KR20160127764A - 네팅, 다이, 및 제조 방법 - Google Patents
네팅, 다이, 및 제조 방법 Download PDFInfo
- Publication number
- KR20160127764A KR20160127764A KR1020167026166A KR20167026166A KR20160127764A KR 20160127764 A KR20160127764 A KR 20160127764A KR 1020167026166 A KR1020167026166 A KR 1020167026166A KR 20167026166 A KR20167026166 A KR 20167026166A KR 20160127764 A KR20160127764 A KR 20160127764A
- Authority
- KR
- South Korea
- Prior art keywords
- netting
- polymer
- color
- strand
- polymeric
- Prior art date
Links
- 238000000034 method Methods 0.000 title claims description 24
- 229920000642 polymer Polymers 0.000 claims description 112
- 230000008859 change Effects 0.000 claims description 27
- 230000006835 compression Effects 0.000 claims description 11
- 238000007906 compression Methods 0.000 claims description 11
- 238000009792 diffusion process Methods 0.000 claims description 7
- 239000003086 colorant Substances 0.000 abstract description 15
- 239000000853 adhesive Substances 0.000 abstract description 8
- 230000001070 adhesive effect Effects 0.000 abstract description 8
- 238000001914 filtration Methods 0.000 abstract description 7
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 abstract description 6
- 230000002745 absorbent Effects 0.000 abstract description 3
- 239000002250 absorbent Substances 0.000 abstract description 3
- 239000004746 geotextile Substances 0.000 abstract description 3
- 230000002787 reinforcement Effects 0.000 abstract description 2
- 241000607479 Yersinia pestis Species 0.000 abstract 1
- 230000029663 wound healing Effects 0.000 abstract 1
- 238000001125 extrusion Methods 0.000 description 44
- 239000000463 material Substances 0.000 description 34
- 238000009826 distribution Methods 0.000 description 32
- 229920001971 elastomer Polymers 0.000 description 14
- 239000000806 elastomer Substances 0.000 description 12
- 239000012530 fluid Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 230000008569 process Effects 0.000 description 8
- 230000003287 optical effect Effects 0.000 description 7
- 229920002633 Kraton (polymer) Polymers 0.000 description 6
- 229920001400 block copolymer Polymers 0.000 description 6
- 239000010410 layer Substances 0.000 description 6
- 238000010791 quenching Methods 0.000 description 6
- -1 polypropylene Polymers 0.000 description 5
- 241000255925 Diptera Species 0.000 description 4
- 239000004594 Masterbatch (MB) Substances 0.000 description 4
- 229920001577 copolymer Polymers 0.000 description 4
- 239000004744 fabric Substances 0.000 description 4
- 229920005996 polystyrene-poly(ethylene-butylene)-polystyrene Polymers 0.000 description 4
- 229920002635 polyurethane Polymers 0.000 description 4
- 239000004814 polyurethane Substances 0.000 description 4
- 229920005989 resin Polymers 0.000 description 4
- 239000011347 resin Substances 0.000 description 4
- 238000003491 array Methods 0.000 description 3
- 238000001266 bandaging Methods 0.000 description 3
- 230000008901 benefit Effects 0.000 description 3
- 230000000052 comparative effect Effects 0.000 description 3
- 230000003993 interaction Effects 0.000 description 3
- 239000004745 nonwoven fabric Substances 0.000 description 3
- 238000004806 packaging method and process Methods 0.000 description 3
- 229920000098 polyolefin Polymers 0.000 description 3
- 229920001296 polysiloxane Polymers 0.000 description 3
- 125000006850 spacer group Chemical group 0.000 description 3
- 239000001060 yellow colorant Substances 0.000 description 3
- 208000005230 Leg Ulcer Diseases 0.000 description 2
- 239000004793 Polystyrene Substances 0.000 description 2
- 206010052428 Wound Diseases 0.000 description 2
- 208000027418 Wounds and injury Diseases 0.000 description 2
- 230000001154 acute effect Effects 0.000 description 2
- 230000000386 athletic effect Effects 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 239000000038 blue colorant Substances 0.000 description 2
- 230000000295 complement effect Effects 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- FJKIXWOMBXYWOQ-UHFFFAOYSA-N ethenoxyethane Chemical compound CCOC=C FJKIXWOMBXYWOQ-UHFFFAOYSA-N 0.000 description 2
- 210000003414 extremity Anatomy 0.000 description 2
- 239000000835 fiber Substances 0.000 description 2
- 238000003898 horticulture Methods 0.000 description 2
- 238000003384 imaging method Methods 0.000 description 2
- 230000003902 lesion Effects 0.000 description 2
- 238000005259 measurement Methods 0.000 description 2
- 239000000155 melt Substances 0.000 description 2
- 239000008188 pellet Substances 0.000 description 2
- 229920000728 polyester Polymers 0.000 description 2
- 229920006124 polyolefin elastomer Polymers 0.000 description 2
- 229920002223 polystyrene Polymers 0.000 description 2
- 239000004800 polyvinyl chloride Substances 0.000 description 2
- 229920000915 polyvinyl chloride Polymers 0.000 description 2
- 230000000171 quenching effect Effects 0.000 description 2
- 230000005855 radiation Effects 0.000 description 2
- 239000005060 rubber Substances 0.000 description 2
- 239000002344 surface layer Substances 0.000 description 2
- 241000271566 Aves Species 0.000 description 1
- 244000025254 Cannabis sativa Species 0.000 description 1
- 229920008347 Cellulose acetate propionate Polymers 0.000 description 1
- 229920002284 Cellulose triacetate Polymers 0.000 description 1
- 241000579895 Chlorostilbon Species 0.000 description 1
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- RYECOJGRJDOGPP-UHFFFAOYSA-N Ethylurea Chemical compound CCNC(N)=O RYECOJGRJDOGPP-UHFFFAOYSA-N 0.000 description 1
- 244000043261 Hevea brasiliensis Species 0.000 description 1
- 241000238631 Hexapoda Species 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 239000005062 Polybutadiene Substances 0.000 description 1
- 239000004695 Polyether sulfone Substances 0.000 description 1
- 239000004698 Polyethylene Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- 229920002367 Polyisobutene Polymers 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- 229920002396 Polyurea Polymers 0.000 description 1
- 239000004820 Pressure-sensitive adhesive Substances 0.000 description 1
- 229910000831 Steel Inorganic materials 0.000 description 1
- NNLVGZFZQQXQNW-ADJNRHBOSA-N [(2r,3r,4s,5r,6s)-4,5-diacetyloxy-3-[(2s,3r,4s,5r,6r)-3,4,5-triacetyloxy-6-(acetyloxymethyl)oxan-2-yl]oxy-6-[(2r,3r,4s,5r,6s)-4,5,6-triacetyloxy-2-(acetyloxymethyl)oxan-3-yl]oxyoxan-2-yl]methyl acetate Chemical compound O([C@@H]1O[C@@H]([C@H]([C@H](OC(C)=O)[C@H]1OC(C)=O)O[C@H]1[C@@H]([C@@H](OC(C)=O)[C@H](OC(C)=O)[C@@H](COC(C)=O)O1)OC(C)=O)COC(=O)C)[C@@H]1[C@@H](COC(C)=O)O[C@@H](OC(C)=O)[C@H](OC(C)=O)[C@H]1OC(C)=O NNLVGZFZQQXQNW-ADJNRHBOSA-N 0.000 description 1
- 239000003570 air Substances 0.000 description 1
- 229910045601 alloy Inorganic materials 0.000 description 1
- 239000000956 alloy Substances 0.000 description 1
- 239000012080 ambient air Substances 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009530 blood pressure measurement Methods 0.000 description 1
- 210000001124 body fluid Anatomy 0.000 description 1
- 239000010839 body fluid Substances 0.000 description 1
- 229920005549 butyl rubber Polymers 0.000 description 1
- 229920006217 cellulose acetate butyrate Polymers 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000021615 conjugation Effects 0.000 description 1
- 238000010276 construction Methods 0.000 description 1
- 238000001816 cooling Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000002425 crystallisation Methods 0.000 description 1
- 230000008025 crystallization Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- 238000005315 distribution function Methods 0.000 description 1
- 239000000975 dye Substances 0.000 description 1
- 239000013013 elastic material Substances 0.000 description 1
- 229910052876 emerald Inorganic materials 0.000 description 1
- 239000010976 emerald Substances 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 210000000416 exudates and transudate Anatomy 0.000 description 1
- 229920001112 grafted polyolefin Polymers 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000000040 green colorant Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000005304 joining Methods 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 230000002175 menstrual effect Effects 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- KYTZHLUVELPASH-UHFFFAOYSA-N naphthalene-1,2-dicarboxylic acid Chemical compound C1=CC=CC2=C(C(O)=O)C(C(=O)O)=CC=C21 KYTZHLUVELPASH-UHFFFAOYSA-N 0.000 description 1
- 229920003052 natural elastomer Polymers 0.000 description 1
- 229920001194 natural rubber Polymers 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 239000005022 packaging material Substances 0.000 description 1
- 239000002245 particle Substances 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920003207 poly(ethylene-2,6-naphthalate) Polymers 0.000 description 1
- 229920001200 poly(ethylene-vinyl acetate) Polymers 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920000052 poly(p-xylylene) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 229920002857 polybutadiene Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920006393 polyether sulfone Polymers 0.000 description 1
- 229920000573 polyethylene Polymers 0.000 description 1
- 239000011112 polyethylene naphthalate Substances 0.000 description 1
- 229920000139 polyethylene terephthalate Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- SCUZVMOVTVSBLE-UHFFFAOYSA-N prop-2-enenitrile;styrene Chemical compound C=CC#N.C=CC1=CC=CC=C1 SCUZVMOVTVSBLE-UHFFFAOYSA-N 0.000 description 1
- 230000003252 repetitive effect Effects 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010959 steel Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 229920000638 styrene acrylonitrile Polymers 0.000 description 1
- 229920006132 styrene block copolymer Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 210000004243 sweat Anatomy 0.000 description 1
- 238000010998 test method Methods 0.000 description 1
- 238000012360 testing method Methods 0.000 description 1
- 238000011285 therapeutic regimen Methods 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 210000002700 urine Anatomy 0.000 description 1
- 230000000007 visual effect Effects 0.000 description 1
- 210000000707 wrist Anatomy 0.000 description 1
Images











Classifications
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/02—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments
- D04H3/05—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of forming fleeces or layers, e.g. reorientation of yarns or filaments in another pattern, e.g. zig-zag, sinusoidal
-
- B29C47/06—
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/00051—Accessories for dressings
- A61F13/00059—Accessories for dressings provided with visual effects, e.g. printed or colored
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61F—FILTERS IMPLANTABLE INTO BLOOD VESSELS; PROSTHESES; DEVICES PROVIDING PATENCY TO, OR PREVENTING COLLAPSING OF, TUBULAR STRUCTURES OF THE BODY, e.g. STENTS; ORTHOPAEDIC, NURSING OR CONTRACEPTIVE DEVICES; FOMENTATION; TREATMENT OR PROTECTION OF EYES OR EARS; BANDAGES, DRESSINGS OR ABSORBENT PADS; FIRST-AID KITS
- A61F13/00—Bandages or dressings; Absorbent pads
- A61F13/02—Adhesive bandages or dressings
- A61F13/0273—Adhesive bandages for winding around limb, trunk or head, e.g. cohesive
-
- B29C47/0064—
-
- B29C47/043—
-
- B29C47/145—
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/001—Combinations of extrusion moulding with other shaping operations
- B29C48/0021—Combinations of extrusion moulding with other shaping operations combined with joining, lining or laminating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/13—Articles with a cross-section varying in the longitudinal direction, e.g. corrugated pipes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/17—Articles comprising two or more components, e.g. co-extruded layers the components having different colours
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/19—Articles comprising two or more components, e.g. co-extruded layers the components being layers the layers being joined at their edges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
- B29C48/20—Articles comprising two or more components, e.g. co-extruded layers the components being layers one of the layers being a strip, e.g. a partially embedded strip
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/305—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets
- B29C48/307—Extrusion nozzles or dies having a wide opening, e.g. for forming sheets specially adapted for bringing together components, e.g. melts within the die
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D28/00—Producing nets or the like, e.g. meshes, lattices
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/005—Synthetic yarns or filaments
- D04H3/007—Addition polymers
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/14—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic yarns or filaments produced by welding
-
- D—TEXTILES; PAPER
- D04—BRAIDING; LACE-MAKING; KNITTING; TRIMMINGS; NON-WOVEN FABRICS
- D04H—MAKING TEXTILE FABRICS, e.g. FROM FIBRES OR FILAMENTARY MATERIAL; FABRICS MADE BY SUCH PROCESSES OR APPARATUS, e.g. FELTS, NON-WOVEN FABRICS; COTTON-WOOL; WADDING ; NON-WOVEN FABRICS FROM STAPLE FIBRES, FILAMENTS OR YARNS, BONDED WITH AT LEAST ONE WEB-LIKE MATERIAL DURING THEIR CONSOLIDATION
- D04H3/00—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length
- D04H3/08—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating
- D04H3/16—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion
- D04H3/163—Non-woven fabrics formed wholly or mainly of yarns or like filamentary material of substantial length characterised by the method of strengthening or consolidating with bonds between thermoplastic filaments produced in association with filament formation, e.g. immediately following extrusion at spaced points or locations
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/345—Extrusion nozzles comprising two or more adjacently arranged ports, for simultaneously extruding multiple strands, e.g. for pelletising
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2021/00—Use of unspecified rubbers as moulding material
- B29K2021/003—Thermoplastic elastomers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2101/00—Use of unspecified macromolecular compounds as moulding material
- B29K2101/12—Thermoplastic materials
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0018—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds having particular optical properties, e.g. fluorescent or phosphorescent
- B29K2995/002—Coloured
- B29K2995/0021—Multi-coloured
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2995/00—Properties of moulding materials, reinforcements, fillers, preformed parts or moulds
- B29K2995/0037—Other properties
- B29K2995/0046—Elastic
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2028/00—Nets or the like
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/753—Medical equipment; Accessories therefor
-
- D—TEXTILES; PAPER
- D10—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B—INDEXING SCHEME ASSOCIATED WITH SUBLASSES OF SECTION D, RELATING TO TEXTILES
- D10B2509/00—Medical; Hygiene
- D10B2509/02—Bandages, dressings or absorbent pads
- D10B2509/028—Elastic support stockings or elastic bandages
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Textile Engineering (AREA)
- Health & Medical Sciences (AREA)
- Life Sciences & Earth Sciences (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Vascular Medicine (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Manufacturing & Machinery (AREA)
- Extrusion Moulding Of Plastics Or The Like (AREA)
- Nonwoven Fabrics (AREA)
- Laminated Bodies (AREA)
Abstract
중합체 스트랜드들의 어레이를 포함하는 네팅으로서, 중합체 스트랜드들은 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되며, 이때 적어도 2개의 중합체 스트랜드는 상이한 높이 또는 색을 갖는, 네팅. 본 명세서에 기술된 네팅은 환부 치료, 테이프, 여과, 흡수 용품, 해충 방제 용품, 지오텍스타일 응용, 의복 내의 물/증기 관리, 부직포 용품을 위한 보강재, 자가 팽창 용품, 바닥 커버링, 그립 지지체, 운동 용품 및 패턴 코팅된 접착제를 비롯한 다양한 용도를 갖는다.
Description
중합체 네트가 종이 용품 또는 저가 직물(예컨대, 위생지 용품, 종이 표지, 및 중량물 백에서)의 보강재, 부직포 실내 장식용 천, 창문 커튼, 장식용 네팅(netting), 포장 재료, 모기장, 곤충 또는 조류로부터 보호하기 위한 보호용 원예 네팅, 풀 또는 식물의 성장을 위한 배킹(backing), 스포츠 네팅, 라이트 피싱 네팅(light fishing netting), 및 필터 재료를 비롯한 매우 다양한 응용에 사용된다.
중합체 네트를 제조하기 위한 압출 공정이 당업계에 잘 알려져 있다. 이들 공정 중 많은 것은 이동 부품을 갖는 복잡한 다이를 필요로 한다. 이들 공정 중 많은 것은 단지 비교적 큰 직경의 스트랜드(strand) 및/또는 비교적 큰 메시(mesh) 또는 개방부(opening) 크기를 갖는 비교적 두꺼운 네팅을 제조하는 데 사용될 수 있을 뿐이다.
중합체 네팅은 또한 상호 엇갈린 단속적인 라인들의 패턴을 슬리팅(slitting)하고 슬리팅된 필름을 일축으로 또는 이축으로 연신시키면서 확장시킴으로써 필름으로부터 얻어질 수 있다. 이러한 공정은 비교적 약한 교차점을 갖는 비교적 큰 메시의 네팅을 제조하는 경향이 있다.
대안적인 네팅 구성 배열 및 그것이 제공하는 특성뿐만 아니라, 이러한 대안적인 네팅 구성 배열을 제조하기 위한 방법에 대한 필요성이 존재한다.
일 태양에서, 본 개시는 중합체 스트랜드들(몇몇 실시예에서, 적어도 교번하는 제1 및 제2(선택적으로, 제3, 제4, 또는 그 초과) 중합체 스트랜드들)의 어레이를 포함하는 네팅으로서, 중합체 스트랜드들은 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되지만, 실질적으로 서로 교차하지 않으며(즉, 수를 기준으로 적어도 50(적어도 55, 60, 65, 70, 75, 80, 85, 90, 95, 99, 또는 심지어 100) 퍼센트), 네팅은 최대 1000 마이크로미터(몇몇 실시예에서, 최대 750 마이크로미터, 몇몇 실시예에서, 최대 500 마이크로미터, 250 마이크로미터, 100 마이크로미터, 75 마이크로미터, 50 마이크로미터, 또는 심지어 최대 25 마이크로미터; 10 마이크로미터 내지 750 마이크로미터, 10 마이크로미터 내지 750 마이크로미터, 10 마이크로미터 내지 500 마이크로미터, 10 마이크로미터 내지 250 마이크로미터, 10 마이크로미터 내지 100 마이크로미터, 10 마이크로미터 내지 75 마이크로미터, 10 마이크로미터 내지 50 마이크로미터, 또는 심지어 10 마이크로미터 내지 25 마이크로미터의 범위)의 두께를 갖는, 네팅을 기술한다. 적어도 제1 및 제2 중합체 스트랜드들을 갖는 실시예의 경우, 제1 및 제2 중합체 스트랜드들의 중합체들은 동일하거나 상이할 수 있다. 실시예에서, 제1 및 제2 중합체 스트랜드들은 각각 상이한 색을 나타낸다.
다른 태양에서, 본 개시는 적어도 2가지 상이한 유형의 대체로 연속적인 요소를 포함하며, 이들 중 하나가 리본(ribbon)과 유사하고 그것의 에지가 네팅 내에 배향되는, 중합체 네팅을 제공한다. 리본-유사 스트랜드는 제2 요소, 즉 요동(oscillating) 스트랜드에 의해 제 위치에 적어도 부분적으로 유지될 수 있다. 중합체 리본은 하나의 중합체 스트랜드에만 단속적으로 접합되는 주 표면(major surface)을 구비한다. 요동 중합체 스트랜드는, 그 표현이 시사하는 바와 같이, 인접한 리본-유사 스트랜드들 상의 접합 영역 사이에서 요동한다. 몇몇 실시예에서, 중합체 리본이 탄성적이거나, 중합체 요동 스트랜드가 탄성적이거나, 중합체 리본 및 중합체 스트랜드 둘 모두가 탄성적이다.
일 태양에서, 본 개시는 중합체 리본 및 중합체 요동 스트랜드를 포함하는 중합체 네팅을 제공한다. 중합체 리본과 요동 스트랜드 각각은 길이 및 폭을 가지며, 이때 길이는 최장 치수이고 폭은 최단 치수이다.
다른 태양에서, 본 개시는 압출 다이를 제공한다. 압출 다이는 적어도 하나의 공동(cavity), 분배 표면, 및 적어도 하나의 공동과 분배 표면 사이의 유체 통로를 포함한다. 분배 표면은 제2 분배 오리피스들의 어레이에 의해 분리되는 제1 분배 오리피스들의 어레이를 구비하고, 제1 분배 오리피스, 제2 분배 오리피스, 및 임의의 다른 분배 오리피스는 분배 표면을 가로질러 단일 열(single row)로 배열된다. 제1 및 제2 분배 오리피스들은 각각 높이 및 폭을 갖는다.
본 명세서에 기술된 네팅은 환부 치료 및 다른 의료 응용(예컨대, 탄력 붕대-유사 재료, 외과용 드레이프 및 가운을 위한 표면 층, 및 캐스트 패딩), 테이프(의료 응용 포함), 여과, 흡수 용품(예컨대, 기저귀 및 여성용 위생 제품)(예컨대, 용품 내의 층(들)으로서 그리고/또는 용품을 위한 부착 시스템의 일부로서), 해충 방제 용품(예컨대, 모기장), 지오텍스타일 응용(예컨대, 침식 방지 직물), 의복 내의 물/증기 관리, 부직포 용품(예컨대, 종이 타월)을 위한 보강재, 평균 제1 항복 강도를 갖는 제1 스트랜드를 갖춘 네팅 - 여기서 제2 스트랜드는 제1 항복 강도와는 상이한(예컨대, 적어도 10 퍼센트 상이한) 평균 제2 항복 강도를 가짐 - 을 연신시킴으로써 네팅 두께가 증가되는 자가 팽창 용품(self bulking article)(예컨대, 패키징을 위한), 바닥 커버링(예컨대, 러그(rug) 및 임시 매트), 공구를 위한 그립 지지체, 운동 용품, 및 패턴 코팅된 접착제를 비롯한 다양한 용도를 갖는다.
용어 "리본(ribbon)"은 대체로 곧은(straight) 외양을 갖는 예시적인 중합체 네팅에서 종방향으로 연장되는 요소를 지칭한다.
중합체 리본의 주 표면은 리본의 높이 및 길이에 의해 한정되는 표면이다.
용어 "다수의" 및 "복수의"는 하나 초과를 지칭한다.
용어 "탄성적"은 연신 또는 변형으로부터의 복원을 나타내는 임의의 재료(예를 들어, 0.002 mm 내지 0.5 mm 두께인 필름)를 지칭한다. 몇몇 실시예에서, 연신력의 인가 시에, 재료가 그것의 초기 길이보다 적어도 약 25(몇몇 실시예에서, 50) 퍼센트만큼 큰 길이로 연신될 수 있고 연신력의 해제 시에 그것의 연신의 적어도 40 퍼센트만큼 복원할 수 있으면, 그러한 재료는 탄성적인 것으로 고려될 수 있다. "연신율"은 퍼센트의 관점에서 {(연장된 길이 ― 초기 길이)/초기 길이}에 100을 곱한 것을 지칭한다.
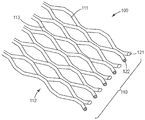
도 1은 어레이 전체에 걸쳐 접합 영역에서 주기적으로 함께 결합된 한 세트의 스트랜드들을 갖춘 본 명세서에 기술된 예시적인 네팅의 사시도.
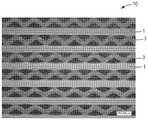
도 2는 본 명세서에 기술된 예시적인 네팅의 50배 디지털 광학 이미지.
도 3은 본 개시에 따른 중합체 네팅의 실시예의 50배 디지털 광학 이미지의 측단면도.
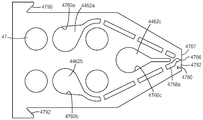
도 4는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심(shim)들의 반복 배열(repeating sequence)을 형성하기에 적합한 예시적인 심의 평면도.
도 5는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 6은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 7은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 8은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 9는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 10a 및 도 10b는 조립된 상태에 있는 도 4, 도 5 및 도 6의 심들의 반복 배열의 사시도.
도 11a 및 도 11b는 조립된 상태에 있는 도 4, 도 5 및 도 7의 심들의 반복 배열의 사시도.
도 12a 및 도 12b는 조립된 상태에 있는 도 4, 도 8 및 도 9의 심들의 반복 배열의 사시도.
도 13은 도 10 내지 도 12의 심들의 반복 배열의 다수의 반복으로 구성된 압출 다이에 적합한 예시적인 마운트(mount)의 분해 사시도.
도 14는 조립된 상태에 있는 도 9의 마운트의 사시도.
도 15는 본 명세서에 기술된 예시적인 다색 네팅의 주어진 관찰 각도(viewing angle)에서의 색상각(hue angle)의 변화율의 그래픽 표현.
도 16은 본 명세서에 기술된 예시적인 네팅의 주어진 관찰 각도에서의 색상각의 변화율의 그래픽 표현.
도 2는 본 명세서에 기술된 예시적인 네팅의 50배 디지털 광학 이미지.
도 3은 본 개시에 따른 중합체 네팅의 실시예의 50배 디지털 광학 이미지의 측단면도.
도 4는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심(shim)들의 반복 배열(repeating sequence)을 형성하기에 적합한 예시적인 심의 평면도.
도 5는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 6은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 7은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 8은 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 9는 본 명세서에 기술된 바와 같은 네팅을 형성할 수 있는 심들의 반복 배열을 형성하기에 적합한 다른 예시적인 심의 평면도.
도 10a 및 도 10b는 조립된 상태에 있는 도 4, 도 5 및 도 6의 심들의 반복 배열의 사시도.
도 11a 및 도 11b는 조립된 상태에 있는 도 4, 도 5 및 도 7의 심들의 반복 배열의 사시도.
도 12a 및 도 12b는 조립된 상태에 있는 도 4, 도 8 및 도 9의 심들의 반복 배열의 사시도.
도 13은 도 10 내지 도 12의 심들의 반복 배열의 다수의 반복으로 구성된 압출 다이에 적합한 예시적인 마운트(mount)의 분해 사시도.
도 14는 조립된 상태에 있는 도 9의 마운트의 사시도.
도 15는 본 명세서에 기술된 예시적인 다색 네팅의 주어진 관찰 각도(viewing angle)에서의 색상각(hue angle)의 변화율의 그래픽 표현.
도 16은 본 명세서에 기술된 예시적인 네팅의 주어진 관찰 각도에서의 색상각의 변화율의 그래픽 표현.
도 1을 참조하면, 본 명세서에 기술된 예시적인 제1 네팅(100)은 어레이(110) 전체에 걸쳐 접합 영역(113)에서 주기적으로 함께 결합된 중합체 스트랜드들의 어레이(110)를 구비한다. 네팅(100)은 대체로 대향된 제1 및 제2 주 표면(111, 112)을 구비한다. 접합 영역(113)은 제1 및 제2 주 표면(111, 112)에 대체로 수직이다. 어레이(110)는 제1 복수의 스트랜드(121) 및 제2 복수의 스트랜드(122)를 구비한다. 제1 주 표면(111)은 제1 및 제2 복수의 스트랜드의 제1 주 표면을 포함한다. 제2 주 표면(112)은 제1 및 제2 복수의 스트랜드(121, 122)의 제2 주 표면을 포함한다. 제1 복수의 스트랜드(121)는 제1 재료를 포함한다. 제2 복수의 스트랜드(122)는 제2 재료를 포함한다. 제1 재료와 제2 재료는 전형적으로 색 또는 조성이 상이하다. 네팅의 추가의 태양을 각각 아우젠(Ausen) 등의 국제 특허 출원 공개 WO2013/028654호, WO2013/032683호, 및 WO2013/052371호에서 찾아볼 수 있으며, 이들 국제 특허 출원 공개 각각은 전체적으로 본 명세서에 참고로 포함된다.
도 2는 본 개시에 따른 중합체 네팅(10)의 실시예를 예시한 디지털 이미지이다. 이 실시예의 중합체 네팅은 곧은, 리본-유사 중합체 스트랜드(1) 및 요동 중합체 스트랜드(3)를 포함한다. 중합체 리본(1)들은 각각 단일 중합체 스트랜드(3)에 단속적으로 결합된 제1 주 표면을 구비한다. 중합체 리본(1)의 제1 주 표면이 단일 중합체 스트랜드(3)에 단속적으로 결합된다고 할 때, 중합체 스트랜드(3)가 중합체 리본(1)과 중합체 리본(1)의 반대측에 있는 네팅의 다른 부분에 대한 접합 사이에서 요동하는 것을 알 수 있다. 따라서, 중합체 스트랜드(3)는 또한 본 명세서에서 요동 스트랜드로 지칭된다. 예시된 실시예에서, 2개의 인접한 중합체 리본(1)이 2개의 인접한 중합체 리본에 적어도 부분적으로 교대로 접합된 단일 중합체 스트랜드(3)에 의해 함께 결합된다. 그러나, 이는 필요조건은 아니다. 중합체 리본(1)의 주 표면이 중합체 리본(1) 및 네팅의 다른 스트랜드 또는 리본에 적어도 부분적으로 교대로 접합된 중합체 스트랜드(3)에 단속적으로 접합되기 때문에, 중합체 리본(1)은 전형적으로 중합체 스트랜드(3)에 의해 교차되지 않는다. 임의의 하나의 요동 스트랜드(3)가 접합 영역에서 다른 요동 스트랜드에 단속적으로 결합될 수 있는 것이 또한 인식되어야 한다. 네트가 압출되는 전술된 방법의 임의의 실시예에서, 중합체의 스트랜드들은 전형적으로 실질적으로 서로 교차하지 않는다(즉, 수를 기준으로 적어도 50(적어도 55, 60, 65, 70, 75, 80, 85, 90, 95, 99, 또는 심지어 100) 퍼센트가 서로 교차하지 않음).
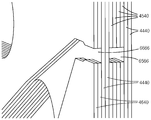
도 3은 본 개시에 따른 중합체 네팅(10)의 다른 실시예의 측면도를 예시한다. 중합체 리본(1) 및 중합체 스트랜드(3)는 각각 길이, 폭 "w1" 및 "w3", 및 높이 "h1" 및 "h3"을 갖는다. 중합체 리본(1) 및 스트랜드(3)의 길이는 최장 치수이고, 도 2에 도시되지 않는다. 폭은 최단 치수이다. 리본의 높이 "h1" 및 스트랜드의 높이 "h3"은 전형적으로, 각각, 각자의 길이와 폭 사이에 있다. 그러나, 스트랜드(3)는 또한 그것의 폭 "w3"과 실질적으로 동일한 높이 "h3"을 가질 수 있다. 원형 스트랜드의 경우, 높이 및 폭은 둘 모두 직경으로 지칭될 수 있다. 중합체 스트랜드의 높이는 대체로 중합체 리본의 높이보다 크다.
도 2 및 도 3에 도시된 실시예에서, 중합체 리본과 중합체 요동 스트랜드는 교번한다. 본 개시에 따른 그리고/또는 본 명세서에 개시된 방법에 따라 제조된 중합체 네팅의 몇몇 실시예에서, 중합체 요동 스트랜드는 중합체 네팅의 적어도 일부분에서 제1 또는 제2 중합체 리본 중 적어도 하나와 교번한다. 이는 하나의 중합체 스트랜드가 임의의 2개의 인접한 중합체 리본 사이에 배치되고 하나의 중합체 리본이 임의의 2개의 인접한 중합체 스트랜드 사이에 배치됨을 의미한다. 다른 실시예에서, 2개 이상의 요동 스트랜드가 임의의 2개의 인접한 중합체 리본-유사 스트랜드 사이에 결합되도록, 임의의 하나의 요동 스트랜드가 접합 영역에서 다른 요동 스트랜드에 단속적으로 결합될 수 있다.
본 명세서에 개시된 중합체 네팅 내의 개별 중합체 리본 및 중합체 스트랜드의 형상은 다양한 요인에 좌우될 수 있다. 전술된 바와 같이, 전형적으로 중합체 리본보다 키가 큰 중합체 스트랜드는 중합체 리본보다 빠른 속도로 다이로부터 빠져나가고, 요동하고 있다. 따라서, 몇몇 실시예에서, 중합체 리본은, 예를 들어, 신장력(extension force)이 중합체 네팅에 가해지지 않을 때, 실질적으로 곧을 수 있다. 그러나, 중합체 리본과 스트랜드 사이의 높이에 있어서의 차이, 중합체 리본의 주 표면 상의 중합체 스트랜드의 배치, 및 중합체 리본 및 중합체 스트랜드가 그것으로부터 제조되는 재료의 모듈러스(modulus)에 따라, 중합체 리본 및 중합체 스트랜드 둘 모두는 길이 방향으로 사인곡선형 경로(sinusoidal path)를 차지할 수 있다. 예를 들어 도 3은 중합체 리본의 일부분이 곧게 보이고, 중합체 리본의 일부분이 어느 정도 사인곡선형으로 요동하는 것으로 보이는, 본 명세서에 개시된 중합체 네팅의 평면도를 예시한다.
도 2 및 도 3에서, 중합체 리본의 폭이 각각 대략 동일하고, 중합체 스트랜드의 폭이 모두 대략 동일하지만, 이는 필요조건은 아니다. 중합체 리본 및/또는 중합체 스트랜드의 폭은 네팅을 가로질러(예컨대, 중합체 리본 및 중합체 스트랜드의 길이에 대해 가로지르는 방향으로) 변할 수 있다. 예를 들어, 중합체 리본 또는 중합체 스트랜드 중 적어도 하나가 에지 상에서보다 네팅의 중심에서 더 큰 폭을 가질 수 있거나, 그 반대일 수 있다.
도 2 및 도 3에서, 중합체 네팅 내의 다양한 중합체 리본과 중합체 스트랜드 사이의 간격이 대략 동일하지만, 이것 또한 필요조건은 아니다. 임의의 2개의 인접한 중합체 리본 또는 임의의 2개의 인접한 중합체 스트랜드 사이의 간격은 웨브-횡단 방향(cross-web direction)으로 달라질 수 있다. 예를 들어, 임의의 2개의 인접한 중합체 리본 또는 임의의 2개의 인접한 중합체 스트랜드는 에지 상에서보다 네팅의 중심에서 함께 더 근접하게 위치될 수 있거나, 그 반대일 수 있다. 전형적인 단면 평면도에서, 중합체 스트랜드들 모두가 중합체 리본의 주 표면에 동일하게 접합되는 것으로 보이지는 않을 것이다.
다른 방법이 유용할 수 있지만, 네팅을 압출하는 것은 서로 인접하게 위치된 복수의 심을 갖춘 압출 다이를 제공하는 것을 포함하며, 이때 심들은 함께 제1 공동 및 제2 공동을 한정하고, 압출 다이는 제1 공동과 유체 연통하는 복수의 제1 분배 오리피스를 구비하고 제2 공동에 연결되는 복수의 제2 분배 오리피스를 구비하되, 제1 및 제2 분배 오리피스는 교번된다. 제1 중합체 스트랜드가 제1 분배 오리피스로부터 제1 스트랜드 속도로 분배되면서 동시에 제2 중합체 스트랜드가 제2 분배 오리피스로부터 제2 스트랜드 속도로 분배된다. 몇몇 실시예에서, 제1 스트랜드 속도는 제2 스트랜드 속도의 2배 내지 6배 또는 2배 내지 4배의 범위이다. 스트랜드 속도에 있어서의 차이는, 몇몇 실시예에서, 제1 스트랜드와 제2 스트랜드 사이의, 중심선으로부터 측정된 바와 같은, 높이에 있어서의 측정가능한 차이를 유발할 수 있다. 다른 실시예에서, 압출 속도는 동일하다. 몇몇 실시예에서, 압출 다이의 제1 공동에는 제1 중합체를 제1 어레이로부터 제1 스트랜드 속도로 분배하기 위해 제1 압력에서 제1 중합체가 공급되고, 압출 다이의 제2 공동에는 제2 중합체를 제2 어레이로부터 제2 스트랜드 속도로 분배하기 위해 제2 압력에서 제2 중합체가 공급되며, 여기서 제1 스트랜드 속도는 제2 스트랜드 속도의 적어도 2배(몇몇 실시예에서, 2배 내지 6배, 또는 2배 내지 4배)이다. 몇몇 실시예에서, 복수의 심은 제1 공동과 제1 분배 오리피스들 중 적어도 하나 사이의 통로를 제공하는 심 및 제2 공동과 제2 분배 오리피스들 중 적어도 하나 사이의 통로를 제공하는 심을 포함하는 복수의 반복 배열의 심을 포함한다.
제1 스트랜드 속도가 제2 스트랜드 속도보다 빠른 실시예에서, 제1 중합체를 포함하는 스트랜드가 제2 중합체의 인접한 스트랜드들 사이에서 요동하는 것으로 보일 것이다. 바꾸어 말하면, 제1 스트랜드 속도로 분배되는 스트랜드와 제2 속도로 분배되는 2개의 스트랜드 사이의 접합 영역의 위치가 어레이의 길이를 따라 인접한 곧은 스트랜드들 사이에서 교번할 것이다.
이들 실시예 중 일부의 경우, 네팅은 복수의 심을 통해 압출된다. 복수의 심은 제1 및 제2 공동과 제1 분배 오리피스 사이의 통로를 제공하는 심을 포함하는 복수의 적어도 하나의 반복 배열의 심을 포함한다. 이들 실시예 중 일부에서, 제1 및/또는 제2 공동, 및/또는 제3(또는 그 초과) 공동과 제2 분배 오리피스 사이의 통로를 제공하는 추가의 심이 존재할 것이다. 전형적으로, 본 명세서에 기술된 다이의 심들 모두가 통로를 갖지는 않는데, 왜냐하면 일부가 임의의 공동과 분배 오리피스 사이의 통로를 제공하지 않는 스페이서 심(spacer shim)일 수 있기 때문이다. 몇몇 실시예에서, 적어도 하나의 스페이서 심을 추가로 포함하는 반복 배열이 존재한다. 제1 분배 오리피스로의 통로를 제공하는 심의 수는 제2 분배 오리피스로의 통로를 제공하는 심의 수와 동일하거나 동일하지 않을 수 있다.
몇몇 실시예에서, 제1 분배 오리피스들과 제2 분배 오리피스들은 동일 선상에 있다. 몇몇 실시예에서, 제1 분배 오리피스들은 동일 선상에 있고, 제2 분배 오리피스들이 또한 동일 선상에 있지만 제1 분배 오리피스들로부터 오프셋되고 그들과 동일 선상에 있지 않다.
몇몇 실시예에서, 본 명세서에 기술된 압출 다이는 복수의 심을 지지하기 위한 한 쌍의 단부 블록(end block)을 포함한다. 이들 실시예에서, 심들 중 하나 또는 전부가 한 쌍의 단부 블록 사이에서 커넥터의 통과를 위한 하나 이상의 관통 구멍을 각각 구비하는 것이 편리할 수 있다. 그러한 관통 구멍 내에 배치된 볼트가 심을 단부 블록에 조립하기 위한 하나의 편리한 접근법이지만, 당업자는 압출 다이를 조립하기 위한 다른 대안을 인지할 수 있다. 몇몇 실시예에서, 적어도 하나의 단부 블록은 공동들 중 하나 또는 둘 모두 내로의 유체 재료의 도입을 위한 입구 포트를 구비한다.
몇몇 실시예에서, 심들은 다양한 유형의 심들의 반복 배열을 제공하는 계획에 따라 조립될 것이다. 반복 배열은 반복당 다양한 수의 심을 구비할 수 있다.
예시적인 통로 단면 형상은 정사각형, 직사각형, 및 다른 4변형 형상을 포함한다. 예를 들어 심들의 반복 배열 내의 통로들의 형상은 동일하거나 상이할 수 있다. 예를 들어, 몇몇 실시예에서, 제1 공동과 제1 분배 오리피스 사이의 통로를 제공하는 심은 제2 공동과 제2 분배 오리피스 사이의 도관(conduit)을 제공하는 심에 비해 유동 제한(flow restriction)을 가질 수 있다. 예를 들어 심들의 반복 배열 내의 원위 개방부(distal opening)의 폭은 동일하거나 상이할 수 있다. 예를 들어, 제1 공동과 제1 분배 오리피스 사이의 도관을 제공하는 심들에 의해 제공되는 원위 개방부의 부분은 제2 공동과 제2 분배 오리피스 사이의 도관을 제공하는 심들에 의해 제공되는 원위 개방부의 부분보다 좁을 수 있다.
몇몇 실시예에서, 조립된 심들(편리하게는 단부 블록들 사이에 볼트 체결됨)은 심들을 지지하기 위한 매니폴드 본체를 추가로 포함한다. 매니폴드 본체는 내부에 적어도 하나의(또는 그 초과의(예컨대, 2개 또는 3개의, 4개의, 또는 그 초과의)) 매니폴드를 구비하며, 이때 매니폴드는 출구를 구비한다. 매니폴드 본체 및 심을 밀봉하기 위해 팽창 시일(expansion seal)(예컨대, 구리 또는 그의 합금으로 제조됨)이 배치되어, 팽창 시일이 공동들 중 적어도 하나의 일부분(몇몇 실시예에서, 제1 공동 및 제2 공동 둘 모두의 일부분)을 한정하고, 팽창 시일이 매니폴드와 공동 사이의 도관을 허용한다.
몇몇 실시예에서, 본 명세서에 기술된 압출 다이에 관하여, 제1 및 제2 어레이의 분배 오리피스들 각각은 폭을 갖고, 제1 및 제2 어레이의 분배 오리피스들 각각은 각자의 분배 오리피스의 폭의 최대 2배만큼 분리된다.
전형적으로, 공동과 분배 오리피스 사이의 통로는 길이가 최대 5 mm이다. 때때로, 유체 통로들의 제1 어레이는 유체 통로들의 제2 어레이보다 큰 유체 제한을 갖는다.
몇몇 실시예에서, 본 명세서에 기술된 압출 다이의 경우, 제1 및 제2 어레이의 분배 오리피스들 각각은 단면적을 갖고, 제1 어레이의 분배 오리피스들 각각은 제2 어레이의 것과는 상이한 면적을 갖는다.
전형적으로, 오리피스들 사이의 간격은 오리피스의 폭의 최대 2배이다. 오리피스들 사이의 간격은 압출 후 스트랜드의 결과적인 직경보다 크다. 이러한 직경은 흔히 다이 스웰(die swell)로 불린다. 압출 후 스트랜드의 결과적인 직경보다 큰 오리피스들 사이의 이러한 간격은 스트랜드들이 서로 반복적으로 충돌하게 하여 네팅의 반복 접합부를 형성한다. 오리피스들 사이의 간격이 너무 크면, 스트랜드들이 서로 충돌하지 않을 것이고, 네팅을 형성하지 않을 것이다.
본 명세서에 기술된 다이를 위한 심은 전형적으로 50 마이크로미터 내지 125 마이크로미터의 범위의 두께를 갖지만, 이 범위 밖의 두께가 또한 유용할 수 있다. 전형적으로, 유체 통로는 50 마이크로미터 내지 750 마이크로미터(몇몇 실시예에서, 1000 마이크로미터)의 범위의 두께, 및 5 mm 미만의 길이를 갖지만(이때 일반적으로 점점 감소하는 더 작은 통로 두께에 대해 더 작은 길이가 선호됨), 이들 범위 밖의 두께 및 길이가 또한 유용할 수 있다. 큰 직경의 유체 통로에 대해, 수개의 더 작은 두께의 심이 함께 적층될 수 있거나, 원하는 통로 폭의 단일 심이 사용될 수 있다.
심들은 심들 사이의 간극(gap) 및 중합체 누출을 방지하기 위해 밀착 압착된다. 예를 들어, 12 mm(0.5 인치) 직경의 볼트가 전형적으로 사용되고, 압출 온도에서, 그의 권장 정격 토크까지 조여진다. 또한, 심들은 압출 오리피스 밖으로의 균일한 압출을 제공하기 위해 정렬되는데, 왜냐하면 오정렬은 스트랜드가 다이 밖으로 경사져서 압출 - 이는 네트의 원하는 접합을 저해함 - 되게 할 수 있기 때문이다. 정렬을 돕기 위해, 정렬 키이(key)가 심 내로 커팅될 수 있다. 또한, 압출 팁의 원활한 표면 정렬을 제공하는 데 진동 테이블이 유용할 수 있다.
스트랜드들의 크기(동일하거나 상이함)는 예를 들어 압출된 중합체들의 조성, 압출된 스트랜드들의 속도, 및/또는 오리피스 설계(예컨대, 단면적(예컨대, 오리피스의 높이 및/또는 폭))에 의해 조절될 수 있다. 예를 들어, 면적이 제2 중합체 오리피스보다 3배 큰 제1 중합체 오리피스는 인접한 스트랜드들 사이의 속도 차이에도 불구하고 동일한 스트랜드 크기를 갖는 네팅을 생성할 수 있다.
일반적으로, 스트랜드 접합의 속도는 더 빠른 스트랜드의 압출 속도에 비례하는 것으로 관찰되었다. 게다가, 이러한 접합 속도는 예를 들어 주어진 오리피스 크기에 대해 중합체 유량을 증가시킴으로써, 또는 주어진 중합체 유량에 대해 오리피스 면적을 감소시킴으로써 증가될 수 있는 것으로 관찰되었다. 접합부들 사이의 거리(즉, 스트랜드 피치(strand pitch))가 스트랜드 접합의 속도에 반비례하고, 네팅이 다이로부터 인출되는 속도에 비례하는 것으로 또한 관찰되었다. 따라서, 접합부 피치 및 네팅 평량(basis weight)이 오리피스 단면적, 취출 속도, 및 중합체의 압출 속도의 설계에 의해 독립적으로 제어될 수 있는 것으로 여겨진다. 예를 들어, 비교적 짧은 접합부 피치를 갖는 비교적 높은 평량의 네팅이, 비교적 작은 스트랜드 오리피스 면적을 갖는 다이를 사용하여, 비교적 낮은 네팅 취출 속도로, 비교적 높은 중합체 유량으로 압출함으로써 제조될 수 있다. 네트 형성 중에 스트랜드들의 상대 속도를 조절하는 것에 대한 추가의 일반적인 세부 사항을, 예를 들어, 그 개시 내용이 본 명세서에 참고로 포함되는, 2013년 2월 28일자로 공개된 PCT 공개 WO 2013/028654호(아우젠 등)에서 찾아볼 수 있다.
전형적으로, 중합체 스트랜드들은 중력의 방향으로 압출된다. 이는 동일 선상의 스트랜드들이 상호 정렬 상태로부터 벗어나기 전에 서로 충돌하는 것을 가능하게 한다. 몇몇 실시예에서, 특히 제1 및 제2 중합체의 압출 오리피스들이 서로 동일 선상에 있지 않을 때에는, 스트랜드들을 수평으로 압출하는 것이 바람직하다.
본 명세서에 기술된 방법을 실시함에 있어서, 중합체 재료는 간단히 냉각에 의해 고화될 수 있다. 이는 편리하게는 주위 공기에 의해 수동적으로, 또는 예를 들어 압출된 제1 및 제2 중합체 재료를 냉각된 표면(예컨대, 냉각된 롤) 상에서 급랭시킴으로써 능동적으로 달성될 수 있다. 몇몇 실시예에서, 제1 및/또는 제2 중합체 재료는, 예를 들어, 전자기 또는 입자 방사선에 의해 수행될 수 있는, 고화되기 위해 가교결합될 필요가 있는 저 분자량 중합체이다. 몇몇 실시예에서, 접합 강도를 증가시키기 위해 급랭 시간을 최대화하는 것이 바람직하다.
선택적으로, 제조된 그대로의 네팅을 연신시키는 것이 바람직할 수 있다. 연신은 스트랜드를 배향시킬 수 있으며, 네팅의 인장 강도 특성을 증가시키는 것으로 관찰되었다. 연신은 또한 전체 스트랜드 크기를 감소시킬 수 있으며, 이는 비교적 낮은 평량으로부터 이익을 얻는 응용에 바람직할 수 있다. 추가의 예로서, 재료 및 연신의 정도가 정확하게 선택되면, 연신은 스트랜드들 중 일부는 항복하는 반면 다른 것은 항복하지 않게 할 수 있어서, 로프트(loft)를 형성하는 경향이 있다(예컨대, 로프트는 인접한 접합된 네팅 스트랜드들 사이의 길이 차이 때문에, 또는 접합부를 형성하는 스트랜드들의 항복 특성으로 인한 접합부의 컬링(curling)에 의해 생성될 수 있음). 이러한 속성은 재료가 비교적 밀도가 높은 형태의 패키지 조립체로 발송된 다음에 소정 위치에서 로프팅될 수 있는 패키징 응용에 유용할 수 있다. 로프티니스(loftiness) 속성은 또한 후크 및 루프 부착 시스템을 위한 루프로서 유용할 수 있으며, 여기서 스트랜드로 생성된 로프트는 네팅 스트랜드에 대한 후크 부착을 가능하게 한다. 제2 추가 예로서, 제1 및 제2 세트의 스트랜드들의 재료들이 상이한 강도를 갖는 경우, 폭 방향(cross-machine direction) 연신은 하나의 스트랜드가 연신되고 제2 세트의 스트랜드가 연신되지 않게 할 수 있다. 이는 예를 들어 기계 방향(machine direction) 탄성을 제공하는, 작은 배향된 스트랜드에 연결되는 탄성 스트랜드를 생성하는 데 유용할 수 있으며, 그 목적은 탄성 스트랜드를 제 위치에 유지하는 것이다. 몇몇 실시예에서, 네팅은 폭 방향 탄성을 갖고서 제조될 수 있으며, 이때 탄성적인 비교적 작은 스트랜드가 비탄성적인 비교적 큰 스트랜드에 연결된다.
본 명세서에 기술된 다이 및 방법은 중합체 스트랜드 및 리본이 2가지 상이한 재료로 형성되는 네팅을 형성하는 데 사용될 수 있다. 도 4 내지 도 6은 본 명세서에 기술된 바와 같은 색 변화를 나타내는 네팅을 제조할 수 있는 압출 다이를 조립하는 데 유용한 예시적인 심을 예시한다. 도 7은 조립된 상태에 있는 도 4 내지 도 6의 예시적인 심들의 반복 배열의 사시도이다. 도 8 내지 도 10은 본 명세서에 기술된 바와 같은 색 변화를 나타내는 네팅을 제조할 수 있는 압출 다이를 조립하는 데 유용한 추가의 예시적인 심을 예시한다. 도 11은 조립된 상태에 있는 도 8 내지 도 10의 예시적인 심들의 반복 배열의 사시도이다. 도 12는 도 4 및 도 8의 심들의 반복 배열의 다수의 반복으로 구성된 압출 다이에 적합한 마운트의 분해 사시도이다. 도 13은 조립된 상태에 있는 도 12의 마운트를 도시한다.
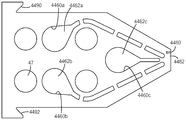
이제 도 4를 참조하면, 도 10 내지 도 12로부터의 심(4440)의 평면도가 예시된다. 심(4440)은 제1 개구(4460a), 제2 개구(4460b) 및 제3 개구(4460c)를 구비한다. 심(4440)이 도 10에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4460a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4460b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4460c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다.
심(4440)은 예를 들어 심(4440) 및 하기에 기술될 다른 것들을 유지하기 위한 볼트의, 조립체 내로의 통과를 허용하기 위해 수개의 구멍(47)을 갖는다. 심(4440)은 분배 표면(4467)을 구비하고, 이 특정 실시예에서, 분배 표면(4467)은 다양한 심들을 다이로 조립하는 것을 용이하게 하기 위해 적절히 형상화된 키이를 수용할 수 있는 인덱싱 홈(indexing groove)(4480)을 구비한다. 심은 또한 다이가 원하는 방식으로 조립되었음을 확인하는 데 도움을 주기 위해 식별 노치(identification notch)(4482)를 가질 수 있다. 이 실시예는 쇼울더(shoulder)(4490, 4492)를 구비하며, 이들은 조립된 다이를 도 13 및 도 14와 관련하여 아래에서 명확해질 방식으로 장착하는 것을 도울 수 있다.
이제 도 5를 참조하면, 심(4540)의 평면도가 예시된다. 심(4540)은 제1 개구(4560a), 제2 개구(4560b) 및 제3 개구(4560c)를 구비한다. 심(4540)이 도 6에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4560a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4560b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4560c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다. 심(4440)과 유사하게, 심(4540)은 분배 표면(4567)을 구비하고, 이 특정 실시예에서, 분배 표면(4567)은 인덱싱 홈(4580), 식별 노치(4582) 및 쇼울더(4590, 4592)를 구비한다. 예를 들어 통로(4568b)를 통한, 공동(4462b)으로부터 분배 오리피스(4566)까지의 경로가 없는 것으로 보일 수 있지만, 이것은 오해이다 - 유동은 도 10 및 도 11의 반복 배열이 완전히 조립된 때 도면의 평면에 수직인 차원에서 루트(route)를 구비한다.
이제 도 6을 참조하면, 심(4640)의 평면도가 예시된다. 심(4640)은 제1 개구(4660a), 제2 개구(4660b) 및 제3 개구(4660c)를 구비한다. 심(4640)이 도 6에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4660a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4660b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4660c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다. 심(4440)과 유사하게, 심(4640)은 분배 표면(4667)을 구비하고, 이 특정 실시예에서, 분배 표면(4667)은 인덱싱 홈(4680), 식별 노치(4682) 및 쇼울더(4690, 4692)를 구비한다. 예를 들어 통로(4668a)를 통한, 공동(4462a)으로부터 분배 오리피스(4666)까지의 경로가 없는 것으로 보일 수 있지만, 이것은 오해이다 - 유동은 도 10의 반복 배열이 완전히 조립된 때 도면의 평면에 수직인 차원에서 루트를 구비한다.
이제 도 7을 참조하면, 심(4740)의 평면도가 예시된다. 심(4740)은 제1 개구(4760a), 제2 개구(4760b) 및 제3 개구(4760c)를 구비한다. 심(4740)이 도 11에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4760a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4760b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4760c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다. 심(4440)과 유사하게, 심(4740)은 분배 표면(4767)을 구비하고, 이 특정 실시예에서, 분배 표면(4767)은 인덱싱 홈(4780), 식별 노치(4782) 및 쇼울더(4690, 4692)를 구비한다. 예를 들어 통로(4768a)를 통한, 공동(4462a)으로부터 분배 오리피스(4666)까지의 경로가 없는 것으로 보일 수 있지만, 이것은 오해이다 - 유동은 도 10의 반복 배열이 완전히 조립된 때 도면의 평면에 수직인 차원에서 루트를 구비한다.
이제 도 8을 참조하면, 심(4840)의 평면도가 예시된다. 심(4840)은 제1 개구(4860a), 제2 개구(4860b) 및 제3 개구(4860c)를 구비한다. 심(4840)이 도 12에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4860a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4860b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4860c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다. 심(4440)과 유사하게, 심(4840)은 분배 표면(4867)을 구비하고, 이 특정 실시예에서, 분배 표면(4867)은 인덱싱 홈(4880), 식별 노치(4882) 및 쇼울더(4890, 4892)를 구비한다. 예를 들어 통로(4868a)를 통한, 공동(4462a)으로부터 분배 오리피스(4866)까지의 경로가 없는 것으로 보일 수 있지만, 이것은 오해이다 - 유동은 도 12의 반복 배열이 완전히 조립된 때 도면의 평면에 수직인 차원에서 루트를 구비한다.
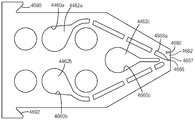
이제 도 9를 참조하면, 심(4940)의 평면도가 예시된다. 심(4940)은 제1 개구(4960a), 제2 개구(4960b) 및 제3 개구(4960c)를 구비한다. 심(4940)이 도 12에 도시된 바와 같이 다른 것들과 조립될 때, 개구(4960a)는 제1 공동(4462a)을 한정하는 데 도움을 줄 것이고, 개구(4960b)는 제2 공동(4462b)을 한정하는 데 도움을 줄 것이며, 개구(4960c)는 제3 공동(4462c)을 한정하는 데 도움을 줄 것이다. 심(4440)과 유사하게, 심(4940)은 분배 표면(4967)을 구비하고, 이 특정 실시예에서, 분배 표면(4967)은 인덱싱 홈(4980), 식별 노치(4982) 및 쇼울더(4990, 4992)를 구비한다. 예를 들어 통로(4968b)를 통한, 공동(4462a)으로부터 분배 오리피스(4966)까지의 경로가 없는 것으로 보일 수 있지만, 이것은 오해이다 - 유동은 도 12의 반복 배열이 완전히 조립된 때 도면의 평면에 수직인 차원에서 루트를 구비한다.
이제 도 10a 및 도 10b를 참조하면, 도 4 내지 도 6의 심을 채용한 심들의 반복 배열의 사시 조립도가 조립된 상태로 예시된다. 이러한 특정한 예시된 실시예에서, 반복 배열은, 도면이 배향된 대로 우측으로부터 좌측으로, 심(4640)의 2개의 예, 심(4440)의 2개의 예, 심(4540)의 4개의 예, 및 심(4440)의 2개의 예를 포함한다. 이 도면에서, 중합체 스트랜드가 심(4540)의 4개의 예의 4개의 분배 오리피스(4566)에 의해 제공되는 출구(egress)(6566) 및 심(4640)의 2개의 분배 오리피스(4666)에 의해 제공되는 출구(6666)로부터 나오는 방법을 인식하는 것이 더 쉽다.
이제 도 11a 및 도 11b를 참조하면, 도 4, 도 5 및 도 7의 심을 채용한 심들의 반복 배열의 사시 조립도가 조립된 상태로 예시된다. 이러한 특정한 예시된 실시예에서, 반복 배열은, 도면이 배향된 대로 우측으로부터 좌측으로, 심(4540)의 3개의 예, 심(4440)의 3개의 예, 심(4740)의 6개의 예, 및 심(4440)의 3개의 예를 포함한다. 이 도면에서, 중합체 스트랜드가 심(4740)의 6개의 예의 6개의 분배 오리피스(4766)에 의해 제공되는 출구(6766) 및 심(4540)의 3개의 예의 3개의 분배 오리피스(4566)에 의해 제공되는 출구(6566)로부터 나오는 방법을 인식하는 것이 더 쉽다.
이제 도 12a 및 도 12b를 참조하면, 도 4, 도 8 및 도 9의 심을 채용한 심들의 반복 배열의 사시 조립도가 조립된 상태로 예시된다. 이러한 특정한 예시된 실시예에서, 반복 배열은, 도면이 배향된 대로 우측으로부터 좌측으로, 심(4840)의 4개의 예, 심(4440)의 4개의 예, 심(4940)의 8개의 예, 및 심(4440)의 4개의 예를 포함한다. 이 도면에서, 중합체 스트랜드가 심(4940)의 8개의 예의 8개의 분배 오리피스(4966)에 의해 제공되는 출구(6966) 및 심(4840)의 4개의 예의 4개의 분배 오리피스(4866)에 의해 제공되는 출구(6866)로부터 나오는 방법을 인식하는 것이 더 쉽다.
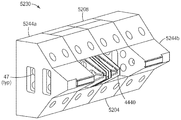
이제 도 13을 참조하면, 도 10의 심들의 반복 배열의 다수의 반복으로 구성된 압출 다이에 적합한 마운트(5230)의 분해 사시도가 예시되지만, 마운트(5230)는 도 11 및 도 12의 조립된 심들에 사용될 수 있다. 마운트(5230)는 특히 도 4 내지 도 9에 도시된 바와 같은 심(4440, 4540, 4640, 4740, 4840, 4940)의 조합을 사용하도록 구성된다. 도 10의 심들의 반복 배열의 다수의 반복은 2개의 단부 블록(5244a, 5244b) 사이에서 압착된다. 편리하게는, 심(4440) 등 내의 구멍(47)을 통과하는 관통 볼트가 심들을 단부 블록(5244a, 5244b)에 조립하는 데 사용될 수 있다.
이 실시예에서, 입구 피팅(inlet fitting)(5250a, 5250b, 5250c)은 단부 블록(5244a, 5244b)을 통한 공동(4462a, 4462b, 4462c)으로의, 용융된 중합체의 3개의 스트림을 위한 유동 경로를 제공한다. 압착 블록(5204)은 편리하게는 심 상의 쇼울더(예컨대, 4740 상의 4790 및 4792)와 맞물리는 노치(5206)를 구비한다. 마운트(5230)가 완전히 조립된 때, 압착 블록(5204)은 예컨대 머신 볼트(machine bolt)에 의해 백플레이트(backplate)(5208)에 부착된다. 카트리지 히터(52)의 삽입을 위해 편리하게는 조립체 내에 구멍이 제공된다.
이제 도 14를 참조하면, 도 13의 마운트(5230)의 사시도가 부분적으로 조립된 상태로 예시된다. 몇몇 심(예컨대, 4440)들이 그들이 어떻게 마운트(5230) 내에 설치되는지를 보여주기 위해 그들의 조립된 위치에 있지만, 조립된 다이를 구성할 심들 중 대부분은 시각적 명료함을 위해 생략되었다.
이러한 배열은 중합체 스트랜드가 제1 및 제2 중합체 리본, 또는 인접한 요동 스트랜드들에 대한 접합 사이에서 요동하는 중합체 네팅을 제조할 수 있다.
제1 및 제2 스트랜드의 외부의 부분(예컨대, 리본-유사 스트랜드의 주 표면)들이 접합 영역에서 함께 접합된다. 본 명세서에 기술된 네팅을 제조하기 위한 본 명세서에 기술된 방법에서, 접합은 비교적 짧은 기간(전형적으로 1초 미만) 내에 일어난다. 접합 영역뿐만 아니라 스트랜드는 전형적으로 공기 및 자연 대류 및/또는 복사를 통해 냉각된다. 스트랜드를 위한 중합체를 선택함에 있어서, 몇몇 실시예에서, 쌍극자 상호작용(또는 H-결합) 또는 공유 결합을 갖는 접합 스트랜드의 중합체를 선택하는 것이 바람직할 수 있다. 스트랜드들 사이의 접합은 스트랜드가 용융되는 시간을 증가시켜 중합체들 사이의 더 많은 상호작용을 가능하게 함으로써 개선되는 것으로 관찰되었다. 중합체들의 접합은 일반적으로 적어도 하나의 중합체의 분자량을 감소시킴으로써, 그리고/또는 중합체 상호작용을 개선하고/하거나 결정화의 속도 또는 양을 감소시키기 위해 추가의 공-단량체를 도입함으로써 개선되는 것으로 관찰되었다. 몇몇 실시예에서, 접합 강도는 접합부를 형성하는 스트랜드의 강도보다 크다. 몇몇 실시예에서, 접합부가 파단되는 것이 바람직할 수 있으며 이에 따라 접합부는 스트랜드보다 약할 것이다.
본 명세서에 기술된 다이로부터의 압출, 본 명세서에 기술된 방법, 및 본 명세서에 기술된 네팅에 적합한 중합체 재료는 폴리올레핀(예컨대, 폴리프로필렌 및 폴리에틸렌), 폴리비닐 클로라이드, 폴리스티렌, 나일론, 폴리에스테르(예컨대, 폴리에틸렌 테레프탈레이트) 및 이들의 공중합체와 블렌드를 포함하는 열가소성 수지를 포함한다. 본 명세서에 기술된 다이로부터의 압출, 본 명세서에 기술된 방법, 및 본 명세서에 기술된 네팅에 적합한 중합체 재료는 또한 탄성중합체 재료(예컨대, ABA 블록 공중합체, 폴리우레탄, 폴리올레핀 탄성중합체, 폴리우레탄 탄성중합체, 메탈로센 폴리올레핀 탄성중합체, 폴리아미드 탄성중합체, 에틸렌 비닐 아세테이트 탄성중합체, 및 폴리에스테르 탄성중합체)를 포함한다. 본 명세서에 기술된 다이로부터의 압출, 본 명세서에 기술된 방법, 및 본 명세서에 기술된 복합 층을 위한 예시적인 접착제는 아크릴레이트 공중합체 감압 접착제, 고무계 접착제(예컨대, 천연 고무, 폴리아이소부틸렌, 폴리부타디엔, 부틸 고무, 스티렌 블록 공중합체 고무 등에 기반한 것), 실리콘 폴리우레아 또는 실리콘 폴리옥사미드 기반 접착제, 폴리우레탄 유형 접착제, 및 폴리(비닐 에틸 에테르), 및 이들의 공중합체 또는 블렌드를 포함한다. 다른 바람직한 재료는 예를 들어 스티렌-아크릴로니트릴, 셀룰로오스 아세테이트 부티레이트, 셀룰로오스 아세테이트 프로피오네이트, 셀룰로오스 트라이아세테이트, 폴리에테르 설폰, 폴리메틸 메타크릴레이트, 폴리우레탄, 폴리에스테르, 폴리카르보네이트, 폴리비닐 클로라이드, 폴리스티렌, 폴리에틸렌 나프탈레이트, 나프탈렌 다이카르복시산 기반 공중합체 또는 블렌드, 폴리올레핀, 폴리이미드, 이들의 혼합물 및/또는 조합을 포함한다. 본 명세서에 기술된 다이로부터의 압출, 본 명세서에 기술된 방법, 및 본 명세서에 기술된 복합 층을 위한 예시적인 이형 재료는, 그 개시 내용이 본 명세서에 참고로 포함되는, 미국 특허 제6,465,107호(켈리(Kelly)) 및 제3,471,588호(칸너(Kanner) 등)에 기술된 것과 같은 실리콘-그래프팅된 폴리올레핀, 1996년 12월 12일자로 공개된 PCT 공보 WO96039349호에 기술된 것과 같은 실리콘 블록 공중합체, 미국 특허 제6,228,449호(메이어(Meyer)), 제6,348,249호(메이어) 및 제5,948,517호(메이어)에 기술된 것과 같은 저밀도 폴리올레핀 재료를 포함한다.
미국 뉴저지주 플로럼 파크 소재의 바스프(BASF)로부터 상표명 "스티로플렉스(STYROFLEX)"로 구매가능한 것, 미국 텍사스주 휴스턴 소재의 크레이튼 폴리머스(Kraton Polymers)로부터 상표명 "크레이튼(KRATON)"으로 구매가능한 것, 미국 미시간주 미들랜드 소재의 다우 케미칼(Dow Chemical)로부터 상표명 "펠레탄(PELLETHANE)", "인게이지(ENGAGE)", "인퓨즈(INFUSE)", "버시파이(VERSIFY)", 또는 "노르델(NORDEL)"로 구매가능한 것, 네덜란드 헤를렌 소재의 디에스엠(DSM)으로부터 상표명 "아르니텔(ARNITEL)"로 구매가능한 것, 미국 델라웨어주 윌밍턴 소재의 이. 아이. 듀폰 디 네모아 앤드 컴퍼니(E. I. duPont de Nemours and Company)로부터 상표명 "하이트렐(HYTREL)"로 구매가능한 것, 미국 텍사스주 어빙 소재의 엑슨모빌(ExxonMobil)로부터 상표명 "비스타맥스(VISTAMAXX)"로 구매가능한 것, 및 그 밖의 것을 비롯한 많은 유형의 열가소성 탄성중합체가 구매가능하다.
몇몇 실시예에서, 본 명세서에 기술된 네팅을 제조하는 데 사용되는 중합체 재료는 기능적 목적(예컨대, 광학 효과) 및/또는 미적 목적(예컨대, 각각이 상이한 색/음영을 가짐)을 위한 착색제(예컨대, 안료 및/또는 염료)를 포함할 수 있다. 다양한 중합체 재료에 사용하기에 적합한 착색제는 당업계에 알려진 것이다. 착색제에 의해 부여되는 예시적인 색은 백색, 흑색, 적색, 분홍색, 주황색, 황색, 녹색, 청록색, 자주색 및 청색을 포함한다. 몇몇 실시예에서, 중합체 재료들 중 하나 이상에 대해 소정의 불투명도를 갖는 것이 바람직한 수준이다. 특정 실시예에 사용될 착색제(들)의 양은 (예컨대, 원하는 색, 색조, 불투명도, 투과율 등을 달성하기 위해) 당업자에 의해 쉽게 결정될 수 있다. 원한다면, 중합체 재료는 동일하거나 상이한 색을 갖도록 제형화될 수 있다. 유색 스트랜드가 비교적 미세한(예컨대, 50 마이크로미터 미만) 직경을 가질 때, 웨브의 외양은 실크를 연상시키는 미광(shimmer)을 가질 수 있다.
중합체 리본과 중합체 요동 스트랜드가 상이한 색인(예컨대, 상이한 착색제를 포함함) 실시예에서, 중합체 네팅은 특유의 현저한 미적 매력을 가질 수 있다. 중합체 스트랜드와는 상이한 색을 중합체 리본에 사용하는 것은 네팅의 색이 관찰 각도에 따라 상이하게 보이는 이리데선스(iridescence)를 유발할 수 있다. 따라서, 몇몇 실시예에서, 본 개시에 따른 중합체 네팅은 중합체 요동 스트랜드와는 상이한 색인 중합체 리본-유사 요소를 구비한다. 예로서, 요동 스트랜드는 황색일 수 있고, 곧은 리본-유사 스트랜드는 자주색일 수 있다. 네팅은 예를 들어 초기에 단색 표면으로 보일 수 있고, 예각 θ1에서 정보 층을 관찰하는 관찰자는 제1 색 "A"를 볼 수 있다. 몇몇 경우에, 예를 들어, 제1 색 "A"는 요동 스트랜드에 대응하는 황색이지만, 관찰 각도가 네팅에 대해 수직 그리고 결국 네팅에 대해 둔각으로 증가됨에 따라, 색은 제2 색 "B", 예를 들어 곧은 스트랜드에 대응하는 자주색으로 변할 수 있다. 몇몇 경우에, 이미지에서 볼 수 있는 변화는 관찰 각도가 표면과의 예각으로부터 네팅 표면에 대한 수직을 향해 증가됨에 따라 연속적으로 변한다. 몇몇 경우에, 변화는 더 급격할 수 있고, 심지어 이미지에서 단계적 변화가 일어날 수 있다. 이론에 의해 구애되고자 함이 없이, 관찰 각도 의존적 색은 네팅 표면의 폭에 걸친 교번하는 중합체 스트랜드들 사이의 높이에 있어서의 차이뿐만 아니라, 보색 또는 대비색의 선택으로부터 기인할 수 있다. 약간 더 높은 자주색의 요동 스트랜드가 예를 들어 소정 관찰 각도에서 상대적으로 더 짧은 황색의 곧은 스트랜드를 부분적으로 가려서, 네팅의 외양을 명백히 자주색으로 만들 수 있다.
본 명세서에 기술된 방법을 사용하여 제조되는 스트랜드들은 실질적으로 서로 교차하지 않는다(즉, 수를 기준으로 적어도 50(적어도 55, 60, 65, 70, 75, 80, 85, 90, 95, 99, 또는 심지어 100) 퍼센트).
몇몇 실시예에서, 본 명세서에 기술된 네팅은 최대 750 마이크로미터(몇몇 실시예에서, 최대 500 마이크로미터, 250 마이크로미터, 100 마이크로미터, 75 마이크로미터, 50 마이크로미터, 또는 심지어 최대 25 마이크로미터; 10 마이크로미터 내지 750 마이크로미터, 10 마이크로미터 내지 750 마이크로미터, 10 마이크로미터 내지 500 마이크로미터, 10 마이크로미터 내지 250 마이크로미터, 10 마이크로미터 내지 100 마이크로미터, 10 마이크로미터 내지 75 마이크로미터, 10 마이크로미터 내지 50 마이크로미터, 또는 심지어 10 마이크로미터 내지 25 마이크로미터의 범위)의 두께를 갖는다.
몇몇 실시예에서, 중합체 스트랜드들은 10 마이크로미터 내지 500 마이크로미터의 범위의(10 마이크로미터 내지 400 마이크로미터, 또는 심지어 10 마이크로미터 내지 250 마이크로미터의 범위의) 평균 폭을 갖는다.
몇몇 실시예에서, 본 명세서에 기술된 네팅, 예를 들어 본 명세서에 기술된 다이로부터 제조된 그대로의 네팅은 5 g/m2 내지 900 g/m2(몇몇 실시예에서, 10 g/m2 내지 800 g/m2, 10 g/m2 내지 600 g/m2, 10 g/m2 내지 400 g/m2, 또는 심지어 400 g/m2 내지 600 g/m2)의 범위의 평량을 갖는다. 몇몇 실시예에서, 본 명세서에 기술된 네팅은 연신된 후에 0.5 g/m2 내지 40 g/m2(몇몇 실시예에서, 1 g/m2 내지 20 g/m2)의 범위의 평량을 갖는다.
몇몇 실시예에서, 본 명세서에 기술된 네팅은 0.5 mm 내지 20 mm의 범위의(몇몇 실시예에서, 0.5 mm 내지 10 mm의 범위의) 스트랜드 피치를 갖는다.
본 개시에 따라 제조되는 네팅의 실시예들 중 일부가 연신될 때, 그들이 연신 전의 그들의 원래 길이보다 작은 길이로 이완될 것으로 관찰되었다. 이론에 의해 구애되고자 함이 없이, 이는 네팅 구조체 내의 접합 영역의 컬링에 기인하는 것으로 여겨진다.
본 명세서에 기술된 중합체 네팅의 몇몇 실시예는 예를 들어 통기성 압박 랩(즉, 40℃에서 ASTM E 96 (1980)을 사용하여 측정될 때 500 g/m2/일(day) 이상의 수증기 투과율(moisture vapor transmission rate, MVTR) 값을 갖는 랩)에 특히 유용하고; 웨브 재료와 관련한 이러한 시험의 사용이, 그 개시 내용이 본 명세서에 참고로 포함되는, 미국 특허 제5,614,310호(델가도(Delgado) 등)에서 논의되어 있다. 압박 랩으로 팔다리를 둘러쌀 때, 하나의 코스(course)가 이전 코스와 부분적으로 중첩하도록 랩을 적용하는 것이 전형적이다. 전형적으로, 압박 랩을 이용하여 수행되는 치료법(therapeutic regimen)은 환자의 신체의 감싸진 부분에 약 14 내지 약 35 mm Hg의 범위의 힘을 인가한다(예컨대, 문헌["Compression Bandaging in the Treatment of Venous Leg Ulcers;" S. Thomas; World Wide Wounds, Sept. 1997]에서의 논의 참조). 따라서, 환자의 팔다리의 직경에 있어서의 경미한 변화가 피부에 대한 압박력을 환자의 징후에 대해 처방된 목표 압력으로부터 급격하게 변화시키지 않도록 압박 랩이 어느 정도 신장성을 갖는 것이 편리하다. 압박 랩 힘은, 그 개시 내용이 본 명세서에 참고로 포함되는, 문헌["Is Compression Bandaging Accurate? The Routine Use of Interface Pressure Measurements in Compression Bandaging of Venous Leg Ulcers;" A. Satpathy, S. Hayes and S. Dodds; Phlebology 2006 21: 36]에 기술된 바와 같이 측정될 수 있다. 몇몇 실시예에서, 본 명세서에 기술된 네팅은, 예를 들어, 제1 및 제2 주 표면 각각에서, 그들 각자의 표면적의 10 내지 75 퍼센트의 범위로 포함되는 개방부를 갖는 압박 랩으로서 사용하기에 편리하다.
선택적으로, 본 명세서에 기술된 네팅은 배킹에 부착된다. 배킹은 예를 들어 필름, 네트 또는 부직포 중 하나일 수 있다. 필름은 예를 들어 선명한 인쇄 또는 그래픽을 이용하는 응용에 특히 바람직할 수 있다. 부직포 또는 네트는 예를 들어 필름이 전형적으로는 갖지 않는 부드러움 및 조용함이 요구되는 경우에 특히 바람직할 수 있다. 네팅은 연신되고 필름 또는 부직포의 적어도 2개의 층 사이에 접합될 수 있으며, 여기서 접합점은 접합부 내에 네팅을 포함하지 않는 복수의(적어도 2개의) 접합점을 갖는다. 대안적으로, 연신되지 않은 네팅이 필름 또는 부직포의 적어도 2개의 층 사이에 접합될 수 있으며, 여기서 접합점은 접합부 내에 네팅을 포함하지 않는 복수의(적어도 2개의) 접합점을 갖는다. 이들 구성은 활성화된 탄성 라미네이트가 되기 위해, 국부적인("링 롤링(ring rolling)") 또는 전반적인, 후속 연신을 필요로 할 수 있다.
몇몇 실시예에서, 본 명세서에 기술된 네팅은 탄성적이다. 몇몇 실시예에서, 중합체 스트랜드는 기계 방향 및 폭 방향을 가지며, 여기서 중합체 스트랜드들의 네팅 또는 어레이는 기계 방향으로 탄성적이고, 폭 방향으로 비탄성적이다. 탄성적이라는 것은 재료가 연신된 후에 실질적으로 그의 원래 형상으로 돌아갈 것임을 의미한다(즉, 변형 및 이완 후에 단지 작은 영구 변형(permanent set)만을 경험할 것이며, 이러한 영구 변형은 실온에서 중간 정도의 연신율(즉, 약 400 내지 500%; 몇몇 실시예에서, 최대 300% 내지 1200%, 또는 심지어 최대 600% 내지 800%)에서 원래 길이의 50 퍼센트 미만(몇몇 실시예에서, 25, 20 미만, 또는 심지어 10 퍼센트 미만)임). 탄성 재료는 순수 탄성중합체, 및 실온에서 여전히 상당한 탄성중합체 특성을 나타낼 탄성중합체 상 또는 내용물과의 블렌드 둘 모두일 수 있다.
열 수축성 및 비-열 수축성 탄성체를 사용하는 것이 본 개시의 범주 내에 있다. 비-열 수축성은 탄성중합체가, 연신된 때, 실질적으로 회복하여 실온(즉, 약 25℃)에서 상기에 논의된 바와 같이 단지 작은 영구 변형만을 경험할 것임을 의미한다.
몇몇 실시예에서, 교번하는 제1 및 제2 중합체 스트랜드의, 본 명세서에 기술된 네팅은 다이아몬드-형상의 개방부 또는 육각형-형상의 개방부 중 적어도 하나를 나타낸다.
몇몇 실시예에서, 중합체 스트랜드들은 10 마이크로미터 내지 500 마이크로미터의 범위의(10 마이크로미터 내지 400 마이크로미터, 또는 심지어 10 마이크로미터 내지 250 마이크로미터의 범위의) 평균 폭을 갖는다.
몇몇 실시예에서, 스트랜드들(즉, 제1 스트랜드들, 제2 스트랜드들 및 접합 영역들과, 다른 선택적인 스트랜드들)은 각각 실질적으로 동일한 두께를 갖는다.
몇몇 실시예에서, 접합 영역들은 스트랜드 두께에 수직인 평균 최대 치수를 갖고, 여기서 접합 영역들의 평균 최대 치수는 제1 스트랜드들 또는 제2 스트랜드들 중 적어도 하나의 스트랜드들의 평균 폭보다 적어도 2배(몇몇 실시예에서, 적어도 3배, 4배, 5배, 10배, 또는 심지어 적어도 15배) 크다.
몇몇 실시예에서, 본 명세서에 기술된 네팅은 네팅과 맞물리기 위한 맞물림 포스트(post)들(예컨대, 후크들)의 어레이를 포함한다. 맞물림 후크는 당업계에 알려진 바와 같이 제조될 수 있다(예를 들어, 미국 특허 제5,077,870호(멜바이(Melbye) 등) 참조).
본 명세서에 기술된 중합체 스트랜드들의 네팅은 환부 치료 및 다른 의료 응용(예컨대, 탄력 붕대-유사 재료, 외과용 드레이프 및 가운을 위한 표면 층, 및 캐스트 패딩), 테이프(의료 응용 포함), 여과, 흡수 용품(예컨대, 기저귀 및 여성용 위생 제품)(예컨대, 용품 내의 층(들)으로서 그리고/또는 용품 또는 탄성 구성요소를 위한 부착 시스템의 일부로서), 해충 방제 용품(예컨대, 모기장), 지오텍스타일 응용(예컨대, 침식 방지 직물), 의복 내의 물/증기 관리, 부직포 용품(예컨대, 종이 타월)을 위한 보강재, 평균 제1 항복 강도를 갖는 제1 스트랜드를 갖춘 네팅 - 여기서 제2 스트랜드는 제1 항복 강도와는 상이한(예컨대, 적어도 10 퍼센트 상이한) 평균 제2 항복 강도를 가짐 - 을 연신시킴으로써 네팅 두께가 증가되는 자가 팽창 용품(예컨대, 패키징을 위한), 바닥 커버링(예컨대, 러그 및 임시 매트), 공구를 위한 그립 지지체, 운동 용품, 통기성 탄성 손목 및 머리 밴드, 패턴 코팅된 접착제, 및 패턴 코팅된 접착제를 비롯한 다양한 용도를 갖는다.
예를 들어 몇몇 테이프 및 환부 드레싱을 위한 배킹으로서 사용될 때의, 본 명세서에 기술된 네팅의 몇몇 실시예의 이점은, 특히 폭 방향으로의, 순응성(conformability)을 포함할 수 있다(예컨대, 기계 방향으로 적어도 50% 연신율).
몇몇 실시예에서, 본 명세서에 기술된 네팅은 수분 관리를 향상시키기 위해 친수성 재료로 제조되거나 코팅된다. 몇몇 실시예에서, 본 명세서에 기술된 네팅은 환부로부터의 과도한 삼출물을 수송함으로써 환부 수분을 관리하는 데 유용하고, 몇몇 실시예에서, 본 명세서에 기술된 네팅은 생체흡수성(bioresorbable) 중합체로 제조된다.
몇몇 여과 응용에서, 네팅은 예를 들어 여과 팩을 위한 여과 층들 사이의 스페이서를 제공하는 데 그리고/또는 여과 매질을 위한 강성 및 지지를 제공하는 데 사용될 수 있다. 몇몇 실시예에서, 네팅의 수개의 층이 사용되며, 여기서 각각의 층은 최적의 여과를 제공하도록 설정된다. 또한, 몇몇 실시예에서, 본 명세서에 기술된 몇몇 네팅의 탄성 특징은 필터가 채워질 때 필터의 팽창을 용이하게 할 수 있다.
몇몇 실시예에서, 본 명세서에 기술된 네팅은, 컬링된 접합 구역을 갖는 네팅을 연신시키는 것이 후크 부착을 위한(즉, 부착 시스템을 위한) 로프팅된 접근가능한 섬유를 생성할 수 있도록, 높은 모듈러스 스트랜드 및 낮은 모듈러스 스트랜드를 구비한다. 그러한 배향된 네팅에서, 부착 루프는 배향되지 않은 네팅보다 큰 섬유 강도를 가질 수 있다.
몇몇 실시예에서, 탄성적인 본 명세서에 기술된 네팅은 기계 방향, 폭 방향, 또는 둘 모두의 방향으로 휘어질 수 있으며, 이는 예를 들어 기저귀 등을 위한 편안함 및 맞춤을 제공할 수 있다. 탄성 네팅은 또한 통기성의, 연질의 그리고 가요성의 부착 메커니즘을 제공할 수 있다(예컨대, 탄성 네팅은 탄성 네트를 통해 설치되는 포스트에 부착될 수 있거나, 탄성 네팅은 핑거리프트(fingerlift)를 제공하기 위해 리본 영역 섹션이 네팅에 부착되는 상태로 제조될 수 있거나, 탄성체는 탄성 및 비탄성 스트랜드로 하나의 방향으로는 탄성적으로 그리고 제2 방향으로는 비탄성적으로 만들어질 수 있거나, 리본 영역 섹션은 루프에 대한 부착을 제공하기 위해 성형된 후크를 구비할 수 있음).
몇몇 실시예에서, 공구를 위한 그립 지지체, 운동 용품 등으로서 유용한 본 명세서에 기술된 네팅은 고마찰 중합체를 사용하여 제조된다.
본 명세서에 기술된 네팅의 몇몇 실시예는 예를 들어 체액(예컨대, 땀, 소변, 혈액 및 생리혈)을 관리하기 위한 개인용 흡수 용품 및 유사한 유체 또는 전형적인 가정에서의 흘린 액체를 청소하는 데 사용되는 일회용 가정용 와이프로서 유용할 수 있는 일회용 흡수 용품으로서 또는 그것에서 사용될 수 있다.
본 발명의 이점 및 실시 형태가 하기 예에 의해 추가로 예시되지만, 이들 예에 언급된 특정 재료 및 그의 양뿐만 아니라 다른 조건 및 상세 사항은 본 발명을 부당하게 제한하는 것으로 해석되어서는 안된다. 모든 부 및 백분율은, 달리 지시되지 않는 한, 중량 기준이다.
예 1
도 14에 개괄적으로 도시된 그리고 도 10에 개괄적으로 예시된 바와 같은 압출 오리피스들의 다수 심 반복 패턴(multi shim repeating pattern)으로 조립된 다이 구성을 사용하여 공압출된 네트를 생성하였다. 반복 배열 내의 심의 두께는 심(4440, 4540)에 대해 4 밀(mil)(0.102 mm)이었다. 심의 두께는 심(4640)에 대해 8 밀(0.032 mm)이었다. 분배 오리피스(4566, 4666)의 높이를 각각 15 밀(0.381 mm)로 커팅하였다. 압출 오리피스들을 동일 선상의 교번하는 배열로 정렬시켰고, 생성된 분배 표면은 도 10에 도시된 바와 같았다. 조립된 때, 요동 분배 개방부(6566)의 폭은 0.203 mm였고, 곧은 분배 개방부(6666)의 폭은 0.406 mm였으며, 개방부들 사이의 랜드 간격(land spacing)은 0.203 mm였다. 심 셋업(shim setup)의 전체 폭은 약 12.5 cm였다.
2개의 단부 블록 상의 입구 피팅을 각각 2개의 종래의 단축 압출기에 연결하였다. 공동 A 및 공동 B에 공급하는 압출기에 스티렌-에틸렌/부틸렌-스티렌 블록 공중합체 탄성중합체(미국 오하이오주 벨프레 소재의 크레이튼(Kraton)으로부터 상표명 "G1645 M"으로 입수됨)를 로딩하였고, 3% 청색 또는 황색 착색제 마스터배치 수지(미국 미네소타주 미니애폴리스 소재의 클라리언트(Clariant)로부터 상표명 "블루 인 엘라스토머 (KIC-11)(Blue in elastomer (kic-11))"로 입수된 청색 착색제, 미국 오하이오주 카이어호가 폴스 소재의 아메리켐(Americhem)으로부터 상표명 "푸투로 116 옐로우(futuro 116 yellow)"로 입수된 황색)와 건식 블렌딩하였다.
둘 모두의 분배 개방부(6566, 6666)로부터 빠져나가는 중합체의 유량은 2.72 ㎏/hr이었다. 용융물을 압출 급랭 취출부 내로 수직으로 압출하였다. 급랭 취출 속도는 2.74 m/min이었고, 용융물 낙하 거리는 2 cm였다. 압출 온도는 260℃였다. 청색 중합체는 요동하면서 개방부(6566)로부터 빠져나갔다. 급랭 롤은 매끄러운 온도-제어식 크롬 도금된 20 cm 직경의 강철 롤이었다. 10℃인 급랭 온도를 내부 물 유동으로 제어하였다. 웨브를 4개의 2.5 인치(6.35 cm) 록-라인(Loc-Line)(등록상표) 스위블 노즐(Swivel Nozzle) 75(미국 오리건주 레이크 오스위고 소재의 로크우드 프로덕츠, 인크(Lockwood Products, INC))를 통한 압축 공기 유동으로 급랭 롤 상에서 추가로 냉각시켰다. 웨브 경로는 크롬 강철 롤 둘레를 180도 감싸고 이어서 권취 롤(windup roll)로 이어졌다.
50배 배율의 광학 현미경을 사용하여, 생성된 중합체 네트의 치수를 아래에서 확인되는 바와 같이 결정하였다. A 및 B 방향에 있어서의 요소의 높이가 곧은 리본-유사 스트랜드의 중심점으로부터 측정된다. 곧은 리본-유사 스트랜드의 중심점을 키옌스(Keyence) VMX-100 소프트웨어 내의 반경 함수(radius function)를 이용하여 결정하였다. 원의 원주의 상부 및 하부가 곧은 스트랜드의 상부 및 하부에 배치되는 원을 생성함으로써 중심을 결정하였다. 중합체 네팅의 평량은 268 g/m2로 밝혀졌고, 그것의 총 캘리퍼는 5.01 mm였다.

예 2
공압출 다이를 도 11a에 예시된 바와 같은 압출 오리피스들의 다수 심 반복 패턴으로 조립하였다. 반복 배열 내의 모든 개별 심의 두께는 4 밀(0.102 mm)이었다. 심(4640)의 분배 오리피스(4666)의 높이를 15 밀(0.381 mm)로 커팅하였다. 심(4740)의 분배 오리피스(4766)의 높이를 20 밀(0.508 mm)로 커팅하였다. 압출 오리피스들을 동일 선상의 교번하는 배열로 정렬시켰고, 생성된 분배 표면은 도 11b에 도시된 바와 같았다. 심 셋업의 전체 폭은 약 15 cm였다.
2개의 단부 블록 상의 입구 피팅을 각각 2개의 종래의 단축 압출기에 연결하였다. 공동 A 및 공동 B에 공급하는 각각의 압출기에 스티렌-에틸렌/부틸렌-스티렌 블록 공중합체 탄성중합체(펠릿들의 7:1 건식 블렌드, 둘 모두 미국 오하이오주 벨프레 소재의 크레이튼으로부터 상표명 "113012J": "113012E"로 입수됨)를 로딩하였고, 이어서 2 중량% 착색제 마스터배치 수지(미국 오하이오주 카이어호가 폴스 소재의 아메리켐으로부터 상표명 "에메랄드(EMERALD) 17-5641"로 입수된 녹색 착색제, 미국 미네소타주 미니애폴리스 소재의 클라리언트로부터 상표명 "레드 인 엘라스토머(RED IN ELASTOMER) (KIC-11)"로 입수된 적색)와 건식 블렌딩하였다.
녹색 중합체는 요동하면서 분배 개방부(6766)로부터 압출되었다. 압출된 중합체 네팅을 예 1과 같이 급랭시켰고 냉각시켰다. 다른 관련 공정 조건이 아래에 열거된다:

50배 배율의 광학 현미경을 사용하여, 생성된 중합체 네트의 치수를 아래의 표 2에서 확인되는 바와 같이 결정하였다. A 및 B 방향에 있어서의 요소의 높이가 곧은 스트랜드의 중심점으로부터 측정된다. 곧은 스트랜드의 중심점을 키옌스 VMX-100 소프트웨어 내의 반경 함수를 이용하여 결정하였다. 원의 원주의 상부 및 하부가 곧은 스트랜드의 상부 및 하부에 배치되는 원을 생성함으로써 중심을 결정하였다. 중합체 네팅의 평량은 280 g/m2로 밝혀졌고, 그것의 총 캘리퍼는 4.478 mm였다.

예 3
공압출 다이를 도 12a에 예시된 바와 같은 압출 오리피스들의 다수 심 반복 패턴으로 조립하였다. 반복 배열 내의 심의 두께는 심(4840)에 대해 4 밀(0.102 mm)이었다. 반복 배열 내의 심의 두께는 심(4440)에 대해 8 밀(0.203 mm)이었다. 반복 배열 내의 심의 두께는 심(4940)에 대해 16 밀(0.406 mm)이었다. 심(4866, 4966)의 분배 오리피스의 높이를 30 밀(0.762 mm)로 커팅하였다. 압출 오리피스들을 동일 선상의 교번하는 배열로 정렬시켰고, 생성된 분배 표면은 도 12b에 도시된 바와 같았다. 심 셋업의 전체 폭은 약 15 cm였다.
2개의 단부 블록 상의 입구 피팅을 각각 2개의 종래의 단축 압출기에 연결하였다. 공동 A 및 공동 B에 공급하는 각각의 압출기에 스티렌-에틸렌/부틸렌-스티렌 블록 공중합체 탄성중합체(펠릿들의 7:1 건식 블렌드, 둘 모두 미국 오하이오주 벨프레 소재의 크레이튼으로부터 상표명 "113012J": "113012E"로 입수됨)를 로딩하였고, 이어서 2 중량% 착색제 마스터배치 수지(미국 오하이오주 카이어호가 폴스 소재의 아메리켐으로부터 상표명 "푸투로 116 옐로우"로 입수된 황색 착색제, 미국 미네소타주 미니애폴리스 소재의 클라리언트로부터 상표명 "레드 인 엘라스토머 (KIC-11)"로 입수된 적색)와 건식 블렌딩하였다.
황색 중합체는 요동하였고 개방부(6860)로부터 나왔다. 압출된 중합체 네팅을 예 1 및 예 2에서와 같이 급랭시켰고 냉각시켰다. 다른 관련 공정 조건이 아래에 열거된다:

50배 배율의 광학 현미경을 사용하여, 생성된 중합체 네트의 치수를 아래에 열거된 바와 같이 결정하였다. A 및 B 방향에 있어서의 요소의 높이가 곧은 스트랜드의 중심점으로부터 측정되고 아래에 나타나 있다. 중합체 네팅의 평량은 435 g/m2로 밝혀졌고, 그것의 총 캘리퍼는 8.983 mm였다.

예 4 내지 예 7과 비교예 1 및 비교예 2
공압출 다이를 도 12a에 예시된 바와 같은 압출 오리피스들의 다수 심 반복 패턴으로 조립하였다. 반복 배열 내의 심의 두께는 심(4840)에 대해 4 밀(0.102 mm)이었다. 반복 배열 내의 심의 두께는 심(4440)에 대해 8 밀(0.203 mm)이었다. 반복 배열 내의 심의 두께는 심(4940)에 대해 16 밀(0.406 mm)이었다. 심(4866, 4966)의 분배 오리피스의 높이를 30 밀(0.762 mm)로 커팅하였다. 압출 오리피스들을 동일 선상의 교번하는 배열로 정렬시켰고, 생성된 분배 표면은 도 12b에 도시된 바와 같았다. 심 셋업의 전체 폭은 약 15 cm였다.
2개의 단부 블록 상의 입구 피팅을 각각 2개의 종래의 단축 압출기에 연결하였다. 공동 A 및 공동 B에 공급하는 각각의 압출기에 스티렌-에틸렌/부틸렌-스티렌 블록 공중합체 탄성중합체(미국 오하이오주 벨프레 소재의 크레이튼 폴리머스(Kraton Polymers)로부터 상표명 "G1645 M"으로 입수됨)를 로딩하였고, 이어서 2 중량% 착색제 마스터배치 수지(미국 오하이오주 카이어호가 폴스 소재의 아메리켐으로부터 상표명 "푸투로 116 옐로우"로 입수된 황색 착색제, 및 미국 미네소타주 미니애폴리스 소재의 클라리언트로부터 상표명 "PAN266C 블루(BLUE)"로 입수된 자주색 착색제)와 건식 블렌딩하였다. 압출된 중합체 네팅을 예 1 내지 예 3에서와 같이 급랭시켰고 냉각시켰다. 다른 공정 조건이 아래의 표 1에 열거된다:
[표 1]

하기의 공정 조건을 CE1, CE2 및 예 4 내지 예 7 사이에서 공유하였다:

50배 배율의 광학 현미경을 사용하여, 생성된 중합체 네트의 치수를 아래의 표 2에서 확인되는 바와 같이 결정하였다. A 및 B 방향에 있어서의 요소의 높이가 곧은 스트랜드의 중심점으로부터 측정된다. 곧은 스트랜드의 중심점을 키옌스 VMX-100 소프트웨어 내의 반경 함수를 이용하여 결정하였다. 원의 원주의 상부 및 하부가 곧은 스트랜드의 상부 및 하부에 배치되는 원을 생성함으로써 중심을 결정하였다. 중합체 네팅의 평량 및 총 캘리퍼를 또한 측정하였다.
[표 2]

시험 방법
최대 색상각 변화
예시적인 샘플의 변화하는 관찰 각도에 따른 인지가능한 색에 있어서의 변화를 포착하기 위해, 관찰 각도에 따른 색상각의 변화율 (|dhab/dqx|)을 x-세타 = -76°에서 x-세타 = 76°까지 2°마다 계산하였다(하기에 더 상세히 기술됨). 개개의 샘플이 평평하게 놓이도록 샘플들을 평면 표면 상에 배치하였다. 이 평면 표면은 샘플 평면으로 지칭될 것이다. 방향 1은 샘플이 있는 쪽으로부터 밖을 향하는, 동일 평면에 수직인 방향으로 정의된다. 방향 2는 웨브 하류 방향(down web direction)이고, 곧은 스트랜드에 평행하다. 반사 평면은 방향 1 및 방향 2에 평행하다. 광은, 반사 평면에 평행하고 방향 1과 각도 θi 를 이루는 방향 3으로부터 샘플에 입사한다. 관찰 평면은 방향 2에 수직이고, 방향 1에 평행하다. 샘플은, 관찰 평면에 평행하고 방향 1과 각도 |θx|를 이루는 방향 4로부터 관찰된다. 관찰 각도 θx는 -90° 내지 90°의 범위일 수 있지만, 대부분의 기구는 약 ± 80°까지만 측정할 수 있다. 양의 θx는 방향 3과 동일한 사분면 내에 있는 방향을 의미한다. 음의 θx는 다른 사분면 내에 있는 방향을 의미한다.
레이디언트 제맥스(Radiant Zemax) IS-SA™(미국 워싱턴주 레드몬드 소재의 레이디언트 제맥스로부터 입수가능한, 산란 및 외양을 위한 이미징 구(Imaging Sphere))를 이용하여 각각의 샘플에 대해 20°, 40°, 및 60°의 입사각(α)에 대해 색 BRDF(양방향 반사율 분포 함수)를 측정하였다. 직교 x-y-z 좌표계에서, 입사각(α)은 입사 빔이 샘플의 x-y 평면에 대한 법선(즉, z-축)과 이루는 각도이고, 입사각(α)은 y-z 평면(즉, x=0) 내에 위치된다. CIE-X, CIE-Y 및 CIE-Z BRDF 데이터를 적분 직경=2°, 경사각 해상도=2°, 및 방위각 해상도=2°의 설정을 사용하여 레이디언트 제맥스 IS-SA 소프트웨어로부터 CSV 파일로 익스포트하였다. MATLAB 프로그램을 기록하여 CSV 파일을 판독하고 하기에 기술된 바와 같이 CSV 파일 내의 각각의 데이터 점에 대해 CIE u', v', L*, a* 및 b*를 계산하였다:
CIE L*, a* 및 b*
CIE L*, a*, b* 및 E*는 하기의 관계를 이용하여 계산된다:
a* = 500*(F(X/Xn) - F(Y/Yn))
b* = 200*(F(Y/Yn) - F(Z/Zn))
L* = 116*F(Y/Yn) - 16

Xn, Yn 및 Zn은 기준 백색(reference white)에 대한 CIE X, Y 및 Z 값이다.
이미징 구에 대해, 사용된 디폴트 백색 점은 CIE 광원 E 점이며, 여기서 Xn = Yn = Zn = 1/3이다.
CIE 색도 (C*ab) 및 색상각 (h*ab)

아크탄젠트를 계산하기 위해, 사용된 4상한(four quadrant) 역 탄젠트 함수 atan2(y,x)에 대해 MATLAB 프로그램을 생성하였으며, 이는 -180° 내지 180°의 범위의 결과를 제공한다.
CIE u' 및 v'
CIE u', v' 및 델타 u'v'를 하기의 관계를 이용하여 계산하였다:

상기에 계산된 바와 같은 CIE u', v', L*, a* 및 b*를 이용하여, CIE 색상각 h*ab를 측정함으로써 샘플의 색을 평가하였다.

아크탄젠트를 계산하기 위해서, 4상한 역 탄젠트 함수 atan2(y,x)에 대한 해를 구하기 위해 MATLAB 프로그램을 생성하였으며, 이는 -180° 내지 180°의 범위의 결과를 제공한다.
h*ab (θx)는 방향 4로부터 관찰된 때의 샘플의 CIE 색상각이다.
색상각 변화는 하기로 정의된다:

주어진 x-세타(θ x)에서의 관찰 각도에 따른 색상각의 변화율은 하기의 관계에 의해 정의된다.

여기서 Δθ x = 4°가 사용된다. 이러한 변화율은 θy=0인 상태로 구간 θx = [-76°,76°]에서 2도마다 계산된다. 델타 색상각 크기는 θx = 0으로부터의 색상각에 있어서의 변화의 절대값이다. 5 초과의 임의의 주어진 θx에서의 최대 색상각은 색의 관찰가능한 변화를 나타낸다. 15 초과의 임의의 주어진 θx에서의 최대 색상각은 색의 현저한 변화를 나타낸다.
게다가, 색을 또한 총 적분된 반사 광에 대해 측정하였다. 이 경우에, a* 및 b*는 총 적분된 CIE X, Y 및 Z, 또는 θi / 확산(Diffuse)으로부터 계산된다.
게다가, 방향 2가 곧은 스트랜드에 수직인 웨브 횡단 방향에 있도록 샘플이 90° 회전된 상태에서 측정이 이루어진다.
θi = θ1에서θ2까지의 총 색상각 변화는 하기로 정의된다:

θi / 확산이 3 미만인 경우, 관찰 각도의 함수로서의 색의 차이(만약에 있다면)는 덜 인지가능하고/하거나 측정 오차에 덜 민감할 수 있다. 그러나, 다른 실시예에서, 색상각 변화는 약 2의 θi / 확산에서 현저할 수 있다.
결과
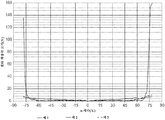
관찰 각도에 따른 색상각의 변화율 (|dhab/dqx|)을 예 1 내지 예 3에 대해 x-세타 = -76°에서 x-세타 = 76°까지 2°마다 계산하였다. 그 결과가 도 15에 그래프로 표현되어 있고, 하기의 표 4에 재현되어 있다.
[표 4]

관찰 각도에 따른 색상각의 변화율을 CE1, CE2 및 예 4 내지 예 7에 대해 x-세타 = -76°에서 x-세타 = 76°까지 2°마다 계산하였다. 그 결과가 도 16에 그래프로 표현되어 있고, 하기의 표 5에 재현되어 있다. 예 CE1 및 예 CE2는 도 16에서 예 4 및 예 5로서 식별되는 반면, 예 4 내지 예 7은 예 6 내지 예 9로서 식별된다는 것에 유의한다.
[표 5]

주어진 관찰 각도들의 세트에 대해 최대 색상각 변화가 클수록, 그 변화가 인지될 가능성이 더 많다. 비교예 1 및 비교예 2는, 4 미만의 최대 색상각 변화에 의해 입증된 바와 같이, 관찰 각도들의 범위에 걸쳐 상대적으로 적은, 인지가능한 색에 있어서의 변화를 나타낸다. 이론에 의해 구애되고자 함이 없이, 둘 이상의 보색의 조합 및 곧은 스트랜드 높이와 요동 스트랜드 높이 간의 뚜렷한 차이는 더 현저한 색 변화 및 미적 매력을 유발한다.
실시예
A.
중합체 스트랜드들의 어레이를 포함하는 네팅으로서, 중합체 스트랜드들은 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되며, 어레이는 제1 색을 갖는 제1 중합체 및 제2 색을 갖는 제2 중합체를 포함하고, 제1 색은 제2 색과는 상이한, 네팅.
B.
실시예 A에 있어서, 네팅은 10 마이크로미터 이상 내지 750 마이크로미터 이하의 두께를 갖는, 네팅.
C.
실시예 A에 있어서, 네팅은 10 g/m2 이상 내지 600 g/m2 이하의 평량을 갖는, 네팅.
D.
실시예 A에 있어서, 중합체 스트랜드들은 어레이 내에서 실질적으로 서로 교차하지 않는, 네팅.
E.
선행하는 실시예들 중 어느 한 실시예에 있어서, 제1 중합체는 제1 착색제를 포함하고, 제2 중합체는 제2 착색제를 포함하는, 네팅.
F.
선행하는 실시예들 중 어느 한 실시예에 있어서, 제1 색 또는 제2 색은 백색, 흑색, 적색, 분홍색, 주황색, 황색, 녹색, 청록색, 자주색, 및 청색으로 이루어진 군으로부터 선택되는, 네팅.
G.
선행하는 실시예들 중 어느 한 실시예에 있어서, 어레이는 교번하는 제1 스트랜드와 제2 스트랜드의 패턴을 포함하며, 제1 중합체는 제1 교번하는 스트랜드를 한정하고, 제2 중합체는 제2 교번하는 스트랜드를 한정하는, 네팅.
H.
선행하는 실시예들 중 어느 한 실시예에 있어서, 제1 중합체는 제2 중합체와는 상이한, 네팅.
I.
선행하는 실시예들 중 어느 한 실시예의 네팅을 포함하는, 탄력 붕대.
J.
실시예 A 내지 실시예 G 중 어느 한 실시예의 네팅을 포함하는, 압박 제품.
K.
중합체 스트랜드들의 어레이를 포함하는 네팅으로서, 중합체 스트랜드들은 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되며, 어레이는 제1 색을 갖는 제1 중합체 및 제2 색을 갖는 제2 중합체를 포함하고, 제1 색은 제2 색과는 상이하며, 네팅은 제1 관찰 각도에서 제1 색을, 그리고 제2 관찰 각도에서 제2 색을 나타내는, 네팅.
L.
실시예 K에 있어서, 어레이는 중합체 리본들 및 중합체 스트랜드들을 포함하고, 중합체 리본들은 접합 영역에서 하나의 중합체 스트랜드에만 단속적으로 접합되는 주 표면을 가지며, 중합체 리본들은 제1 중합체를 포함하고 중합체 스트랜드들은 제2 중합체를 포함하며, 제1 색은 제2 색과는 상이한, 네팅.
M.
실시예 K에 있어서, 중합체 스트랜드들은 인접한 리본들 사이에서 대체로 사인곡선형 패턴으로 요동하는, 네팅.
N.
실시예 L 또는 실시예 M에 있어서, 요동 스트랜드는 중심선으로부터의 높이가 리본보다 더 큰, 네팅.
O.
실시예 L 또는 실시예 M에 있어서, 리본 스트랜드는 중심선으로부터의 높이가 요동 스트랜드보다 더 큰, 네팅.
P.
실시예 K에 있어서, 중합체 리본은 실질적으로 곧고, 중합체 스트랜드가 인접한 중합체 리본들 사이에서 요동하는, 네팅.
Q.
선행하는 실시예들 중 어느 한 실시예에 있어서, 네팅은 3 이상의 40°/확산 CIE 색도, 및 θi = 40°일 때 구간 θx = [-78°,78°]에서 5도 이상의 최대 색상각 변화를 나타내는, 네팅.
R.
선행하는 실시예들 중 어느 한 실시예에 있어서, 네팅은 3 이상의 40°/확산 CIE 색도, 및 θi = 40°일 때 구간 θx = [-78°,78°]에서 8도 이상의 최대 색상각 변화를 나타내는, 네팅.
S.
선행하는 실시예들 중 어느 한 실시예에 있어서, 네팅은 3 이상의 40°/확산 CIE 색도, 및 θi = 40°일 때 구간 θx = [-78°,78°]에서 15도 이상의 최대 색상각 변화를 나타내는, 네팅.
T.
선행하는 실시예 K 내지 실시예 S 중 어느 한 실시예의 네팅을 포함하는, 탄력 붕대.
U.
선행하는 실시예 K 내지 실시예 S 중 어느 한 실시예의 네팅을 포함하는, 압박 제품.
V.
압출 다이로서, 적어도 제1 및 제2 공동, 제1 공동으로부터 제1 분배 오리피스 내로 연장되는 제1 통로, 및 제2 공동으로부터 제2 분배 오리피스까지 연장되는 제2 및 제3 통로를 가지며, 공동 및 오리피스는 복수의 심에 의해 한정되는, 압출 다이.
본 발명의 범주 및 사상으로부터 벗어남이 없이 본 개시의 예측가능한 변형 및 변경이 당업자에게 명백할 것이다. 본 발명은 예시의 목적으로 본 출원에 기재된 실시예로 제한되어서는 안된다.
Claims (17)
- 중합체 스트랜드(polymeric strand)들의 어레이를 포함하는 네팅(netting)으로서, 상기 중합체 스트랜드들은 상기 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되며, 상기 어레이는 제1 색을 갖는 제1 중합체 및 제2 색을 갖는 제2 중합체를 포함하고, 상기 제1 색은 상기 제2 색과는 상이한, 네팅.
- 제1항에 있어서, 상기 네팅은 10 마이크로미터 이상 내지 750 마이크로미터 이하의 두께를 갖는, 네팅.
- 제1항에 있어서, 상기 네팅은 10 g/m2 이상 내지 600 g/m2 이하의 평량(basis weight)을 갖는, 네팅.
- 제1항에 있어서, 상기 중합체 스트랜드들은 상기 어레이 내에서 실질적으로 서로 교차하지 않는, 네팅.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 제1 색 또는 상기 제2 색은 백색, 흑색, 적색, 분홍색, 주황색, 황색, 녹색, 청록색, 자주색, 및 청색으로 이루어진 군으로부터 선택되는, 네팅.
- 제1항 내지 제4항 중 어느 한 항에 있어서, 상기 어레이는 교번하는 제1 스트랜드와 제2 스트랜드의 패턴을 포함하며, 상기 제1 중합체는 제1 교번하는 스트랜드를 한정하고 상기 제2 중합체는 제2 교번하는 스트랜드를 한정하는, 네팅.
- 중합체 스트랜드들의 어레이를 포함하는 네팅으로서, 상기 중합체 스트랜드들은 상기 어레이 전체에 걸쳐 접합 영역들에서 주기적으로 함께 결합되며, 상기 어레이는 제1 색을 갖는 제1 중합체 및 제2 색을 갖는 제2 중합체를 포함하고, 상기 제1 색은 상기 제2 색과는 상이하며, 상기 네팅은 제1 관찰 각도(viewing angle)에서 상기 제1 색을, 그리고 제2 관찰 각도에서 상기 제2 색을 나타내는, 네팅.
- 제7항에 있어서, 상기 어레이는 중합체 리본(polymeric ribbon)들 및 중합체 스트랜드들을 포함하고, 상기 중합체 리본들은 접합 영역에서 하나의 중합체 스트랜드에만 단속적으로 접합되는 주 표면(major surface)을 가지며, 상기 중합체 리본들은 상기 제1 중합체를 포함하고 상기 중합체 스트랜드들은 상기 제2 중합체를 포함하며, 상기 제1 색은 상기 제2 색과는 상이한, 네팅.
- 제8항에 있어서, 상기 중합체 스트랜드들은 인접한 리본들 사이에서 대체로 사인곡선형 패턴(sinusoidal pattern)으로 요동하는, 네팅.
- 제9항에 있어서, 상기 요동 스트랜드는 중심선으로부터의 높이가 상기 리본보다 더 큰, 네팅.
- 제9항에 있어서, 상기 리본 스트랜드는 중심선으로부터의 높이가 상기 요동 스트랜드보다 더 큰, 네팅.
- 제9항에 있어서, 상기 중합체 리본은 실질적으로 곧고, 중합체 스트랜드가 인접한 중합체 리본들 사이에서 요동하는, 네팅.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 상기 네팅은 3 이상의 40°/확산(Diffuse) CIE 색도를 나타내고, 최대 색상각 변화(maximum hue angle change)는 θi = 40°일 때 구간 θx = [-78°,78°]에서 5도 이상인, 네팅.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 상기 네팅은 3 이상의 40°/확산 CIE 색도를 나타내고, 최대 색상각 변화는 θi = 40°일 때 구간 θx = [-78°,78°]에서 8도 이상인, 네팅.
- 제8항 내지 제12항 중 어느 한 항에 있어서, 상기 네팅은 3 이상의 40°/확산 CIE 색도, 및 θi = 40°일 때 구간 θx = [-78°,78°]에서 15도 이상의 최대 색상각 변화를 나타내는, 네팅.
- 제13항의 네팅을 포함하는, 탄력 붕대(elastic bandage).
- 제13항의 네팅을 포함하는, 압박 제품(compression product).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201461946620P | 2014-02-28 | 2014-02-28 | |
| US61/946,620 | 2014-02-28 | ||
| PCT/US2015/017719 WO2015130917A1 (en) | 2014-02-28 | 2015-02-26 | Nettings, dies, and methods of making |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20160127764A true KR20160127764A (ko) | 2016-11-04 |
Family
ID=54009612
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020167026166A KR20160127764A (ko) | 2014-02-28 | 2015-02-26 | 네팅, 다이, 및 제조 방법 |
Country Status (8)
| Country | Link |
|---|---|
| US (1) | US20160362824A1 (ko) |
| EP (1) | EP3110616A4 (ko) |
| JP (1) | JP2017511721A (ko) |
| KR (1) | KR20160127764A (ko) |
| CN (1) | CN106029351B (ko) |
| MX (1) | MX2016011153A (ko) |
| TW (1) | TW201600324A (ko) |
| WO (1) | WO2015130917A1 (ko) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX361639B (es) | 2014-02-28 | 2018-12-13 | 3M Innovative Properties Co | Medio de filtración que incluye malla polimérica de cintas y hebras. |
| US10500801B2 (en) | 2014-02-28 | 2019-12-10 | 3M Innovative Properties Company | Polymeric netting of strands and first and second ribbons and methods of making the same |
| WO2017117206A1 (en) * | 2015-12-29 | 2017-07-06 | 3M Innovative Properties Company | Winding core for webs and rolls on same |
| US11026846B2 (en) * | 2016-10-05 | 2021-06-08 | Medline Industries, Inc. | Elbow compression wrap and corresponding methods |
| CN107245812B (zh) * | 2017-08-01 | 2024-01-16 | 杭州友凯船艇有限公司 | 一种无纺布制造机 |
| WO2019045771A1 (en) | 2017-08-31 | 2019-03-07 | Kimberly-Clark Worldwide, Inc. | LASTIC FILM LAMINATES WITH OPENINGS |
| US11220085B2 (en) * | 2017-08-31 | 2022-01-11 | Kimberly-Clark Worldwide, Inc. | Apertured elastic film laminates |
| US11566353B2 (en) | 2019-04-05 | 2023-01-31 | Nike, Inc. | Knit component with differing visual effects |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4276106A (en) * | 1979-08-15 | 1981-06-30 | Imperial Chemical Industries Limited | Laying oriented fibrous webs |
| WO1994023679A1 (en) * | 1993-04-16 | 1994-10-27 | Minnesota Mining And Manufacturing Company | Orthopedic casting materials |
| US6531230B1 (en) * | 1998-01-13 | 2003-03-11 | 3M Innovative Properties Company | Color shifting film |
| US6791716B1 (en) * | 2000-02-18 | 2004-09-14 | Eastmas Kodak Company | Color image reproduction of scenes with preferential color mapping |
| FR2864251B1 (fr) * | 2003-12-17 | 2006-04-28 | Essilor Int | Article d'optique revetu d'un revetement anti-reflets multicouches absorbant dans le visible et procede de fabrication |
| US7241483B2 (en) * | 2004-06-08 | 2007-07-10 | 3M Innovative Properties Company | Reticulated webs and method of making |
| US20070237918A1 (en) * | 2006-04-06 | 2007-10-11 | 3M Innovative Properties Company | Wrapping material comprising a multilayer film as tear strip |
| BR112012007926B1 (pt) * | 2009-10-09 | 2020-12-08 | Volm Companies, Inc | pano não tecido de malha aberta e material de malha aberta |
| BR112014004032A2 (pt) * | 2011-08-22 | 2019-09-24 | 3M Innovantive Properties Company | material de rede, conjuntos e matrizes e métodos para a produção dos mesmos |
-
2015
- 2015-02-26 MX MX2016011153A patent/MX2016011153A/es unknown
- 2015-02-26 JP JP2016554492A patent/JP2017511721A/ja not_active Withdrawn
- 2015-02-26 KR KR1020167026166A patent/KR20160127764A/ko unknown
- 2015-02-26 EP EP15754516.1A patent/EP3110616A4/en not_active Withdrawn
- 2015-02-26 CN CN201580010955.8A patent/CN106029351B/zh not_active Expired - Fee Related
- 2015-02-26 WO PCT/US2015/017719 patent/WO2015130917A1/en active Application Filing
- 2015-02-26 TW TW104106401A patent/TW201600324A/zh unknown
- 2015-02-26 US US15/121,705 patent/US20160362824A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| CN106029351B (zh) | 2018-10-09 |
| MX2016011153A (es) | 2016-12-09 |
| CN106029351A (zh) | 2016-10-12 |
| WO2015130917A1 (en) | 2015-09-03 |
| EP3110616A4 (en) | 2017-10-11 |
| TW201600324A (zh) | 2016-01-01 |
| EP3110616A1 (en) | 2017-01-04 |
| US20160362824A1 (en) | 2016-12-15 |
| JP2017511721A (ja) | 2017-04-27 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6701146B2 (ja) | ストランド、網製品、ダイ、及びこれらの製造法 | |
| US10730220B2 (en) | Three-dimensional polymeric strand netting, dies, and methods of making the same | |
| KR20160127764A (ko) | 네팅, 다이, 및 제조 방법 | |
| US10501877B2 (en) | Nettings, dies, and methods of making the same | |
| US20140234606A1 (en) | Netting, arrays, and dies, and methods of making the same | |
| BR112015007535B1 (pt) | filme com faixas e mechas alternadas, laminado, artigo absorvente, matriz de extrusão e método de fabricação do referido filme | |
| KR20160027020A (ko) | 중합체 층 및 그의 제조 방법 | |
| US20200324452A1 (en) | Strands, nettings, dies, and methods of making the same | |
| US20160368237A1 (en) | Composite polymeric layers and methods of making the same |