KR20170088302A - 광산란 입자로서 이산화 규소 입자 및 uv 안정제의 조합을 갖는 이축연신 uv 안정화된 단층 또는 다층 폴리에스테르 필름, 그 제조방법 및 온실 블라인드에서의 그 용도 - Google Patents
광산란 입자로서 이산화 규소 입자 및 uv 안정제의 조합을 갖는 이축연신 uv 안정화된 단층 또는 다층 폴리에스테르 필름, 그 제조방법 및 온실 블라인드에서의 그 용도 Download PDFInfo
- Publication number
- KR20170088302A KR20170088302A KR1020170009024A KR20170009024A KR20170088302A KR 20170088302 A KR20170088302 A KR 20170088302A KR 1020170009024 A KR1020170009024 A KR 1020170009024A KR 20170009024 A KR20170009024 A KR 20170009024A KR 20170088302 A KR20170088302 A KR 20170088302A
- Authority
- KR
- South Korea
- Prior art keywords
- film
- particles
- layer
- polyester
- weight
- Prior art date
Links
Classifications
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01G—HORTICULTURE; CULTIVATION OF VEGETABLES, FLOWERS, RICE, FRUIT, VINES, HOPS OR SEAWEED; FORESTRY; WATERING
- A01G9/00—Cultivation in receptacles, forcing-frames or greenhouses; Edging for beds, lawn or the like
- A01G9/14—Greenhouses
- A01G9/1407—Greenhouses of flexible synthetic material
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01G—HORTICULTURE; CULTIVATION OF VEGETABLES, FLOWERS, RICE, FRUIT, VINES, HOPS OR SEAWEED; FORESTRY; WATERING
- A01G9/00—Cultivation in receptacles, forcing-frames or greenhouses; Edging for beds, lawn or the like
- A01G9/24—Devices or systems for heating, ventilating, regulating temperature, illuminating, or watering, in greenhouses, forcing-frames, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0018—Combinations of extrusion moulding with other shaping operations combined with shaping by orienting, stretching or shrinking, e.g. film blowing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/022—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the choice of material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/21—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/911—Cooling
- B29C48/9135—Cooling of flat articles, e.g. using specially adapted supporting means
- B29C48/914—Cooling of flat articles, e.g. using specially adapted supporting means cooling drums
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C55/00—Shaping by stretching, e.g. drawing through a die; Apparatus therefor
- B29C55/02—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets
- B29C55/10—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial
- B29C55/12—Shaping by stretching, e.g. drawing through a die; Apparatus therefor of plates or sheets multiaxial biaxial
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/06—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material
- B32B27/08—Layered products comprising a layer of synthetic resin as the main or only constituent of a layer, which is next to another layer of the same or of a different material of synthetic resin
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/18—Layered products comprising a layer of synthetic resin characterised by the use of special additives
- B32B27/20—Layered products comprising a layer of synthetic resin characterised by the use of special additives using fillers, pigments, thixotroping agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B27/00—Layered products comprising a layer of synthetic resin
- B32B27/36—Layered products comprising a layer of synthetic resin comprising polyesters
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B7/00—Layered products characterised by the relation between layers; Layered products characterised by the relative orientation of features between layers, or by the relative values of a measurable parameter between layers, i.e. products comprising layers having different physical, chemical or physicochemical properties; Layered products characterised by the interconnection of layers
- B32B7/02—Physical, chemical or physicochemical properties
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08J—WORKING-UP; GENERAL PROCESSES OF COMPOUNDING; AFTER-TREATMENT NOT COVERED BY SUBCLASSES C08B, C08C, C08F, C08G or C08H
- C08J5/00—Manufacture of articles or shaped materials containing macromolecular substances
- C08J5/18—Manufacture of films or sheets
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K3/00—Use of inorganic substances as compounding ingredients
- C08K3/34—Silicon-containing compounds
- C08K3/36—Silica
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/0008—Organic ingredients according to more than one of the "one dot" groups of C08K5/01 - C08K5/59
- C08K5/005—Stabilisers against oxidation, heat, light, ozone
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08K—Use of inorganic or non-macromolecular organic substances as compounding ingredients
- C08K5/00—Use of organic ingredients
- C08K5/16—Nitrogen-containing compounds
- C08K5/34—Heterocyclic compounds having nitrogen in the ring
- C08K5/3467—Heterocyclic compounds having nitrogen in the ring having more than two nitrogen atoms in the ring
- C08K5/3477—Six-membered rings
- C08K5/3492—Triazines
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L67/00—Compositions of polyesters obtained by reactions forming a carboxylic ester link in the main chain; Compositions of derivatives of such polymers
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0205—Diffusing elements; Afocal elements characterised by the diffusing properties
- G02B5/0236—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place within the volume of the element
- G02B5/0242—Diffusing elements; Afocal elements characterised by the diffusing properties the diffusion taking place within the volume of the element by means of dispersed particles
-
- G—PHYSICS
- G02—OPTICS
- G02B—OPTICAL ELEMENTS, SYSTEMS OR APPARATUS
- G02B5/00—Optical elements other than lenses
- G02B5/02—Diffusing elements; Afocal elements
- G02B5/0273—Diffusing elements; Afocal elements characterized by the use
- G02B5/0278—Diffusing elements; Afocal elements characterized by the use used in transmission
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01G—HORTICULTURE; CULTIVATION OF VEGETABLES, FLOWERS, RICE, FRUIT, VINES, HOPS OR SEAWEED; FORESTRY; WATERING
- A01G9/00—Cultivation in receptacles, forcing-frames or greenhouses; Edging for beds, lawn or the like
- A01G9/14—Greenhouses
- A01G2009/1484—Glazing apparatus
-
- A—HUMAN NECESSITIES
- A01—AGRICULTURE; FORESTRY; ANIMAL HUSBANDRY; HUNTING; TRAPPING; FISHING
- A01G—HORTICULTURE; CULTIVATION OF VEGETABLES, FLOWERS, RICE, FRUIT, VINES, HOPS OR SEAWEED; FORESTRY; WATERING
- A01G9/00—Cultivation in receptacles, forcing-frames or greenhouses; Edging for beds, lawn or the like
- A01G9/22—Shades or blinds for greenhouses, or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2067/00—Use of polyesters or derivatives thereof, as moulding material
- B29K2067/003—PET, i.e. poylethylene terephthalate
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0005—Condition, form or state of moulded material or of the material to be shaped containing compounding ingredients
- B29K2105/0044—Stabilisers, e.g. against oxydation, light or heat
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/06—Condition, form or state of moulded material or of the material to be shaped containing reinforcements, fillers or inserts
- B29K2105/16—Fillers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2509/00—Use of inorganic materials not provided for in groups B29K2503/00 - B29K2507/00, as filler
- B29K2509/02—Ceramics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/0026—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/005—Oriented
- B29K2995/0053—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2007/00—Flat articles, e.g. films or sheets
- B29L2007/008—Wide strips, e.g. films, webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2009/00—Layered products
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/70—Agricultural usage or equipment
- B29L2031/7006—Agricultural usage or equipment for greenhouses
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2250/00—Layers arrangement
- B32B2250/24—All layers being polymeric
- B32B2250/244—All polymers belonging to those covered by group B32B27/36
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2264/00—Composition or properties of particles which form a particulate layer or are present as additives
- B32B2264/10—Inorganic particles
- B32B2264/102—Oxide or hydroxide
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/408—Matt, dull surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/40—Properties of the layers or laminate having particular optical properties
- B32B2307/412—Transparent
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/50—Properties of the layers or laminate having particular mechanical properties
- B32B2307/514—Oriented
- B32B2307/518—Oriented bi-axially
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2307/00—Properties of the layers or laminate
- B32B2307/70—Other properties
- B32B2307/71—Resistive to light or to UV
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B2410/00—Agriculture-related articles
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02A—TECHNOLOGIES FOR ADAPTATION TO CLIMATE CHANGE
- Y02A40/00—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production
- Y02A40/10—Adaptation technologies in agriculture, forestry, livestock or agroalimentary production in agriculture
- Y02A40/25—Greenhouse technology, e.g. cooling systems therefor
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Medicinal Chemistry (AREA)
- Organic Chemistry (AREA)
- Polymers & Plastics (AREA)
- Health & Medical Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Life Sciences & Earth Sciences (AREA)
- Environmental Sciences (AREA)
- General Physics & Mathematics (AREA)
- Optics & Photonics (AREA)
- Manufacturing & Machinery (AREA)
- Thermal Sciences (AREA)
- Dispersion Chemistry (AREA)
- Materials Engineering (AREA)
- Manufacture Of Macromolecular Shaped Articles (AREA)
- Laminated Bodies (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Compositions Of Macromolecular Compounds (AREA)
- Optical Elements Other Than Lenses (AREA)
Abstract
본 발명은 광산란 입자로서 이산화 규소 입자 및 자외선 안정제의 조합을 갖는 이축연신 UV 안정화된 단층 또는 다층 폴리에스테르 필름, 그의 제조방법 및 온실 블라인드에서의 그 용도에 관한 것이다. 본 발명은 특히 70 내지 92%의 투명도를 갖는 단층 또는 다층 폴리에스테르 필름에 관한 것으로,
필름은 1.0 중량% 이상의 SiO2 및 최대 2.5 중량%의 SiO2를 포함하며,
이들 SiO2 입자의 d50 값은 3 내지 9㎛이고,
필름의 SV 값은 700 이상이고,
필름의 산란 인자 SF는 2 이상 8 이하이고,
필름의 헤이즈는 60 내지 95%이고,
필름의 선명도는 15내지 40%이며;
모든 외층은 0.3 중량% (층의 중량 기준) 이상의 유기 UV 안정제를 포함한다.
필름은 1.0 중량% 이상의 SiO2 및 최대 2.5 중량%의 SiO2를 포함하며,
이들 SiO2 입자의 d50 값은 3 내지 9㎛이고,
필름의 SV 값은 700 이상이고,
필름의 산란 인자 SF는 2 이상 8 이하이고,
필름의 헤이즈는 60 내지 95%이고,
필름의 선명도는 15내지 40%이며;
모든 외층은 0.3 중량% (층의 중량 기준) 이상의 유기 UV 안정제를 포함한다.
Description
본 발명은 높은 투명도를 갖는 고 광산란(highly light-scattering) 이축연신 UV 안정형 폴리에스테르 필름, 및 이산화 규소 입자와 UV 안정제를 포함하는 하나 이상의 기재층에 관한 것이다. 본 발명의 필름은 온실 블라인드의 제조에 적합하다. 이 필름은 특수한 투명성 및 높은 산란성을 보인다. 본 발명은 또한 폴리에스테르 필름의 제조방법 및 온실에서 그 용도에 관한 것이다.
온실의 블라인드용 필름은 일련의 요건을 충족시키는 것이 필요하다. 한가지는 식물 성장에 필요한 빛의 성분이 필름/블라인드를 통과해야 하며, 온실의 과도한 가열을 초래하게 되는 불필요한 성분은 반사시켜야 하는 점이다. 야간에, 블라인드는 대류 억제(convection braking) 및 재반사 모두에 의해, 온실 내의 지면으로부터 상승하는 열을 유지하게 된다.
또한, 투과된 빛이 가능한 한 광범위하게 식물에 도달하는 경우는, 광원에 대한 식물의 배향을 감소시킬뿐만 아니라, 식물의 하부를 보다 효과적으로 조명할 수 있으므로, 이익적이다. 이는, 산란 각이 너무 작은 경우에, 빛의 가장 큰 부분이 광원의 방향에서 항상 직접 영향을 주므로, 최소 산란 각을 필요로 한다. 그러나, 산란 각이 너무 큰 경우는, 근처의 식물에 의한 그늘로 인해, 빛이 식물의 하측부에 도달할 수 없으며; 또한, 특히 상대적으로 작은 온실의 경우는 너무 많은 빛이 온실에서 산란되므로, 산란 각을 너무 크게 할 수는 없다. 또한, 필름은 햇빛 보호와 최적의 빛 공급 간에 양호한 균형을 제공하기 위해, 70 내지 92%의 투명도 (ASTM D-1003)를 가져야 한다. 또한, 심하게 황변되거나 표면에서 취화(embrittlement) 또는 균열을 보이거나, 기계적 특성에 심각한 손상이 가해지는 일 없이, 적어도 5년 동안 온실에서 블라인드를 사용할 수 있도록 하려면, 필름은 UV 안정성을 가져야 한다.
온실의 화재가 광범위한 경제적 피해의 원인을 제공하는 점에서, 필름은 감소된 가연성을 보여야 한다.
본 발명의 목적은 70 내지 92%의 높은 투명도를 특징으로 하고, 감소된 가연성을 보이면서도, 특히 온실 적용에 적합한 산란 활성에 의해 차이를 보이는 이축연신 폴리에스테르 필름을 제조하는 데 있다. 또한, 수년 동안 외부 사용시, 필름은 심한 황변을 일으키지 않아야 하고, 표면의 취화 또는 균열을 보이지 않아야 하며, 또한 기계적 특성의 임의의 적용-임계 저하(application-critical deterioration)가 일어나지 않아야 한다. 또한, 필름은 13 내지 25㎛의 두께 범위에서, 기존의 단층 또는 다층 폴리에스테르 필름 생산라인에서 경제적으로 제조될 수 있어야 한다.
이러한 목적은 70 내지 92%의 투명도를 갖는 단층 또는 다층 폴리에스테르 필름에 의해 달성된다:
ㆍ 필름은 1.0 중량% 이상의 SiO2 및 최대 2.5 중량%의 SiO2를 포함하며,
ㆍ 이들 SiO2 입자의 d50 값은 3 내지 9㎛이고,
ㆍ 필름의 SV 값은 700 이상이고,
ㆍ 필름의 산란 인자 SF는 2 이상 8 이하이고,
ㆍ 필름의 헤이즈는 60 내지 95%이고,
ㆍ 필름의 선명도는 15내지 40%이다.
ㆍ 모든 외층은 0.3 중량% (층의 중량 기준) 이상의 유기 UV 안정제를 포함한다.
필름의 총 두께는 13㎛ 이상이며 최대 25㎛이다. 필름 두께는, 바람직하게는 14 이상 23㎛이하이고, 이상적으로는 14.5㎛ 이상 21㎛ 이하이다. 필름 두께가 13㎛ 미만이면, 온실의 최종 적용에서 균열과 함께 필름 손상의 위험이 너무 커지고, 필름의 기계적 강도는 연신이 가해짐이 없이, 적용시에 블라인드에서 발생하는 장력을 더 이상 충분히 수용할 수 없다. 40㎛ 초과시, 필름이 너무 뻣뻣해지고, 블라인드를 열고서 올린 상태에서, "필름 더미"가 너무 커짐으로써, 그늘이 과도하다.
단층 필름은 기재층이라고도 부르는 단일층으로만 구성된다. 다층 버전의 경우, 필름은 (즉, 하나의) 기재층과, 이것의 필름에서의 위치에 따라서, 중간층 (하나 이상의 추가 층은 2개의 표면 각각에 위치된다) 또는 외부층 (이 층은 필름의 외층을 형성한다)이라 칭하는 하나 이상의 추가 층으로 구성된다. 다층 버전의 경우, 기재층의 두께는 적어도 다른 층 두께의 합만큼 크다. 기재층의 두께는 전체 필름 두께의 55% 이상인 것이 바람직하고, 전체 필름 두께의 63% 이상인 것이 이상적이다. 나머지 층, 바람직하게는 외부층의 두께는 0.5㎛ 이상, 바람직하게는 0.6㎛ 이상, 이상적으로는 0.7㎛ 이상이다. 외부층의 두께는 4㎛ 이하, 바람직하게는 3㎛ 이하, 이상적으로는 1.5㎛ 이하이다. 0.5㎛ 미만시, 외부층의 작동 안정성 및 두께 균일성이 저하된다. 0.7㎛ 이상부터는 매우 양호한 작동 안정성이 달성된다. 외부층이 너무 두꺼우면, 이익이 감소하여, 특성 (특히 UV 안정성)의 확보에 있어서, 분쇄재생재료가 기재에만 공급되어야 함을 의미하며, 총 두께와 비교하여 기재층의 두께가 너무 얇으면, 분쇄재생재료의 사이클을 완료하기 위해 백분률로, 이 층에 과도한 분쇄재생재료를 공급해야 한다. 그 경우, 이것은 기재층에 의해, 예를 들어 UV 안정성 및 투명도와 같은 특성에 악영향을 미칠 수도 있다. 또한, 이산화 규소 입자의 표면 효과는, 2㎛ 이상에서 (그리고, 특히 3㎛ 이상의 층 두께에서 매우 크게) 과도하게 저하되며, 원하는 산란 효과를 얻기 위해서는 비교적 많은 양의 입자가 필요하다.
또한, 필름은 370㎚ 내지 300㎚의 파장 범위에서 낮은 투과율을 보일 필요가 있다. 언급한 범위 내의 모든 파장에서 투과율은 40% 미만, 바람직하게는 30% 미만, 이상적으로는 15% 미만이다 (방법에 관해서는 측정 방법 참조). 결과적으로, 필름은 취화 및 황변으로부터 보호된다. 또한, 이 방법에 의해, 온실의 식물과 설비는 UV 광으로부터 보호된다. 390㎚ 초과시, 투명도는 15% 초과, 바람직하게는 20% 초과, 이상적으로는 30% 초과인데, 이 파장 범위는 이미 상당한 광합성 활성을 갖고 있고, 식물의 성장은 이 파장 범위 내에서 과도한 여과의 경우에 악영향을 받을 수 있기 때문이다. 낮은 UV 투과성은 유기 UV 안정제의 첨가를 통해 달성된다. UV 광에 대한 투과성이 낮으면, 급속한 파괴 및 심한 황변으로부터 필름 및 그 안에 선택적으로 존재하는 화염 안정제를 보호한다. 여기서, 유기 UV 안정제는 트리아진, 벤조트리아졸 또는 벤조옥사지논의 그룹으로부터 선택된다. 특히, 본원에서는 트리아진이 바람직하고, 보다 특히, 2-(4,6-디페닐-1,3,5-트리아진-2-일)-5-(헥실)옥시페놀 (Tinuvin® 1577)이 바람직하다.
필름 또는 다층 필름의 경우, 하나 이상의 외부층, 바람직하게는 양 외부층은 적어도 1종의 유기 UV 안정제를 포함한다. 본원에서 바람직한 UV 안정제는 트리아진 유도체, 특히 2-(4,6-디페닐-1,3,5-트리아진-2-일)-5-(헥실)옥시페놀 (Tinuvin® 1577)이다. 트리아진 유도체는, 통상적인 PET 처리 온도인 275 내지 310℃에서 그의 열 안정성이 양호하며, 필름의 기체방출이 낮기 때문에, 특히 바람직하다.
하나의 바람직한 구현예에서, UV 안정제가 외부층 또는 층들 및/또는 모노필름에 첨가되는 양은 층의 중량 기준으로 0.3 내지 3 중량%이다. 특히 바람직하게는, UV 안정제의 함량은 0.75 내지 2.8 중량%이다. 이상적으로, 외부층은 1.2 내지 2.5%의 UV 안정제를 함유한다. 필름의 다층의 구현예에서, 외부층 이외에, 기재층은, 바람직하게는 UV 안정제를 포함하며, 이 기재층에서 UV 안정제의 중량%는, 바람직하게는 외부층(들)의 중량%보다 낮다. 외부층(들)에서 언급한 이들 양은 트리아진 유도체를 기준으로 한다. 트리아진 유도체 대신에, 전체적으로 또는 부분적으로 벤조트리아졸 또는 벤조옥사지논의 그룹으로부터 선택된 UV 안정제를 사용하는 경우, 대체된 트리아진 성분의 분율은 벤조트리아졸 또는 벤조옥사지논 성분 양의 1.5배 치환되어야 한다.
본 발명의 목적을 위해, 폴리프로필렌, 시클로올레핀 공중합체들 (cycloolefin copolymers, COCs), 폴리에틸렌, 폴리스티렌 등의, 주성분인 폴리에스테르와 그럼에도 비상용성인, 0.3 중량% (필름의 중량 기준) 미만, 이상적으로는, 제로 (0 중량%)의 미백 중합체를 포함하며, 그러한 중합체는 일부 경우에 양호한 광산란 효과를 가지므로, 그들은 화재 거동에 심각한 부정적인 영향을 미치고, UV의 영향 하에, 과도한 황변의 경향이 있으므로, 상당한 추가량의 UV 안정제가 필요하게 됨을 의미하며, 결과적으로 경제성이 현저히 악화된다.
필름 또는 다층 필름의 경우, 적어도 기재층은 광산란을 위해 필름의 총 중량 기준으로 1.0 중량% 이상, 바람직하게는 1.15 중량% 이상, 이상적으로는 1.25 중량% 이상의 양으로 이산화 규소 입자 ("광산란 입자")를 포함한다. SiO2 입자의 양은 최대 2.5 중량%, 바람직하게는 최대 2.0 중량%, 이상적으로는 최대 1.7 중량%이다. 입자의 양이 너무 적으면 광산란 효과가 너무 낮다. 양이 너무 많으면 투명도가 저하되어, 원치 않는 투명도 곡선(transparency bow)이 필름의 폭에 걸쳐서 상승하고, 필름을 제조하는 동안 운전 신뢰성이 저하된다. 전술한 이산화 규소 입자는 3 내지 9㎛, 바람직하게는 4 내지 8㎛의 평균 입자 크기 d50 및 이상적으로는 5 내지 7㎛의 d50 값을 갖는다. Malvern Master Sizer 2000으로 측정한 것으로, 이들 수치는 사용한 입자의 크기를 기준으로 한다. 전술한 크기 범위의 입자와 비교하여, 3㎛보다 작은 d50 값을 갖는 입자는, 입자 함량(중량%로)이 전술한 크기 범위의 SiO2 입자의 함량에 상응하는 경우, 보다 낮은 광산란 각 및 보다 큰 투명도의 감소를 가져온다. 동일한 수준의 입자(중량%로)에서, 9㎛보다 큰 d50 값을 갖는 입자는 원하는 크기 범위의 입자와 비교하여, 광산란 효과의 추가적인 향상을 가져오지는 않는다. 또한, 큰 공극 (공동)이 입자 주위에 형성된다. 이들의 영향으로 투명도가 감소되며, 또한 이들은 필름의 폭에 걸쳐서 균일하게 형성되지 않는다 (이들은 필름 웹의 테두리 영역에서 기계 방향으로 보다 크고 보다 강하게 연신된다). 이것은 필름 웹의 폭에 걸쳐서 투명도와 산란의 곡선을 초래하며, 이는 최종 적용에서 원치 않는 것이다.
또한, 기재층(들) 및 외부층(들)은 광산란 효과를 개선하거나 권취성을 향상시키기 위해, 다른 입자들을 포함할 수 있다. 그러한 무기 입자 또는 유기 입자의 예로는 탄산 칼슘, 아파타이트, (특히 전술한 이산화 규소보다 작으며 그와 상이한) 기타 이산화 규소, 산화 알루미늄, 가교결합된 폴리스티렌, 가교결합된 폴리메틸 메타크릴레이트 (PMMA), 제올라이트 및 규산 알루미늄 등의 기타 규산염, 또는 TiO2 또는 BaSO4 등의 백색 안료를 포함한다. 이들 입자는 필름의 권취성을 향상시키기 위해 바람직하게는, 외부층에 첨가한다. 이들 입자를 첨가하면, 투명도 저하 영향이 적고, 광산란 효과에도 기여하므로, 이산화 규소계 입자의 사용은 바람직하다. 모든 층에서 이들 기타 또는 다른 입자의 분율은, 각각의 경우에 각 층의 총 중량 기준으로 각 층에서 1 중량% 미만, 바람직하게는 0.5 중량% 미만, 바람직하게는 0.2 중량% 미만이다.
하나의 바람직한 구현예에서, 필름은 3개의 층을 가지며, 광산란을 위해 사용하는 입자의 75% 이상, 보다 바람직하게는 95% 이상이 기재층에 존재한다. 이상적으로, 외부층은 각각 1.5% 미만의 광산란 입자를 함유한다. 광산란 입자의 이러한 분포는 생산성의 현저한 향상, 그러나 보다 구체적으로는, 예를 들어, 모노필름 또는 바람직한 분율보다 더 높은 분율의 입자를 외부층에 갖는 필름과 비교하여, 상당히 향상된 두께의 균일성을 가져온다. 게다가, 광산란 입자의 전술한 분포에서, 필름의 거칠기가 감소하여, 최종 적용에서 오염 (따라서 투명도의 손실)이 낮아지는 경향을 가져온다.
광산란 입자 및 다른 입자의 양과, 백색 안료 및 비상용성 중합체의 양이 바람직한 범위 내, 나아가, 특히 바람직한 범위 (이 경우 필름은 화재 시험에서 4이하 등급을 달성한다)내에 있는 경우, 온실 블라인드에 적합한 화재 거동을 달성하는 데에는 난연제를 필요로 하지 않는다. 언급한 그룹 중 하나에 대해 바람직한 양보다 많은 양이 사용되거나, 특정 온실 적용에 대해 더욱 감소된 화재 거동도 필요한 경우는, 필름이 유기 인산 화합물에 기반한 난연제를 추가로 포함하면, 유리한 것으로 밝혀졌다. 바람직하게는, 이들은 인산 또는 포스폰산의 에스테르이다. 여기에서, 인 함유 화합물이 폴리에스테르의 일부인 것이 유리한 것으로 밝혀졌다. 예를 들어, Adeka-Stab 700 (4,4'-(이소프로필리덴 디페닐) 비스(디페닐 포스페이트)) 등의 공중합되지 않은 인 함유 난연제뿐만 아니라, 제조하는 동안 난연제의 기체방출 단점은, 필름, 즉 폴리에스테르의 가수분해 안정성에도 매우 큰 유해한 영향을 미치므로, 온난하고 습한 온실 조건에서 필름의 취화가 빠르게 일어나 블라인드를 교체해야 한다. 이러한 영향은 폴리에스테르 쇄에 포함된 인 화합물의 사용을 통해 상당히 감소된다. 이 경우에 인은, 예를 들어 2-카르복시에틸메틸 포스핀산을 사용하는 경우와 같이, 주쇄의 일부일 수 있다 (다른 적합한 화합물은 예를 들어 DE-A-23 46 787에 기재되어 있다). 그러나, 특히 바람직하게는, 인이 측쇄에 있는 인 화합물인데, 이러한 방식으로 온실 조건 하에서 가수분해되는 경향이 가장 낮기 때문이다. 이러한 화합물은, 바람직하게는 하기 화학식 (I)의 화합물이다 :

윗식에서,
R1은 -COOR4, -OR5 및 -OCOR6에서 선택되는 에스테르 형성기이고,
R2 및 R3은 서로 독립적으로 할로겐 원자, 1 내지 10개의 탄소 원자를 갖는 탄화수소기, 및 R1이고,
R4는 수소 또는, OH기나 카복실기를 함유할 수 있고 1 내지 10개의 탄소 원자를 갖는 카보닐기 또는 탄화수소기이고,
R5는 수소 또는, OH기나 카르복실기를 함유할 수 있고 1 내지 10의 탄소원자를 갖는 탄화수소기이고,
R6은 OH기나 카르복실기를 함유할 수 있고 1 내지 10의 탄소원자를 갖는 탄화수소기이고,
A는 1 내지 8개의 탄소 원자를 갖는 2가 또는 3가 탄화수소기이고,
n1은 1 또는 2이고,
n2 및 n3은 각각 0, 1, 2, 3 또는 4이며,
특히, 화학식 (I)의 상기 화합물은 2개의 에스테르 형성 작용기를 갖는다.
6-옥소-디벤조[c, e] [1,2] 옥사포스포린-6-일메틸 숙신산 비스(2-히드록시에틸) 에스테르 (CAS No. 63562-34-5)가 특히 적합하다. 이 단량체가 폴리에스테르 제조에 사용되는 경우, 생성되는 중합체는 비교적 낮은 가수분해 경향을 가지며, 또한 필름 제조에서 양호한 운전 신뢰성으로 가공될 수 있다.
하나의 바람직한 구현예에서 난연제의 양은, 필름 내의 인의 분율이 500 ppm 이상, 바람직하게는 1200 ppm 이상, 이상적으로는 1600 ppm 이상이 되도록 설정된다. 여기서, 인의 분율은 5000 ppm 미만, 바람직하게는 4000 ppm 미만, 이상적으로는 3000 ppm 미만 (ppm은 물질의 몰량이 아닌, 사용한 모든 성분의 각 중량 기준)이다. 인의 분율이 500 ppm 미만이면, 필름이 너무 빨리 연소된다. 인의 분율이 클수록 전소율(burn-up rate)은 낮지만, 가수분해 안정성 역시 낮아진다. 5000 ppm 초과시, 필름을 1 년 이상 사용할 수 없다. 3000 ppm 미만시, 가수분해에 의한 분해가 수년 간의 사용 중에는 거의 일어나지 않을 정도로 가수분해 속도가 낮다.
인 함량은 층에 걸쳐서 고르게 분포될 수 있거나 상이할 수 있다. 그러나, 외부층이 내부층 또는 층들의 75% 이상의 인 농도를 함유하는 경우에 유리한 것으로 밝혀졌으며; 바람직하게는, 이들은 동일한 인 농도를 함유하고, 이상적으로는, 외부층이 기재층보다 5% 이상 많은 인을 함유한다. 이것은 특히 유리한 화재 행동을 가져오며, 필요한 전체 인의 양은 적다.
필름의 기재층(B) 및 다른 층의 중합체의 80 중량% 이상(UV 안정제, 입자, 난연제, 폴리올레핀 및 다른 첨가제는 고려하지 않음)은, 바람직하게는 열가소성 폴리에스테르로 구성된다. 이 목적에 적합한 폴리에스테르는, 에틸렌 글리콜 및 테레프탈산 (즉, 폴리에틸렌 테레프탈레이트, PET), 에틸렌 글리콜 및 나프탈렌-2,6-디카르복실산 (즉, 폴리에틸렌 2,6-나프탈레이트, PEN) 및 언급한 카르복실산과 디올의 임의의 원하는 혼합물로 만들어진 것을 포함한다. 특히 바람직한 폴리에스테르에서, 최소한 85 몰% 이상, 바람직하게는 90 몰% 이상, 이상적으로는 92 몰% 이상이 에틸렌 글리콜 단위 및 테레프탈산 단위로 구성된다. 나프탈렌-2,6-디카르복실산의 사용은 테레프탈산의 사용에 비해 이점이 없으므로, 나프탈렌-2,6-디카르복실산이 고가인 관점에서, 통상적으로는 채용하지 않는다. 나머지 단량체 단위는 각각 다른 지방족, 지환족 또는 방향족 디올 및 디카르복실산에서 유래된다.
다른 적절한 지방족 디올의 예로는 디에틸렌 글리콜, 트리에틸렌 글리콜, 일반식 HO-(CH2)n-OH의 지방족 글리콜 (n은, 바람직하게는 10 미만), 시클로헥산 디메탄올, 부탄디올, 프로판디올 등이 있다. 다른 적합한 디카르복실산의 예로는 이소프탈산, 아디프산 등이 있다. 온실 적용에서 운전 신뢰성 및 풍화 안정성을 위해서는, 필름이 디에틸렌 글리콜을 2 중량% 미만, 바람직하게는 1.5 중량% 미만 함유하는 경우 유리한 것으로 드러났다. 동일한 이유로, 필름이 폴리에스테르의 디카르복실산 성분에 대하여 이소프탈산 (IPA)을 12 몰% 미만, 바람직하게는 8 몰% 미만, 이상적으로는 5 몰% 미만 포함하는 것이 유리한 것으로 드러났다. 그러나, 바람직한 다층의 구현예에서, 외부층의 적어도 한 층은 폴리에스테르의 디카르복실산 성분에 대하여 IPA를 8 몰% 이상, 이상적으로는 IPA를 10 몰% 이상 이지만, IPA를 23 몰% 미만, 바람직하게는 19 몰% 미만, 및 이상적으로는 15 몰% 미만을 함유한다 (이 변형은 투명도를 증가시키는 역할을 한다). 하나의 바람직한 구현예에서, 추가로, 8 몰% 초과의 IPA 함량을 갖는 층은 증가된 IPA 함량으로 층의 열악한 UV 안정성을 보상하기 위해, (전술한 바와 같은) 유기 UV 안정제를 1.5 중량% 이상, 바람직하게는 2.1 중량% 이상 함유한다. 추가로, 필름이 폴리에스테르의 디올 성분에 대하여 CHDM (1,4-시클로헥산 디메탄올)을 3 몰% 미만, 이상적으로는 1 몰% 미만 함유하는 경우, 유리한 것으로 드러났다. 또한, 이소프탈산, 디에틸렌 글리콜 및 CHDM의 총량 (필름의 총 중량 기준)이 7 중량% 이하이고 이상적으로는 6 중량% 미만인 경우 유리한 것으로 드러났다. 언급한 공단량체의 양, 특히 CHDM의 양이 언급한 한계를 초과하지 않으면, 필름으로 제조된 블라인드의 UV 안정성이 한계를 초과한 버전의 경우보다 상당히 우수하다.
본 발명의 필름을 제조하기 위해서는, 필름의 SV 값이 600 보다 크고, 바람직하게는 650보다 크며, 이상적으로는 700보다 커지도록 폴리에스테르의 SV 값을 선택한다. 여기서, 필름의 SV 값은 950보다 작고, 바람직하게는 850보다 작다. SV 값이 600 미만인 경우, 제조하는 동안에도 찢김이 빈발할 정도로 필름이 손상되기 쉽다. 또한, 최종 적용에서 필름의 유연성 저하로 점도의 손실은 더욱 빨라지며, 결과적으로 파열된다. 또한, SV 값이 비교적 낮으면, 후술하는 기계적 강도가 더 이상 신뢰성 있게 달성되지 않는다. 필름이 950초과의 SV를 갖는 경우, 중합체는 높은 입자 부하로 인해 압출기에서 매우 단단해져, 압출기의 전기 모터가 작동될 때 과도한 전류가 발생하며, 압출시 압력 변동이 발생한다. 이것은 열악한 운전 신뢰성을 초래한다. 또한, 압출 공구 및 절삭 공구의 마모가 불균형적으로 높아진다.
온실 블라인드에서 본 발명의 필름을 사용하기 위해서 특히 중요한 것은, 적절한 산란 거동과 조합된 필름의 투명도이다. 여기서, 일반적으로 말해서, 식물에 가능한 한 많은 빛을 공급하기 위해서는, 특히 높은 투명도가 요구된다. 그러나 기후가 매우 더운 지역에서는, 특히 태양의 가장 높은 위치를 중심으로 2 시간 동안 광량을 줄이는 것이 바람직하다. 이러한 기후 구역에서 채용되는 블라인드의 경우, 본 발명의 필름은 70 내지 92%의 투명도를 갖는 것이 바람직하다. 온화한 기후 (가령, 유럽, 북미, 일본)의 경우, 바람직한 실시예에서 본 발명의 필름의 투명도는 80% 이상, 특히 83% 이상이다.
본 발명의 필름의 적절한 산란 거동에 관해, 투명도 이외에 관찰되는 본질적으로 3개의 파라미터가 존재한다. 첫번째 파라미터는 헤이즈이다. 이는 60 내지 95%, 바람직하게는 65 내지 90%, 이상적으로는 70 내지 86%이다. 두 번째 파라미터는 필름의 선명도이다. 이는 15 내지 40%, 바람직하게는 18 내지 35%, 이상적으로는 21 내지 30%이다.
헤이즈가 너무 높으면(또는 선명도가 너무 낮으면), 빛이 너무 크게 분산된다. 그 경우, 후방 산란으로 인해, 높은 수준의 투명도는 더 이상 달성될 수 없으며, 특히 매우 높은 산란 광의 높은 분율로 인해, 사전에 식물에 닿을 수도 없이, 너무 많은 빛이 온실의 주변으로 소실된다. 또한, 광산란 필름을 사용하는 실제 목적, 즉 식물의 하측부의 조명은 결과적으로 덜 효과적으로 달성되는데, 이는 인접한 식물의 상부 영역이 빛을 흡수하여, 근처 식물의 하부 영역을 가리기 때문이다. 헤이즈가 너무 낮으면 (또는 선명도가 너무 높으면), 빛이 충분히 분산되지 않고 식물의 상부 영역이 하측부의 잎에 그림자를 드리운다. 따라서 상부 잎은 너무 많은 빛을 받으며, 과도한 가열은 광합성 활동을 저하시키는 반면, 하부 잎은 최대 광합성 활동을 위해 필요한 빛을 충분히 얻지 못한다. 위에서 밝힌 한계 내에서, 본 발명의 평균 산란 각은 식물에 대한 최적의 조명을 위해 위치한다.
그러나, 헤이즈와 선명도의 이들 두가지 표준 변수는 투명도를 고려하지 않았기 때문에, 산란에 대한 적절한 설명을 제공하지 못한다. 따라서, 산란 인자 SF도 따를 필요가 있다. 이 산란 인자 SF는 Clarityport(투명포트)에서 측정한 투명도에 대한 ASTM-D 1003-61 (방법 A)에 따라 측정한 투명도의 비율이다 (자세한 내용은 측정 방법 참조):
SF = ASTM-D 1003-61 (방법 A)에 따른 투명도/Clarityport에서 측정한 투명도
산란 인자 SF는 2 내지 8, 바람직하게는 2.5 내지 7, 이상적으로는 3 내지 4.5이다. 너무 낮은 산란 인자 및 너무 많은 산란되지 않은 빛은, 전술한 식물 부분의 부적절한 조명과 함께, 지배적인 투명도(prevailing transparency)로 필름을 통과한다. 너무 높은 산란 인자 및 공식화된 투명도로 과도한 빛은, 온실 주변으로 소실되어 (과도한 빛 산란), 근처 식물에는 과도한 그늘이 초래된다.
본 발명의 투명도 및 산란 거동은 입자의 선택 (특히 입자 크기), 입자 함량 (가능하면 층에 걸친 입자의 분포; 상기 참조), 적합한 중합체, 및 선택적으로 다음의 제조 공정에 의해 달성된다.
특히, 본 발명에 따른 높은 투명도 수준을 달성하기 위해, 필름이 다층 필름이고, 그 중 하나 이상의 외부층이 폴리에스테르의 디카르복실산 성분에 대하여 IPA를8 몰% 이상, 이상적으로는 IPA를 10 몰% 이상이지만, IPA를 23 몰% 미만, 바람직하게는 19 몰% 미만, 이상적으로는 15 몰% 미만의 IPA 함량을 갖는 경우 유리한 것으로 밝혀졌다. 여기서, 특히 바람직한 구현예는 언급한 IPA 함량을 갖는 어느 일면 상에 외부층을 갖는 것이다. 이들 외부층은 2㎛보다 작은, 바람직하게는 1.5㎛보다 작은 두께를 갖는다. 이러한 종류의 외부층은 필름의 투명도에 있어서 반사 관련 손실을 감소시킨다. 동일한 이유로, 필름이 적어도 일면, 바람직하게는 양면에 폴리에스테르 필름의 굴절률보다 낮은 굴절률을 갖는 재료의 코팅을 갖는 경우, 유리한 것으로 드러났다. 폴리 아크릴레이트 및 실리콘이 특히 적합하다. 적합한 아크릴레이트는 예를 들어 EP A 0 144 948에 기재되어 있고, 적합한 실리콘은 EP-A-0 769 540에 기재되어 있다. 각 경우에 이 또는 이들 코팅의 두께는 30㎚ 이상, 바람직하게는 50㎚ 이상, 보다 특히 75㎚ 이상이며, 150㎚ 이하, 바람직하게는 130㎚ 이하, 이상적으로는 110㎚이하이다. 결과적으로, 원하는 파장 범위에서의 투명도의 이상적인 증가가 달성된다. 코팅은 공지된 방법 (리버스 그라비어 롤 또는 다른 마이어 바)에 의해, 바람직하게는 수성 분산액을 횡방향 연신 전에 일렬로 필름에 도포하는 것이 바람직하다. 하나의 특히 바람직한 구현예에서, 건조 중량 기준으로, 코팅은 1 중량% 이상의 UV 안정제, 특히 바람직하게는 Tinuvin 479 또는 Tinuvin 5333-DW를 포함한다.
제조 과정
개별 층의 폴리에스테르 중합체는 디카르복실산 및 디올로부터 출발하거나, 또는 디카르복실산의 에스테르, 바람직하게는 디메틸 에스테르 및 디올로부터 출발하여 중축합에 의해 제조된다. 사용할 수 있는 폴리에스테르는, 개별 값이 덜 중요하지만, 사용한 원료의 평균 SV 값이 필연적으로 700 초과, 바람직하게는 750을 초과하는, 500 내지 1300 범위의 SV 값을 갖는 것이 바람직하다.
폴리에스테르 자체를 제조하는 동안 백색 안료, SiO2 입자 및 UV 안정제를 첨가할 수 있다. 이 목적을 위해, 입자는 디올에 분산되고, 선택적으로 분쇄되고, 옮겨담고/또는 여과되고, (트랜스)에스테르화 단계 또는 중축합 단계에서 반응기에 첨가된다. 바람직하게는, 이축 압출기를 사용하여 농축된 입자 함유 또는 첨가제 함유 폴리에스테르 마스터배치를 제조하고, 필름 압출 과정에서 입자가 없는 폴리에스테르에 의한 희석을 실행하는 것이 가능하다. 여기서, 30 중량% 미만의 폴리에스테르를 함유하는 마스터배치를 사용하지 않는 경우 유리한 것으로 드러났다. 특히, SiO2 입자를 함유한 마스터배치는 (겔화의 위험 때문에) 20 중량% 이상의 SiO2 함량을 가져서는 안된다. 다른 옵션으로는 이축 압출기에서 필름을 압출하는 동안 입자 및 첨가제를 직접 첨가하는 것이 있다.
일축 압출기를 사용하는 경우, 미리 폴리에스테르를 건조시키는 것이 유리한 것으로 드러났다. 환기 구역이 있는 이축 압출기를 사용하는 경우는, 건조 단계가 필요 없다.
먼저, 층, 또는 다층 필름의 경우, 개별 층의 모든 폴리에스테르 또는 폴리에스테르 혼합물을 압출기에서 압축하여 액화시킨다. 용융물/용융물들은 단층 또는 다층 다이에서 편평한 용융 필름으로 성형되고, 슬롯 다이를 통해 압축되며, 필름의 냉각 및 경화가 이루어지는 하나 이상의 냉각 롤 및 취출 롤에서 취출된다.
본 발명의 필름은 이축 신장, 즉 이축 연신된다. 필름의 이축연신은 가장 빈번하게 순차적으로 실행된다. 이 경우 연신은, 바람직하게는 먼저 종방향 (즉, 기계 방향=MD)으로, 그리고 이어서, 횡방향 (즉, 기계 방향에 직각으로=TD)으로 행해진다. 종방향의 연신은 원하는 연신비에 따라 상이한 속도로 주행하는 2개의 롤의 도움으로 실행될 수 있다. 횡방향 연신은 일반적으로 적절한 텐터(tenter) 프레임을 사용하여 실행된다.
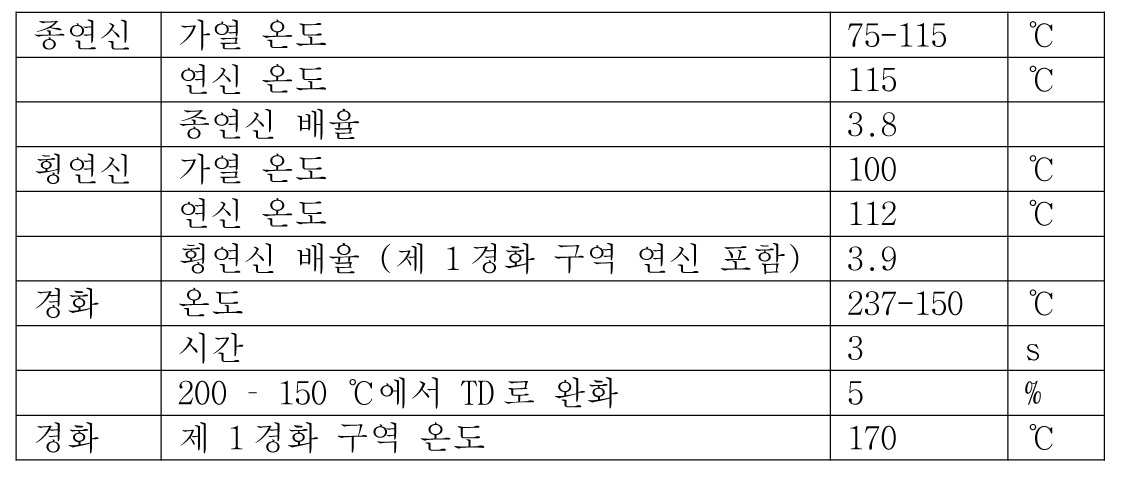
연신이 행해지는 온도는 필름의 원하는 특성에 따라서 비교적 넓은 범위 내에서 변할 수 있고 유도된다. 종방향 연신은 일반적으로 80 내지 130℃의 온도 범위 (가열 온도 80 내지 130℃)에서, 그리고 횡방향 연신은 90℃ (연신 개시) 내지 140℃ (연신 종료)의 온도 범위에서 실행된다. 종연신 배율은 2.5:1 내지 4.5:1, 바람직하게는 2.8:1 내지 3.4:1이다. 종연신 배율이 3.4를 초과하면 광산란 효과가 저하되므로, 피해야 한다. 4.5가 넘는 연신 배율은 제조의 용이성에 현저한 손상(찢김)을 초래한다. 횡연신 배율은 일반적으로 2.5:1 내지 5.0:1, 바람직하게는 3.2:1 내지 4:1이다. 4를 초과하는 횡연신 배율은 광산란 효과 및 투명도를 저하시키는 경향이 있으며, 바람직하지 않은 투명도 곡선 (필름 웹의 폭에 걸친 투명도의 변동, 웹 테두리 간의 정밀도 차이 (후크로부터 웹 중심의 거리 약 50cm), 이는 2% (절대값)보다 크지 않아야 하며, 가령, 웹 중심의 투명도가 80%이고 테두리가 75%이면 절대 편차는 5%이므로 매우 열악하다)을 증가시키며, 따라서 바람직하게는 피해야 한다. 원하는 필름 특성을 달성하기 위해, (MD 및 TD에서) 연신 온도가 125℃ 미만, 바람직하게는 118℃ 미만인 경우 유리한 것으로 밝혀졌다. 횡연신 전에, 그 자체가 공지된 방법에 따라 필름의 일면 또는 양면을 일렬로 코팅할 수 있다. 일렬 코팅은, 바람직하게는 투명도 증가 (반사 방지)용 코팅제를 도포하기 위해 이용할 수 있다. 후속의 열경화 과정에서, 바람직한 수축 값 및 확장 값을 달성하기 위해, 필름은 약 0.1 내지 10 초에 걸쳐 150 내지 250℃의 온도에서 인장 하에 유지되고, 1% 이상, 바람직하게는 3% 이상, 보다 바람직하게는 4% 이상 횡방향으로 이완된다. 이 완화는, 바람직하게는 150 내지 190℃의 온도 범위에서 행해진다. 투명도 곡선을 감소시키기 위해, 제 1 경화 영역의 온도는, 바람직하게는 220℃ 미만, 보다 바람직하게는 190℃ 미만이다. 또한, 동일한 이유로, 바람직하게는, 전체 횡연신 배율의 1% 이상, 바람직하게는 2% 이상은, 더 이상 연신이 일어나지 않는 제 1 경화 영역에 위치해야 한다. 그 후, 필름은 통상의 방법으로 권취된다.
기타 필름 특성
전술한 방법에 따른 본 발명의 필름은, 바람직하게는 종방향 및 횡방향으로 150℃에서 3% 미만, 바람직하게는 2% 미만, 보다 바람직하게는 1.5% 미만의 수축률을 갖는다. 100℃에서 이 필름은 3% 미만, 바람직하게는 1% 미만, 보다 바람직하게는 0.3% 미만의 신장률을 갖는다. 이 치수 안정성은 예를 들어 권취 전에 필름의 적절한 완화를 통해 얻을 수 있다 (방법 설명 참조). 이 치수 안정성은 블라인드에 사용시 스트립이 나중에 수축되는, 즉 스트립 사이를 통해 빛이 보이게 되는 현상을 피하기 위해 중요하다. 롤-다운 커튼 및 블라인드 모두의 제조에 있어서, 높은 수축률 및 과도한 신장률은 웨이브 같은 형태로 연신되는 완제품을 초래한다.
본 발명의 필름은 또한 양 필름 방향으로 3000 N/㎟ 초과, 바람직하게는 3500 N/㎟ 초과, 종향향 및 횡방향으로, 보다 바람직하게는 (하나 이상의 필름 방향으로) 4500 N/㎟보다 큰 탄성률을 갖는다. 종방향 및 횡방향에서의 F5 값 (5% 신장시의 힘)은, 바람직하게는 80 N/㎟ 이상, 보다 바람직하게는 90 N/㎟ 이상이다. 이들 기계적 특성은 위에서 특정한 방법 조건 내에서 필름의 이축연신의 파라미터를 변화시킴으로써, 설정할 수 있고 얻을 수 있다.
언급한 기계적 특성을 갖는 필름은 적용시 인장 하에 과도하게 신장되지 않으며, 용이하게 유도할 수 있다.
적용
본 발명의 필름은 광산란 필름으로서, 특히 온실의 블라인드를 제조하는데 매우 적합하다. 이 경우, 필름은 전형적으로 폭이 좁은 스트립으로 절단되고, 이어서 폴리에스테르 얀 (마찬가지로 UV 안정화되어야 한다)과 함께, 직조/적층 직물로 제조되어 온실에 걸게 된다. 여기서, 본 발명에 따른 필름의 스트립은 다른 필름의 스트립과 결합될 수 있다.
또는, 필름 자체 (전체 면적, 직물 없음)를 온실에 설치할 수도 있다.
이러한 설치는 식물에 도달하는 광량의 감소를 가져오므로, 주간에는 냉각하는 동시에, 높은 광산란에 의해 공간 내에서 나머지 광량의 균일한 분배를 제공하므로, 모든 식물/식물의 일부를 효과적으로 조명한다. 야간에는 이러한 설치가 외부로의 온실에 의한 열의 감소된 손실을 가져온다.
분석
원료 및 필름은 다음의 측정 값을 사용하여 특징화하였다.
중간 입자
직경d
50
의
측정
Malvern Master Sizer 2000을 사용하여 평균 입자 크기 d50를 결정하였다. 사용할 입자를 물에 분산하였고, 장치에서 분석이 이루어지는 셀로 옮겼으며, 크기 측정은 레이저 회절에 의해 행하였다. 일반적으로, 여기서 검출기는 회절된 레이저 광의 강도 화상(intensity image)을 기록하고, 입자 크기 분포는 수학적 상관 함수의 도움으로, 이 강도 화상의 각도 의존 광 강도로부터 계산된다. 입자 크기 분포는 중앙값 d50 (= 중심 값의 위치 측정) 및 산란도 SPAN98 (=입자 직경의 산란 측정)의 2가지 파라미터를 특징으로 한다. 측정 작업은 자동으로 실행되었으며, d50 값의 수학적 측정도 포함시켰다.
이러한 입자를 사용하여 제조한 필름의 측정값은 사용하는 입자보다 15 내지 25% 낮은 d50 값을 제공한다.
파장 x에서의 UV/
Vis
스펙트럼 및 투과율
미국 퍼킨 엘머(Perkin Elmer)사의 UV/Vis 2-빔 분광기 (람다 (Lambda) 12 또는 35)로 필름의 투과율을 측정하였다. 대략 (3 × 5) cm 치수의 필름 샘플을 평평한 샘플 장착대를 통해 측정 빔에 수직인 빔 경로에 삽입한다. 원하는 파장에서 투명도를 결정하기 위해, 측정 빔은 50㎜ 울브리히트 구(Ulbricht sphere)를 경유해서 강도가 결정되는 검출기로 보내진다. 배경(background)으로는 공기가 사용된다. 원하는 파장에서의 투과율을 판독한다.
투명도
독일 BYK -가드너사 (BYK-Gardner GmbH)의 헤이즈 가드 플러스(Haze-Gard Plus)를 사용하여 ASTM-D 1003 61 (방법 A)에 따라 투명도를 측정하였다.
선명도
선명도는 표준 ASTM D-1003 및 BYK -가드너사의 헤이즈 가드 플러스에 따라 결정한다. 빛은 작은 입체각 내에서 굴절됨으로써, 좁은 로브(lobe)에 산란광의 양을 집중시킨다. 화상의 선명성은 2.5° 미만의 각도 범위에서 측정한다. 화상의 선명성(선명도)를 측정하기 위해, 필름을 선명도 포트에 견고히 장착한다.
광산란
평가 (산란 인자
SF
측정)
광산란 특성은 본 발명의 필름에 있어서 특히 중요하다. 평가는 BYK 가드너 (Lausitzer Strasse 8ㆍ82538 Geretsried, 독일)의 헤이즈 가드 플러스 투명도/헤이즈 미터를 사용하여 행하였다. 이 목적을 위해, ASTM D-1003-61 (방법 A)에 기재된 바와 같이 헤이즈 및 투명도 측정을 위한 측정 포트 전방에서 필름 플러시(film flush)를 유지함으로써, 클램핑 링에 고정된 필름의 투명도를 측정한다. 이어서, 광 출사 포트 (선명도 측정의 경우)의 전방에서 고정된 필름을 유지하고, 투명도를 다시 측정하였다. 광산란 인자 SF는 이들 2개 측정값의 비율에 해당한다.
SF = (ASTM-D-1003-61 방법 A에 따라 측정한) 투명도/광 출사 포트 전방에서 측정한 투명도
SV
(표준 점도) 값
묽은 용액의 표준 점도 (SV)는 DIN 53728 Part 3에 기반한 방법을 이용하여 우베로데(Ubbelohde) 점도계로 (25 ± 0.05)℃에서 측정하였다. 사용한 용매는 디클로로아세트산 (dichloroacetic acid, DCA)이었다. 용해된 중합체의 농도는 1g 중합체/100㎖ 순수 용매였다. 중합체를 60℃에서 1 시간 동안 용해시켰다. 그 시간이 지난 후에도 시료는 완전히 용해되지 않았고, 각각 80℃에서 40분 동안 2 회까지 추가의 용해를 실행하였고, 이어서 용액을 4100분-1의 회전 속도로 1 시간 동안 원심 분리했다. 무차원 SV 값은 상대 점도 (hrel=h/hs)로부터 다음과 같이 결정된다.
SV = (hrel-1) × 1000
필름 또는 중합체 원료 내 입자의 분율은 애싱(ashing)에 의해 결정하였고, 투입 중량의 적절한 증가를 통해 보정하였다. 즉:
투입 중량 = (100% 중합체에 대응하는 투입 중량)/[(100 - 중량%의 입자 함량)/100]]
기계적 특성
기계적 특성은 100㎜ × 15㎜ 치수의 필름 스트립에서 DIN EN ISO 572-1 및 -3 (2 형 시편)에 기반한 방법으로 인장 시험에 의해 결정하였다.
수축률
열 수축률은 10 cm의 테두리 길이를 갖는 사각 필름 시편에서 결정하였다. 하나의 테두리가 기계 방향에 평행하게, 그리고 다른 하나의 테두리는 기계 방향에 직각으로 연장되도록 하는 방식으로 샘플을 절단하였다. 샘플을 정확하게 측정하였고 (테두리 길이(L0)는 기계 방향(TD 및 MD, L0TD 및 L0MD) 각각에 대해 결정하였다), 특정한 수축 온도 (현재 150℃)에서 15분 동안 강제 공기 건조 오븐에서 유지하였다. 샘플을 제거하고 실온에서 정확하게 (테두리 길이(LTD 및 LMD))를 측정하였다. 수축률은 다음의 식으로 주어진다.
수축률 [%] MD = 100ㆍ(L0 MD-LMD)/L0 MD, 및
수축률 [%] TD = 100ㆍ(L0 TD-LTD)/L0 TD
신장률
열 신장률은 10 cm의 테두리 길이를 갖는 정사각형 필름 시편에서 결정하였다. 샘플의 (테두리 길이(L0))를 정확하게 측정하였고, 100℃에서 15분 동안 강제 공기 건조 오븐에서 유지한 다음, 실온에서 (테두리 길이(L))를 정확하게 측정했다. 신장률은 다음의 식으로 주어진다.
신장율 [%]=100 * (L-L0)/L0
이는 각 필름 방향에서 따로 따로 결정하였다.
UV 안정성
UV 안정성은 DE69731750 (WO 9806575의 DE)의 8 페이지에 기재된 바와 같이 결정하였고, UTS 값은 초기값의 %로 보고하였으며, 풍화 시간은 1000 시간이 아닌 2000 시간이었다.
난연성
30 * 30cm 치수의 필름 부분을 그들의 코너에서 2개의 클램프로 고정하고 수직으로 매달았다. 일반적으로, 필름 부분의 가시적인 이동을 유발하는 현수(suspension) 지점에서 공기 이동이 없음을 보장해야 한다. 여기서, 상기로부터 조용한 외풍은 허용할 수 있다. 이어서, 필름의 부분은 하측 중앙의 아래에서 화염에 노출되었다. 화염 빔은 표준 상업용 점화기나, 보다 바람직하게는 분젠(Bunsen) 버너를 사용하여 실행할 수 있다. 여기서, 불꽃은 1cm보다 길고 3cm보다 짧아야 한다. 점화 화염의 부재 하에, (적어도 3초 동안) 필름이 계속 연소될 때까지 화염을 필름에 대해 유지하였다. 화염은 5 초 미만 필름에 대해 유지하였으나, 필름이 전소되거나/오무라드는 것을 보상하기 위해 필름을 이동시켰다. 네 번의 점화 절차를 실행하였다.
여기에 주어진 실시예에서 난연성은 다음의 등급을 사용하여 평가한다:
1= 4번의 점화 절차에서 필름이 3 초보다 길게 연소되지 않는다.
2= 필름이 15 초 미만 후에 스스로 점화 및 소화되어, 필름 면적의 30% 이상이 남는다.
3= 필름이 20 초 미만 후에 스스로 점화 및 소화되어, 필름 면적의 30% 이상이 남긴다.
4= 필름이 40 초 미만 후에 스스로 점화 및 소화되어, 필름 면적의 30% 이상이 남는다.
5= 필름이 40 초 미만에 스스로 점화 및 소화되어, 필름 면적의 10% 이상이 남는다.
6= 점화 후 40 초 이상 연소된 필름 또는 자체 소화 후 필름 면적의 10% 미만이 남는다.
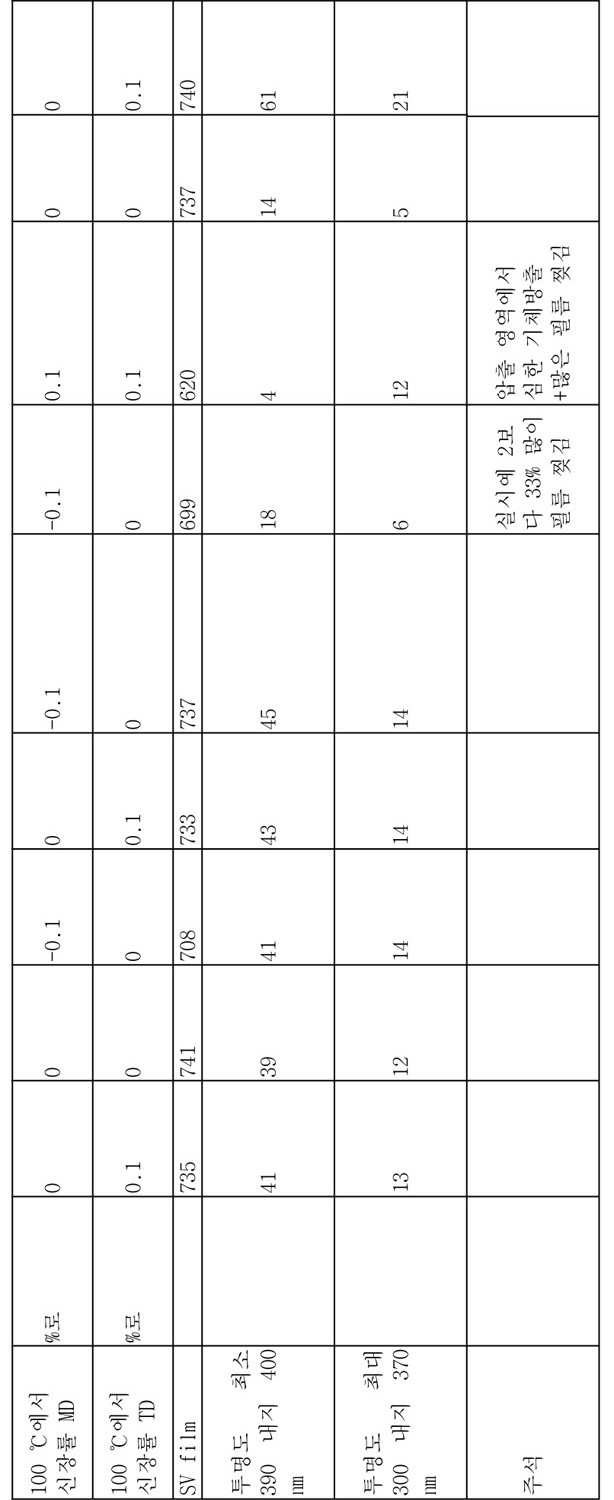
실시예
실시예 1-3 및 비교예(CE) 1-7
고분자 혼합물을 292℃에서 용해시킨 다음, 슬롯 다이를 통해 50℃로 가열된 냉각 롤에 정전기적으로 도포하였다. 이어서, 시스템에서는 다음의 조건 하에 종연신, 및 이후 횡연신을 실시하였다:
실시예 (본 발명)에서 채용한 원료는 다음과 같다:
PET1= 에틸렌 글리콜 및 테레프탈산으로 제조되고 820의 SV 및 0.9 중량%의 DEG 함량을 갖는 폴리에틸렌 테레프탈레이트 원료 (모노머로서 디에틸렌 글리콜 함량).
PET2= 720의 SV 및 23%의 비스[(5-에틸-2-메틸-1,3,2-디옥사포스포리난-5-일)메틸]메틸포스포네이트 P, P'-디옥사이드 (Amgard P 1045)를 갖는 폴리에틸렌 테레프탈레이트 원료. 이는 앰가드 (Amgard)로부터 18,000 ppm의 형광체에 해당한다. 앰가드는 이축 압출기에서 폴리에틸렌 테레프탈레이트에 혼입하였다.
PET3= 730의 SV를 갖고, 공단량체로서 (6-옥소디벤조[c, e] [1,2] 옥사포스포린-6-일메틸) 숙신산 비스(2-히드록시에틸) 에스테르를 함유하는 폴리에틸렌 테레프탈레이트 원료, 상기 공단량체로부터 인의 분율은 원료에서 18,000 ppm이다.
PET4= 700의 SV를 갖고 20 중량%의 Tinuvin 1577을 함유하는 폴리에틸렌 테레프탈레이트 원료. UV 안정제는 2-(4,6-디페닐-1,3,5-트리아진-2-일)-5-(헥실)옥시페놀 (독일 루트비히스하펜(Ludwigshafen) 소재의 BASF사로부터 Tinuvin® 1577). Tinuvin 1577의 녹는점은 149℃이며, 330℃에서 열적으로 안정하다.
PET5= 700의 SV 및 6.2㎛의 d50을 갖는 15 중량%의 Sylysia 440 이산화 규소 입자 (제조업자: 미국 노스캐롤라이나 그린빌 소재의 후지 실리카 케미칼사(FUJI SILYSIA CHEMICAL LTD)) 및 15 중량%의 폴리에틸렌 테레프탈레이트 원료. SiO2는 이축 압출기에서 폴리에틸렌 테레프탈레이트에 혼입하였다.
PET6= 700의 SV를 갖고, 2.7㎛의 d50을 갖는 15 중량%의 Sylysia 310 P 이산화 규소 입자 (제조자: 미국 노스캐롤라이나 그린빌 소재의 후지 실리카 케미칼사) 및 15 중량%의 폴리에틸렌 테레프탈레이트 원료. SiO2는 이축 압출기에서 폴리에틸렌 테레프탈레이트에 혼입하였다.
PET7= 600의 SV 및 60 중량% 의 TiO2 (루틸 개조한 미국 듀퐁사로부터 타입 R-104)를 갖는 폴리에틸렌 테레프탈레이트 원료. 이산화 티탄은 이축 압출기에서 폴리에틸렌 테레프탈레이트에 혼입하였다.
PET8= 710의 SV를 갖고 공단량체로서 25 몰%의 이소프탈산을 함유하는 폴리에틸렌 테레프탈레이트 원료.
화학식, 제조 조건 및 얻어진 필름 특성을 하기 표 1에 요약하였다.


Claims (15)
- 70 내지 92%의 투명도를 갖는 단층 또는 다층 폴리에스테르 필름에 있어서,
ㆍ 상기 필름은 1.0 중량% 이상의 SiO2 및 최대 2.5 중량%의 SiO2를 포함하며,
이들 SiO2 입자의 d50 값은 3 내지 9㎛이고,
ㆍ 필름의 SV 값은 700 이상이고,
ㆍ 필름의 산란 인자 SF는 2 이상 8 이하이고,
ㆍ 필름의 헤이즈는 60 내지 95%이고,
ㆍ 필름의 선명도는 15 내지 40%이며;
ㆍ 모든 외층은 0.3 중량% (층의 중량 기준) 이상의 유기 UV 안정제를 포함하는 필름. - 제1항에 있어서, 상기 필름의 총 두께는 13㎛ 이상이며 최대 25㎛인 것을 특징으로 하는 필름.
- 제1항 또는 제2항에 있어서, 370㎚ 내지 300㎚의 파장 범위에서 투과율이 40% 미만인 것을 특징으로 하는 필름.
- 제1항, 제2항 또는 제3항 중 어느 한 항에 있어서, 상기 유기 UV 안정제는 트리아진, 벤조트리아졸 또는 벤조옥사지논의 그룹으로부터 선택되는 것을 특징으로 하는 필름.
- 제4항에 있어서, 상기 유기 UV 안정제는 2-(4,6-디페닐-1,3,5-트리아진-2-일)-5-(헥실)옥시페놀 (Tinuvin®1577)인 것을 특징으로 하는 필름.
- 제1항 내지 제5항 중 어느 한 항에 있어서, 각 외층에 첨가되는 상기 UV 안정제의 양은 0.3 내지 3 중량% (각 층의 중량 기준)인 것을 특징으로 하는 필름.
- 제1항 내지 제6항 중 어느 한 항에 있어서, 상기 필름은 필름의 주성분인 폴리에스테르와 비상용성인, 0.3 중량% (필름의 중량 기준) 미만의 미백 중합체를 포함하는 것을 특징으로 하는 필름.
- 제1항 내지 제7항 중 어느 한 항에 있어서, 상기 필름의 모든 층은 1 중량% (각 층의 중량 기준) 미만의 탄산 칼슘 입자, 아파타이트 입자(apatite), (특히 청구항 1에 특정한 이산화 규소보다 작으며 그와 상이한) 기타 이산화 규소 입자, 산화 알루미늄 입자, 가교결합된 폴리스티렌 입자, 가교결합된 폴리메틸 메타크릴레이트(PMMA) 입자, 제올라이트 입자, 규산 알루미늄 입자, TiO2 입자 또는 BaSO4 입자를 포함하는 것을 특징으로 하는 필름.
- 제1항 내지 제8항 중 어느 한 항에 있어서, 상기 필름은 3개의 층을 갖고, 기재층 및 2개의 외부층으로 구성되며, SiO2 입자의 75% 이상은 상기 기재층에 존재하는 것을 특징으로 하는 필름.
- 제9항에 있어서, 상기 외부층은 각각 1.5% 미만의 SiO2 입자를 포함하는 것을 특징으로 하는 필름.
- 제1항 내지 제10항 중 어느 한 항에 있어서, 상기 필름은 다수의 층을 갖고, 하나 이상의 외부층을 가지며, 상기 외부층의 폴리에스테르의 이소프탈산 함량은 상기 폴리에스테르의 디카르복실산 성분에 대해 8 내지 23 몰%인 것을 특징으로 하는 필름.
- 제11항에 있어서, 상기 필름은 3개의 층을 갖고, 기재층 및 2개의 외부층으로 구성되고, 양 외부층의 폴리에스테르의 이소프탈산 함량은 (각 층의 디카르복실산 성분 기준으로) 8 내지 23 몰%인 것을 특징으로 하는 필름.
- 제1항에 따른 폴리에스테르 필름의 제조방법으로서, 상기 층 또는 개별 층의 폴리에스테르 또는 폴리에스테르 혼합물은 각각, 하나 이상의 압출기에서 먼저 압축되어 액화되고, 용융물/용융물(들)은 단층 또는 다층 다이에서 성형되어 평평한 용융 필름을 제공하며, 다음에 냉각 롤 및 하나 이상의 취출 롤에서 프리필름(prefilm) 형태로 연신되고, 이를 냉각 및 경화시킨 다음, 이축연신하는 제조방법에 있어서,
상기 필름은 1.0 중량% 이상의 SiO2 및 최대 2.5 중량%의 SiO2를 포함하며, 이들 SiO2 입자의 d50 값은 3 내지 9㎛이고, 모든 외층은 0.3 중량% (층의 중량 기준) 이상의 유기 UV 안정제를 포함하는 것을 특징으로 하는 제조방법. - 제1항 내지 제12항 중 어느 한 항에 따른 필름의 블라인드 제조용 광산란 필름으로서의 용도.
- 제1항 내지 제12항 중 어느 한 항에 따른 필름의 온실에서의 용도.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| DE102016200875.7A DE102016200875A1 (de) | 2016-01-22 | 2016-01-22 | Biaxial orientierte, UV-stabilisierte, ein- oder mehrschichtige Polyesterfolie mit einer Kombination aus Siliziumdioxidpartikeln als Lichtstreupartikel und einem UV-Stabilisator sowie Verfahren zu ihrer Herstellung und ihre Verwendung in Gewächshausschattenmatten |
| DE102016200875.7 | 2016-01-22 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20170088302A true KR20170088302A (ko) | 2017-08-01 |
Family
ID=57944260
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020170009024A KR20170088302A (ko) | 2016-01-22 | 2017-01-19 | 광산란 입자로서 이산화 규소 입자 및 uv 안정제의 조합을 갖는 이축연신 uv 안정화된 단층 또는 다층 폴리에스테르 필름, 그 제조방법 및 온실 블라인드에서의 그 용도 |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US11040524B2 (ko) |
| EP (1) | EP3196014B1 (ko) |
| JP (1) | JP2017128727A (ko) |
| KR (1) | KR20170088302A (ko) |
| DE (1) | DE102016200875A1 (ko) |
| PL (1) | PL3196014T3 (ko) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2018007962A (es) * | 2016-01-22 | 2018-11-09 | Svensson Ludvig Ab | Pantalla de invernadero. |
| EP3462839B2 (en) * | 2016-05-30 | 2023-03-15 | AB Ludvig Svensson | Energy saving greenhouse screen |
| MX2019013698A (es) * | 2017-07-17 | 2020-01-30 | Svensson Ludvig Ab | Pantalla para invernadero. |
| DE102017216258A1 (de) | 2017-09-14 | 2019-03-14 | Mitsubishi Polyester Film Gmbh | Beschichtete Polyesterfolie mit einer permanenten Antifog-Beschichtung und einer Transparenz von mindesten 93% |
| CN108059775A (zh) * | 2018-01-15 | 2018-05-22 | 李汝胜 | 一种高雾高透的tv光扩散剂的制备方法 |
| WO2019208769A1 (ja) * | 2018-04-27 | 2019-10-31 | 三菱瓦斯化学株式会社 | 光拡散成形体、透明スクリーン用フィルム、及び、光拡散成形体の評価方法 |
| WO2019208770A1 (ja) * | 2018-04-27 | 2019-10-31 | 三菱瓦斯化学株式会社 | 光拡散成形体、透明スクリーン用フィルム、及び、光拡散成形体の評価方法 |
| JP6493598B1 (ja) * | 2018-05-15 | 2019-04-03 | 凸版印刷株式会社 | 調光装置、調光装置の管理方法、および、調光装置の製造方法 |
| JP7293733B2 (ja) * | 2018-05-15 | 2023-06-20 | 凸版印刷株式会社 | 調光装置 |
| EP3911146B1 (en) | 2019-01-18 | 2022-12-28 | AB Ludvig Svensson | Energy saving greenhouse screen |
| DE102020213101A1 (de) * | 2020-10-16 | 2022-04-21 | Mitsubishi Polyester Film Gmbh | Ein- oder mehrschichtige Polyesterfolie mit einer permanenten Antifog-Beschichtung und einer Transparenz von mindestens 92% |
| CN112759873B (zh) * | 2020-12-31 | 2022-09-16 | 东莞市基烁实业有限公司 | 一种高雾度高透光pmma光扩散母粒及其制备方法和应用 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE2346787C3 (de) | 1973-09-17 | 1980-05-08 | Hoechst Ag, 6000 Frankfurt | Schwer entflammbare lineare Polyester, Verfahren zu deren Herstellung und deren Verwendung |
| US4571363A (en) | 1983-12-12 | 1986-02-18 | American Hoechst Corporation | Polyester film primed with crosslinked acrylic polymers |
| US5672428A (en) | 1995-10-17 | 1997-09-30 | Hoechst Celanese Corporation | Silicone release coated polyester film and a process for coating the film |
| GB9617185D0 (en) | 1996-08-15 | 1996-09-25 | Ici Plc | Polymeric film |
| US5783307A (en) * | 1996-11-04 | 1998-07-21 | Eastman Chemical Company | UV stabilized multi-layer structures with detectable UV protective layers and a method of detection |
| US6270888B1 (en) * | 1997-08-07 | 2001-08-07 | Dupont Teijin Films Us Limited Partner | Polymeric film |
| US6218450B1 (en) * | 1999-12-13 | 2001-04-17 | Eastman Chemical Company | Copolyester containing isophthalic acid, 1,4-cyclohexanedimethanol, 4,4′-biphenyldicarboxylic acid and an ultraviolet light absorbing compound and articles made therefrom |
| KR100650482B1 (ko) * | 2000-04-13 | 2006-11-28 | 쓰리엠 이노베이티브 프로퍼티즈 캄파니 | 광 안정 용품 |
| JP4927246B2 (ja) * | 2000-05-16 | 2012-05-09 | 三菱樹脂株式会社 | 共押出積層ポリエステルフィルム |
| DE10051084A1 (de) * | 2000-10-14 | 2002-04-25 | Mitsubishi Polyester Film Gmbh | Matte, biaxial orientierte Polyesterfolie |
| DE10301786A1 (de) * | 2003-01-20 | 2004-07-29 | Mitsubishi Polyester Film Gmbh | Mehrschichtige transparente, biaxial orientierte Polyesterfolie, Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE102004032596A1 (de) | 2004-07-06 | 2006-02-16 | Mitsubishi Polyester Film Gmbh | Mehrschichtige, matte, thermoformbare, IR-reflektierende Polyesterfolie |
| DE102004032595A1 (de) | 2004-07-06 | 2006-02-16 | Mitsubishi Polyester Film Gmbh | Matte, thermoformbare, IR-reflektierende Polyesterfolie |
| US20060270773A1 (en) * | 2005-05-26 | 2006-11-30 | Hale Wesley R | Polyester-polycarbonate blends for diffuser sheets with improved luminance |
| DE102005058918A1 (de) | 2005-12-09 | 2007-06-14 | Mitsubishi Polyester Film Gmbh | Matte, UV-stabilisierte, biaxial orientierte Polyesterfolie mit hoher Siegelnahtfestigkeit |
| WO2007114258A1 (ja) * | 2006-03-31 | 2007-10-11 | Toyo Boseki Kabushiki Kaisha | 光拡散性フィルム |
| DE102008047683A1 (de) * | 2008-09-18 | 2010-03-25 | Mitsubishi Polyester Film Gmbh | Trübe Polyesterfolie mit verbesserter Lichtdurchlässigkeit |
| DE102010007139A1 (de) | 2010-02-05 | 2011-08-11 | Mitsubishi Polyester Film GmbH, 65203 | Mehrschichtige Polyesterfolie hoher optischer Dichte mit einer Gesamtdicke von maximal 60 μm mit zwei weißen Schichten und einer rußhaltigen Außenschicht |
| DE102010007140A1 (de) | 2010-02-05 | 2011-08-11 | Mitsubishi Polyester Film GmbH, 65203 | Mehrschichtige Polyesterfolie mit einer Gesamtdicke von maximal 60 μm mit zwei weißen Außenschichten und einer rußhaltigen Basisschicht mit hoher optischer Dichte |
| DE102011009817A1 (de) | 2011-01-31 | 2011-09-15 | Mitsubishi Polyester Film Gmbh | Transparente, biaxial gestreckte Polyesterfolie mit hohem Cyclohexandimethanolanteil und einem primären und sekundären Dicarbonsäureanteil sowie ein Verfahren zu ihrer Herstellung und ihre Verwendung |
| DE102016209294A1 (de) * | 2016-05-30 | 2017-11-30 | Mitsubishi Polyester Film Gmbh | Biaxial orientierte, UV-stabilisierte, ein- oder mehrschichtige Polyesterfolie mit mindestens einseitiger antireflex-Beschichtung (antiglare) und einer Transparenz von mindestens 93,5 % |
-
2016
- 2016-01-22 DE DE102016200875.7A patent/DE102016200875A1/de not_active Withdrawn
-
2017
- 2017-01-12 US US15/404,866 patent/US11040524B2/en active Active
- 2017-01-17 EP EP17151729.5A patent/EP3196014B1/de active Active
- 2017-01-17 PL PL17151729T patent/PL3196014T3/pl unknown
- 2017-01-19 KR KR1020170009024A patent/KR20170088302A/ko unknown
- 2017-01-23 JP JP2017009323A patent/JP2017128727A/ja not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| EP3196014B1 (de) | 2018-10-24 |
| US11040524B2 (en) | 2021-06-22 |
| JP2017128727A (ja) | 2017-07-27 |
| US20170208752A1 (en) | 2017-07-27 |
| EP3196014A1 (de) | 2017-07-26 |
| DE102016200875A1 (de) | 2017-07-27 |
| PL3196014T3 (pl) | 2019-04-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20170088302A (ko) | 광산란 입자로서 이산화 규소 입자 및 uv 안정제의 조합을 갖는 이축연신 uv 안정화된 단층 또는 다층 폴리에스테르 필름, 그 제조방법 및 온실 블라인드에서의 그 용도 | |
| US10472480B2 (en) | Biaxially oriented UV-resistant, single- or multilayer polyester film with at antireflective coating | |
| AU2017272602B2 (en) | Energy saving greenhouse screen | |
| US11395463B2 (en) | Greenhouse screen | |
| US20200079921A1 (en) | Biaxially oriented, UV-stabilized, single- or multilayer transparent polyester film with a permanent aqueous antifog coating and transparency of at least 93% | |
| KR102571910B1 (ko) | 온실 스크린 | |
| CN113329620B (zh) | 节能温室帘幕 | |
| EA041237B1 (ru) | Энергосберегающий экран для теплицы | |
| BR112021014034B1 (pt) | Tela para estufa com economia de energia |