KR20200060574A - Method for The Battery Lower Case - Google Patents
Method for The Battery Lower Case Download PDFInfo
- Publication number
- KR20200060574A KR20200060574A KR1020180144320A KR20180144320A KR20200060574A KR 20200060574 A KR20200060574 A KR 20200060574A KR 1020180144320 A KR1020180144320 A KR 1020180144320A KR 20180144320 A KR20180144320 A KR 20180144320A KR 20200060574 A KR20200060574 A KR 20200060574A
- Authority
- KR
- South Korea
- Prior art keywords
- lower case
- battery
- manufacturing
- seating
- reinforcing
- Prior art date
Links
Images







Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/10—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the pressing technique, e.g. using action of vacuum or fluid pressure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/04—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B15/08—Layered products comprising a layer of metal comprising metal as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/18—Layered products comprising a layer of metal comprising iron or steel
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B15/00—Layered products comprising a layer of metal
- B32B15/20—Layered products comprising a layer of metal comprising aluminium or copper
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0036—Heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/04—Interconnection of layers
- B32B7/12—Interconnection of layers using interposed adhesives or interposed materials with bonding properties
-
- H01M2/1072—
-
- H01M2/1083—
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/204—Racks, modules or packs for multiple batteries or multiple cells
- H01M50/207—Racks, modules or packs for multiple batteries or multiple cells characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/20—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders
- H01M50/249—Mountings; Secondary casings or frames; Racks, modules or packs; Suspension devices; Shock absorbers; Transport or carrying devices; Holders specially adapted for aircraft or vehicles, e.g. cars or trains
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B41/00—Arrangements for controlling or monitoring lamination processes; Safety arrangements
- B32B2041/04—Detecting wrong registration, misalignment, deviation, failure
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2262/00—Composition or structural features of fibres which form a fibrous or filamentary layer or are present as additives
- B32B2262/10—Inorganic fibres
- B32B2262/106—Carbon fibres, e.g. graphite fibres
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2305/00—Condition, form or state of the layers or laminate
- B32B2305/07—Parts immersed or impregnated in a matrix
- B32B2305/076—Prepregs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2457/00—Electrical equipment
- B32B2457/10—Batteries
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M2220/00—Batteries for particular applications
- H01M2220/20—Batteries in motive systems, e.g. vehicle, ship, plane
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Physics & Mathematics (AREA)
- Fluid Mechanics (AREA)
- Thermal Sciences (AREA)
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Aviation & Aerospace Engineering (AREA)
- Arrangement Or Mounting Of Propulsion Units For Vehicles (AREA)
Abstract
Description
본 발명은 배터리 로워케이스 제조방법에 관한 것으로, 더욱 상세하게는 로워케이스 자체의 강성을 유지하면서 복잡한 형상의 로워케이스를 다양하게 생산하여 로워케이스 종류의 다양성을 증대하고, 부품의 수를 감소시켜 로워케이스의 원가를 절감하며, 로워케이스의 중량을 절감하기 위한 배터리 로워케이스 제조방법에 관한 것이다. The present invention relates to a method for manufacturing a battery lower case, and more particularly, while maintaining the rigidity of the lower case itself, various types of lower cases of complex shapes are produced to increase the variety of lower case types, and the number of parts is reduced. It relates to a method for manufacturing a battery lower case to reduce the cost of the case and to reduce the weight of the lower case.
환경오염이 급속이 증가함에 따라 최근 대체에너지 개발 및 환경오염 방지 등의 목적으로 전 세계적으로 친환경 자동차인 전기 자동차(EV), 수소연료 전지차 등)에 대한 개발이 활발하게 이루어지고 있다. With the rapid increase in environmental pollution, the development of environmentally friendly vehicles such as electric vehicles (EVs, hydrogen fuel cell vehicles, etc.) around the world has been actively conducted for the purpose of developing alternative energy and preventing environmental pollution.
이러한 친환경 자동차 중 하나인 전기 자동차는 연료전지가 생성하는 전기로 모터를 구동하여 자동차 휠을 회전시키는 원리에 의해 작동하게 된다.One of these eco-friendly vehicles, an electric vehicle, operates on the principle of rotating an automobile wheel by driving a motor with electricity generated by a fuel cell.
또한, 연료전지로 생성한 전기는 배터리 셀에 저장되고, 전기 자동차의 가장 핵심적인 기술은 배터리 시스템에 의해 이루어지며, 배터리 시스템의 용량에 따라 1회 충전에 대한 항속거리가 정해지게 된다.In addition, the electricity generated by the fuel cell is stored in the battery cell, the most essential technology of the electric vehicle is made by the battery system, and the constant driving distance for one charge is determined according to the capacity of the battery system.
전기 자동차의 배터리 셀은 케이스의 내부에 배치되며 케이스는 배터리가 수납되는 로워케이스와 로워케이스의 상부를 덮는 덮개로 이루어진다.The battery cell of the electric vehicle is disposed inside the case, and the case comprises a lower case in which the battery is stored and a cover covering the upper portion of the lower case.
종래의 배터리 로워케이스의 경우, 스틸(steel) 또는 알루미늄(Aluminium)을 재질로하며, 종래 배터리 로워케이스의 제조방법은 각 부품을 용접처리하여 접합하는 구조에 의해 이루어졌다. In the case of the conventional battery lower case, steel or aluminum is used as a material, and the manufacturing method of the conventional battery lower case is made by a structure in which each component is welded and joined.
스틸의 경우 철 소재로 강도가 좋으나 무게가 무겁고 녹이 잘 슨다는 단점이 있다. 그리고 알루미늄은 가볍고 녹이 잘 슬지 않지만 강도가 약하다는 단점이 있다. Steel has good strength as an iron material, but has the disadvantage of heavy weight and rust. And aluminum is light and hard to rust, but has the disadvantage of weak strength.
따라서, 종래 배터리 로워케이스의 경우 이러한 단점을 보완하기 위해 스틸과 알루미늄의 합금을 일반적으로 사용한다. Therefore, in the case of the conventional battery lower case, an alloy of steel and aluminum is generally used to compensate for this disadvantage.
그러나 종래 배터리 로워케이스 제조방법의 경우, 스틸의 성형방법은 프레스(press)로, 알루미늄은 프레스 또는 압출, 다이캐스팅 공법으로 이루어지게 되는데, 이러한 공법은 로워케이스의 형상이 복잡하게 되는 경우에는 각 부품을 나누어 성형해야 하고 이를 다시 접합하기 위해서는 다시 용접처리를 하여야 하므로 복잡한 구조의 다양한 로워케이스를 생산하는 것이 어려운 제약이 있었다.However, in the case of the conventional battery lower case manufacturing method, the forming method of steel is made of press, and aluminum is made of press or extrusion, die casting method, and when the shape of the lower case is complicated, each component is It was difficult to produce various lower cases with complex structures because they had to be molded separately and welded again in order to join them again.
또한, 종래 배터리 로워케이스 제조방법의 경우 로워케이스의 형상은 각 부품에 의해 이뤄지므로 부품수의 증가에 따른 부품비용의 상승을 초래하여, 종국적으로 로워케이스의 비용을 상승시킴에 따라 전기자동차의 차량 가격을 상승시키는 문제가 있었다.In addition, in the case of the conventional battery lower case manufacturing method, the shape of the lower case is formed by each part, leading to an increase in the cost of parts due to an increase in the number of parts, and ultimately increasing the cost of the lower case to increase the cost of the lower case. There was a problem of raising the price.
게다가, 종래 배터리 로워케이스 제조방법의 경우 각 부품을 접합하기 위해서는 용접처리를 진행해야 하므로 조립공수 증대에 따른 인적, 물적 자원이 낭비되는 문제가 있었다.In addition, in the case of the conventional battery lower case manufacturing method, since welding processing must be performed in order to join each component, there is a problem that human and physical resources are wasted due to an increase in the number of assembly processes.
더욱이, 종래 배터리 로워케이스 제조방법의 경우 스틸 자체의 무게가 무거우므로 스틸을 재료로 한 로워케이스의 중량이 증대되게 되고, 이에 따른 전기자동차의 연비가 악화 되는 문제가 있었다.Moreover, in the case of the conventional battery lower case manufacturing method, since the weight of steel itself is heavy, the weight of the lower case made of steel increases, and thus there is a problem that fuel efficiency of the electric vehicle deteriorates.
본 발명은 상기와 같은 문제점을 해결하기 위한 것으로, 본 발명의 목적은 로워케이스 자체의 강성은 보강부를 설치하는 보강부안착단계에 의해 보강하면서 보강부를 수용하는 제1 로워케이스와 제2 로워케이스는 프리프레그로 일체로 형성하는 형성단계를 구비함으로서 복잡한 형상의 로워케이스를 다양하게 생산하여 로워케이스 종류의 다양성을 증대하고, 제1 로워케이스와 제2 로워케이스의 일체성형을 통한 부품의 수를 감소시켜 로워케이스의 원가를 절감하며, 로워케이스의 중량을 감소시켜 전기 자동차의 연비를 향상시키기 위한 배터리 로워케이스 제조방법을 제공하는 것이다.The present invention is to solve the above problems, the object of the present invention is the first lower case and the second lower case to accommodate the reinforcement while reinforcing the rigidity of the lower case itself by a reinforcing part mounting step of installing a reinforcing part. By providing a prepreg forming step integrally, various types of lower cases of complex shapes are produced to increase the variety of lower case types, and the number of parts is reduced through the integral molding of the first lower case and the second lower case. To reduce the cost of the lower case, and to provide a method for manufacturing a battery lower case to improve the fuel efficiency of the electric vehicle by reducing the weight of the lower case.
본 발명의 목적을 달성하기 위해 본 발명에 의한 배터리 로워케이스 제조방법은 하부를 형성하는 제1 로워케이스, 상기 제1 로워케이스의 상부에 설치되는 보강부, 및 상기 제1 로워케이스와 마주하도록 상기 보강부의 상부에 설치되어 상기 로워케이스의 상부를 형성하는 제2 로워케이스, 상기 제1 로워케이스와 상기 보강부를 결합하기 위해 상기 제1 로워케이스의 상부와 상기 보강부의 하부 사이에 형성되는 제1 접착부. 상기 보강부와 상기 제2 로워케이스를 결합하기 위해 상기 상기 보강부의 상부와 상기 재2 로워케이스의 하부 사이에 형성되는 제2 접착부를 포함하고, 상기 제1 로워케이스와 상기 제2 로워케이스는 일방향 프리프레그로 형성되는 전기자동차의 배터리가 수납되는 배터리 로워케이스를 제조함에 있어서, 상기 전기자동차와 상기 배터리의 종류에 따라 상기 제1 로워케이스와 상기 제2 로워케이스를 제조하기 위해 상기 제1 로워케이스와 상기 제2 로워케이스를 형성하는 프리프레그의 적층 수 및 프리프레그의 적층각도를 결정하는 사전결정단계;상기 사전결정단계를 통해 결정된 프리프레그의 적층 수 및 프리프레그의 적층각도로 상기 제1 로워케이스 와 상기 제2 로워케이스를 형성하는 형성단계;상기 제1 로워케이스를 지그에 안착시키는 제1 로워케이스안착단계;안착된 상기 제1 로워케이스의 상부에 상기 보강부를 안착시키는 보강부안착단계;안착된 상기 보강부의 상부에 상기 제2 로워케이스를 안착시키는 제2 로워케이스안착단계; 및 상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스가 결합된 상태를 확인하는 검사단계;를 포함할 수 있다.In order to achieve the object of the present invention, a method for manufacturing a battery lower case according to the present invention includes a first lower case forming a lower portion, a reinforcement part installed on an upper portion of the first lower case, and the first lower case facing the first lower case. A second lower case which is installed on an upper portion of the reinforcing portion to form an upper portion of the lower case, and a first adhesive portion formed between an upper portion of the first lower case and a lower portion of the reinforcing portion to couple the first lower case and the reinforcing portion. . And a second adhesive portion formed between an upper portion of the reinforcing portion and a lower portion of the second lower case to combine the reinforcing portion and the second lower case, wherein the first lower case and the second lower case are in one direction. In manufacturing a battery lower case in which a battery of an electric vehicle formed of a prepreg is accommodated, the first lower case to manufacture the first lower case and the second lower case according to the type of the electric vehicle and the battery And a pre-determining step of determining the number of stacks of prepregs forming the second lower case and the stacking angle of the prepregs; and the number of stacks of prepregs determined through the pre-determination step and the stacking angle of the prepregs. A forming step of forming a case and the second lower case; a first lower case seating step of seating the first lower case on a jig; a reinforcement part seating step of seating the reinforcement part on the seated first lower case; A second lower case seating step of seating the second lower case on the seated reinforcement portion; And an inspection step of confirming a state in which the first lower case, the reinforcing part, and the second lower case are combined.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 제1 로워케이스안착단계 이후에 상기 제1 로워케이스와 상기 보강부 사이에 제1 접착부를 형성하는 제1 접착부형성단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method forms a first adhesive portion between the first lower case and the reinforcing part after the first lower case seating step. The first adhesive portion forming step; may further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 보강부 안착단계 이후에 상기 제1 로워케이스, 상기 제1 접착부, 및 상기 보강부를 가압하는 제1 가압단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method is a first step of pressing the first lower case, the first adhesive portion, and the reinforcement portion after the step of seating the reinforcement portion Pressing step; may further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 제1 가압단계 이후에, 상기 제2 로워케이스와 상기 보강부 사이에 제2 접착부를 형성하는 제2 접착부형성단계;를 더 포함 할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method is a method of forming a second adhesive portion between the second lower case and the reinforcing part after the first pressing step. 2 bonding part forming step; may further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 제2 로워케이스안착단계 이후에 상기 제2 로워케이스, 상기 제2 접착부, 및 상기 보강부를 가압하는 제2 가압단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method presses the second lower case, the second adhesive part, and the reinforcing part after the second lower case seating step. The second pressing step; may further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 제2 가압단계 이후에,상기 로워케이스를 가열하는 가열단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method may further include a heating step of heating the lower case after the second pressing step.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 형성단계이후에 상기 제1 로워케이스 또는 상기 제2 로워케이스에 생성되는 버를 제거하는 디버링단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method includes a deburring step of removing burrs generated in the first lower case or the second lower case after the forming step; It may further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 디버링단계이후에, 상기 디버링단계에서 발생된 이물질을 제거하는 클리닝단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method may further include a cleaning step of removing foreign substances generated in the deburring step after the deburring step.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 가열단계는 80도 내지 100도 사이의 온도에서 30분 내지 1시간 30분 동안 가열할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method may be heated for 30 minutes to 1 hour and 30 minutes at a temperature between 80 degrees and 100 degrees.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 검사단계는 상기 로워케이스 내부에 5kpa 내지 10kpa사이의 압력으로 가압 또는 감압시킨 상태에서 5초 내지 300초 사이의 시간이 경과한 후에 상기 로워케이스에서 에어의 유출 또는 유입 유무를 검사하여 상기 제1 로워케이스, 제1 접착부, 상기 보강부, 상기 제2 접착부, 및 상기 제2 로워케이스의 결합 상태를 검사할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the method for manufacturing a battery lower case is 5 seconds to 300 in a state in which the inspection step is pressurized or depressurized to a pressure between 5 kpa and 10 kpa inside the lower case. After the time between seconds has elapsed, the presence or absence of air from the lower case is inspected to determine whether the first lower case, the first bonding portion, the reinforcing portion, the second bonding portion, and the second lower case are engaged. Can be checked.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 검사단계 이후에, 상기 로워케이스를 보관 또는 운반하기 위해 상기 로워케이스를 포장하는 포장단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method is a packaging step of packaging the lower case to store or transport the lower case after the inspection step. It can contain.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 하부를 형성하는 제1 로워케이스, 상기 제1 로워케이스의 상부에 설치되는 보강부, 및 상기 제1 로워케이스와 마주하도록 상기 보강부의 상부에 설치되어 상기 로워케이스의 상부를 형성하는 제2 로워케이스를 포함하고, 상기 제1 로워케이스와 상기 제2 로워케이스는 일방향 프리프레그로 형성되는 전기자동차의 배터리가 수납되는 배터리 로워케이스를 제조함에 있어서,상기 전기자동차와 상기 배터리의 종류에 따라 상기 제1 로워케이스와 상기 제2 로워케이스를 제조하기 위해 상기 제1 로워케이스와 상기 제2 로워케이스를 형성하는 프리프레그의 적층 수 및 프리프레그의 적층각도를 결정하는 사전결정단계;상기 사전결정단계를 통해 결정된 프리프레그의 적층 수 및 프리프레그의 적층각도로 상기 제1 로워케이스 와 상기 제2 로워케이스를 형성하는 형성단계;상기 제1 로워케이스를 지그에 안착시키는 제1 로워케이스안착단계;안착된 상기 제1 로워케이스의 상부에 상기 보강부를 안착시키는 보강부안착단계;안착된 상기 보강부의 상부에 상기 제2 로워케이스를 안착시키는 제2 로워케이스안착단계; 상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스를 결합하는 결합단계; 및 상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스가 결합된 상태를 확인하는 검사단계;를 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method includes a first lower case forming a lower portion, a reinforcement part installed on an upper portion of the first lower case, and the first A battery of an electric vehicle formed on an upper portion of the reinforcing portion facing the lower case and including a second lower case forming an upper portion of the lower case, wherein the first lower case and the second lower case are formed as a one-way prepreg. In manufacturing the battery lower case in which the housing is stored, forming the first lower case and the second lower case to manufacture the first lower case and the second lower case according to the type of the electric vehicle and the battery A pre-determination step of determining the number of stacks of prepregs and the stacking angle of the prepregs; The first lower case and the second lower case are formed by the number of stacks of prepregs and the stacking angle of the prepregs determined through the predetermined step. Forming step; first lower case seating step of seating the first lower case on a jig; reinforcing part seating step of seating the reinforcement part on the seated first lower case; upper part of the seated reinforcement part 2 a second lower case seating step for seating the lower case; A coupling step of coupling the first lower case, the reinforcing part and the second lower case; And an inspection step of confirming a state in which the first lower case, the reinforcing part, and the second lower case are combined.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 형성단계이후에, 상기 제1 로워케이스 또는 상기 제2 로워케이스에 생성되는 버를 제거하는 디버링단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method is a deburring step of removing burrs generated in the first lower case or the second lower case after the forming step. ; May further include.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 디버링단계이후에, 상기 디버링단계에서 발생된 이물질을 제거하는 클리닝단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method may further include a cleaning step of removing foreign substances generated in the deburring step after the deburring step.
또한, 본 발명에 의한 배터리 로워케이스 제조방법의 바람직한 다른 실시예에서, 배터리 로워케이스 제조방법은 상기 검사단계 이후에, 상기 로워케이스를 보관 또는 운반하기 위해 상기 로워케이스를 포장하는 포장단계;를 더 포함할 수 있다.In addition, in another preferred embodiment of the method for manufacturing a battery lower case according to the present invention, the battery lower case manufacturing method is a packaging step of packaging the lower case to store or transport the lower case after the inspection step. It can contain.
본 발명에 의한 배터리 로워케이스 제조방법은 종래 스틸 또는 알루미늄에서 구현할 수 없었던 복잡한 구조의 로워케이스를 종래와 같이 각 부품으로 나누어 각 부품을 성형하고 다시 이를 접합하기 위한 용접처리 과정 없이 프리프레그로 제1 로워케이스와 제2 로워케이스를 성형하고 제1 로워케이스와 제2 로워케이스 사이에 보강부안착단계를 구비하여 강도를 보강함으로서 복잡한 구조의 로워케이스를 다양하게 생산할 수 있는 효과가 있다. The method for manufacturing a battery lower case according to the present invention is divided into a lower case of a complex structure that cannot be realized in conventional steel or aluminum, and is divided into individual parts as in the prior art, and is formed as a prepreg without a welding process for forming each part and joining them again. By forming the lower case and the second lower case, and providing a reinforcement part mounting step between the first lower case and the second lower case to reinforce the strength, there is an effect that various types of lower cases having a complicated structure can be produced.
또한, 본 발명에 의한 배터리 로워케이스 제조방법은 제1 로워케이스와 제2 로워케이스를 프리프레그로 형성하는 형성단계를 포함함에 따라 종래와 같이 각 부품별로 성형할 필요가 없으므로 부품수를 감소시켜 부품비용을 절감함으로서 전기 자동차의 차량 가격을 감소시키고, 수요자의 전기 자동차의 수요를 증대시킬 수 있는 효과가 있다.In addition, the battery lower case manufacturing method according to the present invention includes a forming step of forming the first lower case and the second lower case into prepregs, so it is not necessary to mold each component as in the prior art, thereby reducing the number of components. By reducing the cost, it is possible to reduce the vehicle price of the electric vehicle and increase the demand for the electric vehicle of the consumer.
게다가, 본 발명에 의한 배터리 로워케이스 제조방법은 로워케이스의 외관을 이루는 제1 로워케이스와 제2 로워케이스를 프리프레그로 형성하는 형성단계를 포함함에 따라 종래와 같이 각 부품별로 성형한 뒤 각 부품을 접합하기 위한 용접처리를 할 필요가 없어 조립공수를 감소시켜 인적 자원 및 물적 자원이 낭비되는 것을 방지하는 효과가 있다.In addition, the method for manufacturing a battery lower case according to the present invention includes a forming step of forming a first lower case and a second lower case as prepregs that form the appearance of the lower case, and then forming each component for each component as before. There is no need to perform a welding process for joining, thereby reducing the number of assembling work and preventing human resources and material resources from being wasted.
더욱이, 본 발명에 의한 배터리 로워케이스 제조방법은 무게가 무거운 보강부를 최소화하고, 제1 로워케이스와 제2 로워케이스를 프리프레그로 형성하는 형성단계를 포함함에 따라 로워케이스의 무게를 절감함으로서 전기자동차의 연비를 향상시키는 효과가 있다.Moreover, the method for manufacturing a battery lower case according to the present invention minimizes a heavy reinforcement part and includes a forming step of forming a first lower case and a second lower case into a prepreg, thereby reducing the weight of the lower case to make an electric vehicle. It has the effect of improving the fuel economy.
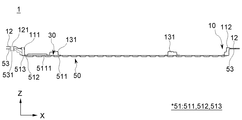
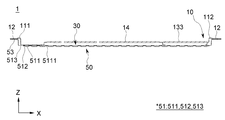
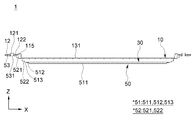
도 1은 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스의 사시도를 나타낸다.
도 2는 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스의 분해사시도를 나타낸다.
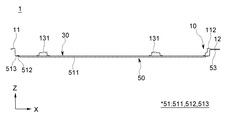
도 3은 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스를 나타낸다.
도 4는 도 3의 A-A 부분을 절단한 단면도를 나타낸다.
도 5는 도 3의 B-B 부분을 절단한 단면도를 나타낸다.
도 6은 도 3의 C-C 부분을 절단한 단면도를 나타낸다.
도 7은 도 3의 E-E 부분을 절단한 단면도를 나타낸다.
도 8은 도 7의 A부분을 확대한 도면을 나타낸다.
도 9는 도 3의 F-F 부분을 절단한 단면도를 나타낸다.
도 10은 프리프레그의 성형 공정조건별 경화도 분석을 나타낸 도면이다.
도 11은 본 발명의 1 실시예에 따른 배터리 로워케이스 제조방법의 절차도를 나타낸다.
도 12는 본 발명의 2 실시예에 따른 배터리 로워케이스 제조방법의 절차도를 나타낸다. 1 is a perspective view of a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention.
2 is an exploded perspective view of a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention.
3 shows a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention.
FIG. 4 is a sectional view taken along line AA of FIG. 3.
FIG. 5 is a sectional view taken along line BB of FIG. 3.
FIG. 6 is a cross-sectional view of the CC portion of FIG. 3.
7 is a cross-sectional view of the EE portion of FIG. 3.
8 is an enlarged view of part A of FIG. 7.
9 is a cross-sectional view of the FF portion of FIG. 3.
10 is a view showing the analysis of the degree of curing of prepreg molding process conditions.
11 is a flowchart of a method for manufacturing a battery lower case according to an embodiment of the present invention.
12 is a flowchart of a method for manufacturing a battery lower case according to a second embodiment of the present invention.
이하, 본 발명의 실시예에 의한 배터리의 로워케이스 제조방법의 도면을 참고하여 상세하게 설명한다. 다음에 소개되는 실시 예들은 당업자에게 본 발명의 사상이 충분히 전달될 수 있도록 하기 위해 예로서 제공되는 것이다. 따라서, 본 발명은 이하 설명되는 실시 예들에 한정되지 않고 다른 형태로 구체화될 수도 있다. 그리고 도면들에 있어서, 장치의 크기 및 두께 등은 편의를 위하여 과장되어 표현될 수도 있다. 명세서 전체에 걸쳐서 동일한 참조 번호들은 동일한 구성요소들을 나타낸다.Hereinafter, with reference to the drawings of a method for manufacturing a lower case of a battery according to an embodiment of the present invention will be described in detail. The embodiments introduced below are provided as examples in order to sufficiently convey the spirit of the present invention to those skilled in the art. Accordingly, the present invention is not limited to the embodiments described below and may be embodied in other forms. And in the drawings, the size and thickness of the device may be exaggerated for convenience. Throughout the specification, the same reference numbers indicate the same components.
본 발명의 이점 및 특징, 그리고 그것들을 달성하는 방법은 첨부되는 도면과 함께 상세하게 후술되어 있는 실시 예들을 참조하면 명확해질 것이다. 그러나 본 발명은 이하에서 개시되는 실시 예들에 한정되는 것이 아니라 서로 다른 다양한 형태로 구현될 것이며, 단지 본 실시 예들은 본 발명의 개시가 완전하도록 하며, 본 발명이 속하는 기술분야에서 통상의 지식을 가진 자에게 발명의 범주를 완전하게 알려주기 위해 제공되는 것이며, 본 발명은 청구항의 범주에 의해 정의될 뿐이다. 명세서 전체에 걸쳐 동일 참조 부호는 동일 구성요소를 지칭한다. 도면에서 층 및 영역들의 크기 및 상대적인 크기는 설명의 명료성을 위해 과장될 수 있다.Advantages and features of the present invention, and methods for achieving them will be clarified with reference to embodiments described below in detail together with the accompanying drawings. However, the present invention is not limited to the embodiments disclosed below, but will be implemented in various different forms, and only the embodiments allow the disclosure of the present invention to be complete, and have ordinary knowledge in the art to which the present invention pertains. It is provided to fully inform the person of the scope of the invention, and the invention is only defined by the scope of the claims. The same reference numerals refer to the same components throughout the specification. The size and relative size of layers and regions in the drawings may be exaggerated for clarity of explanation.
본 명세서에서 사용된 용어는 실시 예들을 설명하기 위한 것이며, 따라서 본 발명을 제한하고자 하는 것은 아니다. 본 명세서에서, 단수형은 문구에서 특별히 언급하지 않는 한 복수형도 포함한다. 명세서에서 사용되는 "포함한다 (comprise)" 및/또는 "포함하는(comprising)"은 언급된 구성요소, 단계, 동작 및/ 또는 소자는 하나 이상의 다른 구성요소, 단계, 동작 및/또는 소자의 존재 또는 추가를 배제하지 않는다.The terminology used herein is for describing the embodiments, and thus is not intended to limit the present invention. In the present specification, the singular form also includes the plural form unless otherwise specified in the phrase. As used herein, "comprise" and / or "comprising" refers to the components, steps, operations and / or elements mentioned above, the presence of one or more other components, steps, operations and / or elements. Or do not exclude additions.
도 1은 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스의 사시도를 나타내고, 도 2는 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스의 분해사시도를 나타낸다.1 shows a perspective view of a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention, and FIG. 2 shows an exploded perspective view of a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention.
도 3은 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스를 나타내고, 도 4는 도 3의 A-A 부분을 절단한 단면도를 나타낸다.3 shows a battery lower case manufactured by a manufacturing method according to an embodiment of the present invention, and FIG. 4 shows a cross-sectional view of part A-A of FIG. 3.
도 5는 도 3의 B-B 부분을 절단한 단면도를 나타내고, 도 6은 도 3의 C-C 부분을 절단한 단면도를 나타낸다.5 is a cross-sectional view of the B-B portion of FIG. 3, and FIG. 6 is a cross-sectional view of the C-C portion of FIG. 3.
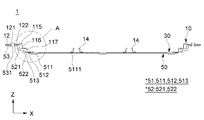
도 7은 도 3의 E-E 부분을 절단한 단면도를 나타내고, 도 8은 도 7의 A부분을 확대한 도면을 나타낸다.7 is a cross-sectional view of the E-E portion of FIG. 3, and FIG. 8 is an enlarged view of portion A of FIG. 7.
도 9는 도 3의 F-F 부분을 절단한 단면도를 나타내고, 도 10은 프리프레그의 성형 공정조건별 경화도 분석을 나타낸 도면이다.FIG. 9 is a cross-sectional view of the F-F portion of FIG. 3, and FIG. 10 is a view showing an analysis of the degree of curing for each pre-preg molding process condition.
도 11은 본 발명의 1 실시예에 따른 배터리 로워케이스 제조방법의 절차도를 나타내고, 도 12는 본 발명의 2 실시예에 따른 배터리 로워케이스 제조방법의 절차도를 나타낸다. 11 shows a procedure diagram of a method for manufacturing a battery lower case according to an embodiment of the present invention, and FIG. 12 shows a procedure diagram of a method for manufacturing a battery lower case according to a second embodiment of the present invention.
이하에서 사용하는 용어의 정의는 다음과 같다. "수평방향"이란 가로방향, 즉 도 1에서 X축 방향을 의미하고, "수직방향"이란 수평방향에 대해 직교하면서 높이방향, 즉 도 1에서 Z축 방향을 의미하며, "폭방향"이란 수평방향과 수직방향에 대해 직교하면서 세로방향, 즉 도 1에서 Y축 방향을 의미한다. 또한, 상부(상방)이란 "수직방향"에서 위쪽 방향, 즉 도 1에서 Z축의 위쪽을 향하는 방향을 의미하고, 하부(하방)이란 "수직방향"에서 아래쪽 방향, 즉 도 1에서 Z축 아래쪽을 향하는 방향을 의미한다. 또한, 내측(내부)이란 로워케이스의 중심을 향하는 방향을 의미하고 외측(외부)이란 내측의 반대 부분 즉 바깥쪽을 의미한다. Definitions of terms used below are as follows. The "horizontal direction" means the horizontal direction, that is, the X-axis direction in FIG. 1, and the "vertical direction" means the height direction while being orthogonal to the horizontal direction, that is, the Z-axis direction in FIG. 1, and the "width direction" is horizontal Orthogonal to the vertical direction and the vertical direction, that means the Y-axis direction in FIG. In addition, the upper (upper) means an upward direction in the "vertical direction", that is, the direction toward the Z axis upward in FIG. 1, and the lower (downward) means a downward direction in the "vertical direction", that is, the lower Z axis in FIG. 1. It means the direction to head. In addition, the inside (inside) means the direction toward the center of the lower case, and the outside (outside) means the opposite part of the inside, that is, the outside.
그리고, "전방"이란 전기 자동차에 로워케이스가 설치되는 위치가 전기 자동차의 앞쪽인 전기 자동차가 주행시 진행하는 방향으로 즉, 도 1에서 베이스부의 전면(111)의 외측을 의미하고, "후방"이란 전기 자동차에 로워케이스가 설치되는 위치가 전기 자동차의 뒤쪽인 전기 자동차가 주행시 진행하는 방향의 반대방향으로 즉, 도 1에서 베이스부의 후면(112)의 외측을 의미하며, "좌측방향"이란 전기 자동차에 로워케이스가 설치되는 위치가 전기 자동차의 왼쪽으로 전기 자동차가 주행시 전기 자동차가 진행하는 방향에서 90도 왼쪽 즉, 도 1에서 베이스부의 좌측면(113)의 외측을 의미하고, "우측방향"이란 전기 자동차에 로워케이스가 설치되는 위치가 전기 자동차의 오른쪽으로 전기 자동차의 주행시 전기 자동차가 진행하는 방향에서 90도 오른쪽 즉, 도 1에서 베이스부의 우측면(114)의 외측을 의미한다. In addition, the "front" means the direction in which the electric vehicle, in which the lower case is installed in the electric vehicle, is in front of the electric vehicle when driving, that is, the outside of the
도 1 및 도 3 내지 도 10을 참조하여 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)를 설명한다. 도 1 및 도 2에 도시된 것처럼, 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)는 제1 로워케이스(50), 보강부(30). 제2 로워케이스(10)를 포함한다.A battery
배터리 로워케이스(1)는 전기 자동차의 배터리가 수납되는 공간을 제공하는 역할을 한다. 배터리 로워케이스(1)의 내측에는 전기 자동차의 배터리 모듈이 장착된다.The battery
제1 로워케이스(50)는 로워케이스(1)의 하부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제1 로워케이스(50)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수 있다.The first
또한, 제1 로워케이스(50)는 프리프레그로 형성된다. 그리고 제1 로워케이스(50)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.In addition, the first
탄소섬유는 강철보다 강하고 알루미늄보다 가벼운 혁신적인 소재이지만, 그 자체만으로는 단순한 실(fiber) 또는 천(fabric)에 불과하여 단순한 실의 형태만으로는 의미가 없다. 따라서 탄소섬유는 그 형태와 물체의 성질을 그대로 유지하면서 부품의 형태로 생산할 수 있는 기지재(matrix)를 만날 때 비로소 복합소재(composite)로서 의미를 가지게된다. Carbon fiber is an innovative material that is stronger than steel and lighter than aluminum, but by itself is only a simple fiber or fabric, and is not meaningful in the form of a simple thread. Therefore, carbon fiber has meaning only as a composite material when it meets a matrix that can be produced in the form of a part while maintaining its shape and properties of an object.
탄소섬유강화플라스틱(Carbon Fiber Reinforced Plastic, CFRP )은 탄소섬유를 강화제로 하고 플라스틱을 기지재로 하는 대표적인 탄소섬유 복합재료이다. CFRP 성형법에는 탄소섬유와 플라스틱을 일정한 비울로 혼합한 뒤 사용하기 편한 형태로 중간재로 만들어 사용하는 중간재 활용법과 중간재를 사용하지 않고 곧바로 탄소섬유와 플라스틱이 만나면서 복합 부품을 만드는 방법이 있다. 이 중 중간재를 사용하는 경우의 중간재가 프리프레그 이다. Carbon Fiber Reinforced Plastic (CFRP) is a representative carbon fiber composite material with carbon fiber as the reinforcement agent and plastic as the base material. In the CFRP molding method, carbon fiber and plastic are mixed in a certain ratio, and then, an intermediate material is used to make an intermediate material in an easy-to-use form, and a method of making a composite part while carbon fiber and plastic meet immediately without using an intermediate material. Among them, the intermediate material in the case of using the intermediate material is a prepreg.
즉, 프리프레그란 Pre-impregnated material의 줄임말로 수지와 탄소섬유를 미리 일정한 비율로 함침시켜 놓은 시트 형태의 탄소섬유복합소재용 중간재를 의미한다.That is, prepreg is an abbreviation of pre-impregnated material, and means an intermediate material for a carbon fiber composite material in a sheet form in which resin and carbon fibers are impregnated in a predetermined ratio in advance.
프리프레그를 사용하면 수지와 탄소섬유비율을 정밀하게 조절할 수 있으며 시트 형태의 프리프레그를 필요한 부분에 원하는 섬유 방향으로 원하는 만큼 재단하여 사용할 수 있다. If prepreg is used, the ratio of resin and carbon fiber can be precisely controlled, and prepreg in the form of sheet can be cut and used as desired in the desired fiber direction.
이처럼 프리프레그를 사용하면 수지와 탄소섬유의 비율의 편차를 줄일 수 있고, 수지 물성의 한계를 극복 즉, 강성을 보강할 수 있으며, 복잡한 형상을 다양하게 구현할 수 있는 장점이 있다.The use of the prepreg can reduce the variation in the ratio of the resin and the carbon fiber, overcome the limitations of the resin properties, that is, reinforce the stiffness, and have the advantage of implementing various complex shapes.
프리프레그의 종류에는 섬유 종류에 따라 Glass Fiber와 Carbon Fiber로 나누어 지고 섬유의 제조방법에 따라 한 개의 방향성을 지니는 일방향 프리프레그, 크로스 프리프레그(또는 직물형 프리프레그) 또는 토우형 프리프레그로 나누어진다.The type of prepreg is divided into glass fiber and carbon fiber according to the fiber type, and is divided into one-way prepreg, cross prepreg (or fabric prepreg) or tow-type prepreg having one directionality according to the method of manufacturing the fiber. .
보강부(3)는 로워케이스(1)의 강도를 보강하기 위해 제1 로워케이스(50)의 상부와 제2 로워케이스(10)의 하부에 설치된다.The reinforcement part 3 is installed in the upper part of the first
보강부(30)는 반드시 이에 한정되는 것은 아니지만 스틸(steel) 또는 알루미늄(Aluminium)으로 이루어질 수 있고, 특히 강도를 높이면서 무게를 경량화하기 위해 스틸과 알루미븀의 합금으로 형성될 수 있다. 이 경우 스틸의 비중은 7.8 알루미늄의 비중은 2.7로 배합하는 경우 강도가 우수하게 나타난다.The reinforcing
제2 로워케이스(10)는 로워케이스(1)의 상부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제2 로워케이스(10)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수있다.The second
제2 로워케이스(10)는 제1 로워케이스(50)와 마주하도록 보강부(30)의 상부(즉 도 1에서 수직방향으로 위쪽)에 설치된다. 또한, 제2 로워케이스(10)는 프리프레그로 형성될 수 있다. 그리고 제2 로워케이스(10)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.The second
도 1 및 도 2를 참조하여 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)를 설명한다.A battery
도 1 및 도 2에 도시된 것처럼, 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)는 제1 로워케이스(10),제1 접착부(20), 보강부(30) 및 제2 로워케이스(50)를 포함한다.1 and 2, the battery
배터리 로워케이스(1)는 전기 자동차의 배터리가 수납되는 공간을 제공하는 역할을 한다. 배터리 로워케이스(1)의 내측에는 전기 자동차의 배터리 모듈이 장착된다.The battery
제1 로워케이스(50)는 로워케이스(1)의 하부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제1 로워케이스(50)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수 있다. 또한, 제1 로워케이스(50)는 프리프레그로 형성된다. 그리고 제1 로워케이스(50)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.The first
보강부(30)는 로워케이스(1)의 강도를 보강하기 위해 제1 로워케이스(50)의 상부와 제2 로워케이스(10)의 하부에 설치된다. 보강부(30)는 반드시 이에 한정되는 것은 아니지만 스틸(steel) 또는 알루미늄(Aluminium)으로 이루어질 수 있고, 특히 강도를 높이면서 무게를 경량화하기 위해 스틸과 알루미늄의 합금으로 형성될 수 있다. 이 경우 스틸의 비중은 7.8 알루미늄의 비중은 2.7로 배합하는 경우 강도가 우수하게 나타난다.The reinforcing
제2 로워케이스(10)는 로워케이스(1)의 상부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제2 로워케이스(10)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수 있다. 제2 로워케이스(10)는 제1 로워케이스(50)와 마주하도록 보강부(30)의 상부(즉 도 1에서 수직방향으로 위쪽)에 설치된다. 또한, 제2 로워케이스(10)는 프리프레그로 형성될 수 있다. 그리고 제2 로워케이스(10)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.The second
제1 접착부(40)는 제1 로워케이스(50)와 보강부(30)를 결합하기 위해 제1 로워케이스(10)의 상부(도 1에서 수직방향(Z)으로 위쪽)와 보강부(30)의 하부(도 1에서 수직방향(Z)으로 아래쪽) 사이에 형성된다. The first
도 1 및 도 2를 참조하여 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)를 설명한다.A battery
도 1 및 도 2에 도시된 것처럼, 본 발명의 실시예에 따른 제조방법에 의해 제조된 배터리 로워케이스(1)는 제1 로워케이스(10), 보강부(30), 제2 접착부(20) 및 제2 로워케이스(50)를 포함한다.1 and 2, the battery
배터리 로워케이스(1)는 전기 자동차의 배터리가 수납되는 공간을 제공하는 역할을 한다. 배터리 로워케이스(1)의 내부에는 전기 자동차의 배터리 모듈이 장착된다.The battery
제1 로워케이스(50)는 로워케이스(1)의 하부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제1 로워케이스(50)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수 있다. 또한, 제1 로워케이스(50)는 프리프레그로 형성된다. 그리고 제1 로워케이스(50)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.The first
보강부(30)는 로워케이스(1)의 강도를 보강하기 위해 제1 로워케이스(50)의 상부와 제2 로워케이스(1)의 하부에 설치된다. 보강부(3)는 반드시 이에 한정되는 것은 아니지만 스틸(steel) 또는 알루미늄(Aluminium)으로 이루어질 수 있고, 특히 강도를 높이면서 무게를 경량화하기 위해 스틸과 알루미븀의 합금으로 형성될 수 있다. 이 경우 스틸의 비중은 7.8 알루미늄의 비중은 2.7로 배합하는 경우 강도가 우수하게 나타난다.The reinforcing
제2 로워케이스(10)는 로워케이스(1)의 상부를 형성하는 역할을 한다. 그리고 반드시 이에 한정되는 것은 아니지만, 제2 로워케이스(10)는 Vinyl Ester SMC 또는 Carbon SMC 을 재질로 할 수있다. 제2 로워케이스(10)는 제1 로워케이스(50)와 마주하도록 보강부(30)의 상부(즉 도 1에서 수직방향으로 위쪽)에 설치된다. 또한, 제2 로워케이스(10)는 프리프레그로 형성될 수 있다. 그리고 제2 로워케이스(10)의 프리프레그는 일방향 프리프레그 또는 크로스 프리프레그로 이루어질 수 있다.The second
제2 접착부(20)는 보강부(30)와 제2 로워케이스(10)를 결합하기 위해 보강부(30)의 상부(도 1에서 수직방향(Z)으로 위쪽)와 제2 로워케이스(10)의 하부(도 1에서 수직방향(Z)으로 아래쪽)사이에 형성된다.The second
본 발명의 실시예에 따른 제조방법에 의해 제조된 제2 로워케이스는(10) 베이스부(11), 제2 마운팅부(12), 충돌리브(13) 및 보강리브(14)를 포함한다.The second lower case manufactured by the manufacturing method according to the embodiment of the present invention includes a
베이스부(11)는 제2 로워케이스(10)의 형상을 결정하는 역할을 한다. 베이스부(11)는 전기 자동차의 종류 및 형태에 따라 다양한 형상으로 형성될 수 있다.The
베이스부(11)는 전기자동차의 전방에 인접하게 설치되는 베이스부의 전면(111), 전기자동차의 후방에 인접하게 설치되는 베이스부의 후면(112), 전기자동차의 좌측방향에 인접하게 설치되는 베이스부의 좌측면(113) 및 전기자동차의 우측방향에 인접하게 설치되는 베이스부의 우측면(114)을 포함한다.The
제2 마운팅부(12)는 베이스부(11)를 전기자동차에 결합하기 위해 베이스부의 전면(111), 후면(112), 좌측면(113) 및 우측면(114)의 외측에 형성된다.The second mounting
도 3에 도시된 것처럼 충돌리브(13)는 측방리브(131), 전방리브(132) 및 후방리브(133)를 포함한다.3, the collision rib 13 includes a
충돌리브(13)은 전기자동차가 자동차나 도로위의 설치물등과 충돌하는 경우에 로워케이스(1)에 가해지는 충격을 완화하여 로워케이스(1)의 내측에 수용되는 배터리를 보호하기 위해서 베이스부(11)의 일부에 형성된다.The collision rib 13 is a base unit to protect the battery accommodated inside the
측방리브(131)는 전기자동차의 좌측방향 및/또는 우측방향에서 자동차나 도로위의 설치물등과 충돌하여 베이스부의 좌측면(113) 및/또는 베이스부의 우측면(114)에 충격이 가해지는 경우, 베이스부의 좌측면(113) 및/또는 베이스부의 우측면(114)에 가해지는 충격을 완화함으로서 베이스부의 좌측면(113) 및/또는 베이스부의 우측면(114) 찌그러져서 변형되어 로워케이스(1)의 내측에 설치된 배터리가 손상되는 것을 방지하기 위해 설치된다.When the
측방리브(131)는 2개 이상 설치될 수 있고, 측방리브(131) 각각은 서로 마주하면서 베이스부(11)의 수평방향으로 이격하고 베이스부의 좌측면(113)과 베이스부의 우측면(114)에 직교하도록 베이스부의 좌측면(113)과 베이스부의 우측면(114) 사이에 형성된다.Two or more
전방리브(132)는 전기자동차의 전방에서 자동차나 도로위의 설치물등과 충돌하여 베이스부의 전면(111)에 충격이 가해지는 경우, 베이스부의 전면(111)에 가해지는 충격을 완화하여 베이스부의 전면(111)이 찌그러져서 변형되어 로워케이스(1)의 내측에 설치된 배터리가 손상되는 것을 방지하기 위해 설치된다.The
전방리브(132)는 1개 이상 설치될 수 있고, 베이스부의 전면(111)과 베이스부의 전면(111)에 인접하게 설치되는 측방리브(131) 사이에 베이스부의 전면(111)과 측방리브(131)에 직교하도록 형성된다.One or more
후방리브(133)는 전기자동차의 후방에서 자동차나 도로위의 설치물등과 충돌하여 베이스부의 후면(112)에 충격이 가해지는 경우, 베이스부의 후면(112)에 가해지는 충격을 완화하여 베이스부의 후면(112)이 찌그러져서 변형되어 로워케이스(1)의 내측에 설치된 배터리가 손상되는 것을 방지하기 위해 설치된다.When the
후방리브(133)는 1개 이상 설치될 수 있고, 베이스부의 후면(112)과 베이스부의 후면(112)에 인접하게 설치되는 측방리브(131) 사이에 베이스부의 후면(112)과 측방리브(131)에 직교하도록 형성된다.One or more
도 3에 도시된 것처럼, 제2 로워케이스(10)는 보강리브(14)를 더 포함한다.3, the second
보강리브(14)는 1개 이상설치될 수 있고, 보강리브(14)는 제2 로워케이스(10)의 강도를 보강하기 위해 측방리브(131) 사이에 측방리브(131)와 직교하도록 형성된다.One or more reinforcing
도 7에 도시된 것처럼, 베이스부(11)는 돌출부(115), 제1 절곡부(116) 및 제2 절곡부(117)를 포함한다.As shown in FIG. 7, the
돌출부(115)는 제2 마운팅부(12)의 내측 선단에서 상부로 돌출되게 연장 형성된다.The protruding
제1 절곡부(116)는 돌출부(115)의 내측 선단에서 하부를 향하면서 내측으로 단차지게 연장 형성된다. 또한 제1 절곡부(116)는 후술하는 제1 지지부(521)와 일부가 접촉되도록 설치 될 수 있다.The first
제2 절곡부(117)는 제1 절곡부(116)의 내측 선단에서 하부를 향하면서 내측으로 단차지게 연장 형성된다. 또한, 제2 절곡부(117)의 일부는 후술하는 보강부(30)와 접촉되도록 설치될 수 있다. The second
도 7에 도시된 것처럼, 제2 마운팅부(12)는 체결홀(121) 및 스토퍼부(122)를 포함한다.As illustrated in FIG. 7, the second mounting
체결홀(121)은 복수로 형성되고, 각각의 체결홀(121)은 제2 마운팅부(12)를 관통하여 형성되며 각각의 체결홀(121)은 서로 이격되게 형성된다. 관통형성되는 체결홀을 통해 나사등이 삽입되어 제2 로워케이스(10), 제1 로워케이스(50) 및 전기자동차의 마운트(mount) 부분을 서로 결합한다.A plurality of
스토퍼부(122)는 제1 접착부(40) 및/또는 제2 접착부(20)가 제2 마운팅부(12)의 내측과 제1 마운팅부(53)의 내측으로 유입되는 것을 방지하기 위하여 제2 마운팅부(12)의 하부로 돌출되게 형성된다. The
도 2에 도시된 것처럼, 제1 로워케이스는(50)는 하우징부(51), 결합부(52) 제1 마운팅부(53)를 포함한다.As shown in FIG. 2, the first
하우징부(51)는 제1 로워케이스(50)의 하부를 커버하도록 일정한 폭과 길이를 구비하여 형성된다.The housing part 51 is formed with a constant width and length to cover the lower portion of the first
결합부(52)는 베이스부(11)와 서로 결합할 수 있도록 베이스부(11)와 대응하는 부분에 위치하고, 결합부(52)는 하우징부(51)의 외측에 형성된다.The coupling portion 52 is located in a portion corresponding to the
결합부(52)는 베이스부(11)와 마찬가지로 전면, 후면, 좌측면, 우측면을 구비하다. 즉, 결합부(52)의 전면은 베이스부의 전면(111)에 대응하는 부분이고 결합부(52)의 후면은 베이스부의 후면(112)과 대응하는 부분이며, 결합부(52)의 좌측면은 베이스부의 좌측면(113)에 대응하는 부분이고, 결합부(52)의 우측면은 베이스부의 우좌측면(114)과 대응하는 부분이다The coupling part 52 has a front surface, a rear surface, a left surface, and a right surface, like the
제1 마운팅부(53)는 체결홀(121)과 대응하는 부분에 관통 형성되는 복수의 결합홀(531)을 구비하고, 결합부(52)의 전면, 후면, 좌측면 및 우측면에 형성된다. The first mounting
하우징부(51)는 바디부(511), 플랜지부(512) 및 고정부(513)를 포함한다.The housing part 51 includes a
바디부(511)는 하우징부(51)의 하부를 형성하는 역할을 하고, 일정한 폭과 길이를 구비하여 형성된다. The
또한, 바디부(511)는 바디부(511)의 강도를 보강하기 위해 바디부(511)의 상부로 돌출되게 형성되는 1개 이상의 돌출리브(5111)를 포함할 수 있다.In addition, the
도 2에 도시된 것처럼, 돌출리브(5111)는 복수로 형성될 수 있고, 각각의 돌출리브(5111)는 바디부(511)의 폭방향의 중심을 기준으로 서로 마주하면서 대칭하도록 이격되게 형성되고, 바디부(511)의 수평방향을 따라 병렬로 형성될 수 있다. 이러한 구조로 형성되는 경우 돌출리브(5111)는 바디부(511)의 상부에서 균형을 유지하면서 바디부(511)의 강도룰 높게 보강할 수 있다.2, the protruding
플랜지부(512)는 보강부(30)를 플랜지부(512)의 상부에 안착하기 위해 바디부(511)의 외측선단에서 상부를 향하면서 외측으로 단차지게 형성된다.The
도 8에 도시된 것처럼, 플랜지부(512)의 바디부(511)를 기준으로 수직방향 길이(H)와 돌출리브(5111)의 바디부(511)를 기준으로 수직방향 길이(h)는 동일하게 형성될 수 있다.As illustrated in FIG. 8, the vertical length H based on the
이에 따라 돌출리브(5111)는 바디부(511)의 강도를 보강하는 역할을 할 뿐만 아니라 돌출리브(5111)는 플랜지부(512)와 함께 상부에 무게가 무거운 보강부(30)를 안착하여 보강부(30)를 아래에서 지탱하게 되므로, 무게가 무거운 보강부(30)가 하중에 의해 휘어지거나 변형되는 것을 방지할 수 있다.Accordingly, the protruding
고정부(513)는 플랜지부(512)에 안착된 보강부(30)가 플랜지부(512)에서 이탈되는 것을 방지하기 위해 플랜지부(512)의 외측선단에서 상부를 향하면서 외측으로 단차지게 형성된다. The fixing
전기자동차의 급발진, 급정지 ,경사면 이동 또는 다른 자동차나 도로위의 설치물과 전기자동차가 충돌하는 경우에 무게가 무거운 보강부(30)가 안착된 위치에서 이탈되게 되면 보강부(30)의 상부에 수용된 배터리가 훼손될 수 있고, 배터리가 폭발하는 사고에 의해 인명 피해 또는 재산 피해가 발생할 수 있는 문제가 있다.When an electric vehicle suddenly breaks down, suddenly stops, moves on a slope, or collides with another vehicle or an installation on a road and the electric vehicle collides with the
이처럼, 상기와 같은 문제가 발생되는 것을 방지하기 위해 본 발명은 무게가 무거운 보강부(30)가 플랜지부(512)의 상부에 안착되면서 동시에 고정부(513)에 의해 보강부(30)의 외측면이 둘러쌓이도록 형성하여 보강부(30)가 고정부(513)에 의해 플랜지부(512)의 상부에 안착 된 위치에서 이탈되지 않고 1차적으로 고정된다. As described above, in order to prevent the above-described problems from occurring, the present invention includes the
이에 따라, 전기자동차의 급발진, 급정지 ,경사면 이동 또는 다른 자동차나 도로위의 설치물과 전기자동차가 충돌하는 경우 등에도 플랜지부(512)의 상부에 안착 된 위치에서 보강부(30)가 1차적으로 고정되고, 플랜지부(512)에서 이탈되지 않으므로 보강부(30)의 상부에 수용된 배터리를 보호할 수 있다.Accordingly, the
도 7 및 도 8을 참조하면, 결합부(52)는 제1 지지부(521)와 제2 지지부(522)를 포함한다.Referring to FIGS. 7 and 8, the coupling portion 52 includes a
제1 지지부(521)는 제1 절곡부(116)를 지지하도록 제1 절곡부(116)의 일부와 접촉하고 제1 마운팅부(53)의 내측 선단에서 하부를 향해 내측으로 단차지게 형성된다The
즉, 제1 지지부(521)는 제1 절곡부(116)의 하중을 제1 절곡부(116)의 하부에서 지지하도록 제1 지지부(521)와 제1 절곡부가 서로 접촉되게 설치되어 제 1 절곡부(116)와 제1 지지부(521)가 움직이거나 변형되지 않도록 견고하게 고정할 수 있다.That is, the
제2 지지부(522)는 제1 지지부(521)의 내측 선단에서 하부를 향해 내측으로 단차지게 형성된다. 구체적으로 제2 절곡부(117)는 제1 절곡부(117)의 선단에서 하부를 향해 수직방향으로 절곡되도록 연장형성되고, 수직방향으로 절곡되도록 연장형성된 제2 절곡부(117)의 하부선단에서 다시 내측을 향해 수평방향으로 절곡되도록 연장형성된다. The
도 7 및 도 8을 참조하면, 제2 절곡부(117)의 하부선단에서 내측을 향해 수평방향으로 절곡되게 연장형성된 부분의 하부는 보강부(30)의 상부와 접촉되도록 설치되고, 플랜지부(512)의 상부는 일부 또는 전부가 보강부(30)의 하부와 서로 접촉되도록 설치된다. Referring to FIGS. 7 and 8, the lower portion of the portion formed to be bent in the horizontal direction from the lower end of the second
즉, 제2 마운팅부(12)의 체결홀(121)과 제1 마운팅부(53)의 결합홀(531)을 관통하도록 나사 등을 이용하여 제1 로워케이스(50)과 제2 로워케이스(10)가 밀착되도록 체결하게 되면, 보강부(30)의 상부는 제2 절곡부(117)가 보강부(30)를 하부로 가압하는 힘을 받게 되고, 보강부(30)의 하부는 플랜지부(512)가 보강부(30)를 상부로 가압하는 힘을 받게 된다.That is, the first
이처럼 보강부(30)를 플랜지부(512)와 제2 지지부(522)의 사이에 설치하여 제2 절곡부(117)와 플랜지부(512)가 보강부(30)를 각각 가압하는 힘이 반대로 작용하도록 가압하면 무게가 무거운 보강부(30)는 견고하게 2차적으로 고정될 수 있다.As described above, by installing the reinforcing
더욱이, 제1 절곡부(116)는 제1 지지부(521)와 일부가 접촉되도록 설치되므로 제2 마운팅부(12)의 체결홀(121)과 제1 마운팅부(53)의 결합홀(531)을 관통하도록 나사 등을 이용하여 제1 로워케이스(50)과 제2 로워케이스(10)가 밀착되도록 체결하게 되면 제1 절곡부(116)는 제1 절곡부(116)가 제1 지지부(521)를 하부로 가압하는 힘이 작용하게 되고, 반대로 제1 지지부(521)는 제1 지지부(521)가 제1 절곡부(116)를 상부로 가압하는 힘이 작용하게 된다.Moreover, since the first
즉, 제1 절곡부(116)와 제1 지지부(521)가 접촉된 부분에서는 서로 반대되는 방향으로 가압하는 힘이 작용하게 되고, 이를 통해 제2 절곡부(117)와 플랜지부(512)가 서로 반대방향에서 보강부(30)를 가압하는 힘을 보강하게 된다.That is, in the portion where the first
이에 따라, 무게가 무거운 보강부(30)는 제1 절곡부(116)와 제1 지지부(521)에 의해 견고하게 3차적으로 고정될 수 있다. Accordingly, the heavy reinforcing
전기자동차의 급발진, 급정지 ,경사면 이동 또는 다른 자동차나 도로위의 설치물과 전기자동차가 충돌하는 경우에 무게가 무거운 보강부(30)가 안착된 위치에서 이탈되게 되면 보강부(30)의 상부에 수용된 배터리가 훼손될 수 있고, 배터리가 폭발하는 사고에 의해 인명 피해 또는 재산 피해가 발생할 수 있는 문제가 있다.When an electric vehicle suddenly breaks down, suddenly stops, moves on a slope, or collides with another vehicle or an installation on a road and the electric vehicle collides with the
이처럼, 상기와 같은 문제가 발생되는 것을 방지하기 위해 본 발명은 보강부(30)를 제2 절곡부(117)와 플랜지부(512)의 사이에 설치하여 제2 절곡부(117)와 플랜지부(512)가 보강부(30)를 각각 가압하는 힘이 반대로 작용하도록 가압하여 무게가 무거운 보강부(30)는 견고하게 2차적으로 고정하고, 제1 절곡부(116)는 제1 지지부(521)와 일부가 접촉되도록 설치하여 제1 절곡부(116)와 제1 지지부(522)가 접촉된 부분에서는 서로 반대되는 방향으로 가압하는 힘이 작용하도록 하여, 이를 통해 제2 절곡부(117)와 플랜지부(512)가 서로 반대방향에서 보강부(30)를 가압하는 힘을 더욱 보강함으로서 무게가 무거운 보강부(30)를 견고하게 3차적으로 고정한다.As described above, in order to prevent the above problems from occurring, the present invention is to install the reinforcing
이에 따라, 전기자동차의 급발진, 급정지 ,경사면 이동 또는 다른 자동차나 도로위의 설치물과 전기자동차가 충돌하는 경우 등에도 플랜지부(512)의 상부에 안착 된 위치에서 보강부(30)가 고정되고, 플랜지부(512)에서 이탈되지 않으므로 보강부(30)의 상부에 수용된 배터리를 보호하여 보강부(30)의 상부에 수용된 배터리가 훼손되는 것을 방지함으로서 전기자동차가 오작동 등의 재산적 손해를 감소시키고, 배터리가 폭발하여 발생될 수 있는 안전사고에 의한 인명 피해 또는 재산 피해가 발생되는 것을 방지할 수 있다.Accordingly, the reinforcing
보강부(30)의 하부는 플랜지부(512)의 상부와 돌출리브(5111)의 상부에 접촉되도록 설치되고, 동시에 보강부(30)의 상부는 제2 절곡부(117)의 하부, 보강리브(14)의 하부, 및 충돌리브(13)의 하부에 접촉되도록 설치될 수 있다.The lower portion of the reinforcing
즉, 보강부(30)는 보강부(30)의 하부는 상술한 플랜지부(512)의 상부뿐만 아니라 돌출리브(5111)의 상부에도 접촉되도록 설치되고, 보강부(30)의 상부는 상술한 제2 절곡부(117)의 하부뿐만 아니라 보강리브(14)의 하부, 및 충돌리브(13)의 하부에도 접촉되도록 설치함으로서 보강부(30)를 더욱 견고하게 4차적으로 고정할 수 있다.That is, the reinforcing
제1 로워케이스(50)와 제2 로워케이스(10)는 프리프레그로 형성될 수 있고, 제1 로워케이스(50)와 제2 로워케이스(10)가 전기자동차에 설치되는 위치에 따라 강도를 보강하기 위해 복수의 프리프레그를 적층하여 일체로 성형할 수 있다.The first
또한, 제1 로워케이스(50)와 제2 로워케이스(10)가 일방향 프리프레그로 이루어진 경우 프리프레그가 성형 된 이후 뒤틀리는 것을 방지하기 위해 적층되는 복수의 프레프레그의 적층되는 각도를 서로 다르게 하여 일체 성형 할 수 있다.In addition, when the first
두께
thickness
상기 표 1은 DSC(Differential Scanning Calorinerty) 경화도 분석을 통한 프리프레그 두께별 경화조건을 나타낸 것이다, 두께의 단위 T(thickess)는 1T가 1mm를 나타낸다. 가열되는 시간의 단위 S(sec)는 초를 의미하고 %는 경화도를 의미한다.Table 1 shows the curing conditions for each prepreg thickness through DSC (Differential Scanning Calorinerty) curing degree analysis, and the unit of thickness T (thickess) represents 1T of 1 mm. The unit S (sec) of the heating time means seconds, and% means the degree of curing.
그리고, 경화도가 95%이상인 경우 프리프레그가 갖는 안정적인 물성의 확보가능하다. 즉 경화도가 95%이상을 만족하는 프리프레그로 제1 로워케이스(50)와 제2 로워케이스(10)를 형성할 수 있다는 의미를 가진다.In addition, when the curing degree is 95% or more, it is possible to secure stable physical properties of the prepreg. That is, it has a meaning that the first
도 9를 참조하면, 프레프레그의 두께와 가열되는 시간(프리프레그 성형시간)에 따른 인장강도(Strength)와 탄성률(Modulus)를 나타낸다. 두께의 단위 T(thickess)는 1T가 1mm를 나타낸다. 가열되는 시간의 단위 S(sec)는 초를 의미한다. 또한, 인장강도의 단위는 MPa(Mega Pascal). 이고 탄성율의 단위는 GPa(Giga pascal)이다.Referring to FIG. 9, the tensile strength and modulus of the prepreg according to the thickness and the heating time (prepreg forming time) are shown. In the thickness unit T (thickess), 1T represents 1 mm. The unit S (sec) of the heating time means seconds. In addition, the unit of tensile strength is MPa (Mega Pascal). The unit of elastic modulus is GPa (Giga pascal).
전기자동차에 다른 자동차나 도로위의 설치물에 의해 충격 또는 충돌이 가해지는 방향에 따라 제1 로워케이스(50)와 제2 로워케이스(10)의 프리프레그 적층각도를 달리하게 되면 최소한의 프리프레그의 적층수르 최대의 성능을 나타낼 수 있다.If the prepreg stacking angles of the first
구체적으로 제1 로워케이스(50)의 제1 마운팅부(53)와 제2 로워케이스(10)의 제2 마운팅부(12)는 결합홀(531)과 체결홀(121)을 관통하여 나사등으로 전기자동차에 직접적으로 체결되는 부위이므로 제1 마운팅부(53)와 제2 마운팅부(12)는 변형이 되지 않도록 8겹의 프리프레그 적층하는 것이 바람직하다.Specifically, the first mounting
또한, 일방향 프리프레그를 적층하는 경우에는 8겹의 프리프레그를 각각 0°,+90°,0°,-90°,0°,+90°,0°,-90°의 각도로 배치하여 제1 마운팅부(53)와 제2 마운팅부(12)가 변형이 되지 않도록 한다.In addition, when laminating one-way prepregs, 8 layers of prepregs are arranged at an angle of 0 °, + 90 °, 0 °, -90 °, 0 °, + 90 °, 0 °, -90 °, respectively. The first mounting
그리고, 제1 로워케이스(10)의 보강리브(14)는 로워케이스(1)의 강성을 보강하기 위해 설치되는 것이므로 보강리브(14) 자체의 강성을 더욱 높이기 위해 5겹의 프리프레그를 적층하는 것이 바람직하다.In addition, since the reinforcing
또한 일방향 프리프레그를 적층하는 경우에는 5겹의 프리프레그를 각각 +90°,+45°, 0°,-45°-90°,0°,-90°의 각도로 배치하여 보강리브(14) 자체의 강성을 더욱 높일 수 있다.In addition, when laminating one-way prepregs, the
더욱이, 제1 로워케이스(10)의 충돌리브(13) 즉, 측방리브(131), 전방리브(132) 및 후방리브(133)은 전기자동차에 다른 자동차나 도로위의 설치물에 의해 충격 또는 충돌이 가해지는 방향(전방, 후방, 죄측방향, 우측방향)에 대한 반대방향으로의 반발력을 확보하기 위해 4겹의 프리프레그를 적층하는 것이 바람직하다. Moreover, the collision ribs 13 of the first
또한 일방향 프리프레그를 적층하는 경우에는 4겹의 프리프레그를 서로 같은방향으로 적층하여 1개의 방향성을 확보한 뒤, 전방, 후방, 죄측방향 또는 우측방향 각각에서 제1 로워케이스에 충돌되어 가해지는 힘에 대해 반력을 가질 수 있도록 전방, 후방, 죄측방향 또는 우측방향 각각에서 제1 로워케이스에 충돌되어 가해지는 힘의 방향과 수평하게 일방향을 가질 수 있도록 4겹의 일방향 프리프레그를 적층하는 것이 바람직하다.In addition, when laminating one-way prepregs, four layers of prepregs are stacked in the same direction to secure one directionality, and the force applied to the first lower case in each of the front, rear, side, and right directions is applied. It is preferable to stack four layers of one-way prepregs so as to have one direction horizontal to the direction of the force applied to the first lower case in each of the front, rear, lateral, or right directions so as to have a reaction force against the .
이처럼, 제1 로워케이스와 제2 로워케이스의 각 부분에 대한 프리프레그의 적층 개수를 다르게 함으로서 최소한의 프리프레그의 수를 활용하여 전기자동차와 결합을 견고하게 하면서, 전기자동차에 가해지는 외부의 충격에 대해서도 내구성을 높인 로워케이스(1)를 형성할 수 있다.As described above, by varying the number of prepregs stacked for each part of the first lower case and the second lower case, the external impact applied to the electric vehicle is secured while the combination with the electric vehicle is secured by using the minimum number of prepregs. The
특히, 일방향의 프리프레그의 경우 상술한 적층되는 프리프레그의 수 뿐 만 아니라 적층되는 각도까지도 각각 다르게 하여 로워케이스(1)의 부분에 따라 선택적으로 적용하여 로워케이스(1)와 전기자동차와 결합을 견고하게 하면서, 전기자동차에 가해지는 외부의 충격에 대해서도 내구성을 높인 로워케이스(1)를 형성할 수 있다.Particularly, in the case of the prepreg in one direction, not only the number of the prepregs to be stacked as described above, but also the angles to be stacked are different and selectively applied depending on the part of the
도 11을 참조하여 본 발명의 실시예에 따른 배터리 로워케이스 제조방법을 설명한다, 도 11에 도시된 것처럼 본 발명의 실시예에 따른 배터리 로워케이스 제조방법은 사전결정단계(S1), 형성단계(S2), 제1 로워케이스안착단계(S5), 보강부안착단계(S7), 제2 로워케이스안착단계(S10) 및 검사단계(S13)을 포함한다.A method for manufacturing a battery lower case according to an embodiment of the present invention will be described with reference to FIG. 11. As shown in FIG. 11, a method for manufacturing a battery lower case according to an embodiment of the present invention includes a predetermined step (S1) and a forming step ( S2), a first lower case seating step (S5), a reinforcement part seating step (S7), a second lower case seating step (S10) and an inspection step (S13).
전기자동차와 상기 배터리의 종류에 따라 상기 제1 로워케이스(50)와 상기 제2 로워케이스(10)를 제조하기 위해 상기 제1 로워케이스와 상기 제2 로워케이스를 형성하는 프리프레그의 적층 수 및 프리프레그의 적층각도를 사전 결정한다.The number of stacked prepregs forming the first lower case and the second lower case to manufacture the first
사전결정단계(S1) 이후에, 사전결정단계를 통해 결정된 프리프레그의 적층 수 및 프리프레그의 적층각도로 상기 제1 로워케이스 와 상기 제2 로워케이스를 형성한다.After the pre-determining step (S1), the first lower case and the second lower case are formed by the number of stackings of the prepreg determined through the pre-determining step and the stacking angle of the prepregs.
형성단계(S2) 이후에, 제1 로워케이스를 지그에 안착시키는 제1 로워케이스안착한다. After the forming step (S2), the first lower case is mounted to seat the first lower case on the jig.
제1 로워케이스안착단계(S5) 이후에, 안착된 상기 제1 로워케이스의 상부에 상기 보강부를 안착한다. After the first lower case mounting step (S5), the reinforcing part is mounted on the seated first lower case.
보강부안착단계(S7) 이후에, 안착된 상기 보강부의 상부에 상기 제2 로워케이스를 안착시킨다.After the reinforcing part mounting step (S7), the second lower case is mounted on the seated upper part of the reinforcing part.
제2 로워케이스안착단계(S10) 이후에, 검사단계(S13)를 통해 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스가 결합된 상태를 확인한다. After the second lower case mounting step (S10), the first lower case, the reinforcing part, and the second lower case are checked through the inspection step (S13).
구체적으로 검사단계(S13)는 상기 로워케이스 내부에 5kpa 내지 10kpa사이의 압력으로 가압 또는 감압시킨 상태에서 5초 내지 300초 사이의 시간이 경과한 후에 상기 로워케이스에서 에어의 유출 또는 유입 유무를 검사하여 상기 제1 로워케이스, 제1 접착부, 상기 보강부, 상기 제2 접착부, 및 상기 제2 로워케이스의 결합 상태를 검사한다.Specifically, in the inspection step (S13), after the time between 5 seconds and 300 seconds has elapsed in the state of being pressurized or depressurized to a pressure between 5 kpa and 10 kpa inside the lower case, the presence or absence of air from the lower case is checked. The first lower case, the first adhesive portion, the reinforcing portion, the second adhesive portion, and inspects the bonding state of the second lower case.
이처럼, 본 발명의 실시예에 따른 배터리 로워케이스 제조방법은 종래 스틸 또는 알루미늄에서 구현할 수 없었던 복잡한 구조의 로워케이스를 종래와 같이 각 부품으로 나누어 각 부품을 성형하고 다시 이를 접합하기 위한 용접처리 과정 없이 프리프레그로 제1 로워케이스와 제2 로워케이스를 성형하고 제1 로워케이스와 제2 로워케이스 사이에 보강부안착단계를 구비하여 강도를 보강함으로서 복잡한 구조의 로워케이스를 다양하게 생산할 수 있다.As described above, the method for manufacturing a battery lower case according to an embodiment of the present invention divides a lower case of a complex structure that cannot be implemented in conventional steel or aluminum into each component as in the prior art, without forming a welding process for forming each component and joining it again. By forming the first lower case and the second lower case with a prepreg and providing a reinforcing part seating step between the first lower case and the second lower case, the strength of the lower case can be variously produced.
도 11에 도시된 것처럼, 본 발명의 실시예에 따른 배터리 로워케이스 제조방법은 디버링단계(S3), 클리닝단계(S4), 제1 접착부형성단계(S6), 제1 가압단계(S8), 제2 접착부형성단계(S9), 제2 가압단계(S11), 가열단계(S12), 및 포장단계(S14)를 더 포함할 수 있다.As shown in FIG. 11, the method for manufacturing a battery lower case according to an embodiment of the present invention includes a deburring step (S3), a cleaning step (S4), a first adhesive forming step (S6), a first pressing step (S8), and 2 may further include an adhesion forming step (S9), a second pressing step (S11), a heating step (S12), and a packaging step (S14).
디버링단계(S3)는 형성단계(S2) 이후에 상기 제1 로워케이스 또는 상기 제2 로워케이스에 생성되는 버를 제거한다.In the deburring step (S3), the burrs generated in the first lower case or the second lower case are removed after the forming step (S2).
클리닝단계(S4)는 디버링단계(S3) 이후에 디버링단계에서 발생된 이물질을 제거한다.The cleaning step S4 removes foreign substances generated in the deburring step after the deburring step S3.
제1 접착부형성단계(S6)는 제1 로워케이스안착단계(S5) 이후에 상기 제1 로워케이스와 상기 보강부 사이에 제1 접착부를 형성한다.The first adhesive portion forming step (S6) forms a first adhesive portion between the first lower case and the reinforcing portion after the first lower case mounting step (S5).
제1 가압단계(S8)는 보강부 안착단계 이후에. 상기 제1 로워케이스, 상기 제1 접착부, 및 상기 보강부를 가압한다.The first pressing step (S8) is after the step of seating the reinforcement. The first lower case, the first adhesive portion, and the reinforcing portion are pressed.
제2 접착부형성단계(S9)는 제1 가압단계(S8) 이후에 상기 제2 로워케이스와 상기 보강부 사이에 제2 접착부를 형성한다.In the second adhesive portion forming step S9, a second adhesive portion is formed between the second lower case and the reinforcing portion after the first pressing step S8.
제2 가압단계(S11)는 제2 로워케이스안착단계(S10) 이후에 상기 제2 로워케이스, 상기 제2 접착부, 및 상기 보강부를 가압한다.The second pressing step (S11) presses the second lower case, the second adhesive portion, and the reinforcing portion after the second lower case mounting step (S10).
가열단계(S12)는 제2 가압단계(S11) 이후에 상기 로워케이스를 가열한다. 반드시 이에 한정되는 것은 아니지만, 가열단계(S12)는 80도 내지 100도 사이의 온도에서 30분 내지 1시간 30분 동안 가열한다. 가열단계에서 가열온도가 80도 미만인 경우에는 제1 접착부와 제2 접착부가 녹지 않아 접착이 빠르게 진행되지 않고 접착의 강도도 약해지고, 100도를 초과하는 경우에는 제1 접착부와 제2 접착부가 녹아 흘러 접착이 잘 이루어지지 않는 문제점이 있다. 가열단계에서 가열시간이 30분 미만으로 가열하는 경우에는 제1 접착부와 제2 접착부가 충분히 녹지않아 접착이 강하게 이루어지지 않고, 가열시간이 1시간 30분을 초과하는 경우에는 케이스의 강성이 약화되고, 접착제가 너무 녹아 흘러 접착이 잘 이루어지지 않는 문제점이 있다.In the heating step S12, the lower case is heated after the second pressing step S11. Although not necessarily limited to this, the heating step (S12) is heated for 30 minutes to 1 hour and 30 minutes at a temperature between 80 degrees and 100 degrees. In the heating step, when the heating temperature is less than 80 degrees, the first adhesive portion and the second adhesive portion do not melt, so the adhesion does not proceed quickly and the strength of the adhesive weakens. When it exceeds 100 degrees, the first adhesive portion and the second adhesive portion melt and flow. There is a problem that the adhesion is not made well. In the heating step, when the heating time is less than 30 minutes, the first adhesive portion and the second adhesive portion are not sufficiently melted, so that adhesion is not strong, and when the heating time exceeds 1 hour and 30 minutes, the rigidity of the case is weakened. , There is a problem that the adhesive is not melted because the adhesive is too melted.
포장단계(S14)는 검사단계(S13) 이후에, 상기 로워케이스를 보관 또는 운반하기 위해 상기 로워케이스를 포장한다.The packaging step (S14), after the inspection step (S13), packs the lower case to store or transport the lower case.
따라서, 본 발명에 의한 배터리 로워케이스 제조방법은 무게가 무거운 보강부를 최소화하고, 제1 로워케이스와 제2 로워케이스를 프리프레그로 형성하는 형성단계를 포함함에 따라 로워케이스의 무게를 절감함으로서 전기자동차의 연비를 향상시킬 수 있다.Accordingly, the method for manufacturing a battery lower case according to the present invention minimizes a heavy reinforcing part, and includes a forming step of forming a first lower case and a second lower case into a prepreg, thereby reducing the weight of the lower case, thereby reducing the weight of the electric vehicle. Can improve fuel economy.
도 12를 참조하여 본 발명의 다른 실시예에 따른 배터리 로워케이스 제조방법을 설명한다. 도 12에 도시된 것처럼 본 발명의 다른 실시예에 따른 배터리 로워케이스 제조방법은 사전결정단계(F1), 형성단계(F2), 디버링단계(F3), 클리닝단계( F4), 제1 로워케이스안착단계(F5), 보강부안착단계(F6), 제2 로워케이스안착단계(F7), 결합단계, 가열단계(F8), 검사단계(F9), 및 포장단계(F10)을 포함한다.A method of manufacturing a battery lower case according to another embodiment of the present invention will be described with reference to FIG. 12. 12, a method for manufacturing a battery lower case according to another embodiment of the present invention includes a predetermined step (F1), a forming step (F2), a deburring step (F3), a cleaning step (F4), and a first lower case seating. It includes a step (F5), a reinforcing part seating step (F6), a second lower case seating step (F7), a bonding step, a heating step (F8), an inspection step (F9), and a packaging step (F10).
도 12에 도시된 것처럼, 본 발명의 다른 실시예에 따른 배터리 로워케이스 제조방법은 결합단계를 제외하고 도 11 및 본 발명의 일 실시예에 따른 배터리 로워케이스 제조방법의 각 단계와 동일한바 이하 공통된 각 단계에 대한 설명은 상술한 설명으로 대체하고, 도 11과 상이한 결정단계를 중점으로 설명한다. As illustrated in FIG. 12, the method for manufacturing a battery lower case according to another embodiment of the present invention is the same as that of each step of the method for manufacturing a battery lower case according to FIG. 11 and an embodiment of the present invention. Description of each step will be replaced with the above description, and a description will be given focusing on the decision steps different from FIG. 11.
결합단계는 제2로워케이스안착단계(F7)이후에 상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스를 결합한다. 결합단계에 의해 제1 로워케이스, 보강부, 제2 로워케이스가 견고하게 결합된다.The coupling step combines the first lower case, the reinforcing part, and the second lower case after the second lower case mounting step (F7). The first lower case, the reinforcing part, and the second lower case are firmly combined by the coupling step.
이처럼, 본 발명에 의한 배터리 로워케이스 제조방법은 로워케이스의 외관을 이루는 제1 로워케이스와 제2 로워케이스를 프리프레그로 형성하는 형성단계를 포함함에 따라 종래와 같이 각 부품별로 성형한 뒤 각 부품을 접합하기 위한 용접처리를 할 필요가 없어 조립공수를 감소시켜 인적 자원 및 물적 자원이 낭비되는 것을 방지할 수 있다. As described above, the method for manufacturing a battery lower case according to the present invention includes forming steps of forming a first lower case and a second lower case as prepregs that form the appearance of the lower case, and then forming each component for each component as before. Since it is not necessary to perform a welding process for joining, it is possible to prevent human resources and material resources from being wasted by reducing assembly work.
이상에서 설명한 본 발명의 상세한 설명에서는 본 발명의 바람직한 실시 예를 참조하여 설명하였지만, 해당 기술 분야의 숙련된 당업자 또는 해당 기술분야에 통상의 지식을 갖는 자라면 후술할 특허청구범위에 기재된 본 발명의 사상 및 기술 영역으로부터 벗어나지 않는 범위 내에서 본 발명을 다양하게 수정 및 변경시킬 수 있음을 이해할 수 있을 것이다. 따라서, 본 발명의 기술적 범위는 명세서의 상세한 설명에 기재된 내용으로 한정되는 것이 아니라 특허청구범위에 의해 정하여져야만 할 것이다.In the detailed description of the present invention described above, the present invention has been described with reference to preferred embodiments of the present invention, but those skilled in the art or those skilled in the art will appreciate the invention described in the claims below. It will be understood that various modifications and changes may be made to the present invention without departing from the spirit and technical scope. Therefore, the technical scope of the present invention is not limited to the contents described in the detailed description of the specification, but should be determined by the claims.
S1 : 사전결정단계, S2 : 형성단계,
S3 : 디버링단계, S4 : 클리닝단계,
S5 : 제1 로워케이스안착단계, S6 : 제1 접착부형성단계,
S7 : 보강부안착계, S8 : 제1 가압단계,
S9 : 제2 접착부형성단계, S10 : 제2 로워케이스안착단계,
S11 : 제2 가압단계, S12 : 가열단계,
F1 : 사전결정단계, F2 : 형성단계,
F3 : 디버링단계, F4 : 클리닝단계,
F5 : 제1 로워케이스안착단계, F6 : 보강부안착단계,
F7 : 제2 로워케이스안착단계, F8 : 가열단계,S1: pre-determination stage, S2: formation stage,
S3: Deburring step, S4: Cleaning step,
S5: first lower case seating step, S6: first adhesive part forming step,
S7: Reinforcement seating system, S8: First pressurization step,
S9: second adhesive portion forming step, S10: second lower case seating step,
S11: second pressurization step, S12: heating step,
F1: pre-determination stage, F2: formation stage,
F3: Deburring step, F4: Cleaning step,
F5: first lower case seating step, F6: reinforcement seating step,
F7: Second lower case seating step, F8: Heating step,
Claims (15)
상기 전기자동차와 상기 배터리의 종류에 따라 상기 제1 로워케이스와 상기 제2 로워케이스를 제조하기 위해 상기 제1 로워케이스와 상기 제2 로워케이스를 형성하는 프리프레그의 적층 수 및 프리프레그의 적층각도를 결정하는 사전결정단계;
상기 사전결정단계를 통해 결정된 프리프레그의 적층 수 및 프리프레그의 적층각도로 상기 제1 로워케이스 와 상기 제2 로워케이스를 형성하는 형성단계;
상기 제1 로워케이스를 지그에 안착시키는 제1 로워케이스안착단계;
안착된 상기 제1 로워케이스의 상부에 상기 보강부를 안착시키는 보강부안착단계;
안착된 상기 보강부의 상부에 상기 제2 로워케이스를 안착시키는 제2 로워케이스안착단계; 및
상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스가 결합된 상태를 확인하는 검사단계;를 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법
A first lower case forming a lower portion, a reinforcing portion installed on an upper portion of the first lower case, and a second lower case installed on an upper portion of the reinforcing portion facing the first lower case to form an upper portion of the lower case , A first adhesive portion formed between the upper portion of the first lower case and the lower portion of the reinforcing portion to couple the first lower case and the reinforcing portion. And a second adhesive portion formed between an upper portion of the reinforcing portion and a lower portion of the second lower case to couple the reinforcing portion and the second lower case, wherein the first lower case and the second lower case are in one direction. In manufacturing a battery lower case in which the battery of the electric vehicle formed of a prepreg is accommodated,
The number of stacks of prepregs forming the first lower case and the second lower case and the stacking angle of the prepregs for manufacturing the first lower case and the second lower case according to the type of the electric vehicle and the battery Pre-determining step of determining;
A forming step of forming the first lower case and the second lower case at the stacking angle of the prepreg and the stacking angle of the prepreg determined through the predetermined step;
A first lower case seating step of seating the first lower case on a jig;
A reinforcement seating step of seating the reinforcement part on the seated first lower case;
A second lower case seating step of seating the second lower case on the seated upper portion of the reinforcing part; And
The first lower case, the reinforcing portion and the second lower case inspection step of checking the combined state; Battery lower case manufacturing method comprising a
상기 제1 로워케이스안착단계 이후에
상기 제1 로워케이스와 상기 보강부 사이에 제1 접착부를 형성하는 제1 접착부형성단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
According to claim 1,
After the first lower case seating step
And forming a first adhesive portion between the first lower case and the reinforcing portion.
상기 보강부 안착단계 이후에.
상기 제1 로워케이스, 상기 제1 접착부, 및 상기 보강부를 가압하는 제1 가압단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
According to claim 2,
After the step of seating the reinforcement.
The first lower case, the first adhesive portion, and a first pressing step of pressing the reinforcement; battery lower case manufacturing method further comprising a.
상기 제1 가압단계 이후에,
상기 제2 로워케이스와 상기 보강부 사이에 제2 접착부를 형성하는 제2 접착부형성단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법
According to claim 3,
After the first pressing step,
And a second adhesive portion forming step of forming a second adhesive portion between the second lower case and the reinforcement portion.
상기 제2 로워케이스안착단계 이후에.
상기 제2 로워케이스, 상기 제2 접착부, 및 상기 보강부를 가압하는 제2 가압단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 4,
After the second lower case seating step.
And a second pressing step of pressing the second lower case, the second adhesive portion, and the reinforcing portion.
상기 제2 가압단계 이후에,
상기 로워케이스를 가열하는 가열단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 5,
After the second pressing step,
Method for manufacturing a battery lower case further comprising; a heating step of heating the lower case.
상기 형성단계이후에,
상기 제1 로워케이스 또는 상기 제2 로워케이스에 생성되는 버를 제거하는 디버링단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 6,
After the forming step,
And a deburring step of removing burrs generated in the first lower case or the second lower case.
상기 디버링단계이후에,
상기 디버링단계에서 발생된 이물질을 제거하는 클리닝단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 7,
After the deburring step,
Method for manufacturing a battery lower case further comprising; a cleaning step of removing the foreign matter generated in the deburring step.
상기 가열단계는 80도 내지 100도 사이의 온도에서 30분 내지 1시간 30분 동안 가열하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 8,
The heating step is a battery lower case manufacturing method characterized in that heating for 30 minutes to 1 hour and 30 minutes at a temperature between 80 and 100 degrees.
상기 검사단계는 상기 로워케이스 내부에 5kpa 내지 10kpa사이의 압력으로 가압 또는 감압시킨 상태에서 5초 내지 300초 사이의 시간이 경과한 후에 상기 로워케이스에서 에어의 유출 또는 유입 유무를 검사하여 상기 제1 로워케이스, 제1 접착부, 상기 보강부, 상기 제2 접착부, 및 상기 제2 로워케이스의 결합 상태를 검사하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 9,
In the inspection step, after the time between 5 seconds and 300 seconds has elapsed in the state in which the pressure is reduced or pressurized to a pressure between 5 kpa and 10 kpa inside the lower case, the presence or absence of air from the lower case is inspected to check the first Method for manufacturing a battery lower case, characterized in that the inspection state of the lower case, the first adhesive portion, the reinforcing portion, the second adhesive portion, and the second lower case.
상기 검사단계 이후에,
상기 로워케이스를 보관 또는 운반하기 위해 상기 로워케이스를 포장하는 포장단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 10,
After the inspection step,
A method of manufacturing a battery lower case, further comprising a packaging step of packaging the lower case to store or transport the lower case.
상기 전기자동차와 상기 배터리의 종류에 따라 상기 제1 로워케이스와 상기 제2 로워케이스를 제조하기 위해 상기 제1 로워케이스와 상기 제2 로워케이스를 형성하는 프리프레그의 적층 수 및 프리프레그의 적층각도를 결정하는 사전결정단계;
상기 사전결정단계를 통해 결정된 프리프레그의 적층 수 및 프리프레그의 적층각도로 상기 제1 로워케이스 와 상기 제2 로워케이스를 형성하는 형성단계;
상기 제1 로워케이스를 지그에 안착시키는 제1 로워케이스안착단계;
안착된 상기 제1 로워케이스의 상부에 상기 보강부를 안착시키는 보강부안착단계;
안착된 상기 보강부의 상부에 상기 제2 로워케이스를 안착시키는 제2 로워케이스안착단계;
상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스를 결합하는 결합단계; 및
상기 제1 로워케이스, 상기 보강부 및 상기 제2 로워케이스가 결합된 상태를 확인하는 검사단계;를 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
A first lower case forming a lower portion, a reinforcing portion installed on an upper portion of the first lower case, and a second lower case installed on an upper portion of the reinforcing portion facing the first lower case to form an upper portion of the lower case Including, In the first lower case and the second lower case in manufacturing a battery lower case in which the battery of the electric vehicle formed of a one-way prepreg is accommodated,
The number of stacks of prepregs forming the first lower case and the second lower case and the stacking angle of the prepregs for manufacturing the first lower case and the second lower case according to the type of the electric vehicle and the battery Pre-determining step of determining;
A forming step of forming the first lower case and the second lower case with the number of stackings of the prepregs and the stacking angle of the prepregs determined through the predetermined step;
A first lower case seating step of seating the first lower case on a jig;
A reinforcement seating step of seating the reinforcement part on the seated first lower case;
A second lower case seating step of seating the second lower case on the seated upper portion of the reinforcing part;
A coupling step of coupling the first lower case, the reinforcing part and the second lower case; And
The first lower case, the reinforcing portion and the second lower case inspection step of checking the combined state; Battery lower case manufacturing method comprising a.
상기 형성단계이후에,
상기 제1 로워케이스 또는 상기 제2 로워케이스에 생성되는 버를 제거하는 디버링단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 12,
After the forming step,
And a deburring step of removing burrs generated in the first lower case or the second lower case.
상기 디버링단계이후에,
상기 디버링단계에서 발생된 이물질을 제거하는 클리닝단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 13,
After the deburring step,
Method for manufacturing a battery lower case further comprising; a cleaning step of removing the foreign matter generated in the deburring step.
상기 검사단계 이후에,
상기 로워케이스를 보관 또는 운반하기 위해 상기 로워케이스를 포장하는 포장단계;를 더 포함하는 것을 특징으로 하는 배터리 로워케이스 제조방법.
The method of claim 14,
After the inspection step,
A method of manufacturing a battery lower case, further comprising a packaging step of packaging the lower case to store or transport the lower case.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180144320A KR102171586B1 (en) | 2018-11-21 | 2018-11-21 | Method for The Battery Lower Case |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180144320A KR102171586B1 (en) | 2018-11-21 | 2018-11-21 | Method for The Battery Lower Case |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200060574A true KR20200060574A (en) | 2020-06-01 |
| KR102171586B1 KR102171586B1 (en) | 2020-10-30 |
Family
ID=71083102
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180144320A KR102171586B1 (en) | 2018-11-21 | 2018-11-21 | Method for The Battery Lower Case |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102171586B1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102367849B1 (en) * | 2021-07-09 | 2022-02-28 | 김재우 | Electric vehicle battery case manufacturing system |
| KR102386055B1 (en) * | 2021-07-09 | 2022-04-14 | 김재우 | Electric vehicle battery case manufacturing method |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130107823A (en) * | 2012-03-23 | 2013-10-02 | 현대자동차주식회사 | Battery pack case assembly for electric vehicles using plastic composite and method for manufacturing the same |
| KR20150001227A (en) * | 2013-06-26 | 2015-01-06 | 현대자동차주식회사 | Thermosetting resin composition for steel insert |
| JP5696812B2 (en) * | 2013-03-11 | 2015-04-08 | 三菱レイヨン株式会社 | Laminated substrate and method for producing the same |
| KR101552483B1 (en) | 2014-05-29 | 2015-09-14 | 인지컨트롤스 주식회사 | Battery housing for electric vehicle |
-
2018
- 2018-11-21 KR KR1020180144320A patent/KR102171586B1/en active IP Right Grant
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20130107823A (en) * | 2012-03-23 | 2013-10-02 | 현대자동차주식회사 | Battery pack case assembly for electric vehicles using plastic composite and method for manufacturing the same |
| JP5696812B2 (en) * | 2013-03-11 | 2015-04-08 | 三菱レイヨン株式会社 | Laminated substrate and method for producing the same |
| KR20150001227A (en) * | 2013-06-26 | 2015-01-06 | 현대자동차주식회사 | Thermosetting resin composition for steel insert |
| KR101552483B1 (en) | 2014-05-29 | 2015-09-14 | 인지컨트롤스 주식회사 | Battery housing for electric vehicle |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102367849B1 (en) * | 2021-07-09 | 2022-02-28 | 김재우 | Electric vehicle battery case manufacturing system |
| KR102386055B1 (en) * | 2021-07-09 | 2022-04-14 | 김재우 | Electric vehicle battery case manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102171586B1 (en) | 2020-10-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102478664B1 (en) | Lower Protecting Plate of Battery Module for Electric car | |
| US10150435B2 (en) | Vehicle lower portion structure | |
| US8376426B2 (en) | Plastic composite bumper beam for vehicle | |
| US10431789B2 (en) | Composite battery enclosure | |
| US9073498B2 (en) | Battery tray for vehicle | |
| US20120103714A1 (en) | Battery pack housing assembly for electric vehicle using plastic composite material | |
| WO2014106924A1 (en) | Shock-absorbing member for automotive vehicle and body structure of automotive vehicle | |
| KR102162625B1 (en) | Carbon composite battery case manufacturing apparatus and method for electric vehicles | |
| KR102171586B1 (en) | Method for The Battery Lower Case | |
| JP2014121955A (en) | Vehicular body structure | |
| CN211480145U (en) | Lightweight power battery box structure | |
| CN114447503B (en) | Battery package box side beam, battery package and electric automobile | |
| KR102111507B1 (en) | The Lower Case of Battery | |
| JP2024069728A (en) | Vehicle structure | |
| JP5630694B2 (en) | Electric vehicle floor structure | |
| CN106573650B (en) | The front part of motor vehicle construction | |
| CN116583425A (en) | Vehicle structure | |
| KR101247311B1 (en) | Backboard assembly of three column type seat back frame | |
| KR102262964B1 (en) | Battery case for plug in hybrid vehicle | |
| KR101278901B1 (en) | Double plate type seat back frame | |
| KR102691896B1 (en) | Battery lower case for electronic vehicle | |
| CN213752923U (en) | Battery tray, battery package and electric automobile | |
| JP7511017B2 (en) | Bumper Reinforcement | |
| KR20240087348A (en) | Battery Case | |
| KR101889621B1 (en) | Under cover for vehicle reinforced with mounting part |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right |