KR20220080227A - Screw type setting jig - Google Patents
Screw type setting jig Download PDFInfo
- Publication number
- KR20220080227A KR20220080227A KR1020200169111A KR20200169111A KR20220080227A KR 20220080227 A KR20220080227 A KR 20220080227A KR 1020200169111 A KR1020200169111 A KR 1020200169111A KR 20200169111 A KR20200169111 A KR 20200169111A KR 20220080227 A KR20220080227 A KR 20220080227A
- Authority
- KR
- South Korea
- Prior art keywords
- screw
- type setting
- fixed
- setting jig
- section
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B73/00—Building or assembling vessels or marine structures, e.g. hulls or offshore platforms
- B63B73/60—Building or assembling vessels or marine structures, e.g. hulls or offshore platforms characterised by the use of specific tools or equipment; characterised by automation, e.g. use of robots
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D3/00—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts
- B21D3/16—Straightening or restoring form of metal rods, metal tubes, metal profiles, or specific articles made therefrom, whether or not in combination with sheet metal parts of specific articles made from metal rods, tubes, or profiles, e.g. crankshafts, by specially adapted methods or means
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B63—SHIPS OR OTHER WATERBORNE VESSELS; RELATED EQUIPMENT
- B63B—SHIPS OR OTHER WATERBORNE VESSELS; EQUIPMENT FOR SHIPPING
- B63B73/00—Building or assembling vessels or marine structures, e.g. hulls or offshore platforms
- B63B73/10—Building or assembling vessels from prefabricated hull blocks, i.e. complete hull cross-sections
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Architecture (AREA)
- Structural Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Combustion & Propulsion (AREA)
- Ocean & Marine Engineering (AREA)
- Robotics (AREA)
- Conveying And Assembling Of Building Elements In Situ (AREA)
- Vehicle Body Suspensions (AREA)
- Gripping Jigs, Holding Jigs, And Positioning Jigs (AREA)
- Supporting Of Heads In Record-Carrier Devices (AREA)
Abstract
본 발명은 스크류식 세팅지그에 관한 것으로, 보다 상세하게는 선박의 바텀블럭(Bottom Block) 판재 및 좌우 외벽판재에 각종 형강(T형상, 앵글, 론지 등)을 세팅할 때 형강의 단차(플랜지 부분 높낮이) 및 좌우로 휘어진 것을 쉽고 편리하게 수직으로 보정할 수 있도록 개선된 스크류식 세팅지그에 관한 것이다.The present invention relates to a screw-type setting jig, and more particularly, when setting various sections (T-shape, angle, longi, etc.) on the bottom block plate and left and right outer wall plates of a ship, the step difference (flange part) It relates to an improved screw-type setting jig so that it can easily and conveniently compensate vertically for height) and left and right bending.
Description
본 발명은 스크류식 세팅지그에 관한 것으로, 보다 상세하게는 선박의 바텀블럭(Bottom Block) 판재 및 좌우 외벽판재에 각종 형강(T형상, 앵글, 론지 등)을 세팅할 때 형강의 단차(플랜지 부분 높낮이) 및 좌우로 휘어진 것을 쉽고 편리하게 수직으로 보정할 수 있도록 개선된 스크류식 세팅지그에 관한 것이다.The present invention relates to a screw-type setting jig, and more particularly, when setting various sections (T-shape, angle, longi, etc.) on the bottom block plate and left and right outer wall plates of a ship, the step difference (flange part) It relates to an improved screw-type setting jig so that it can easily and conveniently compensate vertically for height) and left and right bending.
일반적으로, 선박 제조과정에서 블록 조립시 소조립/중조립 단위 그룹을 조립하여 대형 블록을 조립하게 된다.In general, when assembling a block in a ship manufacturing process, a large block is assembled by assembling a small/medium assembly unit group.
이러한 블록 조립 과정에서 각 내부재에 다양한 취부각이 형성되게 된다.In the process of assembling these blocks, various mounting angles are formed on each inner member.
특히, 블록 구성을 위해 이를 테면, 주판(Main Plate)(여기에서, '주판'은 예시적인 설명에 불과하고 철판이나 강판 등 유사한 형태의 판을 모두 포함하는 개념임) 수직부재(Vertical Plate)인 형강, 이를 테면 T형상, 앵글, 론지 등을 연속적으로 연결하여 취부할 때 형강의 단차(플랜지 부분 높낮이)가 틀리거나 혹은 좌우로 휘어지는 현상이 발생할 수 있다.In particular, for block configuration, for example, an abacus (Main Plate) (here, 'abacus' is only an exemplary description and is a concept that includes all plates of similar types such as iron and steel plates) Vertical Plate When a section steel, for example, a T-shape, an angle, a longe, etc. is continuously connected and installed, the step difference (height of the flange part) may be incorrect or a phenomenon may occur.
이렇게 단차나 휘어짐이 발생한 상태에서 작업하게 되면 심각한 문제가 발생되므로 반드시 이를 바로 잡는 보정이 필요하며, 보정된 후에 형강을 용접해야 한다.Since a serious problem occurs when working in such a state that there is a step or warp, a correction must be made to correct it, and the section steel must be welded after correction.
그런데, 종래에는 도 1 및 도 2의 사진에서와 같이, 각종 형강 플랜지에 'ㄱ' 형상의 피스(Piece)를 용접한 다음 유압잭이나 쐐기를 이용하여 단차 수평을 맞추거나 휘어짐을 똑바로 세우거나 등의 작업을 진행하고 있다.However, in the prior art, as in the photos of FIGS. 1 and 2, after welding 'L'-shaped pieces to various shape steel flanges, using hydraulic jacks or wedges to level the step or straighten the bend, etc. work is in progress
때문에, 작업 완료 후에는 용접했던 피스를 모두 제거해야 하는 번거로움과 불필요한 작업과중이 발생하고, 일회용 피스를 썼다 버려야 하므로 과다한 자재 소모가 일어날 뿐만 아니라, 불필요한 용접작업을 다수 수반해야 하는 등 작업시간의 과다 소요는 물론 작업효율과 능률을 저하시켜 생산성 하락 요인으로 작용하였다.Therefore, after the work is completed, the inconvenience of removing all the welded pieces and unnecessary work overload occur, and since the disposable pieces have to be used and thrown away, not only excessive material consumption occurs, but also a number of unnecessary welding work is required. In addition to the excessive consumption of equipment, the work efficiency and efficiency were lowered, which acted as a factor for the decrease in productivity.
뿐만 아니라, 종래에는 상술한 구조의 작업방식이므로 형강의 단차맞춤, 즉 수평맞춤과; 수직맞춤(형강의 세팅라인 맞춤) 작업을 각각 별도로 시행해야 하므로 이중작업이 되어 과다한 자재소모는 물론 작업시간이 현저하게 길어지는 단점도 있었다.In addition, in the prior art, since the work method of the above-described structure, the step alignment of the section steel, that is, horizontal alignment; Since vertical alignment (alignment of the setting line of the section steel) had to be performed separately, it was a double operation, which not only consumes excessive materials but also significantly increases the working time.
본 발명은 상술한 바와 같은 종래 기술상의 제반 문제점들을 감안하여 이를 해결하고자 창출된 것으로, 선박의 바텀블럭(Bottom Block) 판재 및 좌우 외벽판재에 각종 형강(T형상, 앵글, 론지 등)을 세팅할 때 형강의 단차(플랜지 부분 높낮이) 및 좌우로 휘어진 것을 쉽고 편리하게 보정할 수 있도록 개선된 스크류식 세팅지그를 제공함에 그 주된 목적이 있다.The present invention was created to solve the problems in the prior art as described above, and it is possible to set various sections (T shape, angle, longi, etc.) on the bottom block plate and left and right outer wall plates of the ship. Its main purpose is to provide an improved screw-type setting jig so that it can easily and conveniently correct the step difference (height of the flange portion) and the left and right bending of the section when it is in use.
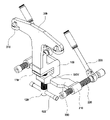
본 발명은 상기한 목적을 달성하기 위한 수단으로, 선박 제조시 사용되는 바텀블럭 판재 또는 외벽판재에 형강을 세팅할 때 형강의 수평단차 또는 수직단차를 교정하도록 세팅하는 스크류식 세팅지그에 있어서; 상기 스크류식 세팅지그는 형강의 플랜지에 착탈되는 본체(100); 상기 본체(100)의 하단면 양측에 고정되어 형강의 수직단차를 교정하는 한 쌍의 푸셔(PUR); 상기 본체(100)의 하단면에 고정된 T형 바(300); 상기 T형 바(300)의 일단에 고정되어 형강의 수평단차를 교정하는 유압잭(400); 상기 T형 바(300)의 타단에 고정되어 유압잭(400)으로 수평단차를 교정할 때 버팀 기능을 수행하는 스크류잭(500);을 포함하는 것을 특징으로 하는 스크류식 세팅지그를 제공한다.The present invention is a means for achieving the above object, in the screw-type setting jig for setting to correct the horizontal step or vertical step of the section when setting the section to the bottom block plate or outer wall plate used in ship manufacturing; The screw-type setting jig includes a
이때, 상기 본체(100)의 하단면에는 수평고정구(200)가 고정되고; 상기 수평고정구(200)의 양단에는 각각 나사원통(210)이 고정되며; 상기 푸셔(PUR)는 상기 나사원통(210)에 체결되는 볼스크류(220)와, 방향선택키(236)의 선택방향으로만 상기 볼스크류(220)를 회전시키는 라체트(230);를 포함하는 것에도 그 특징이 있다.At this time, the
본 발명에 따르면, 선박의 바텀블럭(Bottom Block) 판재 및 좌우 외벽판재에 각종 형강(T형상, 앵글, 론지 등)을 세팅할 때 형강의 단차(플랜지 부분 높낮이) 및 좌우로 휘어진 것을 쉽고 편리하게 보정할 수 있도록 개선된 효과를 얻을 수 있다.According to the present invention, when setting various sections (T-shape, angle, longi, etc.) on the bottom block plate and left and right outer wall plates of a ship, it is easy and convenient to easily and conveniently change the height of the section steel (the height of the flange part) and bend it left and right. An improved effect can be obtained to correct it.
도 1 및 도 2는 종래 기술에 따른 수직부재의 취부예를 보인 예시도이다.
도 3은 본 발명에 따른 스크류식 세팅지그의 사용예를 보인 예시도이다.
도 4는 본 발명에 따른 스크류식 세팅지그의 예시도이다.
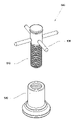
도 5는 본 발명에 따른 스크류식 세팅지그를 구성하는 라체트와 볼스크류의 예시적인 분해도이다.
도 6은 본 발명에 따른 스크류식 세팅지그를 구성하는 스크류잭의 예시적인 분해도이다.1 and 2 are exemplary views showing an example of mounting a vertical member according to the prior art.
3 is an exemplary view showing an example of using a screw-type setting jig according to the present invention.
4 is an exemplary view of a screw-type setting jig according to the present invention.
5 is an exemplary exploded view of the ratchet and the ball screw constituting the screw-type setting jig according to the present invention.
6 is an exemplary exploded view of the screw jack constituting the screw-type setting jig according to the present invention.
이하에서는, 첨부도면을 참고하여 본 발명에 따른 바람직한 실시예를 보다 상세하게 설명하기로 한다.Hereinafter, a preferred embodiment according to the present invention will be described in more detail with reference to the accompanying drawings.
본 발명 설명에 앞서, 이하의 특정한 구조 내지 기능적 설명들은 단지 본 발명의 개념에 따른 실시예를 설명하기 위한 목적으로 예시된 것으로, 본 발명의 개념에 따른 실시예들은 다양한 형태로 실시될 수 있으며, 본 명세서에 설명된 실시예들에 한정되는 것으로 해석되어서는 아니된다.Prior to the description of the present invention, the following specific structural or functional descriptions are only exemplified for the purpose of describing embodiments according to the concept of the present invention, and embodiments according to the concept of the present invention may be implemented in various forms, It should not be construed as limited to the embodiments described herein.
도 3 및 도 4에 도시된 바와 같이, 본 발명에 따른 스크류식 세팅지그는 'ㄷ' 형상의 삽입홈(GOV)을 갖는 본체(100)를 포함한다.3 and 4, the screw-type setting jig according to the present invention includes a
그리고, 상기 삽입홈(GOV)의 천정면, 즉 상면에는 판형상으로 이루어진 죠(Jaw)인 판형죠(110)가 고정되고, 하면에는 이를 관통하여 출몰가능한 스크류볼트(120)가 너트에 결합된다.In addition, a plate-
아울러, 상기 스크류볼트(120)에는 이를 회전하기 쉽도록 안내하는 핸들(122)이 구비된다.In addition, the
여기에서, 상기 삽입홈(GOV)에는 형강 플랜지가 삽입되는 바, 판형죠(110)의 마모시 이를 교체 사용할 수 있도록 상기 판형죠(110)를 상기 삽입홈(GOV)의 상면에 슬라이딩방식으로 착탈가능하게 구성할 수도 있다.Here, a bar flange is inserted into the insertion groove (GOV), and the
또한, 상기 본체(100)의 하단면에는 수평고정구(200)가 고정된다.In addition, the
상기 수평고정구(200)는 용접됨이 바람직하며, 경우에 따라서는 볼트로 고정될 수도 있다.The
특히, 상기 수평고정구(200)는 일정폭을 갖는 판형 고정구이며, 본체(100)를 기준으로 양측돌출형이 되게 구비되며, 양단에는 각각 동일한 구조의 나사원통(210)이 일체로 구비된다.In particular, the
즉, 상기 나사원통(210)은 내경에 나사산이 형성된 원통형상의 부재로서, 이에 체결되는 볼스크류(220)를 전진 혹은 후진되게 안내하는 수단이다.That is, the
이때, 볼스크류(220)는 도 5의 예시와 같이, 상기 나사원통(210)의 내경에 나사결합되어 회전방향에 따라 전진 혹은 후진하게 된다.At this time, as shown in the example of FIG. 5 , the
이를 위해, 상기 볼스크류(220)의 일단에는 각부(222)가 일체로 형성되고, 상기 각부(222)에는 라체트(230)가 끼워져 걸림될 수 있게 조립되며, 라체트(230)에는 노브(232)가 끼워진 상태에서 고정볼트(234)가 노브(232)를 상기 각부(222)가 형성된 볼스크류(220)의 일단면 상에 체결됨으로써 라체트(230)가 빠지지 않고 일체를 이룬 상태에서 라체트(230)에 구비된 방향선택키(236)의 선택 방향에 따라 상기 볼스크류(220)를 한쪽 방향으로만 회전시킬 수 있게 된다.To this end, the
여기에서, 라체트(230)와 방향선택키(236) 등의 조합은 이미 공지된 것이므로 구체적인 설명은 생략한다.Here, since the combination of the
또한, 상기 볼스크류(220)의 타단에는 완충구(240)가 볼트 체결되어 형강의 수직 세팅라인을 맞출 때 형강에 스크래치가 나지 않도록 하여 준다.In addition, a
이때, 볼스크류(220), 라체트(230), 완충구(240)를 포함하는 도 5의 조합을 푸셔(Pusher)(PUR)라 한다.At this time, the combination of FIG. 5 including the
한편, 상기 본체(100)의 상단면에는 T형 바(300)가 견고하게 고정된다.Meanwhile, the T-
상기 T형 바(300)는 형강의 수평레벨을 맞추기 위한 것으로, T형 바(300)의 양단에는 결속구(310)가 마련되며, 상기 결속구(310)에는 도 1 및 도 6의 예시와 같은 유압잭(400)과 스크류잭(500)이 각각 설치된다.The T-
이 경우, 유압잭(400)은 유압기구(410)와 연결되어 유압을 공급받아 높낮이를 조절할 수 있도록 구성되며, 스크류잭(500)은 스크류방식으로 높낮이를 조절할 수 있도록 구성된다.In this case, the
이때, 상기 결속구(310)는 베어링구조를 갖추어 제자리 회전될 수 있도록 구성되면 더욱 좋다.At this time, it is better if the
특히, 상기 스크류잭(500)은 상기 결속구(310)에 고정되는 잭나사로드(510)와, 상기 잭나사로드(510)에 체결되며 형강 부재에 안착되는 버팀구(520) 및 상기 잭나사로드(510)의 외주면에 고정되어 이를 회전시킬 수 있는 조절손잡이(530)를 포함한다.In particular, the
그리하여, 도 3과 같이, 형강 부재의 수평단차가 맞지 않을 경우 스크류잭(500)의 버팀구(520)가 버팀되게 설치한 상태에서 유압기구(410)를 통해 유압을 공급하면서 유압잭(400)를 동작시켜 상호 수평레벨을 맞출 수 있게 된다.Thus, as shown in FIG. 3, when the horizontal step of the section steel member does not match, the
뿐만 아니라, 수직 단차로 인해 수직도가 맞지 않을 경우에는 라체트(230)를 회전시켜 완충구(240)로 하여금 밀어 내어 수직도를 쉽게 맞출 수 있게 된다.In addition, when the verticality does not match due to the vertical step, the
이와 같이, 본 발명에 따른 세팅지그는 형강의 수평도와 수직도를 하나의 장비로 한꺼번에 맞출 수 있다는 장점이 있다. 이것은 기존 장비로는 얻을 수 없는 특징이자 효과이다.As described above, the setting jig according to the present invention has the advantage of being able to adjust the horizontal and vertical degrees of the section steel at once with one equipment. This is a feature and effect that cannot be obtained with existing equipment.
100: 본체
200: 수평고정구
300: T형 바
400: 유압잭
500: 스크류잭100: body
200: horizontal fixture
300: T-shaped bar
400: hydraulic jack
500: screw jack
Claims (2)
상기 스크류식 세팅지그는 형강의 플랜지에 착탈되는 본체(100);
상기 본체(100)의 하단면 양측에 고정되어 형강의 수직단차를 교정하는 한 쌍의 푸셔(PUR);
상기 본체(100)의 하단면에 고정된 T형 바(300);
상기 T형 바(300)의 일단에 고정되어 형강의 수평단차를 교정하는 유압잭(400);
상기 T형 바(300)의 타단에 고정되어 유압잭(400)으로 수평단차를 교정할 때 버팀 기능을 수행하는 스크류잭(500);을 포함하는 것을 특징으로 하는 스크류식 세팅지그.
In the screw-type setting jig for setting to correct the horizontal step or vertical step of the section when setting the section to the bottom block plate or outer wall plate used in ship manufacturing;
The screw-type setting jig includes a body 100 that is detachably attached to a flange of a section steel;
A pair of pushers (PUR) fixed to both sides of the lower surface of the main body 100 to correct the vertical step difference of the section;
T-shaped bar 300 fixed to the lower surface of the body 100;
a hydraulic jack 400 fixed to one end of the T-shaped bar 300 to correct the horizontal step difference of the section;
Screw jack (500) fixed to the other end of the T-shaped bar (300) to perform a supporting function when correcting the horizontal step with the hydraulic jack (400); Screw-type setting jig comprising a.
상기 본체(100)의 하단면에는 수평고정구(200)가 고정되고; 상기 수평고정구(200)의 양단에는 각각 나사원통(210)이 고정되며; 상기 푸셔(PUR)는 상기 나사원통(210)에 체결되는 볼스크류(220)와, 방향선택키(236)의 선택방향으로만 상기 볼스크류(220)를 회전시키는 라체트(230);를 포함하는 것을 특징으로 하는 스크류식 세팅지그.
The method according to claim 1,
A horizontal fixture 200 is fixed to the lower surface of the main body 100; A screw cylinder 210 is fixed to both ends of the horizontal fixture 200, respectively; The pusher (PUR) includes a ball screw 220 fastened to the screw cylinder 210, and a ratchet 230 for rotating the ball screw 220 only in the direction selected by the direction selection key 236. Screw-type setting jig, characterized in that.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200169111A KR102439659B1 (en) | 2020-12-07 | 2020-12-07 | Screw type setting jig |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020200169111A KR102439659B1 (en) | 2020-12-07 | 2020-12-07 | Screw type setting jig |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20220080227A true KR20220080227A (en) | 2022-06-14 |
| KR102439659B1 KR102439659B1 (en) | 2022-09-01 |
Family
ID=81980270
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020200169111A KR102439659B1 (en) | 2020-12-07 | 2020-12-07 | Screw type setting jig |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102439659B1 (en) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008188636A (en) * | 2007-02-05 | 2008-08-21 | Eagle Kuranpu Kk | Level difference adjusting jig |
| KR100960724B1 (en) | 2007-10-09 | 2010-05-31 | 삼성중공업 주식회사 | Jig apparatus for preventing angular distortion at edge of main plate and operation method thereof |
| KR101455536B1 (en) * | 2013-07-01 | 2014-10-27 | 이원준 | A Rachet wrench having long socket |
| KR20200063878A (en) * | 2018-11-28 | 2020-06-05 | 삼성중공업 주식회사 | Misalignment Adjustment Jig |
-
2020
- 2020-12-07 KR KR1020200169111A patent/KR102439659B1/en active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2008188636A (en) * | 2007-02-05 | 2008-08-21 | Eagle Kuranpu Kk | Level difference adjusting jig |
| KR100960724B1 (en) | 2007-10-09 | 2010-05-31 | 삼성중공업 주식회사 | Jig apparatus for preventing angular distortion at edge of main plate and operation method thereof |
| KR101455536B1 (en) * | 2013-07-01 | 2014-10-27 | 이원준 | A Rachet wrench having long socket |
| KR20200063878A (en) * | 2018-11-28 | 2020-06-05 | 삼성중공업 주식회사 | Misalignment Adjustment Jig |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102439659B1 (en) | 2022-09-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN213477651U (en) | Aluminum alloy template fixing mechanism for house building | |
| CN209457425U (en) | A kind of ancient architecture wall recovery support | |
| CN103306477A (en) | Inclined strut device for supporting side plate of building beam | |
| KR102439659B1 (en) | Screw type setting jig | |
| CN112061339A (en) | A fixed support rod for wallboard assembly | |
| CN210475319U (en) | Construction reinforcing bar bending device | |
| CN104999400A (en) | Lock nut adjusting tool | |
| CN215717195U (en) | Bolt reinforcing structure is exempted from to wear by super large cross-section shaped steel concrete column template | |
| CN112727068B (en) | Corner aluminum template | |
| CN114277684A (en) | Leveling device and method for steel structure bridge panel | |
| KR20180000638U (en) | Length-adjustable safety balustrade | |
| CN106246112A (en) | Angular adjustment frame and using method thereof for side slope rig | |
| CN210659270U (en) | Building engineering construction template supporting construction | |
| CN110434196B (en) | Free edge correcting tool | |
| KR20120126579A (en) | Joint pin restoration device of support | |
| CN112267707B (en) | A reinforced structure for building is rectified | |
| CN220845492U (en) | Crane tube spring cylinder adjusting structure | |
| JPWO2019230028A1 (en) | Intermediate support | |
| CN220036185U (en) | Device for adjusting installation position of reinforcing steel bar | |
| CN219177420U (en) | Mounting structure of vibrating wire type reinforcing bar meter | |
| CN220928192U (en) | Safety steel structure node member | |
| CN214498468U (en) | A interim fixing device of protection type for job site | |
| CN112975370B (en) | Correcting tool for aligning holes of angle steel tower bolts and correcting method thereof | |
| CN214461242U (en) | Building outrigger I-steel embedded structure | |
| CN210849002U (en) | Welding fixing mechanism for assembly type steel structure building |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |