KR20200043731A - 공작기계의 공구 상태 감지 방법 - Google Patents
공작기계의 공구 상태 감지 방법 Download PDFInfo
- Publication number
- KR20200043731A KR20200043731A KR1020180124493A KR20180124493A KR20200043731A KR 20200043731 A KR20200043731 A KR 20200043731A KR 1020180124493 A KR1020180124493 A KR 1020180124493A KR 20180124493 A KR20180124493 A KR 20180124493A KR 20200043731 A KR20200043731 A KR 20200043731A
- Authority
- KR
- South Korea
- Prior art keywords
- tool
- control unit
- value
- vibration
- machine tool
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0952—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining
- B23Q17/0971—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool during machining by measuring mechanical vibrations of parts of the machine
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23Q—DETAILS, COMPONENTS, OR ACCESSORIES FOR MACHINE TOOLS, e.g. ARRANGEMENTS FOR COPYING OR CONTROLLING; MACHINE TOOLS IN GENERAL CHARACTERISED BY THE CONSTRUCTION OF PARTICULAR DETAILS OR COMPONENTS; COMBINATIONS OR ASSOCIATIONS OF METAL-WORKING MACHINES, NOT DIRECTED TO A PARTICULAR RESULT
- B23Q17/00—Arrangements for observing, indicating or measuring on machine tools
- B23Q17/09—Arrangements for observing, indicating or measuring on machine tools for indicating or measuring cutting pressure or for determining cutting-tool condition, e.g. cutting ability, load on tool
- B23Q17/0995—Tool life management
-
- G—PHYSICS
- G05—CONTROLLING; REGULATING
- G05B—CONTROL OR REGULATING SYSTEMS IN GENERAL; FUNCTIONAL ELEMENTS OF SUCH SYSTEMS; MONITORING OR TESTING ARRANGEMENTS FOR SUCH SYSTEMS OR ELEMENTS
- G05B19/00—Programme-control systems
- G05B19/02—Programme-control systems electric
- G05B19/18—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form
- G05B19/406—Numerical control [NC], i.e. automatically operating machines, in particular machine tools, e.g. in a manufacturing environment, so as to execute positioning, movement or co-ordinated operations by means of programme data in numerical form characterised by monitoring or safety
- G05B19/4065—Monitoring tool breakage, life or condition
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Human Computer Interaction (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- General Physics & Mathematics (AREA)
- Automation & Control Theory (AREA)
- Machine Tool Sensing Apparatuses (AREA)
Abstract
본 발명은 공작기계의 공구 상태 감지 방법이 개시된다. 본 발명의 공작기계의 공구 상태 감지 방법은, 제어부가 공작기계의 가동 중 진동센서로부터 진동값을 취득하는 단계; 제어부가 취득된 진동값에 대해 FFT 변환하는 단계; 제어부가 FFT 변환된 진동 데이터를 기반으로 가공 공구에 맞는 마찰 주파수 성분을 추출하여 이동 평균선 그래프를 산출하는 단계; 및 제어부가 이동 평균선 그래프를 저장하고 저장된 정상 밴드와 비교하여 공구의 상태를 판단하는 단계를 포함하는 것을 특징으로 한다.
Description
본 발명은 공작기계의 공구 상태 감지 방법에 관한 것으로서, 보다 상세하게는 샘플링 가공에서 획득한 마찰(Rubbing) 주파수를 기준으로 정상 밴드를 설정한 후 가공 중 발생하는 마찰 주파수의 크기를 합성하여 정상 밴드를 벗어나는지 비교함으로써, 공구의 마모 및 파손을 실시간으로 감지하는 공작기계의 공구 상태 감지 방법에 관한 것이다.
일반적으로, 주축에 공구를 장착하여 가공물을 절삭 가공하는 형태의 공작기계는 공구와 가공물 간의 절삭 저항에 의해 공구의 점진적인 마모가 발생하고, 가공 공정 중, 다양한 원인에 의해 공구의 파손이 발생하게 된다.
이러한 공구의 마모 및 파손은 가공품의 가공불량을 야기한다.
한편, 가공불량의 판단은 가공 종료 후, 최종 검사 단계에서 이루어지는데, 불량 발생 후 최종 검사가 이루어지기 전까지 생산 라인에 정체된 가공품은 모두 가공 불량으로 판단되므로 생산성이 낮아지게 된다.
더불어 마모나 파손된 공구의 교체에 따른 공작기계의 비가동 시간이 증가하게 되며 이 역시 생산성 하락의 한 원인이 된다.
따라서, 절삭 작업 중 공구의 마모 및 파손을 실시간으로 정확하게 감지하여 생산성을 향상시키고 가공품의 가공 정밀도 및 조도를 향상시킬 수 있는 공구의 마모 및 파손 감지 방법을 개발하고자 하는 요구가 있다.
본 발명의 배경기술은 대한민국 등록특허공보 제10-1867136호(2018.06.12. 공고, 절삭 작업을 위한 공구의 마모 및 파손 감지 방법)에 개시되어 있다.
종래에는 절삭 작업을 위해 회전하는 공구의 진동 스펙트럼 주파수 성분을 분석하여 실시간으로 공구의 마모 및 파손을 감지하였으나, 이러한 방법은 엔드밀 및 페이스 밀 같이 칩 형태가 불연속인 가공에서는 좋은 결과를 나타내지만, 드릴, 보링, 리머와 같이 칩 형태가 연속적인 가공에서는 신뢰도가 떨어지는 문제점이 있었다.
본 발명은 상기와 같은 문제점들을 개선하기 위하여 안출된 것으로, 일 측면에 따른 본 발명의 목적은 샘플링 가공에서 획득한 마찰 주파수를 기준으로 정상 밴드를 설정한 후 가공 중 발생하는 마찰 주파수의 크기를 합성하여 정상 밴드를 벗어나는지 비교함으로써 공구의 마모 및 파손을 실시간으로 감지하는 공작기계의 공구 상태 감지 방법을 제공하는 것이다.
본 발명의 일 측면에 따른 공작기계의 공구 상태 감지 방법은, 제어부가 공작기계의 가동 중 진동센서로부터 진동값을 취득하는 단계; 제어부가 취득된 진동값에 대해 FFT 변환하는 단계; 제어부가 FFT 변환된 진동 데이터를 기반으로 가공 공구에 맞는 마찰 주파수 성분을 추출하여 이동 평균선 그래프를 산출하는 단계; 및 제어부가 이동 평균선 그래프를 저장하고 저장된 정상 밴드와 비교하여 공구의 상태를 판단하는 단계를 포함하는 것을 특징으로 한다.
본 발명에서 진동값을 취득하는 단계는, 제어부가 가공 파라미터를 입력받아 RPM 주파수를 계산하여 진동 RMS값을 취득하는 것을 특징으로 한다.
본 발명에서 이동 평균선 그래프를 산출하는 단계는, 제어부가 진동 데이터로부터 설정된 주파수 범위에서 성분값을 추출하는 단계; 제어부가 설정된 주파수 범위를 기준 주파수 단위로 구간을 분할하는 단계; 제어부가 각 구간의 성분값을 합산하여 샘플링 모드보다 변화폭이 가장 큰 구간을 유효구간으로 선정하는 단계; 제어부가 유효구간에 대해 설정된 주기마다 진동값의 평균값을 산출하는 단계; 및 제어부가 평균값을 기반으로 시간에 따른 이동 평균선 그래프를 산출하는 단계를 포함하는 것을 특징으로 한다.
본 발명은 제어부가 샘플링 모드인 경우 유효구간에 대해 설정된 주기마다 진동값의 최대값과 최소값을 계산하는 단계; 제어부가 최대값과 최소값의 평균값을 산출하고 배열로 정렬하여 평균 그래프를 설정하는 단계; 제어부가 최대값과 최소값의 차이를 기반으로 변동률을 산출하는 단계; 및 제어부가 평균 그래프에 변동률을 적용하여 정상 밴드를 설정하여 저장하는 단계;를 더 포함하는 것을 특징으로 한다.
본 발명에서 공구의 상태를 판단하는 단계는, 이동 평균선 그래프가 정상밴드의 상한선을 초과하는 경우 공구 마모로 판정하고, 이동 평균선 그래프가 정상밴드의 하한선 미만인 경우 공구 파손으로 판정하는 것을 특징으로 한다.
본 발명은 제어부가 공구의 상태를 판단한 판단결과를 공작기계로 출력하는 단계를 더 포함하는 것을 특징으로 한다.
본 발명의 일 측면에 따른 공작기계의 공구 상태 감지 방법은 샘플링 가공에서 획득한 마찰 주파수를 기준으로 정상 밴드를 설정한 후 가공 중 발생하는 마찰 주파수의 크기를 합성하여 정상 밴드를 벗어나는지 비교함으로써, 공구의 마모 및 파손을 실시간으로 감지할 수 있어, 장비 생산성 향상 및 가공 품질 향상, 공구 마모 시점 예측으로 공구 교체 주기 최적화 및 공구 교체 비용 저감, 가공 형태에 따른 알고리즘 적용으로 감지 신뢰성 향상시킬 수 있다.
도 1은 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 장치를 나타낸 블록 구성도이다.
도 2는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법을 설명하기 위한 흐름도이다.
도 3은 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드를 설정하는 과정을 설명하기 위한 흐름도이다.
도 4는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 마찰 주파수의 변화 상태를 나타낸 그래프이다.
도 5는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드와 공구 상태를 나타낸 그래프이다.
도 2는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법을 설명하기 위한 흐름도이다.
도 3은 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드를 설정하는 과정을 설명하기 위한 흐름도이다.
도 4는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 마찰 주파수의 변화 상태를 나타낸 그래프이다.
도 5는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드와 공구 상태를 나타낸 그래프이다.
이하, 첨부된 도면들을 참조하여 본 발명에 따른 공작기계의 공구 상태 감지 방법을 설명한다. 이 과정에서 도면에 도시된 선들의 두께나 구성요소의 크기 등은 설명의 명료성과 편의상 과장되게 도시되어 있을 수 있다. 또한, 후술되는 용어들은 본 발명에서의 기능을 고려하여 정의된 용어들로서 이는 사용자, 운용자의 의도 또는 관례에 따라 달라질 수 있다. 그러므로 이러한 용어들에 대한 정의는 본 명세서 전반에 걸친 내용을 토대로 내려져야 할 것이다.
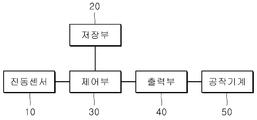
도 1은 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 장치를 나타낸 블록 구성도이다.
도 1에 도시된 바와 같이 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 장치는 진동센서(10), 저장부(20), 제어부(30) 및 출력부(40)를 포함할 수 있다.
진동센서(10)는 공작기계(50)의 주축에 부착되어 공구의 진동을 검출하여 제어부(30)에 제공한다.
여기서, 진동센서(10)는 가속도 센서나 자이로 센서를 포함할 수 있다.
저장부(20)는 공구의 상태를 판단하기 위한 정상 밴드를 저장하여 제어부(30)에 제공한다.
제어부(30)는 진동센서(10)로 부터 공작기계(50)의 가공 파라미터를 기반으로 RPM 주파수를 계산하여 진동값에 대해 진동 RMS값을 취득하여 실시간으로 고속 푸리에 변환(FFT : Fast Fourier Transform)한 후 진동 데이터를 기반으로 가공 공구에 맞는 마찰 주파수 성분을 추출하여 유효구간에 대해 이동 평균선 그래프를 산출하고, 이동 평균선 그래프와 저장부에 저장된 정상 밴드를 비교하여 공구의 마모 및 파손을 판단할 수 있다.
출력부(40)는 제어부(30)에서 판단한 공구의 마모 및 파손 상태를 공작기계(50)에 출력하여 알람을 발생시킬 수 있도록 한다.
이하 공작기계의 공구 상태 감지 장치를 기반으로 공구의 마모 및 파손 상태를 감지하는 공작기계의 공구 상태 감지 방법에 대해 보다 구체적으로 설명하면 다음과 같다.
도 2에 도시된 바와 같이 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법을 설명하기 위한 흐름도이고, 도 3은 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드를 설정하는 과정을 설명하기 위한 흐름도이며, 도 4는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 마찰 주파수의 변화 상태를 나타낸 그래프이고, 도 5는 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서 정상 밴드와 공구 상태를 나타낸 그래프이다.
도 2에 도시된 바와 같이 본 발명의 일 실시예에 따른 공작기계의 공구 상태 감지 방법에서는 먼저, 공작기계(50)를 통해 소재를 가공하는 동안 제어부(30)가 진동센서(10)로부터 진동값을 취득한다(S10).
여기서, 제어부(30)는 공작기계(50)의 가공 파라미터를 입력받아 RPM 주파수를 계산하여 진동센서(10)의 진동신호에 대해 진동 RMS값으로 취득한다.
S10 단계에서 진동값을 취득한 후 제어부(30)는 취득한 진동값에 대해 실시간으로 고속 푸리에 변환(FFT : Fast Fourier Transform)하여 주파수 도메인으로 변환한다(S20).
S20 단계에서 진동 데이터를 주파수 도메인으로 변환한 후 제어부(30)는 진동 데이터로부터 설정된 주파수 범위에서 성분값을 추출한다(S30).
본 실시예에서는 1Hz ~ 10,000Hz 범위에서 성분값을 추출할 수 있다.
S30 단계에서 설정된 주파수 범위에서 성분값을 추출한 후 제어부(30)는 설정된 주파수 범위를 기준 주파수(Fundamental Frequency) 단위로 구간을 분할하고, 각 구간의 성분값을 합산하여 샘플링 모드보다 변화폭이 가장 큰 구간을 유효구간으로 선정한다(S40).
여기서 유효구간은 가공 공구에 맞는 마찰 주파수 성분을 추출하기 위한 구간으로 변화폭이 가장 큰 구간으로 선정할 수 있다.
도 4에 도시된 바와 같이 가공 공구에 따라 1~1,000Hz에서 변화폭이 크게 나타날 수도 있고, 2,000Hz 근처에서 변화폭이 크게 나타날 수도 있다.
또한, 가공 중 발생하는 마찰 주파수의 성분값을 전부 합성할 경우 정상 가공과 파손 가공의 신호차이가 커져 쉽게 구분이 가능함을 알 수 있다.
이와 같이 마찰 주파수 성분의 변화폭이 큰 구간을 유효구간으로 설정할 수 있다.
S40 단계에서 유효구간을 선정한 후 제어부(30)는 유효구간에 대해 설정된 주기 예를 들어, 0.25초 마다 진동값의 평균값을 산출하여 시간에 따른 이동 평균선 그래프를 산출한다(S50).
S50 단계에서 이동 평균선 그래프를 산출하여 저장한 후 제어부(30)는 저장부(20)에 저장된 정상 밴드와 비교한다(S60).
S60 단계에서 제어부(30)는 정상 밴드와 가공 중 발생된 진동값을 기반으로 산출한 이동 평균선 그래프를 비교하여 공구의 상태를 판단할 수 있다.
즉, 도 5에 도시된 바와 같이 이동 평균선 그래프가 정상 밴드의 상한선을 초과하는 경우 공구의 마모가 발생하여 과부하로 판단할 수 있고, 이동 평균선 그래프가 정상 밴드의 하한선 미만인 경우 공구의 파손이 발생하여 소재와 닿는 면적이 현격이 줄어있는 상태로 판정할 수 있다.
이와 같이 마찰 주파수를 합성하여 신호차이를 비교할 경우 단위 시간당 절삭량이 적거나 알루미늄처럼 소재가 무르거나 가공시간이 짧은 경우에는 전류나 토크의 차이가 거의 발생하지 않는 경우에도 공구의 상태를 판단할 수 있다.
예를 들어, 스핀들 가공, 볼 엔드밀 가공, 리머 가공 및 브러쉬 가공에서도 마찰 주파수를 합성으로 산출한 이동 평균선 그래프와 정상 밴드를 비교함으로써 공구의 마모 및 파손을 실시간으로 감지할 수 있다.
여기서 정상 밴드는 도 4에 도시된 바와 같이 제어부(30)가 사전에 샘플링 모드에서 설정하여 저장부(20)에 저장할 수 있다.
먼저, 제어부(30)는 샘플링 모드인 경우 진동센서(10)로부터 취득한 진동값에 대해 주파수 도메인으로 변환한 진동 데이터를 기반으로 주파수 성분값을 추출한 후 가공 공구에 맞는 마찰 주파수 성분을 추출하기 위한 유효구간에 대해 0.25초 구간마다 진동값의 최대값과 최소값을 계산한다(S100).
S100 단계에서 설정주기 마다 최대값과 최소값을 계산한 후 제어부(30)는 최대값과 최소값들의 평균값을 계산하고 이를 배열로 정렬하여 평균 그래프를 설정한다(S110).
S110 단계에서 평균 그래프를 설정한 후 제어부(30)는 최대값과 최소값의 차이를 나누어 변동률을 산출한다(S120).
S120 단계에서 최대값과 최소값의 변동률을 산출한 후 제어부(30)는 평균 그래프에 변동률을 적용하여 도 5에 도시된 바와 같이 정상 밴드를 설정한 후 저장부(20)에 저장하여 가공 중 취득한 진동값으로부터 이동 평균선 그래프를 산출하여 비교함으로써 공구의 상태를 판단할 수 있도록 한다(S130).
S70 단계에서 공구의 상태를 판단한 후 제어부(30)는 출력부(40)를 통해 판단결과를 공작기계(50)로 출력하여 알람을 발생시킬 수 있도록 한다(S80).
상술한 바와 같이, 본 발명의 실시예에 의한 공작기계의 공구 상태 감지 방법에 따르면, 샘플링 가공에서 획득한 마찰 주파수를 기준으로 정상 밴드를 설정한 후 가공 중 발생하는 마찰 주파수의 크기를 합성하여 정상 밴드를 벗어나는지 비교함으로써, 공구의 마모 및 파손을 실시간으로 감지할 수 있어, 장비 생산성 향상 및 가공 품질 향상, 공구 마모 시점 예측으로 공구 교체 주기 최적화 및 공구 교체 비용 저감, 가공 형태에 따른 알고리즘 적용으로 감지 신뢰성 향상시킬 수 있다.
본 발명은 도면에 도시된 실시예를 참고로 하여 설명되었으나, 이는 예시적인 것에 불과하며, 당해 기술이 속하는 분야에서 통상의 지식을 가진 자라면 이로부터 다양한 변형 및 균등한 타 실시예가 가능하다는 점을 이해할 것이다.
따라서 본 발명의 진정한 기술적 보호범위는 아래의 청구범위에 의해서 정하여져야 할 것이다.
10 : 진동센서 20 : 저장부
30 : 제어부 40 : 출력부
50 : 공작기계
30 : 제어부 40 : 출력부
50 : 공작기계
Claims (6)
- 제어부가 공작기계의 가동 중 진동센서로부터 진동값을 취득하는 단계;
상기 제어부가 취득된 상기 진동값에 대해 FFT 변환하는 단계;
상기 제어부가 FFT 변환된 진동 데이터를 기반으로 가공 공구에 맞는 마찰 주파수 성분을 추출하여 이동 평균선 그래프를 산출하는 단계; 및
상기 제어부가 상기 이동 평균선 그래프를 저장하고 저장된 정상 밴드와 비교하여 상기 공구의 상태를 판단하는 단계를 포함하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
- 제 1항에 있어서, 상기 진동값을 취득하는 단계는, 상기 제어부가 상기 공작기계로부터 가공 파라미터를 입력받아 RPM 주파수를 계산하여 진동 RMS값을 취득하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
- 제 1항에 있어서, 상기 이동 평균선 그래프를 산출하는 단계는, 상기 제어부가 상기 진동 데이터로부터 설정된 주파수 범위에서 성분값을 추출하는 단계;
상기 제어부가 설정된 주파수 범위를 기준 주파수 단위로 구간을 분할하는 단계;
상기 제어부가 각 구간의 성분값을 합산하여 샘플링 모드보다 변화폭이 가장 큰 구간을 유효구간으로 선정하는 단계;
상기 제어부가 상기 유효구간에 대해 설정된 주기마다 상기 진동값의 평균값을 산출하는 단계; 및
상기 제어부가 상기 평균값을 기반으로 시간에 따른 상기 이동 평균선 그래프를 산출하는 단계를 포함하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
- 제 3항에 있어서, 상기 제어부가 샘플링 모드인 경우 상기 유효구간에 대해 설정된 주기마다 상기 진동값의 최대값과 최소값을 계산하는 단계;
상기 제어부가 최대값과 최소값의 평균값을 산출하고 배열로 정렬하여 평균 그래프를 설정하는 단계;
상기 제어부가 최대값과 최소값의 차이를 기반으로 변동률을 산출하는 단계; 및
상기 제어부가 상기 평균 그래프에 상기 변동률을 적용하여 상기 정상 밴드를 설정하여 저장하는 단계;를 더 포함하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
- 제 1항에 있어서, 상기 공구의 상태를 판단하는 단계는, 상기 이동 평균선 그래프가 상기 정상 밴드의 상한선을 초과하는 경우 공구 마모로 판정하고, 상기 이동 평균선 그래프가 상기 정상 밴드의 하한선 미만인 경우 공구 파손으로 판정하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
- 제 1항에 있어서, 상기 제어부가 상기 공구의 상태를 판단한 판단결과를 상기 공작기계로 출력하는 단계를 더 포함하는 것을 특징으로 하는 공작기계의 공구 상태 감지 방법.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180124493A KR102126129B1 (ko) | 2018-10-18 | 2018-10-18 | 공작기계의 공구 상태 감지 방법 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020180124493A KR102126129B1 (ko) | 2018-10-18 | 2018-10-18 | 공작기계의 공구 상태 감지 방법 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20200043731A true KR20200043731A (ko) | 2020-04-28 |
| KR102126129B1 KR102126129B1 (ko) | 2020-06-24 |
Family
ID=70456132
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020180124493A KR102126129B1 (ko) | 2018-10-18 | 2018-10-18 | 공작기계의 공구 상태 감지 방법 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR102126129B1 (ko) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021206534A1 (ko) | 2020-04-10 | 2021-10-14 | 주식회사 엘지에너지솔루션 | 리튬 석출 거동 평가용 전지셀 및 이의 제조방법 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006113002A (ja) * | 2004-10-18 | 2006-04-27 | Nsk Ltd | 機械設備の異常診断システム |
| KR20170066818A (ko) * | 2015-12-07 | 2017-06-15 | 현대위아 주식회사 | 절삭 작업을 위한 공구의 마모 및 파손 감지 방법 |
-
2018
- 2018-10-18 KR KR1020180124493A patent/KR102126129B1/ko active IP Right Grant
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006113002A (ja) * | 2004-10-18 | 2006-04-27 | Nsk Ltd | 機械設備の異常診断システム |
| KR20170066818A (ko) * | 2015-12-07 | 2017-06-15 | 현대위아 주식회사 | 절삭 작업을 위한 공구의 마모 및 파손 감지 방법 |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021206534A1 (ko) | 2020-04-10 | 2021-10-14 | 주식회사 엘지에너지솔루션 | 리튬 석출 거동 평가용 전지셀 및 이의 제조방법 |
Also Published As
| Publication number | Publication date |
|---|---|
| KR102126129B1 (ko) | 2020-06-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US6085121A (en) | Device and method for recommending dynamically preferred speeds for machining | |
| JP6649684B2 (ja) | びびり予測のための改良型データベース | |
| Kious et al. | Detection process approach of tool wear in high speed milling | |
| JP6922405B2 (ja) | 振動抑制装置 | |
| TWI593502B (zh) | 刀具檢測裝置及其刀具檢測方法 | |
| Sevilla-Camacho et al. | Tool breakage detection in CNC high-speed milling based in feed-motor current signals | |
| US20080289923A1 (en) | Vibration suppressing device and vibration suppressing method for machine tool | |
| WO2013088849A1 (ja) | 切削加工装置及びそれを用いた加工方法 | |
| TWI542439B (zh) | 切削加工參數估測裝置及其方法 | |
| KR102126129B1 (ko) | 공작기계의 공구 상태 감지 방법 | |
| KR20200036198A (ko) | 공구의 마모 및 파손 감지 방법 | |
| JP6545555B2 (ja) | ドリルの余寿命推定装置及び余寿命推定方法 | |
| JP2020035260A (ja) | 加工環境推定装置 | |
| Zhong et al. | Correlation analysis of cutting force and acoustic emission signals for tool condition monitoring | |
| Fayzimatov et al. | VIBROACOUSTIC SIGNALS IN CUTTING METALS | |
| KR20190133888A (ko) | 가속도 센서를 이용한 채터 감지 방법 및 시스템 | |
| TW202019614A (zh) | 刀具壽命估測裝置及方法 | |
| KR101865081B1 (ko) | 가공 정밀도 향상을 위한 공작 기계의 채터 검출방법 | |
| JP2004042208A (ja) | 工作機械 | |
| JP7462874B2 (ja) | 加工システム | |
| JP6466804B2 (ja) | 工作機械の加工異常検出装置及び加工異常検出方法 | |
| González et al. | MEMS accelerometer-based system for inexpensive online CNC milling process chatter detection | |
| FR2930183A1 (fr) | Procede et dispositif de determination d'au moins un point de fonctionnement d'une machine-outil, machine-outil comprenant un tel dispositif | |
| CN114555291A (zh) | 作业机械的加工状态监视方法以及系统 | |
| Riviére et al. | Chatter detection techniques using microphone |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant |