KR20180098377A - 출구 구조체 - Google Patents
출구 구조체 Download PDFInfo
- Publication number
- KR20180098377A KR20180098377A KR1020187021647A KR20187021647A KR20180098377A KR 20180098377 A KR20180098377 A KR 20180098377A KR 1020187021647 A KR1020187021647 A KR 1020187021647A KR 20187021647 A KR20187021647 A KR 20187021647A KR 20180098377 A KR20180098377 A KR 20180098377A
- Authority
- KR
- South Korea
- Prior art keywords
- nozzle structure
- material container
- construction material
- data
- container outlet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Granted
Links
Images









Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
- B29C64/329—Feeding using hoppers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/141—Processes of additive manufacturing using only solid materials
- B29C64/153—Processes of additive manufacturing using only solid materials using layers of powder being selectively joined, e.g. by selective laser sintering or melting
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/165—Processes of additive manufacturing using a combination of solid and fluid materials, e.g. a powder selectively bound by a liquid binder, catalyst, inhibitor or energy absorber
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/255—Enclosures for the building material, e.g. powder containers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/307—Handling of material to be used in additive manufacturing
- B29C64/321—Feeding
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/357—Recycling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/30—Auxiliary operations or equipment
- B29C64/386—Data acquisition or data processing for additive manufacturing
- B29C64/393—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C67/00—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00
- B29C67/24—Shaping techniques not covered by groups B29C39/00 - B29C65/00, B29C70/00 or B29C73/00 characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/302—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising aromatic vinyl (co)polymers, e.g. styrenic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/306—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising vinyl acetate or vinyl alcohol (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/30—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers
- B32B27/308—Layered products comprising a layer of synthetic resin comprising vinyl (co)polymers; comprising acrylic (co)polymers comprising acrylic (co)polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/34—Layered products comprising a layer of synthetic resin comprising polyamides
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y40/00—Auxiliary operations or equipment, e.g. for material handling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y50/00—Data acquisition or data processing for additive manufacturing
- B33Y50/02—Data acquisition or data processing for additive manufacturing for controlling or regulating additive manufacturing processes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y70/00—Materials specially adapted for additive manufacturing
- B33Y70/10—Composites of different types of material, e.g. mixtures of ceramics and polymers or mixtures of metals and biomaterials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2055/00—Use of specific polymers obtained by polymerisation reactions only involving carbon-to-carbon unsaturated bonds, not provided for in a single one of main groups B29K2023/00 - B29K2049/00, e.g. having a vinyl group, as moulding material
- B29K2055/02—ABS polymers, i.e. acrylonitrile-butadiene-styrene polymers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/10—Thermosetting resins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/25—Solid
- B29K2105/251—Particles, powder or granules
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/02—Ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/08—Glass
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2877/00—Use of PA, i.e. polyamides, e.g. polyesteramides or derivatives thereof, as mould material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- C—CHEMISTRY; METALLURGY
- C01—INORGANIC CHEMISTRY
- C01P—INDEXING SCHEME RELATING TO STRUCTURAL AND PHYSICAL ASPECTS OF SOLID INORGANIC COMPOUNDS
- C01P2004/00—Particle morphology
- C01P2004/60—Particles characterised by their size
- C01P2004/61—Micrometer sized, i.e. from 1-100 micrometer
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Materials Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Mechanical Engineering (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Composite Materials (AREA)
- Civil Engineering (AREA)
- Life Sciences & Earth Sciences (AREA)
- Sustainable Development (AREA)
- Producing Shaped Articles From Materials (AREA)
- Powder Metallurgy (AREA)
- Connector Housings Or Holding Contact Members (AREA)
Abstract
Description
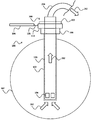
도 1은 축조 재료 용기 및 축조 재료 이송 장치를 포함하는 3D 프린팅 시스템의 예시적인 배열을 도시하는 개략도이다.
도 2는 축조 재료 출구 구조체의 일례 및 축조 재료 이송 시스템의 노즐 구조체의 일례를 도시하는 개략도이다.
도 3은 축조 재료 이송 시스템의 축조 재료 노즐 구조체와 결합된 축조 재료 출구 구조체의 일례를 도시하는 개략도이다.
도 4a는 예시적인 축조 재료 출구 구조체의 평면도를 도시하는 개략도이다.
도 4b는 예시적인 축조 재료 노즐 구조체의 저면도를 도시하는 개략도이다.
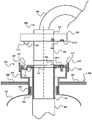
도 5는 예시적인 축조 재료 출구 구조체 및 예시적인 노즐 구조체의 부분 단면도를 도시하는 개략도이다.
도 6a는 로킹 해제된 배열의 예시적인 축조 재료 출구 구조체의 단면도를 도시하는 개략도이다.
도 6b는 로킹된 배열의 예시적인 축조 재료 출구 구조체의 단면도를 도시하는 개략도이다.
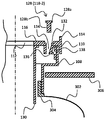
도 7은 축조 재료 출구 구조체 및 축조 재료 노즐 구조체의 밀봉 배열의 일례의 부분 단면도를 도시하는 개략도이다.
도 8은 축조 재료 출구 구조체 및 노즐 구조체의 예시적인 밀봉 배열의 부분 단면도를 도시하는 개략도이다.
도 9는 축조 재료 출구 구조체를 조립하는 방법의 일례를 도시하는 흐름도이다.
도 10은 밸브 요소의 일례를 도시하는 개략도이다.
Claims (23)
- 축조 재료 용기 출구 구조체에 있어서,
외부 흡인 시스템의 노즐 구조체를 수용하기 위한 어댑터 및 인터페이스면을 포함하는 커넥터;
상기 노즐 구조체의 데이터 상호접속 구조체를 수용하기 위해 상기 인터페이스면으로부터 오목하게 형성된 소켓― 상기 데이터 상호접속 구조체는 데이터 인터페이스를 포함함 ―;
상기 노즐 구조체가 결합 위치에 있을 때 상기 데이터 상호접속 구조체의 상기 데이터 인터페이스와 결합하도록 상기 소켓 내에 배치되는 데이터 접점; 및
상기 노즐 구조체가 상기 결합 위치에 유지될 때 상기 외부 흡인 시스템의 노즐 구조체 내의 스위치 요소와 결합하도록 상기 인터페이스면에 배치되는 작동 구조체를 포함하는
축조 재료 용기 출구 구조체. - 제1항에 있어서,
상기 작동 구조체는 상기 결합 위치로부터 상기 노즐 구조체의 소정의 제1 변위 범위에서 상기 노즐 구조체 내의 상기 스위치 요소와 결합하기 위한 돌출부를 포함하는
축조 재료 용기 출구 구조체. - 제2항에 있어서,
상기 데이터 접점은 상기 결합 위치로부터 상기 노즐 구조체의 소정의 제2 변위 범위에 대하여 상기 데이터 인터페이스와 결합하도록 상기 소켓 내에 배치되고, 상기 소정의 제2 변위 범위는 상기 소정의 제1 변위 범위보다 큰
축조 재료 용기 출구 구조체. - 제2항에 있어서,
상기 데이터 접점은 상기 노즐 구조체가 상기 결합 위치로부터 변위될 때 상기 데이터 상호접속 구조체의 데이터 인터페이스로부터 분리되도록 상기 소켓 내에 배치되는
축조 재료 용기 출구 구조체. - 제1항 내지 제4항 중 어느 한 항에 있어서,
상기 소켓은 상기 데이터 상호접속 구조체를 상기 데이터 접점에 대하여 정렬 위치로 가이드하기 위한 내부 정렬면을 포함하는
축조 재료 용기 출구 구조체. - 제1항 내지 제5항 중 어느 한 항에 있어서,
상기 데이터 접점은 상기 소켓의 바닥부에 배치되는
축조 재료 용기 출구 구조체. - 제1항 내지 제6항 중 어느 한 항에 있어서,
상기 노즐 구조체를 상기 커넥터의 인터페이스면과의 결합 위치에 해제 가능하게 유지하기 위한 유지 구조체를 포함하는
축조 재료 용기 출구 구조체. - 제7항에 있어서,
상기 유지 구조체는 상기 노즐 구조체가 상기 결합 위치에 근접해 있을 때 상기 노즐 구조체에 대하여 견인 자기 편향력을 가하고, 상기 견인 자기 편향력의 크기는 상기 작동 스위치를 작동시키기에 충분한
축조 재료 용기 출구 구조체. - 제8항에 있어서,
상기 유지 구조체는 상기 외부 흡인 시스템의 노즐 구조체에 대하여 견인 자기 편향력을 가하도록 상기 커넥터에 배치되는 복수의 유지 요소를 포함하는
축조 재료 용기 출구 구조체. - 제9항에 있어서,
상기 인터페이스면은 출구 개구를 포함하고, 상기 작동 구조체, 상기 소켓 및 상기 복수의 유지 요소는 상기 출구 개구 주위의 상기 커넥터의 환형 구역에 배치되는
축조 재료 용기 출구 구조체. - 제10항에 있어서,
상기 소켓은 상기 환형 구역에서 상기 복수의 유지 요소 중 제1 유지 요소와 상기 복수의 유지 요소 중 제2 유지 요소 사이에 배치되고, 상기 작동 구조체는 상기 환형 구역에서 상기 복수의 유지 요소 중 제2 유지 요소와 상기 복수의 유지 요소 중 제3 유지 요소 사이에 배치되는
축조 재료 용기 출구 구조체. - 제10항 또는 제11항에 있어서,
상기 커넥터의 환형 구역은 상기 출구 개구에 근접하여 있는
축조 재료 용기 출구 구조체. - 제9항 내지 제12항 중 어느 한 항에 있어서,
상기 복수의 유지 요소는 상기 커넥터의 환형 구역에 원주방향으로 분포되는
축조 재료 용기 출구 구조체. - 제9항 내지 제13항 중 어느 한 항에 있어서,
상기 복수의 유지 요소 중 적어도 하나의 유지 요소는 상기 커넥터의 오목한 곳에 놓이는
축조 재료 용기 출구 구조체. - 제14항에 있어서,
상기 적어도 하나의 유지 요소는 상기 커넥터의 인터페이스면으로부터 오목하게 형성된 포켓 내에 유지되는
축조 재료 용기 출구 구조체. - 제14항 또는 제15항에 있어서,
상기 적어도 하나의 유지 요소는 상기 커넥터의 인터페이스면과 동일 평면인 선단면을 포함하는
축조 재료 용기 출구 구조체. - 제14항 또는 제15항에 있어서,
상기 적어도 하나의 유지 요소는 상기 커넥터의 인터페이스면 아래에 배치되는
축조 재료 용기 출구 구조체. - 제9항 내지 제17항 중 어느 한 항에 있어서,
상기 복수의 유지 요소는 상기 외부 흡인 시스템의 노즐 구조체에 배치되는 복수의 대응하는 유지 요소에 상보적인 배열로 상기 커넥터에 배치되는
축조 재료 용기 출구 구조체. - 제9항 내지 제18항 중 어느 한 항에 있어서,
상기 복수의 유지 요소 중 적어도 하나의 유지 요소는 상기 외부 흡인 시스템의 노즐 구조체에 배치되는 자기 요소에 상보적인 자화 가능한 요소를 포함하는
축조 재료 용기 출구 구조체. - 제1항 내지 제19항 중 어느 한 항에 있어서,
상기 인터페이스면은 흡인 채널의 흡인 방향에 대하여 수직하게 연장되는
축조 재료 용기 출구 구조체. - 제1항 내지 제20항 중 어느 한 항에 있어서,
상기 어댑터는, 상기 인터페이스면으로부터 연장되며 상기 노즐 구조체를 상기 인터페이스면과의 결합 위치로 가이드하기 위한 가이드면을 규정하는 직립형 원주방향 벽을 포함하는
축조 재료 용기 출구 구조체. - 제1항 내지 제21항 중 어느 한 항에 있어서,
상기 소켓 내에 배치되는 상기 데이터 접점과 데이터 통신하는 비일시적인 데이터 저장 매체를 추가로 포함하는
축조 재료 용기 출구 구조체. - 축조 재료 용기에 있어서,
축조 재료를 유지하기 위한 저장소; 및
출구 구조체를 포함하고,
상기 출구 구조체는,
외부 흡인 시스템의 노즐 구조체를 수용하기 위한 어댑터 및 인터페이스면을 포함하는 커넥터;
상기 노즐 구조체의 데이터 상호접속 구조체를 수용하기 위해 상기 인터페이스면으로부터 오목하게 형성된 소켓― 상기 데이터 상호접속 구조체는 데이터 인터페이스를 포함함 ―;
상기 노즐 구조체가 결합 위치에 유지될 때 상기 데이터 상호접속 구조체의 데이터 인터페이스와 결합하도록 상기 소켓 내에 배치되는 데이터 접점; 및
상기 노즐 구조체가 상기 결합 위치에 유지될 때 상기 외부 흡인 시스템의 노즐 구조체 내의 작동 스위치와 결합하도록 상기 인터페이스면에 배치되는 작동 구조체를 포함하는
축조 재료 용기.
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/EP2016/060796 WO2017194152A1 (en) | 2016-05-12 | 2016-05-12 | Outlet structure |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20180098377A true KR20180098377A (ko) | 2018-09-03 |
| KR102154975B1 KR102154975B1 (ko) | 2020-09-22 |
Family
ID=55969157
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020187021647A Expired - Fee Related KR102154975B1 (ko) | 2016-05-12 | 2016-05-12 | 출구 구조체 |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11007717B2 (ko) |
| EP (1) | EP3386721B1 (ko) |
| JP (1) | JP6749403B2 (ko) |
| KR (1) | KR102154975B1 (ko) |
| CN (1) | CN108602255B (ko) |
| BR (1) | BR112018015107B1 (ko) |
| ES (1) | ES2881631T3 (ko) |
| PL (1) | PL3386721T3 (ko) |
| WO (1) | WO2017194152A1 (ko) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2017194138A1 (en) * | 2016-05-12 | 2017-11-16 | Hewlett-Packard Development Company, L.P. | Build material container, and collection tube structure |
| US11426937B2 (en) * | 2018-03-28 | 2022-08-30 | 3D Systems, Inc. | Three dimensional printing system adaptable to varying resin types |
| CN111469411A (zh) * | 2020-04-07 | 2020-07-31 | 成都青石激光科技有限公司 | 一种送粉控制及回收装置 |
| EP4368319A1 (en) * | 2022-11-11 | 2024-05-15 | General Electric Company | Liquid and powder material handling systems within additive manufacturing and methods for their use |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009201543A (ja) * | 2008-02-26 | 2009-09-10 | Fujinon Corp | 内視鏡システム |
| US20130164960A1 (en) * | 2011-12-22 | 2013-06-27 | Stratasys, Inc. | Universal adapter for consumable assembly used with additive manufacturing system |
Family Cites Families (16)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE9503448D0 (sv) | 1995-10-05 | 1995-10-05 | Herberts Powder Coatings Ab | System för hantering av pulver i pulverlackeringsanläggningar |
| US6241930B1 (en) * | 1995-11-30 | 2001-06-05 | Ubertech Texas, Inc. | Method of constructing a garment with a graphical design thereon |
| US6089794A (en) | 1996-08-09 | 2000-07-18 | Maguire; Stephen B. | Vacuum loading system |
| JP2001077877A (ja) | 1999-09-06 | 2001-03-23 | Canon Inc | 通信装置及びその制御方法並びに情報処理装置 |
| US7147310B2 (en) * | 2002-01-30 | 2006-12-12 | Hewlett-Packard Development Company, L.P. | Printing-fluid container |
| US20040004653A1 (en) | 2002-07-03 | 2004-01-08 | Therics, Inc. | Apparatus, systems and methods for use in three-dimensional printing |
| US7351066B2 (en) | 2005-09-26 | 2008-04-01 | Apple Computer, Inc. | Electromagnetic connector for electronic device |
| US20080047628A1 (en) * | 2006-05-26 | 2008-02-28 | Z Corporation | Apparatus and methods for handling materials in a 3-D printer |
| JP2008201543A (ja) | 2007-02-21 | 2008-09-04 | ▲たか▼岡 正人 | 物品積載回動枠の操作装置 |
| EP2011631B1 (en) * | 2007-07-04 | 2012-04-18 | Envisiontec GmbH | Process and device for producing a three-dimensional object |
| JP5575148B2 (ja) | 2008-12-17 | 2014-08-20 | ノードソン コーポレーション | 粉体コーティングシステム |
| KR20120091437A (ko) | 2009-12-07 | 2012-08-17 | 어드밴스드 테크놀러지 머티리얼즈, 인코포레이티드 | 변경 가능한 포트 부속 기구, 키트 그리고 관련 방법 |
| US8767214B2 (en) | 2011-10-06 | 2014-07-01 | Nordson Corporation | Powder flow detection |
| US9414501B2 (en) * | 2012-01-04 | 2016-08-09 | Board Of Regents, The University Of Texas System | Method for connecting inter-layer conductors and components in 3D structures |
| DE102012109262A1 (de) * | 2012-09-28 | 2014-04-03 | Bundesrepublik Deutschland, vertreten durch das Bundesministerium für Wirtschaft und Technologie, dieses vertreten durch den Präsidenten der BAM, Bundesanstalt für Materialforschung und -prüfung | Verfahren zur Stabilisierung eines Pulverbetts mittels Unterdruck für die additive Fertigung |
| JP5782064B2 (ja) * | 2013-04-15 | 2015-09-24 | 富士フイルム株式会社 | 内視鏡システム |
-
2016
- 2016-05-12 KR KR1020187021647A patent/KR102154975B1/ko not_active Expired - Fee Related
- 2016-05-12 EP EP16722665.3A patent/EP3386721B1/en active Active
- 2016-05-12 US US16/081,834 patent/US11007717B2/en active Active
- 2016-05-12 CN CN201680080175.5A patent/CN108602255B/zh active Active
- 2016-05-12 JP JP2018539805A patent/JP6749403B2/ja not_active Expired - Fee Related
- 2016-05-12 ES ES16722665T patent/ES2881631T3/es active Active
- 2016-05-12 WO PCT/EP2016/060796 patent/WO2017194152A1/en not_active Ceased
- 2016-05-12 PL PL16722665T patent/PL3386721T3/pl unknown
- 2016-05-12 BR BR112018015107-6A patent/BR112018015107B1/pt not_active IP Right Cessation
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2009201543A (ja) * | 2008-02-26 | 2009-09-10 | Fujinon Corp | 内視鏡システム |
| US20130164960A1 (en) * | 2011-12-22 | 2013-06-27 | Stratasys, Inc. | Universal adapter for consumable assembly used with additive manufacturing system |
Also Published As
| Publication number | Publication date |
|---|---|
| PL3386721T3 (pl) | 2021-11-02 |
| KR102154975B1 (ko) | 2020-09-22 |
| EP3386721A1 (en) | 2018-10-17 |
| WO2017194152A1 (en) | 2017-11-16 |
| BR112018015107A2 (pt) | 2018-12-11 |
| JP2019512407A (ja) | 2019-05-16 |
| CN108602255A (zh) | 2018-09-28 |
| EP3386721B1 (en) | 2021-07-07 |
| US11007717B2 (en) | 2021-05-18 |
| US20190091931A1 (en) | 2019-03-28 |
| BR112018015107B1 (pt) | 2022-02-01 |
| CN108602255B (zh) | 2021-04-30 |
| ES2881631T3 (es) | 2021-11-30 |
| JP6749403B2 (ja) | 2020-09-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| EP3386726B1 (en) | Outlet structure of a 3d printing build material container | |
| EP3386722B1 (en) | Outlet structure | |
| KR20180098377A (ko) | 출구 구조체 | |
| EP3386720B1 (en) | 3d printing build material container outlet and nozzle structures | |
| EP3393755B1 (en) | Outlet structure for a 3d printing system | |
| EP3487684B1 (en) | Build material container comprising an air inlet structure | |
| EP3386728B1 (en) | Outlet structure | |
| CN112088338B (zh) | 密封式打印颗粒传输接口 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| PA0105 | International application |
St.27 status event code: A-0-1-A10-A15-nap-PA0105 |
|
| PA0201 | Request for examination |
St.27 status event code: A-1-2-D10-D11-exm-PA0201 |
|
| PG1501 | Laying open of application |
St.27 status event code: A-1-1-Q10-Q12-nap-PG1501 |
|
| R18-X000 | Changes to party contact information recorded |
St.27 status event code: A-3-3-R10-R18-oth-X000 |
|
| E902 | Notification of reason for refusal | ||
| PE0902 | Notice of grounds for rejection |
St.27 status event code: A-1-2-D10-D21-exm-PE0902 |
|
| E13-X000 | Pre-grant limitation requested |
St.27 status event code: A-2-3-E10-E13-lim-X000 |
|
| P11-X000 | Amendment of application requested |
St.27 status event code: A-2-2-P10-P11-nap-X000 |
|
| P13-X000 | Application amended |
St.27 status event code: A-2-2-P10-P13-nap-X000 |
|
| E701 | Decision to grant or registration of patent right | ||
| PE0701 | Decision of registration |
St.27 status event code: A-1-2-D10-D22-exm-PE0701 |
|
| GRNT | Written decision to grant | ||
| PR0701 | Registration of establishment |
St.27 status event code: A-2-4-F10-F11-exm-PR0701 |
|
| PR1002 | Payment of registration fee |
St.27 status event code: A-2-2-U10-U12-oth-PR1002 Fee payment year number: 1 |
|
| PG1601 | Publication of registration |
St.27 status event code: A-4-4-Q10-Q13-nap-PG1601 |
|
| P22-X000 | Classification modified |
St.27 status event code: A-4-4-P10-P22-nap-X000 |
|
| PR1001 | Payment of annual fee |
St.27 status event code: A-4-4-U10-U11-oth-PR1001 Fee payment year number: 4 |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: A-4-4-U10-U13-oth-PC1903 Not in force date: 20240908 Payment event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE |
|
| PC1903 | Unpaid annual fee |
St.27 status event code: N-4-6-H10-H13-oth-PC1903 Ip right cessation event data comment text: Termination Category : DEFAULT_OF_REGISTRATION_FEE Not in force date: 20240908 |