KR20220016813A - An aerosol-generating article comprising an aerosol cooling element having an elongated projection - Google Patents
An aerosol-generating article comprising an aerosol cooling element having an elongated projection Download PDFInfo
- Publication number
- KR20220016813A KR20220016813A KR1020217035735A KR20217035735A KR20220016813A KR 20220016813 A KR20220016813 A KR 20220016813A KR 1020217035735 A KR1020217035735 A KR 1020217035735A KR 20217035735 A KR20217035735 A KR 20217035735A KR 20220016813 A KR20220016813 A KR 20220016813A
- Authority
- KR
- South Korea
- Prior art keywords
- aerosol
- hollow tubular
- generating article
- tubular segment
- generating
- Prior art date
Links
Images




Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1885—Forming the rod for cigarettes with an axial air duct
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/045—Tobacco smoke filters characterised by their shape or structure with smoke acceleration means, e.g. impact-filters
Abstract
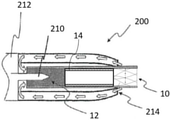
가열 시 에어로졸을 생성하기 위한 에어로졸 발생 물품(10)이 제공된다. 에어로졸 발생 물품(10)은 에어로졸 발생 기재의 로드(12) 및 에어로졸 발생 기재의 로드(12)의 하류에 위치된 에어로졸 냉각 요소(16)를 포함한다. 에어로졸 냉각 요소(16)는 주변 벽(24)을 포함하는 중공 관형 세그먼트(8)를 포함한다. 중공 관형 세그먼트(8)는 길이방향 축을 따라 연장되고 상류 단부와 유체 연통하는 하류 단부를 갖는다. 중공 관형 세그먼트(8)는 주변 벽(24)으로부터 중공 관형 세그먼트(8)의 내부로 연장되는 적어도 하나의 세장형 돌출부(26)를 포함한다. 적어도 하나의 세장형 돌출부(26)는 주변 벽(24) 상의 상류 위치로부터 상류 위치의 하류에 있는 주변 벽(24) 상의 하류 위치까지 길이방향으로 연장된다. 에어로졸 발생 물품(10)은 에어로졸 발생 기재의 로드(12) 및 제1 에어로졸 냉각 요소(16)를 둘러싸는 래퍼(18)를 더 포함한다.An aerosol-generating article (10) for generating an aerosol upon heating is provided. The aerosol-generating article 10 includes a rod 12 of the aerosol-generating substrate and an aerosol cooling element 16 positioned downstream of the rod 12 of the aerosol-generating substrate. The aerosol cooling element 16 comprises a hollow tubular segment 8 comprising a peripheral wall 24 . The hollow tubular segment 8 extends along the longitudinal axis and has a downstream end in fluid communication with the upstream end. The hollow tubular segment 8 comprises at least one elongate projection 26 extending from the peripheral wall 24 into the interior of the hollow tubular segment 8 . The at least one elongate projection 26 extends longitudinally from an upstream location on the peripheral wall 24 to a downstream location on the peripheral wall 24 downstream of the upstream location. The aerosol-generating article 10 further comprises a wrapper 18 surrounding the rod 12 of the aerosol-generating substrate and the first aerosol cooling element 16 .
Description
본 개시는 에어로졸 발생 기재를 포함하고 가열 시 흡입 가능한 에어로졸을 생성하도록 적응된 에어로졸 발생 물품에 사용하기 위한 에어로졸 냉각 요소, 및 이러한 에어로졸 냉각 요소를 포함하는 에어로졸 발생 물품에 관한 것이다.The present disclosure relates to aerosol-generating articles comprising an aerosol-generating substrate and adapted to generate an inhalable aerosol upon heating, and to aerosol-generating articles comprising such aerosol-cooling elements.
담배 함유 기재와 같은 에어로졸 발생 기재가 연소되지 않고 가열되는 에어로졸 발생 물품이 당업계에 공지되어 있다. 통상적으로, 이러한 가열식 흡연 물품에서, 에어로졸은 열원으로부터 물리적으로 분리된 에어로졸 발생 기재 또는 재료로의 열 전달에 의해 발생되며, 이러한 기재 또는 재로는 열원과 접촉하여 위치하거나, 열원의 내부에 위치하거나, 열원의 주위에 위치하거나, 열원의 하류에 위치할 수 있다. 에어로졸 발생 물품의 사용 동안, 휘발성 화합물은 열원으로부터의 열 전달에 의해 에어로졸 발생 기재로부터 방출되고 에어로졸 발생 물품을 통해 흡인된 공기에 비말동반된다. 방출된 화합물이 냉각되면서, 화합물은 응축되어 에어로졸을 형성한다.Aerosol-generating articles in which an aerosol-generating substrate, such as a tobacco-containing substrate, are heated without burning are known in the art. Typically, in such heated smoking articles, the aerosol is generated by heat transfer to an aerosol-generating substrate or material that is physically separate from the heat source, the substrate or ashes being placed in contact with the heat source, located inside the heat source, It may be located around the heat source, or it may be located downstream of the heat source. During use of the aerosol-generating article, volatile compounds are released from the aerosol-generating substrate by heat transfer from a heat source and are entrained in air drawn through the aerosol-generating article. As the released compound cools, the compound condenses to form an aerosol.
다수의 종래 기술 문헌에 에어로졸 발생 물품을 소모하기 위한 에어로졸 발생 장치가 개시되어 있다. 이러한 장치는, 예를 들어 에어로졸 발생 장치의 하나 이상의 전기 히터 요소로부터 가열식 에어로졸 발생 물품의 에어로졸 발생 기재로의 열 전달에 의해 에어로졸이 발생되는 전기 가열식 에어로졸 발생 장치를 포함한다.A number of prior art documents disclose aerosol-generating devices for consuming an aerosol-generating article. Such devices include, for example, electrically heated aerosol-generating devices in which an aerosol is generated by heat transfer from one or more electric heater elements of the aerosol-generating device to the aerosol-generating substrate of the heated aerosol-generating article.
과거에는, 통상적으로 무작위로 배향된 담배 재료의 슈레드(shred), 스트랜드(strand), 또는 스트립을 사용해 가열식 에어로졸 발생 물품용 기재를 생산했었다. 보다 최근에는, 담배 재료의 주름진 시트로 형성된 로드와 같은, 연소되기보다는 가열될 에어로졸 발생 물품에 대한 대안적인 기재가 개시되어 있다. 예로서, 국제 특허 출원 WO-A-2012/164009에 개시된 로드는 공기가 로드를 통해 흡인될 수 있게 하는 길이방향 다공성을 갖는다. 추가 대안으로서, 국제 특허 출원 WO-A-2011/101164호는 균질화된 담배 재료의 스트랜드로 형성된 가열식 에어로졸 발생 물품에 대한 로드를 개시하며, 이는 균질화된 담배 재료의 시트를 형성하기 위해 미립자 담배와 적어도 하나의 에어로졸 형성제를 포함하는 혼합물을 포함한 혼합물을 주조, 압연, 캘린더링 또는 압출함으로써 형성될 수 있다. 다른 구현예에서, WO-A-2011/101164호의 로드는 균질화된 담배 재료의 연속적인 길이를 형성하기 위해 미립자 담배 및 적어도 하나의 에어로졸 형성제를 포함한 혼합물을 압출함으로써 얻어진 균질화된 담배 재료의 스트랜드로 형성될 수 있다.In the past, substrates for heated aerosol-generating articles have typically been produced using shreds, strands, or strips of randomly oriented tobacco material. More recently, alternative substrates have been disclosed for aerosol-generating articles to be heated rather than combusted, such as rods formed from corrugated sheets of tobacco material. As an example, the rod disclosed in International Patent Application WO-A-2012/164009 has a longitudinal porosity that allows air to be drawn through the rod. As a further alternative, international patent application WO-A-2011/101164 discloses a load for a heated aerosol-generating article formed from strands of homogenized tobacco material, which is combined with particulate tobacco to form a sheet of homogenized tobacco material and at least It may be formed by casting, rolling, calendering or extruding a mixture comprising a mixture comprising one aerosol former. In another embodiment, the rod of WO-A-2011/101164 is a strand of homogenized tobacco material obtained by extruding a mixture comprising particulate tobacco and at least one aerosol former to form a continuous length of homogenized tobacco material. can be formed.
가열식 에어로졸 발생 물품용 기재는 통상적으로, 에어로졸 형성제, 즉 사용 시, 에어로졸의 형성을 용이하게 하고 바람직하게는 에어로졸 발생 물품의 작동 온도에서 열적 열화에 실질적으로 내성이 있는 에어로졸 형성제, 즉 화합물 또는 화합물의 혼합물을 더 포함한다. 적합한 에어로졸 형성제의 예는 프로필렌 글리콜, 트리에틸렌 글리콜, 1,3-부탄디올 및 글리세린과 같은 다가 알코올; 글리세롤 모노-, 디- 또는 트리아세테이트와 같은 다가 알코올의 에스테르; 및 디메틸 도데칸디오에이트(dimethyl dodecanedioate) 및 디메틸 테트라데칸디오에이트(dimethyl tetradecanedioate)와 같은 모노-, 디- 또는 폴리카르복실산의 지방족 에스테르를 포함하지만, 이에 한정되지 않는다.Substrates for heated aerosol-generating articles typically contain an aerosol former, ie an aerosol former that, in use, facilitates the formation of an aerosol and is preferably substantially resistant to thermal degradation at the operating temperature of the aerosol-generating article, or a compound or mixtures of compounds. Examples of suitable aerosol formers include polyhydric alcohols such as propylene glycol, triethylene glycol, 1,3-butanediol and glycerin; esters of polyhydric alcohols such as glycerol mono-, di- or triacetate; and aliphatic esters of mono-, di-, or polycarboxylic acids such as dimethyl dodecanedioate and dimethyl tetradecanedioate.
또한, 동일한 래퍼 내에서 기재와 조립되는 하나 이상의 추가 요소를 가열할 때 흡입 가능한 에어로졸을 생성하기 위한 에어로졸 발생 물품을 포함하는 것이 일반적이다. 이러한 추가 요소의 예는 마우스피스 여과 세그먼트, 에어로졸 발생 물품에 구조적 강도를 부여하도록 적응된 지지 요소를 포함한다.It is also common to include aerosol-generating articles for generating an inhalable aerosol upon heating one or more additional elements assembled with the substrate within the same wrapper. Examples of such additional elements include mouthpiece filtering segments, support elements adapted to impart structural strength to the aerosol-generating article.
또한, 마우스피스에 도달하기 전에 에어로졸의 냉각을 선호하도록 적응된 냉각 요소를 가열할 때 흡입 가능한 에어로졸을 생성하기 위한 에어로졸 발생 물품을 포함하는 것이 제안되었다. 예로서, WO 2013/120565는 에어로졸 발생 물품, 에어로졸 형성 기재 및 로드 내의 에어로졸 형성 기재로부터 하류에 위치된 에어로졸 냉각 요소를 개시한다. 일 구현예에서, 에어로졸 냉각 요소는 복수의 길이방향으로 연장되는 채널을 정의하도록 주름 형성된 폴리락트산(PLA)의 크림핑된 시트를 포함한다. 에어로졸의 스트림이 에어로졸 냉각 요소를 통해 흡인됨에 따라, 열이 에어로졸로부터 PLA의 시트로 전달될 수 있다.It has also been proposed to include an aerosol-generating article for generating an inhalable aerosol upon heating a cooling element adapted to favor cooling of the aerosol prior to reaching the mouthpiece. By way of example, WO 2013/120565 discloses an aerosol-generating article, an aerosol-forming substrate and an aerosol cooling element located downstream from the aerosol-forming substrate in a rod. In one embodiment, the aerosol cooling element comprises a crimped sheet of polylactic acid (PLA) pleated to define a plurality of longitudinally extending channels. As the stream of aerosol is drawn through the aerosol cooling element, heat can be transferred from the aerosol to the sheet of PLA.
전술한 유형의 에어로졸 발생 물품이 열대 기후에 의해 특징지워지는 국가에서 자주 마주치게 된 것과 같은 특히 덥고 습한 기상 조건 하에서 사용될 때, 물품의 마우스피스에 의해 도달되는 온도는 42℃내지 45℃의 범위에서와 같이 높을 수 있다. 일반적으로 입술, 입, 혀 및 점막과 같은 민감한 조직이 사용 동안 마우스피스의 표면과 직접 접촉할 수 있기 때문에, 이러한 온도는 일부 소비자에 대한 불편함 또는 경미한 통증의 느낌과 연관될 수 있다. 이론에 얽매이지 않는 범위에서, 이는 피부 온도의 증가에 반응하는 따뜻한 열수용기가 약 45℃에서 가장 반응하기 때문인 것으로 이해된다. 대조적으로, 피부의 온도가 약 30℃내지 약 36℃일 때, 따뜻한 열수용기는 자발적으로 활성이지만, 일반적으로 온기(중성 열 영역)에 대한 인식은 없다. 추가적으로, 피부는 또한 피부 온도가 45℃이상으로 상승할 때 고통스러운 감각을 초래하는 열 통각 수용체로 알려진 열 민감성 수용체를 포함한다. 이는 온도에 반응하는 통각 수용체가, 중추 신경계에 조직 손상이 임박할 수 있고 영향을 받은 신체 부위가 열원으로부터 즉시 회수되어야 한다는 신호를 보내기로 되어 있기 때문이다.When an aerosol-generating article of the aforementioned type is used under particularly hot and humid weather conditions, such as those frequently encountered in countries characterized by tropical climates, the temperature reached by the mouthpiece of the article is in the range of 42°C to 45°C. can be as high as As sensitive tissues such as lips, mouth, tongue, and mucous membranes in general may come in direct contact with the surface of the mouthpiece during use, these temperatures may be associated with a feeling of discomfort or mild pain for some consumers. Without wishing to be bound by theory, it is understood that this is because warm thermoreceptors that respond to an increase in skin temperature are most responsive at about 45°C. In contrast, when the temperature of the skin is between about 30° C. and about 36° C., warm thermoreceptors are spontaneously active, but there is generally no perception of warmth (neutral heat region). Additionally, the skin also contains heat sensitive receptors known as heat nociceptors that result in painful sensations when the skin temperature rises above 45°C. This is because the temperature-responsive nociceptors are supposed to signal to the central nervous system that tissue damage may be imminent and that the affected body part should be immediately withdrawn from the heat source.
따라서, 소비자에게 전달되는 에어로졸의 냉각을 최적화하도록 적응된 에어로졸 발생 물품을 위한 신규하고 개선된 에어로졸 냉각 요소를 제공하는 것이 바람직할 것이다. 또한, 사용 동안 소비자의 민감한 조직과 접촉할 수 있는 물품의 마우스 단부의 표면의 냉각을 최적화하도록 적응된 에어로졸 발생 물품을 위한 신규하고 개선된 에어로졸 냉각 요소를 제공하는 것이 바람직할 것이다. 또한, 기존의 장비 및 장치의 주요 수정을 요구하지 않고 효율적으로 그리고 고속으로 제조될 수 있는 하나의 이러한 에어로졸 발생 물품을 제공하는 것이 바람직할 것이다.Accordingly, it would be desirable to provide novel and improved aerosol cooling elements for aerosol-generating articles adapted to optimize cooling of the aerosol delivered to the consumer. It would also be desirable to provide novel and improved aerosol cooling elements for aerosol-generating articles adapted to optimize cooling of the surface of the mouth end of the article that may come into contact with sensitive tissues of the consumer during use. It would also be desirable to provide one such aerosol-generating article that could be manufactured efficiently and at high speed without requiring major modifications of existing equipment and devices.
본 개시는 에어로졸 발생 물품에 사용하도록 구성된 에어로졸 냉각 요소에 관한 것이다. 에어로졸 냉각 요소는 주변 벽을 포함하는 중공 관형 세그먼트를 포함할 수 있다. 중공 관형 세그먼트는 길이방향 축을 따라 연장될 수 있고 상류 단부와 유체 연통하는 하류 단부를 가질 수 있다. 중공 관형 세그먼트는 주변 벽으로부터 중공 관형 세그먼트의 내로 연장되는 적어도 하나의 세장형 돌출부를 포함할 수 있다. 적어도 하나의 세장형 돌출부는 주변 벽 상의 상류 위치로부터 상류 위치의 하류에 있는 주변 벽 상의 하류 위치까지 길이방향으로 연장될 수 있다.The present disclosure relates to an aerosol cooling element configured for use in an aerosol-generating article. The aerosol cooling element may comprise a hollow tubular segment comprising a peripheral wall. The hollow tubular segment may extend along a longitudinal axis and may have a downstream end in fluid communication with an upstream end. The hollow tubular segment may include at least one elongate projection extending from the peripheral wall into the hollow tubular segment. The at least one elongate projection may extend longitudinally from an upstream location on the peripheral wall to a downstream location on the peripheral wall downstream of the upstream location.
본 개시의 제1 양태에 따르면, 에어로졸 발생 물품에 사용하도록 구성된 에어로졸 냉각 요소가 제공된다. 에어로졸 냉각 요소는 주변 벽을 포함하는 중공 관형 세그먼트를 포함한다. 중공 관형 세그먼트는 길이방향 축을 따라 연장되고 상류 단부와 유체 연통하는 하류 단부를 갖는다. 중공 관형 세그먼트는 주변 벽으로부터 중공 관형 세그먼트의 내부로 연장되는 적어도 하나의 세장형 돌출부를 포함한다. 적어도 하나의 세장형 돌출부는 주변 벽 상의 상류 위치로부터 상류 위치의 하류에 있는 상기 주변 벽 상의 하류 위치까지 길이방향으로 연장된다.According to a first aspect of the present disclosure, there is provided an aerosol cooling element configured for use in an aerosol-generating article. The aerosol cooling element comprises a hollow tubular segment comprising a peripheral wall. The hollow tubular segment extends along a longitudinal axis and has a downstream end in fluid communication with the upstream end. The hollow tubular segment includes at least one elongate projection extending from the peripheral wall into the interior of the hollow tubular segment. The at least one elongate projection extends longitudinally from an upstream location on the peripheral wall to a downstream location on the peripheral wall downstream of the upstream location.
용어 "에어로졸 발생 물품"은 본 발명을 참조하여 본원에서 에어로졸 발생 기재가 가열되어 에어로졸을 생성하고 소비자에게 전달하는 물품을 설명하는 데 사용된다. 사용된 바와 같이, 기재는 가열 시 휘발성 화합물을 방출하여 에어로졸을 발생시킬 수 있다.The term “aerosol-generating article” is used herein with reference to the present invention to describe an article in which an aerosol-generating substrate is heated to generate and deliver an aerosol to a consumer. As used, the substrate can release volatile compounds upon heating to generate an aerosol.
종래의 궐련은 사용자가 화염을 궐련의 일 단부에 적용하고 다른 단부를 통해 공기를 흡인할 때 불이 붙는다. 화염에 의해 제공되는 국부적인 열과 궐련을 통해 흡인된 공기 중의 산소는 궐련의 단부가 점화되게 야기하고, 생성된 연소는 흡입 가능한 연기를 발생시킨다. 대조적으로, 가열식 에어로졸 발생 물품에서, 에어로졸은 담배와 같은 향미 발생 기재를 가열하여 발생된다. 공지된 가열식 에어로졸 발생 물품은, 예를 들어 전기 가열식 에어로졸 발생 물품 및 가연성 연료 요소 또는 열원으로부터 물리적으로 분리된 에어로졸 형성 재료로의 열 전달에 의해서 에어로졸이 발생되는 에어로졸 발생 물품을 포함한다. 예를 들어, 본 발명에 따른 에어로졸 발생 물품은 에어로졸 발생 기재의 로드 내에 삽입되도록 적응되는 내부 히터 블레이드를 갖는 전기 가열식 에어로졸 발생 장치를 포함하는 에어로졸 발생 시스템에서 특정한 용례를 발견한다. 이러한 유형의 에어로졸 발생 물품은 종래 기술, 예를 들어 EP 0822670호에 설명된다.Conventional cigarettes catch fire when a user applies a flame to one end of the cigarette and draws air through the other end. The local heat provided by the flame and the oxygen in the air drawn through the cigarette cause the end of the cigarette to ignite, and the resulting combustion produces inhalable smoke. In contrast, in heated aerosol-generating articles, the aerosol is generated by heating a flavor-generating substrate such as tobacco. Known heated aerosol-generating articles include, for example, electrically heated aerosol-generating articles and aerosol-generating articles in which an aerosol is generated by heat transfer to an aerosol-forming material physically separated from a combustible fuel element or heat source. For example, an aerosol-generating article according to the present invention finds particular application in aerosol-generating systems comprising an electrically heated aerosol-generating device having an internal heater blade adapted to be inserted into a rod of an aerosol-generating substrate. Aerosol-generating articles of this type are described in the prior art, for example in EP 0822670.
본원에서 사용되는 바와 같이, 용어 "에어로졸 발생 장치"는 에어로졸 발생 물품의 에어로졸 발생 기재와 상호작용하여 에어로졸을 발생시키는 히터 요소를 포함하는 장치를 지칭한다.As used herein, the term “aerosol-generating device” refers to a device comprising a heater element that interacts with the aerosol-generating substrate of an aerosol-generating article to generate an aerosol.
사용 동안, 휘발성 화합물은 열 전달에 의해 에어로졸 발생 기재로부터 방출되고 에어로졸 발생 물품을 통해 흡입된 공기 중에 비말동반된다. 방출된 화합물은 냉각되면서 응축되어, 소비자에 의해 흡입되는 에어로졸을 형성한다.During use, volatile compounds are released from the aerosol-generating substrate by heat transfer and are entrained in the air inhaled through the aerosol-generating article. The released compound condenses as it cools, forming an aerosol that is inhaled by the consumer.
본원에서 사용되는 바와 같이, 용어 "관형 요소"는 그의 길이방향 축을 따라 루멘(lumen) 또는 기류 통로를 정의하는 세장형 요소를 나타낸다. 본 명세서의 맥락에서, 용어 "관형"은 관형 요소의 상류 단부와 관형 요소의 하류 단부 사이에 유체 연통을 확립하는 적어도 하나의 기류 도관을 정의하는 실질적으로 원통형 단면을 갖고 임의의 관형 요소를 포함하도록 의도된다. 본 발명을 참조하여 본원에서 사용되는 바와 같이, 용어 "중공"은 챔버 또는 공동과 같은 내부 빈 공간을 정의하는 관형 요소를 설명하는 데 사용된다.As used herein, the term “tubular element” refers to an elongate element that defines a lumen or airflow passageway along its longitudinal axis. In the context of this specification, the term “tubular” is intended to include any tubular element having a substantially cylindrical cross-section defining at least one airflow conduit establishing fluid communication between the upstream end of the tubular element and the downstream end of the tubular element. It is intended As used herein with reference to the present invention, the term “hollow” is used to describe a tubular element that defines an interior hollow space, such as a chamber or cavity.
본원에서 사용되는 바와 같이, 용어 "길이방향"은 에어로졸 발생 물품의 상류 단부와 하류 단부 사이에서 연장되는 에어로졸 발생 물품의 주 길이방향 축에 대응하는 방향을 지칭한다. 본원에서 사용되는 바와 같이, 용어 "상류" 및 "하류"는 에어로졸이 사용 중에 에어로졸 발생 물품을 통해 이송되는 방향에 대하여 에어로졸 발생 물품의 요소, 또는 요소의 일부분의 상대적 위치를 설명한다. 사용 동안, 공기는 에어로졸 발생 물품을 통해 길이방향으로 흡인된다. 용어 "가로방향"은 길이방향 축에 수직인 방향을 지칭한다. 에어로졸 발생 물품 또는 에어로졸 발생 물품의 구성요소의 "단면"에 대한 임의의 언급은 달리 언급되지 않는 한 횡단면을 지칭한다.As used herein, the term “longitudinal” refers to a direction corresponding to the major longitudinal axis of the aerosol-generating article extending between the upstream and downstream ends of the aerosol-generating article. As used herein, the terms “upstream” and “downstream” describe the relative position of an element, or portion of an element, of an aerosol-generating article with respect to the direction in which the aerosol is transported through the aerosol-generating article during use. During use, air is drawn longitudinally through the aerosol-generating article. The term “transverse direction” refers to a direction perpendicular to the longitudinal axis. Any reference to “cross-section” of an aerosol-generating article or component of an aerosol-generating article refers to a cross-section unless otherwise stated.
용어 "길이"는 길이방향으로의 에어로졸 발생 물품의 구성요소의 최대 치수를 나타낸다. 예를 들어, 그것은 길이방향으로의 로드 또는 관형 요소의 치수를 나타내기 위해 사용될 수 있다. 특히, 본 발명의 맥락에서, 용어 "관형 요소의 길이"는 관형 요소의 상류 단부와 하류 단부 사이의 최대 거리를 나타내는 데 사용된다.The term “length” refers to the maximum dimension of a component of an aerosol-generating article in the longitudinal direction. For example, it can be used to indicate the dimension of a rod or tubular element in the longitudinal direction. In particular, in the context of the present invention, the term "length of a tubular element" is used to denote the maximum distance between the upstream and downstream ends of a tubular element.
용어 "주변 벽"은 중공 관형 세그먼트의 주변부를 정의하는 벽을 지칭한다. 용어 "주변부"는 이러한 주변부에 위치된 요소 또는 특징부를 지칭한다.The term “perimeter wall” refers to a wall that defines the perimeter of a hollow tubular segment. The term “perimeter” refers to an element or feature located on such a perimeter.
용어 "세장형 돌출부"는 그의 폭 및 두께와 관련하여 긴 돌출부 또는 돌기를 지칭한다. 예를 들어, 세장형 돌출부는 평탄화된 표면을 포함할 수 있다. 세장형 돌출부의 높이, 원주방향 및 반경방향 위치는 세장형 돌출부의 베이스를 참조하여 취해진다. 세장형 돌출부는 그의 베이스에서 중공 관형 세그먼트의 주변 벽의 내부 표면에 연결된다. 세장형 돌출부의 베이스는 중공 관형 세그먼트의 주변 벽의 내부 표면에 연결되는 세장형 돌출부의 부분을 지칭한다. 세장형 돌출부의 베이스는 세장형 돌출부의 길이 방향 또는 축방향 위치, 원주방향 위치 및 반경방향 위치를 정의한다. 예를 들어, 세장형 돌출부의 상류 위치의 반경 방향 위치는 세장형 돌출부의 베이스의 상류 위치의 반경방향 위치를 지칭한다.The term “elongate protrusion” refers to an elongated protrusion or protrusion with respect to its width and thickness. For example, the elongate protrusion may include a planarized surface. The height, circumferential and radial positions of the elongate protrusion are taken with reference to the base of the elongate protrusion. The elongate projection is connected at its base to the inner surface of the peripheral wall of the hollow tubular segment. The base of the elongate protrusion refers to the portion of the elongate protrusion that connects to the inner surface of the peripheral wall of the hollow tubular segment. The base of the elongate protrusion defines a longitudinal or axial position, a circumferential position and a radial position of the elongate protrusion. For example, a radial position of a position upstream of the elongate protrusion refers to a radial position of a position upstream of the base of the elongate protrusion.
용어 "반경방향 위치"는 본 개시에서, 중공 관형 요소, 에어로졸 냉각 요소 또는 에어로졸 발생 물품인, 물체의 중심으로부터 반경을 따르는 방향을 지칭한다. 즉, 세장형 돌출부, 또는 세장형 돌출부의 일부의 특정 반경방향 위치는 중공 관형 세그먼트의 중심 축에 대한 세장형 돌출부 또는 이의 일부의 위치 및 거리를 지칭한다.The term “radial position” refers in the present disclosure to a direction along a radius from the center of an object, which is a hollow tubular element, an aerosol cooling element or an aerosol-generating article. That is, the specific radial position of the elongate protrusion, or portion of the elongate protrusion, refers to the location and distance of the elongate protrusion or portion thereof with respect to the central axis of the hollow tubular segment.
용어 "원주방향 위치"는 본 개시에서, 중공 관형 요소, 에어로졸 냉각 요소 또는 에어로졸 발생 물품인, 물체의 중심(또는 중심 축)에 대해 정의된 원주를 따르는 방향을 지칭한다. 즉, 세장형 돌출부, 또는 세장형 돌출부의 일부의 특정 원주방향 위치는 중공 관형 세그먼트의 중심 축에 대해 정의된 원주를 따라 세장형 돌출부, 또는 그의 일부의 위치 및 거리를 지칭한다.The term “circumferential position” in the present disclosure refers to a direction along a defined circumference with respect to the center (or central axis) of an object, which is a hollow tubular element, aerosol cooling element or aerosol-generating article. That is, the particular circumferential location of the elongate protrusion, or portion of the elongate protrusion, refers to the location and distance of the elongate protrusion, or portion thereof, along a circumference defined with respect to the central axis of the hollow tubular segment.
용어 "관형 요소의 주변 벽의 두께"는 관형 요소의 벽의 외부 표면과 내부 표면 사이에서 측정된 최소 거리를 나타내기 위해 본 명세서에 사용된다. 실제로, 주어진 위치에서의 거리는 관형 요소의 벽의 대향 측면에 국부적으로 실질적으로 수직인 방향을 따라 측정된다. 실질적으로 원통형인 관형 요소, 즉 실질적으로 원형의 단면을 갖는 관형 요소에 대해, 주변 벽의 두께는 관형 요소의 실질적으로 반경 방향을 따라 측정된 주변 벽의 외부 표면과 내부 표면 사이의 거리로서 평가된다.The term “thickness of the peripheral wall of the tubular element” is used herein to denote the minimum distance measured between the outer and inner surfaces of the wall of the tubular element. In practice, the distance at a given location is measured along a direction substantially perpendicular locally to the opposite side of the wall of the tubular element. For a substantially cylindrical tubular element, i.e., a tubular element having a substantially circular cross section, the thickness of the peripheral wall is evaluated as the distance between the outer surface and the inner surface of the peripheral wall measured along a substantially radial direction of the tubular element .
"공기 불침투성 재료"라는 표현은 재료의 간극 또는 기공을 통해 유체, 특히 공기와 연기를 통과시키지 않는 재료를 의미하도록 본 명세서 전반에 걸쳐서 사용된다. 관형 지지 요소가 공기 및 에어로졸 입자에 불침투성인 재료로 형성되면, 지지 요소를 통해 흡인된 공기 및 에어로졸 입자는 기류 도관을 통해 흐르게 강제되지만, 지지 요소의 벽을 가로질러 흐를 수 없다.The expression "air-impermeable material" is used throughout this specification to mean a material that does not pass fluids, particularly air and smoke, through gaps or pores in the material. When the tubular support element is formed of a material impermeable to air and aerosol particles, the air and aerosol particles drawn through the support element are forced to flow through the airflow conduit, but cannot flow across the wall of the support element.
대조적으로, 용어 "다공성"은 본원에서 재료를 통한 공기의 통과를 허용하는 복수의 기공 또는 개구를 제공하는 재료를 지칭하기 위해 사용된다.In contrast, the term “porous” is used herein to refer to a material that provides a plurality of pores or openings that allow the passage of air through the material.
본 명세서에서 사용되는 바와 같이, 용어 "균질화된 담배 재료"는 담배 재료의 입자를 뭉쳐서 형성한 임의의 담배 재료를 포함한다. 균질화된 담배 재료의 시트 또는 웹은 담배 잎몸(leaf lamina) 및 담배 잎자루(leaf stem) 중 하나 또는 둘 모두를 분쇄하거나 달리 분말화하여 얻어진 미립자 담배를 뭉침으로써 형성된다. 또한, 균질화된 담배 재료는 담배의 처리, 취급 및 배송 동안에 형성된 담배 가루, 담배 미분 및 다른 미립자 담배 부산물 중 하나 이상을 미량으로 포함할 수 있다. 균질화된 담배 재료의 시트는 캐스팅, 압출, 제지 공정 또는 당업계에 공지된 다른 임의의 적합한 공정에 의해 제조될 수 있다.As used herein, the term “homogenized tobacco material” includes any tobacco material formed by agglomerating particles of tobacco material. The sheet or web of homogenized tobacco material is formed by agglomerating particulate tobacco obtained by grinding or otherwise pulverizing one or both of tobacco leaf lamina and tobacco stem. In addition, the homogenized tobacco material may include trace amounts of one or more of tobacco powder, tobacco fines, and other particulate tobacco by-products formed during the processing, handling, and shipping of tobacco. The homogenized sheet of tobacco material may be made by casting, extrusion, a papermaking process, or any other suitable process known in the art.
본 발명에 따른 에어로졸 발생 물품에서, 에어로졸 냉각 요소는 물품을 통해 흐르는 에어로졸의 온도를 낮추는 한편, 동시에 에어로졸의 흐름을 균질화하고 에어로졸 흐름이 소비자의 입에 전달되는 방법을 미세하게 제어하도록 적응된다.In an aerosol-generating article according to the invention, the aerosol cooling element is adapted to lower the temperature of the aerosol flowing through the article, while at the same time homogenizing the flow of the aerosol and finely controlling how the flow of the aerosol is delivered to the mouth of the consumer.
보다 상세하게, 에어로졸 냉각 요소의 구조 및 특징은 소비자를 위한 불편함 또는 통증의 감각과 연관될 수 있는 임계값 미만으로 물품 내의 기체 흐름의 온도를 일관되게 낮추는 것과 같은 것으로 밝혀졌다. 이론에 얽매이지 않는 범위에서, 본 발명에 따른 에어로졸 냉각 요소 및 에어로졸 발생 물품에서, 물품을 통해 흐르는 에어로졸으로부터의 열은 에어로졸 냉각 요소의 재료가 전도 및 대류에 의해 가열됨에 따라 편리하게 소산되는 것으로 이해된다. 동시에, 에어로졸 냉각 요소의 내부로 연장되는 적어도 하나의 세장형 돌출부는 에어로졸 냉각 요소의 내부 표면적을 증가시킨다. 에어로졸 냉각 요소의 내부 표면적을 증가시키는 것은 에어로졸의 흐름과 에어로졸 냉각 요소의 재료 사이의 열 전달이 발생하기 위한 더 많은 표면적이 있다는 것을 의미한다. 따라서, 물품이 특히 덥고 습한 기상 조건 하에 사용될 에도, 흐르는 에어로졸의 온도가 감소되고, 사용 동안 소비자의 입술과 접촉할 수 있는 물품의 외부 표면의 과열이 유리하게 방지된다.More specifically, the structure and characteristics of aerosol cooling elements have been found to consistently lower the temperature of a gas stream within an article below a threshold that may be associated with a sensation of discomfort or pain for the consumer. Without wishing to be bound by theory, it is understood that in aerosol cooling elements and aerosol-generating articles according to the present invention, heat from the aerosol flowing through the article is conveniently dissipated as the material of the aerosol cooling element is heated by conduction and convection. do. At the same time, the at least one elongate projection extending into the interior of the aerosol cooling element increases the inner surface area of the aerosol cooling element. Increasing the internal surface area of the aerosol cooling element means that there is more surface area for heat transfer between the flow of the aerosol and the material of the aerosol cooling element to occur. Thus, even when the article is to be used under particularly hot and humid weather conditions, the temperature of the flowing aerosol is reduced and overheating of the outer surface of the article which may come into contact with the lips of the consumer during use is advantageously prevented.
흐르는 에어로졸로 에어로졸 냉각 요소의 열 전달을 향상시키는 것에 더하여, 적어도 하나의 세장형 돌출부는 에어로졸 냉각 요소로 진입하고 이를 통해 흐르는 가열된 에어로졸을 부분적으로 차단하고 우회시킨다. 적어도 하나의 세장형 돌출부는 흐르는 에어로졸에 난류를 생성하며, 이는 에어로졸 냉각 요소 내에 이미 존재하는 더 차가운 공기와 에어로졸을 혼합하는 것을 촉진한다. 따라서, 이러한 효과는 에어로졸 냉각 요소의 냉각 기능을 더 개선한다.In addition to enhancing heat transfer of the aerosol cooling element to the flowing aerosol, the at least one elongate projection partially blocks and diverts the heated aerosol entering and flowing through the aerosol cooling element. The at least one elongate projection creates turbulence in the flowing aerosol, which promotes mixing of the aerosol with cooler air already present in the aerosol cooling element. Thus, this effect further improves the cooling function of the aerosol cooling element.
또한, 본 발명에 따른 에어로졸 냉각 요소 및 에어로졸 발생 물품은 연속 공정으로 제조될 수 있고, 그것의 생산은 고속으로 편리하게 구현되고 제조 장비의 광범위한 수정을 필요로 하지 않고 가열식 에어로졸 발생 물품의 제조를 위한 기존의 생산 라인으로 통합될 수 있다.Furthermore, the aerosol-cooling element and aerosol-generating article according to the invention can be manufactured in a continuous process, the production of which is conveniently realized at high speed and does not require extensive modifications of manufacturing equipment for the production of heated aerosol-generating articles. It can be integrated into existing production lines.
에어로졸 냉각 요소는 비교적 높은 열용량을 갖는 재료로 제조될 수 있어, 에어로졸 냉각 요소는 이것이 에어로졸 냉각 요소의 온도의 큰 증가를 야기하지 않고 물품을 통해 흐르는 에어로졸에 의해 운반되는 열 에너지를 흡수할 수 있다. 예로서, 에어로졸 냉각 요소는 열가소성 종이 화합물을 포함하는 셀룰로스계 화합물로 제조될 수 있다. 다른 예로서, 에어로졸 냉각 요소는 폴리락트산(PLA) 또는 폴리하이드록시알카노에이트(PHA)로 제조될 수 있다.The aerosol cooling element may be made of a material having a relatively high heat capacity, such that the aerosol cooling element can absorb the thermal energy carried by the aerosol flowing through the article without it causing a significant increase in the temperature of the aerosol cooling element. By way of example, the aerosol cooling element may be made of a cellulosic compound including a thermoplastic paper compound. As another example, the aerosol cooling element may be made of polylactic acid (PLA) or polyhydroxyalkanoate (PHA).
적어도 하나의 세장형 돌출부는 에어로졸 냉각 요소의 나머지와 동일한 재료로 제조될 수 있다. 예로서, 적어도 하나의 세장형 돌출부는 열가소성 종이 화합물을 포함하는 셀룰로스계 화합물로 제조될 수 있다. 다른 예로서, 적어도 하나의 세장형 돌출부는 폴리락트산(PLA) 또는 폴리하이드록시알카노에이트(PHA)로 제조될 수 있다. 적어도 하나의 세장형 돌출부는 사출 성형 또는 다른 압출 기술에 의해 제조될 수 있다.The at least one elongate projection may be made of the same material as the rest of the aerosol cooling element. By way of example, the at least one elongate protrusion may be made of a cellulosic compound including a thermoplastic paper compound. As another example, the at least one elongate protrusion may be made of polylactic acid (PLA) or polyhydroxyalkanoate (PHA). The at least one elongate projection may be made by injection molding or other extrusion techniques.
에어로졸 냉각 요소의 길이는 약 5 mm 내지 약 35 mm일 수 있다. 일부 구현예에서, 에어로졸 냉각 요소의 길이는 약 5 mm 내지 약 25 mm, 약 5 mm 내지 약 20 mm, 또는 약 5 mm 내지 약 19 mm이다.The length of the aerosol cooling element may be from about 5 mm to about 35 mm. In some embodiments, the length of the aerosol cooling element is from about 5 mm to about 25 mm, from about 5 mm to about 20 mm, or from about 5 mm to about 19 mm.
바람직하게는, 에어로졸 냉각 요소의 길이는 적어도 약 8 mm이다. 더 바람직하게는, 에어로졸 냉각 요소의 길이는 적어도 약 9 mm이다. 에어로졸 냉각 요소의 길이는 바람직하게는 약 30 mm 이하 또는 약 8 mm 내지 약 25 mm 또는 약 8 mm 내지 약 20 mm 또는 약 8 mm 내지 약 19 mm이다. 더 바람직하게는, 에어로졸 냉각 요소의 길이는 약 25 mm 이하이다. 보다 더 바람직하게는, 에어로졸 냉각 요소의 길이는 약 20 mm 이하이다. 특히 바람직한 구현예에서, 에어로졸 냉각 요소의 길이는 19 mm 이하이다.Preferably, the length of the aerosol cooling element is at least about 8 mm. More preferably, the length of the aerosol cooling element is at least about 9 mm. The length of the aerosol cooling element is preferably about 30 mm or less or about 8 mm to about 25 mm or about 8 mm to about 20 mm or about 8 mm to about 19 mm. More preferably, the length of the aerosol cooling element is about 25 mm or less. Even more preferably, the length of the aerosol cooling element is about 20 mm or less. In a particularly preferred embodiment, the length of the aerosol cooling element is 19 mm or less.
바람직한 구현예에서, 에어로졸 냉각 요소의 길이는 약 8 mm 내지 약 30 mm, 또는 약 8mm 내지 약 25 mm 또는 약 8 mm 내지 약 20 mm 또는 약 8 mm 내지 약 19 mm 더 바람직하게는 약 9 mm 내지 약 30 mm, 또는 약 9 mm 내지 약 25 mm 또는 약 9 mm 내지 약 20 mm 또는 약 9 mm 내지 약 19 mm이다.In a preferred embodiment, the length of the aerosol cooling element is from about 8 mm to about 30 mm, or from about 8 mm to about 25 mm or from about 8 mm to about 20 mm or from about 8 mm to about 19 mm more preferably from about 9 mm to about 19 mm from about 30 mm, or from about 9 mm to about 25 mm or from about 9 mm to about 20 mm or from about 9 mm to about 19 mm.
바람직하게는, 중공 관형 세그먼트의 주변 벽의 두께는 약 0.2 mm이다. 더 바람직하게는, 중공 관형 세그먼트의 주변 벽의 두께는 적어도 약 0.5 mm이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 주변 벽의 두께는 적어도 약 1 mm이다. 중공 관형 세그먼트의 주변 벽의 두께는 바람직하게는 3.5 mm 이하이다. 더 바람직하게는, 중공 관형 세그먼트의 주변 벽의 두께는 3 mm 이하이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 주변 벽의 두께는 약 2.5 mm 이하이다.Preferably, the thickness of the peripheral wall of the hollow tubular segment is about 0.2 mm. More preferably, the thickness of the peripheral wall of the hollow tubular segment is at least about 0.5 mm. Even more preferably, the thickness of the peripheral wall of the hollow tubular segment is at least about 1 mm. The thickness of the peripheral wall of the hollow tubular segment is preferably not more than 3.5 mm. More preferably, the thickness of the peripheral wall of the hollow tubular segment is 3 mm or less. Even more preferably, the thickness of the peripheral wall of the hollow tubular segment is about 2.5 mm or less.
일부 구현예에서, 중공 관형 세그먼트의 주변 벽의 길이는 약 0.2 mm 내지 약 3.5 mm 또는 약 0.2 mm 내지 약 3 mm 또는 약 0.2 mm 내지 약 2.5 mm이다. 다른 구현예에서, 중공 관형 세그먼트의 주변 벽의 길이는 약 0.5 mm 내지 약 3.5 mm 또는 약 0.5 mm 내지 약 3 mm 또는 약 0.5 mm 내지 약 2.5 mm이다. 추가 구현예에서, 중공 관형 세그먼트의 주변 벽의 길이는 약 1 mm 내지 약 3.5 mm 또는 약 1 mm 내지 약 3 mm 또는 약 1 mm 내지 약 2.5 mm이다.In some embodiments, the length of the peripheral wall of the hollow tubular segment is from about 0.2 mm to about 3.5 mm or from about 0.2 mm to about 3 mm or from about 0.2 mm to about 2.5 mm. In other embodiments, the length of the peripheral wall of the hollow tubular segment is from about 0.5 mm to about 3.5 mm or from about 0.5 mm to about 3 mm or from about 0.5 mm to about 2.5 mm. In further embodiments, the length of the peripheral wall of the hollow tubular segment is from about 1 mm to about 3.5 mm or from about 1 mm to about 3 mm or from about 1 mm to about 2.5 mm.
일부 바람직한 구현예에서, 중공 관형 세그먼트의 주변 벽의 두께는 약 0.2 mm 내지 약 3.5 mm, 더 바람직하게는 약 0.5 mm 내지 약 3 mm, 보다 더 바람직하게는 약 1 mm 내지 약 2.5 mm이다.In some preferred embodiments, the thickness of the peripheral wall of the hollow tubular segment is from about 0.2 mm to about 3.5 mm, more preferably from about 0.5 mm to about 3 mm, even more preferably from about 1 mm to about 2.5 mm.
바람직하게는, 중공 관형 세그먼트의 외경은 적어도 약 3 mm이다. 더 바람직하게는, 중공 관형 세그먼트의 외경은 적어도 약 4 mm이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 외경은 적어도 약 5 mm이다. 중공 관형 세그먼트의 외경은 바람직하게는 약 13 mm 이하이다. 더 바람직하게는, 중공 관형 세그먼트의 외경은 바람직하게는 약 10 mm 이하이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 외경은 약 8 mm 이하이다.Preferably, the outer diameter of the hollow tubular segment is at least about 3 mm. More preferably, the outer diameter of the hollow tubular segment is at least about 4 mm. Even more preferably, the outer diameter of the hollow tubular segment is at least about 5 mm. The outer diameter of the hollow tubular segment is preferably about 13 mm or less. More preferably, the outer diameter of the hollow tubular segment is preferably about 10 mm or less. Even more preferably, the outer diameter of the hollow tubular segment is about 8 mm or less.
일부 구현예에서, 중공 관형 세그먼트의 외경은 약 3 mm 내지 약 13 mm 또는 약 3 mm 내지 약 10 mm 또는 약 3 mm 내지 약 8 mm이다. 다른 구현예에서, 중공 관형 세그먼트의 외경은 약 4 mm 내지 약 13 mm 또는 약 4 mm 내지 약 10 mm 또는 약 4 mm 내지 약 8 mm이다. 추가 구현예에서, 중공 관형 세그먼트의 외경은 약 5 mm 내지 약 13 mm 또는 약 5 mm 내지 약 10 mm 또는 약 5 mm 내지 약 8 mm이다.In some embodiments, the outer diameter of the hollow tubular segment is from about 3 mm to about 13 mm or from about 3 mm to about 10 mm or from about 3 mm to about 8 mm. In other embodiments, the outer diameter of the hollow tubular segment is from about 4 mm to about 13 mm or from about 4 mm to about 10 mm or from about 4 mm to about 8 mm. In further embodiments, the outer diameter of the hollow tubular segment is from about 5 mm to about 13 mm or from about 5 mm to about 10 mm or from about 5 mm to about 8 mm.
바람직한 구현예에서, 중공 관형 세그먼트의 외경은 약 3 mm 내지 약 13 mm, 더 바람직하게는 약 4 mm 내지 약 10 mm, 보다 더 바람직하게는 약 5 mm 내지 약 8 mm이다. 일부 구현예에서, 중공 관형 세그먼트의 외경은 바람직하게는 약 4 mm 내지 약 8 mm이다.In a preferred embodiment, the outer diameter of the hollow tubular segment is from about 3 mm to about 13 mm, more preferably from about 4 mm to about 10 mm, even more preferably from about 5 mm to about 8 mm. In some embodiments, the outer diameter of the hollow tubular segment is preferably from about 4 mm to about 8 mm.
바람직하게는, 중공 관형 세그먼트의 내경은 적어도 약 2 mm이다. 더 바람직하게는, 중공 관형 세그먼트의 내경은 적어도 약 3 mm이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 내경은 적어도 약 4 mm이다. 중공 관형 세그먼트의 내경은 바람직하게는 약 10 mm 이하이다. 더 바람직하게는, 중공 관형 세그먼트의 내경은 바람직하게는 약 7.5 mm 이하이다. 보다 더 바람직하게는, 중공 관형 세그먼트의 내경은 바람직하게는 약 6 mm 이하이다.Preferably, the hollow tubular segment has an inner diameter of at least about 2 mm. More preferably, the inner diameter of the hollow tubular segment is at least about 3 mm. Even more preferably, the inner diameter of the hollow tubular segment is at least about 4 mm. The inner diameter of the hollow tubular segment is preferably about 10 mm or less. More preferably, the inner diameter of the hollow tubular segment is preferably about 7.5 mm or less. Even more preferably, the inner diameter of the hollow tubular segment is preferably about 6 mm or less.
일부 구현예에서, 중공 관형 세그먼트의 내경은 약 2 mm 내지 약 10 mm 또는 약 2 mm 내지 약 7.5 mm 또는 약 2 mm 내지 약 6 mm이다. 다른 구현예에서, 중공 관형 세그먼트의 내경은 약 3 mm 내지 약 10 mm 또는 약 3 mm 내지 약 7.5 mm 또는 약 3 mm 내지 약 6 mm이다. 추가 구현예에서, 중공 관형 세그먼트의 내경은 약 4 mm 내지 약 10 mm 또는 약 4 mm 내지 약 7.5 mm 또는 약 4 mm 내지 약 6 mm이다.In some embodiments, the inner diameter of the hollow tubular segment is from about 2 mm to about 10 mm or from about 2 mm to about 7.5 mm or from about 2 mm to about 6 mm. In other embodiments, the inner diameter of the hollow tubular segment is from about 3 mm to about 10 mm or from about 3 mm to about 7.5 mm or from about 3 mm to about 6 mm. In further embodiments, the inner diameter of the hollow tubular segment is from about 4 mm to about 10 mm or from about 4 mm to about 7.5 mm or from about 4 mm to about 6 mm.
바람직한 구현예에서, 중공 관형 세그먼트의 내경은 약 2 mm 내지 약 10 mm, 더 바람직하게는 약 3 mm 내지 약 7.5 mm, 보다 더 바람직하게는 약 4 mm 내지 약 6 mm이다. 일부 구현예에서, 중공 관형 세그먼트의 내경은 약 3 mm 내지 약 7.5 mm이다.In a preferred embodiment, the inner diameter of the hollow tubular segment is from about 2 mm to about 10 mm, more preferably from about 3 mm to about 7.5 mm, even more preferably from about 4 mm to about 6 mm. In some embodiments, the inner diameter of the hollow tubular segment is from about 3 mm to about 7.5 mm.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 주변 벽으로부터 반경 방향을 따라 중공 관형 세그먼트의 중심 축을 향해 연장된다. 에어로졸 냉각 요소의 중공 관형 세그먼트의 반경 방향을 따라 연장됨으로써, 적어도 하나의 세장형 돌출부는 흐름 에어로졸에서 난류를 조장하기 위해 유입 흐름 에어로졸을 가능한 한 많이 방해하고 차단한다. 위에서 논의된 바와 같이, 난류는 에어로졸 냉각 요소에 의해 제공되는 냉각 효과를 돕는다. In some preferred embodiments, the at least one elongate projection extends radially from the peripheral wall towards the central axis of the hollow tubular segment. By extending along the radial direction of the hollow tubular segment of the aerosol cooling element, the at least one elongate projection obstructs and blocks the incoming flow aerosol as much as possible to promote turbulence in the flow aerosol. As discussed above, the turbulence aids the cooling effect provided by the aerosol cooling element.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 높이는 상류 위치와 하류 위치 사이에서 변화된다. 이러한 "적어도 하나의 세장형 돌출부의 높이"는 세장형 돌출부가 연장되는 중공 관형 세그먼트의 주변 벽의 내부로부터의 수직 거리를 지칭한다. 이러한 구현예에서, 적어도 하나의 세장형 돌출부는 돌출부가 돌출부의 다른 부분보다 돌출부의 특정 부분에서 중공 관형 세그먼트의 내부로 더 연장될 수 있는 임의의 프로파일을 가질 수 있다.In some preferred embodiments, the height of the at least one elongate projection varies between an upstream position and a downstream position. This “height of the at least one elongate protrusion” refers to the vertical distance from the interior of the peripheral wall of the hollow tubular segment from which the elongate protrusion extends. In such embodiments, the at least one elongate protrusion may have any profile such that the protrusion may extend further into the interior of the hollow tubular segment at certain portions of the protrusions than other portions of the protrusions.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 높이는 상류 위치와 하류 위치 중 하나와 다른 하나 사이에서 감소한다.In some preferred embodiments, the height of the at least one elongate projection decreases between one of the upstream position and the downstream position and the other.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 적어도 0.1이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 적어도 0.25이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 적어도 0.33(1/3)이다. 용어 "최대 높이"는 적어도 하나의 세장형 돌출부의 임의의 다른 부분보다 더 큰 높이를 갖는 적어도 하나의 세장형 돌출부의 부분의 높이를 지칭한다.In some preferred embodiments, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is at least 0.1. More preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is at least 0.25. Even more preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is at least 0.33 (1/3). The term “maximum height” refers to the height of a portion of the at least one elongate protrusion having a height greater than any other portion of the at least one elongate protrusion.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.75 이하이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.6 이하이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.5 이하이다.In some preferred embodiments, the ratio of the maximum height of the at least one elongate protrusion to the inner diameter of the aerosol cooling element is 0.75 or less. More preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is 0.6 or less. Even more preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is 0.5 or less.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.1 내지 0.75이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.25 내지 0.6이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 최대 높이 대 에어로졸 냉각 요소의 내경의 비율은 0.33(1/3) 내지 0.5이다.In some preferred embodiments, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is between 0.1 and 0.75. More preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is between 0.25 and 0.6. Even more preferably, the ratio of the maximum height of the at least one elongate projection to the inner diameter of the aerosol cooling element is between 0.33 (1/3) and 0.5.
적어도 하나의 세장형 돌출부는 측면에서 보았을 때 핀형 프로파일, 테이퍼형 프로파일, 곡선형 프로파일 또는 파형 프로파일을 가질 수 있다.The at least one elongate protrusion may have a finned profile, a tapered profile, a curved profile, or a wavy profile when viewed from the side.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 중공 관형 세그먼트의 상류 단부로부터 하류 단부로 흐르는 에어로졸의 흐름 방향을 변경하도록 구성된 편향 핀을 포함한다(또는 편향 핀임). "핀"은 평평하고 얇은 돌출 표면을 지칭한다.In some preferred embodiments, the at least one elongate protrusion comprises (or is a biasing pin) a deflection pin configured to change the direction of flow of the aerosol flowing from the upstream end to the downstream end of the hollow tubular segment. “Pin” refers to a flat, thin protruding surface.
바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 복수의 편향 핀을 포함한다. 이러한 바람직한 구현예에서, 복수의 편향 핀은 적어도 2개의 편향 핀을 포함한다. 더 바람직하게는, 복수의 편향 핀은 적어도 4개의 편향 핀을 포함한다. 보다 더 바람직하게는, 복수의 편향 핀은 적어도 6개의 편향 핀을 포함한다.In a preferred embodiment, the at least one elongate projection comprises a plurality of biasing pins. In this preferred embodiment, the plurality of deflection pins comprises at least two deflection pins. More preferably, the plurality of deflection pins comprises at least four deflection pins. Even more preferably, the plurality of deflection pins comprises at least six deflection pins.
일부 바람직한 구현예에서, 편향 핀은 제1 및 제2 대향 표면들을 포함하며, 각도는 기준 평면 사이에 형성되고, 기준 평면은 길이방향 축에 평행하고 중공 관형 세그먼트의 내부 체적을 이등분하며, 상류 위치에서의 편향 핀의 제1 표면은 기준 평면과 하류 위치에서의 편향 핀의 제1 표면 사이에 형성된 각도와 상이하다.In some preferred embodiments, the biasing pin comprises first and second opposing surfaces, an angle formed between a reference plane, the reference plane parallel to the longitudinal axis and bisector of the interior volume of the hollow tubular segment, the upstream position The first surface of the deflection pin at , is different from the angle formed between the reference plane and the first surface of the deflection pin at the downstream location.
일부 바람직한 구현예에서, 편향 핀은 중공 관형 세그먼트의 길이를 따라 꼬인다. 용어 "꼬임(twisted)"은 편향 핀의 프로파일이 편향 핀의 길이를 따라 기준점 또는 선을 중심으로 굽히거나 말린다는 사실을 지칭한다. 편향 핀은 에어로졸 냉각 요소의 길이를 따라 연장될 때 나선형 또는 나선 형태 또는 형상을 취할 수 있다. 이러한 나선형 또는 나선 형상은 흐르는 에어로졸에 난류를 부여하기에 최적이며, 이는 결국 에어로졸 냉각 요소에 의해 제공되는 냉각 효과를 향상시킨다. 용어 "나선형"은 나선형 또는 나선의 프로파일 또는 형상을 갖는 요소를 지칭한다.In some preferred embodiments, the biasing pins are twisted along the length of the hollow tubular segment. The term "twisted" refers to the fact that the profile of the deflection pin bends or curls about a fiducial or line along the length of the deflection pin. The biasing fins may assume a helical or helical form or shape when extending along the length of the aerosol cooling element. This spiral or spiral shape is optimal for imparting turbulence to the flowing aerosol, which in turn enhances the cooling effect provided by the aerosol cooling element. The term “helical” refers to an element having a helical or helical profile or shape.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부 또는 그의 일부의 반경방향 위치 또는 원주방향 위치는 그의 상류 위치와 그의 하류 위치 사이에서 변화된다. 이러한 구현예에서, 적어도 하나의 세장형 돌출부는 위 또는 아래에서 보았을 때 직선을 따르지 않을 수 있다. 이러한 구현예에서, 적어도 하나의 세장형 돌출부의 베이스는 에어로졸 냉각 요소의 중공 관형 세그먼트의 길이방향 축과 평행한 것으로부터 전환되는 만곡된 프로파일, 파형 프로파일, 또는 임의의 다른 프로파일을 주변 벽의 내부 표면을 따라 트레이스할 수 있다.In some preferred embodiments, the radial position or circumferential position of the at least one elongate projection or part thereof is varied between its upstream position and its downstream position. In such embodiments, the at least one elongate protrusion may not follow a straight line when viewed from above or from below. In this embodiment, the base of the at least one elongate projection has a curved profile, a wavy profile, or any other profile that transitions from being parallel to the longitudinal axis of the hollow tubular segment of the aerosol cooling element on the inner surface of the peripheral wall. can be traced along
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 높이는 중공 관형 세그먼트의 반경보다 더 작다. 중공 관형 세그먼트의 이러한 반경은, 바람직하게는 중공 관형 세그먼트의 내부 반경을 지칭하며, 이는 위에서 논의된 중공 관형 세그먼트의 내경의 절반이다.In some preferred embodiments, the height of the at least one elongate projection is less than the radius of the hollow tubular segment. This radius of the hollow tubular segment preferably refers to the inner radius of the hollow tubular segment, which is half the inner diameter of the hollow tubular segment discussed above.
일부 바람직한 구현예에서, 상류 위치는 중공 관형 세그먼트의 상류 단부와 중공 관형 세그먼트의 중간 지점 사이에 위치되고, 하류 위치는 중공 관형 세그먼트의 중간 지점과 중공 관형 세그먼트의 하류 단부 사이에 위치된다. 중공 관형 세그먼트의 중간 지점은 중공 관형 세그먼트의 상류 단부와 하류 단부 사이의 중간 위치에서의 중공 관형 세그먼트의 중간을 지칭한다.In some preferred embodiments, the upstream position is located between the upstream end of the hollow tubular segment and the midpoint of the hollow tubular segment, and the downstream position is located between the midpoint of the hollow tubular segment and the downstream end of the hollow tubular segment. The midpoint of the hollow tubular segment refers to the middle of the hollow tubular segment at an intermediate position between the upstream and downstream ends of the hollow tubular segment.
일부 바람직한 구현예에서, 상류 위치는 상류 단부로부터 떨어진는 에어로졸 냉각 요소의 길이의 1/4에 위치된다. 일부 다른 바람직한 구현예에서, 상류 위치는 상류 단부로부터 떨어진 에어로졸 냉각 요소의 길이의 1/3에 위치된다. 일부 다른 바람직한 구현예에서, 상류 위치는 상류 단부로부터 떨어진 에어로졸 냉각 요소의 길이의 1/2에 위치된다.In some preferred embodiments, the upstream position is located a quarter of the length of the aerosol cooling element away from the upstream end. In some other preferred embodiments, the upstream position is located one third of the length of the aerosol cooling element away from the upstream end. In some other preferred embodiments, the upstream position is located one-half the length of the aerosol cooling element away from the upstream end.
일부 바람직한 구현예에서, 하류 위치는 하류 단부로부터 떨어진 에어로졸 냉각 요소의 길이의 1/4에 위치된다. 일부 다른 바람직한 구현예에서, 하류 위치는 하류 단부로부터 떨어진 에어로졸 냉각 요소의 길이의 1/3에 위치된다. 일부 다른 바람직한 구현예에서, 하류 위치는 하류 단부로부터 떨어진 에어로졸 냉각 요소의 길이의 1/2에 위치된다.In some preferred embodiments, the downstream location is located a quarter of the length of the aerosol cooling element away from the downstream end. In some other preferred embodiments, the downstream location is located one third of the length of the aerosol cooling element away from the downstream end. In some other preferred embodiments, the downstream location is located one-half the length of the aerosol cooling element away from the downstream end.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 중공 관형 세그먼트의 상류 단부로부터 중공 관형 세그먼트의 하류 단부까지 길이방향으로 연장된다.In some preferred embodiments, the at least one elongate projection extends longitudinally from an upstream end of the hollow tubular segment to a downstream end of the hollow tubular segment.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 길이는 약 8 mm 내지 약 30 mm이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이는 약 9 mm 내지 약 19 mm이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부는 약 10 mm 내지 약 15 mm이다.In some preferred embodiments, the length of the at least one elongate protrusion is from about 8 mm to about 30 mm. More preferably, the length of the at least one elongate projection is from about 9 mm to about 19 mm. Even more preferably, the at least one elongate projection is from about 10 mm to about 15 mm.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 적어도 0.25이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 적어도 0.33(1/3)이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 적어도 0.5이다.In some preferred embodiments, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is at least 0.25. More preferably, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is at least 0.33 (1/3). Even more preferably, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is at least 0.5.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 1 이하이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 0.75 이하이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 0.5 이하이다.In some preferred embodiments, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is less than or equal to one. More preferably, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is 0.75 or less. Even more preferably, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is 0.5 or less.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 0.25 내지 1이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 길이 대 에어로졸 냉각 요소의 길이의 비율은 0.25 내지 0.75이다.In some preferred embodiments, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is between 0.25 and 1. More preferably, the ratio of the length of the at least one elongate projection to the length of the aerosol cooling element is between 0.25 and 0.75.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 두께는 약 0.1 mm 내지 약 1 mm이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 0.25 mm 내지 약 0.75 mm이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 0.4 mm 내지 약 0.6 mm이다.In some preferred embodiments, the thickness of the at least one elongate protrusion is from about 0.1 mm to about 1 mm. More preferably, the thickness of the at least one elongate protrusion is from about 0.25 mm to about 0.75 mm. Even more preferably, the thickness of the at least one elongate protrusion is from about 0.4 mm to about 0.6 mm.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 두께는 약 0.1 mm이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 0.25 mm이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 0.4 mm이다. 일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부의 두께는 약 0.6 mm이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 0.75 mm이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 약 1 mm이다.In some preferred embodiments, the thickness of the at least one elongate protrusion is about 0.1 mm. More preferably, the thickness of the at least one elongate projection is about 0.25 mm. Even more preferably, the thickness of the at least one elongate projection is about 0.4 mm. In some preferred embodiments, the thickness of the at least one elongate protrusion is about 0.6 mm. More preferably, the thickness of the at least one elongate projection is about 0.75 mm. Even more preferably, the thickness of the at least one elongate projection is about 1 mm.
바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 적어도 하나의 세장형 돌출부의 길이의 20% 미만이다. 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 적어도 하나의 세장형 돌출부의 길이의 10% 미만이다. 보다 더 바람직하게는, 적어도 하나의 세장형 돌출부의 두께는 적어도 하나의 세장형 돌출부의 길이의 5% 미만이다.Preferably, the thickness of the at least one elongate protrusion is less than 20% of the length of the at least one elongate protrusion. More preferably, the thickness of the at least one elongate protrusion is less than 10% of the length of the at least one elongate protrusion. Even more preferably, the thickness of the at least one elongate protrusion is less than 5% of the length of the at least one elongate protrusion.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 주변 벽 상에 반경방향으로 분포된 복수의 세장형 돌출부를 포함한다. 이러한 바람직한 구현예에서, 복수의 세장형 돌출부는 세장형 돌출부가 서로 균등하게 이격되는 방식으로 주변 벽 상에 균등하게(또는 균일하게) 분포된다.In some preferred embodiments, the at least one elongate protrusion comprises a plurality of radially distributed elongate protrusions on the peripheral wall. In this preferred embodiment, the plurality of elongate protrusions are evenly (or uniformly) distributed on the peripheral wall in such a way that the elongate protrusions are equally spaced from each other.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 복수의 세장형 돌출부를 포함한다. 바람직하게는, 복수의 세장형 돌출부는 적어도 2개의 세장형 돌출부를 포함한다. 더 바람직하게는, 복수의 세장형 돌출부는 적어도 4개의 세장형 돌출부를 포함한다. 보다 더 바람직하게는, 복수의 세장형 돌출부는 적어도 6개의 세장형 돌출부를 포함한다.In some preferred embodiments, the at least one elongate protrusion comprises a plurality of elongate protrusions. Preferably, the plurality of elongate protrusions comprises at least two elongate protrusions. More preferably, the plurality of elongate protrusions comprises at least four elongate protrusions. Even more preferably, the plurality of elongate protrusions comprises at least six elongate protrusions.
일부 바람직한 구현예에서, 적어도 하나의 세장형 돌출부는 주변 벽 상의 동일한 반경방향 위치 또는 원주방향 위치에 축방향으로 분포된 복수의 세장형 돌출부를 포함한다.In some preferred embodiments, the at least one elongate protrusion comprises a plurality of axially distributed elongate protrusions at the same radial or circumferential location on the peripheral wall.
일부 바람직한 구현예에서, 복수의 세장형 돌출부는 주변 벽 상에 균등하게(또는 균일하게) 분포된다. 이는 복수의 세장형 돌출부가 주변 벽 상에 균등하게(또는 균일하게) 이격된다는 것을 의미한다. 다른 구현예에서, 복수의 세장형 돌출부는 거리를 변화시킴으로써 서로 이격된다.In some preferred embodiments, the plurality of elongate protrusions are evenly (or uniformly) distributed on the peripheral wall. This means that the plurality of elongate protrusions are equally (or uniformly) spaced on the perimeter wall. In another embodiment, the plurality of elongate protrusions are spaced apart from each other by varying the distance.
일부 바람직한 구현예에서, 세장형 돌출부는 실질적으로 서로 동일한 형상을 실질적으로 갖는다.In some preferred embodiments, the elongate projections have substantially the same shape as one another.
본 발명은 가열 시 에어로졸을 생성하기 위한 에어로졸 발생 물품에 관한 것이다. 에어로졸 발생 물품은 에어로졸 발생 기재의 로드를 포함한다. 에어로졸 발생 물품은, 전술한 바와 같이, 에어로졸 발생 기재의 로드의 하류에 위치된, 본 개시의 제1 양태에 따른 제1 에어로졸 냉각 요소를 포함할 수 있다.The present invention relates to an aerosol-generating article for generating an aerosol upon heating. The aerosol-generating article comprises a rod of an aerosol-generating substrate. The aerosol-generating article may comprise, as described above, a first aerosol cooling element according to the first aspect of the present disclosure, located downstream of the rod of the aerosol-generating substrate.
본 개시의 제2 양태에 따르면, 가열 시 에어로졸을 생성하기 위한 에어로졸 발생 물품이 제공된다. 에어로졸 발생 물품은 에어로졸 발생 기재의 로드를 포함한다. 에어로졸 발생 물품은 전술한 바와 같이, 에어로졸 발생 기재의 로드의 하류에 위치된, 본 개시의 제1 양태에 따른 제1 에어로졸 냉각 요소를 포함한다.According to a second aspect of the present disclosure, there is provided an aerosol-generating article for generating an aerosol upon heating. The aerosol-generating article comprises a rod of an aerosol-generating substrate. The aerosol-generating article comprises, as described above, a first aerosol cooling element according to the first aspect of the present disclosure, located downstream of the rod of the aerosol-generating substrate.
일부 구현예에서, 에어로졸 발생 물품은 에어로졸 발생 기재의 로드의 바로 하류에 위치된 중공 관형 지지 요소를 더 포함할 수 있다.In some embodiments, the aerosol-generating article may further comprise a hollow tubular support element positioned immediately downstream of the rod of the aerosol-generating substrate.
일부 구현예에서, 에어로졸 발생 물품은 중공 관형 지지 요소의 하류에 제2 에어로졸 냉각 요소를 더 포함할 수 있으며, 제1 에어로졸 냉각 요소는 제2 에어로졸 냉각 요소의 하류에 위치되고 에어로졸 발생 물품의 하류 단부까지 완전히 연장된다.In some embodiments, the aerosol-generating article may further comprise a second aerosol cooling element downstream of the hollow tubular support element, the first aerosol cooling element being located downstream of the second aerosol cooling element and the downstream end of the aerosol-generating article fully extended to
바람직한 구현예에서, 제1 에어로졸 냉각 요소에 의해 정의된 공동은 에어로졸 발생 물품의 하류 단부에서 마우스 단부 공동을 정의한다.In a preferred embodiment, the cavity defined by the first aerosol cooling element defines a mouth end cavity at the downstream end of the aerosol-generating article.
간단히 전술한 바와 같이, 에어로졸 발생 물품은 중공 관형 지지 요소와 에어로졸 냉각 요소 사이에 추가 구성요소를 포함할 수 있다. 일부 구현예에서, 추가 구성요소는 응축되어 에어로졸을 형성하도록 기재로부터 방출된 화합물의 응축을 용이하게 하기 위해 에어로졸 발생 기재로부터 유입되는 기체 흐름의 냉각을 개시하도록 적응된 추가 에어로졸 냉각 요소(본원에서 '2차' 또는 '제2' 에어로졸 냉각 요소로 지칭됨)일 수 있다. 일부 구현예에서, 2차 에어로졸 냉각 요소는 복수의 길이방향으로 연장되는 채널을 정의하는, 폴리락트산(PLA)과 같은, 중합체 재료의 주름진, 선택적으로 크림핑된 시트의 형태일 수 있다. 실제로, PLA의 시트는 실질적으로 평행한 리지 또는 물결주름을 형성하도록 '크림핑'될 수 있다. 그 다음, 크림핑된 PLA 시트는 실질적으로 평행한 리지 또는 물결주름이 길이 방향으로 연장되도록 길이방향 축에 대해 실질적으로 가로방향으로 주름지거나, 구불구불하거나, 주름이 넣어지거나, 접히거나, 또는 그렇지 않으면 압축되거나 수축될 수 있다. 이론에 얽매이지 않는 범위에서, 하나의 이러한 주름진, 크림핑된 중합체 재료의 시트는 실질적으로 열 교환기로서 작용할 수 있다.As briefly mentioned above, the aerosol-generating article may comprise an additional component between the hollow tubular support element and the aerosol cooling element. In some embodiments, the additional component is an additional aerosol cooling element adapted to initiate cooling of a gas stream entering from the aerosol-generating substrate to facilitate condensation of a compound released from the substrate to condense to form an aerosol (herein referred to as ' referred to as a 'secondary' or 'secondary' aerosol cooling element). In some embodiments, the secondary aerosol cooling element may be in the form of a corrugated, optionally crimped sheet of polymeric material, such as polylactic acid (PLA), defining a plurality of longitudinally extending channels. In practice, sheets of PLA can be 'crimped' to form substantially parallel ridges or corrugations. The crimped PLA sheet is then corrugated, tortuous, pleated, folded, or otherwise substantially transverse to the longitudinal axis such that substantially parallel ridges or corrugations extend in the longitudinal direction. Otherwise, it may be compressed or contracted. Without being bound by theory, one such sheet of corrugated, crimped polymeric material may act substantially as a heat exchanger.
바람직하게는, 추가 에어로졸 냉각 요소의 길이는 적어도 약 4 mm이다. 더 바람직하게는, 추가 에어로졸 냉각 요소의 길이는 적어도 약 6 mm이다. 보다 더 바람직하게는, 추가 에어로졸 냉각 요소의 길이는 적어도 약 9 mm이다. 추가 에어로졸 냉각 요소의 길이는, 바람직하게는 약 25 mm 이하이다. 더 바람직하게는, 추가 에어로졸 냉각 요소의 길이는, 바람직하게는 약 20 mm 이하이다. 보다 더 바람직하게는, 추가 에어로졸 냉각 요소의 길이는, 바람직하게는 약 15 mm 이하이다.Preferably, the length of the additional aerosol cooling element is at least about 4 mm. More preferably, the length of the further aerosol cooling element is at least about 6 mm. Even more preferably, the length of the further aerosol cooling element is at least about 9 mm. The length of the further aerosol cooling element is preferably no more than about 25 mm. More preferably, the length of the further aerosol cooling element is preferably about 20 mm or less. Even more preferably, the length of the further aerosol cooling element is preferably about 15 mm or less.
일부 구현예에서, 추가 에어로졸 냉각 요소의 길이는 약 4 mm 내지 약 25 mm 또는 약 4 mm 내지 약 20 mm 또는 약 4 mm 내지 약 15 mm이다. 다른 구현예에서, 추가 에어로졸 냉각 요소의 길이는 약 6 mm 내지 약 25 mm 또는 약 6 mm 내지 약 20 mm 또는 약 6 mm 내지 약 15 mm이다. 추가 구현예에서, 추가 에어로졸 냉각 요소의 길이는 약 9 mm 내지 약 25 mm 또는 약 9 mm 내지 약 20 mm 또는 약 9 mm 내지 약 15 mm이다.In some embodiments, the length of the additional aerosol cooling element is from about 4 mm to about 25 mm or from about 4 mm to about 20 mm or from about 4 mm to about 15 mm. In other embodiments, the length of the additional aerosol cooling element is from about 6 mm to about 25 mm or from about 6 mm to about 20 mm or from about 6 mm to about 15 mm. In further embodiments, the length of the additional aerosol cooling element is from about 9 mm to about 25 mm or from about 9 mm to about 20 mm or from about 9 mm to about 15 mm.
일부 바람직한 구현예에서, 추가 에어로졸 냉각 요소의 길이는 약 4 mm 내지 약 25 mm, 더 바람직하게는 약 6 mm 내지 약 20 mm, 약 9 mm 내지 약 15 mm이다. In some preferred embodiments, the length of the additional aerosol cooling element is from about 4 mm to about 25 mm, more preferably from about 6 mm to about 20 mm, from about 9 mm to about 15 mm.
간단히 전술한 바와 같이, 본 발명에 따른 에어로졸 발생 물품은 에어로졸 발생 기재의 로드 및 에어로졸 발생 기재의 로드의 바로 하류에 위치된 중공 관형 지지 요소를 포함한다. 또한, 본 발명의 에어로졸 발생 물품은 중공 관형 지지 요소의 하류에 에어로졸 냉각 요소를 포함할 수 있다. As briefly described above, an aerosol-generating article according to the present invention comprises a rod of an aerosol-generating substrate and a hollow tubular support element positioned immediately downstream of the rod of the aerosol-generating substrate. In addition, the aerosol-generating article of the present invention may comprise an aerosol cooling element downstream of the hollow tubular support element.
기존의 에어로졸 발생 물품과 대조적으로, 본 발명에 따른 물품에서, 에어로졸 냉각 요소는 에어로졸 발생 물품의 하류 단부까지 완전히 연장될 수 있다. 즉, 에어로졸 냉각 요소는 물품의 마우스 말단부를 정의할 수 있고, 사용 동안 소비자에 의해 흡인될 수 있다.In contrast to existing aerosol-generating articles, in the article according to the invention the aerosol cooling element can extend completely to the downstream end of the aerosol-generating article. That is, the aerosol cooling element may define the mouth distal end of the article and may be drawn in by the consumer during use.
에어로졸 발생 물품의 전체 길이는 바람직하게는 적어도 약 35 mm이다. 더 바람직하게는, 에어로졸 발생 물품의 전체 길이는 적어도 약 40 mm이다. 보다 더 바람직하게는, 에어로졸 발생 물품의 전체 길이는 적어도 약 45 mm이다. 추가적으로 또는 대안적으로, 에어로졸 발생 물품의 전체 길이는 바람직하게는 약 100 mm 이하이다. 더 바람직하게는, 에어로졸 발생 물품의 전체 길이는 약 80 mm 이하이다. 보다 더 바람직하게는, 에어로졸 발생 물품의 전체 길이는 약 75 mm 이하이다. 가장 바람직하게는, 에어로졸 발생 물품의 전체 길이는 약 70 mm 이하이다.The overall length of the aerosol-generating article is preferably at least about 35 mm. More preferably, the overall length of the aerosol-generating article is at least about 40 mm. Even more preferably, the overall length of the aerosol-generating article is at least about 45 mm. Additionally or alternatively, the overall length of the aerosol-generating article is preferably about 100 mm or less. More preferably, the overall length of the aerosol-generating article is about 80 mm or less. Even more preferably, the overall length of the aerosol-generating article is about 75 mm or less. Most preferably, the overall length of the aerosol-generating article is about 70 mm or less.
일부 구현예에서, 에어로졸 발생 물품의 전체 길이는 약 35 mm 내지 약 100 mm 또는 약 35 mm 내지 약 80 mm 또는 약 35 mm 내지 약 75 mm 또는 약 35 mm 내지 약 70 mm이다. 다른 구현예에서, 에어로졸 발생 물품의 전체 길이는 약 40 mm 내지 약 100 mm 또는 약 40 mm 내지 약 80 mm 또는 약 40 mm 내지 약 75 mm 또는 약 40 mm 내지 약 70 mm이다. 추가 구현예에서, 에어로졸 발생 물품의 전체 길이는 약 45 mm 내지 약 100 mm 또는 약 45 mm 내지 약 80 mm 또는 약 45 mm 내지 약 75 mm 또는 약 45 mm 내지 약 70 mm이다.In some embodiments, the overall length of the aerosol-generating article is from about 35 mm to about 100 mm or from about 35 mm to about 80 mm or from about 35 mm to about 75 mm or from about 35 mm to about 70 mm. In other embodiments, the overall length of the aerosol-generating article is from about 40 mm to about 100 mm or from about 40 mm to about 80 mm or from about 40 mm to about 75 mm or from about 40 mm to about 70 mm. In further embodiments, the overall length of the aerosol-generating article is from about 45 mm to about 100 mm or from about 45 mm to about 80 mm or from about 45 mm to about 75 mm or from about 45 mm to about 70 mm.
특히 바람직한 구현예에서, 에어로졸 발생 물품의 전체 길이는 약 35 mm 내지 약 80 mm, 더 바람직하게는 약 40 mm 내지 약 75 mm, 보다 더 바람직하게는 약 45 mm 내지 약 70 mm이다.In a particularly preferred embodiment, the overall length of the aerosol-generating article is from about 35 mm to about 80 mm, more preferably from about 40 mm to about 75 mm, even more preferably from about 45 mm to about 70 mm.
본 발명에 따른 에어로졸 발생 물품은 래퍼에 의해 둘러싸인 로드의 형태로 제공될 수 있는 에어로졸 발생 기재를 포함한다.An aerosol-generating article according to the invention comprises an aerosol-generating substrate which may be provided in the form of a rod surrounded by a wrapper.
에어로졸 발생 기재의 로드는, 바람직하게는 에어로졸 발생 물품의 외경과 거의 동등한 외경을 갖는다.The rod of the aerosol-generating substrate preferably has an outer diameter approximately equal to the outer diameter of the aerosol-generating article.
바람직하게는, 에어로졸 발생 기재의 로드는 적어도 5 mm의 외경을 갖는다. 에어로졸 발생 기재의 로드는 약 5 mm 내지 약 12 mm, 예를 들어 약 5 mm 내지 약 10 mm 또는 약 5 mm 내지 약 8 mm 또는 약 6 mm 내지 약 12 mm 또는 약 6 mm 내지 10 mm 또는 약 6 mm 내지 약 8 mm의 외경을 가질 수 있다. 바람직한 구현예에서, 에어로졸 발생 기재의 로드는 7.2 mm의 외경을 갖는다.Preferably, the rod of the aerosol-generating substrate has an outer diameter of at least 5 mm. The rod of the aerosol-generating substrate may be from about 5 mm to about 12 mm, for example from about 5 mm to about 10 mm or from about 5 mm to about 8 mm or from about 6 mm to about 12 mm or from about 6 mm to 10 mm or about 6 It may have an outer diameter of from mm to about 8 mm. In a preferred embodiment, the rod of the aerosol-generating substrate has an outer diameter of 7.2 mm.
에어로졸 발생 기재의 로드는 약 5 mm 내지 약 100 mm의 길이를 가질 수 있다. 바람직하게는, 에어로졸 발생 기재의 로드는 적어도 약 5 mm, 더 바람직하게는 적어도 약 7 mm의 길이를 갖는다. 추가적으로 또는 대안적으로, 에어로졸 발생 기재의 로드는 바람직하게는 약 100 mm 미만, 더 바람직하게는 약 80 mm 미만, 보다 더 바람직하게는 약 65 mm 미만, 가장 바람직하게는 약 50 mm 이하의 길이를 갖는다. 특히 바람직한 구현예에서, 에어로졸 발생 기재의 로드는 약 35 mm 이하, 더 바람직하게는 약 25 mm 이하, 보다 더 바람직하게는 약 20 mm 이하의 길이를 갖는다. 일 구현예에서, 에어로졸 발생 기재의 로드는 약 10 mm의 길이를 가질 수 있다. 바람직한 구현예에서, 에어로졸 발생 기재의 로드는 약 12 mm의 길이를 갖는다.The rod of the aerosol-generating substrate may have a length of from about 5 mm to about 100 mm. Preferably, the rod of the aerosol-generating substrate has a length of at least about 5 mm, more preferably at least about 7 mm. Additionally or alternatively, the rod of the aerosol-generating substrate preferably has a length of less than about 100 mm, more preferably less than about 80 mm, even more preferably less than about 65 mm, and most preferably no more than about 50 mm. have In a particularly preferred embodiment, the rod of the aerosol-generating substrate has a length of about 35 mm or less, more preferably about 25 mm or less, even more preferably about 20 mm or less. In one embodiment, the rod of the aerosol-generating substrate may have a length of about 10 mm. In a preferred embodiment, the rod of the aerosol-generating substrate has a length of about 12 mm.
일부 구현예에서, 에어로졸 발생 기재의 로드는 약 5 mm 내지 약 80 mm 또는 약 5 mm 내지 약 65 mm 또는 약 5 mm 내지 약 50 mm의 길이를 갖는다. 다른 구현예에서, 에어로졸 발생 기재의 로드는 약 7 mm 내지 약 100 mm 또는 약 7 mm 내지 약 80 mm 또는 약 7 mm 내지 약 65 mm 또는 약 7 mm 내지 약 50 mm의 길이를 갖는다. 추가 구현예에서, 에어로졸 발생 기재의 로드는 약 10 mm 내지 약 100 mm 또는 약 10 mm 내지 약 80 mm 또는 약 10 mm 내지 약 65 mm 또는 약 10 mm 내지 약 50 mm의 길이를 갖는다.In some embodiments, the rod of the aerosol-generating substrate has a length of from about 5 mm to about 80 mm or from about 5 mm to about 65 mm or from about 5 mm to about 50 mm. In other embodiments, the rod of the aerosol-generating substrate has a length of from about 7 mm to about 100 mm or from about 7 mm to about 80 mm or from about 7 mm to about 65 mm or from about 7 mm to about 50 mm. In further embodiments, the rod of the aerosol-generating substrate has a length of from about 10 mm to about 100 mm or from about 10 mm to about 80 mm or from about 10 mm to about 65 mm or from about 10 mm to about 50 mm.
바람직하게는, 에어로졸 발생 기재의 로드는 로드의 길이를 따라 실질적으로 균일한 단면을 갖는다. 특히 바람직하게는, 에어로졸 발생 기재의 로드는 실질적으로 원형 단면을 갖는다.Preferably, the rod of the aerosol-generating substrate has a substantially uniform cross-section along the length of the rod. Particularly preferably, the rod of the aerosol-generating substrate has a substantially circular cross-section.
바람직한 구현예에서, 에어로졸 발생 기재는 균질화된 담배 재료의 하나 이상의 주름진 시트를 포함한다. 바람직하게는, 균질화된 담배 재료의 하나 이상의 시트는 질감이 형성되어 있다. 본원에서 사용되는 바와 같이, 용어 '텍스쳐 가공 시트(textured sheet)'는 크림핑되었거나, 양각되었거나, 음각되었거나, 천공되었거나 달리 변형된 시트를 나타낸다. 본 발명에서 사용하기 위한 균질화된 담배 재료의 텍스쳐 가공 시트는 복수의 이격된 압입부, 돌출부, 천공부 또는 이들의 조합을 포함할 수 있다. 본 발명의 특히 바람직한 구현예에 따르면, 에어로졸 발생 기재의 로드는 래퍼에 의해 둘러싸여 있는 균질화된 담배 재료의 주름진 크림핑된 시트를 포함한다.In a preferred embodiment, the aerosol-generating substrate comprises one or more corrugated sheets of homogenized tobacco material. Preferably, at least one sheet of homogenized tobacco material is textured. As used herein, the term 'textured sheet' refers to a sheet that has been crimped, embossed, engraved, perforated or otherwise deformed. The texturized sheet of homogenized tobacco material for use in the present invention may include a plurality of spaced apart indentations, projections, perforations, or combinations thereof. According to a particularly preferred embodiment of the present invention, the rod of the aerosol-generating substrate comprises a crimped crimped sheet of homogenized tobacco material surrounded by a wrapper.
본원에서 사용되는 바와 같이, 용어 '크림핑된 시트'는 용어 '크레이프 가공 시트(creped sheet)'와 동의어인 것으로 의도되어 있고 복수의 실질적으로 평행한 리지(ridge) 또는 물결주름(corrugation)을 갖는 시트를 가리킨다. 바람직하게는, 균질화된 담배 재료의 크림핑된 시트는 본 발명에 따른 로드의 원통형 축에 실질적으로 평행한 복수의 리지 또는 물결주름을 갖는다. 이는 유리하게는, 로드를 형성하기 위해 균질화된 담배 재료의 크림핑된 시트의 주름형성을 용이하게 한다. 그러나, 본 발명에서 사용하기 위한 균질화된 담배 재료의 크림핑된 시트는 대안적으로 또는 추가적으로 로드의 원통형 축에 예각 또는 둔각으로 배치된 복수의 실질적으로 평행한 리지 및 물결주름을 가질 수 있다는 것을 이해해야 할 것이다. 특정 구현예에서, 본 발명의 물품의 로드에 사용하기 위한 균질화된 담배 재료의 시트는 실질적으로 그들의 전체 표면에 걸쳐서 실질적으로 균일하게 질감을 가질 수 있다. 예를 들어, 본 발명에 따른 에어로졸 발생 물품에 사용하기 위한 로드의 제작에 사용하기 위한 균질화된 담배 재료의 크림핑된 시트는 시트의 폭에 걸쳐서 실질적으로 균일하게 이격되는 복수의 실질적으로 평행한 리지 또는 물결주름을 포함할 수 있다.As used herein, the term 'crimped sheet' is intended to be synonymous with the term 'creped sheet' and has a plurality of substantially parallel ridges or corrugations. point to the sheet. Preferably, the crimped sheet of homogenized tobacco material has a plurality of ridges or corrugations substantially parallel to the cylindrical axis of the rod according to the invention. This advantageously facilitates the crimping of the crimped sheet of homogenized tobacco material to form a rod. However, it should be understood that the crimped sheet of homogenized tobacco material for use in the present invention may alternatively or additionally have a plurality of substantially parallel ridges and corrugations disposed at acute or obtuse angles to the cylindrical axis of the rod. something to do. In certain embodiments, sheets of homogenized tobacco material for use in rods of articles of the present invention may be textured substantially uniformly over substantially their entire surface. For example, a crimped sheet of homogenized tobacco material for use in the manufacture of a rod for use in an aerosol-generating article according to the present invention may comprise a plurality of substantially parallel ridges spaced substantially uniformly across the width of the sheet. Or it may include wavy wrinkles.
본 발명에서 사용하기 위한 균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 적어도 약 40 중량%, 더 바람직하게는 건조 중량 기준으로 적어도 약 60 중량%, 더 바람직하게는 건조 기준으로 적어도 약 70 중량%, 가장 바람직하게는 건조 중량 기준으로 적어도 약 90 중량%의 담배 함량을 가질 수 있다.The sheet or web of homogenized tobacco material for use in the present invention is at least about 40% by weight on a dry weight basis, more preferably at least about 60% by weight on a dry weight basis, more preferably at least about 70% by weight on a dry weight basis. %, most preferably a tobacco content of at least about 90% by weight on a dry weight basis.
에어로졸 발생 기재에 사용하기 위한 균질화된 담배 재료의 시트 또는 웹은 미립자 담배의 응집을 돕기 위한 하나 이상의 고유 결합제, 즉 담배 내인성 결합제, 하나 이상의 외부 결합제, 즉 담배 외인성 결합제, 또는 이의 조합을 포함할 수 있다. 대안적으로, 또는 추가적으로, 상기 에어로졸 발생 기재에 사용하기 위한 균질화된 담배 재료의 시트는 담배 및 비-담배 섬유, 에어로졸 형성제, 습윤제, 가소제, 향미제, 충전제, 수성 및 비-수성 용매, 및 그들의 조합을 포함하지만 이에 한정되지 않는 다른 첨가제를 포함할 수 있다.A sheet or web of homogenized tobacco material for use in an aerosol-generating substrate may include one or more intrinsic binders, i.e., tobacco endogenous binders, one or more external binders, i.e., tobacco exogenous binders, or combinations thereof, to aid in the agglomeration of particulate tobacco. have. Alternatively, or additionally, the sheet of homogenized tobacco material for use in the aerosol-generating substrate comprises tobacco and non-tobacco fibers, aerosol formers, wetting agents, plasticizers, flavoring agents, fillers, aqueous and non-aqueous solvents, and other additives including, but not limited to, combinations thereof.
에어로졸 발생 기재에 사용하기 위한 균질화된 담배 재료의 시트 또는 웹에 포함시키기 위한 적합한 외부 결합제는 당업계에 공지되어 있고, 예를 들어 구아 검, 잔탄 검, 아라비아 검 및 로커스트 콩 검과 같은 검; 예를 들어 히드록시프로필 셀룰로스, 카르복시메틸 셀룰로스, 히드록시에틸 셀룰로스, 메틸 셀룰로스 및 에틸 셀룰로스와 같은 셀룰로스 결합제; 예를 들어, 예컨대 전분, 유기산, 예컨대 알긴산, 유기산의 짝염기 염, 예컨대, 알긴산 나트륨, 아가 및 펙틴과 같은 다당류; 및 이의 조합을 포함하지만 이에 한정되지 않는다.Suitable external binders for incorporation into sheets or webs of homogenized tobacco material for use in aerosol-generating substrates are known in the art and include, for example, gums such as guar gum, xanthan gum, gum arabic and locust bean gum; cellulosic binders such as, for example, hydroxypropyl cellulose, carboxymethyl cellulose, hydroxyethyl cellulose, methyl cellulose and ethyl cellulose; polysaccharides such as, for example, starch, organic acids such as alginic acid, conjugated base salts of organic acids such as sodium alginate, agar and pectin; and combinations thereof.
에어로졸 발생 기재에 사용하기 위한 균질화된 담배 재료의 시트 또는 웹에 포함시키기 위한 적합한 비-담배 섬유는 당업계에 공지되어 있고, 셀룰로스 섬유; 연질 목재 섬유; 경질 목재 섬유; 황마(jute) 섬유; 및 이의 조합을 포함하지만 이에 한정되지 않는다. 에어로졸 발생 기재에 사용하기 위한 균질화된 담배 재료의 시트에 포함시키기 전에, 비-담배 섬유는 기계 펄핑(mechanical pulping); 정제(refining); 화학 펄핑(chemical pulping); 표백; 황산염 펄핑(sulfate pulping); 및 이의 조합을 포함하지만 이에 한정되지 않는 당분야에 공지되어 있는 적합한 공정에 의해 처리될 수 있다.Suitable non-tobacco fibers for inclusion in sheets or webs of homogenized tobacco material for use in aerosol-generating substrates are known in the art and include cellulosic fibers; soft wood fibers; hard wood fibers; jute fibers; and combinations thereof. Prior to inclusion in a sheet of homogenized tobacco material for use in an aerosol-generating substrate, the non-tobacco fibers may be subjected to mechanical pulping; refining; chemical pulping; bleaching; sulfate pulping; and combinations thereof.
바람직하게는, 균질화된 담배 재료의 시트 또는 웹은 에어로졸 형성제를 포함한다. 본원에서 사용되는 바와 같이, 용어 "에어로졸 형성제"는 사용 시, 에어로졸의 형성을 촉진시키고 에어로졸 발생 물품의 작동 온도에서 열적 열화에 실질적으로 내성이 있는 임의의 적합한 공지된 화합물 또는 화합물의 혼합물을 설명한다.Preferably, the sheet or web of homogenized tobacco material comprises an aerosol former. As used herein, the term “aerosol former” describes any suitable known compound or mixture of compounds that, in use, promotes the formation of an aerosol and is substantially resistant to thermal degradation at the operating temperature of the aerosol-generating article. do.
적합한 에어로졸 형성제는 당업계에 공지되어 있고, 프로필렌 글리콜, 트리에틸렌 글리콜, 1,3-부탄디올 및 글리세린과 같은 다가 알코올; 글리세롤 모노-, 디- 또는 트리아세테이트와 같은 다가 알코올의 에스테르; 및 디메틸 도데칸디오에이트(dimethyl dodecanedioate) 및 디메틸 테트라데칸디오에이트(dimethyl tetradecanedioate)와 같은, 모노-, 디- 또는 폴리카르복실산의 지방족 에스테르를 포함하지만, 이에 한정되지 않는다.Suitable aerosol formers are known in the art and include polyhydric alcohols such as propylene glycol, triethylene glycol, 1,3-butanediol and glycerin; esters of polyhydric alcohols such as glycerol mono-, di- or triacetate; and aliphatic esters of mono-, di-, or polycarboxylic acids, such as dimethyl dodecanedioate and dimethyl tetradecanedioate.
바람직한 에어로졸 형성제는 프로필렌 글리콜, 트리에틸렌 글리콜, 1,3-부탄디올 같은 다가 알코올 또는 이들의 혼합물이며, 가장 바람직하게는 글리세린이다.Preferred aerosol formers are polyhydric alcohols such as propylene glycol, triethylene glycol, 1,3-butanediol or mixtures thereof, most preferably glycerin.
균질화된 담배 재료의 시트 또는 웹은 단일 에어로졸 형성제를 포함할 수 있다. 대안적으로, 균질화된 담배 재료의 시트 또는 웹은 2개 이상의 에어로졸 형성제의 조합을 포함할 수 있다.The sheet or web of homogenized tobacco material may comprise a single aerosol former. Alternatively, the sheet or web of homogenized tobacco material may comprise a combination of two or more aerosol formers.
균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 10% 초과의 에어로졸 형성제 함량을 갖는다. 바람직하게는, 균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 12% 초과의 에어로졸 형성제 함량을 갖는다. 바람직하게는, 균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 14% 초과의 에어로졸 형성제 함량을 갖는다. 바람직하게는, 균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 16% 초과의 에어로졸 형성제 함량을 갖는다.The sheet or web of homogenized tobacco material has an aerosol former content of greater than 10% on a dry weight basis. Preferably, the sheet or web of homogenized tobacco material has an aerosol former content of greater than 12% on a dry weight basis. Preferably, the sheet or web of homogenized tobacco material has an aerosol former content of greater than 14% on a dry weight basis. Preferably, the sheet or web of homogenized tobacco material has an aerosol former content of greater than 16% on a dry weight basis.
균질화된 담배 재료의 시트는 건조 중량 기준으로 대략 10% 내지 대략 30%의 에어로졸 형성제 함량을 가질 수 있다. 바람직하게는, 균질화된 담배 재료의 시트 또는 웹은 건조 중량 기준으로 25% 미만의 에어로졸 형성제 함량을 갖는다.The sheet of homogenized tobacco material may have an aerosol former content of from about 10% to about 30% on a dry weight basis. Preferably, the sheet or web of homogenized tobacco material has an aerosol former content of less than 25% on a dry weight basis.
바람직한 구현예에서, 균질화된 담배 재료의 시트는 건조 중량 기준으로 대략 20%의 에어로졸 형성제 함량을 갖는다.In a preferred embodiment, the sheet of homogenized tobacco material has an aerosol former content of approximately 20% on a dry weight basis.
본 발명의 에어로졸 발생 물품에 사용하기 위한 균질화된 담배의 시트 또는 웹은 당업계에 공지된 방법, 예를 들어 국제 특허 출원 WO-A-2012/164009 A2호에 개시된 방법에 의해 만들어질 수 있다. 바람직한 구현예에서, 에어로졸 발생 물품에 사용하기 위한 균질화된 담배 재료의 시트는 캐스팅 공정에 의해 미립자 담배, 구아 검, 셀룰로스 섬유 및 글리세린을 포함한 슬러리로 형성된다.Sheets or webs of homogenized tobacco for use in the aerosol-generating article of the present invention may be made by methods known in the art, for example those disclosed in International Patent Application WO-A-2012/164009 A2. In a preferred embodiment, a sheet of homogenized tobacco material for use in an aerosol-generating article is formed by a casting process into a slurry comprising particulate tobacco, guar gum, cellulose fibers and glycerin.
에어로졸 발생 물품에서 사용하기 위한 로드 내의 균질화된 담배 재료의 대안적인 배열은 당업자에게 공지되어 있을 것이고, 균질화된 담배 재료의 복수의 적층된 시트, 균질화된 담배 재료의 스트립을 그들의 길이방향 축에 대해 감음으로써 형성된 복수의 세장형 관형 요소 등을 포함할 수 있다.Alternative arrangements of homogenized tobacco material in rods for use in an aerosol-generating article will be known to those skilled in the art, wherein a plurality of laminated sheets of homogenized tobacco material, strips of homogenized tobacco material are wound about their longitudinal axes. It may include a plurality of elongate tubular elements formed by the
다른 대안으로서, 에어로졸 발생 기재의 로드는 니코틴(예를 들어, 니코틴 염의 형태) 및 에어로졸 형성제가 로딩된 수착제 비-담배 재료의 시트와 같은 비-담배 기반, 니코틴-함유 재료를 포함할 수 있다. 이러한 로드의 예는 국제 출원 WO-A-2015/052652호에 설명되어 있다. 추가적으로 또는 대안적으로, 에어로졸 발생 기재의 로드는 방향족 비-담배 식물 재료와 같은 비-담배 식물 재료를 포함할 수 있다.As another alternative, the rod of the aerosol-generating substrate may comprise a non-tobacco-based, nicotine-containing material, such as a sheet of sorbent non-tobacco material loaded with nicotine (e.g., in the form of a nicotine salt) and an aerosol former. . Examples of such rods are described in international application WO-A-2015/052652. Additionally or alternatively, the rod of the aerosol-generating substrate may comprise a non-tobacco plant material, such as an aromatic non-tobacco plant material.
본 발명에 따른 물품의 에어로졸 발생 기재의 로드에서, 에어로졸 발생 기재는 바람직하게는 래퍼에 의해 둘러싸인다. 래퍼는 다공성 또는 비다공성 시트 재료로 형성될 수 있다. 래퍼는 임의의 적합한 재료 또는 재료들의 조합으로 형성될 수 있다. 바람직하게는, 래퍼는 종이 래퍼이다.In the rod of the aerosol-generating substrate of the article according to the invention, the aerosol-generating substrate is preferably surrounded by a wrapper. The wrapper may be formed of a porous or non-porous sheet material. The wrapper may be formed from any suitable material or combination of materials. Preferably, the wrapper is a paper wrapper.
위에서 논의된 바와 같이, 관형 지지 요소는 에어로졸 발생 기재의 로드의 하류 위치에 제공될 수 있다. 관형 지지 요소는 원통형 주변 벽을 포함하고, 관형 지지 요소의 상류 단부로부터 관형 지지 요소의 하류 단부까지 길이방향으로 연장되는 기류 도관을 정의한다. 따라서, 관형 지지 요소는 에어로졸 발생 기재의 로드와 더 하류에 위치된 물품의 하나 이상의 구성요소 사이에 유체 연통을 확립한다.As discussed above, the tubular support element may be provided at a location downstream of the rod of the aerosol-generating substrate. The tubular support element includes a cylindrical peripheral wall and defines an airflow conduit extending longitudinally from an upstream end of the tubular support element to a downstream end of the tubular support element. Accordingly, the tubular support element establishes fluid communication between the rod of the aerosol-generating substrate and one or more components of the article located further downstream.
보다 상세하게, 관형 지지 요소는 로드와 길이방향으로 졍렬되고, 로드의 바로 하류에 배열된다. 본 발명의 맥락에서, 표현 "로드의 바로 하류"는 관형 지지 요소 및 로드가 서로 접촉하거나 서로 매우 가까운 것을 의미하여, 물품이 에어로졸 발생 기재(예를 들어, 로드 내로 삽입되는 가열 요소를 포함하는 것)을 가열하도록 적응된 에어로졸 발생 장치에서의 사용을 위해 수용될 때 관형 지지 요소는 에어로졸 발생 물품의 변형이 거의 없거나 전혀 없는 경우, 또는 로드의 변위가 거의 없거나 전형 없는 경우, 또는 둘 다의 경우, 로드를 위한 지지를 효과적으로 제공한다. 따라서, 실제로, 본 발명을 참조하여 본원에서 사용되는 바와 같이, 표현 "로드의 바로 하류"는 로드의 하류 단부 표면과 관형 지지 요소의 주변 벽의 상류 단부 표면 사이의 최소 길이방향 거리가 1 mm 미만, 바람직하게는 0.5 mm 미만, 보다 더 바람직하게는 0.25 mm 미만인 것을 나타내는 데 사용된다. 특히 바람직한 구현예에서, 관형 지지 요소의 주변 벽의 상류 단부 표면은 에어로졸 발생 기재의 로드의 하류 단부 표면과 직접 접촉한다.More specifically, the tubular support element is longitudinally aligned with the rod and is arranged immediately downstream of the rod. In the context of the present invention, the expression “immediately downstream of the rod” means that the tubular support element and the rod are in contact with or very close to each other, such that the article comprises an aerosol-generating substrate (eg a heating element inserted into the rod). ) when received for use in an aerosol-generating device adapted to heat the tubular support element when there is little or no deformation of the aerosol-generating article, or little or no displacement of the rod, or both; It effectively provides support for the rod. Thus, in practice, as used herein with reference to the present invention, the expression “immediately downstream of the rod” means that the minimum longitudinal distance between the downstream end surface of the rod and the upstream end surface of the peripheral wall of the tubular support element is less than 1 mm. , preferably less than 0.5 mm, even more preferably less than 0.25 mm. In a particularly preferred embodiment, the upstream end surface of the peripheral wall of the tubular support element is in direct contact with the downstream end surface of the rod of the aerosol-generating substrate.
따라서, 관형 지지 요소는 에어로졸 발생 기재의 로드를 에어로졸 발생 물품의 하류 단부로부터의 미리 결정된 거리에 효과적으로 유지할 수 있다. 또한, 관형 지지 요소는 에어로졸 발생 물품에 구조적 강도를 부여하여, 그것은 소비자에 의해 용이하게 취급될 수 있고 사용을 위해 에어로졸 발생 장치 내로 편리하게 삽입될 수 있다.Thus, the tubular support element can effectively hold the rod of the aerosol-generating substrate at a predetermined distance from the downstream end of the aerosol-generating article. In addition, the tubular support element imparts structural strength to the aerosol-generating article, such that it can be easily handled by a consumer and conveniently inserted into an aerosol-generating device for use.
관형 지지 요소는 다공성 재료 또는 공기 불침투성 재료로 제조될 수 있다. 다공성 재료의 적합한 예는 당업자에게 공지되어 있을, 셀룰로스 아세테이트뿐만 아니라 다수의 다른 다공성 중합체 재료를 포함하지만, 이에 한정되지 않는다. 공기 불침투성 재료의 적합한 예는 바이오플라스틱에 대한 특정 선호도를 가지고, 비다공성 중합체 재료를 포함하지만, 이에 한정되지 않는다.The tubular support element may be made of a porous material or an air impermeable material. Suitable examples of porous materials include, but are not limited to, cellulose acetate as well as many other porous polymeric materials, as will be known to those skilled in the art. Suitable examples of air impermeable materials include, but are not limited to, non-porous polymeric materials with a particular preference for bioplastics.
바람직한 구현예에서, 관형 지지 요소는 중공형 셀룰로스 아세테이트 튜브를 포함한다.In a preferred embodiment, the tubular support element comprises a hollow cellulose acetate tube.
사용 동안, 열 구배는 관형 지지 요소의 기류 도관을 따라 확립된다. 실제로, 온도 차이가 제공되어, 에어로졸 발생 기재의 로드의 하류 단부에서 관형 지지 요소에 진입하는 휘발된 에어로졸 성분의 온도는 관형 지지 요소의 하류 단부에서 관형 지지 요소를 빠져나가는 휘발된 에어로졸 성분의 온도보다 더 크다. 그러나, 이는 일반적으로 휘발된 에어로졸 성분을 충분히 냉각시키기에는 충분하지 않다.During use, a thermal gradient is established along the airflow conduit of the tubular support element. Indeed, a temperature difference is provided such that the temperature of the volatilized aerosol component entering the tubular support element at the downstream end of the rod of the aerosol-generating substrate is less than the temperature of the volatilized aerosol component exiting the tubular support element at the downstream end of the tubular support element. bigger However, this is generally not sufficient to sufficiently cool the volatilized aerosol component.
중공 관형 지지 요소의 원통형 주변 벽의 두께는 바람직하게는 2 mm 이하이다. 더 바람직하게는, 원통형 주변 벽의 두께는 약 1.5 mm 이하이다. 보다 더 바람직하게는, 원통형 주변 벽의 두께는 1 mm 이하이다.The thickness of the cylindrical peripheral wall of the hollow tubular support element is preferably not more than 2 mm. More preferably, the thickness of the cylindrical peripheral wall is about 1.5 mm or less. Even more preferably, the thickness of the cylindrical peripheral wall is 1 mm or less.
중공 관형 지지 요소의 원통형 주변 벽의 두께는 적어도 0.2 mm이다. 더 바람직하게는, 원통형 주변 벽의 벽면 두께는 적어도 약 0.4 mm이다. 보다 더 바람직하게는, 원통형 주변 벽의 두께는 적어도 0.6 mm이다.The thickness of the cylindrical peripheral wall of the hollow tubular support element is at least 0.2 mm. More preferably, the wall thickness of the cylindrical peripheral wall is at least about 0.4 mm. Even more preferably, the thickness of the cylindrical peripheral wall is at least 0.6 mm.
일부 구현예에서, 중공 관형 지지 요소의 원통형 주변 벽의 두께는 바람직하게는 약 0.2 mm 내지 약 2 mm, 더 바람직하게는 약 0.4 mm 내지 약 1.5 mm, 보다 더 바람직하게는 약 0.6 mm 내지 약 1 mm이다.In some embodiments, the thickness of the cylindrical peripheral wall of the hollow tubular support element is preferably from about 0.2 mm to about 2 mm, more preferably from about 0.4 mm to about 1.5 mm, even more preferably from about 0.6 mm to about 1 mm. is mm.
따라서, 상류 단부에서, 원통형 주변 벽은 에어로졸 발생 기재의 로드의 주변 부분에 접경하도록 적응된 단부 표면을 제공한다. 일부 구현예에서, 주변 벽의 상류 단부 표면은 실질적으로 편평한 프로파일을 가질 수 있다. 따라서, 그것은 로드의 하류 단부 표면 전체와 실질적으로 접촉할 수 있다. 대안적인 구현예에서, 주변 벽의 상류 단부 표면은 비-편평 프로파일, 예를 들어 경사형 프로파일 또는 만곡된 프로파일을 가져서, 주변 벽은 그의 최외곽 주변 에지에서만 로드와 접촉하는 반면, 일부 간격은 로드의 하류 단부 표면과 주변 벽의 내부 주변부에서 주변 벽의 단부 표면 사이에 제공된다.Thus, at the upstream end, the cylindrical peripheral wall provides an end surface adapted to abut the peripheral portion of the rod of the aerosol-generating substrate. In some embodiments, the upstream end surface of the peripheral wall can have a substantially flat profile. Accordingly, it may contact substantially the entire downstream end surface of the rod. In an alternative embodiment, the upstream end surface of the peripheral wall has a non-flat profile, for example a beveled profile or a curved profile, such that the peripheral wall contacts the rod only at its outermost peripheral edge, while some spacing is is provided between the end surface of the peripheral wall and the downstream end surface of the peripheral wall at the inner periphery of the peripheral wall.
바람직하게는, 중공 관형 지지 요소의 길이는 적어도 약 10 mm이다. 더 바람직하게는, 중공 관형 지지 요소의 길이는 적어도 약 15 mm이다. 보다 더 바람직하게는, 중공 관형 지지 요소의 길이는 적어도 약 20 mm이다.Preferably, the length of the hollow tubular support element is at least about 10 mm. More preferably, the length of the hollow tubular support element is at least about 15 mm. Even more preferably, the length of the hollow tubular support element is at least about 20 mm.
중공 관형 지지 요소의 길이는 바람직하게는 약 60 mm 이하이다. 더 바람직하게는, 중공 관형 지지 요소의 길이는 약 50 mm 이하이다. 보다 더 바람직하게는, 중공 관형 지지 요소의 길이는 약 40 mm 이하이다.The length of the hollow tubular support element is preferably about 60 mm or less. More preferably, the length of the hollow tubular support element is about 50 mm or less. Even more preferably, the length of the hollow tubular support element is about 40 mm or less.
일부 구현예에서, 중공 관형 지지 요소의 길이는 약 10 mm 내지 약 60 mm 또는 약 10 mm 내지 약 50 mm 또는 약 10 mm 내지 약 40 mm이다. 다른 구현예에서, 중공 관형 지지 요소의 길이는 약 15 mm 내지 약 60 mm 또는 약 15 mm 내지 약 50 mm 또는 약 15 mm 내지 약 40 mm이다. 추가 구현예에서, 중공 관형 지지 요소의 길이는 약 20 mm 내지 약 60 mm 또는 약 20 mm 내지 약 50 mm 또는 약 20 mm 내지 약 40 mm이다.In some embodiments, the length of the hollow tubular support element is from about 10 mm to about 60 mm or from about 10 mm to about 50 mm or from about 10 mm to about 40 mm. In other embodiments, the length of the hollow tubular support element is from about 15 mm to about 60 mm or from about 15 mm to about 50 mm or from about 15 mm to about 40 mm. In further embodiments, the length of the hollow tubular support element is from about 20 mm to about 60 mm or from about 20 mm to about 50 mm or from about 20 mm to about 40 mm.
일부 바람직한 구현예에서, 중공 관형 지지 요소의 길이는 약 10 mm 내지 약 60 mm, 더 바람직하게는 약 15 mm 내지 약 50 mm, 보다 더 바람직하게는 약 20 mm 내지 약 40 mm이다.In some preferred embodiments, the length of the hollow tubular support element is from about 10 mm to about 60 mm, more preferably from about 15 mm to about 50 mm, even more preferably from about 20 mm to about 40 mm.
간단히 전술한 바와 같이, 본 발명에 따른 에어로졸 발생 물품은 로드 및 중공 관형 지지 요소와 길이방향으로 정렬되고 중공 관형 지지 요소의 하류에 위치된 에어로졸 냉각 요소를 포함한다.As briefly described above, an aerosol-generating article according to the invention comprises a rod and an aerosol cooling element longitudinally aligned with the hollow tubular support element and located downstream of the hollow tubular support element.
일부 구현예에서, 에어로졸 냉각 요소는 중공 관형 지지 요소의 바로 하류에 위치된다. 본 발명을 참조하여 본원에서 사용되는 바와 같이, 표현 "중공 관형 지지 요소의 바로 하류에 있는 것"은 에어로졸 냉각 요소가 서로 접촉하거나 서로 매우 가깝게 있다는 것을 의미한다. 실제로, 표현 "중공 관형 지지 요소의 바로 하류"는 중공 관형 지지 요소의 하류 단부 표면과 에어로졸 냉각 요소의 주변 벽의 상류 단부 표면 사이의 최소 길이방향 거리가 1 mm 미만, 바람직하게는 0.5 mm 미만, 보다 더 바람직하게는 0.25 mm 미만인 것을 나타내는 데 사용된다. 특히 바람직한 구현예에서, 에어로졸 냉각 요소의 상류 단부 표면은 중공 관형 지지 요소의 주변 벽의 하류 단부 표면과 직접 접촉한다.In some embodiments, the aerosol cooling element is located immediately downstream of the hollow tubular support element. As used herein with reference to the present invention, the expression “immediately downstream of the hollow tubular support element” means that the aerosol cooling elements are in contact with each other or are very close to each other. Indeed, the expression “immediately downstream of the hollow tubular support element” means that the minimum longitudinal distance between the downstream end surface of the hollow tubular support element and the upstream end surface of the peripheral wall of the aerosol cooling element is less than 1 mm, preferably less than 0.5 mm, Even more preferably used to indicate less than 0.25 mm. In a particularly preferred embodiment, the upstream end surface of the aerosol cooling element is in direct contact with the downstream end surface of the peripheral wall of the hollow tubular support element.
다른 구현예에서, 에어로졸 발생 물품은 중공 관형 지지 요소와 에어로졸 냉각 요소 사이에 하나 이상의 추가 구성요소를 포함할 수 있다.In other embodiments, the aerosol-generating article may comprise one or more additional components between the hollow tubular support element and the aerosol cooling element.
예로서, 에어로졸 발생 물품은 입자 성분, 가스 성분 또는 이들의 조합을 제거할 수 있는 여과 재료의 플러그를 포함할 수 있다. 적합한 여과 재료는 당업계에 공지되어 있고, 예를 들어 셀룰로스 아세테이트 토우, 비스코스 섬유, 폴리하이드록시알카노에이트(PHA) 섬유, 폴리락트산(PLA) 섬유 및 종이와 같은 섬유질 여과 재료; 예를 들어, 활성화된 알루미나, 제올라이트, 분자 체 및 실리카 겔과 같은 흡수제; 및 이들의 조합을 포함하지만, 이에 한정되지 않는다. 또한, 여과 재료의 플러그는 하나 이상의 에어로졸 개질제를 더 포함할 수 있다. 적합한 에어로졸 개질제는 당분야에 공지되어 있고, 예를 들어 멘톨과 같은 향미제를 포함하지만 이에 한정되지 않는다. 여과 재료의 플러그의 길이는 약 4 mm 내지 약 25 mm일 수 있다. 바람직하게는, 여과 재료의 플러그의 길이는 적어도 약 6 mm, 더 바람직하게는 적어도 약 8 mm이다. 여과 재료의 플러그의 길이는 바람직하게는 약 25 mm 이하, 더 바람직하게는 약 20 mm 이하, 보다 더 바람직하게는 약 15 mm 이하이다. 특히 바람직한 구현예에서, 여과 재료의 플러그의 길이는 약 10 mm 이하이다. 예시적인 구현예에서, 여과 재료의 플러그의 길이는 약 5 mm이다. 다른 예시적인 구현예에서, 마우스피스의 길이는 약 7 mm이다.As an example, an aerosol-generating article may comprise a plug of filtration material capable of removing a particulate component, a gas component, or a combination thereof. Suitable filtration materials are known in the art and include, for example, fibrous filtration materials such as cellulose acetate tow, viscose fibers, polyhydroxyalkanoate (PHA) fibers, polylactic acid (PLA) fibers and paper; absorbents such as, for example, activated alumina, zeolites, molecular sieves and silica gel; and combinations thereof. In addition, the plug of filtration material may further comprise one or more aerosol modifiers. Suitable aerosol modifiers are known in the art and include, but are not limited to, flavoring agents such as, for example, menthol. The length of the plug of filtration material may be from about 4 mm to about 25 mm. Preferably, the length of the plug of filtration material is at least about 6 mm, more preferably at least about 8 mm. The length of the plug of filtration material is preferably about 25 mm or less, more preferably about 20 mm or less, even more preferably about 15 mm or less. In a particularly preferred embodiment, the length of the plug of filtration material is about 10 mm or less. In an exemplary embodiment, the length of the plug of filtration material is about 5 mm. In another exemplary embodiment, the length of the mouthpiece is about 7 mm.
본 발명에 따른 에어로졸 발생 물품의 구성요소는 이러한 래퍼에 의해 개별적으로 둘러싸일 수 있다. 래퍼는 다공성 또는 비다공성 시트 재료로 형성될 수 있다. 래퍼는 임의의 적합한 재료 또는 재료들의 조합으로 형성될 수 있다. 바람직하게는, 래퍼는 종이 래퍼이다. 그러나, 2개 이상의 구성요소는 또한 동일한 래퍼에 의해 둘러싸일 수 있다. 또한, 에어로졸 발생 기재의 로드 및 다른 구성요소는 통상적으로 단일 래퍼 내에 조립된다. 예를 들어, 일 구현예에서, 에어로졸 발생 물품은 선형의 순차 배열로, 전술한 바와 같은 에어로졸 발생 기재의 로드, 관형 지지 요소, 에어로졸 냉각 요소, 및 로드, 지지 요소 및 에어로졸 냉각 요소를 둘러싸는 외부 래퍼를 포함한다. 다른 구현예에서, 에어로졸 발생 물품은 선형의 순차 배열로, 전술한 바와 같은 에어로졸 발생 기재의 로드, 관형 지지 요소, 2차 에어로졸 냉각 요소, 및 로드, 지지 요소 및 에어로졸 냉각 요소를 둘러싸는 외부 래퍼를 포함한다.The components of the aerosol-generating article according to the invention may be individually surrounded by such a wrapper. The wrapper may be formed of a porous or non-porous sheet material. The wrapper may be formed from any suitable material or combination of materials. Preferably, the wrapper is a paper wrapper. However, two or more components may also be surrounded by the same wrapper. In addition, the rods and other components of the aerosol-generating substrate are typically assembled within a single wrapper. For example, in one embodiment, the aerosol-generating article is, in a linear sequential arrangement, a rod of an aerosol-generating substrate as described above, a tubular support element, an aerosol cooling element, and an exterior surrounding the rod, support element and aerosol cooling element. Includes wrappers. In another embodiment, the aerosol-generating article comprises, in a linear sequential arrangement, a rod of an aerosol-generating substrate as described above, a tubular support element, a secondary aerosol cooling element, and an outer wrapper surrounding the rod, support element and aerosol cooling element. include
일부 구현예에서, 에어로졸 발생 물품은 에어로졸 냉각 요소를 따르는 위치에서 환기 구역을 포함한다. 바람직하게는, 에어로졸 발생 물품은 에어로졸 냉각 요소의 길이를 따르는 위치에 환기 구역을 포함한다.In some embodiments, the aerosol-generating article comprises a ventilation zone at a location along the aerosol cooling element. Preferably, the aerosol-generating article comprises a ventilation zone at a location along the length of the aerosol cooling element.
일부 구현예에서, 환기 구역은 중공 관형 세그먼트의 공동을 따르는 위치에 제공된다. 따라서, 유체 연통은 소비자가 에어로졸 발생 물품을 흡인할 때, 일부 환경 공기가 중공 관형 세그먼트의 주변 벽을 통해 형성된 환기 구멍을 통해 공동 내로 흡인되도록 외부 환경과 공동 사이에 확립된다. 이는 환경 공기를 에어로졸의 유입 흐름과 혼합함으로써, 에어로졸의 온도를 낮추고 에어로졸 입자의 응축 또는 성장 또는 둘 다를 선호할 수 있다는 점에서 유리하다. 동시에, 에어로졸 냉각 요소의 주변 벽을 통한 환경 공기의 흐름은 원하는 임계값 미만으로 주변 벽의 온도를 유지하는 것을 더 용이하게 할 수 있다.In some embodiments, the ventilation zone is provided at a location along the cavity of the hollow tubular segment. Thus, fluid communication is established between the external environment and the cavity such that when the consumer inhales the aerosol-generating article, some environmental air is drawn into the cavity through a ventilation hole formed through the peripheral wall of the hollow tubular segment. This is advantageous in that by mixing the environmental air with the incoming stream of the aerosol, it can lower the temperature of the aerosol and favor condensation or growth of the aerosol particles, or both. At the same time, the flow of environmental air through the peripheral wall of the aerosol cooling element may make it easier to maintain the temperature of the peripheral wall below a desired threshold.
특히 바람직한 구현예에서, 환기 구역은 주변 벽을 통해 연장되는 복수의 구멍을 포함하여, 외부 환경을 중공 관형 세그먼트의 공동과 연결하는 경사진 기류 도관이 형성된다. 이는 특히 에어로졸 냉각 요소의 주변 벽의 온도를 원하는 임계값 미만으로 유지하는 것을 용이하게 할 수 있다.In a particularly preferred embodiment, the ventilation zone comprises a plurality of apertures extending through the perimeter wall so that an inclined airflow conduit is formed connecting the external environment with the cavity of the hollow tubular segment. This may in particular facilitate maintaining the temperature of the peripheral wall of the aerosol cooling element below a desired threshold.
전술한 바와 같은 에어로졸 발생 물품은 본 개시, 또는 본 발명의 다른 양태에 따른 에어로졸 발생 시스템의 일부로서 전기 작동식 에어로졸 발생 장치에서 사용될 수 있다. 하나의 이러한 에어로졸 발생 시스템은 전술한 바와 같은 에어로졸 발생 물품 및 전기 작동식 에어로졸 발생 장치를 포함하며, 이 에어로졸 발생 장치는 가열 요소 및 에어로졸 발생 기재의 로드가 가열 챔버 내에서 가열되도록 에어로졸 발생 물품을 수용하도록 구성된 세장형 가열 챔버를 포함한다. 바람직하게는, 가열 요소는 에어로졸 발생 물품이 가열 챔버 내로 수용될 때 에어로졸 발생 기재의 로드 내로 삽입되도록 적응된 히터 블레이드 또는 히터 핀을 포함한다.Aerosol-generating articles as described above may be used in electrically operated aerosol-generating devices as part of an aerosol-generating system according to the present disclosure, or other aspects of the present invention. One such aerosol-generating system comprises an aerosol-generating article as described above and an electrically operated aerosol-generating device, the aerosol-generating device receiving the aerosol-generating article such that the heating element and the rod of the aerosol-generating substrate are heated within the heating chamber. an elongate heating chamber configured to Preferably, the heating element comprises a heater blade or heater fin adapted to be inserted into the rod of the aerosol-generating substrate when the aerosol-generating article is received into the heating chamber.
이제, 본 발명은 도면을 참조하여 추가로 설명될 것이다:
도 1은 본 발명에 따른 에어로졸 냉각 요소의 전면 사시도를 도시한다.
도 2는 본 발명에 따른 에어로졸 냉각 요소의 개략적인 측단면도를 도시한다.
도 3은 에어로졸 냉각 요소의 중간에 위치되는, 평면 T-T를 따라 취해진 도 2의 에어로졸 냉각 요소의 개략적인 횡단면도를 도시한다.
도 4는 본 발명에 따른 에어로졸 냉각 요소를 포함하는 에어로졸 발생 물품의 측단면도를 도시한다.
도 5는 전기 작동식 에어로졸 발생 장치 및 도 4에 도시된 에어로졸 발생 물품을 포함하는 에어로졸 발생 시스템의 개략적인 측단면도를 도시한다.The invention will now be further described with reference to the drawings:
1 shows a front perspective view of an aerosol cooling element according to the invention;
2 shows a schematic sectional side view of an aerosol cooling element according to the invention;
3 shows a schematic cross-sectional view of the aerosol cooling element of FIG. 2 taken along the plane TT, positioned in the middle of the aerosol cooling element;
4 shows a cross-sectional side view of an aerosol-generating article comprising an aerosol cooling element according to the invention;
5 shows a schematic cross-sectional side view of an aerosol-generating system comprising an electrically actuated aerosol-generating device and the aerosol-generating article shown in FIG. 4 ;
도 1에 도시된 에어로졸 냉각 요소(16)는 약 0.5 mm의 두께를 갖고 공동(28)을 정의하는 주변 벽(24)을 포함하는 중공 관형 세그먼트(8)를 포함한다. 또한, 중공 관형 세그먼트(8)는 주변 벽(24)으로부터 중공 관형 세그먼트(22)의 내부로 연장되는 복수의 세장형 돌출부(26)를 포함한다. 세장형 돌출부(26) 각각은 중공 관형 세그먼트(8)의 상류 단부로부터 중공 관형 세그먼트(8)의 하류 단부까지 그리고 중공 관형 세그먼트(23)의 내부로 연장된다.The
도 1에 도시된 바와 같이, 복수의 세장형 돌출부(26)는 4개의 편향 핀을 포함한다. 4개의 편향 핀(26)은 에어로졸 냉각 요소의 내부 내에 균일하게 반경방향으로 분포된다. 이는 편향 핀(26)이 반경방향으로, 서로 균등하게 이격된다는 것을 의미한다. 편향 핀(26)은 도 2에 도시된 바와 같이, 중공 관형 세그먼트(8)의 상류 단부와 중공 관형 세그먼트(8)의 하류 단부 사이에서 꼬인다. 도 2에 도시된 바와 같이, 세장형 돌출부(26)의 원주방향 위치는 에어로졸 냉각 요소의 길이를 따라 변화된다. 도 2에 도시된 바와 같이, 에어로졸 냉각 요소의 중간 지점에서의 세장형 돌출부의 원주방향 위치는 점선으로 편향 핀의 단면에 의해 표시된 바와 같이, 에어로졸 냉각 요소의 하류 단부에서 세장형 돌출부의 원주방향 위치와 상이하다.As shown in FIG. 1 , the plurality of
도 4에 도시된 에어로졸 발생 물품(10)은 본 발명의 제1 구현예에 따른 에어로졸 발생 기재의 로드(12), 관형 지지 요소(14), 및 에어로졸 냉각 요소(16)를 포함한다. 이들 3개의 요소는 순차적으로 그리고 동축 정렬로 배열되고 래퍼(18)에 의해 둘러싸여 에어로졸 발생 물품(10)을 형성한다. 에어로졸 발생 물품(10)은 마우스 단부 또는 하류 단부(20), 및 마우스 단부(20)와 물품의 대향 단부에 위치된 상류 단부(22)를 갖는다. 도 4에 도시된 에어로졸 발생 물품(10)은 에어로졸 발생 기재의 로드를 가열하기 위한 히터를 포함하는 전기 작동식 에어로졸 발생 장치와 함께 사용하는 데 특히 적합하다.The aerosol-generating
에어로졸 발생 기재(12)의 로드는 대략 12 mm의 길이 및 대략 7 mm의 직경을 갖는다. 로드(12)는 원통형 형상이고 실질적으로 원형 단면을 갖는다.The rod of the aerosol-generating
관형 지지 요소(14)는 중공 셀룰로스 아세테이트 튜브로서 제공된다. 이는 약 8 mm의 길이를 갖는다. 관형 지지 요소(14)의 외경은 약 7 mm이다. 관형 지지 요소(14)의 주변 벽은 약 1.85 mm의 두께를 갖는다.The
도 5는 도 4에 도시된 에어로졸 발생 물품(10)의 에어로졸 발생 기재의 로드(12)를 가열하기 위해 히터 블레이드(210)를 이용하는 전기 작동식 에어로졸 발생 시스템(200)의 일부분을 도시한다. 히터 블레이드(210)는 전기 작동식 에어로졸 발생 장치(212)의 하우징 내부의 에어로졸 발생 물품 챔버에 장착된다. 에어로졸 발생 장치(212)는 도 5의 화살표에 의해 예시된 바와 같이, 공기가 에어로졸 발생 물품(10)으로 흐르게 하기 위한 복수의 공기 구멍(214)을 정의한다. 에어로졸 발생 장치(212)는 도 5에 도시되지 않은, 전력 공급부 및 전자기기를 포함한다.FIG. 5 shows a portion of an electrically operated aerosol-generating
도 4에 도시된 에어로졸 발생 물품(10)은 소비되기 위해 도 5에 도시된 에어로졸 발생 장치(212)와 맞물리도록 설계된다.The aerosol-generating
사용자는 에어로졸 발생 물품(10)을 에어로졸 발생 장치(212) 내로 삽입하여 히터 블레이드(210)는 에어로졸 발생 기재(12)의 로드 내로 삽입된다. 에어로졸 냉각 요소(16)는 장치(212)의 마우스 단부로부터 외측으로 돌출한다. 에어로졸 발생 물품(10)이 에어로졸 발생 장치(212)와 체결되면, 사용자는 에어로졸 발생 물품(10)의 마우스피스를 정의하는 에어로졸 냉각 요소(16) 상에서 흡인하고, 에어로졸 발생 기재의 로드(12)는 에어로졸 발생 기재의 로드(12)로부터 에어로졸을 발생시키기에 충분한 온도로 히터 블레이드(210)에 의해 가열된다. 에어로졸은 에어로졸 냉각 요소(16)를 통해 사용자의 입 속으로 흡인된다.The user inserts the aerosol-generating
도 4에 도시된 에어로졸 발생 물품(10)은 다른 유형의 에어로졸 발생 장치와 함께 사용하는 데 또한 적합할 수 있음을 이해할 것이다.It will be appreciated that the aerosol-generating
Claims (14)
에어로졸 발생 기재의 로드;
상기 에어로졸 발생 기재의 로드의 하류에 위치된 제1 에어로졸 냉각 요소로서, 상기 에어로졸 냉각 요소는 주변 벽을 포함하는 중공 관형 세그먼트를 포함하고, 상기 중공 관형 세그먼트는 길이방향 축을 따라 연장되고 상류 단부와 유체 연통하는 하류 단부를 가지며, 상기 중공 관형 세그먼트는 상기 주변 벽으로부터 상기 중공 관형 세그먼트의 내부로 연장되는 적어도 하나의 세장형 돌출부를 포함하고, 상기 적어도 하나의 세장형 돌출부는 상기 주변 벽 상의 상류 위치로부터 상기 상류 위치의 하류에 있는 주변 벽 상의 하류 위치까지 길이방향으로 연장되는 제1 에어로졸 냉각 요소; 및
상기 에어로졸 발생 기재의 로드 및 상기 제1 에어로졸 냉각 요소를 둘러싸는 래퍼를 포함하는, 에어로졸 발생 물품.An aerosol-generating article for generating an aerosol upon heating, said aerosol-generating article comprising:
rods of aerosol-generating substrates;
a first aerosol cooling element positioned downstream of the rod of the aerosol-generating substrate, the aerosol cooling element comprising a hollow tubular segment comprising a peripheral wall, the hollow tubular segment extending along a longitudinal axis and fluid with the upstream end having a communicating downstream end, the hollow tubular segment including at least one elongate projection extending from the peripheral wall into the interior of the hollow tubular segment, the at least one elongate projection extending from an upstream location on the peripheral wall a first aerosol cooling element extending longitudinally to a downstream location on the peripheral wall downstream of the upstream location; and
an aerosol-generating article comprising a wrapper surrounding the rod of the aerosol-generating substrate and the first aerosol cooling element.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP19178570 | 2019-06-05 | ||
| EP19178570.8 | 2019-06-05 | ||
| PCT/EP2020/064758 WO2020245010A1 (en) | 2019-06-05 | 2020-05-27 | Aerosol-generating article comprising an aerosol-cooling element with an elongated protrusion |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20220016813A true KR20220016813A (en) | 2022-02-10 |
Family
ID=66776122
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217035735A KR20220016813A (en) | 2019-06-05 | 2020-05-27 | An aerosol-generating article comprising an aerosol cooling element having an elongated projection |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20220232885A1 (en) |
| EP (1) | EP3979850A1 (en) |
| JP (1) | JP2022535394A (en) |
| KR (1) | KR20220016813A (en) |
| CN (1) | CN113811204A (en) |
| WO (1) | WO2020245010A1 (en) |
Family Cites Families (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4340072A (en) * | 1979-11-16 | 1982-07-20 | Imperial Group Limited | Smokeable device |
| KR840001262A (en) * | 1981-09-21 | 1984-04-30 | 라리 씨이. 아모스 | Cigarette filter |
| US5774493A (en) | 1996-08-02 | 1998-06-30 | General Electric Company | Sequence constructions for delay-and-correlate transmitted reference signaling |
| EP2361516A1 (en) | 2010-02-19 | 2011-08-31 | Philip Morris Products S.A. | Aerosol-generating substrate for smoking articles |
| EP2605816B1 (en) * | 2010-08-20 | 2019-01-23 | University Of Washington | Circumferential aerosol device for delivering drugs to olfactory epithelium and brain |
| GR1007749B (en) * | 2011-05-04 | 2012-11-02 | Αντωνιος Μαστροκαλος | Filter for cigarettes |
| KR20220123755A (en) | 2011-05-31 | 2022-09-08 | 필립모리스 프로덕츠 에스.에이. | Rods for use in smoking articles |
| EP2625975A1 (en) | 2012-02-13 | 2013-08-14 | Philip Morris Products S.A. | Aerosol-generating article having an aerosol-cooling element |
| ITBS20130143A1 (en) | 2013-10-11 | 2015-04-12 | Turboden Srl | OIL SEPARATOR FROM A WORK FLUID FOR ORC PLANT |
| GB201407642D0 (en) * | 2014-04-30 | 2014-06-11 | British American Tobacco Co | Aerosol-cooling element and arrangements for apparatus for heating a smokable material |
| TWI715737B (en) * | 2016-03-09 | 2021-01-11 | 瑞士商菲利浦莫里斯製品股份有限公司 | Aerosol-generating article |
| GB201605105D0 (en) * | 2016-03-24 | 2016-05-11 | Nicoventures Holdings Ltd | Vapour provision apparatus |
-
2020
- 2020-05-27 EP EP20728045.4A patent/EP3979850A1/en active Pending
- 2020-05-27 JP JP2021571602A patent/JP2022535394A/en active Pending
- 2020-05-27 US US17/615,240 patent/US20220232885A1/en active Pending
- 2020-05-27 CN CN202080035147.8A patent/CN113811204A/en active Pending
- 2020-05-27 WO PCT/EP2020/064758 patent/WO2020245010A1/en active Search and Examination
- 2020-05-27 KR KR1020217035735A patent/KR20220016813A/en unknown
Also Published As
| Publication number | Publication date |
|---|---|
| EP3979850A1 (en) | 2022-04-13 |
| JP2022535394A (en) | 2022-08-08 |
| US20220232885A1 (en) | 2022-07-28 |
| WO2020245010A1 (en) | 2020-12-10 |
| CN113811204A (en) | 2021-12-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7373389B2 (en) | Aerosol-generating articles with light hollow segments | |
| KR102626546B1 (en) | Aerosol-generating article having a rod equipped with multiple longitudinal elongated elements of tobacco material | |
| JP7373388B2 (en) | Aerosol-generating article with aerated hollow segments | |
| JP7381505B2 (en) | Aerosol-generating article comprising a hollow rod of an aerosol-generating substrate | |
| CN113556950B (en) | Aerosol-generating article with recessed support member | |
| KR20210102283A (en) | Aerosol-generating articles having ventilation cavities | |
| US20220312832A1 (en) | Aerosol-generating article comprising an aerosol-cooling element with peripheral openings | |
| US20220192251A1 (en) | Aerosol-generating article comprising a mouth-end cooling element | |
| KR20220016813A (en) | An aerosol-generating article comprising an aerosol cooling element having an elongated projection | |
| RU2809814C2 (en) | Aerosol-generating article containing element for aerosol cooling with peripheral holes | |
| RU2815858C2 (en) | Aerosol generating article comprising aerosol cooling element with elongated projection | |
| RU2814563C2 (en) | Aerosol generating product containing cooling element at mouth end | |
| JP2023544745A (en) | Aerosol-generating articles with ventilation | |
| RU2804412C2 (en) | Aerosol generating equipment and aerosol generating system with such product | |
| JP2023544040A (en) | Aerosol generating article with front end plug |