KR20170142352A - The method of manufacturing a packing material and a packing material thereof - Google Patents
The method of manufacturing a packing material and a packing material thereof Download PDFInfo
- Publication number
- KR20170142352A KR20170142352A KR1020160075658A KR20160075658A KR20170142352A KR 20170142352 A KR20170142352 A KR 20170142352A KR 1020160075658 A KR1020160075658 A KR 1020160075658A KR 20160075658 A KR20160075658 A KR 20160075658A KR 20170142352 A KR20170142352 A KR 20170142352A
- Authority
- KR
- South Korea
- Prior art keywords
- coating layer
- coating
- packaging material
- base member
- adhesive
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65D—CONTAINERS FOR STORAGE OR TRANSPORT OF ARTICLES OR MATERIALS, e.g. BAGS, BARRELS, BOTTLES, BOXES, CANS, CARTONS, CRATES, DRUMS, JARS, TANKS, HOPPERS, FORWARDING CONTAINERS; ACCESSORIES, CLOSURES, OR FITTINGS THEREFOR; PACKAGING ELEMENTS; PACKAGES
- B65D65/00—Wrappers or flexible covers; Packaging materials of special type or form
- B65D65/38—Packaging materials of special type or form
- B65D65/40—Applications of laminates for particular packaging purposes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/32—Layered products comprising a layer of synthetic resin comprising polyolefins
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B38/0004—Cutting, tearing or severing, e.g. bursting; Cutter details
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D11/00—Inks
- C09D11/02—Printing inks
- C09D11/10—Printing inks based on artificial resins
- C09D11/101—Inks specially adapted for printing processes involving curing by wave energy or particle radiation, e.g. with UV-curing following the printing
-
- C—CHEMISTRY; METALLURGY
- C09—DYES; PAINTS; POLISHES; NATURAL RESINS; ADHESIVES; COMPOSITIONS NOT OTHERWISE PROVIDED FOR; APPLICATIONS OF MATERIALS NOT OTHERWISE PROVIDED FOR
- C09D—COATING COMPOSITIONS, e.g. PAINTS, VARNISHES OR LACQUERS; FILLING PASTES; CHEMICAL PAINT OR INK REMOVERS; INKS; CORRECTING FLUIDS; WOODSTAINS; PASTES OR SOLIDS FOR COLOURING OR PRINTING; USE OF MATERIALS THEREFOR
- C09D133/00—Coating compositions based on homopolymers or copolymers of compounds having one or more unsaturated aliphatic radicals, each having only one carbon-to-carbon double bond, and at least one being terminated by only one carboxyl radical, or of salts, anhydrides, esters, amides, imides, or nitriles thereof; Coating compositions based on derivatives of such polymers
- C09D133/04—Homopolymers or copolymers of esters
- C09D133/14—Homopolymers or copolymers of esters of esters containing halogen, nitrogen, sulfur or oxygen atoms in addition to the carboxy oxygen
- C09D133/16—Homopolymers or copolymers of esters containing halogen atoms
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B37/00—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding
- B32B37/14—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers
- B32B37/24—Methods or apparatus for laminating, e.g. by curing or by ultrasonic bonding characterised by the properties of the layers with at least one layer not being coherent before laminating, e.g. made up from granular material sprinkled onto a substrate
- B32B2037/243—Coating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B38/00—Ancillary operations in connection with laminating processes
- B32B2038/0052—Other operations not otherwise provided for
- B32B2038/0076—Curing, vulcanising, cross-linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2553/00—Packaging equipment or accessories not otherwise provided for
Abstract
Description
본 발명은 포장재의 제조 방법 및 이를 이용하여 제조된 포장재에 관한 것에 관한 것으로, 구체적으로는 연신 프로필렌으로 라미네이팅된 포장재를 수용성 접착제와 같은 친환경 접착제를 이용하여 용이하게 가공할 있도록 구성된 포장재의 제공방법과 이를 이용하여 제조된 포장제에 관한 것이다.
BACKGROUND OF THE INVENTION 1. Field of the Invention The present invention relates to a method for producing a packaging material and a packaging material produced using the same, and more particularly, to a method for providing a packaging material configured to easily process a packaging material laminated with oriented propylene using an environmentally friendly adhesive such as a water- And a packaging agent prepared using the same.
포장재는 공산품이나 농수산물 기타 다양한 상품을 시장에 유통시키기 위하여 상품의 포장하는 것으로 포장지, 포장 용기, 포장 박스 등의 다양한 형태로 널리 사용되고 있다. 이와 같은 포장재에는 내부에 포함되는 상품을 나타내는 상품의 명칭이나 상표 및 이미지 도안, 제조회사, 로고, 제품에 대한 설명 등 다양한 글자나 그림이 인쇄되어 사용된다. 최근에는 다양한 상품들이 출시되고 상품들의 수명 주기가 짧아지고 있으며, 인쇄분야에서도 특수인쇄 기술이 발달하면서 다양한 특수인쇄 기술을 바탕으로 소비자의 눈을 사로잡을 수 있는 강렬한 디자인의 포장재가 요구되고 있다. Packaging materials are widely used in various forms such as wrapping paper, packaging containers, and packaging boxes for packaging products to distribute industrial products, agricultural products, and various other products to the market. Such a packaging material is printed with a variety of letters and pictures such as a name and a trademark of the goods contained therein, an image pattern, a manufacturer, a logo, and a description of the product. In recent years, a variety of products have been launched and the life cycle of products has been shortened. In the field of printing, special printing technology has been developed, and a packaging material with an intense design capable of capturing the eyes of consumers based on various special printing techniques is required.
또한, 인쇄가 완료된 인쇄물의 표면가공(surface treatment)을 하는 인쇄 후 가공 기술을 통해 인쇄의 품질과 인쇄된 포장재의 품질을 한층 높일 수 있다. 이와 같은 인쇄 후 가공 기술은 포장재의 인쇄된 표면을 보호하고 잉크의 변색을 방지하며, 포장재의 광택을 증가시키고, 포장재의 방습력과 강도를 증가시키며 미감을 증가시키는 등을 효과를 가져올 수 있어서 근래 인쇄물이 고급화되고 다양화됨에 따라 그 필요성이 높아지고 있다. Further, the printing quality and the quality of the printed packaging material can be further improved through the post-printing processing technique of surface treatment of the printed material. Such post-processing techniques can protect the printed surface of the packaging material, prevent discoloration of the ink, increase the gloss of the packaging material, increase moisture resistance and strength of the packaging material, increase the aesthetics, As prints become more sophisticated and diversified, the need for them is increasing.
대표적인 인쇄 후 가공기술의 표면가공 방법으로는 바니쉬 코팅과 라이네이팅 코팅을 예로 들 수 있다. 바니쉬 코팅은 인쇄물 건조 후 인쇄기에 바니쉬(Varnish)라는 일종의 광택제를 넣고 한번 더 인쇄하는 방식으로, 얇은 투명막을 만들어 광택을 내기 때문에 빠른 건조가 가능하며 부분적으로 코팅할 수 있는 장점이 있다. 라미네이팅 코팅은 염화비닐 필름을 인쇄물 표면에 부착하는 방식으로 내구성과 광택, 시각효과를 높여주고 습기와 마모로 인한 훼손이 방지되는 장점이 있으며 장기보존에 유용하여 많이 이용되고 있다. 특히 연신 폴리프로필렌을 이용한 라미네이팅 코팅은 필름외면에 열접착이 가능하여 포장재에 이용되고 있다. Typical examples of the surface processing method of the post-printing processing technique include a varnish coating and a lyning coating. The varnish coating is a method of printing a varnish, a varnish, on the printing machine after printing, and printing is done once again. Since the varnish is made by making a thin transparent film, it can be dried quickly and it can be partially coated. Lamination coating is a method of attaching vinyl chloride film to the surface of printed matter to enhance its durability, gloss and visual effect, and to prevent damage due to moisture and abrasion. In particular, laminating coatings using stretched polypropylene can be thermally adhered to the outer surface of a film and are used in packaging materials.
표면 코팅이 완료된 인쇄물은 포장하고자 하는 상품의 형태에 따라 재단하여 포장재로 가공되어야 상품의 포장에 사용이 가능해진다. 그리고 이와 같은 가공 과정에서 재단된 절단부에 접착제를 이용한 접착이 필요하게 된다. 상기 연신 프로필렌을 이용한 라미네이팅 코팅은 프로필렌 수지가 갖는 전기적인 비극성 때문에 물을 기재로 한 수용성 접착제로는 접착이 곤란하고 열가소성수지 접착제인 초산비닐계 접착제와 같은 합성수지 접착제를 이용해야 한다. The surface-coated prints must be cut into packaging materials according to the type of the product to be packaged, so that the product can be used for packaging. In this process, it is necessary to use an adhesive to cut the cut portion. The laminating coating using the elongated propylene should be a synthetic resin adhesive such as a vinyl acetate-based adhesive which is difficult to adhere to a water-soluble adhesive based on water and is a thermoplastic resin adhesive because of the electrical non-polar nature of the propylene resin.
그러나 상기한 바와 같은 선행 기술에서는 다음과 같은 문제점이 있다.However, the above-described prior art has the following problems.
즉, 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재는 코팅층을 구성하는 연신 프로필렌의 비극성 성질로 인하여 수용성 접착제와 같은 친환경 접착제를 이용하여 접착 가공이 용이하지 않은 문제점이 있다. That is, because the non-polar nature of the drawn propylene constituting the coating layer, the packaging material coated with the laminating propylene using the elongated propylene has a problem that the eutectic bonding is not easy using an eco-friendly adhesive such as a water-soluble adhesive.
또한, 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재의 가공시 접착을 위해 사용되는 합성수지 접착제는 인체에 유해한 유기용제를 이용하고 있으며 이와 같은 유기용제는 인체에 유해한 독성 물질을 포함하고 있어서, 식재료나 가공식품의 포장을 위한 포장재로 사용할 경우 접착제의 독성 성분이 포장되는 상품을 오염시킬 우려가 있다는 문제점이 있다. In addition, synthetic resin adhesives used for bonding in the processing of laminating coated packages using stretched propylene use organic solvents which are harmful to the human body. These organic solvents contain toxic substances harmful to human body, There is a problem that toxic components of the adhesive may contaminate the product to be packaged.
또한, 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재의 가공시 접착을 위해 사용되는 합성수지 접착제는 유기용제를 이용하고 있어서, 환경에 악영향을 미치는 물질의 사용에 해당한다는 점에서 문제점이 있다.
In addition, since the synthetic resin adhesive used for bonding the laminating coated packaging material using the elongated propylene is an organic solvent, it has a problem in that it corresponds to the use of a material having an adverse effect on the environment.
본 발명은 상기와 같은 종래의 문제점을 해결하기 위하여 안출된 것으로, 본 발명은 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재를 수용성 접착재를 이용하여 용이하게 가공할 수 있는 방법과 이를 이용하여 제조된 포장재를 제공하는 것이다.
Disclosure of Invention Technical Problem [8] Accordingly, the present invention has been made keeping in mind the above problems occurring in the prior art, and an object of the present invention is to provide a method for easily processing a laminated coating material using elongated propylene using an aqueous adhesive material and a packaging material .
상기한 바와 같은 목적을 달성하기 위한 본 발명의 특징에 따르면, 본 발명은 베이스 부재 준비단계; 상기 베이스 부재의 상면에 인쇄층을 형성하는 단계; 상기 인쇄층의 상부에 연신 폴리프로필렌(OPP) 필름을 라미네이팅하여 제1 코팅층을 적층하는 단계; 상기 제1 코팅층의 상부에 UV 코팅물질을 도포하고 자외선으로 경화하여 제2 코팅층을 적층하는 단계; 상기 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 재단하는 단계; 및 상기 재단된 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 수용성 접착제를 이용하여 접착 가공하는 단계를 포함하는 포장재 제조 방법으로 구성될 수 있다. 여기서 제2 코팅층의 UV 코팅물질은 수용성 접착제와 반응하여 포장재 접착부의 접착 가공이 가능한 것을 특징으로 한다. UV 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함하도록 구성할 수 있다. According to an aspect of the present invention, there is provided a method of manufacturing a semiconductor device, Forming a print layer on an upper surface of the base member; Stacking a first coating layer by laminating an oriented polypropylene (OPP) film on top of the printing layer; Coating a UV coating material on the first coating layer and curing the UV coating material on the second coating layer; Cutting the base member on which the first coating layer and the second coating layer are laminated; And a step of bonding the base member, on which the first coating layer and the second coating layer are cut, using a water-soluble adhesive. Herein, the UV coating material of the second coating layer is characterized by being able to react with the water-soluble adhesive to bond the packaging material adhering portion. The UV coating material is comprised of 35-40 wt% of Bisphenol A-Epichlorohydrin Polymer Acrylate and 21-30 wt% of Glycerol Propoxylate Triacrylate .
상기 인쇄층을 형성하는 단계는 자외선에 의해 경화되는 UV 잉크를 이용한 UV 인쇄방식으로 형성될 수 있다. 또한, 상기 수용성 접착제는 유기 용매를 사용하지 않고 물을 사용할 수 있도록 구성된 수계 접착제인 것을 특징으로 한다. The step of forming the print layer may be formed by a UV printing method using a UV ink which is cured by ultraviolet rays. In addition, the water-soluble adhesive is an aqueous adhesive configured to use water without using an organic solvent.
또한 본 발명의 다른 실시예에 따르면, 본 발명은 베이스 부재 준비단계; 상기 베이스 부재의 상면에 인쇄층을 형성하는 단계; 상기 인쇄층의 상부에 연신 폴리프로필렌(OPP) 필름을 라미네이팅하여 제1 코팅층을 적층하는 단계; 상기 제1 코팅층이 적층된 베이스 부재를 재단하는 단계; 상기 재단된 제1 코팅층이 적층된 베이스 부재에서 접착면에 제2 코팅층을 부분적으로 적층하는 단계; ; 및 상기 재단된 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 수용성 접착제를 이용하여 접착 가공하는 단계를 포함하는 포장재 제조 방법으로 구성될 수 있다.According to another embodiment of the present invention, Forming a print layer on an upper surface of the base member; Stacking a first coating layer by laminating an oriented polypropylene (OPP) film on top of the printing layer; Cutting the base member on which the first coating layer is laminated; Partially laminating the second coating layer on the bonding surface in the base member in which the cut first coating layer is laminated; ; And a step of bonding the base member, on which the first coating layer and the second coating layer are cut, using a water-soluble adhesive.
여기서 상기 제2 코팅층은 UV 코팅물질을 도포하고 자외선으로 경화하여 박막 형태의 코팅층을 형성할 수 있다. 상기 UV 코팅물질은 수용성 접착제와 반응하여 포장재 접착부의 접착 가공이 가능하도록 구성된다. 또한, 상기 UV 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함할 수 있다. 상기 제2 코팅층이 부분적으로 적층되는 상기 접착면은 재단된 전개도 상에서 포장재 용기를 형성하기 위하여 접착이 요구되는 면인 것을 특징으로 한다.The second coating layer may be coated with a UV coating material and cured by ultraviolet rays to form a coating layer in a thin film form. The UV coating material is configured to react with the water-soluble adhesive to enable adhesive bonding of the packaging material adhering portion. Also, the UV coating material includes 35-40 wt% of bisphenol A-epichlorohydrin polymer acrylate and 21-30 wt% of glycerol propoxylate triacrylate. can do. And the adhesive surface on which the second coating layer is partially laminated is a surface requiring adhesion in order to form the packaging material container on the cut developed view.
상기 인쇄층을 형성하는 단계는 자외선에 의해 경화되는 UV 잉크를 이용한 UV 인쇄방식으로 형성될 수 있다. 또한, 상기 수용성 접착제는 유기 용매를 사용하지 않고 물을 사용할 수 있도록 구성된 수계 접착제인 것을 특징으로 한다.The step of forming the print layer may be formed by a UV printing method using a UV ink which is cured by ultraviolet rays. In addition, the water-soluble adhesive is an aqueous adhesive configured to use water without using an organic solvent.
또한 본 발명은 상기의 포장재 제조 방법으로 제조되는 것을 특징으로 하는 포장재를 포함한다.
The present invention also includes a packaging material characterized in that it is manufactured by the method of manufacturing the packaging material.
위에서 살핀 바와 같은 본 발명에 의한 포장재 제조 방법 및 이를 이용하여 제조된 포장재에서는 다음과 같은 효과를 기대할 수 있다. The following effects can be expected in the method of manufacturing a packaging material according to the present invention as described above and the packaging material manufactured using the same.
즉, 본 발명에서는 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재를 수용성 접착제와 같은 친환경 접착제를 이용하여 용이하게 가공할 수 있는 효과가 있다. That is, in the present invention, there is an effect that the packaging material which is coated with the laminating using the oriented propylene can be easily processed by using an environment-friendly adhesive such as a water-soluble adhesive.
또한, 본발명에서는 연신 프로필렌을 이용한 라미네이팅 코팅된 포장재를 수용성 접착제를 이용하여 접착함으로써 포장되는 상품이 접착제에 포함되는 유해성분에 의해 오염될 염려가 없도록 하는 효과가 있다.
In addition, in the present invention, there is an effect that the packaging material laminated with the elongated propylene is adhered by using a water-soluble adhesive so that the product to be packaged is not contaminated by the harmful components contained in the adhesive.
도 1은 본 발명의 일 실시예에 따른 포장재 제조방법을 순차적으로 나타낸 흐름도이다.
도 2는 본 발명의 일 실시예에 의한 포장재 제조방법에 따라 형성되는 포장재를 도시한 사시도이다.
도 3은 본 발명의 일 실시예에 의해 가공하여 접착부를 포함하는 포장재를 도시한 사시도이다.
도 4는 본 발명의 다른 일 실시예에 의한 가공된 포장재의 사시도와 포장재의 전개도를 도시한다.
도 5는 본 발명의 다른 일 실시예에 의한 포장재 제조방법을 순차적으로 나타낸 흐름도이다.1 is a flowchart sequentially illustrating a method of manufacturing a packaging material according to an embodiment of the present invention.
2 is a perspective view illustrating a packaging material formed according to a method for manufacturing a packaging material according to an embodiment of the present invention.
3 is a perspective view showing a packaging material processed by an embodiment of the present invention and including an adhesive portion.
4 shows a perspective view of the processed packaging material according to another embodiment of the present invention and an exploded view of the packaging material.
5 is a flowchart sequentially illustrating a method of manufacturing a packaging material according to another embodiment of the present invention.
이하에서는 상기한 바와 같은 본 발명에 의한 포장재 제조 방법 및 이를 이용하여 제조된 포장재를 첨부된 도면을 참고하여 상세하게 설명한다.Hereinafter, a method for manufacturing a packaging material according to the present invention and a packaging material manufactured using the same will be described in detail with reference to the accompanying drawings.
도 1은 본 발명의 일 실시예에 따른 포장재 제조방법을 순차적으로 나타낸 흐름도이고, 도 2는 본 발명의 일 실시예에 의한 포장재 제조방법에 따라 형성되는 포장재를 도시한 사시도이다. 이하에서는 도 1 및 도 2를 참조하여 포장재의 제조방법을 구체적으로 설명하고자 한다.FIG. 1 is a flowchart sequentially illustrating a method for manufacturing a packaging material according to an embodiment of the present invention. FIG. 2 is a perspective view illustrating a packaging material formed according to a method for manufacturing a packaging material according to an embodiment of the present invention. Hereinafter, a method of manufacturing a packaging material will be described in detail with reference to FIGS. 1 and 2. FIG.
(1)베이스 부재 준비단계(S10)(1) Base member preparation step (S10)
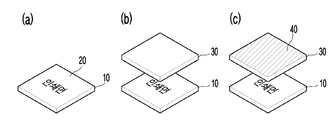
포장재 생성을 위해 기본적으로 사용되는 베이스 부재는 단층의 종이, 골판지, 목재 등 다양한 종류의 인쇄 가능한 부재가 이용될 수 있다. 본 실시예에서는 종이를 이용한 박스 포장재의 경우를 예로 들어 설명하므로 베이스 부재(10)는 도 2(a)에 도시된 바와 같이 종이를 사용하나 필요에 따라 다양한 변형이 가능할 것이다.Various kinds of printable members such as single-layer paper, corrugated cardboard, and wood can be used as the base member used basically for producing the packaging material. In this embodiment, the case of the box packing material using paper is taken as an example, so that the
(2)인쇄층의 형성단계(S11)(2) Formation of printing layer (S11)
베이스 부재(10) 상에는 내부에 포함되는 상품을 나타내는 상품의 명칭이나 상표 및 이미지 도안, 제조회사, 로고, 제품에 대한 설명 등 다양한 글자나 그림이 인쇄되는 인쇄면(20)이 형성된다. 최근에는 다양한 상품들이 출시되고 상품들의 수명 주기가 짧아지고 있으며, 인쇄분야에서도 특수한 잉크를 사용하는 특수인쇄 기술이 발달하면서 다양한 특수인쇄 기술을 바탕으로 소비자의 눈을 사로잡을 수 있는 강렬한 디자인의 포장재가 요구되고 있다. 본 실시예에서는 특수인쇄 기술 중에서 UV에 의해 경화되는 잉크를 이용하는 UV 인쇄를 이용하여 인쇄면(20)에 이미지 등을 인쇄할 수 있다.On the
(3)제1 코팅층의 적층 단계(S12)(3) laminating the first coating layer (S12)
본 실시예에서는 베이스 부재(10) 상의 인쇄면(20) 외표면에 폴리프로필렌 수지를 베이스로 하여 열접착 가능한 수지를 고온 가압하에서 동시에 압출하여 필름화하는 방법으로 제조되어 열봉합성을 갖는 연신 폴리프로필렌(Oriented Polypropylene, OPP)필름을 적층하여 제1 코팅층(30)을 형성한다. 연신 폴리프로필렌 필름은 압출기로 폴리올레핀 계열인 폴리프로필렌(Polypropylene, PP) 수지를 T-Die를 통하여 용융압출하여 종연신 및 횡연신을 거쳐 처리한 필름으로 투명성과 광택성이 매우 우수한 필름이다. In this embodiment, a thermally adherable resin is extruded from a polypropylene resin base on the outer surface of the
상기와 같이 형성되는 제1 코팅층(30)은 필름층이 베이스 부재의 상부에 더해지는 것으로 포장재 전체 표면을 보호하고 인쇄된 베이스 부재가 찢어지거나 손상되는 것을 방지하는 효과를 가진다. 여기서 포장재는 재단을 하고 포장하고자 하는 상품의 형태에 따라 가공을 해야 하므로 가공이 용이하도록 제1 코팅층(30)의 두께는 13 마이크로 미터 내외로 형성함이 바람직하다. 또한, 상기 제1 코팅층(30)으로 형성되는 연신 폴리프로필렌 필름층을 통하여 인쇄면(20)의 색감이나 광택도를 증가시켜 디자인을 강조하는 효과를 가질 수 있다.The
상기와 같은 제1 코팅층(30)을 형성하는 연신 프로필렌 필름을 적층한 포장재는 도 3에 도시된 바와 같이 박스의 형태로 가공을 하기 위해서는 일부에 접착제를 도포하여 접착하는 접착부(50)를 형성할 필요가 있다. 그러나 수소기가 없는 연신 프로필렌 필름의 구조 특성상 비극성 성질을 가져 수용성 접착제와 같은 친환경 접착제와는 반응을 하지 않으므로 친환경 접착제를 사용하는 경우 접착 가공이 용이하지 않고, 합성수지 접착제를 이용해야만 하는 문제점이 있다. 합성수지 접착재는 인체에 유해한 톨루엔과 같은 유기용제를 이용하고 있으며 이와 같은 유기용제는 인체에 유해한 독성 물질을 포함하고 있어서, 식재료나 가공식품의 포장을 위한 포장재로 사용할 경우 접착제의 독성 성분이 포장되는 상품을 오염시킬 우려가 있다는 문제점이 있고 환경에 악영향을 미치는 물질의 사용에 해당한다는 점에서 문제점이 있다. 3, the packaging material in which the stretched propylene film for forming the
(4)제2 코팅층의 적층단계(S13)(4) Laminating the second coating layer (S13)
연신 프로필렌 필름으로 형성된 제1 코팅층(30)의 상부에 수용성 접착제와 반응이 가능한 제2 코팅층(40)을 적층함으로써 포장재의 가공시 수용성 접착재를 이용하여 접착할 수 있도록 구성한다. 여기서 제12 코팅층(40)은 자외선을 이용하는 UV(Ultra Violet) 코팅 방법으로 얇은 박막층을 형성한다. UV 코팅은 특정 코팅물질이 자외선을 쬐면 굳는 성질을 이용해 얇게 코팅을 입히는 것으로, 코팅물질인 자외선 경화형 수지에 미량 들어있는 광 개시제가 UV를 받으면 광중합 반응이 개시되어 수지의 주성분인 단량체(Monomer)와 중간체(Oligomer)가 순간적으로 중합체(Polymer)를 이루어 경화되는 것이다. UV 코팅에 사용되는 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함하도록 구성한다. A
상기와 같은 제2 코팅층(40)을 통하여 수용성 접착제를 이용한 포장재의 가공이 가능하게 된다. 또한, 제2 코팅층(40)을 UV 코팅으로 형성함으로써 표면 경도를 강화하여 내스크래치성(Improved Scratch)이 증가하고 표면 광택이 좋아지는 효과가 있다. UV 코팅만으로는 코팅막이 너무 얇아 찢어지기 쉬운 문제점이 있으나 연신 프로필렌 필름층의 상부에 UV 코팅을 함으로써 이와 같은 문제점을 보완할 수 있다.It becomes possible to process the packaging material using the water-soluble adhesive through the
(5)코팅된 베이스 부재 재단단계(S14)(5) Coated base member cutting step (S14)
제1 코팅층(30)과 제2 코팅층(40)이 적층된 베이스 부재는 도 3에 도시된 바와 예시와 같이 박스의 형태 등 상품을 수용할 수 있는 용기의 형태로 가공을 하기 위해 재단을 한다.The base member in which the
(6)수용성 접착제를 이용한 포장재 가공단계(S15)(6) Processing step of packaging material using water-soluble adhesive (S15)
재단을 완료한 후 접착제를 이용하여 상품을 수용할 수 있는 용기의 형태를 완성함으로써 포장재를 생성한다. 이때 제1 코팅층(30)의 상부 외표면에 수용성 접착제와 반응할 수 있는 제2 코팅층(40)이 적층되어 있어서 수용성 접착제를 이용하여 용이하게 가공할 수 있는 장점이 있다. 합성수지 접착제에서 오염물질을 주로 유발하는 톨루엔과 같은 유기 용매 대신 물을 사용하는 수계 접착제를 사용함으로써 환경 오염과 상품에 대한 오염을 방지할 수 있다. 여기서 수용성 접착제는 점착제(Tackifier)를 유화제의 존재 하에서 물속에 분산시킨 수중유적형 에멀전을 말하며 다른 형태의 수용성 접착제도 사용 가능할 것이다.
After completing the cutting, the packaging material is formed by completing the form of the container capable of accommodating the product using the adhesive. At this time, since the
도 4 및 도 5는 본 발명의 다른 일 실시예에 따른 포장재와 상기 포장재의 제조방법을 순차적으로 나타낸 흐름도를 도시한다. 이하에서는 도 4 및 도 5를 참조하여 포장재의 제조방법을 구체적으로 설명하고자 한다.4 and 5 are flowcharts sequentially showing a packaging material according to another embodiment of the present invention and a method of manufacturing the packaging material. Hereinafter, a method of manufacturing a packaging material will be described in detail with reference to FIGS. 4 and 5. FIG.
(1)베이스 부재 준비단계(S20)(1) Base member preparing step (S20)
포장재 생성을 위해 기본적으로 사용되는 베이스 부재는 단층의 종이, 골판지, 목재 등 다양한 종류의 인쇄 가능한 부재가 이용될 수 있다. 본 실시예에서는 종이를 이용한 박스 포장재의 경우를 예로 들어 설명하므로 베이스 부재(10)는 도 2(a)에 도시된 바와 같이 종이를 사용하나 필요에 따라 다양한 변형이 가능할 것이다.Various kinds of printable members such as single-layer paper, corrugated cardboard, and wood can be used as the base member used basically for producing the packaging material. In this embodiment, the case of the box packing material using paper is taken as an example, so that the
(2)인쇄층의 형성단계(S21)(2) Formation step of printing layer (S21)
베이스 부재(10) 상에는 내부에 포함되는 상품을 나타내는 상품의 명칭이나 상표 및 이미지 도안, 제조회사, 로고, 제품에 대한 설명 등 다양한 글자나 그림이 인쇄되는 인쇄면(20)이 형성된다. 최근에는 다양한 상품들이 출시되고 상품들의 수명 주기가 짧아지고 있으며, 인쇄분야에서도 특수한 잉크를 사용하는 특수인쇄 기술이 발달하면서 다양한 특수인쇄 기술을 바탕으로 소비자의 눈을 사로잡을 수 있는 강렬한 디자인의 포장재가 요구되고 있다. 본 실시예에서는 특수인쇄 기술 중에서 UV에 의해 경화되는 잉크를 이용하는 UV 인쇄를 이용하여 인쇄면(20)에 이미지 등을 인쇄할 수 있다.On the
(3)제1 코팅층의 적층 단계(S22)(3) Laminating the first coating layer (S22)
본 실시예에서는 베이스 부재(10) 상의 인쇄면(20) 외표면에 폴리프로필렌 수지를 베이스로 하여 열접착 가능한 수지를 고온 가압하에서 동시에 압출하여 필름화하는 방법으로 제조되어 열봉합성을 갖는 연신 폴리프로필렌(Oriented Polypropylene, OPP)필름을 적층하여 제1 코팅층(30)을 형성한다. 연신 폴리프로필렌 필름은 압출기로 폴리올레핀 계열인 폴리프로필렌(Polypropylene, PP) 수지를 T-Die를 통하여 용융압출하여 종연신 및 횡연신을 거쳐 처리한 필름으로 투명성과 광택성이 매우 우수한 필름이다. In this embodiment, a thermally adherable resin is extruded from a polypropylene resin base on the outer surface of the
상기와 같이 형성되는 제1 코팅층(30)은 필름층이 베이스 부재의 상부에 더해지는 것으로 포장재 전체 표면을 보호하고 인쇄된 베이스 부재가 찢어지거나 손상되는 것을 방지하는 효과를 가진다. 여기서 포장재는 재단을 하고 포장하고자 하는 상품의 형태에 따라 가공을 해야 하므로 가공이 용이하도록 제1 코팅층(30)의 두께는 13 마이크로 미터 내외로 형성함이 바람직하다. 또한, 상기 제1 코팅층(30)으로 형성되는 연신 폴리프로필렌 필름층을 통하여 인쇄면(20)의 색감이나 광택도를 증가시켜 디자인을 강조하는 효과를 가질 수 있다.The
상기와 같은 제1 코팅층(30)을 형성하는 연신 프로필렌 필름을 적층한 포장재는 도 3에 도시된 바와 같이 박스의 형태로 가공을 하기 위해서는 일부에 접착제를 도포하여 접착하는 접착부(50)를 형성할 필요가 있다. 그러나 수소기가 없는 연신 프로필렌 필름의 구조 특성상 비극성 성질을 가져 수용성 접착제와 같은 친환경 접착제와는 반응을 하지 않으므로 친환경 접착제를 사용하는 경우 접착 가공이 용이하지 않고, 합성수지 접착제를 이용해야만 하는 문제점이 있다. 합성수지 접착재는 인체에 유해한 톨루엔과 같은 유기용제를 이용하고 있으며 이와 같은 유기용제는 인체에 유해한 독성 물질을 포함하고 있어서, 식재료나 가공식품의 포장을 위한 포장재로 사용할 경우 접착제의 독성 성분이 포장되는 상품을 오염시킬 우려가 있다는 문제점이 있고 환경에 악영향을 미치는 물질의 사용에 해당한다는 점에서 문제점이 있다. 3, the packaging material in which the stretched propylene film for forming the
(4)코팅된 베이스 부재 재단단계(S23)(4) Step of cutting coated base member S23
제1 코팅층(30)이 적층된 베이스 부재는 도 4(a) 및 도 4(b)에 도시된 바와 예시와 같이 박스의 형태 등 상품을 수용할 수 있는 용기(60)의 형태로 가공을 하기 위해 재단을 한다.The base member in which the
(5)제2 코팅층의 부분 적층단계(S24)(5) Partial lamination of the second coating layer (S24)
연신 프로필렌 필름으로 형성된 제1 코팅층(30)의 상부에 수용성 접착제와 반응이 가능한 제2 코팅층(40)을 적층함으로써 포장재의 가공시 수용성 접착재를 이용하여 접착할 수 있도록 구성한다. 여기서 제12 코팅층(40)은 자외선을 이용하는 UV(Ultra Violet) 코팅 방법으로 얇은 박막층을 형성한다. UV 코팅은 특정 코팅물질이 자외선을 쬐면 굳는 성질을 이용해 얇게 코팅을 입히는 것으로, 코팅물질인 자외선 경화형 수지에 미량 들어있는 광 개시제가 UV를 받으면 광중합 반응이 개시되어 수지의 주성분인 단량체(Monomer)와 중간체(Oligomer)가 순간적으로 중합체(Polymer)를 이루어 경화되는 것이다. UV 코팅에 사용되는 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함하도록 구성한다. A
여기서 제2 코팅층(40)은 수용성 접착재를 이용하여 접착이 가능하게 하기 위한 구성이므로 도 4(b)에 도시된 바와 같이 재단된 포장재의 전개도에서 접착이 요구되는 빗금친 부분(70)에만 부분적으로 적층할 수 있다. Here, since the
(6)수용성 접착제를 이용한 포장재 가공단계(S25)(6) Processing step of packaging material using water-soluble adhesive (S25)
재단을 완료한 후 접착제를 이용하여 상품을 수용할 수 있는 용기의 형태를 완성함으로써 포장재를 생성한다. 이때 제1 코팅층(30)의 상부 외표면 접착이 요구되는 빗금친 부분(70)에 수용성 접착제와 반응할 수 있는 제2 코팅층(40)이 적층되어 있어서 수용성 접착제를 이용하여 용이하게 가공할 수 있는 장점이 있다. 합성수지 접착제에서 오염물질을 주로 유발하는 톨루엔과 같은 유기 용매 대신 물을 사용하는 수계 접착제를 사용함으로써 환경 오염과 상품에 대한 오염을 방지할 수 있다. 여기서 수용성 접착제는 점착제(Tackifier)를 유화제의 존재 하에서 물속에 분산시킨 수중유적형 에멀전을 말하며 다른 형태의 수용성 접착제도 사용 가능할 것이다. After completing the cutting, the packaging material is formed by completing the form of the container capable of accommodating the product using the adhesive. At this time, since the
본 발명의 권리는 위에서 설명된 실시예에 한정되지 않고 청구범위에 기재된 바에 의해 정의되며, 본 발명의 분야에서 통상의 지식을 가진 자가 청구범위에 기재된 권리범위 내에서 다양한 변형과 개작을 할 수 있다는 것은 자명하다.
It is to be understood that the invention is not limited to the disclosed embodiment, but is capable of many modifications and variations within the scope of the appended claims. It is self-evident.
본 발명은 포장재 제조 방법 및 이를 이용하여 제조된 포장재에 관한 것으로, 본 발명에 의하여 강도와 품질이 개선되고 친환경 접착제를 이용하여 용이하게 가공할 수 있는 포장재를 제공하는 장점이 있다.The present invention relates to a packaging material manufacturing method and a packaging material manufactured using the same, and has an advantage of providing a packaging material which is improved in strength and quality and can be easily processed by using an eco-friendly adhesive.
10 : 베이스 부재 20: 인쇄면
30 : 제1 코팅층 40 : 제2 코팅층
50 : 접착부 60 : 포장재
70 : 접착면10: base member 20: printing surface
30: first coating layer 40: second coating layer
50: Adhesive part 60: Packing material
70: adhesive side
Claims (14)
상기 베이스 부재의 상면에 인쇄층을 형성하는 단계;
상기 인쇄층의 상부에 연신 폴리프로필렌(OPP) 필름을 라미네이팅하여 제1 코팅층을 적층하는 단계;
상기 제1 코팅층의 상부에 UV 코팅물질을 도포하고 자외선으로 경화하여 제2 코팅층을 적층하는 단계;
상기 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 재단하는 단계; 및
상기 재단된 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 수용성 접착제를 이용하여 접착 가공하는 단계를 포함하는 포장재 제조 방법.
A base member preparation step;
Forming a print layer on an upper surface of the base member;
Stacking a first coating layer by laminating an oriented polypropylene (OPP) film on top of the printing layer;
Coating a UV coating material on the first coating layer and curing the UV coating material on the second coating layer;
Cutting the base member on which the first coating layer and the second coating layer are laminated; And
And bonding the base member on which the cut first coating layer and the second coating layer are laminated, using an aqueous adhesive.
제2 코팅층의 UV 코팅물질은 수용성 접착제와 반응하여 포장재 접착부의 접착 가공이 가능한 것을 특징으로 하는 포장재 제조 방법.
The method according to claim 1,
Wherein the UV coating material of the second coating layer reacts with the water-soluble adhesive so that the adhesive bonding of the packaging material adhering portion is possible.
상기 UV 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함하는 것을 특징으로 하는 포장재 제조 방법.
3. The method of claim 2,
The UV coating material comprises 35 to 40 wt% of bisphenol A-epichlorohydrin polymer acrylate and 21 to 30 wt% of glycerol propoxylate triacrylate ≪ / RTI >
상기 인쇄층을 형성하는 단계는 자외선에 의해 경화되는 UV 잉크를 이용한 UV 인쇄방식으로 형성되는 것을 특징으로 하는 포장재 제조 방법.
The method according to claim 1,
Wherein the step of forming the print layer is formed by a UV printing method using a UV ink that is cured by ultraviolet light.
상기 수용성 접착제는 유기 용매를 사용하지 않고 물을 사용할 수 있도록 구성된 수계 접착제인 것을 특징으로 하는 포장재 제조 방법.
The method according to claim 1,
Wherein the water-soluble adhesive is an aqueous adhesive configured to use water without using an organic solvent.
A packaging material produced by the method according to any one of claims 1 to 5.
상기 베이스 부재의 상면에 인쇄층을 형성하는 단계;
상기 인쇄층의 상부에 연신 폴리프로필렌(OPP) 필름을 라미네이팅하여 제1 코팅층을 적층하는 단계;
상기 제1 코팅층이 적층된 베이스 부재를 재단하는 단계;
상기 재단된 제1 코팅층이 적층된 베이스 부재에서 접착면에 제2 코팅층을 부분적으로 적층하는 단계; ; 및
상기 재단된 제1 코팅층 및 제2 코팅층이 적층된 베이스 부재를 수용성 접착제를 이용하여 접착 가공하는 단계를 포함하는 포장재 제조 방법.
A base member preparation step;
Forming a print layer on an upper surface of the base member;
Stacking a first coating layer by laminating an oriented polypropylene (OPP) film on top of the printing layer;
Cutting the base member on which the first coating layer is laminated;
Partially laminating the second coating layer on the bonding surface in the base member in which the cut first coating layer is laminated; ; And
And bonding the base member on which the cut first coating layer and the second coating layer are laminated, using an aqueous adhesive.
상기 제2 코팅층은 UV 코팅물질을 도포하고 자외선으로 경화하여 박막 형태의 코팅층을 형성하는 것을 특징으로 하는 포장재 제조 방법.
8. The method of claim 7,
Wherein the second coating layer is coated with a UV coating material and cured by ultraviolet rays to form a coating layer in a thin film form.
상기 UV 코팅물질은 수용성 접착제와 반응하여 포장재 접착부의 접착 가공이 가능한 것을 특징으로 하는 포장재 제조 방법.
8. The method of claim 7,
Wherein the UV coating material reacts with the water-soluble adhesive to enable adhesive bonding of the packaging material adhering portion.
상기 UV 코팅물질은 비스페놀 A-에피클로로하이드린 폴리머 아크릴레이트(Bisphenol A-Epichlorohydrin Polymer Acrylate) 35-40 wt%와 글리세롤 프로폭실레이트 트리아크릴레이트(Glycerol Propoxylate Triacrylate) 21-30 wt%를 포함하는 것을 특징으로 하는 포장재 제조 방법.
10. The method of claim 9,
The UV coating material comprises 35 to 40 wt% of bisphenol A-epichlorohydrin polymer acrylate and 21 to 30 wt% of glycerol propoxylate triacrylate ≪ / RTI >
상기 제2 코팅층이 부분적으로 적층되는 상기 접착면은 재단된 전개도 상에서 포장재 용기를 형성하기 위하여 접착이 요구되는 면인 것을 특징으로 하는 포장재 제조 방법.
8. The method of claim 7,
Wherein the adhesive surface on which the second coating layer is partially laminated is a surface requiring adhesion in order to form the packaging material container on the cut-out developed view.
상기 인쇄층을 형성하는 단계는 자외선에 의해 경화되는 UV 잉크를 이용한 UV 인쇄방식으로 형성되는 것을 특징으로 하는 포장재 제조 방법.
8. The method of claim 7,
Wherein the step of forming the print layer is formed by a UV printing method using a UV ink that is cured by ultraviolet light.
상기 수용성 접착제는 유기 용매를 사용하지 않고 물을 사용할 수 있도록 구성된 수계 접착제인 것을 특징으로 하는 포장재 제조 방법.
8. The method of claim 7,
Wherein the water-soluble adhesive is an aqueous adhesive configured to use water without using an organic solvent.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160075658A KR20170142352A (en) | 2016-06-17 | 2016-06-17 | The method of manufacturing a packing material and a packing material thereof |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160075658A KR20170142352A (en) | 2016-06-17 | 2016-06-17 | The method of manufacturing a packing material and a packing material thereof |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170142352A true KR20170142352A (en) | 2017-12-28 |
Family
ID=60939959
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160075658A KR20170142352A (en) | 2016-06-17 | 2016-06-17 | The method of manufacturing a packing material and a packing material thereof |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170142352A (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112703231A (en) * | 2019-05-15 | 2021-04-23 | 阿卡曾塔板材型材有限公司 | Laminable inks |
| KR20230077483A (en) | 2021-11-25 | 2023-06-01 | 광동제약 주식회사 | Methods on mass production of Ginseng and Ginseng clones through Hydroponic system |
-
2016
- 2016-06-17 KR KR1020160075658A patent/KR20170142352A/en not_active Application Discontinuation
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN112703231A (en) * | 2019-05-15 | 2021-04-23 | 阿卡曾塔板材型材有限公司 | Laminable inks |
| KR20230077483A (en) | 2021-11-25 | 2023-06-01 | 광동제약 주식회사 | Methods on mass production of Ginseng and Ginseng clones through Hydroponic system |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CA2370827C (en) | Packaging material, method of making it, and package made therefrom | |
| TW201437294A (en) | Low migration energy curable inks | |
| KR20170142352A (en) | The method of manufacturing a packing material and a packing material thereof | |
| RU2764989C2 (en) | Single-portion package | |
| KR101414059B1 (en) | Corrugated cardboard for packaging box | |
| JP4358042B2 (en) | Laminated body with indicator for heat treatment and method for producing the same | |
| JP6135851B2 (en) | label | |
| JP4489497B2 (en) | Laminated body with indicator for heat treatment and method for producing the same | |
| KR200408674Y1 (en) | Paper packaging bag of rice | |
| JP6232819B2 (en) | Mount manufacturing method and mount | |
| JP2018512298A (en) | Printed multilayer polymer film and method for producing and using the same | |
| CN107227101A (en) | UV coating | |
| JP2018140784A (en) | Manufacturing method of packaging sheet for lids of blister packages | |
| KR20220100222A (en) | Sheet For Envelope And Method For Manufacturing The Same | |
| KR101860333B1 (en) | The film production method through a dry lamination | |
| JP2016501783A (en) | Molded container with structured varnish coating | |
| EP4173817A2 (en) | A multilayer laminate and a method for manufacturing thereof | |
| KR100734938B1 (en) | Manufacturing method of printed paper | |
| JP7439380B2 (en) | tube container | |
| KR101899447B1 (en) | Sealing label with ink bleed prevention function during steam sterilization | |
| CZ20011613A3 (en) | Weldable complex film with protective feature, method of making same and application thereof as packaging material | |
| US20060105123A1 (en) | Water-resistant containers and a method to make such containers | |
| CN106541627A (en) | Composite soft plastic packaging material are printed in environmentally friendly nodal wood type | |
| JP5873295B2 (en) | Label adhering method and container to which label is adhered by the method | |
| JP2019111743A (en) | Laminate film for packaging and package prepared therewith |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |