KR20210098434A - 가변 평량 및 균일한 두께를 갖는 합성 물품 - Google Patents
가변 평량 및 균일한 두께를 갖는 합성 물품 Download PDFInfo
- Publication number
- KR20210098434A KR20210098434A KR1020217009891A KR20217009891A KR20210098434A KR 20210098434 A KR20210098434 A KR 20210098434A KR 1020217009891 A KR1020217009891 A KR 1020217009891A KR 20217009891 A KR20217009891 A KR 20217009891A KR 20210098434 A KR20210098434 A KR 20210098434A
- Authority
- KR
- South Korea
- Prior art keywords
- core layer
- porous core
- basis weight
- layer
- panel
- Prior art date
Links
- 239000002131 composite material Substances 0.000 title description 46
- 239000012792 core layer Substances 0.000 claims abstract description 471
- 239000000463 material Substances 0.000 claims abstract description 72
- 239000010410 layer Substances 0.000 claims description 211
- 239000012815 thermoplastic material Substances 0.000 claims description 96
- 239000012783 reinforcing fiber Substances 0.000 claims description 86
- 230000007704 transition Effects 0.000 claims description 70
- 239000000758 substrate Substances 0.000 claims description 41
- 239000006260 foam Substances 0.000 claims description 24
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 24
- 238000000034 method Methods 0.000 claims description 23
- 239000005871 repellent Substances 0.000 claims description 23
- 230000002940 repellent Effects 0.000 claims description 23
- 239000003365 glass fiber Substances 0.000 claims description 22
- 239000006185 dispersion Substances 0.000 claims description 19
- 239000012790 adhesive layer Substances 0.000 claims description 12
- 229920000098 polyolefin Polymers 0.000 claims description 12
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 claims description 12
- 229920002554 vinyl polymer Polymers 0.000 claims description 12
- 238000001035 drying Methods 0.000 claims description 3
- 239000008240 homogeneous mixture Substances 0.000 claims description 2
- 238000004519 manufacturing process Methods 0.000 abstract description 3
- 239000003063 flame retardant Substances 0.000 description 65
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 61
- 239000000835 fiber Substances 0.000 description 53
- 239000003981 vehicle Substances 0.000 description 40
- 239000003570 air Substances 0.000 description 19
- -1 polyethylene Polymers 0.000 description 19
- 230000007423 decrease Effects 0.000 description 16
- 239000011248 coating agent Substances 0.000 description 14
- 238000000576 coating method Methods 0.000 description 14
- 239000002557 mineral fiber Substances 0.000 description 13
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 11
- 239000010439 graphite Substances 0.000 description 11
- 229910002804 graphite Inorganic materials 0.000 description 11
- 239000007788 liquid Substances 0.000 description 11
- 229910052751 metal Inorganic materials 0.000 description 11
- 239000002184 metal Substances 0.000 description 11
- 239000002023 wood Substances 0.000 description 11
- VTHJTEIRLNZDEV-UHFFFAOYSA-L magnesium dihydroxide Chemical compound [OH-].[OH-].[Mg+2] VTHJTEIRLNZDEV-UHFFFAOYSA-L 0.000 description 9
- 239000000347 magnesium hydroxide Substances 0.000 description 9
- 229910001862 magnesium hydroxide Inorganic materials 0.000 description 9
- 229920005672 polyolefin resin Polymers 0.000 description 9
- 230000009467 reduction Effects 0.000 description 9
- 239000000203 mixture Substances 0.000 description 8
- 239000002245 particle Substances 0.000 description 8
- 239000004744 fabric Substances 0.000 description 7
- 239000000779 smoke Substances 0.000 description 7
- 229910052782 aluminium Inorganic materials 0.000 description 6
- 230000008859 change Effects 0.000 description 6
- 239000012784 inorganic fiber Substances 0.000 description 6
- 229920003023 plastic Polymers 0.000 description 6
- 239000004033 plastic Substances 0.000 description 6
- 229920002994 synthetic fiber Polymers 0.000 description 6
- 239000012209 synthetic fiber Substances 0.000 description 6
- 229920001169 thermoplastic Polymers 0.000 description 6
- 229920001187 thermosetting polymer Polymers 0.000 description 6
- 239000004416 thermosoftening plastic Substances 0.000 description 6
- 239000004743 Polypropylene Substances 0.000 description 5
- 230000004888 barrier function Effects 0.000 description 5
- 230000008901 benefit Effects 0.000 description 5
- 239000004567 concrete Substances 0.000 description 5
- 239000010440 gypsum Substances 0.000 description 5
- 229910052602 gypsum Inorganic materials 0.000 description 5
- 229910052500 inorganic mineral Inorganic materials 0.000 description 5
- 239000011490 mineral wool Substances 0.000 description 5
- 239000011120 plywood Substances 0.000 description 5
- 229920001155 polypropylene Polymers 0.000 description 5
- 238000012545 processing Methods 0.000 description 5
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000000919 ceramic Substances 0.000 description 4
- 238000005259 measurement Methods 0.000 description 4
- 239000004417 polycarbonate Substances 0.000 description 4
- 239000004800 polyvinyl chloride Substances 0.000 description 4
- 229920000915 polyvinyl chloride Polymers 0.000 description 4
- DXZMANYCMVCPIM-UHFFFAOYSA-L zinc;diethylphosphinate Chemical compound [Zn+2].CCP([O-])(=O)CC.CCP([O-])(=O)CC DXZMANYCMVCPIM-UHFFFAOYSA-L 0.000 description 4
- 229920000049 Carbon (fiber) Polymers 0.000 description 3
- 239000004760 aramid Substances 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 239000011449 brick Substances 0.000 description 3
- 239000004917 carbon fiber Substances 0.000 description 3
- 239000004927 clay Substances 0.000 description 3
- 239000011707 mineral Substances 0.000 description 3
- 229920001778 nylon Polymers 0.000 description 3
- 229920000515 polycarbonate Polymers 0.000 description 3
- 229920000728 polyester Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 230000008569 process Effects 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- 239000011800 void material Substances 0.000 description 3
- KAKZBPTYRLMSJV-UHFFFAOYSA-N Butadiene Chemical compound C=CC=C KAKZBPTYRLMSJV-UHFFFAOYSA-N 0.000 description 2
- CURLTUGMZLYLDI-UHFFFAOYSA-N Carbon dioxide Chemical compound O=C=O CURLTUGMZLYLDI-UHFFFAOYSA-N 0.000 description 2
- 239000004593 Epoxy Substances 0.000 description 2
- 229920000103 Expandable microsphere Polymers 0.000 description 2
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 2
- 239000004952 Polyamide Substances 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 2
- 238000007792 addition Methods 0.000 description 2
- 239000010426 asphalt Substances 0.000 description 2
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 2
- 239000011230 binding agent Substances 0.000 description 2
- 230000015572 biosynthetic process Effects 0.000 description 2
- 229910052791 calcium Inorganic materials 0.000 description 2
- 239000011575 calcium Substances 0.000 description 2
- 229910000019 calcium carbonate Inorganic materials 0.000 description 2
- 150000001768 cations Chemical class 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 150000001875 compounds Chemical class 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000008021 deposition Effects 0.000 description 2
- 238000005516 engineering process Methods 0.000 description 2
- 239000011152 fibreglass Substances 0.000 description 2
- 239000011888 foil Substances 0.000 description 2
- 239000007789 gas Substances 0.000 description 2
- 229910052736 halogen Inorganic materials 0.000 description 2
- 150000002367 halogens Chemical class 0.000 description 2
- XLYOFNOQVPJJNP-UHFFFAOYSA-M hydroxide Chemical compound [OH-] XLYOFNOQVPJJNP-UHFFFAOYSA-M 0.000 description 2
- 239000012774 insulation material Substances 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 229910052749 magnesium Inorganic materials 0.000 description 2
- 239000011777 magnesium Substances 0.000 description 2
- 239000012528 membrane Substances 0.000 description 2
- 239000004570 mortar (masonry) Substances 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 229910052760 oxygen Inorganic materials 0.000 description 2
- 239000001301 oxygen Substances 0.000 description 2
- 229920002647 polyamide Polymers 0.000 description 2
- 229920000412 polyarylene Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 229920000642 polymer Polymers 0.000 description 2
- 230000000717 retained effect Effects 0.000 description 2
- 239000004753 textile Substances 0.000 description 2
- 229910052719 titanium Inorganic materials 0.000 description 2
- 229920001567 vinyl ester resin Polymers 0.000 description 2
- 229910052725 zinc Inorganic materials 0.000 description 2
- UXUFTKZYJYGMGO-CMCWBKRRSA-N (2s,3s,4r,5r)-5-[6-amino-2-[2-[4-[3-(2-aminoethylamino)-3-oxopropyl]phenyl]ethylamino]purin-9-yl]-n-ethyl-3,4-dihydroxyoxolane-2-carboxamide Chemical compound O[C@@H]1[C@H](O)[C@@H](C(=O)NCC)O[C@H]1N1C2=NC(NCCC=3C=CC(CCC(=O)NCCN)=CC=3)=NC(N)=C2N=C1 UXUFTKZYJYGMGO-CMCWBKRRSA-N 0.000 description 1
- VEORPZCZECFIRK-UHFFFAOYSA-N 3,3',5,5'-tetrabromobisphenol A Chemical compound C=1C(Br)=C(O)C(Br)=CC=1C(C)(C)C1=CC(Br)=C(O)C(Br)=C1 VEORPZCZECFIRK-UHFFFAOYSA-N 0.000 description 1
- 244000198134 Agave sisalana Species 0.000 description 1
- IJGRMHOSHXDMSA-UHFFFAOYSA-N Atomic nitrogen Chemical compound N#N IJGRMHOSHXDMSA-UHFFFAOYSA-N 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 235000012766 Cannabis sativa ssp. sativa var. sativa Nutrition 0.000 description 1
- 235000012765 Cannabis sativa ssp. sativa var. spontanea Nutrition 0.000 description 1
- 241000218645 Cedrus Species 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- 229920000742 Cotton Polymers 0.000 description 1
- 240000000797 Hibiscus cannabinus Species 0.000 description 1
- 239000004831 Hot glue Substances 0.000 description 1
- 240000006240 Linum usitatissimum Species 0.000 description 1
- 235000004431 Linum usitatissimum Nutrition 0.000 description 1
- 229920000106 Liquid crystal polymer Polymers 0.000 description 1
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920000265 Polyparaphenylene Polymers 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- 239000004793 Polystyrene Substances 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229920001893 acrylonitrile styrene Polymers 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- WNROFYMDJYEPJX-UHFFFAOYSA-K aluminium hydroxide Chemical compound [OH-].[OH-].[OH-].[Al+3] WNROFYMDJYEPJX-UHFFFAOYSA-K 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 229910052787 antimony Inorganic materials 0.000 description 1
- 229920003235 aromatic polyamide Polymers 0.000 description 1
- 229910052785 arsenic Inorganic materials 0.000 description 1
- 229910052789 astatine Inorganic materials 0.000 description 1
- 229920000402 bisphenol A polycarbonate polymer Polymers 0.000 description 1
- 229910052794 bromium Inorganic materials 0.000 description 1
- WWPXOMXUMORZKI-UHFFFAOYSA-N butyl prop-2-enoate;prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1.CCCCOC(=O)C=C WWPXOMXUMORZKI-UHFFFAOYSA-N 0.000 description 1
- 235000009120 camo Nutrition 0.000 description 1
- 229910002092 carbon dioxide Inorganic materials 0.000 description 1
- 239000001569 carbon dioxide Substances 0.000 description 1
- 239000004568 cement Substances 0.000 description 1
- 235000005607 chanvre indien Nutrition 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 238000005253 cladding Methods 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 230000003247 decreasing effect Effects 0.000 description 1
- RTZKZFJDLAIYFH-UHFFFAOYSA-N ether Substances CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 1
- 150000002170 ethers Chemical class 0.000 description 1
- 229910052731 fluorine Inorganic materials 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 239000011491 glass wool Substances 0.000 description 1
- 239000007770 graphite material Substances 0.000 description 1
- 239000013056 hazardous product Substances 0.000 description 1
- 239000011487 hemp Substances 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 239000012796 inorganic flame retardant Substances 0.000 description 1
- 229910052740 iodine Inorganic materials 0.000 description 1
- 210000001503 joint Anatomy 0.000 description 1
- 239000010985 leather Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 229910052757 nitrogen Inorganic materials 0.000 description 1
- JCXJVPUVTGWSNB-UHFFFAOYSA-N nitrogen dioxide Inorganic materials O=[N]=O JCXJVPUVTGWSNB-UHFFFAOYSA-N 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000002985 plastic film Substances 0.000 description 1
- 229920006255 plastic film Polymers 0.000 description 1
- 229920001707 polybutylene terephthalate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920001601 polyetherimide Polymers 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 239000005020 polyethylene terephthalate Substances 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920002223 polystyrene Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002360 preparation method Methods 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 238000004080 punching Methods 0.000 description 1
- 229910052711 selenium Inorganic materials 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 238000009987 spinning Methods 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 150000003457 sulfones Chemical class 0.000 description 1
- 239000002344 surface layer Substances 0.000 description 1
- 239000011270 tar paper Substances 0.000 description 1
- 229910052714 tellurium Inorganic materials 0.000 description 1
- 238000003856 thermoforming Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 150000003673 urethanes Chemical class 0.000 description 1
- 239000010456 wollastonite Substances 0.000 description 1
- 229910052882 wollastonite Inorganic materials 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images


















































Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/02—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles
- B29C43/18—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of definite length, i.e. discrete articles incorporating preformed parts or layers, e.g. compression moulding around inserts or for coating articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/22—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor of articles of indefinite length
- B29C43/30—Making multilayered or multicoloured articles
- B29C43/305—Making multilayered articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/68—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts by incorporating or moulding on preformed parts, e.g. inserts or layers, e.g. foam blocks
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/14—Layered products comprising a layer of metal next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/12—Layered products comprising a layer of synthetic resin next to a fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/304—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl halide (co)polymers, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/16—Drying; Softening; Cleaning
- B32B38/164—Drying
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/022—Non-woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/024—Woven fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/026—Knitted fabric
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/02—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by structural features of a fibrous or filamentary layer
- B32B5/028—Net structure, e.g. spaced apart filaments bonded at the crossing points
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/14—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by a layer differing constitutionally or physically in different parts, e.g. denser near its faces
- B32B5/142—Variation across the area of the layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/18—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by features of a layer of foamed material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/245—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it being a foam layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B5/00—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts
- B32B5/22—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed
- B32B5/24—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer
- B32B5/26—Layered products characterised by the non- homogeneity or physical structure, i.e. comprising a fibrous, filamentary, particulate or foam layer; Layered products characterised by having a layer differing constitutionally or physically in different parts characterised by the presence of two or more layers which are next to each other and are fibrous, filamentary, formed of particles or foamed one layer being a fibrous or filamentary layer another layer next to it also being fibrous or filamentary
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B60—VEHICLES IN GENERAL
- B60R—VEHICLES, VEHICLE FITTINGS, OR VEHICLE PARTS, NOT OTHERWISE PROVIDED FOR
- B60R13/00—Elements for body-finishing, identifying, or decorating; Arrangements or adaptations for advertising purposes
- B60R13/04—External Ornamental or guard strips; Ornamental inscriptive devices thereon
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D29/00—Superstructures, understructures, or sub-units thereof, characterised by the material thereof
- B62D29/04—Superstructures, understructures, or sub-units thereof, characterised by the material thereof predominantly of synthetic material
- B62D29/043—Superstructures
- B62D29/045—Van bodies composed of substantially rectangular panels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B62—LAND VEHICLES FOR TRAVELLING OTHERWISE THAN ON RAILS
- B62D—MOTOR VEHICLES; TRAILERS
- B62D39/00—Vehicle bodies not otherwise provided for, e.g. safety vehicles
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/40—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties
- D04H1/58—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives
- D04H1/64—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions
- D04H1/68—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres from fleeces or layers composed of fibres without existing or potential cohesive properties by applying, incorporating or activating chemical or thermoplastic bonding agents, e.g. adhesives the bonding agent being applied in wet state, e.g. chemical agents in dispersions or solutions the bonding agent being applied in the form of foam
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H1/00—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres
- D04H1/70—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres
- D04H1/72—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged
- D04H1/732—Non-woven fabrics formed wholly or mainly of staple fibres or like relatively short fibres characterised by the method of forming fleeces or layers, e.g. reorientation of fibres the fibres being randomly arranged by fluid current, e.g. air-lay
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C43/00—Compression moulding, i.e. applying external pressure to flow the moulding material; Apparatus therefor
- B29C43/32—Component parts, details or accessories; Auxiliary operations
- B29C43/58—Measuring, controlling or regulating
- B29C2043/5808—Measuring, controlling or regulating pressure or compressing force
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/04—Condition, form or state of moulded material or of the material to be shaped cellular or porous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/12—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts of short lengths, e.g. chopped filaments, staple fibres or bristles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0063—Density
- B29K2995/0064—Non-uniform density
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/002—Panels; Plates; Sheets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3002—Superstructures characterized by combining metal and plastics, i.e. hybrid parts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/30—Vehicles, e.g. ships or aircraft, or body parts thereof
- B29L2031/3005—Body finishings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/02—Composition of the impregnated, bonded or embedded layer
- B32B2260/021—Fibrous or filamentary layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2260/00—Layered product comprising an impregnated, embedded, or bonded layer wherein the layer comprises an impregnation, embedding, or binder material
- B32B2260/04—Impregnation, embedding, or binder material
- B32B2260/046—Synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0261—Polyamide fibres
- B32B2262/0269—Aromatic polyamide fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/02—Synthetic macromolecular fibres
- B32B2262/0276—Polyester fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/06—Vegetal fibres
- B32B2262/062—Cellulose fibres, e.g. cotton
- B32B2262/065—Lignocellulosic fibres, e.g. jute, sisal, hemp, flax, bamboo
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/101—Glass fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/103—Metal fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/105—Ceramic fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/108—Rockwool fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/14—Mixture of at least two fibres made of different materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0221—Vinyl resin
- B32B2266/0235—Vinyl halide, e.g. PVC, PVDC, PVF, PVDF
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/025—Polyolefin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2266/00—Composition of foam
- B32B2266/02—Organic
- B32B2266/0214—Materials belonging to B32B27/00
- B32B2266/0278—Polyurethane
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2274/00—Thermoplastic elastomer material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/10—Properties of the layers or laminate having particular acoustical properties
- B32B2307/102—Insulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/718—Weight, e.g. weight per square meter
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/73—Hydrophobic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2419/00—Buildings or parts thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2605/00—Vehicles
- B32B2605/08—Cars
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Chemical & Material Sciences (AREA)
- Textile Engineering (AREA)
- Combustion & Propulsion (AREA)
- Transportation (AREA)
- Fluid Mechanics (AREA)
- Physics & Mathematics (AREA)
- Composite Materials (AREA)
- Structural Engineering (AREA)
- Architecture (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Dispersion Chemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Laminated Bodies (AREA)
- Building Environments (AREA)
- Vehicle Interior And Exterior Ornaments, Soundproofing, And Insulation (AREA)
- Moulding By Coating Moulds (AREA)
Abstract
코어 층의 폭에 걸쳐 가변 평량을 갖고 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 갖는 코어 층을 생성하는 방법이 설명된다. 코어 층은 레저용 차량 패널에 있는 것과 같은 벽 패널에 사용될 수 있다. 코어 층 및 물품을 생산하는 데 사용되는 시스템 및 다양한 재료도 설명된다.
Description
우선권 출원
본 출원은 2018 년 9 월 4 일에 출원된 미국 가특허 출원 번호 62/726,681, 2019 년 3 월 18 일에 출원된 미국 가특허 출원 번호 62/819,892 및 2019 년 5 월 14 일에 출원된 미국 가특허 출원 62/847,675 각각에 대해 우선권 및 이익을 주장한다. 이러한 각각의 출원의 전체 개시는 모든 목적을 위해 본 출원에 참조로 통합된다.
기술 분야
본 출원에 설명된 특정 구성은 코어 층의 상이한 영역에서 가변 평량(basis weight)을 포함하고 실질적으로 균일한 두께를 포함하는 합성 물품(composite article)에 관한 것이다.
합성 물품은 다양한 용도로 사용된다. 레저용 차량은 종종 다양한 용도로 합성 물품을 사용한다.
가변 평량을 포함하는 코어 층(core layer)의 특정 양태, 특징, 실시예 및 예가 이하에 설명된다. 코어 층은 레저용 차량 패널, 건축 제품, 가구 및 다른 물품을 포함하지만 이에 한정되지 않은 다양한 응용 분야에서 사용될 수 있다. 패널(panel)은 일반적으로 "원래 생산된(as-produced)" 상태로 사용되며 사용 전에 몰딩(mold)되지 않는다. 코어 층이 상이한 영역에서 가변 평량을 포함할 수 있지만, 코어 층의 두께는 실질적으로 균일할 수 있으며, 예를 들어, 코어 층의 폭에 걸쳐 동일하거나 거의 동일할 수 있다.
일 양태에서, 레저용 차량 패널을 제조하는 방법이 설명된다. 일부 실시예에서, 방법은 열가소성 재료 및 강화 섬유의 실질적으로 균질한 혼합물을 포함하는 분산액(dispersion)을 성형 지지 엘리먼트(forming support element) 상에 배치하는 단계(disposing), 배치된 발포체(foam)를 포함하는 성형(forming) 지지 엘리먼트의 전체 표면보다 작게 압력을 제공하여 웹(web)의 다른 영역에서 가변 평량을 포함하는 다공성 웹을 제공하는 단계; 웹의 다른 영역에서 가변 평량을 포함하는 다공성 웹을 웹의 폭에 걸쳐 실질적으로 균일한 두께로 압축하는 단계, 압축된 웹을 건조시켜 다공성 코어 층을 포함하는 레저용 차량 패널을 제공하는 단계를 포함하고, 레저용 차량 패널은 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 실질적으로 균일한 두께를 포함한다.
일부 예에서, 상기 방법은 배치된 분산액을 포함하는 성형 지지 엘리먼트의 밑면(underside)에 음압(negative pressure)을 제공하는 단계를 포함한다. 다른 예에서, 상기 방법은 다공성 코어 층의 에지에서 보다 더 높은 평량을 갖는 중앙 영역을 제공하기 위해 배치된 분산액을 포함하는 성형 지지 엘리먼트의 중앙 영역에 음압을 제공하는 단계를 포함한다. 일부 예에서, 상기 방법은 다공성 코어 층의 중앙 영역에서 보다 더 높은 평량을 갖는 에지 영역을 제공하기 위해 배치된 분산액을 포함하는 성형 지지 엘리먼트의 에지 영역에 음압을 제공하는 단계를 포함한다. 일부 예에서, 상기 방법은 다공성 웹을 압축하기 전에 다공성 웹의 제 1 표면 상에 제 1 스킨(skin)을 배치하는 단계를 포함한다. 다른 예에서, 상기 방법은 다공성 웹을 압축하기 전에 다공성 웹의 제 2 표면 상에 제 2 스킨을 배치하는 단계를 포함한다. 추가 예에서, 제 1 스킨 및 제 2 스킨 중 적어도 하나는 가변 평량을 포함한다. 일부 실시예에서, 제 1 스킨 및 제 2 스킨 중 적어도 하나는 발수성 스크림(water repellent scrim)을 포함한다. 다른 실시예에서, 각각의 제 1 스킨 및 제 2 스킨은 발수성 스크림을 포함한다. 일부 예에서, 제 1 스킨 층 및 제 2 스킨 층 각각은 접착 층을 사용하지 않고 다공성 웹에 결합된다.
또 다른 양태에서, 레저용 차량 (RV : recreational vehicle) 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조(open celled structure)의 웹을 포함하는 다공성 코어 층을 포함하며, 상기 다공성 코어 층은 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하고, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층을 포함하고, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
특정 실시예에서, 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지(cross direction edge)에서 더 낮은 평량을 포함한다. 일부 예에서, RV 패널은 각각의 가로 방향 에지와 중앙 영역 사이의 전이 구역(transition zone)을 포함하고, 전이 구역의 평량은 가변적이다. 일부 실시예에서, 전이 구역은 0 gsm/cm 초과 및 최대 100 gsm/cm의 평량/거리 기울기(basis weight/distance slope)를 포함한다. 일부 예에서, 평량/거리 기울기는 가로 방향 에지에서 중앙 영역까지 선형이다. 다른 예에서, 강화 섬유는 유리 섬유를 포함한다. 특정 예에서, 열가소성 재료는 폴리올레핀 재료를 포함한다. 다른 예에서, 제 1 스킨 층 및 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함한다. 일부 실시예에서, 각각의 제 1 스킨 층 및 제 2 스킨 층은 발수성 스크림을 포함한다. 특정 예에서, 제 1 스킨 층 및 제 2 스킨 층 각각은 접착제 층을 사용하지 않고 다공성 코어 층에 결합된다.
추가 양태에서, 레저용 차량 패널 키트는 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하는 레저용 차량 패널을 포함하며, 다공성 코어 층은 가변 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 레저용 차량 패널을 사용하여 레저용 차량 벽을 조립하기 위한 기록되거나 또는 전자 지침을 포함한다.
특정 실시예에서, 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지에서 더 낮은 평량을 포함한다. 다른 실시예에서, RV 패널은 각각의 가로 방향 에지와 중앙 영역 사이의 전이 구역을 포함하며, 전이 구역의 평량은 가변적이다. 일부 예에서, 전이 구역은 0gsm/cm 초과 및 최대 100gsm/cm의 평량/거리 기울기를 포함한다. 다른 예에서, 평량/거리 기울기는 가로 방향 에지에서 중앙 영역까지 선형이다. 일부 예에서, 강화 섬유는 유리 섬유를 포함한다. 다른 예에서, 열가소성 재료는 폴리올레핀 재료를 포함한다. 특정 예에서, 제 1 스킨 층 및 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함한다. 일부 예에서, 각각의 제 1 스킨 층 및 제 2 스킨 층은 발수성 스크림을 포함한다. 특정 실시예에서, 각각의 제 1 스킨 층 및 제 2 스킨 층은 접착 층을 사용하지 않고 다공성 코어 층에 결합된다.
또 다른 양태에서, 벽 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 다공성의 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하고, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
특정 예에서, 벽 패널의 에지와 벽 패널의 중앙 영역에서의 평균 평량의 차이는 적어도 100gsm이다. 다른 예에서, 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지에서 더 낮은 평량을 포함한다. 일부 실시예에서, 벽 패널은 각각의 가로 방향 에지와 중앙 영역 사이의 전이 구역을 포함하고, 전이 구역의 평량은 가변적이다. 다른 예에서, 전이 구역은 0gsm/cm 초과 및 최대 100gsm/cm의 평량/거리 기울기를 포함한다. 일부 실시예에서, 강화 섬유는 유리 섬유를 포함한다. 추가 예에서, 열가소성 재료는 폴리올레핀 재료를 포함한다. 일부 예에서, 제 1 스킨 층 및 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함한다. 특정 실시예에서, 각각의 제 1 스킨 층 및 제 2 스킨 층은 발수성 스크림을 포함한다. 일부 예에서, 제 1 스킨 층 및 제 2 스킨 층 각각은 접착 층을 사용하지 않고 다공성 코어 층에 결합된다.
또 다른 양태에서, 레저용 차량 벽은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 제 1 다공성 코어 층을 포함하는 제 1 레저용 차량 패널을 포함하고, 제 1 다공성 코어 층은 제 1 다공성 코어 층의 폭에 걸친 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 제 1 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 제 1 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다. RV 벽은 또한 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 제 2 다공성 코어 층을 포함하는 제 2 레저용 차량 패널을 포함할 수 있으며, 제 2 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 제 2 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를, 제 2 다공성 코어 층의 제 1 표면에 결합된 제 3 스킨 층, 및 제 2 다공성 코어 층의 제 2 표면에 결합된 제 4 스킨 층을 포함한다.
특정 실시예에서, 제 1 레저용 차량 패널의 제 1 에지는 제 1 레저용 차량 패널의 제 1 중앙 영역보다 낮은 평량을 포함하고, 제 2 레저용 차량 패널의 제 1 에지는 제 1 레저용 차량 패널의 제 1 중앙 영역보다 더 낮은 평량을 포함하고, 제 1 레저용 차량 패널의 제 1 에지 및 제 2 레저용 차량 패널의 제 1 에지는 레저용 차량 벽에서 서로 인접한다. 다른 실시예에서, 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지에서 더 낮은 평량을 포함하고, 가로 방향 에지와 중앙 영역에서의 평량 차이는 적어도 100gsm이다. 일부 예에서, RV 벽은 각각의 가로 방향 에지와 중앙 영역 사이의 전이 구역을 포함하고, 전이 구역의 평량은 가변적이다. 일부 실시예에서, 전이 구역은 0 gsm/cm 초과 및 최대 100 gsm/cm의 평량/거리 기울기를 포함한다. 다른 실시예에서, 강화 섬유는 유리 섬유를 포함한다. 특정 예에서, 열가소성 재료는 폴리올레핀 재료를 포함한다. 일부 예에서, 제 1 스킨 층 및 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함한다. 다른 예에서, 각각의 제 1 스킨 층 및 제 2 스킨 층은 발수성 스크림을 포함한다. 일부 실시예에서, 제 1 스킨 층 및 제 2 스킨 층 각각은 접착 층을 사용하지 않고 다공성 코어 층에 결합된다.
또 다른 양태에서, 레저용 차량은 본 출원에 설명된 하나 이상의 RV 벽 또는 본 출원에 설명된 하나 이상의 RV 패널 또는 둘 모두를 포함할 수 있다.
또 다른 양태에서, 천장 타일은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 다공성의 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
추가 양태에서, 구조 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
또 다른 양태에서, 다른 큐비클 벽(cubicle wall) 패널에 결합하도록 크기 및 배열된 큐비클 벽 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층 다공성 코어 층의 폭에 걸친 가변 평량을 포함하고 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
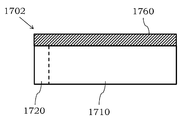
추가 양태에서, 비닐 사이딩 패널(vinyl siding panel)은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 및 상기 제 1 스킨 층에 결합되고 건물의 비 수평 표면에 비닐 사이딩 패널을 보유(retain)하기 위해 건물의 비 수평 표면에 결합하도록 구성된 비닐 기재(vinyl substrate)를 포함한다.
또 다른 양태에서, 지붕 패널(roofing panel)은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 다공성의 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 및 제 1 스킨 층에 결합되고 지붕에 지붕 패널을 보유하기 위해 건물의 지붕에 결합하도록 구성된 지붕 기재를 포함한다.
추가 양태에서, 지붕 널(roofing shingle)은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 및 제 1 스킨 층에 결합되고 건물의 지붕 패널에 결합되도록 구성되어 지붕 패널 위에 내후성(weatherproof) 지붕 널을 제공하도록 구성된 내후성 지붕 널 기재를 포함한다.
또 다른 양태에서, 레저용 차량 외부 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하고, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 및 제 1 스킨 층에 결합된 내후성 외벽 기재를 포함한다.
추가 양태에서, 레저용 차량 내부 패널은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하고, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층 및 제 1 스킨 층에 결합된 내벽 기재를 포함한다.
또 다른 양태에서, 내부 트림 물품(trim article)은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층, 및 제 1 스킨 층에 결합된 내부 트림 기재를 포함한다.
추가 양태에서, 합성 물품은 열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 다공성 코어 층은 폭에 걸쳐 가변 평량을 포함하고, 또한 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함한다.
추가 양태, 실시예, 예 및 구성이 아래에서 더 상세히 설명된다.
특정 특징, 구성, 측면 및 실시예가 첨부된 도면을 참조하여 아래에서 설명된다 :
도 1a는 일부 예에 따른, 코어 층의 폭에 걸친 가변 평량 및 폭에 걸쳐 실질적으로 균일한 두께를 포함하는 코어 층의 예시이다.
도 1b는 일부 예에 따른, 코어 층의 폭에 걸친 가변 평량 및 폭에 걸쳐 실질적으로 균일한 두께를 포함하는 코어 층의 또 다른 예시이다.
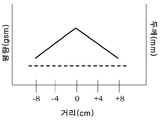
도 2a 및 2b는 특정 예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 보여주는 그래프이다.
도 3a 및 3b는 특정 예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 4a 및 4b는 일부 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 5a 및 5b는 일부 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 보여주는 그래프이다.
도 6a는 특정 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 7은 일부 예에 따른 가변 평량의 전이 구역(transition zone)을 갖는 코어 층을 보여주는 예시이다.
도 8a 및 8b는 일부 예에 따른 가변 평량의 전이 구역을 갖는 코어 층의 평량 프로파일을 보여주는 예시이다.
도 9는 특정 예에 따른 가변 평량의 단일 에지를 갖는 코어 층의 예시이다.
도 10a 및 10b는 일부 예에 따른 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 11a 및 11b는 일부 예들에 따른 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 12a 및 12b는 일부 예들에 따른, 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 13은 일부 실시예에 따른 전이 구역의 확대도를 보여주는 예시이다.
도 14a 및 14b는 일부 예에 따른 전이 구역에서 평량 프로파일을 보여주는 그래프이다.
도 15a 및 15b는 일부 실시예에 따른 에지 (15A) 및 중앙 (15B)에 개구(aperture)를 포함하는 코어 층을 보여주는 예시이다.
도 16a 및 16b는 일부 실시예에 따른 에지 (16A) 및 중앙 (16B)에 슬롯을 포함하는 코어 층을 보여주는 예시이다.
도 17a는 일부 예들에 따른 더 낮은 평량을 포함하는 에지를 갖는 코어 층을 도시하는 예시이다.
도 17b는 일부 예들에 따른, 더 낮은 평량을 포함하는 에지 및 전이 구역을 갖는 코어 층을 도시하는 예시이다.
도 17c는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 스킨 층을 포함하는 합성 물품의 예시이다.
도 17d는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 2 개의 스킨 층을 포함하는 합성 물품의 예시이다.
도 17e는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 가변 평량을 갖는 스킨 층을 포함하는 합성 물품의 예시이다.
도 17f는 특정 예에 따른, 코어 층, 코어 층 상에 배치된 스킨 층 및 스킨 층 상에 배치된 장식 층(decorative layer)을 포함하는 합성 물품의 예시이다;
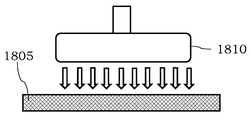
도 18은 일부 예에 따른 압력 헤드를 포함하는 시스템의 일부를 도시한다.
도 19는 일부 예에 따른 진공 헤드를 포함하는 시스템의 일부를 도시한다.
도 20은 일부 예에 따른 진공 헤드 및 압력 헤드를 포함하는 시스템의 일부를 도시한다.
도 21은 일부 실시예에 따른 프리프레그(prepreg)를 생산하는데 사용될 수 있는 지지 엘리먼트의 예시이다.
도 22는 일부 실시예에 따른 프리프레그를 생산하는데 사용될 수 있는 지지 엘리먼트의 다른 예시이다.
도 23은 일부 예에 따른 가변 평량을 갖는 코어 층을 제공하기 위해 중앙 영역에 재료 스트립을 배치하는 프로세스를 개략적으로 도시한다.
도 24는 일부 실시예에 따른 보스(boss)를 갖는 지지 엘리먼트의 측면도이다.
도 25는 특정 실시예에 따른 천장 타일을 포함하는 천장 그리드(ceiling grid)의 예시이다.
도 26은 일부 실시예에 따른 큐비클 패널의 예시이다.
도 27a 및 27b는 일부 예에 따른 구조 패널의 예시이다.
도 28은 일부 구성에 따른 벽 패널의 예시이다.
도 29는 특정 실시예에 따른 사이딩 패널의 예시이다.
도 30은 특정 예에 따른 지붕 패널의 예시이다.
도 31은 특정 예에 따른 지붕 널의 예시이다.
도 32는 일부 예에 따른 실내 레저용 차량 벽의 예시이다.
도 33은 일부 예에 따른 외부 레저용 차량 벽의 예시이다.
도 34는 일부 실시예에 따른 내부 트림 피스의 예시이다.
도 35는 일부 예에 따른 레저용 차량 벽에 존재하는 특정 층을 보여주는 예시이다.
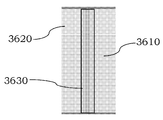
도 36은 일부 예에 따른 레저용 차량 벽을 조립하는데 사용되는 2 개의 물품의 이음새(seam)를 보여주는 예시이다.
도 37은 일부 예에 따른 코어 층 상에 배치된 스킨을 보여주는 예시이다.
도 38은 일부 예에 따른 테스트된 합성 물품의 다른 영역을 보여주는 예시이다.
도 39a 및 39b는 테스트 샘플의 폭에 걸친 두께를 보여주는 그래프이다.
본 개시의 장점을 고려할 때, 당업자는 도면의 예시가 단지 예시 목적으로 제공된 것이며 본 출원에서 설명된 기술의 치수, 구성, 형상 및 특징을 한정하려는 것이 아님을 인식할 것이다.
도 1a는 일부 예에 따른, 코어 층의 폭에 걸친 가변 평량 및 폭에 걸쳐 실질적으로 균일한 두께를 포함하는 코어 층의 예시이다.
도 1b는 일부 예에 따른, 코어 층의 폭에 걸친 가변 평량 및 폭에 걸쳐 실질적으로 균일한 두께를 포함하는 코어 층의 또 다른 예시이다.
도 2a 및 2b는 특정 예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 보여주는 그래프이다.
도 3a 및 3b는 특정 예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 4a 및 4b는 일부 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 5a 및 5b는 일부 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 보여주는 그래프이다.
도 6a는 특정 실시예에 따른, 코어 층의 상이한 영역에서의 평량 차이 및 코어 층의 폭에 걸친 실질적으로 균일한 두께를 보여주는 그래프이다.
도 7은 일부 예에 따른 가변 평량의 전이 구역(transition zone)을 갖는 코어 층을 보여주는 예시이다.
도 8a 및 8b는 일부 예에 따른 가변 평량의 전이 구역을 갖는 코어 층의 평량 프로파일을 보여주는 예시이다.
도 9는 특정 예에 따른 가변 평량의 단일 에지를 갖는 코어 층의 예시이다.
도 10a 및 10b는 일부 예에 따른 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 11a 및 11b는 일부 예들에 따른 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 12a 및 12b는 일부 예들에 따른, 코어 층의 폭에 걸쳐 실질적으로 균일한 두께 및 가변 평량의 단일 에지를 갖는 코어 층에 대한 평량 프로파일을 보여주는 그래프이다.
도 13은 일부 실시예에 따른 전이 구역의 확대도를 보여주는 예시이다.
도 14a 및 14b는 일부 예에 따른 전이 구역에서 평량 프로파일을 보여주는 그래프이다.
도 15a 및 15b는 일부 실시예에 따른 에지 (15A) 및 중앙 (15B)에 개구(aperture)를 포함하는 코어 층을 보여주는 예시이다.
도 16a 및 16b는 일부 실시예에 따른 에지 (16A) 및 중앙 (16B)에 슬롯을 포함하는 코어 층을 보여주는 예시이다.
도 17a는 일부 예들에 따른 더 낮은 평량을 포함하는 에지를 갖는 코어 층을 도시하는 예시이다.
도 17b는 일부 예들에 따른, 더 낮은 평량을 포함하는 에지 및 전이 구역을 갖는 코어 층을 도시하는 예시이다.
도 17c는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 스킨 층을 포함하는 합성 물품의 예시이다.
도 17d는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 2 개의 스킨 층을 포함하는 합성 물품의 예시이다.
도 17e는 특정 예에 따른, 코어 층 및 코어 층 상에 배치된 가변 평량을 갖는 스킨 층을 포함하는 합성 물품의 예시이다.
도 17f는 특정 예에 따른, 코어 층, 코어 층 상에 배치된 스킨 층 및 스킨 층 상에 배치된 장식 층(decorative layer)을 포함하는 합성 물품의 예시이다;
도 18은 일부 예에 따른 압력 헤드를 포함하는 시스템의 일부를 도시한다.
도 19는 일부 예에 따른 진공 헤드를 포함하는 시스템의 일부를 도시한다.
도 20은 일부 예에 따른 진공 헤드 및 압력 헤드를 포함하는 시스템의 일부를 도시한다.
도 21은 일부 실시예에 따른 프리프레그(prepreg)를 생산하는데 사용될 수 있는 지지 엘리먼트의 예시이다.
도 22는 일부 실시예에 따른 프리프레그를 생산하는데 사용될 수 있는 지지 엘리먼트의 다른 예시이다.
도 23은 일부 예에 따른 가변 평량을 갖는 코어 층을 제공하기 위해 중앙 영역에 재료 스트립을 배치하는 프로세스를 개략적으로 도시한다.
도 24는 일부 실시예에 따른 보스(boss)를 갖는 지지 엘리먼트의 측면도이다.
도 25는 특정 실시예에 따른 천장 타일을 포함하는 천장 그리드(ceiling grid)의 예시이다.
도 26은 일부 실시예에 따른 큐비클 패널의 예시이다.
도 27a 및 27b는 일부 예에 따른 구조 패널의 예시이다.
도 28은 일부 구성에 따른 벽 패널의 예시이다.
도 29는 특정 실시예에 따른 사이딩 패널의 예시이다.
도 30은 특정 예에 따른 지붕 패널의 예시이다.
도 31은 특정 예에 따른 지붕 널의 예시이다.
도 32는 일부 예에 따른 실내 레저용 차량 벽의 예시이다.
도 33은 일부 예에 따른 외부 레저용 차량 벽의 예시이다.
도 34는 일부 실시예에 따른 내부 트림 피스의 예시이다.
도 35는 일부 예에 따른 레저용 차량 벽에 존재하는 특정 층을 보여주는 예시이다.
도 36은 일부 예에 따른 레저용 차량 벽을 조립하는데 사용되는 2 개의 물품의 이음새(seam)를 보여주는 예시이다.
도 37은 일부 예에 따른 코어 층 상에 배치된 스킨을 보여주는 예시이다.
도 38은 일부 예에 따른 테스트된 합성 물품의 다른 영역을 보여주는 예시이다.
도 39a 및 39b는 테스트 샘플의 폭에 걸친 두께를 보여주는 그래프이다.
본 개시의 장점을 고려할 때, 당업자는 도면의 예시가 단지 예시 목적으로 제공된 것이며 본 출원에서 설명된 기술의 치수, 구성, 형상 및 특징을 한정하려는 것이 아님을 인식할 것이다.
특정 구체 예는 코어 층 및/또는 코어 층을 포함하는 합성 물품을 생성하는 것과 관련하여 설명된다. 밑면(underside), 바닥(bottom), 최상부(top) 등을 참조할 수 있다. 코어 층의 밑면, 바닥, 최상부 등에 대한 임의의 하나의 컴포넌트의 정확한 배치는 원하는 대로 변할 수 있다. 달리 명시되지 않는 한 컴포넌트, 구조 등의 특정 배향이나 배열이 요구되도록 의도되지 않는다.
일부 예에서, 본 명세서에 설명된 코어 층은 예를 들어, 레저용 차량 벽, 벽 패널, 큐비클, 건축 제품 및 다른 물품에 일반적으로 존재하는 것과 같은 샌드위치 패널(sandwich panel)에 사용될 수 있다. 본 출원에 언급된 바와 같이, 코어 층 (및 코어 층을 포함하는 임의의 물품)은 전형적으로 사용 전에 몰딩되지 않지만, 원한다면 원하는 형상으로 몰딩될 수 있다. 일부 예에서, 물품의 두께는 실질적으로 일정하거나 균일하며, 예를 들어, 에지에서의 평량이 보드 중앙에서의 평량보다 많거나 적을 수 있음에도 불구하고 물품의 폭 또는 가로 방향에 걸쳐 10% 미만으로 변한다.
특정 실시예에서, 본 출원에 설명된 코어 층의 하나 이상의 에지는 코어 층의 중앙 영역과 상이한 평량을 포함할 수 있다. 도 1a를 참조하여, 가변적이거나 상이한 평량의 영역을 갖는 코어 층 (100)의 예시가 도시된다. 코어 층 (100)은 중앙 영역 (110) 및 에지 (120, 122)를 포함할 수 있다. 중앙 영역 (110)의 평량은 평균적으로 하나 이상의 에지 (120, 122)에서의 평량보다 더 클 수 있다. 일부 예에서, 중앙 영역 (110)의 평량은 양쪽 에지 (120, 122)에서 보다 더 높을 수 있다. 참고로, 방향 d1은 일반적으로 기계 방향 (MD : machine direction), 방향 d2는 일반적으로 가로 방향 (CD : cross direction)으로 지칭된다. 원한다면, 가로 방향 d1의 에지는 코어 층 (100)의 중앙 영역 (110) 중앙에서와 상이한 평량 또는 동일한 평량을 포함할 수도 있다. 에지 (120, 122)는 더 낮은 평량을 포함할 수 있지만, 코어 층 (100)의 두께는 일반적으로 일정하거나 실질적으로 균일하다.
다른 구성에서, 코어 층의 하나 이상의 에지는 코어 층의 중앙 영역보다 더 높은 평량을 포함할 수 있다. 도 1b를 참조하여, 가변적이거나 상이한 평량의 영역을 갖는 코어 층 (150)의 예시가 도시된다. 코어 층 (150)은 중앙 영역 (160) 및 에지 (170, 172)를 포함할 수 있다. 중앙 영역 (170)의 평량은 평균적으로 하나 이상의 에지 (170, 172)에서의 평량보다 낮을 수 있다. 일부 예에서, 중앙 영역 (160)의 평량은 양쪽 에지 (170, 172)에서 보다 낮을 수 있다. 원한다면, 기계 방향 d1의 에지는 또한 코어 층의 중앙 영역 (160)에서와 상이한 평량 또는 동일한 평량을 포함할 수 있다. 에지 (170, 172)가 더 높은 평량을 포함할 수 있지만, 코어 층 (100)의 두께는 일반적으로 일정하거나 실질적으로 균일하다.
일부 실시 예에서, 평량은 코어 층의 중앙 영역에서 코어 층의 에지까지 경사질 수 있어서 코어의 중앙으로부터 에지를 향해 평량의 점진적, 예를 들어, 선형 또는 비선형 감소가 있다. 하나의 구성이 도 2a에 그래픽으로 예시되어 있고, 여기서 "0" 위치가 코어 층 (100)의 중앙인 경우, 음(negative)의 거리는 에지 (120)를 향해 가로 방향 d2에서 측방으로(laterally) 이동하고 양(positive)의 거리는 에지 (122)를 향해 가로 방향 d2에서 측방으로 이동한다. 이 예시에서, 평량은 일반적으로 대칭 방식으로 코어의 중앙에서 외부 에지까지 선형으로 감소하며 예를 들어, 평량/거리 기울기는 선형이고 코어 층의 폭에 걸쳐 실질적으로 동일하다. 그러나 원하는 경우 중앙에서 코어 에지쪽으로 기울기가 다를 수 있다. 에지가 더 낮은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 2a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 다른 구성은 도 2b에 그래픽으로 예시되어 있고, 여기서 "0"위치가 코어 층 (150)의 중앙인 경우, 음의 거리는 에지 (170)를 향해 가로 방향 d2에서 측방으로 이동하고, 양의 거리는 에지 (172)를 향해 가로 방향 d2에서 측방으로 이동한다. 이 예시에서, 평량은 일반적으로 대칭 방식으로 코어의 중앙에서 외부 에지까지 선형으로 증가하며, 예를 들어, 평량/거리 기울기는 선형이고 코어 층의 폭에 걸쳐 실질적으로 동일하다. 그러나 원하는 경우 중앙에서 코어 에지쪽으로 기울기가 다를 수 있다. 에지가 더 높은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 2b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다.
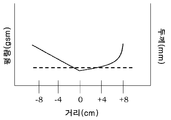
도 3a에 도시된 다른 예시에서, 에지 (120)를 향한 평량은 중앙에서 에지 (122)를 향해 평량보다 더 감소한다. 에지가 더 낮은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 3a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 3b에서, 에지 (172)를 향한 평량은 중앙에서 에지 (170)를 향하는 평량보다 더 증가한다. 다른 구성도 가능하며, 일부 경우에 하나의 에지를 향한 평량은 중앙에서의 평량에 비해 감소할 수 있고, 다른 에지를 향한 평량은 중앙의 평량에 비해 증가할 수 있다. 에지가 더 높은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 3b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다.
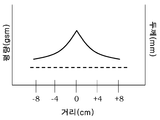
특정 예들에서, 평량의 변화는 코어 층의 폭에 걸쳐 선형일 필요는 없다. 도 4a을 참조하여, 코어 층의 폭에 걸쳐 평량이 중앙에서 에지를 향해 비선형 방식으로 감소하는 그래프가 도시된다. 이 예시에서 평량은 코어 층 에지의 바깥 쪽 부분으로 급격히 떨어진다. 에지가 더 낮은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 4a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 4b를 참조하여, 코어 층의 폭에 걸쳐 평량이 중앙에서 에지를 향해 비선형 방식으로 증가하는 그래프가 도시된다. 이 예시에서 평량은 코어 층 에지의 바깥 부분을 향해 급격히 증가한다. 비선형 및 비대칭 감소 또는 증가도 가능하다. 에지가 더 높은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 4b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다.
코어 층의 중앙으로부터 코어 층의 에지까지 평량의 비선형 감소의 다른 예시가 도 5a에 도시되어 있다. 이 예시에서 평량은 중앙에서 멀어지면서 빠르게 감소하고 코어 층의 에지쪽으로 수평을 유지한다. 에지가 더 낮은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 5a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 5b를 참조하여, 코어 층의 중앙으로부터 코어 층의 에지까지 평량의 비선형 증가의 예시가 도시된다. 이 예시에서 평량은 중앙에서 멀어지면서 빠르게 증가하고 코어 층의 에지쪽으로 수평을 유지한다. 에지가 더 높은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 5b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다.
추가 예시가 도 6a에 도시되어 있고, 여기서, 평량의 감소는 코어 층의 한쪽 에지를 향한 한 방향으로는 비선형이고, 평량의 감소는 코어 층의 다른 에지를 향한 다른 방향으로는 선형이다. 원한다면, 코어 층의 에지 중앙으로부터 평량의 다른 비선형 감소가 존재할 수도 있다. 에지가 더 낮은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 6a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 6b를 참조하여, 평량의 증가는 코어 층의 한쪽 에지를 향하는 한 방향으로는 비선형이고, 평량의 증가는 코어 층의 다른 에지를 향한 다른 방향으로는 선형이다. 원한다면, 코어 층의 에지 중앙으로부터 평량의 다른 비선형 증가가 또한 존재할 수 있다. 에지가 더 높은 평량을 포함할 수 있지만, 코어 층의 두께는 일반적으로 도 6b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다.
특정 실시예에서, 코어 층의 중앙에서 에지로의 평량 감소 또는 증가는 또한 하나 이상의 전이(transition) 영역 또는 구역을 포함할 수 있다. 도 7을 참조하여, 중앙 영역 (710), 전이 구역 (716, 718) 및 에지 (720, 722)를 포함하는 코어 층 (700)이 도시되어 있다. 일부 예에서, 중앙 영역 (110)의 평량은 보드의 폭에 걸쳐 예를 들어, 가로 방향에 걸쳐 실질적으로 일정할 수 있다. 그런 다음, 평량은 에지 (720, 722)를 향해 개별적으로 이동하는 전이 구역 (716, 718)에서 감소 (또는 증가)할 수 있다. 에지 (720, 722)에서의 평량은 실질적으로 일정할 수 있다. 본 출원에 언급된 바와 같이, 코어 층 (700)의 폭에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
평량이 에지쪽으로 감소하는 구성의 하나의 그래픽 예시가 도 8a에 도시되어 있고, 여기서 "0"은 도 7의 코어 층의 중앙 위치를 마킹한다. 중앙 영역 (710)에 걸친 평량은 영역 (810)으로 표시되고, 에지 (720, 722)에 걸친 평량은 각각 영역 (820, 822)으로 표시되고, 전이 구역 (716, 718)의 평량은 영역(816, 818)으로 표시된다. 일부 예에서, 전이 구역에서 평량은 약 1 gsm/cm에서 약 100 gsm/cm까지 감소할 수 있으며, 더욱 구체적으로, 전이 구역(716, 718)에서 약 10 gsm/cm에서 약 80 gsm/cm까지 감소할 수 있다. 전이 구역 (716)에서의 평량 감소는 전이 구역 (718)에서의 평량 감소와 동일할 필요는 없다. 또한, 전이 구역 (716, 718) 중 하나의 평량은 선형적으로 감소할 수 있고, 전이 구역 (716, 718) 중 다른 하나의 평량은 비선형 방식으로 감소할 수 있다.
평량이 에지쪽으로 증가하는 구성의 그래픽 예시가 도 8b에 도시되어 있고 여기서 "0"은 도 7의 코어 층의 중앙 위치를 마킹한다. 중앙 영역 (710)에 걸친 평량은 영역 (830)으로 표시되고, 에지 (720, 722)에 걸친 평량은 개별적으로 영역 (840, 842)으로 표시되고, 전이 구역 (716, 718)의 평량은 영역(836, 838)으로 표시된다. 일부 예에서, 전이 구역의 평량은 약 1 gsm/cm에서 약 100 gsm/cm까지 증가할 수 있으며, 더욱 구체적으로는 전이 구역에서 약 10 gsm/cm에서 약 80 gsm/cm까지 증가할 수 있다. 전이 구역 (716)에서의 평량 증가는 전이 구역 (718)에서의 평량 증가와 동일할 필요는 없다. 또한 전이 구역 (716, 718) 중 하나의 평량은 선형적으로 증가할 수 있고, 전이 구역 (716, 718) 중 다른 하나의 평량은 비선형 방식으로 증가할 수 있다. 일부 예에서, 단일 전이 구역 만이 코어 층에 존재할 수 있다. 예를 들어, 레저용 차량 패널로 구성된 합성 물품에서 코어 층이 사용되는 경우, 단일 에지에서 더 낮은 평량을 갖는 것이 바람직할 수 있다. 도 7을 다시 참조하여, 중앙 영역 (710)의 평량은 중앙 영역 (710)의 가로 방향을 가로 질러 실질적으로 일정할 수 있다. 유사하게, 에지 (720, 722)의 평량은 가로 방향을 가로 질러 실질적으로 일정할 수 있다.
특정 구성에서, 코어 층의 하나의 에지 만이 중앙 영역과 상이한 평량을 포함하는 코어 층을 구성하는 것이 바람직할 수 있다. 도 9를 참조하여, 중앙 영역 (910) 및 중앙 영역 (910)의 평량과 상이한 평량을 갖는 에지 (920)를 포함하는 코어 층 (900)이 도시된다. 일부 예에서, 중앙 영역 (910)의 평량은 평균적으로 에지 (920)에서의 평량보다 높을 수 있다. 다른 경우에, 중앙 영역 (910)의 평량은 평균적으로 에지 (920)에서의 평량보다 낮을 수 있다. 본 출원에 언급된 바와 같이, 코어 층 (900)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다. 코어 층 (910)의 상이한 평량 프로파일에 대한 다수의 상이한 가능성 중 몇몇이 도 10a 내지 도 12b에 그래픽으로 도시된다. 도 10a을 참조하여, 중앙 영역 (910)의 평량이 실질적으로 일정한 평량 프로파일이 도시되고, 에지 (920)를 향한 이동은 평량의 선형 감소를 제공한다. 두께는 도 10a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 10b를 참조하여, 중앙 영역 (910)의 평량이 실질적으로 일정하고, 에지 (920)를 향한 이동은 평량의 선형 증가를 제공하는 평량 프로파일이 도시된다. 두께는 도 10b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 11a를 참조하여, 중앙 영역 (910)의 평량이 실질적으로 일정하고, 에지 (920)를 향한 이동은 평량의 비선형 감소를 제공하는 평량 프로파일이 도시된다. 두께는 도 11a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 11b를 참조하여, 중앙 영역 (910)의 평량이 실질적으로 일정하고, 에지 (920)를 향한 이동은 평량의 비선형 증가를 제공하는 평량 프로파일이 도시된다. 두께는 도 11b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 12a을 참조하여, 예를 들어, 존재한다면, 중앙 영역 (910)과 에지 (920) 사이에 전이 구역이 존재하는 경우, 단계적 평량 변화가 있는 평량 프로파일이 도시된다. 이 구성에서, 평량은 선형적으로 떨어지고 (원한다면 전이 구역에서 비선형 적으로 떨어지더라도), 그런 다음 에지 (920)에서 실질적으로 일정하게 수평을 유지한다. 두께는 도 12a에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 도 12b를 참조하여, 예를 들어, 존재한다면, 중앙 영역 (910)과 에지 (920) 사이에 전이 구역이 존재하는 경우, 단계적 평량 변화가 있는 평량 프로파일이 도시된다. 이 구성에서, 평량은 선형적으로 증가하고 (원한다면 전이 구역에서 비선형 적으로 증가할 수 있지만) 그런 다음 에지 (920)에서 실질적으로 일정하게 수평을 유지한다. 두께는 도 12b에서 점선으로 나타낸 바와 같이 일정하거나 실질적으로 균일하다. 본 개시의 이점을 고려할 때, 다른 평량 프로파일은 당업자에 의해 인식될 것이다.
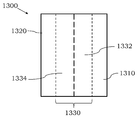
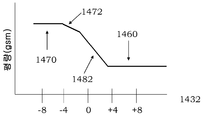
일부 실시 예에서, 전이 구역은 하나 초과의 구역 또는 영역을 포함할 수 있다. 도 13을 참조하여, 영역 (1332, 1334)을 포함하는 전이 구역 또는 영역 (1330)의 확대도가 도시되어 있다. 전이 구역 (1332)에 인접하게 위치된 중앙 영역 (1310)이 도시된다. 전이 구역 (1332, 1334)에서의 평량의 변화는 동일할 필요는 없다. 예를 들어, 도 14a를 참조하여, 영역 (1310)의 평량 (1410) 및 영역 (1320)의 평량 (1420)은 실질적으로 일정하다. 전이 구역 (1332)의 평량 (1432)은 전이 구역 (1334)의 평량 (1442)보다 더 큰 기울기로 감소한다. 전이 구역 (1332, 1334)에 대한 평량의 선형 감소가 도 14a에 도시되어 있지만, 전이 구역 (1332, 1334) 중 하나 또는 둘 모두의 평량은 비선형일 수 있다. 도 14b를 참조하여, 영역 (1310)의 평량 (1460) 및 영역 (1320)의 평량 (1470)은 실질적으로 일정하다. 전이 구역 (1332)의 평량 (1482)은 전이 구역 (1334)의 평량 (1472)보다 더 큰 기울기로 증가한다. 전이 구역 (1332, 1334)에 대한 평량의 선형 증가는 도 14b에 도시되어 있지만, 전이 구역 (1332, 1334) 중 하나 또는 둘 모두의 평량은 비선형일 수 있다. 도시되지는 않았지만, 코어 층 (1300)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
특정 구성에서, 에지에 천공, 슬릿, 홀 등을 의도적으로 포함함으로써 코어 층 및/또는 코어 층을 포함하는 합성 물품의 에지에서 감소된 평량을 갖는 것이 바람직할 수 있다. 하나의 예시가 도 15에 도시되어 있고, 여기서 코어 층은 중앙 영역 (1510), 전이 구역 (1516, 1518) 및 측면 에지 (1520, 1522)를 포함한다. 각각의 측면 에지는 에지 (1520, 1522)에서 평균 평량을 감소시키기 위해 복수의 개구를 포함하는 것으로 도시된다. 예를 들어, 개구 (1552)가 에지 (1520)에 위치되는 것으로 도시된다. 대안적으로, 천공, 슬릿, 홀 등이 중앙 영역에 존재할 수 있어서 중앙 영역에서의 평균 평량이 에지보다 낮다. 도 15b를 참조하여, 코어 층은 중앙 영역 (1560), 전이 구역 (1566, 1568) 및 측면 에지 (1570, 1572)를 포함한다. 중앙 영역 (1560)은 중앙 영역 (1560)에서 평균 평량을 감소시키기 위해 복수의 개구를 포함하는 것으로 도시된다. 예를 들어, 개구 (1582)는 중앙 영역 (1560) 내에 위치되는 것으로 도시되어 있다. 가변 평량의 두 개의 에지가 도 15a 및 15b에 도시되어 있지만, 코어 층은 상이한 평량의 단일 에지만을 포함하고, 개구 (에지에 또는 중앙 영역 내에 또는 둘 모두)가 존재할 수 있다. 마찬가지로 원하는 경우 전이 구역이나 영역이 없을 수 있다. 도 15a 및 도 15b에 도시된 개구는 단지 예시 일 뿐이고 상이한 개구는 상이한 형상 및 크기를 포함할 수 있다. 더욱이, 존재하는 정확한 개구 수는 다양할 수 있으며 에지는 동일한 수의 개구를 가질 필요가 없다. 일반적으로 개구는 개방된 공간을 제공하고 가스가 코어 층을 통해 흐르도록 하며 특정 영역에서 평량을 줄일 수 있다. 개구의 존재는 예를 들어, 코어 층의 두께에 걸쳐 실질적으로 유사한 평량 및 이어서 개구를 제공함으로써 에지에서 평량의 변경을 갖는 코어 층을 생성하는 능력을 포함하는 바람직한 속성을 제공할 수 있다. 대안적으로, 아래에 언급된 바와 같이, 개구를 형성하기 위해 임의의 성형 후 처리(post-formation processing)를 필요로 하지 않고 코어 층을 형성하는 동안 인라인 프로세스로 개구가 형성될 수 있다. 에지 또는 중앙 영역에 존재하는 개구의 정확한 수는 다양할 수 있으며 개구는 슬롯, 슬릿, 천공 등으로 대체되거나 이와 조합하여 사용될 수 있다. 도시되지는 않았지만 개구를 포함하는 코어 층에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
다른 예에서, 하나 이상의 슬롯이 코어 층의 에지 또는 중앙 영역에 존재하여 더 낮은 평균 평량을 갖는 에지 또는 중앙 영역을 제공할 수 있다. 도 16a를 참조하여, 중앙 영역 (1610), 에지 (1620) 및 에지 (1620)의 슬롯 (1652, 1654)을 포함하는 코어 층이 도시된다. 슬롯 (1652, 1654)의 존재는 에지 (1620)에서 평균 평량을 감소시킨다. 중앙 영역 (1610)에서의 평량은 일반적으로 에지 (1620)에서 평균 평량보다 더 높다. 에지 (1620)에 존재하는 슬롯의 정확한 수는 다양할 수 있고, 슬롯은 개구, 슬릿, 천공 등으로 대체되거나 이와 조합하여 사용될 수 있다. 도시되지는 않았지만, 슬롯을 포함하는 코어 층에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
도 16b를 참조하여, 중앙 영역 (1660), 에지 (1670) 및 중앙 영역 (1660)에 슬롯 (1682, 1684)을 포함하는 코어 층이 도시된다. 슬롯 (1682, 1684)의 존재는 에지 (1670)에서 평균 평량을 감소시킨다. 중앙 영역 (1660)에서의 평량은 일반적으로 에지 (1670)에서 평균 평량보다 더 높다. 에지 (1670)에 존재하는 슬롯의 정확한 수는 다양할 수 있으며, 슬롯은 개구, 슬릿, 천공으로 대체되거나 이와 조합하여 사용될 수 있다. 도시되지는 않았지만, 슬롯을 포함하는 코어 층에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
일부 예에서, 에지와 중앙 영역 사이의 정확한 평량 차이는 물품의 의도된 또는 최종 용도에 따라 달라질 수 있다. 일부 예에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 100gsm일 수 있다. 다른 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 90gsm일 수 있다. 일부 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 80gsm일 수 있다. 일부 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 70gsm일 수 있다. 다른 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 60gsm일 수 있다. 일부 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 50gsm일 수 있다. 일부 예에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 40gsm일 수 있다. 다른 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 30gsm일 수 있다. 일부 예에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 20gsm일 수 있다. 일부 예에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 15gsm일 수 있다. 다른 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 10gsm일 수 있다. 일부 예들에서, 에지와 중앙 영역 사이의 평량 차이는 최대 약 5gsm일 수 있다.
특정 실시예에서, 본 출원에 설명된 코어 층은 일반적으로 하나 이상의 열가소성 재료 및 하나 이상의 강화 섬유 재료(reinforcing fiber material)를 포함한다. 코어 층은 일반적으로 코어 층의 전구체이고 반드시 완전히 형성될 필요는 없는 프리프레그(prepreg)로서 먼저 형성될 수 있다. 설명의 편의를 위해, 코어 층이 아래에 설명되고, 그러나 코어 층의 특성이 프리프레그와 동일할 수도 있다. 코어 층은 일반적으로 가스가 코어 층을 통해 흐르도록 하는 다공성 구조이다. 예를 들어, 코어 층은 0-30%, 10-40%, 20-50%, 30-60%, 40-70%, 50-80%, 60-90%, 0-40%, 0-50%, 0-60%, 0-70%, 0-80%, 0-90%, 10-50%, 10-60%, 10-70%, 10-80%, 10 -90%, 10-95%, 20-60%, 20-70%, 20-80%, 20-90%, 20-95%, 30-70%, 30-80%, 30-90%, 30 -95%, 40-80%, 40-90%, 40-95%, 50-90%, 50-95%, 60-95% 70-80%, 70-90%, 70-95%, 80- 90%, 80-95% 또는 이러한 예시적인 범위 내의 예시적인 값의 공극 함량 또는 공극률을 포함할 수 있다. 일부 예에서, 코어 층은 0% 초과, 예를 들어, 완전히 통합되지 않지만, 최대 약 95%의 공극률 또는 공극 함량을 포함한다. 달리 언급되지 않는 한, 특정 공극 함량 또는 공극률을 포함하는 코어 층에 대한 언급은 코어 층의 총 부피를 기준으로 하며, 코어 층과 코어 층에 결합된 다른 재료 또는 층을 더한 총 부피가 반드시 필요한 것은 아니다.
일부 예에서, 열가소성 재료에 의해 함께 홀딩된 강화 섬유의 랜덤 교차로 형성된 웹이 코어 층에 존재할 수 있다. 코어 층의 일 예시의 측면도가 도 17a에 도시되어 있다. 코어 층 (1700)은 일반적으로 비평면 구조를 제공하기 위해 예를 들어, 몰딩(molding), 열 성형(thermoforming), 드로잉(drawing) 등과 같은 추가 처리를 받을 수있는 평면 층을 포함한다. 코어 층 (1700)은 제 1 평균 평량을 갖는 중앙 영역 (1710) 및 제 2 평균 평량을 갖는 에지 (1720)를 포함할 수 있다. 일부 예에서, 제 1 평균 평량은 제 2 평균 평량보다 더 크다. 다른 예에서, 제 1 평균 평량은 제 2 평균 평량보다 적다. 임의의 특정 범위에 구속되기를 원하지 않지만, 제 1 평균 평량은 약 500gsm에서 약 2000gsm, 더욱 구체적으로 약 1000gsm에서 약 1500gsm까지 변화할 수 있다. 제 2 평균 평량은 약 400gsm 내지 약 1800gsm, 더욱 구체적으로, 약 900gsm 내지 약 1500gsm으로 변할 수 있다. 원한다면, 에지 (1720)에서의 평균 평량은 중앙 영역 (1710)에서의 평균 평량보다 적어도 5% 적을 수 있거나, 에지 (1720)에서의 평균 평량은 중앙 영역 (1710)에서 평균 평량보다 적어도 10% 적거나 적어도 15% 적거나 또는 적어도 20% 더 작을 수 있다. 에지 (1720) 및 중앙 영역 (1710)은 동일하거나 상이한 재료 또는 하나의 공통 재료를 포함할 수 있지만 제 2 상이한 재료, 예를 들어, 공통 열가소성 재료이지만 상이한 강화 섬유를 포함할 수 있다. 일부 예에서, 에지 (1720) 및 중앙 영역 (1710)은 동일한 재료를 포함하지만 양이 다르므로 에지 (1720)의 평균 평량은 중앙 영역 (1710)의 평균 평량보다 작다. 다른 예에서, 에지 (1720) 및 중앙 영역 (1710)은 대략 동일한 양의 열가소성 재료 및 강화 섬유를 포함할 수 있지만, 중앙 영역 (1710)의 전체 평균 평량을 증가시키기 위해 팽창 가능한 미소구체(microsphere), 난연제, 추가 섬유 등과 같은 로프팅제(lofting agent)의 추가 재료를 중앙 영역은 또한 포함할 수 있다. 일부 예에서, 에지 (1720) 및 중앙 영역 (1710)은 동일한 재료를 포함하지만 양이 다르므로 에지 (1720)의 평균 평량은 중앙 영역 (1710)의 평균 평량보다 크다. 다른 경우에, 에지 (1720) 및 중앙 영역 (1710)은 대략 동일한 양의 열가소성 재료 및 강화 섬유를 포함할 수 있지만, 에지 (1720)의 전체 평균 평량을 증가시키기 위해 팽창 가능한 미소구체, 난연제, 추가 섬유 등과 같은 로프팅제의 추가 재료를 중앙 영역은 또한 포함할 수 있다. 상기에서 설명된 바와 같이, 에지 (1720)의 평량은 실질적으로 일정할 수 있거나 중앙 영역으로부터 에지(1720)이 바깥쪽 부분으로 이동하면서 변화할 수 있다. 일부 예에서, 코어 층 (1700)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
특정 예들에서 도 17b를 참조하여, 코어 층 (1701)이 중앙 영역 (1710), 에지 (1720) 및 에지 (1720)와 중앙 영역 (1710) 사이의 전이 구역 또는 영역 (1730)을 포함하는 코어 층 (1701)의 다른 예시가 도시된다. 본 출원에서 언급된 바와 같이, 영역 (1730)은 중앙 영역 (1710)에서 에지 (1710)를 향해 이동하는 감소 또는 증가하는 평량으로 존재할 수 있다. 에지 (1720)의 평균 평량은 에지 (1720)의 폭에 걸쳐 실질적으로 일정할 수 있거나 가변적일 수 있다. 일부 예에서, 코어 층 (1701)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
특정 실시예에서, 본 출원에 설명된 코어 층의 열가소성 재료는 적어도 부분적으로 폴리에틸렌, 폴리프로필렌, 폴리스티렌, 아크릴로니트릴 스티렌, 부타디엔, 폴리에틸렌테레프탈레이트, 폴리부틸렌테레프탈레이트, 폴리 부틸렌테트라클로레이트 및 폴리비닐 클로라이드, 가소화 및 비가소화된 및 이들 재료를 서로 또는 다른 폴리머 재료와 혼합물 중 하나 이상을 포함할 수 있다. 다른 적합한 열가소성 재료는 폴리아릴렌 에테르, 폴리 카보네이트, 폴리에스테르카보네이트, 열가소성 폴리에스테르, 폴리이미드, 폴리 에테르이미드, 폴리아미드, 아크릴로니트릴-부틸아크릴레이트-스티렌 폴리머, 아몰퍼스 나일론, 폴리아릴렌 에테르 케톤, 폴리페닐렌 설파이드, 폴리아릴 설폰, 폴리에테르 설폰, 액정 폴리머, PARMAX®로 상업적으로 알려진 폴리 (1,4 페닐 렌) 화합물, Bayer's APEC® PC와 같은 고열 폴리카보네이트, 고온 나일론 및 실리콘, 뿐만 아니라 이러한 재료 또는 다른 폴리머 기재와의 합금 및 혼합물을 포함하지만, 이에 한정되지 않는다. 코어 층을 형성하는 데 사용되는 순수 열가소성 재료는 분말 형태, 수지 형태, 로진(rosing) 형태, 섬유 형태 또는 다른 적합한 형태로 사용될 수 있다. 다양한 형태의 예시적인 열가소성 재료가 본 출원에 설명되어 있으며, 예를 들어, 미국 공개 번호 20130244528 및 US20120065283에도 설명되어 있다. 코어 층에 존재하는 열가소성 재료의 정확한 양은 변할 수 있으며 예시적인 양은 약 20 중량% 내지 약 80 중량% 범위이다. 일부 예에서, 열가소성 재료 로딩 속도(loading rate)는 코어 층의 에지 또는 에지들에서 더 낮은 평량을 제공하기 위해 코어 층의 에지 또는 에지들에서 더 낮을 수 있다. 필수는 아니지만, 폴리올레핀은 코어 층에 존재하고 제품의 다른 층에 대한 코어 층의 기계적 본딩을 향상시키기 위해 생산 동안에 연화될 수 있다.
특정 예에서, 본 출원에 설명된 코어 층의 강화 섬유는 유리 섬유, 탄소 섬유, 흑연 섬유, 합성 유기 섬유, 특히 고 모듈러스(modulus) 유기 섬유 예컨대, 파라(para)-및 메타(meta)-아라미드(aramid) 섬유, 나일론 섬유, 폴리 에스테르 섬유 또는 섬유로 사용하기에 적합한 고 용융 유동 인덱스 수지, 대마, 사이잘, 황마, 아마(flax), 코이어, 케나프 및 셀룰로스 섬유와 같은 천연 섬유, 현무암(basalt)과 같은 미네랄 섬유, 미네랄 울 (예를 들어, 암면 또는 슬래그 울), 규회석, 알루미나 실리카 등, 또는 이들의 혼합물, 금속 섬유, 금속화 천연 및/또는 합성 섬유, 세라믹 섬유, 얀 섬유, 또는 이들의 혼합물을 포함할 수 있다. 일부 예에서, 일 유형의 강화 섬유는 예를 들어, 용융된 광물을 방사(spinning) 또는 드로잉하여 형성된 섬유와 같은 광물 섬유와 함께 사용될 수 있다. 예시적인 광물 섬유는 광물면(mineral wool) 섬유, 유리면 섬유, 암면 섬유 및 세라믹면 섬유를 포함하지만 이에 한정되지는 않는다. 일부 실시예에서, 전술한 임의의 섬유는 원하는 작용기를 제공하거나 섬유에 다른 물리적 특성을 부여하기 위해 사용 전에 화학적으로 처리될 수 있다. 코어 층의 총 섬유 함량은 코어 층의 중량을 기준으로 약 20% 내지 약 90%, 보다 구체적으로, 코어 층의 중량을 기준으로 약 30% 내지 약 70%일 수 있다. 전형적으로, 코어 층을 포함하는 합성 물품의 섬유 함량은 약 20 중량% 내지 약 90 중량%, 더욱 구체적으로, 약 30 중량% 내지 약 80 중량%, 예를 들어, 합성물 중량 기준으로 약 40% 내지 약 70%로 변화한다. 사용된 섬유의 특정 크기 및/또는 배향은 적어도 부분적으로 사용된 폴리머 재료 및/또는 생성된 코어 층의 원하는 특성에 따라 달라질 수 있다. 적합한 추가 유형의 섬유, 섬유 크기 및 양은 본 개시 내용의 이점을 고려할 때 당업자에 의해 용이하게 선택될 것이다. 비 제한적인 하나의 예시에서, 코어 층을 제공하기 위해 열가소성 재료 내에 분산된 섬유는 일반적으로 약 5 마이크론 초과, 보다 구체적으로 약 5 마이크론 내지 약 22 마이크론의 직경 및 약 5 mm 내지 약 약 200mm의 길이를 갖는다. 보다 구체적으로, 섬유 직경은 약 마이크론 내지 약 22 마이크론 일 수 있고 섬유 길이는 약 5 mm 내지 약 75 mm일 수 있다. 일부 구성에서, 난연성 재료는 섬유 형태로 존재할 수 있다. 예를 들어, 코어 층은 열가소성 재료, 강화 섬유 및 난연성 재료를 포함하는 섬유, 예를 들어, EG 재료 또는 무기 난연성 재료를 포함하는 섬유를 포함할 수 있다. 난연성 섬유는 본 출원에 설명된 난연성 재료 중 임의의 하나 이상, 예를 들어, 적절한 다이 또는 다른 디바이스를 사용하여 섬유로 압출되고 절단된 수산화물 재료와 배합된 폴리프로필렌 섬유 또는 적절한 다이 또는 다른 디바이스를 사용하여 섬유로 압출되고 절단된 수산화 재료와 배합된 폴리프로필렌 섬유와 혼합된 EG 재료를 포함할 수 있다. 일부 예에서, 강화 섬유 로딩 속도는 에지 또는 에지들에서 더 낮은 평량을 제공하기 위해 코어 층의 단부 또는 에지에서 더 낮을 수 있다.
일부 구성에서, 코어 층은 특정 응용 분야를 위한 유해 물질 요건에 대한 제한을 충족시키기 위해 실질적으로 할로겐이 없는 또는 할로겐이 없는 층일 수 있다. 다른 예에서, 코어 층은 할로겐화 난연제 (난연 재료에 존재할 수 있거나 추가로 난연성 재료에 추가될 수 있음) 예를 들어, F, Cl, Br, I 및 At 또는 그러한 할로겐을 포함하는 화합물 예를 들어, 테트라브로모 비스페놀-A 폴리 카보네이트 또는 모노할로-, 디할로-, 트리할로- 또는 테트라 할로-폴리 카보네이트 중 하나 이상을 포함하는 할로겐화 난연제를 포함할 수 있다. 일부 예에서, 코어 층에 사용되는 열가소성 재료는 다른 난연제의 첨가없이 일부 난연성을 부여하기 위해 하나 이상의 할로겐을 포함할 수 있다. 예를 들어, 열가소성 재료는 난연성 재료가 존재하는 것에 추가하여 할로겐화될 수 있거나, 순수 열가소성 재료는 할로겐화되어 단독으로 사용될 수 있다. 할로겐화 난연제가 존재하는 경우, 난연제는 존재하는 다른 성분에 따라 달라질 수있는 난연제 양으로 존재하는 것이 바람직하다. 예를 들어, 난연성 재료에 추가하여 존재하는 할로겐화 난연제는 약 0.1 중량% 내지 약 40 중량% (프리프레그의 중량 기준), 보다 구체적으로 약 0.1 중량% 내지 약 15 중량%로 예를 들어, 약 5 중량% 내지 약 15 중량%로 존재할 수 있다. 원하는 경우, 두 개의 다른 할로겐화 난연제가 코어 층에 첨가될 수 있다. 다른 경우에, 예를 들어, N, P, As, Sb, Bi, S, Se 및 Te 중 하나 이상을 포함하는 난연제와 같은 비 할로겐화 난연제가 첨가될 수 있다. 일부 실시예에서, 비 할로겐화 난연제는 인산화된 재료를 포함할 수 있어서 코어 층이 보다 환경 친화적일 수 있다. 비 할로겐화 또는 실질적으로 할로겐이 없는 난연제가 존재하는 경우, 난연제는 바람직하게는 존재하는 다른 성분에 따라 변할 수 있는 난연제 양으로 존재한다. 예를 들어, 실질적으로 할로겐이 없는 난연제는 약 0.1 중량% 내지 약 40 중량% (프리프레그의 중량 기준), 더욱 구체적으로, 약 5 중량% 내지 약 40 중량% 예를 들어, 코어 층의 중량을 기준으로 약 5 중량% 내지 약 15 중량%로 존재할 수 있다. 원하는 경우, 2 개의 상이한 실질적으로 할로겐이 없는 난연제가 코어 층에 첨가될 수 있다. 특정 예에서, 본 출원에 설명된 코어 층은 하나 이상의 실질적으로 할로겐이 없는 난연제와 조합된 하나 이상의 할로겐화 난연제를 포함할 수 있다. 2 개의 상이한 난연제가 존재하는 경우, 2 개의 난연제의 조합은 난연제 양으로 존재할 수 있으며, 이는 존재하는 다른 성분에 따라 달라질 수 있다. 예를 들어, 존재하는 난연제의 총 중량은 약 0.1 중량% 내지 약 40 중량% (프리프레그 또는 코어의 중량 기준), 보다 구체적으로 약 5 중량% 내지 약 40 중량%, 예를 들어, 코어 층의 중량을 기준으로 약 2 중량% 내지 약 14 중량%일 수 있다. 본 출원에 설명된 코어 층에 사용되는 난연제는 열가소성 재료 및 섬유를 포함하는 혼합물에 첨가될 수 있거나 (와이어 스크린 또는 다른 가공 성분에 혼합물을 처리하기 전에) 코어 층이 형성된 후에 첨가될 수 있다. 원하는 경우 수산화 알루미늄, 수산화 마그네슘 또는 팽창 가능한 흑연 재료가 코어 층에 존재할 수 있다.
일부 예에서, 코어 층의 하나 이상의 표면 상에 스킨 층(skin layer)을 배치함으로써 코어 층을 사용한 합성 물품이 형성될 수 있다. 도 17c를 참조하여, 중앙 영역 (1710) 및 에지 (1720)를 포함하는 코어 층 상에 배치된 스킨 층 (1760)을 포함하는 합성 물품 (1702)이 도시된다. 예를 들어, 층 (1760)은 예를 들어, 코어 층에 배치된 스크림(scrim) (예를 들어, 섬유 기반 스크림), 호일(foil), 직포(woven fabric), 부직포(non-woven fabric)를 포함하거나 또는 무기 코팅, 유기 코팅, 또는 열경화성 코팅으로 존재한다. 다른 예에서, 층 (1760)은 1996 년에 발행된 ISO 4589에 따라 측정된 약 22보다 큰 제한 산소 인덱스를 포함할 수 있다. 섬유 기반 스크림이 층 (1760)으로서 (또는 그 일부로서) 존재하는 경우, 섬유 기반 스크림은 유리 섬유, 아라미드 섬유, 흑연 섬유, 탄소 섬유, 무기 광물 섬유, 금속 섬유, 금속화 합성 섬유 및 금속화 무기 섬유 중 적어도 하나를 포함할 수 있다. 열경화성 코팅이 층 (1760)으로서 (또는 그 일부로서) 존재하는 경우, 코팅은 불포화 폴리우레탄, 비닐 에스테르, 페놀 및 에폭시 중 적어도 하나를 포함할 수 있다. 무기 코팅이 층 (1760)으로서 (또는 그 일부로서) 존재하는 경우, 무기 코팅은 Ca, Mg, Ba, Si, Zn, Ti 및 Al로부터 선택된 양이온을 함유하는 광물을 포함할 수 있거나 석고, 탄산 칼슘 및 모르타르 중 적어도 하나를 포함 할 수있다. 부직포가 층 (1760)으로서 (또는 그 일부로서) 존재하는 경우, 부직포는 열가소성 재료, 열 경화 바인더, 무기 섬유, 금속 섬유, 금속화 무기 섬유 및 금속화 합성 섬유를 포함할 수 있다. 원한다면, 중간 층 (미도시)이 코어 층과 스킨 층 (1760) 사이에 존재할 수 있다. 다른 예에서, 접착 층 또는 중간 층이 스킨 (1760)과 코어 사이에 존재하지 않는다. 일부 예에서, 합성 물품 (1702)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다. 일부 실시 예에서, 스킨 층 (1760)은 발수 스크림(water repellent scrim), 예를 들어, ISO 23232 : 2009 하에서 테스트된 등급 반발 성(repellency)이 적어도 6 또는 6 또는 8인 스크림일 수 있다.
일부 예에서, 합성 물품은 또한 코어 층의 다른 표면 상에 배치된 제 2 스킨 층을 포함할 수 있다. 도 17d를 참조하여, 스킨 층 (1760, 1770)을 포함하는 합성 물품 (1703)이 도시되어 있다. 층 (1770)은 층 (1760)과 동일하거나 상이할 수 있다. 일부 예에서, 층 (1770)은 예를 들어, 코어 층 상에 배치된 스크림 (예를 들어, 섬유 기반 스크림), 호일, 직포, 부직포를 포함할 수 있거나 또는 무기 코팅, 유기 코팅, 또는 열경화성 코팅으로 존재한다. 다른 예에서, 층 (1770)은 1996 년에 발행된 ISO 4589에 따라 측정된 약 22보다 큰 제한 산소 인덱스를 포함할 수 있다. 섬유 기반 스크림이 층 (1770)으로서 (또는 그 일부로서) 존재하는 경우, 섬유 기반 스크림은 유리 섬유, 아라미드 섬유, 흑연 섬유, 탄소 섬유, 무기 광물 섬유, 금속 섬유, 금속화 합성 섬유 및 금속화 무기 섬유 중 적어도 하나를 포함할 수 있다. 열경화성 코팅이 층 (1770)으로서 (또는 그 일부로서) 존재하는 경우, 코팅은 불포화 폴리 우레탄, 비닐 에스테르, 페놀 및 에폭시 중 적어도 하나를 포함할 수 있다. 무기 코팅이 층 (1770)으로서 (또는 그 일부로서) 존재하는 경우, 무기 코팅은 Ca, Mg, Ba, Si, Zn, Ti 및 Al로부터 선택된 양이온을 함유하는 광물을 포함할 수 있거나 석고, 탄산 칼슘 및 모르타르 중 적어도 하나를 포함할 수 있다. 부직포가 층 (1770)으로서 (또는 그 일부로서) 존재하는 경우, 부직포는 열가소성 재료, 열경화 바인더, 무기 섬유, 금속 섬유, 금속화 무기 섬유 및 금속화 합성 섬유를 포함할 수 있다. 원한다면, 중간 층 (미도시)이 코어 층과 스킨 층 (1770) 사이에 존재할 수 있다. 다른 예에서, 접착 층 또는 중간 층이 스킨 (1770)과 코어 사이에 존재하지 않는다. 일부 예에서, 합성 물품 (1703)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다. 일부 실시 예에서, 스킨 층 (1770)은 발수 스크림, 예를 들어, ISO 23232 : 2009 하에서 테스트된 등급 반발성이 적어도 6 또는 6 또는 8인 스크림일 수 있다.
특정 실시예에서, 본 출원에 설명된 합성 물품에 존재하는 스킨 층은 또한 가변 평량을 포함할 수 있다. 예를 들어, 도 17e를 참조하여, 상이한 평량의 영역 (1782, 1784)을 갖는 스킨 층을 포함하는 합성 물품 (1704)이 도시된다. 특정 예에서, 영역 (1784)의 평균 평량은 영역 (1782)의 평균 평량보다 작을 수 있다. 도시되지는 않았지만, 가변 평량을 갖는 또 다른 스킨층이 원한다면 도 17e에 도시된 코어 층의 반대 표면에 존재할 수 있다. 영역 (1784)에서의 평량은 예를 들어, 영역 (1782)의 평균 평량보다 적어도 5% 적거나, 적어도 10% 적거나 적어도 20% 적을 수 있다. 다른 경우에, 영역(1784)에서의 평량은 예를 들어, 영역(1782)의 평균 평량보다 적어도 5%, 적어도 10% 또는 적어도 20% 클 수 있다. 일부 예에서, 합성 물품 (1704)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
일부 예에서, 본 출원에 설명된 합성 물품은 하나 이상의 스킨 층이 배치된 추가 층을 포함할 수 있다. 도 17f를 참조하여, 스킨 층 (1760) 상에 배치된 추가 층 (1790)을 포함하는 합성 물품 (1705)이 도시된다. 추가 층 (1790)은 다른 스킨 층일 수 있거나 상이한 층 또는 재료를 포함할 수 있다. 예를 들어, 추가 층 (1790)은 장식 층, 텍스처 층, 착색 층, 알루미늄 또는 다른 금속 층 등으로 구성될 수 있다. 예를 들어, 장식 층은 예를 들어, 폴리 비닐 클로라이드, 폴리올레핀, 열가소성 폴리에스테르, 열가소성 엘라스토머 등의 열가소성 필름으로부터 형성될 수 있다. 장식 층은 또한 예를 들어, 폴리 프로필렌, 폴리에틸렌, 폴리비닐 클로라이드, 폴리우레탄 등으로 형성된 발포체 코어(foam core)를 포함하는 다층 구조(multi-layered structure)일 수 있다. 천연 섬유 및 합성 섬유로 만들어진 직물, 니들 펀칭 후 유기 섬유 부직포, 기모 직물(raised fabric), 편물(knitted good), 플록 직물(flocked fabric) 또는 다른 이러한 재료와 같은 직물이 발포체 코어에 본딩될 수 있다. 직물은 또한 감압 접착제 및 핫 용융 접착체 예컨대, 폴리아미드, 개질된 폴리올레핀, 우레탄 및 폴리올레핀를 포함하는 열가소성 접착제를 사용하여 발포체 코어에 본딩될 수 있다. 장식 층은 또한 스펀 본드, 열 본딩, 스펀 레이스, 용융 취입(melt-blown), 습식 및/또는 건식 공정을 사용하여 생성될 수 있다. 절연 또는 흡음 층이 또한 본 출원에 설명된 물품의 하나 이상의 표면에 본딩될 수 있고, 절연 또는 흡음 층은 필요에 따라 개방 또는 폐쇄, 예를 들어, 개방형 셀 발포체 또는 폐쇄형 셀 발포체일 수 있다. 레저용 차량 패널의 경우, 층 (1790)은 레저용 차량의 외부 표면에 있는 외부 벽 패널, 예를 들어, 알루미늄 패널, 겔 코트 패널, 벽 또는 다른 재료일 수 있다. 일부 예에서, 합성 물품 (1705)에 걸친 두께는 일정하거나 실질적으로 균일할 수 있다.
특정 실시예에서, 본 출원에 설명된 코어 층 및/또는 물품은 일반적으로 강화 섬유 및 열가소성 재료 옵션으로 난연성 재료 또는 다른 재료와 조합하여 사용하여 조제될 수 있다. 코어 층을 생성하기 위해, 열가소성 재료, 강화 섬유 및 옵션으로 다른 재료를 임펠러가 장착된 개방형 혼합 탱크에 포함된 분산 발포체에 추가하거나 계량(meter)할 수 있다. 특정 이론에 얽매이지 않고, 발포체의 트랩(trap)된 공기 포켓의 존재는 강화 섬유, 열가소성 재료 및 다른 재료를 분산시키는 데 도움이 될 수 있다. 일부 예에서, 섬유 및 열가소성 수지의 분산된 혼합물은 분산 매니 폴드를 통해 제지 기계의 와이어 섹션 위에 위치한 헤드 박스(head-box)로 펌핑될 수 있다. 섬유 또는 열가소성 수지가 아닌 발포체는 분산된 혼합물이 압력을 사용하여 와이어 스크린과 같은 이동 지지체에 제공되어 균일한 섬유질 습식 웹을 지속적으로 생성함에 따라 제거될 수 있다. 이하에서 더 상세히 논의되는 바와 같이, 일부 경우에 이동 지지체의 정확한 구성 및/또는 사용되는 압력은 가변 평량을 갖는 코어 층을 제공하도록 선택될 수 있다. 습식 웹은 수분 함량을 줄이고 열가소성 재료를 용융시키거나 연화시키기 위해 적절한 온도에서 건조기를 통과할 수 있다. 고온 웹이 건조기를 빠져 나갈 때, 예를 들어, 텍스처 필름과 같은 표면 층은 강화 섬유, 열가소성 재료 및 텍스처 필름의 웹을 가열된 롤러 세트의 닙(nip)을 통해 통과시킴으로써 웹 상에 라미네이트(laminate)될 수 있다. 원하는 경우, 예를 들어, 다른 필름 층, 스크림 층 등과 같은 추가 층이 또한 텍스처 필름과 함께 웹의 한쪽 또는 양쪽에 부착되어 생성된 합성재의 취급을 용이하게 할 수 있다. 합성재는 장력 롤(tension roll)을 통과하고 나중에 최종 합성 물품으로 성형하기 위해 원하는 크기로 연속적으로 절단 (길로틴처리((guillotined))될 수 있다. 이러한 합성재를 형성하는 데 사용되는 적절한 재료 및 가공 조건을 포함하여 이러한 합성재의 조제에 관한 추가 정보는 예를 들어, 미국 특허 6,923,494, 4,978,489, 4,944,843, 4,964,935, 4,734,321, 5,053,449, 4,925,615, 5,609,966 및 미국 특허 출원 공개 번호 US 2005/0082881, US2005/0228108, US 2005/0217932, US 2005/0215698, US 2005/0164023 및 US 2005/0161865에 설명되어 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 또는 실질적으로 균일한 두께를 포함할 수 있다.
일부 실시예에서, 증가된 양의 강화 섬유 및/또는 열가소성 재료를 남기기 위해 이동 지지체의 특정 영역으로부터 발포체를 강제 배출하기 위해 이동 지지체의 특정 영역에 양압이 제공될 수 있다. 도 18에 예시가 도시되어 있고, 여기서 공기 헤드 (1810)는 지지 엘리먼트 (1805)의 일부 위에 위치하는 것으로 도시되어 있다. 공기 헤드 (1810)는 이동 지지체 (1805)의 표면에 양압을 제공하기 위해 공기 공급원, 예를 들어, 주변 공기, 질소 또는 이산화탄소와 같은 불활성 가스 등에 유체 흐름 가능하게 결합될 수 있다. 복수의 상이한 공기 노즐 또는 제트가 지지체 (1805)의 표면에 공기를 제공하기 위해 공기 헤드 (1810)에 존재할 수 있다. 이동 지지체의 에지는 일반적으로 공기를 받지 않으며 이동 지지체 (1805)의 부피를 차지하는 발포체 또는 액체의 양이 증가한다. 코어 층이 건조되어 발포체 또는 액체를 제거할 때, 에지에 남아있는 강화 섬유 및/또는 열가소성 재료의 양은 일반적으로 코어 층의 중앙 영역에 존재하는 것 보다 적다. 다른 경우에, 중앙 영역이 공기를 받지 않도록 공기 헤드를 에지에 배치할 수 있다. 코어 층이 건조되어 발포체 또는 액체를 제거할 때, 중앙 영역에 남아 있는 강화 섬유 및/또는 열가소성 재료의 양은 일반적으로 코어 층의 에지에 존재하는 양보다 적다. 이동 지지체 (1805)에 제공되는 정확한 양압은 예를 들어, 약 1 내지 10psi에서 변할 수 있다. 일반적으로, 양압은 이동 지지체 (1805)로부터 일부 발포체 및/또는 액체를 강제 배출하기에 충분히 높지만, 이동 지지체 (1805)로부터 강화 섬유 및/또는 열가소성 재료를 강제 배출하거나 변위 시키기에는 그렇게 높지 않다. 원하는 경우, 이동 지지체의 전체 표면에 양압이 제공될 수 있지만 양압은 중앙 영역 또는 에지보다 중앙 영역에서 더 높을 수 있다. 또한, 전이 영역 또는 구역은 일부 양압이 공기 헤드 (1810)의 에지에 제공되지만 공기 헤드 (1810)의 중앙 영역에서만큼 양압이 아니기 때문에 공기 헤드 (1810)의 에지에 인접한 코어 층을 초래할 수 있다. 원하는 경우, 공기 헤드 (1810)의 폭을 가로 질러 상이한 압력이 제공될 수 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 또는 실질적으로 균일한 두께를 포함할 수 있다.
일부 예에서, 증가된 양의 강화 섬유 및/또는 열가소성 재료를 남기기 위해 이동 지지체의 특정 영역으로부터 발포체를 인출하기 위해 이동 지지체의 특정 영역에 음압이 제공될 수 있다. 도 19에 예시가 도시되어 있고 진공 헤드 (1910)가 지지 엘리먼트 (1905)의 일부 아래에 위치하는 것으로 도시되어 있다. 진공 헤드 (1910)는 이동 지지체 (1905)의 표면에 음압을 제공하기 위해 펌프에 유체 흐름 가능하게 결합될 수 있다. 지지체 (1905)의 표면으로부터 공기 및/또는 액체를 인출하기 위해 진공 헤드 (1910)에 복수의 상이한 포트가 존재할 수 있다. 일부 구성에서, 이동 지지체 (1905)의 에지는 일반적으로 어떠한 진공 압력도 받지 않으며 이동 지지체(1905)의 부피를 차지하는 증가된 양의 발포체 또는 액체를 갖는다. 다른 구성에서, 이동 지지체 (1905)의 에지는 진공 압력을 받고, 이동 지지체 (1905)의 부피를 차지하는 발포체 또는 액체의 양이 감소한다. 차동 음압의 인가는 코어 층의 다른 영역에서 가변 평량을 제공할 수 있다. 이동 지지체 (1905)에 제공되는 정확한 음압은 예를 들어, 약 1 내지 10 psi의 진공 압력에서 변할 수 있다. 일반적으로, 음압은 이동 지지체 (1905)로부터 일부 발포체 및/또는 액체를 인출할 만큼 충분히 높지만 이동 지지체 (1905)로부터 강화 섬유 및/또는 열가소성 재료를 인출하거나 제거하기에는 그렇게 높지 않다. 원하는 경우, 이동 지지체의 전체 표면에 압력이 제공될 수 있지만 음압은 에지보다 중앙 영역에서 또는 중앙 영역보다 에지에서 더 클 수 있다. 또한, 전이 영역 또는 구역은 진공 헤드 (1910)의 에지에 약간의 음압이 제공되지만 진공 헤드 (1910)의 중앙 영역에서만큼 많은 음압이 제공되지 않기 때문에 진공 헤드 (1910)의 에지에 인접한 코어 층을 초래할 수 있다. 원한다면, 진공 헤드 (1910)의 폭에 걸쳐 상이한 음압이 제공될 수 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 또는 실질적으로 균일한 두께를 포함할 수 있다.
일부 예에서, 양압 및 음압 모두가 코어 층을 제공하기 위해 사용될 수 있다. 도 20을 참조하여, 이동 지지체 (2005), 공기 헤드 (2010) 및 진공 헤드 (2015)를 포함하는 시스템이 도시되어 있다. 공기 헤드 (2010)는 이동 지지체 (2005)상의 열가소성 재료 및 강화 섬유의 분산액에 양압을 제공하여 분산액에서 발포체 및/또는 액체를 강제로 빼내도록 구성될 수 있다. 진공 헤드 (2015)는 이동 지지체 (2005)상의 열가소성 재료 및 강화 섬유의 분산액에 음압을 제공하여 분산액으로부터 발포체 및/또는 액체를 인출하도록 구성될 수 있다. 생성된 코어 층은 일반적으로 코어 층의 다른 영역에서 보다 공기 헤드 (2010) 및 진공 헤드 (2015)에 인접한 영역에서 더 높은 평량을 포함한다. 공기 헤드 (2010)와 진공 헤드 (2015)가 제공하는 정확한 절대 압력은 동일하거나 다를 수 있다. 일부 예에서, 제공된 양압보다 더 큰 음압이 제공된다. 다른 예에서, 제공된 음압보다 더 큰 양압이 제공된다. 추가 예에서, 공기 헤드 (2010) 및 진공 헤드 (2015)에 의해 제공되는 절대 압력은 거의 동일할 수 있다. 특정 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 또는 실질적으로 균일한 두께를 포함할 수 있다.
특정 실시예에서, 상이한 피처, 예를 들어, 상이한 크기의 구멍(opening), 상이한 재료 등으로 구성된 이동 지지체를 사용하여 코어 층의 폭에 걸쳐 가변 평량을 갖는 코어 층을 제공하는 것이 바람직할 수 있다. 도 21을 참조하여, 와이어 스크린으로 구성된 이동 지지체 (2100)가 도시되어 있다. 와이어 스크린은 서로 다른 영역 (2110, 2122 및 2124)에서 상이하게 구성된다. 예를 들어, 스크린의 와이어 사이의 구멍은 영역 (2110)에서 (평균적으로) 더 작을 수 있어서 영역 (2122, 2124)에서 보다 (2110)에서 더 많은 강화 섬유 및/또는 열가소성 재료를 보유하는 데 도움이 된다. 영역 (2122, 2124)의 메시 크기를 평균적으로 메시 크기 (2110)보다 크게 선택함으로써, 더 적은 양의 강화 섬유 및/또는 열가소성 재료가 이동 지지체(2100)의 에지 (2122, 2124)에 보유될 수 있다. 이동 지지체 (2100) 상에 남아있는 분산액으로부터 발포체 및/또는 임의의 액체가 제거될 때, 코어 층의 중앙 영역에서의 평균 평량은 에지에서의 평균 평량보다 클 수 있다. 원한다면, 메시 크기는 에지 (2122, 2124)에서 더 작아져서 에지 (2122, 2124)에 보유된 강화 섬유 및/또는 열가소성 재료의 양을 증가시킬 수 있다. 일부 예에서, 하나 이상의 닙 롤러 쌍 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
다른 구성에서, 이동 지지체는 강화 섬유 및/또는 열가소성 재료의 어떠한 분산도 보유하지 않도록 설계된 하나 이상의 개방 영역을 포함할 수 있다. 하나의 예시가 도 22에 도시되어 있다. 실질적으로 동일한 메시 크기를 갖는 와이어 스크린으로 구성된 이동 지지체 (2210)는 이동 지지체 (2210)의 에지에 개방 영역 (2232, 2234 및 2236)을 포함한다. 개방 영역 (2232, 2234 및 2236)은 일반적으로 코어 층의 형성 동안 개방 영역 (2232, 2234 및 2236)에 분산액이 거의 또는 전혀 남지 않도록 크기가 정해지고 배열된다. 개방 영역 (2232, 2234 및 2236)의 존재는 일반적으로 코어 층의 중앙에서의 평균 평량보다 낮은 에지에서의 평균 평량을 갖는 코어 층으로 귀결된다. 대안적으로, 이동 지지체는 임의의 개방 영역을 갖지 않을 수 있으며, 에지에서 평균 평량을 감소시키기 위해 에지에서 개구가 형성 예를 들어, 드릴, 절단, 에칭이 될 수 있다. 다른 구성에서, 개방 영역은 지지 엘리먼트의 중앙 영역에 존재할 수 있으므로 중앙 영역의 평균 평량은 에지의 평균 평량보다 작다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러(heated nip roller))를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
특정 실시 예에서, 코어 층을 형성할 때, 재료 스트립이 중앙 영역에 추가되어 해당 영역에서 전체 평량을 증가시킬 수 있다. 스트립은 프리프레그 형성 동안에 배치될 수 있다. 도 23을 참조하여, 강화 섬유의 스트립 (2332, 2334, 2336)이 코어 층 (2310)에 추가되어 코어 층 (2350)을 제공하는 공정이 개략적으로 도시되어 있다. 스트립 (2332, 2334, 2336)을 추가함으로써, 코어 층 (2350)의 중앙 영역에서의 평균 평량은 코어 층 (2350)의 에지에서 평균 평량보다 크다. 대안적으로, 스트립이 에지에서 대신 추가될 수 있어서 에지에서의 평량은 더 높다. 일부 예에서, 재료 스트립은 함께 배치될 때 물품의 에지에 추가된다. 예를 들어, 각각 중앙 영역보다 낮은 평량을 갖는 에지를 포함하는 두 개의 물품이 서로 옆에 위치될 수 있고, 재료 스트립이 에지를 덮고 겹쳐서 두 물품을 서로 결합할 수 있다. 스트립을 2 개의 물품에 결합한 후, 결합된 물품에 걸친 평량은 거의 동일할 수 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
다른 예에서, 마스크 또는 템플릿을 사용하여 분산액의 증착을 이동 지지체로 선택적으로 가이드할 수 있다. 예를 들어, 마스크는 이동 지지체의 외부 에지 (또는 중앙 영역)에 증착되어 해당 영역이 분산액을 받는 것을 차단하고/하거나 적어도 일정 기간 동안 이동 지지체에 적재될 수 있는 재료의 양을 줄인다. 그런 다음 마스크는 코어 층의 추가 처리 전에 제거되어 중앙 영역에서 보다 에지에서 더 낮은 평량을 갖는 코어 층을 제공할 수 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
일부 예에서, 이동 지지체 자체는 실질적으로 임의의 재료가 보스(boss) 또는 돌출부의 영역에 증착되는 것을 방지하도록 설계된 보스 또는 돌출부를 포함할 수 있다. 도 24를 참조하여, 지지 엘리먼트 (2400)의 표면으로부터 돌출하는 보스 (2410)를 포함하는 지지 엘리먼트 (2400)의 측면도이다. 보스 (2410)는 일반적으로 비 다공성이므로 열가소성 재료 및/또는 강화 섬유가 최종 형성된 프리프레그 또는 코어 층의 보스 (2410)의 위치에서 끝나지 않는다. 보스 (2410)는 에지에서 평균 평량을 감소시키기 위해 프리프레그 또는 코어 층의 에지에 개방 공간이 존재하도록 설계된다. 두 개 이상의 보스 또는 다른 피처가 지지 엘리먼트 (2400) 상에 존재하고 원하는 대로 위치될 수 있다. 일부 예에서, 하나 이상의 쌍의 닙 롤러 (옵션으로 가열된 닙 롤러)를 사용하여 합성 물품을 합성 물품의 폭에 걸쳐 일정하거나 실질적으로 균일한 두께로 압축할 수 있고, 예를 들어, 가로 방향은 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
특정 예에서, 본 출원에 설명된 코어 층은 레저용 차량 패널, 벽 패널, 건물 패널, 지붕, 바닥 또는 다른 용도에서 내부 사용을 위해 구성된 합성 물품에 사용될 수 있다. 본 출원에서 언급된 바와 같이, 합성 물품은 일반적으로 원래 생산된 상태로 사용되며 몰딩되지 않는다. 특정 예에서, 본 출원에 설명된 물품은 천장 타일로 구성될 수 있다. 도 25를 참조하여, 타일 (2510)과 같은 복수의 천장 타일이 지지 구조물에 의해 형성된 그리드에 놓인 지지 구조물 (2502, 2503, 2504 및 2505)을 포함하는 천장 타일 그리드 (2500)가 도시된다. 일부 예에서, 천장 타일은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 여기서 다공성 코어 층은 난연제 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 일부 예에서, 천장 타일의 에지는 천장 타일의 중앙 영역보다 낮은 평량을 포함할 수 있다. 다른 예에서, 천장 타일의 에지는 천장 타일의 중앙 영역보다 더 높은 평량을 포함할 수 있다. 일부 예에서, 천장 타일은 개방형 셀 스킨 상에 배치된 다공성 장식 층, 예를 들어, 직물, 천 또는 다른 층을 포함할 수 있다. 특정 예에서, 천장 타일의 난연제는 팽창 가능한 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 추가 예에서, 난연제는 다공성 코어 층에 균질로 분산될 수 있다. 일부 예에서, 열가소성 재료는 폴리올레핀 수지를 포함한다. 특정 실시예에서, 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 일부 경우에, 천장 타일의 다공성 코어 층은 점토(clay)를 추가로 포함한다. 일부 예에서, 천장 타일은 한 방향, 예를 들어, 천장 타일의 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
특정 예에서, 본 출원에 설명된 임의의 하나 이상의 물품은 큐비클 패널로 구성될 수 있다. 도 26을 참조하여, 측면 패널 (2610, 2630) 및 중앙 패널 (2630)을 포함하는 큐비클 (2600)의 평면도가 도시되어 있다. 패널 (2610-2630) 중 임의의 하나 이상은 본 출원에 설명된 다공성 코어 층 중 하나를 포함할 수 있다. 큐비클 패널은 또한 하나 이상의 스킨 층을 포함할 수 있다. 일부 예에서, 큐비클 벽 패널은 다른 큐비클 벽 패널에 결합하도록 크기가 정해지고 배열되며 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하며, 여기서 다공성 코어 층은 난연제 및 적어도 2000 gsm 또는 적어도 2100 gsm 또는 적어도 2200 gsm 또는 적어도 2300 gsm 또는 적어도 2400 gsm 또는 적어도 2500 gsm의 면적 또는 평량을 포함한다. 일부 예에서, 큐비클 패널의 에지는 큐비클 패널의 중앙 영역보다 낮은 평량을 포함할 수 있다. 다른 예에서, 큐비클 패널의 에지는 큐비클 패널의 중앙 영역보다 더 높은 평량을 포함할 수 있다. 추가 예에서, 큐비클 벽 패널의 난연제는 팽창 가능한 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 일부 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 다른 예에서, 열가소성 재료는 폴리올레핀 수지를 포함한다. 특정 실시예에서, 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 일부 경우에, 큐비클 벽 패널의 다공성 코어 층은 점토를 추가로 포함한다. 일부 예에서, 큐비클 벽은 큐비클 벽의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
특정 실시예에서, 본 출원에 설명된 임의의 하나 이상의 물품은 구조 패널(structural panel)로서 구성될 수 있다. 구조 패널은 예를 들어, 하부 바닥재, 벽 외장재, 지붕 외장재, 캐비닛, 조리대 등의 구조적 지지체, 계단 트레드, 합판 및 다른 용도의 대체재로 사용될 수 있다. 원하는 경우, 구조 패널은 예를 들어, 합판, 배향된 스트랜드 보드 또는 주거 및 상업용 셋팅에서 일반적으로 사용되는 다른 건축 패널과 같은 다른 기재에 결합될 수 있다. 도 27a를 참조하여, 구조 패널 (2710)의 평면도가 도시되어 있다. 패널 (2710)은 본 출원에 설명된 코어 층 중 임의의 하나를 포함할 수 있다. 원하는 경우, 2 개 이상의 구조 패널이 방의 내부를 향하는 스킨과 방의 내부에서 바깥 쪽을 향하는 다른 구조 패널의 다른 스킨으로 샌드위치 될 수 있다. 일부 예에서, 구조 패널은 또한 도 27b에 도시된 구조 기재 (2720)을 포함할 수 있다. 예를 들어, 구조 패널은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함할 수 있으며, 여기서 다공성 코어 층은 난연제 및 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 일부 예에서, 구조 패널의 에지는 구조 패널의 중앙 영역보다 낮은 평량을 포함할 수 있다. 다른 예에서, 구조 패널의 에지는 구조 패널의 중앙 영역보다 더 높은 평량을 포함할 수 있다. 구조 기재 (2720)의 정확한 특성은 다양할 수 있으며 합판, 석고 보드, 목재 판자, 목재 타일, 시멘트 보드, 배향된 스트랜드 보드, 폴리머 또는 비닐 또는 플라스틱 패널 등을 포함하지만 이에 한정되지 않는다. 일부 예에서, 구조 기재는 합판 패널, 석고 보드, 목재 타일, 세라믹 타일, 금속 타일, 목재 패널, 콘크리트 패널, 콘크리트 보드 또는 벽돌을 포함한다. 다른 예에서, 난연제가 존재할 수 있고, 예를 들어, 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함할 수 있다. 일부 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 일부 실시예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 원하는 경우, 구조 패널은 제 1 구조 패널의 스킨 층에 결합된 제 2 구조 패널을 추가로 포함할 수 있으며, 여기서 제 2 구조 패널은 다공성 구조 패널이다. 일부 예에서, 구조 패널은 구조 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다.
특정 예에서, 본 출원에 설명된 물품 중 임의의 하나 이상은 벽 보드 또는 벽 패널로 구성될 수 있다. 벽 패널은 예를 들어, 건물의 스터드(stud) 또는 구조 부재를 덮고 천장 장선(joist) 또는 트러스(truss) 등을 덮는 데 사용할 수 있다. 원하는 경우, 벽 패널은 예를 들어, 타일, 목재 패널, 석고, 콘크리트 받침 보드(backer board) 또는 주거 및 상업용 셋팅에서 일반적으로 사용되는 다른 벽 패널 기재와 같은 다른 기재에 결합될 수 있다. 도 28을 참조하여, 벽 패널 (2800)의 측면도가 도시되어 있다. 패널 (2800)은 본 출원에 설명된 다공성 코어 층 중 하나를 포함할 수 있다. 본 출원에 언급된 바와 같이, 패널은 또한 그 표면에 하나 이상의 스킨을 포함할 수 있다. 원하는 경우, 2 개 이상의 벽 패널은 방의 내부를 향하는 하나의 개방형 셀 스킨과 방의 내부에서 바깥 쪽을 향하는 다른 벽 패널의 개방형 셀 스킨으로 샌드위치 될 수 있다. 일부 예에서, 벽 패널 (2800)은 벽 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 일부 예에서, 벽 패널 (2800)은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층 (2810)을 포함하며, 여기서 다공성 코어 층은 난연제 및 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 벽 패널 (2800)은 또한 다공성 코어 층 (2810)의 제 1 표면에 결합된 적어도 하나의 스킨 (2820)을 포함할 수 있다. 도시되지는 않았지만, 제 2 스킨은 코어 층 (2810)의 제 2 표면 상에 배치될 수 있다. 본 출원에 언급 된 바와 같이, 옵션 벽 기재는 다공성 코어 층 (2810)의 제 2 표면에 결합될 수 있고 벽 패널 (2800)이 벽 표면에 결합될 때 다공성 코어 층 (2810)을 지지하도록 구성될 수 있다. 일부 예에서, 벽 패널은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함한다. 특정 구성에서, 벽 패널 (2800)은 개방형 셀 스킨 (2820) 상에 배치된 다공성 장식 층을 추가로 포함한다. 다른 예에서, 난연제가 존재하고 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 일부 예에서, 벽 패널 (2800)의 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 특정 실시예에서, 제 2 벽 패널은 스킨 (2820)에 결합될 수 있으며, 여기서 제 2 벽 패널은 다공성 벽 패널이다.
특정 예에서, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나 이상은 주거용 주택 또는 상업용 건물과 같은 건물에 부착되는 사이딩 패널(siding panel)로 구성될 수 있다. 사이딩 패널은 예를 들어, 건물의 외부 표면에 일반적으로 사용되는 하우스 랩(house wrap), 외장 또는 다른 재료를 덮는 데 사용할 수 있다. 원하는 경우, 사이딩 패널은 예를 들어, 비닐, 콘크리트 보드, 목재 사이딩, 벽돌 또는 일반적으로 건물 외부에 배치되는 다른 기재와 같은 다른 기재에 결합될 수 있다. 도 29를 참조하여, 사이딩 패널 (2900)의 측면도가 도시되어 있다. 패널 (2900)은 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나를 포함할 수 있다. 원하는 경우, 두 개 이상의 사이딩 패널이 건물 내부를 향하는 하나의 개방형 셀 스킨과 건물 내부에서 바깥 쪽을 향하는 다른 벽 패널의 개방형 셀 스킨으로 샌드위치 될 수 있다. 일부 예에서, 사이딩 패널 (2900)은 벽 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 일부 예에서, 사이딩 패널은 난연제로 구성될 수 있다. 예를 들어, 난연제는 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층 (2910)에 존재할 수 있으며, 여기서 다공성 코어 층은 난연제 및 적어도 2000 gsm 또는 적어도 2100 gsm 또는 적어도 2200 gsm 또는 적어도 2300 gsm 또는 적어도 2400 gsm 또는 적어도 2500 gsm의 면적 또는 평량을 포함한다. 일부 예에서, 사이딩 패널 (2900)은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함한다. 기재 (2930)는 비닐, 목재, 벽돌, 콘크리트 등을 포함하지만 이에 한정되지 않는 많은 상이한 재료로 구성될 수 있다. 예를 들어, 비닐 기재는 난연성 및 소음 감소 층의 제 1 표면에 결합될 수 있으며 사이딩은 비 수평 표면에 사이딩 패널을 보유하기 위해 건물의 비 수평 표면에 결합하도록 구성될 수 있다. 일부 예에서, 사이딩 패널은 난연성 및 소음 감소 층의 제 2 표면에 결합된 내후성 장벽, 예를 들어, 하우스 랩, 멤브레인 등을 추가로 포함한다. 일부 실시 예에서, 기재는 건물 측면에 사이딩의 결합을 허용하는 못 박는 플랜지(nailing flange)를 포함한다. 일부 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 다른 예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 일부 예에서, 사이딩 패널은 제 2 난연제를 포함하는 제 2 사이딩 패널을 추가로 포함할 수 있고 제 2 기재에 결합될 수 있다. 일부 경우에, 두 사이딩 패널이 서로 수평으로 잠금할 수 있는 맞대기 이음(butt joint), 중첩 이음(overlapping joint) 등이 존재할 수 있다.
특정 예에서, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나 이상은 주거용 주택 또는 상업용 건물과 같은 건물에 부착되어 소음을 흡수하고 난연성을 제공하는 지붕 패널로 구성될 수 있다. 예를 들어, 지붕 패널은 상업용 건물에 일반적으로 존재하는 다락방 공간을 덮거나 지붕 트러스에 부착하거나 평평한 지붕을 덮는 데 사용할 수 있다. 원한다면, 지붕 패널은 예를 들어, 배향된 스트랜드 보드, 합판, 또는 지붕에 부착되고 지붕을 덮는 기능을 하는 태양 전지와 같은 다른 기재에 결합될 수 있다. 도 30을 참조하여, 집 (3000)에 부착된 지붕 패널 (3010)의 사시도가 도시되어 있다. 지붕 패널 (3010)은 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나를 포함할 수 있다. 원하는 경우 두 개 이상의 지붕 패널을 끼우거나 함께 사용할 수 있다. 일부 예에서, 지붕 패널 (3000)은 지붕 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 일부 예에서, 지붕 패널은 난연제를 포함하고 지붕 기재에 결합된다. 특정 예에서, 난연제는 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층에 존재하며, 여기서 다공성 코어 층은 난연제 및 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 원하는 경우, 지붕 패널은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함할 수 있다. 지붕 패널은 또한 난연성 코어 층의 제 1 표면에 결합된 지붕 기재를 포함 할 수 있고, 지붕에 지붕 패널을 보유하기 위해 건물의 지붕에 결합될 수 있다. 일부 예에서, 지붕 패널은 내후성 장벽, 예를 들어, 멤브레인, 하우스 랩, 타르 페이퍼, 플라스틱 필름 등을 포함하거나 이와 함께 사용될 수 있다. 다른 경우에, 지붕 기재는 셀룰로스 기반 재료를 포함한다. 다른 예에서, 지붕 패널의 난연제는 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함할 수 있다. 일부 경우에, 난연제는 다공성 코어 층에 균질로 분산된다. 다른 예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 특정 예에서, 지붕 패널은 제 2 지붕 패널을 포함하거나 습기가 집 (3000)으로 유입되는 것을 방지하기 위해 제 2 지붕 패널과 겹치거나 결합될 수 있다.
특정 구성에서, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나 이상은 주거용 주택 또는 상업용 건물과 같은 건물에 부착되어 소음을 흡수하고 난연성을 제공하는 지붕 널(roofing shingle)로 구성될 수 있다. 예를 들어, 지붕 널은 주거 및 상업용 건물에 일반적으로 존재하는 지붕을 덮는 데 사용할 수 있다. 원한다면, 지붕 널은 예를 들어, 아스팔트, 세라믹, 점토 타일, 알루미늄, 구리, 삼나무와 같은 목재 및 지붕 널로 일반적으로 발견되거나 사용되는 다른 재료와 같은 다른 기재에 결합될 수 있다. 도 31에는 지붕 널 (3100)의 분해도가 도시되어 있다. 지붕 널 (3100)은 본 출원에 설명된 코어 층 또는 물품 중 어느 하나를 포함할 수 있다. 원하는 경우 두 개 이상의 지붕 널이 샌드위치 될 수 있다. 일부 예에서, 지붕 널 (3100)은 한 방향, 예를 들어, 지붕 널의 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 특정 예에서, 지붕 패널 (3100)은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층 (3110)에 난연성 재료를 포함할 수 있으며, 여기서 다공성 코어 층은 난연제 및 적어도 2000 gsm 또는 적어도 2100 gsm 또는 적어도 2200 gsm 또는 적어도 2300 gsm 또는 적어도 2400 gsm 또는 적어도 2500 gsm의 면적 또는 평량을 포함한다. 일부 예에서, 지붕 패널은 2009 년에 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함할 수 있다. 내후성 지붕 널 기재 (3130)는 물품의 제 1 표면에 결합될 수 있고, 내후성 및 난연성 지붕 패널을 제공하기 위해 건물의 지붕 패널에 결합되도록 구성된다. 특정 예에서, 내후성 장벽이 지붕 널에 결합될 수 있다. 다른 예에서, 지붕 널은 아스팔트를 포함한다. 특정 예에서, 난연제는 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 다른 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 특정 실시예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 일부 예에서, 지붕 널은 지붕 널에 겹치거나 결합될 수 있는 제 2 지붕 널을 포함한다. 중간 층 (3120), 예를 들어, 절연 또는 다른 재료가 외부 층 (3130)과 기재 (3110) 사이에 존재할 수 있다.
특정 구성에서, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나 이상은 레저용 차량 (RV)의 내부 패널 또는 벽으로서 구성될 수 있다. 예를 들어, 패널 또는 벽은 레저용 차량의 내부 측에 있는 골격 구조를 덮기 위해 사용될 수 있고, 레저용 차량의 내부와 외부 사이에 발포체 또는 다른 단열재에 결합될 수 있다. 일부 예에서, 코어 층 또는 물품은 코어 층 또는 물품 및 다른 층으로부터 형성된 샌드위치 구조의 일부일 수 있다. 원한다면, RV 내부 패널은 예를 들어, 직물, 플라스틱, 타일 등과 같은 다른 기재에 결합될 수 있다. 도 32에는 레저용 차량 (3200)의 측면도가 도시되어 있다. 내부 패널 (3210)은 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나를 포함할 수 있다. 원하는 경우 두 개 이상의 RV 패널을 끼우거나 함께 결합할 수 있다. 일부 예에서, RV 패널 (3210)은 RV 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 특정 예에서, RV 내부 패널은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층에 난연제를 포함하며, 여기서 다공성 코어 층은 난연제 및 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 일부 예에서, RV 패널은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함한다. 일부 예에서, RV 패널은 직물, 플라스틱, 타일, 금속, 목재 등과 같은 장식 층으로 구성된 내부 벽 기재를 포함할 수 있다. 다른 예에서, 난연제는 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 특정 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 일부 실시예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 추가 예에서, RV 패널은 RV 패널과 동일하거나 다를 수있는 제 2 RV 내부 패널을 포함한다. 원한다면, RV 패널은 동일하거나 상이할 수있는 제 3 RV 내부 패널을 포함할 수 있다. 일부 예에서, 평량이 더 낮은 RV 패널의 에지는 수직으로 중첩되거나 서로 인접하도록 위치할 수 있다. 다른 경우에, 평량이 더 낮은 RV 패널의 에지는 수평으로 중첩되거나 서로 인접하도록 위치될 수 있다. 에지가 서로 인접해 있는 경우 에지 사이에 장벽을 생성하기 위해 에지에 스킨 또는 다른 재료를 배치할 수 있다. 원한다면 RV 내부 패널의 에지가 RV 내부 패널의 중앙 영역보다 더 높은 평량을 가질 수 있다.
특정 구성에서, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나 이상은 레저용 차량 (RV)의 외부 패널 또는 벽으로서 구성될 수 있다. 패널 또는 벽은 예를 들어, 레저용 차량의 외부 측면에 있는 골격 구조를 덮기 위해 사용될 수 있으며, 레저용 차량의 내부와 외부 사이에 발포체 또는 다른 단열재에 결합될 수 있다. 일부 예에서, 코어 층 또는 물품은 코어 층 또는 물품 및 다른 층으로부터 형성된 샌드위치 구조의 일부일 수 있다. 원한다면, RV 외부 패널은 예를 들어, 금속, 유리 섬유 등과 같은 다른 기재에 결합될 수 있다. 도 33을 참조하면, 본 출원에 설명된 코어 층 또는 물품 중 임의의 하나로 구성될 수있는 외부 패널 (3310)을 포함하는 레저용 차량 (3300)의 측면도가 도시된다. 원하는 경우 두 개 이상의 RV 패널이 RV 내부를 향하는 하나의 개방형 셀 스킨과 RV 내부에서 바깥 쪽을 향하는 다른 RV 패널의 개방형 셀 스킨이 샌드위치 될 수 있다. 일부 예에서, RV 패널 (3310)은 RV 패널의 한 방향, 예를 들어, 폭 또는 길이 또는 둘 모두에 걸쳐 일정하거나 실질적으로 균일한 두께를 포함할 수 있다. 일부 예에서, RV 외부 패널은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층에 난연제를 포함하며, 다공성 코어 층은 난연제 및 적어도 2000gsm 또는 적어도 2100gsm 또는 적어도 2200gsm 또는 적어도 2300gsm 또는 적어도 2400gsm 또는 적어도 2500gsm의 면적 또는 평량을 포함한다. 일부 예에서, RV 외부 패널은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함한다. 특정 구성에서, 외벽 기재는 유리 섬유를 포함하거나 알루미늄 또는 다른 금속 재료와 같은 금속 패널로 구성된다. 다른 예에서, 난연제는 팽창성 흑연 입자 또는 수산화 마그네슘 또는 둘 모두를 포함한다. 특정 예에서, 난연제는 다공성 코어 층에 균질로 분산된다. 일부 예에서, 열가소성 재료는 폴리올레핀 수지를 포함하고 복수의 강화 섬유는 유리 섬유 또는 광물 섬유 또는 둘 모두를 포함한다. 추가 예에서, RV 패널은 RV 패널과 동일하거나 다를 수 있는 제 2 RV 외부 패널을 포함한다. 원한다면, RV 패널은 동일하거나 상이할 수 있는 제 3 RV 외부 패널을 포함할 수 있다. 일부 예에서, 평량이 더 낮은 RV 패널의 에지는 수직으로 중첩되거나 서로 인접하도록 위치할 수 있다. 다른 경우에, 평량이 더 낮은 RV 패널의 에지는 수평으로 중첩되거나 서로 인접하도록 위치할 수 있다. 에지가 서로 인접해 있는 경우 에지 사이에 장벽을 생성하기 위해 에지에 스킨 또는 다른 재료가 배치될 수 있다. 원하는 경우 RV 외부 패널의 에지가 RV 외부 패널의 중앙 영역보다 더 높은 평량을 가질 수 있다.
일부 예에서, 유사한 구조가 내부 트림 응용 분야, 예를 들어, RV 내부 트림, 건물 또는 자동차 응용 분야를 위한 내부 트림으로 사용될 수 있다. 예를 들어, 내부 트림은 열가소성 재료에 의해 함께 홀딩된 복수의 강화 섬유의 랜덤 배열을 포함하는 개방 셀 구조의 웹을 포함하는 다공성 코어 층에 난연성 재료를 포함하고, 여기서 다공성 코어 층은 난연제 및 적어도 2000 gsm 또는 적어도 2100 gsm 또는 적어도 2200 gsm 또는 적어도 2300 gsm 또는 적어도 2400 gsm 또는 적어도 2500 gsm의 면적 또는 평량을 포함한다. 일부 예에서, 트림은 2009 년 ASTM E84에 의해 테스트된 25 미만의 화염 확산 인덱스 및 150 미만의 연기 발생 인덱스를 포함한다. 내부 트림 기재는 예를 들어, 목재, PVC, 비닐, 플라스틱, 가죽 또는 다른 재료와 같은 다른 재료에 결합될 수 있다. 베이스 보드 트림(baseboard trim)으로 사용될 수 있는 트림 피스의 측면도가 도 34에 도시되어 있다. 트림 피스 (3400)는 가변 평량 및 적어도 한 방향으로 일정하거나 실질적으로 균일한 두께를 포함할 수 있는 트림 기재 (3420)를 포함한다. 트림 피스 (3400)는 원하는 경우 못을 박거나 스터드 또는 벽판 (3410)에 부착될 수 있다. 기재 (3420)는 바깥 쪽을 향하고 방 내에서 볼 수 있다. 트림 피스 (3400)는 구부러질 수 있거나 원하는 대로 2 차원 또는 3 차원 형상을 취할 수 있다.
일부 실시예에서, 본 출원에 설명된 코어 층 또는 물품은 RV 벽을 갖는 그리드 또는 다른 패턴으로 존재할 수 있다. 도 35를 참조하면, RV 벽의 샌드위치 패널 구조가 도시되어 있다. RV 벽 (3500)은 유리 섬유 패널 (FRP)과 같은 외부 기재 (3505), 다공성 코어 층 및 코어 층의 각각의 표면상의 스킨 층을 포함하는 합성 물품 (3510), 절연 층 (3520), 벽 구조 또는 골격 (3530), 내부 벽 패널 (3540) 및 장식 패널 (3550)을 포함한다. 내부 벽 패널 (3540)은 목재 패널, 루안 패널, 플라스틱 패널, 또는 다른 재료를 포함하는 패널을 포함하는 다양한 형태를 취할 수 있다. 장식 패널 (3350)은 직물 재료, 플라스틱 재료, 종이 재료 또는 다른 재료를 포함할 수 있다. 도 36에 더 상세히 도시된 바와 같이, 본 출원에 설명된 합성 물품은 물품 (3610, 3620) 및 재료 (3630)가 연속적인 재료 층을 제공하기 위해 갭의 최상부에 추가될 수 있기 때문에 서로 인접하게 적층되거나 위치될 수 있다. 패널 (3610, 3620)이 에지에서 더 낮은 평량을 갖는 경우, 샌드위치 구조의 다른 층으로 판독되는 솔기가 감소되거나 방지될 수 있다. 패널 (3610, 3620)을 서로 결합하거나 결합하는 데 사용되는 정확한 재료는 다양할 수 있으며 금속, 종이, 다공성 코어 층을 포함하는 재료 스트립 및 각각의 표면의 스킨 및 다른 재료를 포함한다. 일부 예에서, 본 출원에 설명된 코어 층 또는 물품은 2 개 이상의 코어 층 또는 물품이 만나는 곳에서 보이는 이음매 없이 RV 벽에 사용될 수 있다.
일부 실시예에서, 본 출원에 설명된 물품은 RV의 외부 표면에서 판독되는 이음매를 감소시키는 데 사용될 수 있다. 도 37을 참조하여, 합성 물품은 표면 상에 스킨 층 (3720)을 갖는 코어 층 (3710)을 포함할 수 있다. 도 37에 도시된 바와 같이, 스킨 층 (3720)은 다공성 코어 층 (3710)의 전체 표면에 걸쳐 있지 않다. 에지 (3712, 3714)는 노출되어 있다. 두 개 이상의 패널의 에지를 서로 나란히 배치할 수 있으며 테이프와 같은 재료를 에지 위에 추가할 수 있어서 전체 RV 패널의 두께가 일정하거나 실질적으로 균일하다.
기술의 일부 특징 및 측면을 설명하기 위해 특정 구체 예가 아래에 설명된다.
예제 1
폴리 프로필렌 수지 (45 중량%) 및 유리 섬유 (55 중량%)를 포함하는 코어 층을 포함하는 2 개의 합성 물품 (ST-12882 및 ST-12883)이 생산되었다. 각각 평량이 약 24-26 gsm이고 두께가 약 0.2 mm 인 Milyon 스크림을 코어 층의 각각 측면에 추가했으며, 최상부 표면 상에 검은 색 Milyon 스크림을, 바닥 표면에 흰색 Milyon 스크림을 추가했다. Milyon 스크림은 ISO 23232 : 2009에 따라 측정된 발수성 스크림이며 발수 등급 8이다.
합성 물품 보드로부터 펀칭된 디스크로부터의 평량 및 두께를 포함하여 ST-12882 및 ST-12883 시험 제품에 대해 다양한 분석 특성이 측정되었다. 결과는 표 1에 나와 있다.
표 1

두께를 측정하기 위해 사용된 각각의 보드의 다양한 영역이 도 38에 도시되어 있다. 에지 두께는 각각의 보드의 에지를 따라 14 개의 다른 영역 (L1, T1, L2, T2, L10, L11, T11, A1, A2, A3, D1, D2 및 D3)에서 측정하여 평균을 냈다. 중앙 측정은 각각의 보드의 중앙을 따라 6 개의 측정 (L5, T5, L6, T6, L7 및 T7)에서 평균화되었다. 보드의 아일 에지(aisle edge)는 도 38의 L1-L4 값을 따라 있고 보드의 드라이브 에지는 도 38의 L8-L11 값을 따른다. 보드의 가로 방향은 A1, A2 및 A3에서 D1, D2 및 D3까지의 방향이다. 각각의 시험된 물품에 대한 두께 프로파일은 도 39a (ST-12882) 내지 도 39b (ST-12883)에 도시되어 있다. ST-12882 제품의 경우 에지 두께와 중앙 두께는 약 6% 차이가 났지만 에지에서 제품의 평량은 중앙에서 평량 보다 13% 이상 적었다. ST-12882 제품의 경우 에지 두께와 중앙 두께는 약 7% 차이가 났지만, 에지에서 제품의 평량이 중앙에서 평량 보다 20% 이상 높았다.
시험 물품의 회분(ash) 함량 및 밀도도 측정 하였다. 결과는 표 2에 나와 있다.
표 2

회분 함량과 밀도 값은 각각의 보드의 에지와 중앙에서 비슷했다. 다른 평량을 가진 에지 폭은 약 100mm였고, 전이 구역은 최대 약 25mm였다.
예 2
보드의 각각의 표면으로부터 각각의 물품에 대해 다양한 굴곡 특성을 측정 하였다. 표본은 도 38에 도시된 다양한 위치에서 각각의 보드로부터 절단되었다. 아래 표 3에서“(흰색)”은 하중에 대항하는 흰색 측면을,“(검은색)”은 하중에 대항하는 검은색 측면을 나타낸다. 2007 년에 발표된 ASTM D790은 최대 하중과 강성을 측정하는 데 사용되었다.
표 3

가로 방향의 피크 하중 및 강성 측정은 표 4에 도시된다.
표 4

이러한 결과는 ST-12882 보드의 경우 중앙이 에지보다 뻣뻣하고 ST-12883 보드의 경우 에지가 중앙보다 더 뻣뻣하다는 것과 일치한다.
예 3
Z 방향 인장 강도 측정은 각각의 보드의 특정 다른 영역에서 수행되었다. 결과는 하기 표 5에 나타나있다.
표 5

ST-12882 보드의 경우 아일과 드라이브 에지 사이에 큰 차이가 관찰되지 않았다. 중앙은 에지보다 Z 방향 강도가 높다. ST-12883 보드의 경우 중앙의 인장 강도는 아일 에지와 크게 다르지만 드라이브 에지와 크게 다르지 않다. 아일 에지의 두께를 통한 인장 강도는 ST-12883 보드의 중앙보다 높다.
예 4
두 보드의 압축 특성은 ISO 14126 : 1999 표준에 따라 측정되었다. 결과는 표 6 및 7에 나와 있다.
표 6

표 7

ST-12882 보드의 경우 중앙이 더 무겁기 때문에 중앙이 에지보다 뻣뻣하다. ST-12883 보드의 경우, 에지가 더 조밀하기 때문에 에지가 중앙보다 두께를 통해 더 뻣뻣하다 (에지가 무겁지만 두께는 비슷함).
본 출원에 개시된 예의 엘리먼트를 소개할 때, "a", "an", "the" 및 "said"라는 용어는 하나 이상의 엘리먼트가 있음을 의미하는 것으로 의도된다. “포함하는" 및 "갖는"은 개방형이며 나열된 엘리먼트 이외의 추가 엘리먼트가 있을 수 있음을 의미한다. 본 개시 내용의 이점을 고려할 때, 본 기술 분야에서 통상의 지식을 가진 자에게는 다양한 예의 컴포넌트는 다른 예에서 다양한 컴포넌트로 교환되거나 대체될 수 있다.
특정 측면, 구성, 예 및 실시예가 위에서 설명되었지만, 본 개시의 이점을 고려할 때, 본 개시 예시적인 측면, 구성, 예시 및 실시예의 추가, 대체, 수정 및 변경이 가능하다는 것이 본 기술 분야의 통상의 기술자에 의해 인식될 것이다.
Claims (62)
- 레저용 차량 패널을 생산하는 방법으로서, 상기 방법은,
열가소성 재료 및 강화 섬유의 실질적으로 균질한 혼합물을 포함하는 분산액(dispersion)을 성형 지지 엘리먼트(forming support element) 상에 배치하는 단계;
배치된 발포체(foam)를 포함하는 상기 성형 지지 엘리먼트의 전체 표면보다 작게 압력을 제공하여 상기 웹의 상이한 영역에서 가변 평량(basic weight)을 포함하는 다공성 웹(porous web)을 제공하는 단계;
상기 웹의 상이한 영역에서 상기 가변 평량을 포함하는 상기 다공성 웹을 상기 웹의 폭에 걸쳐 실질적으로 균일한 두께로 압축하는 단계; 및
상기 압축된 웹을 건조시켜 다공성 코어 층을 포함하는 레저용 차량 패널을 제공하는 단계로서, 상기 레저용 차량 패널은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 실질적으로 균일한 두께를 포함하는, 방법. - 제 1 항에 있어서, 상기 배치된 분산액을 포함하는 상기 성형 지지 엘리먼트의 밑면(underside)에 음압(negative pressure)을 제공하는 단계를 더 포함하는, 방법.
- 제 1 항에 있어서, 상기 다공성 코어 층의 에지에서 보다 더 높은 평량을 갖는 중앙 영역을 제공하기 위해 상기 배치된 분산액을 포함하는 상기 성형 지지 엘리먼트의 상기 중앙 영역에 상기 음압을 제공하는 단계를 더 포함하는, 방법.
- 제 1 항에 있어서, 상기 다공성 코어 층의 중앙 영역에서 보다 더 높은 평량을 갖는 상기 에지 영역을 제공하기 위해 상기 배치된 분산액을 포함하는 상기 성형 지지 엘리먼트의 상기 에지 영역에 상기 음압을 제공하는 단계를 더 포함하는, 방법.
- 제 1 항에 있어서, 상기 다공성 웹을 압축하기 전에 상기 다공성 웹의 제 1 표면 상에 제 1 스킨(skin)을 배치하는 단계를 더 포함하는, 방법.
- 제 5 항에 있어서, 상기 다공성 웹을 압축하기 전에 상기 다공성 웹의 제 2 표면 상에 제 2 스킨을 배치하는 단계를 더 포함하는, 방법.
- 제 6 항에 있어서, 상기 제 1 스킨 및 상기 제 2 스킨 중 적어도 하나는 가변 평량을 포함하는, 방법.
- 제 6 항에 있어서, 상기 제 1 스킨 및 상기 제 2 스킨 중 적어도 하나는 발수성 스크림(water repellent scrim)을 포함하는, 방법.
- 제 6 항에 있어서, 상기 제 1 스킨 및 상기 제 2 스킨 각각은 발수성 스크림을 포함하는 방법.
- 제 6 항에 있어서, 상기 제 1 스킨 층 및 제 2 스킨 층 각각은 접착제 층을 사용하지 않고 상기 다공성 웹에 결합되는, 방법.
- 레저용 차량 패널에 있어서,
열가소성 재료에 의해 함께 홀딩(hold)된 강화 섬유에 의해 형성된 개방 셀 구조(open celled structure)의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 레저용 차량 패널. - 제 11 항에 있어서, 상기 다공성 코어 층은 중앙 영역에서 보다 가로 방향(cross direction) 에지에서 더 낮은 평량을 포함하는, 레저용 차량 패널.
- 제 12 항에 있어서, 각각의 상기 가로 방향 에지와 상기 중앙 영역 사이에 전이 구역(transition zone)을 더 포함하고, 상기 전이 구역의 평량은 가변적인, 레저용 차량 패널.
- 제 13 항에 있어서, 상기 전이 구역은 0gsm/cm 초과 및 최대 100gsm/cm의 평량/거리 기울기를 포함하는, 레저용 차량 패널.
- 제 14 항에 있어서, 상기 평량/거리 기울기는 상기 가로 방향 에지로부터 상기 중앙 영역까지 선형인, 레저용 차량 패널.
- 제 11 항에 있어서, 상기 강화 섬유는 유리 섬유를 포함하는, 레저용 차량 패널.
- 제 16 항에 있어서, 상기 열가소성 재료는 폴리올레핀 재료를 포함하는, 레저용 차량 패널.
- 제 17 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 중 적어도 하나는 발수 스크림을 포함하는, 레저용 차량 패널.
- 제 17 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 각각은 발수성 스크림을 포함하는, 레저용 차량 패널.
- 제 19 항에 있어서, 상기 제 1 스킨 층 및 제 2 스킨 층 각각은 접착층을 사용하지 않고 상기 다공성 코어 층에 결합되는, 레저용 차량 패널.
- 레저용 차량 패널 키트에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층을 포함하는 레저용 차량 패널로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 폭에 걸쳐 실질적으로 균일한 두께, 상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 상기 레저용 차량 패널; 및
상기 레저용 차량 패널을 사용하여 상기 레저용 차량 벽을 조립하기 위한 기록 또는 전자 지침을 포함하는, 레저용 차량 패널 키트. - 제 21 항에 있어서, 상기 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지에서 더 낮은 평량을 포함하는, 레저용 차량 패널 키트.
- 제 22 항에 있어서, 각각의 가로 방향 에지와 중앙 영역 사이의 전이 구역을 더 포함하고, 상기 전이 구역의 평량은 가변적인, 레저용 차량 패널 키트.
- 제 23 항에 있어서, 상기 전이 구역은 0gsm/cm 초과 및 최대 100gsm/cm의 평량/거리 기울기를 포함하는, 레저용 차량 패널 키트.
- 제 24 항에 있어서, 상기 평량/거리 기울기는 상기 가로 방향 에지로부터 상기 중앙 영역까지 선형인, 레저용 차량 패널 키트.
- 제 21 항에 있어서, 상기 강화 섬유는 유리 섬유를 포함하는, 레저용 차량 패널 키트.
- 제 26 항에 있어서, 상기 열가소성 재료는 폴리올레핀 재료를 포함하는, 레저용 차량 패널 키트.
- 제 27 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함하는, 레저용 차량 패널 키트.
- 제 27 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 각각은 발수성 스크림을 포함하는, 레저용 차량 패널 키트.
- 제 29 항에 있어서, 상기 제 1 스킨 층 및 제 2 스킨 층 각각은 접착 층을 사용하지 않고 상기 다공성 코어 층에 결합되는, 레저용 차량 패널 키트.
- 벽 패널에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭 에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 벽 패널. - 제 31 항에 있어서, 상기 벽 패널의 에지와 상기 벽 패널의 중앙 영역에서의 평균 평량의 차이가 적어도 100gsm인, 벽 패널.
- 제 31 항에 있어서, 상기 다공성 코어 층은 중앙 영역에서 보다 가로 방향 에지에서 더 낮은 평량을 포함하는, 벽 패널.
- 제 32 항에 있어서, 각각의 상기 가로 방향 에지와 상기 중앙 영역 사이에 전이 구역을 더 포함하고, 상기 전이 구역의 평량은 가변적인, 벽 패널.
- 제 34 항에 있어서, 상기 전이 구역은 0 gsm/cm 초과 및 최대 100 gsm/cm의 평량/거리 기울기를 포함하는, 벽 패널.
- 제 31 항에 있어서, 상기 강화 섬유는 유리 섬유를 포함하는, 벽 패널.
- 제 36 항에 있어서, 상기 열가소성 재료는 폴리올레핀 재료를 포함하는, 벽 패널.
- 제 37 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 중 적어도 하나는 발수 스크림을 포함하는, 벽 패널.
- 제 37 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 각각은 발수성 스크림을 포함하는, 벽 패널.
- 제 39 항에 있어서, 상기 제 1 스킨 층 및 제 2 스킨 층 각각은 접착층을 사용하지 않고 상기 다공성 코어 층에 결합되는, 벽 패널.
- 레저용 차량 벽에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 제 1 다공성 코어 층을 포함하는 제 1 레저용 차량 패널로서, 상기 제 1 다공성 코어 층은 상기 제 1 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 상기 제 1 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층, 및 상기 제 1 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 상기 제 1 레저용 차량 패널; 및
상기 열가소성 재료에 의해 함께 홀딩된 상기 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 제 2 다공성 코어 층을 포함하는 제 2 레저용 차량 패널로서, 상기 제 2 다공성 코어 층은 상기 제 2 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께, 상기 제 2 다공성 코어 층의 제 1 표면에 결합된 제 3 스킨 층, 및 상기 제 2 다공성 코어 층의 제 2 표면에 결합된 제 4 스킨 층을 포함하는, 레저용 차량 벽. - 제 41 항에 있어서, 상기 제 1 레저용 차량 패널의 제 1 에지는 상기 제 1 레저용 차량 패널의 제 1 중앙 영역보다 낮은 평량을 포함하고, 상기 제 2 레저용 차량 패널의 제 1 에지는 상기 제 1 레저용 차량 패널의 제 1 중앙 영역보다 낮은 평량을 포함하고, 상기 제 1 레저용 차량 패널의 제 1 에지 및 상기 제 2 레저용 차량 패널의 제 1 에지는 상기 레저용 차량 벽에 서로 인접한, 레저용 차량 벽.
- 제 41 항에 있어서, 상기 다공성 코어 층은 중앙 영역보다 가로 방향 에지에서 더 낮은 평량을 포함하고, 상기 가로 방향 에지와 상기 중앙 영역에서의 평량 차이가 적어도 100gsm 인, 레저용 차량 벽.
- 제 43 항에 있어서, 각각의 상기 가로 방향 에지와 상기 중앙 영역 사이에 전이 구역을 더 포함하고, 상기 전이 구역의 평량은 가변적인, 레저용 차량 벽.
- 제 44 항에 있어서, 상기 전이 구역은 0 gsm/cm 초과 및 최대 100 gsm/cm의 평량/거리 기울기를 포함하는, 레저용 차량 벽.
- 제 41 항에 있어서, 상기 강화 섬유는 유리 섬유를 포함하는, 레저용 차량 벽.
- 제 46 항에 있어서, 상기 열가소성 재료는 폴리올레핀 재료를 포함하는, 레저용 차량 벽.
- 제 47 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 중 적어도 하나는 발수성 스크림을 포함하는, 레저용 차량 벽.
- 제 47 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 각각은 발수 스크림을 포함하는, 레저용 차량 벽.
- 제 49 항에 있어서, 상기 제 1 스킨 층 및 상기 제 2 스킨 층 각각은 접착 층을 사용하지 않고 상기 다공성 코어 층에 결합되는, 레저용 차량 벽.
- 제 41 항 내지 제 50 항 중 어느 한 항의 레저용 차량 벽을 포함하는 레저용 차량.
- 제 11 항 내지 제 20 항 중 어느 한 항의 레저용 차량 패널을 포함하는 레저용 차량.
- 천장 타일에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 천장 타일. - 구조 패널에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 구조 패널. - 다른 큐비클 벽(cubicle wall) 패널에 결합하도록 크기가 정해지고 배열된 큐비클 벽 패널로서, 상기 큐비클 벽 패널은
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 큐비클 벽 패널. - 비닐 사이딩 패널(vinyl siding panel)에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭 에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 과
상기 제 1 스킨 층에 결합되고 건물의 비 수평 표면에 결합되도록 구성되어 상기 비닐 사이딩 패널을 상기 건물의 비 수평 표면에 보유하도록 구성된 비닐 기재(vinyl substrate)를 포함하는, 비닐 사이딩 패널. - 지붕 패널(roofing panel)에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 과
상기 제 1 스킨 층에 결합되고 지붕에 상기 지붕 패널을 보유하기 위해 건물의 상기 지붕에 결합하도록 구성된 지붕 기재를 포함하는, 지붕 패널. - 지붕 널(roofing shingle)에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 및
상기 제 1 스킨 층에 결합되고 지붕 패널 위에 내후성(weatherproof) 지붕 널을 제공하기 위해 건물의 상기 지붕 패널에 결합하도록 구성된 내후성 지붕 널 기재(weatherproof roofing shingle substrate)를 포함하는, 지붕 널. - 레저용 차량 외부 패널로서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 및
상기 제 1 스킨 층에 결합된 내후성 외벽 기재를 포함하는, 레저용 차량 외부 패널. - 레저용 차량 내부 패널로서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 및
상기 제 1 스킨 층에 결합된 내벽 기재를 포함하는, 레저용 차량 내부 패널. - 내부 트림 물품(interior trim article)에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층;
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층; 과
상기 제 1 스킨 층에 결합된 내부 트림 기재를 포함하는, 내부 트림 물품. - 합성 물품에 있어서,
열가소성 재료에 의해 함께 홀딩된 강화 섬유에 의해 형성된 개방 셀 구조의 웹을 포함하는 다공성 코어 층으로서, 상기 다공성 코어 층은 상기 다공성 코어 층의 폭에 걸쳐 가변 평량을 포함하고 또한 상기 다공성 코어 층의 폭에 걸쳐 실질적으로 균일한 두께를 포함하는, 상기 다공성 코어 층;
상기 다공성 코어 층의 제 1 표면에 결합된 제 1 스킨 층; 및
상기 다공성 코어 층의 제 2 표면에 결합된 제 2 스킨 층을 포함하는, 합성 물품.
Applications Claiming Priority (7)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201862726681P | 2018-09-04 | 2018-09-04 | |
| US62/726,681 | 2018-09-04 | ||
| US201962819892P | 2019-03-18 | 2019-03-18 | |
| US62/819,892 | 2019-03-18 | ||
| US201962847675P | 2019-05-14 | 2019-05-14 | |
| US62/847,675 | 2019-05-14 | ||
| PCT/US2019/049343 WO2020051140A1 (en) | 2018-09-04 | 2019-09-03 | Composite articles with a variable basis weight and uniform thickness |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20210098434A true KR20210098434A (ko) | 2021-08-10 |
Family
ID=69721606
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020217009891A KR20210098434A (ko) | 2018-09-04 | 2019-09-03 | 가변 평량 및 균일한 두께를 갖는 합성 물품 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20200130611A1 (ko) |
| EP (1) | EP3846992A4 (ko) |
| JP (1) | JP2021536396A (ko) |
| KR (1) | KR20210098434A (ko) |
| CN (1) | CN113316506B (ko) |
| AU (1) | AU2019337084A1 (ko) |
| CA (1) | CA3111327A1 (ko) |
| WO (1) | WO2020051140A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102179004B1 (ko) * | 2012-11-13 | 2020-11-16 | 한화 아즈델 인코포레이티드 | 프림을 포함하는 물품 및 이를 이용하는 방법 |
| WO2020051134A1 (en) | 2018-09-04 | 2020-03-12 | Hanwha Azdel, Inc. | Core layers and composite articles with a variable basis weight |
| US11905710B2 (en) * | 2021-11-01 | 2024-02-20 | Bmic Llc | Roofing accessories with radiofrequency radiation shielding capabilities and methods of making and use thereof |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US3819781A (en) * | 1972-03-08 | 1974-06-25 | Kornylac Co | Textured surface,cellular core sheet material |
| US5834082A (en) * | 1992-05-04 | 1998-11-10 | Webcore Technologies, Inc. | Reinforced foam cores and method and apparatus of production |
| GB2285411B (en) * | 1993-12-22 | 1997-07-16 | Kimberly Clark Co | Process of manufacturing a water-based adhesive bonded, solvent resistant protective laminate |
| JP3625804B2 (ja) * | 2002-02-25 | 2005-03-02 | 花王株式会社 | 立体シート材料 |
| US20030224145A1 (en) * | 2002-05-31 | 2003-12-04 | Thomas Campion | Thickness/weight profiled fibrous blanket; profiled density and/or thickness product; and method |
| US7318498B2 (en) * | 2004-04-06 | 2008-01-15 | Azdel, Inc. | Decorative interior sound absorbing panel |
| WO2010021611A1 (en) * | 2006-05-01 | 2010-02-25 | Azdel, Inc. | Panel materials for vehicles and enclosures |
| US8568853B2 (en) * | 2007-12-14 | 2013-10-29 | Hanwha Azdel, Inc. | Lightweight thermoplastic composite including bi-directional fiber tapes |
| CA2853281C (en) * | 2011-10-24 | 2021-08-24 | Hanwha Azdel, Inc. | Deep draw composites and methods of using them |
| US20150099411A1 (en) * | 2013-09-17 | 2015-04-09 | Hanwha Azdel, Inc. | Prepregs, cores, composites and articles including repellent materials |
| GB2528668A (en) * | 2014-07-25 | 2016-02-03 | Daniel Muir | Method of Manufacturing A Structural Panel For An Engineering Structure |
| EP3795617A3 (en) * | 2015-02-27 | 2021-04-14 | Toray Industries, Inc. | Resin supply material, preform, and method for producing fiber-reinforced resin |
| AU2016274968A1 (en) * | 2015-06-12 | 2018-02-01 | Hanwha Azdel, Inc. | Impact resistant underbody shield materials and articles and methods of using them |
| CA2994247C (en) * | 2015-07-31 | 2023-09-05 | Hanwha Azdel, Inc. | Thermoplastic sheets and articles with variable lofting capacity |
| WO2017062815A1 (en) * | 2015-10-07 | 2017-04-13 | Magma Flooring LLC | Method for producing composite substrates |
-
2019
- 2019-09-03 WO PCT/US2019/049343 patent/WO2020051140A1/en unknown
- 2019-09-03 CA CA3111327A patent/CA3111327A1/en active Pending
- 2019-09-03 EP EP19856852.9A patent/EP3846992A4/en not_active Withdrawn
- 2019-09-03 KR KR1020217009891A patent/KR20210098434A/ko not_active Application Discontinuation
- 2019-09-03 CN CN201980072475.2A patent/CN113316506B/zh active Active
- 2019-09-03 JP JP2021512564A patent/JP2021536396A/ja active Pending
- 2019-09-03 US US16/559,156 patent/US20200130611A1/en not_active Abandoned
- 2019-09-03 AU AU2019337084A patent/AU2019337084A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020051140A1 (en) | 2020-03-12 |
| US20200130611A1 (en) | 2020-04-30 |
| CN113316506B (zh) | 2023-07-07 |
| CA3111327A1 (en) | 2020-03-12 |
| CN113316506A (zh) | 2021-08-27 |
| EP3846992A1 (en) | 2021-07-14 |
| JP2021536396A (ja) | 2021-12-27 |
| EP3846992A4 (en) | 2022-07-27 |
| AU2019337084A1 (en) | 2021-05-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3046756B1 (en) | Prepregs including repellent materials | |
| US11813824B2 (en) | Composite articles providing flame retardancy and noise reduction | |
| CN111093929B (zh) | 具有一个或多个筛网层的多层配件 | |
| US11708036B2 (en) | Composite articles including textured films and recreational vehicle articles including them | |
| KR20210098434A (ko) | 가변 평량 및 균일한 두께를 갖는 합성 물품 | |
| US20210354344A1 (en) | Methods and systems to produce lightweight reinforced thermoplastic articles | |
| US12115768B2 (en) | Prepregs, cores, composites and articles including repellent materials | |
| US20200001568A1 (en) | Composite articles including textured films and furniture articles including them | |
| WO2024211889A1 (en) | Reinforced flooring and flooring panels with amorphous materials |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |