍼의 내부 표면은 코팅을 포함하는, 에어로졸 발생 물품. - 에어로졸 발생 물품의 제조 방법으로서,
에어로졸 발생 기재를 포함한 로드를 제공하는 단계;
필터를 제공하는 단계;
제1 래퍼를 포함하는 브리징 요소를 제공하는 단계; 및
상기 제1 래퍼가 상기 로드와 상기 필터를 이격된 관계로 둘러싸서 상기 로드와 상기 필터 사이에 공동을 형성하도록 상기 브리징 요소를 사용하여 상기 필터를 상기 로드에 고정시키는 단계를 포함하며, 상기 공동은 상기 브리징 요소의 제1 부분에서 상기 제1 래퍼의 내부 표면에 의해 부분적으로 한정되며,
상기 브리징 요소의 제1 부분은 95% 이상의 반사율을 갖는, 에어로졸 발생 물품의 제조 방법.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP20158546 | 2020-02-20 | ||
| EP20158546.0 | 2020-02-20 | ||
| PCT/EP2021/054221 WO2021165502A2 (en) | 2020-02-20 | 2021-02-19 | Aerosol-generating article having bridging element with reflectance factor |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220143698A true KR20220143698A (ko) | 2022-10-25 |
Family
ID=69723822
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020227031520A KR20220143698A (ko) | 2020-02-20 | 2021-02-19 | 반사율을 갖춘 브리징 요소를 갖는 에어로졸 발생 물품 |
Country Status (7)
| Country | Link |
|---|---|
| US (1) | US20230292816A1 (ko) |
| EP (1) | EP4106558B1 (ko) |
| JP (1) | JP2023515930A (ko) |
| KR (1) | KR20220143698A (ko) |
| CN (1) | CN115135178A (ko) |
| BR (1) | BR112022016260A2 (ko) |
| WO (1) | WO2021165502A2 (ko) |
Family Cites Families (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB0716629D0 (en) * | 2007-08-24 | 2007-10-03 | British American Tobacco Co | Tipping paper |
| US8950407B2 (en) * | 2010-06-30 | 2015-02-10 | R.J. Reynolds Tobacco Company | Degradable adhesive compositions for smoking articles |
| WO2012061249A2 (en) * | 2010-11-02 | 2012-05-10 | Greenbutts Llc | Cigarette filter with modified wrapper |
| ES2674706T3 (es) * | 2013-07-19 | 2018-07-03 | Philip Morris Products S.A. | Artículo para fumar que tiene una envoltura que contiene partículas |
| EP2888955A1 (en) * | 2013-12-24 | 2015-07-01 | Philip Morris Products S.A. | Smoking article having removable tipping wrapper portion |
| PL3675660T3 (pl) * | 2017-11-30 | 2022-04-25 | Philip Morris Products S.A. | Wyrób do wytwarzania aerozolu mający ustnik z wnęką górną |
| TWM557523U (zh) * | 2017-12-22 | 2018-04-01 | Xie ming long | 香菸結構改良 |
-
2021
- 2021-02-19 JP JP2022549926A patent/JP2023515930A/ja active Pending
- 2021-02-19 KR KR1020227031520A patent/KR20220143698A/ko active Search and Examination
- 2021-02-19 EP EP21705229.9A patent/EP4106558B1/en active Active
- 2021-02-19 WO PCT/EP2021/054221 patent/WO2021165502A2/en active Search and Examination
- 2021-02-19 US US17/800,606 patent/US20230292816A1/en active Pending
- 2021-02-19 BR BR112022016260A patent/BR112022016260A2/pt unknown
- 2021-02-19 CN CN202180015607.5A patent/CN115135178A/zh active Pending
Also Published As
| Publication number | Publication date |
|---|---|
| EP4106558A2 (en) | 2022-12-28 |
| EP4106558B1 (en) | 2024-04-03 |
| BR112022016260A2 (pt) | 2022-10-11 |
| CN115135178A (zh) | 2022-09-30 |
| US20230292816A1 (en) | 2023-09-21 |
| WO2021165502A2 (en) | 2021-08-26 |
| EP4106558C0 (en) | 2024-04-03 |
| WO2021165502A3 (en) | 2021-10-07 |
| JP2023515930A (ja) | 2023-04-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| RU2713242C1 (ru) | Выдвижной источник теплоты для изделия, генерирующего аэрозоль | |
| KR102104277B1 (ko) | 개선된 최외곽 래퍼를 갖는 에어로졸 발생 물품 | |
| EP4106559B1 (en) | Aerosol-generating article having bridging element with basis weight | |
| KR20180050342A (ko) | 에어로졸 발생 물품 및 에어로졸 발생 물품 내 세그먼트로서 사용하기 위한 저 저항 지지 요소 | |
| US20210022390A1 (en) | Smoking article | |
| JP2018500031A (ja) | 透明の管を備えるエアロゾル発生物品 | |
| CA3083308C (en) | Smoking article | |
| KR20170088837A (ko) | 흡연 물품용 소화기 패키지 | |
| KR20220143698A (ko) | 반사율을 갖춘 브리징 요소를 갖는 에어로졸 발생 물품 | |
| AU2019431538B2 (en) | Smoking article | |
| RU2815831C2 (ru) | Изделие для генерирования аэрозоля и способ его получения | |
| US20220279838A1 (en) | Aerosol generating article with retainer | |
| RU2798907C2 (ru) | Курительное изделие | |
| CN117715541A (zh) | 具有包括烟叶部分的包裹物的气溶胶产生制品 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination |