KR20170121931A - Cookware and cookware manufacturing method - Google Patents
Cookware and cookware manufacturing method Download PDFInfo
- Publication number
- KR20170121931A KR20170121931A KR1020160050814A KR20160050814A KR20170121931A KR 20170121931 A KR20170121931 A KR 20170121931A KR 1020160050814 A KR1020160050814 A KR 1020160050814A KR 20160050814 A KR20160050814 A KR 20160050814A KR 20170121931 A KR20170121931 A KR 20170121931A
- Authority
- KR
- South Korea
- Prior art keywords
- cooking
- minutes
- fluororesin
- shape
- coating
- Prior art date
Links
Images


Classifications
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/002—Construction of cooking-vessels; Methods or processes of manufacturing specially adapted for cooking-vessels
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J27/00—Cooking-vessels
- A47J27/02—Cooking-vessels with enlarged heating surfaces
- A47J27/022—Cooking-vessels with enlarged heating surfaces with enlarged bottom
-
- A—HUMAN NECESSITIES
- A47—FURNITURE; DOMESTIC ARTICLES OR APPLIANCES; COFFEE MILLS; SPICE MILLS; SUCTION CLEANERS IN GENERAL
- A47J—KITCHEN EQUIPMENT; COFFEE MILLS; SPICE MILLS; APPARATUS FOR MAKING BEVERAGES
- A47J36/00—Parts, details or accessories of cooking-vessels
- A47J36/02—Selection of specific materials, e.g. heavy bottoms with copper inlay or with insulating inlay
- A47J36/025—Vessels with non-stick features, e.g. coatings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21J—FORGING; HAMMERING; PRESSING METAL; RIVETING; FORGE FURNACES
- B21J5/00—Methods for forging, hammering, or pressing; Special equipment or accessories therefor
- B21J5/06—Methods for forging, hammering, or pressing; Special equipment or accessories therefor for performing particular operations
- B21J5/12—Forming profiles on internal or external surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24C—ABRASIVE OR RELATED BLASTING WITH PARTICULATE MATERIAL
- B24C1/00—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods
- B24C1/08—Methods for use of abrasive blasting for producing particular effects; Use of auxiliary equipment in connection with such methods for polishing surfaces, e.g. smoothing a surface by making use of liquid-borne abrasives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B44—DECORATIVE ARTS
- B44C—PRODUCING DECORATIVE EFFECTS; MOSAICS; TARSIA WORK; PAPERHANGING
- B44C1/00—Processes, not specifically provided for elsewhere, for producing decorative surface effects
- B44C1/22—Removing surface-material, e.g. by engraving, by etching
Abstract
Description
본 발명은 열전달효과를 높이면서 그 외관의 미려함을 극대화한 입체형상을 가지는 조리기구 제조방법 및 그 조리기구에 관한 것이다.The present invention relates to a method of manufacturing a cooking device having a three-dimensional shape that maximizes the beauty of the appearance while enhancing the heat transfer effect, and a cooking apparatus thereof.
일반적으로 냄비나 프라이팬 등을 통칭하여 말하는 조리기구는 통상 바닥부와 일정한 높이의 만곡진 벽부가 일체로 구성되고 필요에 따라서는 벽부 일측에 손잡이를 가지는 구성으로 되어 있다.Generally, a cooking utensil generally referred to as a pan, a frying pan, or the like generally has a structure in which a bottom portion and a curved wall portion having a constant height are integrally formed, and if necessary, a handle is provided on one side of the wall portion.
따라서, 위와 같은 구성의 조리기구는 가스불에 의한 바닥부와 벽부의 지속적인 가열로 음식물을 조리하는 것으로 가스불의 열손실이 컸을 뿐 아니라 열전달효과가 낮아 조리시간이 오래 걸리고 또 가스의 과다 사용을 초래하는 문제를 가졌다.Therefore, the cooking device having the above-described structure is a method of cooking food by continuous heating of the bottom and wall portions due to the gas fire, which not only has a large heat loss of the gas fire but also has a low heat transfer effect and takes a long cooking time and causes excessive use of gas .
상세하게는 종래의 조리기구는 바닥부와 벽부로 이루어지되, 그 바닥부와 벽부의 외주면이 모두 평평한 형상을 가지게 하였던 바, 가스불이 그 평평한 형상을 따라 외측으로 다량 손실되어 조리기구 전체에 고른 열전달이 불가능하면서 그 효과가 현저히 떨어졌던 문제를 안고 있었다.In detail, the conventional cooking utensil is composed of a bottom portion and a wall portion. The bottom portion and the outer peripheral surface of the wall portion have a flat shape, and a large amount of gas fire is lost outward along the flat shape, The heat transfer was impossible and the effect was significantly reduced.
한편, 종래의 조리기구는 위 구성과 같이 바닥부와 벽부가 모두 평평한 형상을 가짐에 따라 그 외관이 매우 평범하여 해당 업체 간의 경쟁력이 현저히 떨어졌던 문제를 가지고 있었다.On the other hand, the conventional cooking utensil has a flat shape in both the bottom part and the wall part as in the above configuration, so that the appearance of the cooking utensil is very normal, so that the competitiveness among the companies has remarkably deteriorated.
즉, 종래 여럿 업체들에서 제조되는 조리기구는 모두 그 모양이 천편일률적이어서 업체 간의 식별력이나 특이성이 없었고 또 디자인적 특징이 없어 소비자들로 하여금 구매의욕을 저해시켰던 문제가 있었다.In other words, there have been problems in that the cooking utensils manufactured by a plurality of companies have no uniformity or specificity because the shape of the utensils is uniform, and they have no design feature, which hinders consumers from desire to purchase.
단, 바닥부에 특정 형상을 부여한 경우가 있었는데, 이 경우는 조리기구의 사용시 노출되지 않는 부위이므로 위와 동일한 문제를 가졌다. However, there was a case where a specific shape was given to the bottom portion. In this case, since the portion is not exposed at the time of using the cooking device, the same problem as described above was obtained.
본 발명은 위와 같은 종래의 문제점을 보완하기 위하여 발명된 것으로, 특히 본 발명의 목적은 통상의 조리기구에 있어, 조리기구를 구성하는 벽부 둘레로 입체형상을 음각 제조하여 기능과 디자인 면에서 종래 조리기구에 매우 월등한 효과를 얻을 수 있도록 함에 있다.The present invention has been made in order to overcome the above-mentioned problems of the prior art. In particular, it is an object of the present invention to provide a conventional cooking apparatus, in which a cubic shape is formed around a wall constituting a cooking apparatus, So that a superior effect can be obtained in the apparatus.
본 발명은 전기한 과제의 해결수단으로 입체형상을 가지는 조리기구의 제조방법 및 그 조리기구를 제시함에 특징이 있다. The present invention is characterized in that a method of manufacturing a cooking device having a three-dimensional shape and a cooking device thereof are proposed as means for solving the above problems.
상세하게는 본 발명은 알루미늄재질의 원판시트를 준비하는 준비공정과;, 원판시트의 표면 둘레에 여러 개의 입체형상을 음각하는 표면단조공정과;, 원판시트 표면으로 오일을 유착하는 오일유착공정과;, 원판시트를 바닥부와 벽부로 성형하여 조리기구를 얻는 성형공정과;, 조리기구 표면의 오일을 제거하는 기름제거공정과;, 조리기구의 표면 샌딩하는 샌딩공정과;, 조리기구의 내측면을 1차코팅하는 제1도장 및 소성공정과;, 조리기구의 내측면을 2차코팅하는 제2도장 및 소성공정과;, 조리기구의 내측면을 3차코팅하는 제3도장 및 소성공정과;, 조리기구의 테두리부를 마감하는 마감처리공정;,을 순차적으로 실시하여 조리기구를 제조하는 방법 및 그 방법에 의해 제조되는 조리기구에 특징이 있다 할 것이다.In particular, the present invention relates to a method of manufacturing an aluminum sheet, comprising the steps of preparing an aluminum sheet, preparing a surface sheet forging process of engraving a plurality of solid shapes around the surface of the sheet, A shaping step of shaping the disk sheet into a bottom part and a wall part to obtain a cooking device; an oil removing step of removing oil from the surface of the cooking device; a sanding step of sanding the surface of the cooking device; A second coating and firing process for secondarily coating the inner surface of the cooking implement; a third coating and firing process for thirdarily coating the inner surface of the cooking implement; And a finishing step of finishing the edges of the cooking utensil; and a cooking device manufactured by the method.
이상의 본 발명은 바닥부와 벽부로 구성되는 조리기구에 있어서, 상기 바닥부와 연결되는 벽부 둘레에 특정 형상의 입체형상을 여러 개 형성하여 제조토록 함에 그 특징이 있는 바, 가스불에 의한 조리기구의 가열시 조리기구 전체에 고른 열전달은 물론 가스불의 열손실을 최소화시켜보다 빠른 가열이 이루어지게 하는 크나큰 효과를 발휘할 수 있도록 하였다.According to the present invention, there is provided a cooking device comprising a bottom portion and a wall portion, wherein a plurality of three-dimensional shapes of a specific shape are formed around a wall portion connected to the bottom portion, It is possible to minimize the heat loss of the gas furnace as well as the uniform heat transfer throughout the cooking apparatus, thereby achieving a great effect of achieving faster heating.
또한, 본 발명은 상기 조리기구의 벽부로 여러 개의 입체형상을 제조함과 동시에 그 입체형상의 테두리에 보강리브를 돌출형성하여 조리기구의 외관디자인을 매우 돋보이게 하면서 강도를 배가시켜 조리기구의 훼손이 최대한 방지될 수 있도록 하였다.In addition, the present invention is characterized in that a plurality of three-dimensional shapes are produced with the wall portion of the cooking utensil and the reinforcing ribs are protruded on the rim of the three-dimensional shape so that the appearance of the cooking utensil is remarkably enhanced and the strength is doubled, .
도 1은 본 발명의 제조공정을 나타낸 간략블록도,
도 2는 본 발명의 제조공정 중 표면단조공정의 알루미늄 원판시트 예시도,
도 3은 본 발명의 제조공정 중 표면단조공정에서의 '가'부확대단면도,
도 4는 본 발명의 제조공정에 의해 완성된 조리기구의 측면도,
도 5는 본 발명의 제조공정에 의해 완성된 조리기구 및 그 조리기구의 입체형상을 나타낸 부분확대단면도.1 is a simplified block diagram showing a manufacturing process of the present invention,
2 is an illustration of an aluminum sheet sheet for a surface forging process in the manufacturing process of the present invention,
3 is an enlarged cross-sectional view of a portion "a" in a surface forging process in the manufacturing process of the present invention,
Fig. 4 is a side view of the cooking utensil completed by the manufacturing process of the present invention, Fig.
5 is a partially enlarged cross-sectional view showing a three-dimensional shape of the cooking apparatus and its cooking apparatus completed by the manufacturing process of the present invention.
전기한 과제의 해결수단을 뒷받침하기 위한 본 발명의 구체적인 내용을 본 발명의 제조공정을 간략히 나타낸 도 1을 기준으로 아래에서 상세히 설명토록 한다.The details of the present invention for supporting the solution of the above-mentioned problems will be described in detail below with reference to Fig. 1 which briefly shows the manufacturing process of the present invention.
단 아래에서는 본 발명의 요지를 흐릴 수 있다고 판단되는 공지기술에 대하여 생략 또는 간략 설명토록 하고 또 동일 구성으로 이루어져 중복되는 명칭에 대하여 하나의 부호로 통일 기재, 설명토록 한다.In the following description, well known techniques which are considered to be blurred from the gist of the present invention are omitted or briefly described.
본 발명에서 제시하는 입체형상을 가지는 조리기구 제조방법은 준비공정(101)과, 표면단조공정(102)과, 오일유착공정(103)과, 성형공정(104)과, 기름제거공정(105)과, 샌딩공정(106)과, 제1도장 및 소성공정(107)과, 도장 및 소성공정(108)과, 제3도장 및 소성공정(109)과, 마감처리공정(110)이 순차적으로 이루어짐을 특징으로 하되, The method for manufacturing a cookware having a three-dimensional shape according to the present invention is characterized by comprising a
상기 준비공정(101)에서는 제조하고자 하는 조리기구(2)에 적합한 원재료를 입고 즉, 두께 2.8mm 지름 40~50cm 정도의 알루미늄 원판시트(1)를 준비실시한다.In the
참고로 상기 제시된 두께 및 지름은 조리기구(2) 중 프라이팬 제조에 필요한 규격을 일 예로 제시한 것이지 모든 조리기구에 한정하는 것은 아니다 다만, 조리기구의 크기나 형태에 따라 위 지름은 자유로이 변경가능 하고, 또 두께는 조리기구의 크기와 형태에 관계없이 위 수치에 한정됨이 차후 성형공정에서의 안전성 그리고 사용시 열 전달률과 경량화에 가장 바람직하다 할 수 있다.For reference, the thickness and diameter given above are examples of the specifications required for manufacturing a frying pan in the
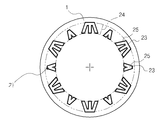
다음으로, 상기 표면단조공정(102)에서는 위에 의해 입고된 알루미늄 원판시트(1)의 둘레 가장자리표면 즉, 도 2에서와 같이 알루미늄 원판시트(1)의 중심점에서 일정거리에 설정된 입체형상 형성구간(24)으로 여러 개의 입체형상(23)을 형성하되, 상기 입체형상(23)은 2,500톤의 유압프레스로 알루미늄 원판시트(1)에 2.4mm의 깊이를 가지는 특정 형상으로 음각 형성되게 하고 동시에 상기 입체형상(23)의 테두리에 보강리브(25)가 돌출형성되도록 한다.Next, in the above-mentioned
참고로 입체형상 형성구간(24)은 알루미늄 원판시트(1)를 바닥부(21)와 벽부(22)로 성형하여 조리기구(2)를 제조하였을 때, 도 4에서와 같이 상부 일정길이를 가지는 벽부(22) 외주면에 해당하는 위치를 말한다.The three-dimensional
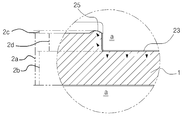
표면단조공정(102)에 대하여 보충설명하자면, 먼저 알루미늄 원판시트(1)의 특정 위치(입체형상을 형성하고자 하는 입체형상 형성구간(24))를 2,500톤의 유압프레스가 특정 모양으로 프레싱 작업하면 해당 부위가 도 3에서와 같이 금형(a)에 의해 시트두께(2a)2.8mm에서 압축두께(2b) 2,4mm로 눌림 되면서 그 직 상부에 0.4mm깊이(2d)의 입체형상(23)이 음각 형성되고, 동시에 위 프레싱 작업으로 입체형상(23)이 0.4mm 깊이(2d)로 눌림 되었을 때, 알루미늄재질 특성상 그 눌림 깊이만큼 물성변화를 일으키면서 프레싱 되지 않은 부위로 인장 즉, 금형과 접촉되지 않는 입체형상(23) 테두리부위가 인장 되면서 0.4mm의 인장두께(2c)를 가지는 보강리브(25)를 돌출형성하게 된다.To describe the
그리고 본 발명은 필요에 따라 상기 표면단조공정(102)에서는 알루미늄 원판시트(1)의 둘레 가장자리표면 즉, 도2에서와 같이 알루미늄 원판시트(1)의 중심점에서 일정거리에 설정된 입체형상 형성구간(24)으로 입체형상(24)을 형성하되, In the
상기 형성하고자 하는 입체형상(24)을 제외한 나머지 알루미늄 원판시트(1)의 부분을 위와 동일하게 유압프레스의 금형(a)으로 압축하여 입체형상이 양각효과를 가질 수 있게 한다.The portion of the aluminum
위 표면단조공정은 입체형상을 제외한 나머지 부분을 압축하여 입체형상이 양각 효과를 가지게 한 것으로, 종래 조리기구의 벽부에 형성 불가능하였던 양각 표현을 가능케 하여 그 외관의 돋보임을 극대한 것이다.The upper surface forging process compresses the remaining portion except for the three-dimensional shape so that the three-dimensional shape has the embossing effect. Thus, it is possible to express the embossing that was impossible to form in the wall portion of the conventional cooking apparatus.
그리고 위 제시된 표면단조공정에서의 입체형상은 도면에서 일 예로 'w','v'을 부여하였으나 어떠한 형상이어도 무관하다 할 것이다.In the above-described surface forging process, the three-dimensional shape is given as 'w' and 'v' in the drawings, but any shape may be irrelevant.
다음으로, 오일유착공정(103)에서는 상기 공정을 거친 알루미늄 원판시트(1)의 표면으로 내마모성 오일을 도포한다.Next, in the
상기 내마모성 오일은 차후 공정인 성형공정(104)에서 알루미늄 원판시트(1)에서 가해지는 금형(a) 가압력에 대해 표면의 마찰감소를 위한 공정이다.The abrasion-resistant oil is a process for reducing friction of the surface against the pressing force of the metal mold (a) applied in the aluminum
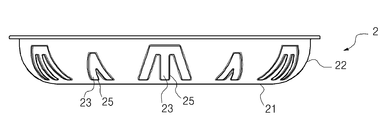
다음으로, 성형공정(104)에서는 상기 공정을 거친 알루미늄 원판시트(1)를 상,하 금형(a)으로 성형하여 바닥부(21)와 벽부(22)로 나누어지는 조리기구(2)를 성형제작하되, 상기 바닥부(21)는 평판형태를 가지고 벽부(22)는 바닥부 외주에서 상방향으로 만곡진 형태를 가지게 하면서 그 벽부(22) 외측면에 앞선 공정에서 얻은 입체형상(23)이 위치될 수 있도록 조리기구(2)를 제작한다.Next, in the molding step 104, the aluminum
이때, 전 공정을 통해 알루미늄 원판시트(1)에 여러 개 형성한 입체형상(23)이 상기 벽부(22)에 위치될 수 있도록 도 2에서 도시된 입체형상 형성구간(24)의 하부위치를 경계로 하여 바닥부(21)와 벽부(22)로 나누어 성형제작 한다.At this time, the lower position of the three-dimensional
또한, 본 발명에서는 성형공정에서 150t 유압프레스를 이용한 성형 작업한다.Further, in the present invention, a molding operation is performed using a 150-ton hydraulic press in the molding step.
다음으로, 기름제거공정(105)에서는 상기 성형공정(104)을 통해 제작된 조리기구(2)를 가스로에서 370 ~390℃로 15분(±3분) 동안에서 소성하여 그 표면에 흡착된 유기물 제거를 실시한다.Next, in the degreasing step 105, the
기름제거공정은 앞서 성형공정에 필요로 하여 알루미늄 원판시트에 도포하였던 내 마모성오일 및 기타 오물질을 일정온도의 열로 제거하기 위한 공정이다.The degreasing process is a process for removing the abrasion-resistant oil and other gaseous substances which have been previously applied to the aluminum sheet sheet, which is necessary for the molding process, at a predetermined temperature.
다음으로, 샌딩공정(106)에서는 상기 공정완료 후 조리기구(2)의 내측 표면을 샌드 프레싱 5~10초 가량 실시하여 거친 표면을 다듬기 한다.Next, in the sanding step 106, the inside surface of the
다음으로, 제1도장 및 소성공정(107)에서는 조리기구(2)의 내측표면으로 불소수지(PTFE)를 1차 도장하여 하도를 형성하되, 상기 하도는 불소수지를 10㎛ 도막두께로 도포 후 가스로에서 180℃로 10분(±2분)가량 소성과정을 거쳐 완성한다.Next, in the first coating and firing step 107, a fluororesin (PTFE) is first coated on the inner surface of the
다음으로, 제2도장 및 소성공정에서(108)는 상기 공정으로 조리기구 내측에 하도가 완성되면 하도 상부표면으로 불소수지를 2차 도장하여 중도를 형성하되, 상기 중도는 불소수지를 20~25㎛ 도막두께로 도포 후 가스로에서 300~350℃로 18분(±2분)가량 소성과정을 거쳐 완성한다.Next, in the second coating and firing step (108), when the undercoating is completed inside the cooking apparatus by the above-mentioned process, the middle surface is formed by applying the second fluororesin to the surface of the undercoating surface, ㎛ coating thickness and finished in a gas furnace at 300 ~ 350 ℃ for 18 minutes (± 2 minutes).
다음으로, 제3도장 및 소성공정(109)에서는 상기 공정으로 조리기구(2) 내측에 중도가 완성되면 중소 상부표면으로 불소수지를 3차 도장하여 상도를 형성하되, 상기 상도는 불소수지를 15~20㎛ 도막두께로 도포 후 가스로에서 380~430℃로 15분(±2분)가량 소성과정을 거쳐 완성한다.Next, in the third coating and firing process 109, when the middle of the
참고로 상기 불소수지를 이용한 하도,중도,상도는 통상 반복되는 3중 작업시 지칭되는 용어로서 불소수지의 특징 즉, 음식이 들러붙지 않도록 하는 기능을 극대화하기 위한 제조공정이고 또 하도<중도<상도 순으로 높은 불소함량을 가지게 한다. As a reference, the lower, middle, and upper surfaces using the fluororesin are generally referred to as repeated triple operations and are a manufacturing process for maximizing the function of the fluororesin, that is, preventing the food from adhering to the substrate. In turn, have a high fluorine content.
다음으로, 마감처리공정(110)에서는 위 공정이 완료되면 조리기구의 벽부 상단에 있을 수 있는 날카로운 부분을 컷팅 및 샌딩 작업하여 다듬기로 최종완성한다.Next, in the finishing process 110, when the upper process is completed, a sharp portion, which may be located on the upper portion of the wall of the cooking utensil, is cut and sanded and finished by smoothing.
이상의 공정으로 이루어지는 본 발명은 조리기구를 제조함에 있어, 바닥부와 벽부로 구분제조하면서 상기 벽부로 여러 개의 입체형상을 음각하여 가스불에 의한 조리기구의 가열시 상기 입체형상으로 가스불을 고르게 유도하여 조리기구 전체에 고른 열분산 효과가 발휘할 수 있도록 하고, In the process of manufacturing a cooking device according to the present invention, a plurality of three-dimensional shapes are engraved on the wall portion while being divided into a bottom portion and a wall portion, and the gas is uniformly guided into the three- So that the uniform heat dissipation effect can be exhibited throughout the cooking apparatus,
동시에 도 5에서와 같이 입체형상의 형성으로 인해 이루어진 해당 부위의 얇은 압축두께로 빠른 가열을 도모하여 조리기구 내부 음식물의 빠른 조리 및 그에 의한 가스의 절약효과를 최대한 얻을 수 있도록 하였다.At the same time, as shown in FIG. 5, rapid heating with a thin compression thickness of a corresponding region due to the formation of a three-dimensional shape is achieved, thereby achieving a rapid cooking of the food inside the cooking apparatus and a gas saving effect.
한편, 본 발명은 상기 제조방법을 통해 바닥부(21)와 벽부(22)로 이루어지는 조리기구(2)를 제조함에 있어서, 상기 벽부(22) 외주면으로 연속해서 여러 개의 입체형상(23)을 음각형성하는 것을 특징으로 한다.The present invention also provides a method of manufacturing a
또 상기 입체형상(23)의 테두리로 보강리브(25)를 소정의 두께로 돌출형성하는 것을 특징으로 한다.Further, the reinforcing
상기에 의한 조리기구는 그 벽부로 여러 개의 입체형상(23)을 음각형성함에 따라 앞서 설명한 다수의 장점을 가지게 됨은 물론 조리기구(0의 외관이미지를 한층 돋보이게 하여 천편일률적이었던 종래 동일 디자인의 조리기구에서 탈피하여 해당 업체의 식별력이나 특이성을 강조하여 줄 수 있는 독보적인 디자인을 제공할 수 있음은 물론 그로 인한 경쟁력 강화효과를 꾀할 수 있도록 하였다.The above-described cooking apparatus has a number of advantages as described above by forming a plurality of three-
이상 본 발명의 원리를 예시하기 위한 바람직한 실시 예와 관련하여 도시하고 또 설명하였으나, 본 발명은 그와 같이 도시되고 설명된 그대로의 구성 및 작용으로 한정되는 것이 아니다. 즉, 본 발명이 속한 기술분야에서 통상의 지식을 가진 자라면 첨부된 특허청구범위의 사상 및 범주를 일탈함이 없이 본 발명에 대한 다수의 변경 및 수정이 가능함을 잘 이해할 수 있을 것이다. 따라서 그러한 모든 적절한 변경 및 수정과 균등물도 본 발명의 범위에 속하는 것으로 간주 되어야 할 것이다.While the present invention has been particularly shown and described with reference to exemplary embodiments thereof, it is to be understood that the invention is not limited to the disclosed exemplary embodiments. That is, those skilled in the art will appreciate that many modifications and variations can be made in the present invention without departing from the spirit or scope of the appended claims. Accordingly, all such appropriate changes and modifications and equivalents may be resorted to, falling within the scope of the invention.
101 :준비공정
102 : 표면단조공정
103 : 오일유착공정
104 : 성형공정
105 : 기름제거공정
106 : 샌딩공정
107 : 제1도장 및 소성공정
108 : 제2도장 및 소성공정
109 : 제3도장 및 소성공정
110 : 마감처리공정
a : 금형
1 : 알루미늄 원판시트
2 : 조리기구
21 : 바닥부
22 : 벽부
23 : 입체형상
24 : 입체형상 형성구간
2a : 시트두께
2b : 압축두께
2c : 인장두께
2d : 깊이101: preparation process 102: surface forging process
103: oil adhesion process 104: molding process
105: Oil removing process 106: Sanding process
107: 1st painting and baking step 108: 2nd painting and baking step
109: Third coating and firing process 110: Finishing process
a: Mold 1: aluminum sheet
2: Cookware 21:
22: wall portion 23: three-dimensional shape
24: three-dimensional
2b:
2d: Depth
Claims (3)
위 입고된 알루미늄 원판시트(1)의 둘레 가장자리표면 즉, 알루미늄 원판시트(1)의 중심점으로부터 일정거리에 설정된 입체형상 형성구간(24)으로 여러 개의 입체형상(23)을 형성하되, 상기 입체형상(23)은 2,500톤의 유압프레스로 알루미늄 원판시트(1)에 2.4mm의 깊이(2d)를 가지는 특정 형상으로 형성되게 하고 동시에 상기 입체형상(23)의 테두리에 보강리브(25)가 돌출형성되도록 하는 표면단조공정(102)과;,
위 공정이 완료되면 거친 알루미늄 원판시트(1)의 표면으로 내마모성 오일을 도포하는 오일유착공정(103)과;,
알루미늄 원판시트(1)를 상,하 금형(a)으로 성형하여 바닥부(21)와 벽부(22)로 나누어지는 조리기구(2)를 성형제작하되, 상기 바닥부(21)는 평판형태를 가지고 벽부(22)는 바닥부 외주에서 상방향으로 만곡진 형태를 가지게 하면서 그 벽부(22) 외측면에 앞선 공정에서 얻은 입체형상(23)이 위치될 수 있도록 조리기구(2)를 제조하는 성형공정(104)과;,
성형공정(104)을 통해 제작된 조리기구(2)를 가스로에서 370 ~390℃로 15분(±3분) 동안에서 소성하여 그 표면에 흡착된 유기물 제거하는 기름제거공정(105)과;,
조리기구(2)의 내측 표면을 샌드 프레싱 5~10초 가량 실시하여 거친 표면을 다듬기 하는 샌딩공정(106)과;,
조리기구(2)의 내측표면으로 불소수지(PTFE)를 1차 도장하여 하도를 형성하되, 상기 하도는 불소수지를 10㎛ 도막두께로 도포 후 가스로에서 180℃로 10분(±2분)가량 소성과정을 거쳐 완성하는 제1도장 및 소성공정(107)과;,
위 공정으로 조리기구 내측에 하도가 완성되면 하도 상부표면으로 불소수지를 2차 도장하여 중도를 형성하되, 상기 중도는 불소수지를 20~25㎛ 도막두께로 도포 후 가스로에서 380~430℃로 18분(±2분)가량 소성과정을 거쳐 완성하는 제2도장 및 소성공정(108)과;,
위 공정으로 조리기구(2) 내측에 중도가 완성되면 중소 상부표면으로 불소수지를 3차 도장하여 상도를 형성하되, 상기 상도는 불소수지를 15~20㎛ 도막두께로 도포 후 가스로에서 300~350℃로 15분(±2분)가량 소성과정을 거쳐 완성제3도장 및 소성공정(109)과;,
조리기구(2)의 벽부(22) 상단에 있을 수 있는 날카로운 부분을 컷팅 및 샌딩 작업하여 다듬기로 최종완성하는 마감처리공정(110)로 이루어짐을 특징으로 하는 입체형성을 가지는 조리기구 제조방법.
A preparing step 101 for preparing a raw material suitable for the cooking appliance 2, that is, preparing an aluminum original sheet 1 having a thickness of 2.8 mm and a diameter of about 40 to 50 cm;
A plurality of three-dimensional shapes (23) are formed by a three-dimensional shape forming section (24) set at a predetermined distance from the peripheral edge surface of the aluminum stock sheet (1), that is, the center point of the aluminum disc sheet (1) The reinforcing ribs 25 are formed on the rim of the three-dimensional shape 23 so as to form a predetermined shape having a depth A surface forging step (102)
An oil adhesion step (103) of applying an abrasion resistant oil to the surface of the rough aluminum original sheet (1) when the above process is completed;
The aluminum base sheet 1 is molded into an upper and a lower mold a to form a cooking device 2 that is divided into a bottom portion 21 and a wall portion 22. The bottom portion 21 has a flat plate shape The wall portion 22 has a curved shape upward in the outer periphery of the bottom portion 22 and is formed into a shape for manufacturing the cooking device 2 so that the three- (104); and
An oil removal step 105 for removing the organic substances adsorbed on the surface of the cooking device 2 produced through the molding step 104 from the gas furnace at 370 to 390 ° C for 15 minutes (± 3 minutes)
A sanding step (106) of smoothing the rough surface by sand-pressing the inner surface of the cooking appliance (2) for 5 to 10 seconds;
A fluororesin (PTFE) was first coated on the inner surface of the cooking utensil 2 to form a primer. The primer was coated with a fluororesin in a thickness of 10 mu m and then heated at 180 DEG C for 10 minutes (+/- 2 minutes) A first coating and firing process 107 to complete the firing process,
When the undercoating is completed on the inside of the cooker, the fluororesin is applied to the upper surface of the substrate by a secondary coating to form a middle layer. The middle layer is coated with a fluororesin in a thickness of 20 to 25 μm, A second coating and firing process 108 that completes the firing process for about 2 minutes (± 2 minutes); and
When the center of the cookware (2) is completed, the top surface of the medium and small top surface is coated with a fluororesin to form a top coat. The top coat is coated with a fluororesin at a coating film thickness of 15 to 20 mu m, (B) for about 15 minutes (± 2 minutes), followed by a third coating and firing step (109);
And a finishing process (110) for finishing the cutting part by cutting and sanding the sharp part of the upper part of the wall part (22) of the cooking device (2).
상기 벽부(22) 외주면으로 연속해서 여러 개의 입체형상(23)을 음각형성하는 것을 특징으로 하는 조리기구.
In the cooking apparatus 2 composed of the bottom portion 21 and the wall portion 22,
And a plurality of three-dimensional shapes (23) are continuously formed on the outer circumferential surface of the wall portion (22).
상기 입체형상(23)의 테두리로 보강리브(25)를 소정의 두께로 양각 형성하는 것을 특징으로 하는 조리기구.3. The method of claim 2,
And the reinforcing ribs (25) are formed to be embossed with a predetermined thickness by the rim of the three-dimensional shape (23).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050814A KR20170121931A (en) | 2016-04-26 | 2016-04-26 | Cookware and cookware manufacturing method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR1020160050814A KR20170121931A (en) | 2016-04-26 | 2016-04-26 | Cookware and cookware manufacturing method |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170121931A true KR20170121931A (en) | 2017-11-03 |
Family
ID=60383621
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020160050814A KR20170121931A (en) | 2016-04-26 | 2016-04-26 | Cookware and cookware manufacturing method |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20170121931A (en) |
-
2016
- 2016-04-26 KR KR1020160050814A patent/KR20170121931A/en not_active Application Discontinuation
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR102354638B1 (en) | Item of cookware having a textured outer face made of stainless steel | |
| JP2017531472A5 (en) | ||
| US6782599B1 (en) | Process for the manufacture of cooking vessels and vessels obtained according to such process | |
| US20150108143A1 (en) | Cookware Having a Tread Plate Surface | |
| CN106820939A (en) | The production technology of composite base pan | |
| PL198001B1 (en) | Process for the manufacture of cooking vessels and vessels obtained according to such process | |
| KR101028419B1 (en) | Manufacturing method for aluminum cookware | |
| CN109349911B (en) | Manufacturing process of soup pot with partial concave-convex patterns on outer surface | |
| EP0580557B1 (en) | A process for realizing a non-stick covering on a metallic or other underlayer, in the manufacture of kitchenware for cooking foods and the product thus obtained | |
| EP0928588B1 (en) | Article of cookware with non-stick coating and method of forming the same | |
| KR20170121931A (en) | Cookware and cookware manufacturing method | |
| KR910005038B1 (en) | A decorated metallic disc | |
| KR101417618B1 (en) | Cooking a vessel manufacture method | |
| KR20170100793A (en) | On the bottom of frying pan for durability, improved induction and manufactured by way of frying pan | |
| JP3639173B2 (en) | Rice cooker inner pot | |
| EP0672497B1 (en) | Method of forming a decoration on a cooking utensil | |
| KR101364548B1 (en) | Pattern Forming Method for Cooking Vessel | |
| CN204306625U (en) | A kind of aluminum alloy cooker with hard oxygen and electromagnetic induction coating | |
| KR20050105943A (en) | The frying fan coated with transfer paper | |
| HUP9802948A2 (en) | Process and apparatus for the manufacture of a cooking vessel by roll forming | |
| EP1034859A1 (en) | Process for the manufacture of cooking vessels and vessel obtained according to such process | |
| CN208973312U (en) | Interior pot and cooking apparatus for cooking apparatus | |
| KR20080069490A (en) | Ceramics food cooker and manufacturing method of the same | |
| KR200170604Y1 (en) | Cooking pan | |
| JPH09129361A (en) | Pot for electromagnetic induction heating cooking device and manufacture thereof |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E601 | Decision to refuse application |