KR20160090865A - Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming - Google Patents
Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming Download PDFInfo
- Publication number
- KR20160090865A KR20160090865A KR1020167016945A KR20167016945A KR20160090865A KR 20160090865 A KR20160090865 A KR 20160090865A KR 1020167016945 A KR1020167016945 A KR 1020167016945A KR 20167016945 A KR20167016945 A KR 20167016945A KR 20160090865 A KR20160090865 A KR 20160090865A
- Authority
- KR
- South Korea
- Prior art keywords
- steel sheet
- less
- hot
- martensite
- ferrite
- Prior art date
Links
Images

Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/06—Ferrous alloys, e.g. steel alloys containing aluminium
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/02—Stamping using rigid devices or tools
- B21D22/022—Stamping using rigid devices or tools by heating the blank or stamping associated with heat treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D22/00—Shaping without cutting, by stamping, spinning, or deep-drawing
- B21D22/20—Deep-drawing
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D1/00—General methods or devices for heat treatment, e.g. annealing, hardening, quenching or tempering
- C21D1/18—Hardening; Quenching with or without subsequent tempering
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/0221—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips characterised by the working steps
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0421—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the working steps
- C21D8/0436—Cold rolling
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D8/00—Modifying the physical properties by deformation combined with, or followed by, heat treatment
- C21D8/02—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips
- C21D8/04—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing
- C21D8/0447—Modifying the physical properties by deformation combined with, or followed by, heat treatment during manufacturing of plates or strips to produce plates or strips for deep-drawing characterised by the heat treatment
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D9/00—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor
- C21D9/46—Heat treatment, e.g. annealing, hardening, quenching or tempering, adapted for particular articles; Furnaces therefor for sheet metals
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/001—Ferrous alloys, e.g. steel alloys containing N
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/002—Ferrous alloys, e.g. steel alloys containing In, Mg, or other elements not provided for in one single group C22C38/001 - C22C38/60
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/005—Ferrous alloys, e.g. steel alloys containing rare earths, i.e. Sc, Y, Lanthanides
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/02—Ferrous alloys, e.g. steel alloys containing silicon
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/04—Ferrous alloys, e.g. steel alloys containing manganese
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/08—Ferrous alloys, e.g. steel alloys containing nickel
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/12—Ferrous alloys, e.g. steel alloys containing tungsten, tantalum, molybdenum, vanadium, or niobium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/14—Ferrous alloys, e.g. steel alloys containing titanium or zirconium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/16—Ferrous alloys, e.g. steel alloys containing copper
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C38/00—Ferrous alloys, e.g. steel alloys
- C22C38/18—Ferrous alloys, e.g. steel alloys containing chromium
- C22C38/38—Ferrous alloys, e.g. steel alloys containing chromium with more than 1.5% by weight of manganese
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D35/00—Combined processes according to or processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/002—Processes combined with methods covered by groups B21D1/00 - B21D31/00
- B21D35/005—Processes combined with methods covered by groups B21D1/00 - B21D31/00 characterized by the material of the blank or the workpiece
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/002—Bainite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/005—Ferrite
-
- C—CHEMISTRY; METALLURGY
- C21—METALLURGY OF IRON
- C21D—MODIFYING THE PHYSICAL STRUCTURE OF FERROUS METALS; GENERAL DEVICES FOR HEAT TREATMENT OF FERROUS OR NON-FERROUS METALS OR ALLOYS; MAKING METAL MALLEABLE, e.g. BY DECARBURISATION OR TEMPERING
- C21D2211/00—Microstructure comprising significant phases
- C21D2211/008—Martensite
Abstract
본 발명은, 질량%로, C: 0.100% 내지 0.340%, Si: 0.50% 내지 2.00%, Mn: 1.00% 내지 3.00%, P: 0.050% 이하, S: 0.0100% 이하, sol.Al: 0.001% 내지 1.000% 및 N: 0.0100% 이하, 잔량부 Fe 및 불순물로 이루어지는 화학 조성을 갖고, 면적%로, 페라이트: 5% 내지 50%, 템퍼링 마르텐사이트 및/또는 템퍼링 베이나이트: 합계 20% 내지 70%, 마르텐사이트: 25% 내지 75%이며, 이들의 합계가 90% 이상, 또한 잔류 오스테나이트: 0% 내지 5%를 포함하는 강 조직을 갖는 열간 성형 강판 부재를 제조하고, 고강도와 우수한 연성 및 굽힘성을 얻는 것이다.The steel sheet according to the present invention is characterized in that it contains 0.100% to 0.340% of C, 0.50% to 2.00% of Si, 1.00% to 3.00% of Mn, 0.050% By mass, tempering martensite and / or tempering bainite in a total amount of 20% to 70%, and a total amount of Fe and impurities, A method for manufacturing a hot-formed steel sheet member having a steel structure comprising martensite: 25% to 75%, a total of 90% or more thereof, and residual austenite: 0% to 5% .
Description
본 발명은, 예를 들어 자동차의 보디 구조 부품을 비롯한 기계 구조 부품 등에 사용되는, 열간 성형 강판 부재 및 그 제조 방법 및 열간 성형용 강판에 관한 것이다. 구체적으로는, 본 발명은 높은 인장 강도를 가지면서, 우수한 연성과 굽힘성을 갖는 열간 성형 강판 부재 및 그 제조 방법 및 그것을 얻기 위한 열간 성형용 강판에 관한 것이다.TECHNICAL FIELD The present invention relates to a hot-formed steel plate member, a method of manufacturing the same, and a steel sheet for hot forming, which are used, for example, in mechanical structural parts such as body structural parts of automobiles. Specifically, the present invention relates to a hot-formed steel sheet member having a high tensile strength and excellent ductility and bendability, a method of manufacturing the same, and a steel sheet for hot forming to obtain the same.
최근 들어, 자동차의 경량화를 위해서, 차체에 사용하는 강재의 고강도화를 도모하고, 사용 중량을 줄이는 노력이 진행되고 있다. 자동차에 널리 사용되는 박강판에 있어서는, 강판 강도의 증가에 수반하여, 프레스 성형성이 저하되어, 복잡한 형상의 부재를 제조하는 것이 곤란해진다. 구체적으로는, 연성이 저하되고, 가공도가 높은 부위에서 파단이 발생한다거나, 또는, 스프링백이나 벽 휨이 커져서, 치수 정밀도가 열화된다는 문제가 발생한다. 따라서, 고강도, 특히 980MPa급 이상의 인장 강도를 갖는 강판을 사용하여, 프레스 성형에 의해 그러한 부재를 제조하는 것은 용이하지 않다. 프레스 성형이 아니라, 롤 성형에 의하면, 고강도의 강판을 가공할 수 있지만, 길이 방향으로 균일한 단면을 갖는 부재 이외에는 적용할 수 없다.In recent years, in order to reduce the weight of automobiles, efforts have been made to increase the strength of steel used for the vehicle body and to reduce the weight of the vehicle. In the thin steel sheet widely used for automobiles, as the steel sheet strength is increased, the press formability is lowered, making it difficult to produce a member having a complicated shape. Concretely, there arises a problem that ductility is lowered, fracture occurs at a portion having a high degree of machining, or springback or wall warpage is increased, and dimensional accuracy is deteriorated. Therefore, it is not easy to produce such a member by press molding using a steel sheet having a high strength, particularly a tensile strength of 980 MPa or more. Roll forming, rather than press forming, can process high-strength steel sheets, but can not be applied to members having a uniform cross section in the longitudinal direction.
한편, 특허문헌 1에 개시되어 있는 바와 같이, 가열한 강판을 프레스 성형하는 열간 프레스라 불리는 방법에서는, 강판이 고온이어서 연질, 고연성으로 되어 있으므로, 복잡한 형상의 부재를 치수 정밀도 좋게 성형하는 것이 가능하다. 또한, 강판을 오스테나이트 단상 영역으로 가열해 두고, 금형 내에서 급냉(켄칭)함으로써, 마르텐사이트 변태에 의한 부재의 고강도화를 동시에 달성할 수 있다. 따라서, 이러한 열간 프레스법은, 부재의 고강도화와 강판의 성형성을 동시에 확보할 수 있는 우수한 성형 방법이다.On the other hand, as disclosed in Patent Document 1, in a method called a hot press for press-forming a heated steel sheet, since the steel sheet is high in temperature and soft and highly ductile, it is possible to mold a member having a complicated shape with high dimensional accuracy Do. Further, by heating the steel sheet to the austenite single-phase region and quenching it in the mold, the strength of the member due to the martensitic transformation can be simultaneously achieved. Therefore, such a hot pressing method is an excellent molding method capable of simultaneously securing the strength of the member and the moldability of the steel sheet.
또한, 특허문헌 2에는, 실온에서 미리 소정의 형상으로 성형 후, 오스테나이트 영역으로 가열하고, 금형 내에서 급냉함으로써, 부재의 고강도화를 달성하는 예비 프레스 켄칭법이 개시되어 있다. 이러한 열간 프레스의 일형태인 예비 프레스 켄칭법은, 금형에 의해 부재를 구속해서 열 왜곡에 의한 변형을 억제할 수 있으므로, 부재의 고강도화와 높은 치수 정밀도를 동시에 확보할 수 있는 우수한 성형 방법이다.Further, Patent Document 2 discloses a pre-press quenching method which achieves high strength of a member by heating the member into a predetermined shape at room temperature and then heating it to an austenite region and quenching in the mold. The preliminary press quenching method, which is one form of such hot pressing, is an excellent molding method which can secure the strength of members and high dimensional accuracy at the same time because the members can be restrained by the metal mold to suppress deformation due to thermal distortion.
그러나, 최근에 이르러서는, 열간 프레스 강판 부재에는 연성도 요구되게 되었으며, 강 조직이 실질적으로 마르텐사이트 단상인, 특허문헌 1이나 특허문헌 2로 대표되는 종래 기술에서는, 이러한 요구에 따를 수 없다는 문제가 발생하고 있다.However, recently, there has been a demand for ductility in the hot-pressed steel plate members, and a problem that the conventional technique represented by Patent Document 1 or Patent Document 2, in which the steel structure is substantially a martensite single phase, .
이러한 배경으로부터, 특허문헌 3에는, 강판을 페라이트와 오스테나이트의 2상 온도 영역으로 가열해 두고, 또한, 2상 조직을 유지한 채 프레스하고, 금형 내에서 급냉함으로써, 페라이트와 마르텐사이트의 2상 조직에 의한 고강도이면서 연성이 우수하다고 여겨지는 열간 프레스 강판 부재가 개시되어 있다. 그러나, 이와 같은 2상 가열 조건에 있어서는, 강 조직이 불균일해지기 쉬우므로, 열간 프레스 강판 부재의 굽힘성과 인성이 열화되어, 그 충격 흡수 특성이 현저하게 저하되는 경우가 있다.In view of the above background, Patent Document 3 discloses a method in which a steel sheet is heated in a two-phase temperature region of ferrite and austenite, pressed while keeping the two-phase structure, There is disclosed a hot pressed steel plate member which is considered to have high strength and high ductility due to the structure. However, under such two-phase heating conditions, the steel structure tends to become uneven, so that the bending property and toughness of the hot pressed steel plate member are deteriorated, and the impact absorption characteristic thereof is remarkably lowered.
한편, 특허문헌 4에는, 마르텐사이트 또는 베이나이트가 80체적% 이상인 강 조직을 갖는 강판을 Ac1 변태점 이상에서 가열하고, 금형 내에서 급냉함으로써 얻어진, 조직이 3 내지 20체적%의 잔류 오스테나이트, 30 내지 97체적%의 템퍼링 마르텐사이트 또는 템퍼링 베이나이트, 0 내지 67체적%의 마르텐사이트를 포함하는 고강도이면서 연성이 우수하다고 여겨지는 열간 프레스 강판 부재가 개시되어 있다.On the other hand, Patent Document 4 discloses that a steel sheet having a steel structure having 80% by volume or more of martensite or bainite is heated at an Ac 1 transformation point or higher and quenched in a mold to obtain a retained austenite having a structure of 3 to 20% A hot pressed steel plate member having a high strength and a high ductility and containing 30 to 97% by volume of tempering martensite or tempered bainite and 0 to 67% by volume of martensite.
그 밖에, 특허문헌 5에는, 마르텐사이트의 강판 조직 전체에 대한 면적률이 10% 이상 85% 이하, 마르텐사이트 중 25% 이상이 템퍼링 마르텐사이트이며, 잔류 오스테나이트량이 5% 이상 40% 이하, 베이나이트중의 베이니틱페라이트의 강판 조직 전체에 대한 면적률이 5% 이상, 강판 조직 전체에 대한, 마르텐사이트의 면적률, 잔류 오스테나이트의 면적률 및 베이나이트중의 베이니틱페라이트의 면적률의 합계가 65% 이상을 만족하는 고강도 프레스 부재가 개시되어 있다.In addition, Patent Document 5 discloses that the area ratio of martensite to the whole steel sheet structure is 10% or more and 85% or less, 25% or more of martensite is tempering martensite, the amount of retained austenite is 5% The area ratio of the bainitic ferrite in the knit to the entire steel sheet structure is 5% or more, the sum of the area ratio of martensite, the area ratio of retained austenite, and the area ratio of bainitic ferrite in bainite Of 65% or more is satisfied.
또한, 특허문헌 6에는, 베이나이트 및 마르텐사이트의 합계 분율이 80면적% 이상인 열간 프레스용 강판이 개시되어 있다.Patent Document 6 discloses a hot-press steel sheet having a total fraction of bainite and martensite of 80% or more by area.
또한, 특허문헌 7에는, 페라이트의 분율이 30면적% 이상인 열간 프레스용 강판이 개시되어 있다.Patent Document 7 discloses a hot-press steel sheet in which the fraction of ferrite is 30% by area or more.
예를 들어, 특허문헌 4에 기재되어 있는 바와 같이, 열간 프레스용 강판의 강 조직을 베이나이트 또는 마르텐사이트 주체로 함으로써, 열간 프레스 강판 부재의 연성뿐만 아니라, 본 발명자들의 검토에 의하면, 인성도 향상된다는 것이 밝혀졌다. 그러나, 그러한 부재의 조직 제어에 의해서도, 굽힘성의 열화는 해결되지 않아, 충격 변형 시의 좌굴부에 발생하는 부재의 굽힘 깨짐을 방지할 수 없다. 이 문제는, 강재의 인장 강도가 높아지면(예를 들어 980MPa 이상이 되면) 현재화된다. 이와 같이, 인장 강도가 높고(예를 들어, 인장 강도가 980MPa 이상이고), 연성 외에 굽힘성도 우수한 열간 프레스 강판 부재에 대해서는, 제조 기술의 확립은 물론, 그러한 제품 자체가 아직 제안되지 못하고 있는 것이 현 상황이다.For example, as described in Patent Document 4, when the steel structure of the hot-press steel sheet is made of bainite or martensite, not only the ductility of the hot-press steel sheet member but also the inventors of the present invention, . However, the deterioration of the bendability can not be solved even by the structural control of such a member, and bending breakage of the member occurring in the buckling portion at the time of impact deformation can not be prevented. This problem becomes present when the tensile strength of the steel becomes high (for example, 980 MPa or more). As described above, for a hot-pressed steel plate member having a high tensile strength (for example, a tensile strength of 980 MPa or more) and excellent ductility as well as ductility, manufacturing techniques have not been established, It is a situation.
마찬가지로, 열간 프레스 강판 부재 이외에도, 롤 성형 부재 등의 열간 성형 강판 부재 전반에서도, 인장 강도가 높고(예를 들어, 인장 강도가 980MPa 이상이고), 연성 외에 굽힘성도 우수한 열간 성형 강판 부재에 대해서, 제조 기술의 확립은 물론, 그러한 제품 자체가 아직 제안되지 못하고 있는 것이 현 상황이다.Similarly, in the case of a hot-formed steel plate member having a high tensile strength (for example, a tensile strength of 980 MPa or more) and excellent bendability in addition to ductility in addition to the hot-pressed steel plate member, In addition to establishing technology, such products have not yet been proposed.
본 발명의 구체적 과제는, 상술한 바와 같이 종래의 기술에는 없는, 열간 프레스 후, 연성 및 굽힘성이 우수한, 인장 강도가 높은 열간 프레스 강판 부재 및 그 제조 방법 및 그것을 얻기 위한 열간 프레스용 강판을 제공하는 것이다. 그리고, 일반화하면, 본 발명은, 열간 프레스와 마찬가지로 성형과 동시 또는 직후에 강판을 냉각하는 수단을 구비하고 있는 열간 성형에의 적용도 가능하다. 이로 인해, 본 발명의 구체적 과제는, 열간 성형 후, 높은 인장 강도를 가지면서도, 연성과 굽힘성이 우수한 열간 성형 강판 부재 및 그 제조 방법 및 그것을 얻기 위한 열간 성형용 강판을 제공하는 것이기도 하다.A specific object of the present invention is to provide a hot pressed steel sheet member having excellent tensile strength and excellent ductility and bendability after hot pressing, which is not present in the prior art as described above, and a method for producing the same, and a hot press steel sheet for obtaining the same . If generalized, the present invention can be applied to hot forming, which includes means for cooling a steel sheet immediately after or immediately after molding as in the case of a hot press. Accordingly, a specific object of the present invention is to provide a hot-formed steel sheet member having high tensile strength and excellent ductility and bendability after hot forming, a method of manufacturing the same, and a steel sheet for hot forming to obtain the same.
본 발명자들은, 높은 인장 강도를 갖는 열간 성형 강판 부재의 연성과 굽힘성을 개선하기 위해서 예의 검토를 행하였다. 그 결과, 다음과 같은 신규의 지견을 얻었다. 즉, 특정량의 C 및 Mn에 대하여 Si를 적극적으로 함유시킨 화학 조성을 가짐과 함께, 페라이트와 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 강 조직을 갖는 열간 성형용 강판을 사용한다. 또한, 그 열간 성형용 강판에 대한 최적인 열간 성형의 열처리 조건을 적용한다. 이에 의해, 종래의 열간 성형 강판 부재와는 달리, 강 조직을, 잔류 오스테나이트를 포함하지 않거나 또는 포함해도 면적률로 5% 이하로 하고, 또한 페라이트와 템퍼링 마르텐사이트 및 템퍼링 베이나이트 중 적어도 한쪽과 마르텐사이트를 소정의 면적률로 포함하는 복상으로 한다. 그리고, 상기 화학 조성 및 상기 강 조직을 가짐으로써, 높은 인장 강도를 가지면서, 연성과 굽힘성도 우수한 열간 성형 강판 부재를 제조할 수 있다는 신규의 지견을 얻었다.The inventors of the present invention have made extensive studies in order to improve ductility and bendability of a hot-formed steel sheet member having a high tensile strength. As a result, the following new knowledge was obtained. That is, a steel sheet for hot forming having a chemical composition in which Si is positively contained in a specific amount of C and Mn and a steel structure containing at least one of ferrite, martensite and bainite is used. The heat treatment conditions for hot forming that are optimal for the steel sheet for hot forming are also applied. As a result, unlike a conventional hot-formed steel plate member, the steel structure is made to have an area ratio of not more than 5% even if it does not contain or retain retained austenite, and at least one of ferrite and tempering martensite and tempering bainite Martensite is made into a garnet having a predetermined area ratio. By the above-mentioned chemical composition and the steel structure, it is possible to produce a hot-formed steel sheet member having high tensile strength and excellent ductility and bending property.
상기 지견에 기초하는 본 발명은 다음과 같다.The present invention based on the above findings is as follows.
(1) 질량%로, C: 0.100% 내지 0.340%, Si: 0.50% 내지 2.00%, Mn: 1.00% 내지 3.00%, P: 0.050% 이하, S: 0.0100% 이하, sol.Al: 0.001% 내지 1.000% 및 N: 0.0100% 이하를 함유하고, 잔량부 Fe 및 불순물로 이루어지는 화학 조성을 갖고,(1) A steel sheet comprising: 0.100% to 0.340% of C, 0.50% to 2.00% of Si, 1.00% to 3.00% of Mn, 0.050% 1.000% and N: 0.0100% or less, and has a chemical composition consisting of the remainder Fe and impurities,
페라이트와, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 적어도 한쪽과, 마르텐사이트를 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 템퍼링 마르텐사이트 및 템퍼링 베이나이트: 합계로 20% 내지 70%, 마르텐사이트: 25% 내지 75%, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트: 합계로 90% 이상, 잔류 오스테나이트: 0% 내지 5%인 강 조직을 갖는 열간 성형 강판 부재.Ferrites, at least one of tempering martensite and tempering bainite, and a martensite-containing steel structure, the ferrites being 5% to 50%, the tempering martensite and the tempering bainite being 20% to 70% A steel sheet member having a steel structure of 90% or more in total, and 0% to 5% in retained austenite: martensite: 25% to 75%, ferrite, tempering martensite, tempering bainite and martensite.
(2) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는 (1)항에 기재된 열간 성형 강판 부재.(2) The steel sheet according to any one of the above items (1) to (3), wherein the above chemical composition contains, in mass%, 0.200% or less of Ti, 0.200% or less of Nb, 0.200% or less of V, 1.000% or less, and Ni: 1.000% or less. The hot-formed steel sheet member according to (1)
(3) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는 (1)항 또는 (2)항에 기재된 열간 성형 강판 부재.(3) The hot-formed steel plate member according to the item (1) or (2), wherein the chemical composition contains 0.0025% or less by mass of B instead of a part of Fe.
(4) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는 (1)항 내지 (3)항 중 어느 한 항에 기재된 열간 성형 강판 부재.(4) The steel sheet according to any one of the above items (1) to (3), wherein the chemical composition is one or two selected from the group consisting of 0.0100% or less of Ca, 0.0100% or less of Mg, 0.0100% or less of REM, (1) to (3), wherein the heat-resistant steel sheet member contains at least one member selected from the group consisting of iron, iron and zirconium.
(5) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는 (1)항 내지 (4)항 중 어느 한 항에 기재된 열간 성형 강판 부재.(5) The hot-formed steel sheet member according to any one of (1) to (4), wherein the chemical composition contains 0.0% or less of Bi by mass% instead of a part of Fe.
(6) 질량%로, C: 0.100% 내지 0.340%, Si: 0.50% 내지 2.00%, Mn: 1.00% 내지 3.00%, P: 0.050% 이하, S: 0.0100% 이하, sol.Al: 0.001% 내지 1.000% 및 N: 0.0100% 이하를 함유하고, 잔량부 Fe 및 불순물로 이루어지는 화학 조성을 갖고,(6) A ferritic stainless steel comprising: 0.100 to 0.340% of C, 0.50 to 2.00% of Si, 1.00 to 3.00% of Mn, 0.050% of P or less, 0.0100% or less of S, 1.000% and N: 0.0100% or less, and has a chemical composition consisting of the remainder Fe and impurities,
애스펙트비가 2.0 이하인 페라이트와, 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 마르텐사이트 및 베이나이트: 합계로 45% 내지 90%, 페라이트, 마르텐사이트 및 베이나이트: 합계로 90% 이상인 강 조직을 갖는 열간 성형용 강판.Ferrites having an aspect ratio of 2.0 or less and ferrites containing at least one of martensite and bainite and having an area percentage of 5% to 50%, martensite and bainite: 45% to 90% in total, ferrites, Martensite and bainite: a steel sheet having a steel structure of 90% or more in total.
(7) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu:1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, (6)항에 기재된 열간 성형용 강판.(7) The steel sheet according to any one of the above items (1) to (5), wherein the above chemical composition contains, in mass%, Ti: not more than 0.200%, Nb: not more than 0.200%, V: not more than 0.200%, Cr: not more than 1.000% 1.000% or less, and Ni: 1.000% or less. The steel sheet for hot-forming according to (6)
(8) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는, (6)항 또는 (7)항에 기재된 열간 성형용 강판.(8) The hot-for-molding steel sheet according to item (6) or (7), wherein the chemical composition contains 0.0025% or less by mass of B instead of a part of Fe.
(9) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, (6)항 내지 (8)항 중 어느 한 항에 기재된 열간 성형용 강판.(9) The steel sheet according to any one of the above items (1) to (3), wherein the chemical composition is one or two selected from the group consisting of 0.0100% or less of Ca, 0.0100% or less of Mg, 0.0100% or less of REM, The steel sheet for hot forming according to any one of (6) to (8), wherein the steel sheet contains at least one species.
(10) 상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는, (6)항 내지 (9)항 중 어느 한 항에 기재된 열간 성형용 강판.(10) The hot-formed steel sheet according to any one of (6) to (9), wherein the chemical composition contains 0.0100% or less of Bi by mass% instead of a part of Fe.
(11) (6)항 내지 (10)항 중 어느 한 항에 기재된 열간 성형용 강판을, 720℃ 이상 Ac3점 미만의 온도 영역으로 가열하고, 상기 가열의 종료부터 열간 성형의 개시까지에 있어서 강판이 공냉에 노출되는 시간을 3초간 내지 20초간으로 하여 열간 성형을 실시하여, 10℃/초 내지 500℃/초의 평균 냉각 속도로 MS점 이하의 온도 영역까지 냉각하는, 열간 성형 강판 부재의 제조 방법.11 (6) to (10), the hot forming steel sheet described in any one of items, and heated to a temperature range of less than 720 ℃ Ac 3 point, for from the end of the heating to initiation of hot forming of steel sheet by the time of exposure to air cooling for three seconds to about 20 seconds subjected to hot molding, 10 ℃ / sec to 500 ℃ / sec in average cooling rate for cooling from a temperature range of more than M S point, hot forming steel member Gt;
본 발명에 의해, 열간 성형인 채로, 인장 강도가 높고, 연성이 우수하고, 또한 굽힘성도 우수한 열간 성형 강판 부재의 실용화가 처음으로 가능해진다는, 기술적으로 값진 효과가 달성된다. 본 발명에 따른 열간 성형 강판 부재는, 극도의 소성 변형이 발생하는 충돌에서도, 굽힘 변형함으로써 충격을 흡수할 수 있다는 매우 우수한 충돌 특성을 나타낸다. 이로 인해, 본 발명에 따른 열간 성형 강판 부재는, 특히 자동차의 보디 구조 부품의 제조에 적합하나, 기계 구조 부품 등 다른 용도에도 물론 적용될 수 있다.The present invention achieves a technically advantageous effect that the hot-formed steel sheet member having a high tensile strength, excellent ductility, and excellent bendability can be put into practical use for the first time while being hot-formed. The hot-formed steel sheet member according to the present invention exhibits a very excellent impact property that the impact can be absorbed by bending deformation even in a collision where extreme plastic deformation occurs. Therefore, the hot-formed steel sheet member according to the present invention is particularly suitable for manufacturing a body structural component of an automobile, but can also be applied to other applications such as mechanical structural components.
도 1은, 본 발명의 강 조직의 일례를 나타내는 사진이다.1 is a photograph showing an example of the steel structure of the present invention.
이어서, 본 발명에 있어서, 각 범위로 한정한 이유를 설명한다. 또한, 이하의 설명에 있어서는, 열간 성형에 대해서 구체적 형태인 열간 프레스를 예로 들어 설명한다. 또한, 「내지」로 나타난 수치 범위는, 그 전후에 기재되는 수치를 각각 최소값 및 최대값으로 한 범위를 나타낸다.Next, the reason why the present invention is limited to each range will be described. In the following description, a hot press, which is a specific form for hot forming, will be described as an example. The numerical range indicated by " to " indicates a range in which the numerical values described before and after the numerical value are the minimum value and the maximum value, respectively.
1. 화학 조성1. Chemical composition
먼저, 본 발명에 따른 열간 성형 강판 부재(이하, 간단히 「강판 부재」라고도 함) 및 열간 성형용 강판(이하, 간단히 「강판」이라고도 함)의 화학 조성을 상술한 바와 같이 규정한 이유를 설명한다. 이하의 설명에 있어서, 각 합금 원소의 함유량을 나타내는 「%」는, 특별히 단서가 없는 한 「질량%」를 의미한다.First, the reason why the chemical composition of the hot-formed steel sheet member according to the present invention (hereinafter simply referred to as " steel sheet member ") and the hot-formed steel sheet (hereinafter simply referred to as " steel sheet ") is defined as described above will be described. In the following description, "% " representing the content of each alloy element means "% by mass " unless otherwise specified.
(C: 0.100% 내지 0.340%)(C: 0.100% to 0.340%)
C는, 강의 켄칭성을 높이고, 또한 열간 프레스 후(켄칭 후)의 강도를 주로 결정하는, 매우 중요한 원소이다. C 함유량이 0.100% 미만이면 열간 프레스 후(켄칭 후)의 인장 강도(예를 들어, 980MPa 이상의 인장 강도)를 확보하는 것이 곤란해진다. 따라서, C 함유량은 0.100% 이상으로 하고, 바람직하게는 0.120% 이상이다. 한편, C 함유량이 0.340% 초과이면, 열간 프레스 후(켄칭 후)의 마르텐사이트가 경질이 되어, 굽힘성의 열화가 현저해질뿐만 아니라, 연성도 저하되는 경우가 있다. 따라서, C 함유량은 0.340% 이하로 한다. 또한, 용접성의 관점에서는 C 함유량을 0.300% 이하로 하는 것이 바람직하고, 더욱 바람직하게는 0.280% 이하이다.C is a very important element that increases the hardenability of steel and mainly determines the strength after hot pressing (after quenching). When the C content is less than 0.100%, it becomes difficult to secure the tensile strength after hot pressing (quenching) (for example, tensile strength of 980 MPa or more). Therefore, the C content is 0.100% or more, preferably 0.120% or more. On the other hand, if the C content is more than 0.340%, the martensite after hot pressing (after quenching) becomes hard, not only the deterioration of the bendability becomes significant, but also the ductility is lowered. Therefore, the C content is 0.340% or less. From the viewpoint of weldability, the C content is preferably 0.300% or less, and more preferably 0.280% or less.
(Si: 0.50% 내지 2.00%)(Si: 0.50% to 2.00%)
Si는, 페라이트와 오스테나이트의 2상 온도 영역으로 가열한 강의 연성을 향상시켜서, 또한 열간 프레스 후(켄칭 후)의 강도를 안정적으로 확보하기 위해서, 매우 효과가 있는 원소이다. Si 함유량이 0.50% 미만이면 상기 작용을 얻는 것이 곤란하다. 따라서, Si 함유량은 0.50% 이상으로 한다. 또한, 용접성을 향상시키는 관점에서는 Si 함유량을 0.70% 이상으로 하는 것이 바람직하고, 더욱 바람직하게는 1.10% 이상이다. 한편, Si 함유량이 2.00% 초과이면, 상기 작용에 의한 효과는 포화되어 경제적으로 불리해지는 동시에, 도금 습윤성의 저하가 현저해져서, 불도금이 다발한다. 따라서, Si 함유량은 2.00% 이하로 한다. 또한, 열간 성형 강판 부재의 표면 결함을 억제하는 관점에서는 Si 함유량을 1.80% 이하로 하는 것이 바람직하고, 더욱 바람직하게는 1.50% 이하이다.Si is a very effective element for improving the ductility of a steel heated to a two-phase temperature region of ferrite and austenite and for stably securing strength after hot pressing (after quenching). When the Si content is less than 0.50%, it is difficult to obtain the above action. Therefore, the Si content should be 0.50% or more. From the viewpoint of improving the weldability, the Si content is preferably 0.70% or more, more preferably 1.10% or more. On the other hand, if the Si content is more than 2.00%, the effect of the above action becomes saturated and becomes economically disadvantageous, and deterioration of the plating wettability becomes remarkable, resulting in frequent plating. Therefore, the Si content should be 2.00% or less. From the viewpoint of suppressing surface defects of the hot-formed steel plate member, the Si content is preferably 1.80% or less, and more preferably 1.50% or less.
(Mn: 1.00% 내지 3.00%)(Mn: 1.00% to 3.00%)
Mn은, 강의 켄칭성을 높이고, 또한 열간 프레스 후(켄칭 후)의 강도를 확보하기 위해서, 매우 효과가 있는 원소이다. 그러나, Mn 함유량이 1.00% 미만이면, 열간 프레스 후(켄칭 후)의 인장 강도(예를 들어, 980MPa 이상의 인장 강도)를 확보하는 것이 매우 곤란해질뿐만 아니라, 굽힘성도 저하되는 경우가 있다. 따라서, Mn 함유량은 1.00% 이상으로 한다. 상기 작용을 보다 확실하게 얻기 위해서는, Mn 함유량을 1.10% 이상으로 하는 것이 바람직하고, 더욱 바람직하게는 1.20% 이상이다. 한편, Mn 함유량이 3.00% 초과이면, 열간 프레스 후(켄칭 후)의 강 조직이 Mn 편석에 의한 현저한 밴드 형상으로 되어, 인성이 저하되고, 충돌 특성의 열화가 현저해진다. 따라서, Mn 함유량은 3.00% 이하로 한다. 또한, 열간 압연 및 냉간 압연 시에 있어서의 생산성의 관점에서는 Mn 함유량을 2.50% 이하로 하는 것이 바람직하고, 더욱 바람직하게는 2.40% 이하이다.Mn is a very effective element for enhancing the quenching of steel and securing strength after hot pressing (after quenching). However, when the Mn content is less than 1.00%, securing of the tensile strength after hot pressing (quenching) (for example, tensile strength of 980 MPa or more) becomes very difficult, and bendability may be lowered. Therefore, the Mn content should be 1.00% or more. In order to more reliably obtain the above action, the Mn content is preferably 1.10% or more, and more preferably 1.20% or more. On the other hand, if the Mn content is more than 3.00%, the steel structure after hot pressing (after quenching) becomes a remarkable band shape due to Mn segregation, resulting in a decrease in toughness and deterioration in collision characteristics. Therefore, the Mn content should be 3.00% or less. From the viewpoint of productivity in hot rolling and cold rolling, the Mn content is preferably 2.50% or less, and more preferably 2.40% or less.
C, Si 및 Mn을 상기 범위 내로 규정함으로써, 열간 성형용 강판의 강 조직을, 페라이트와 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 복상의 강 조직으로 하는 것이 가능해지고, 또한, 열간 프레스 시에의 가열 조건을 본 발명에 따라서 규정함으로써, 열간 성형 강판 부재의 강 조직이 원하는 복상의 강 조직이 된다.By defining C, Si and Mn within the above-mentioned range, it becomes possible to make the steel structure of the hot-formed steel sheet into a multi-phase steel structure including at least one of ferrite, martensite and bainite, The steel structure of the hot-formed steel plate member becomes a steel structure having a desired appearance.
(P: 0.050% 이하)(P: 0.050% or less)
P는, 일반적으로는 강에 함유되는 불순물인데, 고용 강화에 의해 강판의 강도를 높이는 작용을 가지므로 적극적으로 함유시켜도 된다. 그러나, P 함유량이 0.050% 초과이면 용접성의 열화가 현저해진다. 따라서, P 함유량은 0.050% 이하로 한다. P 함유량은 바람직하게는 0.018% 이하이다. 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, P 함유량을 0.003% 이상으로 하는 것이 바람직하다.P is an impurity contained in the steel in general, but it may actively increase the strength of the steel sheet by solid solution strengthening. However, if the P content exceeds 0.050%, the deterioration of the weldability becomes remarkable. Therefore, the content of P is 0.050% or less. The P content is preferably 0.018% or less. In order to more reliably obtain the effect of the above action, the P content is preferably 0.003% or more.
(S: 0.0100% 이하)(S: 0.0100% or less)
S는, 강에 함유되는 불순물이며, 용접성의 관점에서는 적을수록 바람직하다. S 함유량이 0.0100% 초과이면 용접성의 저하가 현저해진다. 따라서, S 함유량은 0.0100% 이하로 한다. S 함유량은 바람직하게는 0.0030% 이하, 더욱 바람직하게는 0.0015% 이하이다. 또한, 탈황 비용의 관점에서, S 함유량은, 0.0006% 이상으로 하는 것이 바람직하다.S is an impurity contained in the steel, and it is preferable from the viewpoint of weldability. If the S content is more than 0.0100%, the weldability deteriorates remarkably. Therefore, the S content is 0.0100% or less. The S content is preferably 0.0030% or less, more preferably 0.0015% or less. From the viewpoint of the desulfurization cost, the S content is preferably 0.0006% or more.
(sol.Al(soluble Al): 0.001% 내지 1.000%)(sol.Al (soluble Al): 0.001% to 1.000%).
Al은, 강을 탈산해서 강재를 건전화하는 작용을 갖는 원소이다. sol.Al 함유량이 0.001% 미만이면 상기 작용을 얻는 것이 곤란해진다. 따라서, sol.Al 함유량은 0.001% 이상으로 하고, 바람직하게는 0.015% 이상으로 한다. 한편, sol.Al 함유량이 1.000% 초과이면, 용접성의 저하가 현저해지는 동시에, 산화물계 개재물이 증가하여 표면 성상의 열화가 현저해진다. 따라서, sol.Al 함유량은 1.000% 이하로 하고, 바람직하게는 0.080% 이하로 한다. 또한, sol.Al이란, Al2O3 등의 산화물이 되어 있지 않아, 산에 가용되는 산가용 Al을 의미한다.Al is an element that acts to deoxidize steel and to repair the steel. If the sol.Al content is less than 0.001%, it becomes difficult to obtain the above-mentioned action. Therefore, the sol.Al content is set to 0.001% or more, preferably 0.015% or more. On the other hand, if the content of sol.Al is more than 1.000%, the deterioration of the weldability becomes remarkable, and the oxide inclusions increase and the deterioration of the surface property becomes remarkable. Therefore, the content of sol.Al is 1.000% or less, preferably 0.080% or less. The term sol.Al means an acid-soluble Al that is not an oxide such as Al 2 O 3 and is soluble in an acid.
(N: 0.0100% 이하)(N: 0.0100% or less)
N은, 강에 함유되는 불순물이며, 용접성의 관점에서는 적을수록 바람직하다. N 함유량이 0.0100% 초과이면 용접성의 저하가 현저해진다. 따라서, N 함유량은 0.0100% 이하로 하고, 바람직하게는 0.0060% 이하로 한다. 또한, 탈질소 비용의 관점에서, N 함유량은, 0.0020% 이상으로 하는 것이 바람직하다.N is an impurity contained in the steel, and is preferably as small as possible from the viewpoint of weldability. When the N content is more than 0.0100%, the weldability deteriorates remarkably. Therefore, the N content is set to 0.0100% or less, preferably 0.0060% or less. From the viewpoint of the denitrification cost, the N content is preferably 0.0020% or more.
〔불순물〕〔impurities〕
불순물이란, 원재료에 포함되는 성분, 또는, 제조의 과정에서 혼입되는 성분이며, 의도적으로 강판 부재 또는 열간 성형용 강판에 함유시킨 것이 아닌 성분을 가리킨다.The impurity refers to a component contained in the raw material or a component incorporated in the manufacturing process and intentionally not contained in the steel sheet member or the steel sheet for hot forming.
본 발명에 따른 강판 부재 및 열간 성형용 강판의 화학 조성은, 이하에 설명하는 바와 같은 원소를 또한 적어도 1종 함유해도 된다.The chemical composition of the steel sheet member and the hot-for-molding steel sheet according to the present invention may contain at least one kind of element as described below.
(Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상)(Ti: not more than 0.200%, Nb: not more than 0.200%, V: not more than 0.200%, Cr: not more than 1.000%, Mo: not more than 1.000%, Cu: not more than 1.000% Two or more species)
이들 원소는, 모두 열간 프레스 후(켄칭 후)의 강도를 안정적으로 확보하기 위해서 효과가 있는 원소이다. 따라서, 이들 원소의 1종 또는 2종 이상을 함유시켜도 된다. 그러나, Ti, Nb 및 V에 대해서는, 각각 0.200%를 초과해서 함유시키면, 열간 압연 및 냉간 압연이 곤란해지는 경우가 있을 뿐만 아니라, 반대로 안정된 강도 확보가 곤란해지는 경우가 있다. 따라서, Ti 함유량, Nb 함유량 및 V 함유량은, 각각 0.200% 이하로 하는 것이 바람직하다. 또한, Cr에 대해서는, 1.000%를 초과하면, 안정된 강도 확보가 곤란해지는 경우가 있다. 따라서, Cr 함유량은, 1.000% 이하로 하는 것이 바람직하다. 또한, Mo에 대해서는, 1.000%를 초과해서 함유시키면, 열간 압연 및 냉간 압연이 곤란해지는 경우가 있다. 따라서, Mo 함유량은, 1.000% 이하로 하는 것이 바람직하다. 그리고, Cu와 Ni는 각각 1.000%를 초과해서 함유시켜도, 상기 작용에 의한 효과는 포화되기 쉬워 경제적으로 불리해지는 경우가 있는 동시에, 열간 압연이나 냉간 압연이 곤란해지는 경우가 있다. 따라서, Cu 함유량 및 Ni 함유량은, 각각 1.000% 이하로 하는 것이 바람직하다.All of these elements are effective elements for stably securing the strength after hot pressing (after quenching). Therefore, one or more of these elements may be contained. However, when Ti, Nb and V are contained in an amount exceeding 0.200%, there are cases where hot rolling and cold rolling become difficult, and conversely, it may be difficult to obtain a stable strength. Therefore, the Ti content, the Nb content, and the V content are preferably 0.200% or less, respectively. With respect to Cr, if it exceeds 1.000%, it may become difficult to secure a stable strength. Therefore, the Cr content is preferably 1.000% or less. Further, when Mo is contained in an amount exceeding 1.000%, hot rolling and cold rolling may become difficult. Therefore, the Mo content is preferably 1.000% or less. Even when Cu and Ni are contained in an amount exceeding 1.000%, the effect due to the above action tends to be saturated, which may be economically disadvantageous, and it may be difficult to perform hot rolling or cold rolling. Therefore, the Cu content and the Ni content are preferably set to 1.000% or less, respectively.
또한, 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Ti: 0.003% 이상, Nb: 0.003% 이상, V: 0.003% 이상, Cr: 0.005% 이상, Mo: 0.005% 이상, Cu: 0.005% 이상 및 Ni: 0.005% 이상 중 적어도 하나를 만족시키는 것이 바람직하다.In order to more reliably obtain the effect of the above action, it is preferable to use an alloy containing at least 0.003% of Ti, at least 0.003% of Nb, at least 0.003% of V, at least 0.005% of Cr, at least 0.005% of Mo, And Ni: 0.005% or more.
즉, Ti 함유량의 하한값은 0.003%가 바람직하다. Nb 함유량의 하한값은 0.003%가 바람직하다. V 함유량의 하한값은 0.003%가 바람직하다. Cr 함유량의 하한값은 0.005%가 바람직하다. Mo 함유량의 하한값은 0.005%가 바람직하다. Cu 함유량의 하한값은 0.005%가 바람직하다. Ni 함유량의 하한값은 0.005%가 바람직하다.That is, the lower limit of the Ti content is preferably 0.003%. The lower limit of the Nb content is preferably 0.003%. The lower limit of the V content is preferably 0.003%. The lower limit of the Cr content is preferably 0.005%. The lower limit of the Mo content is preferably 0.005%. The lower limit of the Cu content is preferably 0.005%. The lower limit of the Ni content is preferably 0.005%.
(B: 0.0025% 이하)(B: 0.0025% or less)
B는, 강의 인성을 높이는 작용을 갖는 원소이다. 따라서, B를 함유시켜도 된다. 그러나, 0.0025%를 초과하는 양으로 B를 함유시키면, 열간 성형용 강판에 있어서, 강 조직이 페라이트를 포함하기 어려워지는 경우가 있어, 열간 성형 강판 부재의 연성과 굽힘성이 열화되는 경우가 있다. 따라서, B 함유량은 0.0025% 이하로 하는 것이 바람직하다. 또한, 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, B 함유량을 0.0003% 이상으로 하는 것이 바람직하다.B is an element having an action of increasing the toughness of the steel. Therefore, B may be added. However, if B is contained in an amount exceeding 0.0025%, the steel structure for hot-molding may not contain ferrite in some cases, and the ductility and bendability of the hot-formed steel sheet member may deteriorate in some cases. Therefore, the B content is preferably 0.0025% or less. In order to more reliably obtain the effect of the above action, the B content is preferably 0.0003% or more.
(Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상)(Ca: 0.0100% or less, Mg: 0.0100% or less, REM: 0.0100% or less and Zr: 0.0100% or less)
이들 원소는, 모두 개재물 제어, 특히 개재물의 미세 분산화에 기여하여, 인성을 높이는 작용을 갖는 원소이다. 따라서, 이들 원소의 1종 또는 2종 이상을 함유시켜도 된다. 그러나, 어느 원소도 0.0100%를 초과해서 함유시키면, 표면 성상의 열화가 현재화되는 경우가 있다. 따라서, 각 원소의 함유량은 각각 0.0100% 이하로 하는 것이 바람직하다. 또한, 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, 이들 원소 중 적어도 1개의 함유량을 0.0003% 이상으로 하는 것이 바람직하다. 즉, Ca 함유량, Mg 함유량, REM 함유량 및 Zr 함유량의 하한값은, 각각 0.0003%로 하는 것이 바람직하다.These elements all contribute to the control of inclusions, particularly the fine dispersion of inclusions, and are elements having an action of increasing toughness. Therefore, one or more of these elements may be contained. However, if any element is contained in an amount exceeding 0.0100%, the deterioration of the surface property sometimes becomes present. Therefore, the content of each element is preferably 0.0100% or less. In order to more reliably obtain the effect of the above action, the content of at least one of these elements is preferably 0.0003% or more. That is, the lower limit of the Ca content, Mg content, REM content and Zr content is preferably 0.0003%.
여기서, REM은, Sc, Y 및 란타노이드의 합계 17원소를 가리키며, 적어도 1종이다. 상기 REM의 함유량은 이들 원소 중 적어도 1종의 합계 함유량을 의미한다. 란타노이드의 경우, 공업적으로는 미슈메탈의 형태로 첨가된다.Here, REM refers to a total of 17 elements of Sc, Y and lanthanoids, and at least one species. The content of the REM means the total content of at least one of these elements. In the case of lanthanoids, it is industrially added in the form of mischmetal.
(Bi: 0.0100% 이하)(Bi: 0.0100% or less)
Bi는, 조직을 균일하게 하여, 굽힘성을 높이는 작용을 갖는 원소이다. 따라서, Bi를 함유시켜도 된다. 그러나, 0.0100%를 초과해서 Bi를 함유시키면, 열간 가공성이 열화되어, 열간 압연이 곤란해지는 경우가 있다. 따라서, Bi 함유량은 0.0100% 이하로 하는 것이 바람직하다. 또한, 상기 작용에 의한 효과를 보다 확실하게 얻기 위해서는, Bi 함유량을 0.0003% 이상으로 하는 것이 바람직하다.Bi is an element having a function of making the structure uniform and increasing the bending property. Therefore, Bi may be added. However, when Bi is contained in an amount exceeding 0.0100%, the hot workability is deteriorated and hot rolling may become difficult. Therefore, the Bi content is preferably 0.0100% or less. In order to more reliably obtain the effect of the above action, the Bi content is preferably 0.0003% or more.
2. 열간 성형 강판 부재의 강 조직2. Steel structure of hot-formed steel plate member
이어서, 본 발명에 따른 열간 성형 강판 부재의 강 조직에 대해서 설명한다.Next, the steel structure of the hot-formed steel plate member according to the present invention will be described.
본 발명에 따른 열간 성형 강판 부재는, 페라이트와, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 적어도 한쪽과, 마르텐사이트를 하기 소정의 면적률로 포함하는 강 조직을 갖는다. 즉, 이 강 조직은, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 한쪽만을 함유하고 있어도 되고, 양쪽을 함유하고 있어도 된다. 그리고, 이 강 조직은, 잔류 오스테나이트를 포함하지 않거나 또는 포함해도 면적률 5% 이하로 포함한다.The hot-formed steel sheet member according to the present invention has a steel structure containing ferrite, at least one of tempering martensite and tempering bainite, and martensite at the following specific area ratio. That is, the steel structure may contain only one of the tempering martensite and the tempering bainite, or both of them. Incidentally, this steel structure does not contain the retained austenite or includes the area ratio of 5% or less.
여기서, 도 1에, 본 발명의 강 조직의 일례를 나타낸다. 도 1의 강 조직에서는, 페라이트와, 템퍼링 마르텐사이트와, 마르텐사이트를 포함하고, 잔류 오스테나이트를 포함하지 않는 강 조직을 나타내고 있다.Here, FIG. 1 shows an example of the steel structure of the present invention. The steel structure shown in Fig. 1 shows a steel structure containing ferrite, tempering martensite, and martensite and not containing retained austenite.
(페라이트의 면적률: 5% 내지 50%)(Area ratio of ferrite: 5% to 50%)
페라이트의 면적률이 5% 미만이면, 연성과 굽힘성이 저하된다. 따라서, 페라이트의 면적률은 5% 이상으로 하고, 바람직하게는 15% 이상으로 한다. 한편, 페라이트의 면적률이 50% 초과이면, 굽힘성이 저하된다. 따라서, 페라이트의 면적률은 50% 이하로 하고, 바람직하게는 40% 이하로 한다.If the area ratio of the ferrite is less than 5%, the ductility and the bending property are deteriorated. Therefore, the area ratio of the ferrite is set to 5% or more, preferably 15% or more. On the other hand, if the area ratio of the ferrite exceeds 50%, the bending property is lowered. Therefore, the area ratio of the ferrite is set to 50% or less, preferably 40% or less.
또한, 페라이트의 애스펙트비는, 굽힘성의 저하를 억제하는 점에서, 2.0 이하로 하는 것이 바람직하다. 페라이트의 애스펙트비가 2.0을 초과하면, 페라이트(페라이트의 결정립)의 이방성이 높아지고, 응력 집중의 기점이 되어, 굽힘성이 저하되는 경우가 있다. 따라서, 페라이트의 애스펙트비는 2.0 이하로 하는 것이 바람직하고, 보다 바람직하게는 1.8 이하로 한다. 한편, 페라이트의 애스펙트비가 1.0에 가까울수록, 페라이트(페라이트의 결정립)의 이방성이 저감되므로, 페라이트의 애스펙트비 하한값은, 1.0인 것이 좋다. 단, 열간 프레스 후의 강판 부재의 항복 강도를 높이는 관점에서, 페라이트의 애스펙트비 하한값은, 1.2로 하는 것이 바람직하다.The aspect ratio of the ferrite is preferably 2.0 or less in view of suppressing lowering of the bending property. When the aspect ratio of the ferrite exceeds 2.0, the anisotropy of the ferrite (crystal grains of the ferrite) is increased, which is a starting point of stress concentration, and the bendability may be lowered. Therefore, the aspect ratio of the ferrite is preferably 2.0 or less, and more preferably 1.8 or less. On the other hand, as the aspect ratio of the ferrite is closer to 1.0, the anisotropy of the ferrite (the crystal grain of the ferrite) is reduced, so that the lower limit of the aspect ratio of the ferrite is preferably 1.0. However, from the viewpoint of increasing the yield strength of the steel sheet member after hot pressing, the lower limit of the aspect ratio of the ferrite is preferably 1.2.
페라이트의 애스펙트비는, 후술하는 실시예에서 상세하게 설명하는 방법에 의해 측정되는 값이다.The aspect ratio of ferrite is a value measured by a method described in detail in the following embodiments.
(템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률: 20% 내지 70%)(Total area ratio of tempered martensite and tempered bainite: 20% to 70%)
템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률이 20% 미만이면, 굽힘성이 저하된다. 따라서, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률은 20% 이상으로 하고, 바람직하게는 30% 이상으로 한다. 한편, 템퍼링 마르텐사이트 및 템퍼링 마르텐사이트의 합계 면적률이 70% 초과이면, 연성이 저하된다. 따라서, 템퍼링 마르텐사이트 및 템퍼링 마르텐사이트의 합계 면적률은 70% 이하로 하고, 바람직하게는 50% 이하로 한다.If the total area ratio of the tempering martensite and the tempering bainite is less than 20%, the bendability decreases. Therefore, the total area ratio of the tempering martensite and the tempering bainite is 20% or more, preferably 30% or more. On the other hand, if the total area ratio of the tempered martensite and the tempered martensite exceeds 70%, the ductility is lowered. Therefore, the total area ratio of the tempered martensite and the tempered martensite is set to 70% or less, preferably 50% or less.
(마르텐사이트의 면적률: 25% 내지 75%)(Area ratio of martensite: 25% to 75%)
마르텐사이트를 강 내에 형성시킴으로써, 열간 프레스 후(켄칭 후)의 강도를 높일 수 있다. 마르텐사이트의 면적률이 25% 미만이면, 열간 프레스 후(켄칭 후)의 인장 강도(예를 들어, 980MPa 이상의 인장 강도)를 확보하는 것이 곤란해진다. 따라서, 마르텐사이트의 면적률은 25% 이상으로 한다. 한편, 마르텐사이트의 면적률이 75% 초과이면, 연성이 저하된다. 따라서, 마르텐사이트의 면적률은 75% 이하로 하고, 바람직하게는 50% 이하로 한다.By forming the martensite in the steel, the strength after hot pressing (after quenching) can be increased. If the area ratio of the martensite is less than 25%, it becomes difficult to secure the tensile strength (for example, tensile strength of 980 MPa or more) after hot pressing (after quenching). Therefore, the area ratio of martensite should be 25% or more. On the other hand, if the area ratio of martensite exceeds 75%, the ductility is lowered. Therefore, the area ratio of martensite is set to 75% or less, preferably 50% or less.
여기서, 「마르텐사이트」란, 켄칭 그대로의 마르텐사이트 및, 켄칭 그대로의 마르텐사이트가 시효 경화된 시효 경화 후의 마르텐사이트의 양쪽을 의미한다. 즉, 「마르텐사이트의 면적률」이란, 켄칭 그대로의 마르텐사이트 및 켄칭 그대로의 마르텐사이트가 시효 경화된 시효 경화 후의 마르텐사이트의 합계 면적률을 의미한다.Here, " martensite " means both martensite as quenched and martensite as age-hardened as the quenched martensite is age-hardened. In other words, the "area ratio of martensite" means the total area ratio of martensite as quenched and martensite as quenched after age-hardening.
(페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트의 합계 면적률: 90% 이상)(Total area ratio of ferrite, tempered martensite, tempered bainite and martensite: 90% or more)
본 발명에 따른 열간 성형 강판 부재는, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트로 이루어지는 조직을 갖는 것을 기본으로 한다. 그러나, 제조 조건에 따라서는, 이들 이외의 상 또는 조직으로서, 베이나이트, 잔류 오스테나이트, 시멘타이트 및 펄라이트의 1종 또는 2종 이상이 혼입되는 경우가 있다. 이 경우, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트 이외의 상 또는 조직이 10%를 초과하면, 이들의 상 또는 조직의 영향에 의해, 목적으로 하는 특성을 얻을 수 없는 경우가 있다. 따라서, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트 이외의 상 또는 조직의 혼입은 10% 이하로 하고, 바람직하게는 5% 이하로 한다. 즉, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트의 합계 면적률은 90% 이상으로 하고, 바람직하게는 95% 이상으로 한다. 또한, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트의 합계 면적률의 상한값은 100%이다.The hot-formed steel sheet member according to the present invention is based on having a structure composed of ferrite, tempering martensite, tempering bainite and martensite. However, depending on the production conditions, one or more of bainite, retained austenite, cementite and pearlite may be incorporated as other phases or structures. In this case, if the phase or the structure other than the ferrite, the tempering martensite, the tempering bainite and the martensite exceeds 10%, the desired characteristics may not be obtained due to the influence of these phases or the structure. Therefore, the incorporation of phases or structures other than ferrite, tempered martensite, tempered bainite and martensite is 10% or less, preferably 5% or less. That is, the total area ratio of ferrite, tempered martensite, tempered bainite and martensite is 90% or more, preferably 95% or more. The upper limit value of the total area ratio of ferrite, tempered martensite, tempered bainite and martensite is 100%.
(잔류 오스테나이트의 면적률: 0% 내지 5%)(Area ratio of retained austenite: 0% to 5%)
페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트 이외의 상 또는 조직 중, 특히 잔류 오스테나이트가 면적률 5% 초과로 혼입(잔류)되면, 굽힘성이 저하된다. 따라서, 잔류 오스테나이트는 포함하지 않거나, 또는 포함해도, 잔류 오스테나이트의 면적률을 5% 이하로 하고, 바람직하게는 3% 이하로 한다. 또한, 잔류 오스테나이트의 면적률은 0%가 가장 바람직하다.When the residual austenite is mixed (remained) in an area ratio exceeding 5%, particularly in an image or a structure other than ferrite, tempered martensite, tempered bainite and martensite, the bendability decreases. Therefore, the area ratio of the retained austenite is 5% or less, preferably 3% or less, even if the retained austenite is not contained or included. The area ratio of the retained austenite is most preferably 0%.
이상의 열간 성형 강판 부재의 강 조직에 있어서의 각 상 및 조직의 면적률은, 후술하는 실시예에서 상세하게 설명하는 방법에 의해 측정되는 값이다.The area ratios of the phases and the textures in the steel structure of the above-mentioned hot-formed steel plate members are values measured by the method described in detail in the following embodiments.
본 발명에 따른 강판 부재는, 강판으로부터 열간 성형된 부재를 의미하며, 예를 들어 열간 프레스 성형된 강판 부재를 포함한다. 대표적으로는, 자동차 보디 구조 부품에 사용되는 도어 가드 바 등이 있다. 그 밖에, 자동차용으로서는, 범퍼 보강재 등도 있다. 기계 구조 부품용으로서는, 강판을 소재로 하여 제조된 건축 구조용 열간 성형 강관 등도 있다.The steel plate member according to the present invention means a member formed by hot forming from a steel plate, for example, a steel plate member formed by hot press forming. Typically, there is a door guard bar used in automobile body structural parts. In addition, for automobiles, bumper reinforcements are also available. For machine structural parts, there is also a hot-formed steel pipe for a structural structure made of a steel sheet.
3. 기계 특성3. Mechanical properties
본 발명에 따른 열간 성형 강판 부재는, 자동차의 경량화에 기여하는 충분한 강도로서, 980MPa 이상의 인장 강도(TS)를 갖는 것이 바람직하다.The hot-formed steel sheet member according to the present invention preferably has a tensile strength (TS) of 980 MPa or more as sufficient strength to contribute to weight reduction of an automobile.
4. 제조 방법4. Manufacturing Method
이어서, 상기의 특징을 갖는 본 발명에 따른 열간 성형 강판 부재가 바람직한 제조 방법에 대해서 설명한다.Next, a preferable manufacturing method of the hot-formed steel sheet member according to the present invention having the above-described characteristics will be described.
본 발명에 따른 열간 성형 강판 부재에 있어서, 높은 인장 강도(예를 들어 980MPa 이상의 인장 강도)를 가지면서, 연성과 굽힘성을 얻기 위해서는, 상술한 바와 같이, 열간 프레스 후(켄칭 후)의 강 조직을, 마르텐사이트 단상으로 하는 것이 아니라, 페라이트의 면적률이 5% 내지 50%, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률이 20% 내지 70%, 마르텐사이트의 면적률이 25% 내지 75%, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트의 합계 면적률이 90% 이상 및 잔류 오스테나이트의 면적률이 0% 내지 5%인 복상 조직으로 한다.In the hot-formed steel sheet member according to the present invention, in order to obtain ductility and bendability while having a high tensile strength (for example, tensile strength of 980 MPa or more), the steel structure after hot pressing (after quenching) The total area ratio of the tempering martensite and the tempering bainite is 20% to 70%, the area ratio of the martensite is 25% to 75%, and the area ratio of the ferrite is 5% , Ferrite, tempering martensite, tempering bainite and martensite of 90% or more and area percent of retained austenite of 0% to 5%.
본 발명에 따른 열간 성형 강판 부재의 강 조직을 얻기 위해서는, 열간 성형용의 소재로서의 강판(열간 성형용 강판)으로서, 상기 화학 조성을 갖고, 또한, 애스펙트비가 2.0 이하인 페라이트와, 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 강 조직이며, 페라이트의 면적률이 5% 내지 50%, 마르텐사이트 및 베이나이트의 합계 면적률이 45% 내지 90%, 페라이트, 마르텐사이트 및 베이나이트의 합계 면적률이 90% 이상인 강 조직(복상 조직)을 갖는 강판을 사용하는 것이 좋다. 그리고, 이 강판(열간 형성용 강판)을 720℃ 이상 Ac3점 미만의 온도 영역으로 가열하여, 계속해서, 가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간을 3초간 내지 20초간으로 하여 열간 프레스를 실시하여, 10℃/초 내지 500℃/초의 평균 냉각 속도로 MS점 이하의 온도 영역까지 냉각하는 것이 좋다.In order to obtain the steel structure of the hot-formed steel plate member according to the present invention, a steel sheet (hot-formed steel sheet) as a hot-forming material is required to have a composition of ferrite having the chemical composition described above and having an aspect ratio of 2.0 or less and martensite and bainite And the total area ratio of ferrite, martensite and bainite is 90% or more, the total area ratio of ferrite, martensite and bainite is 90% It is preferable to use a steel plate having a steel structure (augmentation structure) of not less than 10 mm. Then, by heating the steel sheet (for hot-forming the steel sheet) with a temperature range of less than 720 ℃ Ac 3 point, and subsequently, to 3, the time at which the steel sheet is exposed to the air cooling in from the end of heating to the start of the hot press seconds 20 seconds to may be subjected to hot press, it cooled to a temperature range of less than M S point to 10 ℃ / sec average cooling rate to 500 ℃ / sec.
상기 화학 조성 및 상기 강 조직을 갖는 열간 성형용 강판을 상기 조건에서 열간 프레스를 실시함으로써, 열간 프레스 후에 있어서, 원하는 강 조직을 갖고, 인장 강도가 높고(예를 들어, 인장 강도가 980MPa 이상이고), 연성과 굽힘성이 우수한 열간 성형 강판 부재가 얻어진다.The steel sheet for hot forming having the chemical composition and the steel structure is subjected to hot pressing under the above conditions to have a desired steel structure and a high tensile strength (for example, a tensile strength of 980 MPa or more) , A hot-formed steel sheet member having excellent ductility and bendability can be obtained.
(열간 성형용 강판의 강 조직)(Steel structure of steel sheet for hot forming)
- 페라이트의 애스펙트비: 2.0 이하 -- Aspect ratio of ferrite: 2.0 or less -
페라이트의 애스펙트비가 2.0 초과이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 페라이트의 애스펙트비도 2.0 초과가 되는 경우가 있을뿐만 아니라, 페라이트가 가열중에 과잉으로 오스테나이트로 변태하게 되어, 열간 프레스 후의 강판 부재의 페라이트 면적률이 5% 미만이 되는 경우가 있다. 이 강판 부재의 페라이트 애스펙트비가 2.0 초과하면, 페라이트(페라이트의 결정립)의 이방성이 높아지고, 응력 집중의 기점이 되어, 굽힘성이 저하되는 경우가 있다. 따라서, 페라이트의 애스펙트비는, 2.0 이하로 하고, 바람직하게는 1.8 이하로 한다. 한편, 페라이트의 애스펙트비가 1.0에 가까울수록, 페라이트(페라이트의 결정립)의 이방성이 저감되므로, 페라이트의 애스펙트비의 하한값은, 1.0인 것이 좋다. 단, 열간 프레스 후의 강판 부재의 항복 강도를 높이는 관점에서, 페라이트의 애스펙트비의 하한값은, 1.2로 하는 것이 바람직하다.If the aspect ratio of the ferrite is more than 2.0, the aspect ratio of the ferrite in the steel structure of the steel sheet member after hot pressing may be more than 2.0, and the ferrite may excessively transform into austenite during heating, The ferrite area ratio of the member may be less than 5%. If the ferrite aspect ratio of the steel sheet member exceeds 2.0, the anisotropy of the ferrite (crystal grains of the ferrite) becomes high, which is a starting point of stress concentration, and the bendability may be lowered. Therefore, the aspect ratio of the ferrite is 2.0 or less, preferably 1.8 or less. On the other hand, the closer the aspect ratio of ferrite to 1.0, the lower the anisotropy of ferrite (crystal grains of ferrite), so that the lower limit of the aspect ratio of ferrite is preferably 1.0. However, from the viewpoint of increasing the yield strength of the steel sheet member after hot pressing, the lower limit value of the aspect ratio of the ferrite is preferably 1.2.
페라이트의 애스펙트비는, 후술하는 실시예에서 상세하게 설명하는 방법에 의해 측정되는 값이다.The aspect ratio of ferrite is a value measured by a method described in detail in the following embodiments.
- 페라이트의 면적률: 5% 내지 50% -- area ratio of ferrite: 5% to 50%
페라이트의 면적률이 5% 미만이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 페라이트의 면적률도 5% 미만이 되는 경우가 있다. 따라서, 페라이트의 면적률은, 5% 이상으로 하고, 바람직하게는 15% 이상으로 한다. 마찬가지로, 페라이트의 면적률이 50% 초과이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 페라이트의 면적률도 50% 초과가 되는 경우가 있다. 따라서, 페라이트의 면적률은, 50% 이하로 하고, 바람직하게는 45% 이하로 한다.If the area ratio of the ferrite is less than 5%, the area ratio of the ferrite in the steel structure of the steel sheet member after hot pressing may be less than 5%. Therefore, the area ratio of the ferrite is set to 5% or more, preferably 15% or more. Similarly, if the area ratio of the ferrite exceeds 50%, the area ratio of ferrite in the steel structure of the steel sheet member after hot pressing may also exceed 50%. Therefore, the area ratio of the ferrite is set to 50% or less, preferably 45% or less.
- 마르텐사이트 및 베이나이트의 합계 면적률: 45% 내지 90% -- the total area ratio of martensite and bainite: 45% to 90%
마르텐사이트 및 베이나이트의 합계 면적률이 45% 미만이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률이 20% 미만이 되는 경우가 있다. 또한, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 마르텐사이트의 면적률이 25% 미만이 되는 경우가 있다. 따라서, 마르텐사이트 및 베이나이트의 합계 면적률은, 45% 이상으로 하고, 바람직하게 50% 이상으로 한다. 마찬가지로, 마르텐사이트 및 베이나이트의 합계 면적률이 90% 초과이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 합계 면적률이 70% 초과가 되는 경우가 있다. 또한, 열간 프레스 후의 강판 부재의 강 조직에 있어서의 마르텐사이트의 면적률이 75% 초과가 되는 경우가 있다. 따라서, 마르텐사이트 및 베이나이트의 합계 면적률은, 90% 이하로 하고, 바람직하게 80% 이하로 한다.If the total area ratio of martensite and bainite is less than 45%, the total area ratio of the tempering martensite and the tempering bainite in the steel structure of the steel sheet member after hot pressing may be less than 20%. In addition, the area ratio of martensite in the steel structure of the steel sheet member after hot pressing may be less than 25%. Therefore, the total area ratio of martensite and bainite is 45% or more, preferably 50% or more. Similarly, if the total area ratio of martensite and bainite exceeds 90%, the total area ratio of tempered martensite and tempered bainite in the steel structure of the steel sheet member after hot pressing may exceed 70%. Further, the area ratio of martensite in the steel structure of the steel sheet member after hot pressing may exceed 75%. Therefore, the total area ratio of martensite and bainite is 90% or less, preferably 80% or less.
- 페라이트, 마르텐사이트 및 베이나이트의 합계 면적률: 90% 이상 -- Total area ratio of ferrite, martensite and bainite: 90% or more -
페라이트, 마르텐사이트 및 베이나이트의 합계 면적률이 90% 미만이면, 열간 프레스 후의 강판 부재의 강 조직에 있어서의, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트 이외의 상 또는 조직의 혼입이 10%를 초과하는 경우가 있다. 특히, 잔류 오스테나이트의 면적률이 5%를 초과하는 경우가 있다. 따라서, 페라이트, 마르텐사이트 및 베이나이트의 합계 면적률은, 90% 이상으로 하고, 바람직하게는 93% 이상으로 한다. 또한, 페라이트, 마르텐사이트 및 베이나이트의 합계 면적률의 상한값은 100%이다.If the total area ratio of ferrite, martensite and bainite is less than 90%, the incorporation of phases or structures other than ferrite, tempering martensite, tempering bainite and martensite in the steel structure of the steel sheet member after hot pressing is 10 %. ≪ / RTI > In particular, the area ratio of the retained austenite may exceed 5%. Therefore, the total area ratio of ferrite, martensite and bainite is 90% or more, preferably 93% or more. The upper limit value of the total area ratio of ferrite, martensite and bainite is 100%.
이상의 열간 성형용 강판의 강 조직에 있어서의 각 상 및 조직의 면적률은, 후술하는 실시예에서 상세하게 설명하는 방법에 의해 측정되는 값이다.The area ratios of the phases and the textures in the steel structure of the above hot-forming steel sheet are the values measured by the method described in detail in the following embodiments.
(열간 성형용 강판의 제조)(Production of steel sheet for hot forming)
열간 성형용 강판은, 열연 강판, 냉연 강판, 도금 강판의 어느 것이어도 된다. 예를 들어, 도금 강판에는, 알루미늄계 도금 강판, 아연계 도금 강판 등을 들 수 있다.The hot-formed steel sheet may be a hot-rolled steel sheet, a cold-rolled steel sheet, or a plated steel sheet. Examples of the coated steel sheet include an aluminum-based coated steel sheet and a zinc-based coated steel sheet.
상기 강 조직을 갖는 열연 강판은, 그 화학 조성에 대해서, C, Si 및 Mn을 상기 범위 내로 규정하므로, 850℃ 내지 930℃에서 마무리 압연을 완료하고, 740℃ 내지 660℃의 범위에 3초간 이상 유지하고, 450℃ 이하의 온도 영역에서 권취하는 열연 공정에 의해 제조할 수 있다. 또한, 상기 강 조직을 갖는 냉연 강판은, 냉간 압연 후에, 780℃ 내지 900℃에서 가열하고, 평균 냉각 속도 10℃/초 이상에서 냉각하는 어닐링 공정에 의해 제조할 수 있다. 또한, 상기 강 조직을 갖는 도금 강판은, 상기 열연 강판 또는 상기 냉연 강판을 제조한 후, 열연 강판 또는 냉연 강판의 표면에 주지의 도금 처리를 실시함으로써 제조할 수 있다.Since the hot-rolled steel sheet having the steel structure has C, Si and Mn within the above-described range with respect to its chemical composition, finish rolling is completed at 850 캜 to 930 캜, and the steel sheet is heated to a temperature of 740 캜 to 660 캜 for 3 seconds or longer And then winding it in a temperature range of 450 DEG C or less. The cold-rolled steel sheet having the steel structure may be produced by an annealing process in which after cold rolling, the steel sheet is heated at 780 캜 to 900 캜 and cooled at an average cooling rate of 10 캜 / second or more. Further, the coated steel sheet having the steel structure can be produced by subjecting the surface of the hot-rolled steel sheet or the cold-rolled steel sheet to a well-known plating treatment after manufacturing the hot-rolled steel sheet or the cold-rolled steel sheet.
(열간 성형용 강판의 가열: 720℃ 이상 Ac3점 미만의 온도 영역으로 가열)(Heating of the steel sheet for hot forming: heating to a temperature range of less than 720 ℃ Ac 3 point)
열간 성형용 강판의 가열은, 720℃ 이상 Ac3점 미만의 온도로 함으로써 행한다. 여기서, Ac3점(℃)은, 하기 실험식(i)에 의해 규정되는 오스테나이트 단상이 되는 Ac3점(℃) 미만의 온도이다.Heating the steel sheet for hot forming is carried out by more than 720 ℃ Ac 3 point temperature of less than. Wherein, Ac 3 point (℃) is to a temperature less than the Ac 3 point (℃) which the austenite phase is defined by the empirical formula (i).
Ac3=910-203×(C0.5)-15.2×Ni+44.7×Si+104×V+31.5×Mo-30×Mn-11×Cr-20×Cu+700×P+400×sol.Al+50×Ti……(i)30? Mn-11? Cr-20? Cu + 700? P + 400? Sol.Al + Ac? 3 = 910-203 (C 0.5 ) -15.2 x Ni + 44.7 x Si + 104 x V + 31.5 x Mo- 50 x Ti ... ... (i)
여기서, 상기 식(i) 중에 있어서의 원소 기호는, 상기 강판의 화학 조성에 있어서의 각 원소의 함유량(단위: 질량%)을 나타낸다. 또한, 식(i)는, 강판에 포함되지 않는 원소를 0(0질량%)으로 하여 산출한다.Here, the symbol of the element in the formula (i) represents the content (unit: mass%) of each element in the chemical composition of the steel sheet. In addition, the formula (i) is calculated by setting 0 (0 mass%) as an element not included in the steel sheet.
가열 온도가 720℃ 미만이면, 오스테나이트화가 불충분해지고, 열간 프레스한 강판에 마르텐사이트가 포함되지 않아, 열간 프레스 후(켄칭 후)에 높은 인장 강도(예를 들어, 980MPa 이상의 인장 강도)를 확보하는 것이 곤란해진다. 따라서, 가열 온도는, 720℃ 이상으로 하고, 바람직하게는 750℃ 이상으로 한다. 한편, 가열 온도가 Ac3점 이상이 되면, 그 후에 공냉에 노출되었다고 해도, 열간 프레스 후(켄칭 후)의 강 조직으로, 마르텐사이트의 면적률이 75% 초과가 되어, 연성의 열화가 현저해진다. 따라서, 가열 온도는 Ac3점 이하로 하고, 바람직하게는 Ac3점 -30℃ 이하로 한다.If the heating temperature is lower than 720 占 폚, austenitization becomes insufficient, martensite is not contained in the hot-pressed steel sheet, and a high tensile strength (for example, tensile strength of 980 MPa or more) is secured after hot pressing It becomes difficult. Therefore, the heating temperature is set to 720 DEG C or higher, preferably 750 DEG C or higher. On the other hand, if the heating temperature is equal to or higher than the Ac 3 point, even when exposed to air cooling after that, the area ratio of martensite exceeds 75% in the steel structure after hot pressing (quenching), and the deterioration of ductility becomes remarkable . Therefore, the heating temperature is set to be not more than Ac 3 point, and preferably not more than Ac 3 point -30 ° C.
이 때, 720℃까지의 가열 속도와 상기 온도 영역으로 유지하는 가열 시간은 특별히 한정할 필요는 없지만, 각각 이하의 범위로 하는 것이 바람직하다.In this case, the heating rate up to 720 占 폚 and the heating time to be maintained in the temperature region are not particularly limited, but are preferably set within the following ranges.
720℃까지의 가열 시에의 평균 가열 속도는, 0.2℃/초 내지 100℃/초로 하는 것이 바람직하다. 상기 평균 가열 속도를 0.2℃/초 이상으로 함으로써, 더 높은 생산성을 확보하는 것이 가능해진다. 또한, 상기 평균 가열 속도를 100℃/초 이하로 함으로써, 통상의 로를 사용해서 가열하는 경우에 있어서, 가열 온도의 제어가 용이해진다.The average heating rate during heating up to 720 占 폚 is preferably 0.2 占 폚 / sec to 100 占 sec / sec. By setting the average heating rate to 0.2 DEG C / second or more, higher productivity can be ensured. Further, by setting the average heating rate to be 100 DEG C / second or less, it becomes easy to control the heating temperature in the case of heating using a normal furnace.
720℃ 이상 Ac3점 미만의 온도 영역에 있어서의 가열 시간은, 2분간 내지 10분간으로 하는 것이 바람직하다. 여기서, 가열 시간은, 강판의 온도가 720℃에 도달했을 때부터 가열 종료 시까지의 시간이다. 가열 종료 시간은, 구체적으로는, 로 가열의 경우에는 강판이 가열로로부터 취출되었을 때이며, 통전 가열이나 유도 가열의 경우에는 통전 등을 종료했을 때이다. 상기 가열 시간을 2분간 이상으로 함으로써, 열간 프레스 후(켄칭 후)의 강도가 보다 안정되게 된다. 또한, 상기 유지 시간을 10분간 이하로 함으로써, 강판 부재의 조직을 보다 미세하게 할 수 있으므로, 강판 부재의 인성이 한층 향상된다.The heating time in the temperature region of less than 720 ℃ Ac 3 point is preferably for 2 minutes to 10 minutes. Here, the heating time is a time from when the temperature of the steel sheet reaches 720 占 폚 to when the heating ends. Specifically, the heating end time is when the steel sheet is taken out from the heating furnace in the case of the furnace heating, and when the energization is finished in the case of the conduction heating or induction heating. By setting the heating time to 2 minutes or more, the strength after hot pressing (after quenching) becomes more stable. Further, by setting the holding time to 10 minutes or less, the structure of the steel plate member can be finer, and the toughness of the steel plate member is further improved.
(가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간: 3초간 내지 20초간)(Time during which the steel sheet is exposed to air cooling from the end of the heating to the start of the hot press: 3 seconds to 20 seconds)
일반적으로, 열간 성형용 강판은, 가열로 등에서 가열된 후, 열간 프레스 장치까지 반송된다. 이 때, 예를 들어 가열로로부터의 추출 시, 또는, 열간 프레스 장치에의 반송 시 또는 투입 시 등에, 그 강판은 일부에서 공냉에 노출되는 경우가 있다. 이러한 공냉 시에는, 페라이트가 새롭게 생성, 또는, 성장하므로, 공냉에 노출되는 시간은 인장 강도에 영향을 미친다. 따라서, 열간 프레스 후(켄칭 후)의 강도를 안정적으로 확보하기 위해서는, 그러한 공냉은 단시간으로 하는 것이 바람직하다. 특히, 가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간이 20초간 초과이면, 열간 프레스 후(켄칭 후)의 강판 부재의 인장 강도가 저하되거나, 또는, 높은 인장 강도(예를 들어, 980MPa 이상의 인장 강도)가 확보된 경우에도, 오스테나이트의 탄소 농화가 현저해지고, 마르텐사이트 변태부가 깨지기 쉬워져서, 굽힘성이 저하된다. 따라서, 가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간은 20초간 이내로 하고, 바람직하게는 16초간 이내로 한다. 반면, 가열 시에 발생한 오스테나이트는 바늘 형상으로 석출하고 있다. 석출한 오스테나이트 일부는 냉각중에 페라이트 변태하고, 오스테나이트의 형태는 바늘 형상에서 구상으로 서서히 변화하므로, 가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간이 3초간 미만으로, 열간 프레스(담금질)하고, 마르텐사이트 변태시키면, 바늘 형상의 마르텐사이트 변태부는 응력 집중의 기점이 되어, 굽힘성이 저하될 뿐만 아니라, 잔류 오스테나이트가 생성되기 쉬워진다. 따라서, 가열의 종료부터 열간 프레스의 개시까지에 있어서 강판이 공냉에 노출되는 시간은 3초간 이상으로 하고, 바람직하게는 7초간 이상으로 하고, 보다 바람직하게는 10초간 이상으로 한다.Generally, the hot-formed steel sheet is heated in a heating furnace and then conveyed to the hot press apparatus. At this time, the steel sheet may be partially exposed to air cooling, for example, at the time of extraction from a heating furnace, at the time of transportation to a hot press apparatus, or at the time of charging. During such air cooling, since the ferrite is newly produced or grows, the time during which the steel is exposed to air cooling affects the tensile strength. Therefore, in order to stably secure the strength after hot pressing (after quenching), it is preferable to shorten such air cooling. In particular, if the time for which the steel sheet is exposed to air cooling during the period from the end of the heating to the start of the hot press is more than 20 seconds, the tensile strength of the steel sheet member after hot pressing (after quenching) , A tensile strength of 980 MPa or more is secured), the carbon concentration of the austenite becomes remarkable and the martensitic transformation part becomes fragile and the bendability is lowered. Therefore, the time for exposing the steel sheet to air cooling from the end of the heating to the start of the hot press is within 20 seconds, preferably within 16 seconds. On the other hand, the austenite formed during heating precipitates in the form of needles. A part of the precipitated austenite undergoes ferrite transformation during cooling and the shape of the austenite gradually changes from a needle shape to a spherical shape and therefore the time for which the steel sheet is exposed to air cooling from the end of heating to the start of hot pressing is less than 3 seconds, When hot pressing (quenching) and martensitic transformation is performed, the needle-shaped martensitic transformation portion becomes a starting point of stress concentration, not only the bendability is lowered, but also the retained austenite is easily produced. Therefore, the time for which the steel sheet is exposed to air cooling from the end of the heating to the start of the hot press is 3 seconds or more, preferably 7 seconds or more, and more preferably 10 seconds or more.
여기서, 공냉에 노출되는 시간의 조정은, 가열로로부터의 취출 후, 통상은 공냉에 노출되는 프레스 금형까지의 반송 시간을 조정함으로써 행할 수 있다.Here, the adjustment of the time for exposure to air cooling can be performed by adjusting the transport time to the press mold, which is normally exposed to air cooling after being taken out from the heating furnace.
(MS점 이하의 온도 영역까지의 평균 냉각 속도: 10℃/초 내지 500℃/초)(Average cooling rate up to the temperature range of M S point or less: 10 캜 / sec to 500 캜 / sec)
열간 성형용 강판에 열간 프레스를 실시하고, 10℃/초 내지 500℃/초의 평균 냉각 속도로 MS점(MS점=마르텐사이트 변태가 시작되는 온도) 이하의 온도 영역까지 냉각하면, 확산형 변태가 일어나기 어려워진다. 평균 냉각 속도가 10℃/초 미만이면, 베이나이트 변태가 과도하게 진행된다. 또는, 펄라이트 변태가 발생하고, 강화 상인 마르텐사이트의 면적률을 확보할 수 없게 되어, 열간 프레스 후(켄칭 후)에 높은 인장 강도(예를 들어, 980MPa 이상의 인장 강도)를 확보하는 것이 곤란해진다. 또는, 오스테나이트가 안정화되어, 굽힘성이 저하된다. 따라서, 상기 온도 영역에서의 평균 냉각 속도는 10℃/초 이상으로 하고, 바람직하게는 30℃/초 이상으로 한다. 한편, 상기 평균 냉각 속도가 500℃/초 초과이면, 강판 부재의 균열을 유지하는 것이 매우 곤란해져, 강도가 안정되지 않게 된다. 따라서, 상기 평균 냉각 속도는 500℃/초 이하로 하고, 바람직하게는 200℃/초 이하로 한다.When the hot-formed steel sheet is hot-pressed and cooled to a temperature range lower than the M S point (temperature at which the M S point = martensitic transformation starts) at an average cooling rate of 10 ° C / sec to 500 ° C / It becomes difficult for transformation to occur. If the average cooling rate is less than 10 ° C / second, bainite transformation proceeds excessively. Alternatively, the pearlite transformation may occur and the area ratio of the martensite as the strengthened phase can not be ensured, making it difficult to secure a high tensile strength (for example, a tensile strength of 980 MPa or more) after hot pressing (after quenching). Alternatively, the austenite is stabilized and the bendability is lowered. Therefore, the average cooling rate in the temperature range is 10 DEG C / second or more, preferably 30 DEG C / second or more. On the other hand, if the average cooling rate exceeds 500 deg. C / second, it becomes very difficult to maintain cracks in the steel plate member, and the strength becomes unstable. Therefore, the average cooling rate is set to 500 ° C / second or less, preferably 200 ° C / second or less.
여기서, 평균 냉각 속도란, 열간 프레스를 실시하는 온도(℃)와 Ms점(℃)의 차를, 열간 프레스를 실시하는 온도(℃)부터 Ms점(℃)에 이르는 시간으로 나눈 값이다.Here, the average cooling rate is a value obtained by dividing the difference between the temperature (° C.) and the Ms point (° C.) at which the hot press is performed by the time from the temperature (° C.) to the hot press (Ms point (° C.).
또한, 냉각할 때, 400℃ 도달 이후는 상변태에 의한 발열이 매우 커지므로, 400℃ 이상의 온도 영역에서의 냉각 방법과 동일한 냉각 방법으로는 충분한 냉각 속도를 확보할 수 없는 경우가 있다. 이로 인해, 400℃까지의 냉각보다도 400℃부터 MS점까지의 냉각을 강하게 행할 필요가 있고, 구체적으로는 이하에 설명하는 바와 같이 하는 것이 바람직하다. 열간 프레스법에서는, 통상, 상온 또는 수 10℃ 정도의 강제 금형에 의해 냉각이 달성된다. 따라서, 냉각 속도를 변화시키기 위해서는, 금형 치수를 바꾸어 열 용량을 변화시키면 된다. 또한 금형 재질을 이종 금속(예를 들어 구리 등)으로 바꾸는 것으로도 냉각 속도를 변화시킬 수 있다. 금형 치수를 바꿀 수 없는 경우, 수냉형의 금형을 사용해서 냉각 수량을 바꾸는 것에 의해서도, 냉각 속도를 바꿀 수 있다. 또한, 미리 홈을 몇 군데 자른 금형을 사용하여, 프레스중에 그 홈에 물을 통과시킴으로써 냉각 속도를 바꾸고, 프레스 도중에 프레스기를 올리고, 그 사이에 물을 흘리는 것으로도, 냉각 속도를 바꿀 수 있다. 또한, 금형 클리어런스를 바꾸고, 강판과의 접촉 면적을 변화시키는 것으로도 냉각 속도를 바꿀 수 있다. 예를 들어 400℃ 전후에서 냉각 속도를 바꾸는 수단에는, 다음과 같은 수단을 생각할 수 있다.Further, since the heat generation due to the phase transformation is very large after reaching 400 캜 at the time of cooling, a sufficient cooling rate can not be ensured by the same cooling method as that in the temperature region of 400 캜 or more. Thus, from 400 ℃ than cooling to 400 ℃ it is necessary to strongly perform the cooling to the M S point, specifically, it is preferably as described below. In the hot pressing method, cooling is usually achieved by a forced mold at ordinary temperature or several tens of degrees Celsius. Therefore, in order to change the cooling rate, the size of the mold may be changed to change the heat capacity. It is also possible to change the cooling rate by changing the mold material to a different metal (for example, copper). If the mold dimensions can not be changed, the cooling rate can also be changed by changing the cooling water using a water-cooled mold. It is also possible to change the cooling rate by changing the cooling rate by passing water through the grooves in the press during the press, raising the press during the press, and flowing water therebetween. Also, the cooling rate can be changed by changing the mold clearance and changing the contact area with the steel plate. For example, as means for changing the cooling rate at about 400 캜, the following means can be considered.
(1) 400℃ 도달 직후에, 열 용량이 상이한 금형 또는 실온 상태의 금형으로 이동시켜서, 냉각 속도를 바꾼다;(1) Immediately after reaching 400 ° C, the mold is moved to a mold having a different heat capacity or a mold at room temperature to change the cooling rate;
(2) 수냉 금형의 경우, 400℃ 도달 직후에 금형중의 유수량을 변화시켜서, 냉각 속도를 바꾼다;(2) In the case of a water-cooling mold, the flow rate in the mold is changed immediately after reaching 400 캜, and the cooling rate is changed;
(3) 400℃ 도달 직후에, 금형과 부재의 사이에 물을 흘리고, 그 수량을 변화시키는 것으로, 냉각 속도를 바꾼다.(3) Immediately after reaching 400 캜, water is flowed between the mold and the member, and the cooling rate is changed by changing the quantity.
본 발명에 있어서는, 열간 프레스법에 있어서의 성형의 형태는 특별히 제한되지 않는다. 예시하면, 굽힘 가공, 드로잉 성형, 신장 성형, 구멍 확장 성형, 플랜지 성형을 들 수 있다. 목적으로 하는 열간 성형 강판 부재의 종류에 따라 적절히 선택하면 된다. 열간 성형 강판 부재의 대표예로서, 상술한 바와 같은 자동차용 보강 부품인 도어 가드 바나 범퍼 보강재 등을 들 수 있다.In the present invention, the form of molding in the hot pressing method is not particularly limited. Examples include bending, drawing molding, stretch forming, hole expanding molding, and flange molding. It may be suitably selected in accordance with the type of the hot-formed steel plate member to be used. Typical examples of the hot-formed steel plate members include door guard bars, bumper reinforcements, and the like, which are automotive reinforcing parts as described above.
본 발명에 따른 열간 성형 강판 부재는, 연성과 굽힘성이 우수한 것이 특징이다. 그 때의 실용에 견딜 수 있는 연성으로서는, 인장 시험의 전체 신장이 12% 이상 있는 것이 바람직하다. 더욱 바람직하게는, 전체 신장이 14% 이상이다. 굽힘성으로서는, 선단 각도가 90°인 V굽힘 시험의 한계 굽힘 반지름이 5t 이하인 것이 바람직하다.The hot-formed steel sheet member according to the present invention is characterized by being excellent in ductility and bending property. It is preferable that the total elongation of the tensile test is 12% or more as ductility to withstand practical use at that time. More preferably, the total elongation is 14% or more. As the bending property, it is preferable that the limit bending radius of the V-bending test in which the tip angle is 90 DEG is 5t or less.
열간 프레스 후의 열간 성형 강판 부재는, 스케일 제거 목적으로 숏블라스트 처리를 실시해도 된다. 이 숏블라스트 처리에는, 표면에 압축 응력을 도입하는 효과가 있으므로, 지연 파괴가 억제되고, 또한 피로 강도가 향상된다는 이점이 있다.The hot-formed steel sheet member after hot pressing may be shot blasted for the purpose of scaling down. The shot blasting process has an advantage of introducing a compressive stress to the surface, thereby preventing delayed fracture and improving fatigue strength.
상기 설명에 있어서는, 열간 성형에 대해서, 구체적 형태인 열간 프레스를 예로 들어 설명하였지만, 본 발명은 열간 프레스와 마찬가지로 성형과 동시 또는 직후에 강판을 냉각하는 수단을 구비하고 있는 열간 성형, 예를 들어 롤 성형에도 적용 가능하다.In the above description, a hot press as a concrete form has been described as an example of hot forming. However, the present invention is also applicable to hot forming including means for cooling the steel plate immediately after or immediately after the forming, It is also applicable to molding.
(실시예)(Example)
본 발명의 실시예에 대해서 설명한다. 단, 본 발명은 실시예에 한정되지 않는다.An embodiment of the present invention will be described. However, the present invention is not limited to the embodiments.
표 1에 나타낸 화학 조성을 갖는 강판을 공시재로 하였다. 이들 강판은, 실험실에서 용제한 슬래브를 1250℃에서 30분간 가열한 후, 공시재 No.6과 No.22를 제외하고, 880℃부터 910℃의 범위에서 마무리 압연을 완료하고, 720℃부터 680℃의 범위에 5초간 유지하도록 열간 압연을 행하고, 판 두께 2.6mm의 열연 강판으로 한 것이다. 열간 압연 후는 420℃ 이하까지 물 스프레이 냉각한 후, 20℃/시로 실온까지 서냉함으로써, 420℃ 이하의 온도 영역에서 권취하는 열연 권취 공정을 모의한 것이다.A steel sheet having the chemical composition shown in Table 1 was used as a sealant. These slabs were heated in the laboratory at 1250 ° C for 30 minutes and then subjected to finish rolling in the range of 880 ° C to 910 ° C except for No. 6 and No. 22, Lt; 0 > C for 5 seconds to obtain a hot-rolled steel sheet having a thickness of 2.6 mm. After the hot rolling, the steel sheet is cooled to a temperature of 420 DEG C or less and then slowly cooled to room temperature at 20 DEG C / hour to simulate a hot rolling process in which the steel sheet is rolled in a temperature range of 420 DEG C or less.
[표 1] [Table 1]

이와 같이 하여 얻어진 열연 강판은, 주로, 페라이트와 마르텐사이트 또는 페라이트와 베이나이트의 복합 조직이었다.The hot-rolled steel sheet thus obtained was mainly a composite structure of ferrite and martensite or ferrite and bainite.
한편, 공시재 No.6과 No.22의 열연 조건은, 상술한 조건과 상이하다. 공시재 No.6은, 740℃부터 660℃의 범위에 2초간 유지하고, 실온까지 물 스프레이 냉각함으로써, 실온에서 권취하는 열연 권취 공정을 모의하였다. 공시재 No.22는, 670℃까지 물 스프레이 냉각한 후, 20℃/시로 실온까지 서냉함으로써, 670℃에서 권취하는 열연 권취 공정을 모의하였다.On the other hand, the hot rolling conditions of the specimens No. 6 and No. 22 are different from the above-mentioned conditions. The blank No. 6 was held in the range of 740 ° C to 660 ° C for 2 seconds and cooled to room temperature by water spray cooling to simulate a hot rolling step of winding at room temperature. The disclosure material No. 22 simulates a hot-rolled winding process at 670 ° C by cooling to water at 670 ° C followed by gradual cooling to room temperature at 20 ° C / hour.
이와 같이 하여 얻어진 열연 강판의 일부는, 산 세정에 의해 스케일을 제거한 후, 판 두께를 1.6mm로 하도록 냉간 압연한 후, 780℃ 이상 900℃ 이하에서 가열하고, 평균 냉각 속도 30℃/초로 냉각하는 조건에서 어닐링하였다. 단, 공시재 No.27은, 920℃에서 가열하고, 평균 냉각 속도 30℃/초로 냉각하는 조건에서 어닐링하였다.A part of the thus obtained hot-rolled steel sheet was subjected to cold-rolling so as to have a plate thickness of 1.6 mm after removing the scale by pickling, then heated at 780 ° C or higher and 900 ° C or lower and cooled at an average cooling rate of 30 ° C / Lt; / RTI > However, the disclosure material No. 27 was annealed under the conditions of heating at 920 占 폚 and cooling at an average cooling rate of 30 占 sec.
이들 열간 프레스에 제공하는 강판의 페라이트와 마르텐사이트와 베이나이트의 각 면적률은, EBSP(Electron Back Scatter Pattern: 전자선 후방 산란 패턴)법을 이용해서 측정하였다. 구체적으로는, 열간 프레스에 제공하는 강판으로부터, 압연 방향과 압연 방향에 수직 방향인 양방향에서의 단면을 잘라낸다. 이 잘라낸 각 단면에 대하여, 연마 및 나이탈 에칭을 행하였다. 이어서, EBSP 검출기를 구비한 주사 전자 현미경(SEM) 「상품명 Quanta200(제조원 FEI)」을 사용하여, EBSP 해석에 의해, 잘라낸 각 단면의 EBSP의 IQ상(이미지 퀄리티상: 배율 2000배)을 취득하였다. 그리고, 페라이트와 마르텐사이트와 베이나이트의 각 면적률은, 압연 방향과 압연 방향에 수직 방향인 양방향에서의 단면의 각 EBSP의 IQ상에 기초하여, 각각, 면적률을 측정하고, 그 평균값으로서 구하였다. 또한, EBSP 해석의 조건은, 가속 전압=25kV, 워크 디스턴스=15mm, 측정 스텝=0.2㎛로 하였다.The area ratios of the ferrite and martensite and bainite of the steel plates provided for these hot presses were measured by EBSP (Electron Back Scatter Pattern) method. Concretely, a section in a rolling direction and in both directions perpendicular to the rolling direction are cut out from a steel sheet provided in a hot press. Each of these cut-out cross-sections was subjected to polishing and etching away. Subsequently, an IQ image (image quality: magnification: 2000 times) of EBSP of each section cut out was obtained by EBSP analysis using a scanning electron microscope (SEM) "Semanta 200 (manufactured by FEI)" with a scanning electron microscope (SEM) equipped with an EBSP detector . The area ratios of the ferrite, martensite and bainite are measured based on the IQ values of the respective EBSPs of the cross sections in the rolling direction and the both directions perpendicular to the rolling direction, Respectively. The EBSP analysis was performed under conditions of an acceleration voltage of 25 kV, a work distance of 15 mm, and a measurement step of 0.2 mu m.
또한, 이들의 열간 프레스에 제공하는 강판의 페라이트 애스펙트비는, 다음과 같이 측정하였다. 구체적으로는, 열간 프레스에 제공하는 강판으로부터, 압연 방향과 압연 방향에 수직 방향인 양방향에서의 단면을 잘라낸다. 이 잘라낸 각 단면에 대하여, 연마 및 나이탈 에칭을 행하였다. 이어서, EBSP 검출기를 구비한 주사 전자 현미경(SEM) 「상품명 Quanta200(제조원 FEI)」을 사용하여, EBSP 해석에 의해, 잘라낸 각 단면의 EBSP의 IQ상(이미지 퀄리티상: 배율 2000배)을 취득하였다. 그리고, 페라이트의 애스펙트비는, 압연 방향과 압연 방향에 수직 방향인 양방향에서의 단면의 각 EBSP의 IQ상에 기초하여, 각각, 페라이트 결정립 50개의 애스펙트비를 측정하고, 그 평균값으로서 구하였다. 또한, EBSP 해석의 조건은, 가속 전압=25kV, 워크디스턴스=15mm, 측정 스텝=0.2㎛로 하였다.The ferrite aspect ratio of the steel sheet to be provided to the hot press was measured as follows. Concretely, a section in a rolling direction and in both directions perpendicular to the rolling direction are cut out from a steel sheet provided in a hot press. Each of these cut-out cross-sections was subjected to polishing and etching away. Subsequently, an IQ image (image quality: magnification: 2000 times) of EBSP of each section cut out was obtained by EBSP analysis using a scanning electron microscope (SEM) "Semanta 200 (manufactured by FEI)" with a scanning electron microscope (SEM) equipped with an EBSP detector . The aspect ratios of the ferrite grains were measured as the average value of the 50 aspect ratios of the ferrite grains based on the IQ values of the EBSPs of the cross sections in both directions in the rolling direction and in the both directions perpendicular to the rolling direction. The EBSP analysis was performed under conditions of an acceleration voltage of 25 kV, a work distance of 15 mm, and a measurement step of 0.2 mu m.
표 2에 열간 프레스에 제공하는 강판의 강 조직을 나타냈다.Table 2 shows the steel structure of the steel sheet provided in the hot press.
[표 2][Table 2]

얻어진 강판을, 가스로 내에서, 공연비 0.85, 또한 표 3에 나타낸 조건에서 가열하였다. 이어서, 가열한 강판을, 가열로로부터 취출하고, 열간 프레스까지의 공냉 시간(로로부터 취출한 후, 금형에 넣을 때까지의 시간, 즉 가열의 종료부터 열간 성형의 개시까지에 있어서 강판이 공냉에 노출되는 시간)을 표 3에 나타낸 시간으로 변화시켜서, 평판의 강제 금형을 사용하여, 열간 프레스를 실시하였다. 이어서, 열간 프레스 후, 강판을 금형과 접촉시킨 채 표 3에 나타낸 평균 냉각 속도로 MS점 이하인 150℃까지 냉각하고, 금형으로부터 취출해서 방냉함으로써, 각종 공시용 강판을 준비했다(이하, 이 공시용 강판을 「열간 프레스한 강판」이라 기재함).The obtained steel sheet was heated in a gas furnace under the conditions shown in Table 3 at an air / fuel ratio of 0.85. Subsequently, the heated steel sheet is taken out of the heating furnace, and the steel sheet is subjected to air cooling at the time from the air cooling time until the hot press to the time it is put into the mold, that is, from the end of heating until the start of hot forming Exposed time) was changed in accordance with the time shown in Table 3, and the hot press was performed using the flat mandrel. Subsequently, by after hot pressing, by cooling at an average cooling rate shown in while in contact with the steel sheet and the die table 3 to 150 ℃ than that M S, and taken out from the mold was allowed to cool, was prepared as a steel sheet for various Disclosure (hereinafter, this disclosure Quot; hot-pressed steel sheet ").
냉각은, 1) 금형의 주위를 냉각수로 냉각한 후, 2) 상온이었던 금형에서 냉각한 후, 또는 3) 가열한 금형에서 냉각한 후, 금형의 주위를 냉각수로 냉각함으로써 실시하였다. 150℃까지의 평균 냉각 속도는 열간 프레스에 제공하는 강판의 단부에 열전대를 붙이고, 그 온도를 측정함으로써 구하였다. 또한, 가열 시간이란, 로에 장입 후의 720℃에 달했을 때부터, 로로부터 취출할 때까지의 시간이다. 여기서, 실시예 6, 18과 25는 홈이 있는 금형으로 냉각 속도를 바꾸는 열간 프레스 조건을 모의하기 위해서, 소정의 공냉 시간 후에, 소정의 냉각 속도로 가스 냉각함으로써, 각종 공시용 강판을 준비하였다.The cooling was carried out by 1) cooling the periphery of the mold with cooling water, 2) cooling the mold at room temperature, or 3) cooling the mold with a cooling mold and cooling the periphery of the mold with cooling water. The average cooling rate up to 150 占 폚 was obtained by attaching a thermocouple to the end of the steel sheet provided for the hot press and measuring the temperature. The heating time is the time from when the temperature reached 720 占 폚 after charging into the furnace to when the furnace was taken out of the furnace. Here, in Examples 6, 18 and 25, various types of steel plates for public use were prepared by gas cooling at a predetermined cooling rate after a predetermined air cooling time in order to simulate the hot press conditions of changing the cooling rate with the grooved mold.
열간 프레스한 강판의 페라이트와 템퍼링 마르텐사이트와 템퍼링 베이나이트와 마르텐사이트의 면적률은, 열간 프레스에 제공하는 강판의 페라이트와 마르텐사이트와 베이나이트의 각 면적률과 마찬가지로, EBSP(Electron Back Scatter Pattern: 전자선 후방 산란 패턴)법을 이용해서 측정하였다. 이들 결과를 표 4에 나타냈다.The area ratio of ferrite, tempered martensite, tempering bainite and martensite of a hot-pressed steel sheet is determined by EBSP (Electron Back Scatter Pattern: EBST) as well as the area ratio of ferrite, martensite and bainite, Electron beam backscattering pattern) method. These results are shown in Table 4.
열간 프레스한 강판의 페라이트 애스펙트비는, 열간 프레스에 제공하는 강판의 페라이트 애스펙트비와 마찬가지로 측정하였다.The ferrite aspect ratio of the hot pressed steel sheet was measured in the same manner as the ferrite aspect ratio of the steel sheet provided in the hot press.
열간 프레스한 강판의 기계적 성질을 다음과 같이 해서 조사하였다. 이들 측정 결과도 표 4에 함께 나타냈다.The mechanical properties of the hot pressed steel sheet were investigated as follows. These measurement results are also shown in Table 4.
먼저, 각 강판으로부터 압연 방향에 직각 방향으로 JIS5호 인장 시험편을 채취하여, 인장 시험을 행하고, TS(인장 강도) 및 El(전체 신장)을 측정하였다.First, JIS No. 5 tensile test specimens were taken from each steel sheet in the direction perpendicular to the rolling direction, and subjected to a tensile test to measure TS (tensile strength) and El (total elongation).
또한, 각 강판으로부터 굽힘 능선이 압연 방향에 직각 방향이 되도록 직사각형의 시료를 채취하여, 그 편면을 기계 연마하고, 두께 1mm, 폭 30mm, 길이 60mm의 굽힘 시험편을 제작하고, 그 시험편에 선단 각도가 90°, 선단 반경이 5mm, 4mm, 3mm의 V굽힘 시험을 실시함으로써, 굽힘성을 평가하였다. 또한, 시험 시에, 연삭한 면은 굽힘 내측이 되도록 하였다. 시험 후의 굽힘부의 표면을 육안으로 관찰하고, 다음의 평가 기준으로 평가하였다.A rectangular specimen was taken from each steel sheet so that the bending ridgeline was perpendicular to the rolling direction and the one side was mechanically polished to prepare a bend test piece having a thickness of 1 mm, a width of 30 mm and a length of 60 mm. 90 °, and a tip radius of 5 mm, 4 mm, and 3 mm, respectively, to evaluate the bendability. Further, at the time of the test, the ground surface was made to be the inside of the bend. The surface of the bent portion after the test was visually observed and evaluated by the following evaluation criteria.
- 굽힘성의 평가 기준 -- Evaluation criteria of bendability -
A: 선단 반경이 4mm인 V굽힘 시험 후, 깨짐이 보이지 않는다.A: After the V-bend test with a tip radius of 4 mm, no cracks are seen.
B: 선단 반경이 4mm인 V굽힘 시험 후, 미세한 깨짐이나 네킹이 보인다.B: After the V-bending test with a tip radius of 4 mm, fine cracking or necking is observed.
C: 선단 반경이 4mm인 V굽힘 시험 후, 깨짐이 보인다.C: After the V-bending test with a tip radius of 4 mm, cracks are seen.
D: 선단 반경이 5mm인 V굽힘 시험 후, 깨짐이 보인다.D: After the V-bending test with a tip radius of 5 mm, cracks are seen.
본 예에서 제작한 강판은, 금형에 의한 열간 프레스가 실시되어 있지 않지만, 열간 프레스 강판 부재와 동일한 열 이력을 받고 있으므로, 강판의 기계적 성질은, 동일한 열 이력을 갖는 열간 프레스 강판 부재와 실질적으로 동일하다.The steel sheet produced in this example is not subjected to hot pressing by a metal mold but is subjected to the same thermal history as that of the hot pressed steel sheet member so that the mechanical properties of the steel sheet are substantially the same as those of hot pressed steel sheet members having the same thermal history Do.
또한, 표 1 내지 표 4에서 밑줄이 그어진 수치는, 그 수치에 의해 나타나는 함유량, 조건 또는 기계 특성이 본 발명의 범위외인 것을 나타내고 있다.In addition, numerical values underlined in Tables 1 to 4 indicate that the contents, conditions, or mechanical characteristics indicated by the numerical values are outside the scope of the present invention.
[표 3] [Table 3]

[표 4][Table 4]
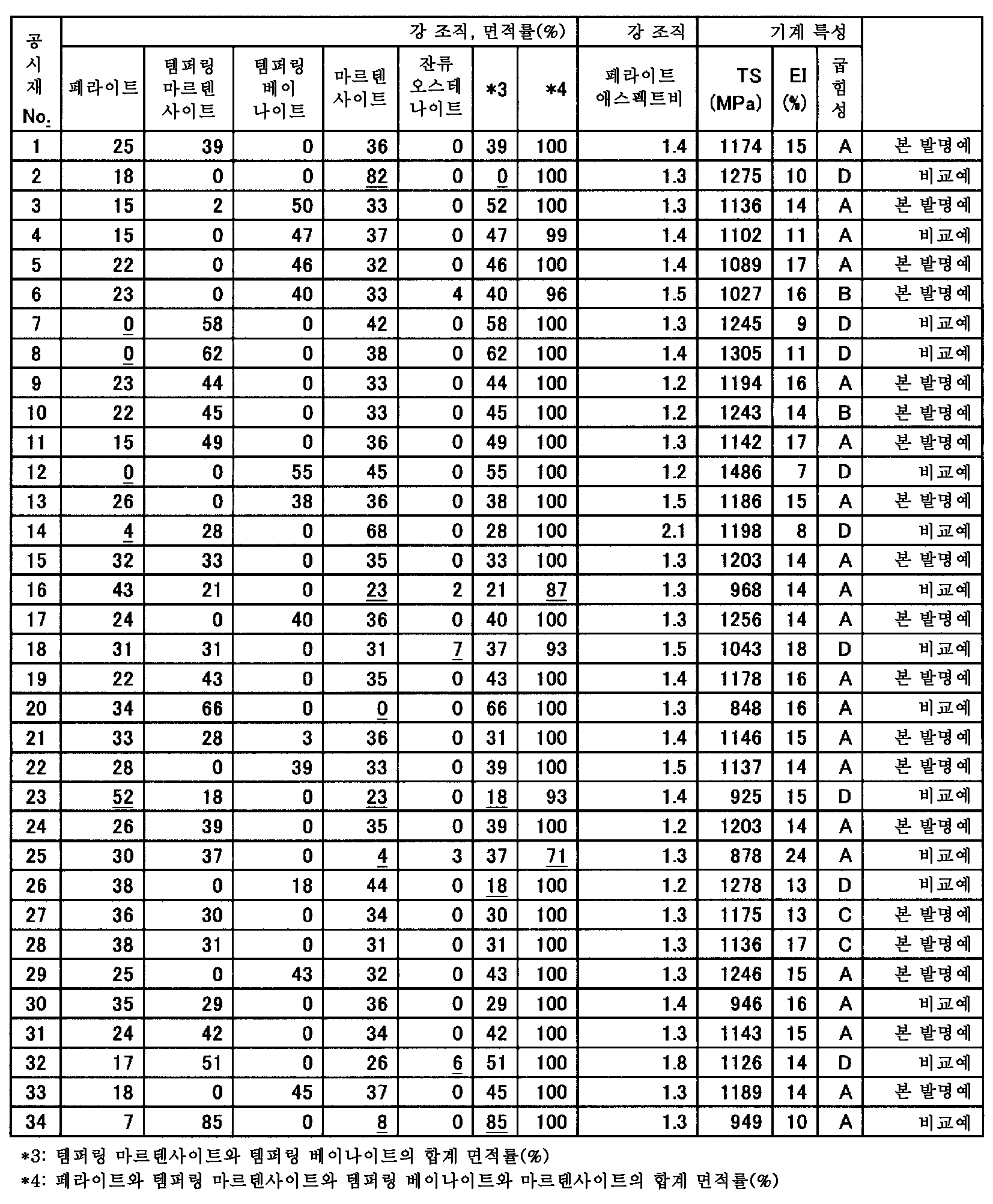
표 4에서의 본 발명예인 공시재 No.1, 3, 5, 6, 9, 10, 11, 13, 15, 17, 19, 21, 22, 24, 27, 28, 29, 31 및 33은, 본 발명의 조건을 모두 만족하는 본 발명예의 강판 부재, 즉, 열간 프레스 강판 부재이다. 이들의 본 발명예의 열간 프레스 강판 부재는, 모두, 열간 성형인채로, 인장 강도가 980MPa 이상으로 높고, 연성이 우수하고, 또한 굽힘성도 우수하다.The specimens No. 1, 3, 5, 6, 9, 10, 11, 13, 15, 17, 19, 21, 22, 24, 27, 28, 29, 31, The steel plate member of the present invention satisfying all the conditions of the present invention, that is, the hot pressed steel plate member. All of the hot-pressed steel sheet members of the present invention examples are high in tensile strength of 980 MPa or more, excellent in ductility, and excellent in bending property while being hot-formed.
한편, 공시재 No.2는, 강판의 가열 온도가 본 발명에서 규정하는 범위의 상한을 상회하므로, 원하는 조직을 얻을 수 없어, 연성과 굽힘성이 나빴다.On the other hand, in No. 2, since the heating temperature of the steel sheet exceeds the upper limit of the range specified in the present invention, a desired structure can not be obtained and ductility and bendability are bad.
공시재 No.4는, Si 함유량이 본 발명에서 규정하는 범위의 하한을 하회하므로, 연성이 나빴다.The disclosure No. 4 had poor ductility because the Si content was below the lower limit of the range specified in the present invention.
공시재 No.7은, 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재가 본 발명에서 규정하는 조직을 갖지 않으므로, 연성과 굽힘성이 나빴다.In the disclosure item No. 7, the steel sheet and the hot-pressed steel sheet member to be provided in the hot press had no structure specified in the present invention, so that ductility and bendability were bad.
공시재 No.8은, 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재에 대해서 원하는 조직을 얻을 수 없어, 연성과 굽힘성이 나빴다.Specification No. 8 can not obtain a desired structure for a steel sheet and a hot-pressed steel sheet member to be provided in a hot press, resulting in poor ductility and bendability.
공시재 No.12는, C 함유량이 본 발명에서 규정하는 범위의 상한을 상회함과 동시에 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재가 본 발명에서 규정하는 조직을 갖지 않으므로, 연성과 굽힘성이 나빴다.In the case of Specified Substance No. 12, the steel sheet and the hot-pressed steel plate member provided in the hot press have a C content exceeding the upper limit of the range specified in the present invention and do not have the structure specified in the present invention, It was bad.
공시재 No.14는, 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재에 대해서 원하는 조직을 얻을 수 없어, 연성과 굽힘성이 나빴다.In Publication No. 14, a desired structure could not be obtained for a steel sheet and a hot-pressed steel sheet member provided in a hot press, and ductility and bendability were bad.
공시재 No.16, 20 및 25는, 각각, 공냉 시간, 가열 온도, 평균 냉각 속도가 본 발명에서 규정하는 범위를 벗어나므로, 열간 프레스 강판 부재에 대해서 원하는 조직을 얻을 수 없어, 목표로 하는 인장 강도를 얻을 수 없었다.Since the air-cooling time, the heating temperature, and the average cooling rate are out of the ranges specified in the present invention, the desired materials can not be obtained for the hot-pressed steel plate members, I could not get the strength.
공시재 No.18은, 평균 냉각 속도가 본 발명에서 규정하는 범위를 벗어나므로, 열간 프레스 강판 부재에 대해서 원하는 조직을 얻을 수 없어, 굽힘성이 나빴다.Since the average cooling rate deviates from the range specified in the present invention, the disclosure material No. 18 can not obtain a desired structure for the hot-pressed steel plate member, and has poor bendability.
공시재 No.23은, Mn 함유량이 본 발명에서 규정하는 범위의 하한을 하회함과 동시에 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재가 본 발명에서 규정하는 조직을 갖지 않으므로, 목표로 하는 인장 강도를 얻을 수 없어, 굽힘성이 나빴다.Since the Mn content is lower than the lower limit of the range specified in the present invention, and the steel sheet and the hot-pressed steel sheet member provided in the hot press have no structure specified in the present invention, the target tensile strength And the bending property was bad.
공시재 No.26은, 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재가 본 발명에서 규정하는 조직을 갖지 않으므로, 굽힘성이 나빴다.In Publication No. 26, the steel sheet and the hot-pressed steel sheet member provided in the hot press had no structure specified in the present invention, so that the bendability was bad.
공시재 No.30은, C 함유량이 본 발명에서 규정하는 범위의 하한을 하회하므로, 목표로 하는 인장 강도를 얻을 수 없었다.As for the disclosure material No. 30, the target tensile strength could not be obtained because the C content fell below the lower limit of the range specified in the present invention.
공시재 No.32는, 공냉 시간이 본 발명에서 규정하는 범위를 벗어나므로, 열간 프레스 강판 부재에 대해서 원하는 조직을 얻을 수 없어, 굽힘성이 나빴다.Since the air cooling time is outside the range specified in the present invention, the disclosure material No. 32 can not obtain a desired structure for the hot-pressed steel plate member, and has poor bendability.
또한, 공시재 No.34는, 열간 프레스에 제공하는 강판 및 열간 프레스 강판 부재가 본 발명에서 규정하는 조직을 갖지 않으므로, 인장 강도가 낮고, 연성도 나빴다.In addition, the disclosure material No. 34 has a low tensile strength and poor ductility because the steel sheet and the hot-pressed steel sheet member provided in the hot press have no structure prescribed in the present invention.
또한, 일본 특허 출원 제2013-247814호의 개시는 그 전체가 참조에 의해 본 명세서에 도입된다.The disclosure of Japanese Patent Application No. 2013-247814 is also incorporated herein by reference in its entirety.
본 명세서에 기재된 모든 문헌, 특허 출원 및 기술 규격은, 개개의 문헌, 특허 출원 및 기술 규격이 참조에 의해 포함되는 것이 구체적이면서 개별적으로 기재된 경우와 동일 정도로, 본 명세서중에 참조에 의해 포함된다.All publications, patent applications, and technical specifications described in this specification are herein incorporated by reference to the same extent as if each individual document, patent application, and technical specification were specifically and individually stated to be incorporated by reference.
Claims (11)
페라이트와, 템퍼링 마르텐사이트 및 템퍼링 베이나이트의 적어도 한쪽과, 마르텐사이트를 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 템퍼링 마르텐사이트 및 템퍼링 베이나이트: 합계로 20% 내지 70%, 마르텐사이트: 25% 내지 75%, 페라이트, 템퍼링 마르텐사이트, 템퍼링 베이나이트 및 마르텐사이트: 합계로 90% 이상, 잔류 오스테나이트: 0% 내지 5%인 강 조직을 갖는 열간 성형 강판 부재.The steel sheet contains 0.100% to 0.340% of C, 0.50% to 2.00% of Si, 1.00% to 3.00% of Mn, 0.050% or less of P, 0.0100% or less of S and 0.001% to 1.000% of sol. N: 0.0100% or less, and having a chemical composition consisting of the remaining Fe and impurities,
Ferrites, at least one of tempering martensite and tempering bainite, and a martensite-containing steel structure, the ferrites being 5% to 50%, the tempering martensite and the tempering bainite being 20% to 70% A steel sheet member having a steel structure of 90% or more in total, and 0% to 5% in retained austenite: martensite: 25% to 75%, ferrite, tempering martensite, tempering bainite and martensite.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형 강판 부재.The method according to claim 1,
Wherein the above chemical composition is not more than 1.00% by mass, not more than 1.000% by mass, not more than 1.000% by mass, not more than 0.000% by mass, And Ni: 1.000% or less.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는, 열간 성형 강판 부재.3. The method according to claim 1 or 2,
Wherein the chemical composition contains, in mass%, B: not more than 0.0025%, instead of a part of Fe.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형 강판 부재.4. The method according to any one of claims 1 to 3,
Wherein the above chemical composition is at least one selected from the group consisting of 0.0100% or less of Ca, 0.0100% or less of Mg, 0.0100% or less of REM and 0.0100% or less of Zr in mass% Wherein the hot-formed steel sheet member comprises:
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는, 열간 성형 강판 부재.5. The method according to any one of claims 1 to 4,
Wherein the chemical composition contains 0.0% or less of Bi by mass%, instead of a part of Fe.
애스펙트비가 2.0 이하인 페라이트와, 마르텐사이트 및 베이나이트 중 적어도 한쪽을 포함하는 강 조직이며, 면적%로, 페라이트: 5% 내지 50%, 마르텐사이트 및 베이나이트: 합계로 45% 내지 90%, 페라이트, 마르텐사이트 및 베이나이트: 합계로 90% 이상인 강 조직을 갖는 열간 성형용 강판.The steel sheet contains 0.100% to 0.340% of C, 0.50% to 2.00% of Si, 1.00% to 3.00% of Mn, 0.050% or less of P, 0.0100% or less of S and 0.001% to 1.000% of sol. N: 0.0100% or less, and having a chemical composition consisting of the remaining Fe and impurities,
Ferrites having an aspect ratio of not more than 2.0 and ferrites having at least one of martensite and bainite and having an area percentage of 5% to 50%, martensite and bainite: 45% to 90% Martensite and bainite: a steel sheet having a steel structure of 90% or more in total.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ti: 0.200% 이하, Nb: 0.200% 이하, V: 0.200% 이하, Cr: 1.000% 이하, Mo: 1.000% 이하, Cu: 1.000% 이하 및 Ni: 1.000% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형용 강판.The method according to claim 6,
Wherein the above chemical composition is not more than 1.00% by mass, not more than 1.000% by mass, not more than 1.000% by mass, not more than 0.000% by mass, And Ni: 1.000% or less, based on the total weight of the hot-rolled steel sheet.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, B: 0.0025% 이하를 함유하는, 열간 성형용 강판.8. The method according to claim 6 or 7,
Wherein the above chemical composition contains, in mass%, B: not more than 0.0025%, instead of a part of Fe.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Ca: 0.0100% 이하, Mg: 0.0100% 이하, REM: 0.0100% 이하 및 Zr: 0.0100% 이하로 이루어지는 군에서 선택된 1종 또는 2종 이상을 함유하는, 열간 성형용 강판.9. The method according to any one of claims 6 to 8,
Wherein the above chemical composition is at least one selected from the group consisting of 0.0100% or less of Ca, 0.0100% or less of Mg, 0.0100% or less of REM and 0.0100% or less of Zr in mass% A steel sheet for hot forming.
상기 화학 조성이, Fe의 일부 대신에, 질량%로, Bi: 0.0100% 이하를 함유하는, 열간 성형용 강판.10. The method according to any one of claims 6 to 9,
Wherein said chemical composition contains 0.0100% or less of Bi by mass%, instead of a part of Fe.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JPJP-P-2013-247814 | 2013-11-29 | ||
| JP2013247814 | 2013-11-29 | ||
| PCT/JP2014/081514 WO2015080242A1 (en) | 2013-11-29 | 2014-11-28 | Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A Division KR20180001590A (en) | 2013-11-29 | 2014-11-28 | Steel sheet for hot forming |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR20160090865A true KR20160090865A (en) | 2016-08-01 |
| KR101814949B1 KR101814949B1 (en) | 2018-01-04 |
Family
ID=53199177
Family Applications (2)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A KR20180001590A (en) | 2013-11-29 | 2014-11-28 | Steel sheet for hot forming |
| KR1020167016945A KR101814949B1 (en) | 2013-11-29 | 2014-11-28 | Hot-formed steel sheet member, and method for producing same |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020177037252A KR20180001590A (en) | 2013-11-29 | 2014-11-28 | Steel sheet for hot forming |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US20170029914A1 (en) |
| EP (1) | EP3075872A4 (en) |
| JP (2) | JP6341214B2 (en) |
| KR (2) | KR20180001590A (en) |
| CN (1) | CN105793455B (en) |
| CA (1) | CA2931494C (en) |
| MX (1) | MX2016006777A (en) |
| RU (1) | RU2625374C1 (en) |
| TW (1) | TWI544091B (en) |
| WO (1) | WO2015080242A1 (en) |
Cited By (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190031533A (en) * | 2016-08-16 | 2019-03-26 | 신닛테츠스미킨 카부시키카이샤 | The hot press-formed member |
| WO2019132262A1 (en) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| MX2016006777A (en) * | 2013-11-29 | 2016-09-07 | Nippon Steel & Sumitomo Metal Corp | Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming. |
| WO2015102050A1 (en) | 2014-01-06 | 2015-07-09 | 新日鐵住金株式会社 | Steel material and process for producing same |
| IN201617022707A (en) | 2014-01-06 | 2016-08-31 | Nippon Steel & Sumitomo Metal Corp | |
| WO2017006144A1 (en) * | 2015-07-09 | 2017-01-12 | Arcelormittal | Steel for press hardening and press hardened part manufactured from such steel |
| WO2017125773A1 (en) | 2016-01-18 | 2017-07-27 | Arcelormittal | High strength steel sheet having excellent formability and a method of manufacturing the same |
| JP6717090B2 (en) * | 2016-07-11 | 2020-07-01 | 日本製鉄株式会社 | Test equipment and test method |
| EP3508599B1 (en) | 2016-08-30 | 2020-12-02 | JFE Steel Corporation | High-strength steel sheet and method for manufacturing same |
| JP6424195B2 (en) * | 2016-11-14 | 2018-11-14 | 株式会社豊田中央研究所 | Hot press forming method |
| MX2019005801A (en) * | 2016-11-25 | 2019-09-10 | Nippon Steel Corp | Method for manufacturing quenched molding, method for producing steel material for hot press, and steel material for hot press. |
| WO2018115935A1 (en) * | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| WO2018115936A1 (en) | 2016-12-21 | 2018-06-28 | Arcelormittal | Tempered and coated steel sheet having excellent formability and a method of manufacturing the same |
| TWI632240B (en) * | 2017-01-17 | 2018-08-11 | 新日鐵住金股份有限公司 | Hot stamping formed body and method of manufacturing same |
| US11186900B2 (en) | 2017-03-13 | 2021-11-30 | Jfe Steel Corporation | High-strength cold rolled steel sheet and method for manufacturing the same |
| CN113862563B (en) * | 2017-03-13 | 2022-10-28 | 杰富意钢铁株式会社 | High-strength cold-rolled steel sheet |
| KR102031445B1 (en) | 2017-12-22 | 2019-10-11 | 주식회사 포스코 | High strength steel sheet having excellent impact resistance property and method for manufacturing the same |
| WO2019188622A1 (en) * | 2018-03-27 | 2019-10-03 | 株式会社神戸製鋼所 | Steel plate for hot stamping |
| MX2020010257A (en) * | 2018-03-29 | 2020-10-22 | Nippon Steel Corp | Steel sheet for hot stamping. |
| CN111041162B (en) * | 2019-11-25 | 2021-10-15 | 苏州普热斯勒先进成型技术有限公司 | Method for improving maximum bending angle of product |
| CN111676417A (en) * | 2020-05-07 | 2020-09-18 | 天津英利模具制造有限公司 | Lightweight high-strength steel plate for automobile and hot stamping forming process thereof |
| CN111424212B (en) * | 2020-05-11 | 2021-11-23 | 马鞍山钢铁股份有限公司 | Aluminum-plated steel plate with tensile strength of 1800MPa, manufacturing method thereof and hot-formed part |
| JP7215518B2 (en) * | 2020-05-15 | 2023-01-31 | Jfeスチール株式会社 | HOT PRESS MEMBER AND MANUFACTURING METHOD THEREOF |
| CN115029619B (en) * | 2022-04-25 | 2022-12-20 | 北京科技大学 | High-toughness fibrous martensite dual-phase steel and preparation method thereof |
| CN114959478B (en) * | 2022-05-30 | 2023-05-02 | 山东钢铁集团日照有限公司 | Multi-purpose 800MPa grade complex phase steel and regulation and control method thereof |
| EP4324950A1 (en) * | 2022-08-18 | 2024-02-21 | ThyssenKrupp Steel Europe AG | Steel with improved processing properties for forming at elevated temperatures |
Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490535A (en) | 1923-08-02 | 1924-04-15 | Moore Thomas | Elastic web |
| JPH1096031A (en) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | Manufacture of high carbon steel sheet, and manufacture of parts |
| JP2010065292A (en) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | Hot press member having excellent ductility, steel sheet for the hot press member and method for producing the hot press member |
| WO2011111333A1 (en) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | High-strength pressed member and method for producing same |
| JP2012237066A (en) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | Hot press molded article, fabrication method therefor, and thin steel plate for hot press molding |
| JP2013185243A (en) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | Steel sheet for hot pressing, press-molded product and method for manufacturing the press-molded product |
| JP2013185248A (en) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | Steel sheet for hot pressing, press-molded product and method for manufacturing the press-molded product |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE435527B (en) | 1973-11-06 | 1984-10-01 | Plannja Ab | PROCEDURE FOR PREPARING A PART OF Hardened Steel |
| JP4551694B2 (en) * | 2004-05-21 | 2010-09-29 | 株式会社神戸製鋼所 | Method for manufacturing warm molded product and molded product |
| WO2008110670A1 (en) * | 2007-03-14 | 2008-09-18 | Arcelormittal France | Steel for hot working or quenching with a tool having an improved ductility |
| JP5223360B2 (en) * | 2007-03-22 | 2013-06-26 | Jfeスチール株式会社 | High-strength hot-dip galvanized steel sheet with excellent formability and method for producing the same |
| US9376738B2 (en) * | 2007-10-29 | 2016-06-28 | Nippon Steel & Sumitomo Metal Corporation | Hot forging use non-heat-treated steel and hot forged non-heat-treated steel part |
| JP5703608B2 (en) * | 2009-07-30 | 2015-04-22 | Jfeスチール株式会社 | High strength steel plate and manufacturing method thereof |
| MX345568B (en) * | 2010-02-26 | 2017-01-30 | Nippon Steel & Sumitomo Metal Corp * | Heat-treated steel material, method for producing same, and base steel material for same. |
| JP5699764B2 (en) * | 2011-04-11 | 2015-04-15 | 新日鐵住金株式会社 | Alloyed hot-dip galvanized steel sheet and method for producing the same |
| JP5953693B2 (en) * | 2011-09-30 | 2016-07-20 | 新日鐵住金株式会社 | High-strength hot-dip galvanized steel sheet with excellent plating adhesion and formability and its manufacturing method |
| JP5953695B2 (en) * | 2011-09-30 | 2016-07-20 | 新日鐵住金株式会社 | High-strength hot-dip galvanized steel sheet with excellent plating adhesion and formability and its manufacturing method |
| EP2762592B1 (en) * | 2011-09-30 | 2018-04-25 | Nippon Steel & Sumitomo Metal Corporation | High-strength hot-dipped galvanized steel sheet and high-strength alloyed hot-dipped galvanized steel sheet, each having tensile strength of 980 mpa or more, excellent plating adhesion, excellent formability and excellent bore expanding properties, and method for producing same |
| JP5639573B2 (en) * | 2011-12-15 | 2014-12-10 | 株式会社神戸製鋼所 | High strength cold-rolled steel sheet with small variations in strength and ductility and method for producing the same |
| JP5890710B2 (en) * | 2012-03-15 | 2016-03-22 | 株式会社神戸製鋼所 | Hot press-formed product and method for producing the same |
| JP5860343B2 (en) * | 2012-05-29 | 2016-02-16 | 株式会社神戸製鋼所 | High strength cold-rolled steel sheet with small variations in strength and ductility and method for producing the same |
| MX2016006777A (en) * | 2013-11-29 | 2016-09-07 | Nippon Steel & Sumitomo Metal Corp | Hot-formed steel sheet member, method for producing same, and steel sheet for hot forming. |
-
2014
- 2014-11-28 MX MX2016006777A patent/MX2016006777A/en unknown
- 2014-11-28 KR KR1020177037252A patent/KR20180001590A/en active Search and Examination
- 2014-11-28 EP EP14865643.2A patent/EP3075872A4/en not_active Withdrawn
- 2014-11-28 JP JP2015551009A patent/JP6341214B2/en active Active
- 2014-11-28 CN CN201480063861.2A patent/CN105793455B/en active Active
- 2014-11-28 KR KR1020167016945A patent/KR101814949B1/en active IP Right Grant
- 2014-11-28 CA CA2931494A patent/CA2931494C/en not_active Expired - Fee Related
- 2014-11-28 RU RU2016125232A patent/RU2625374C1/en not_active IP Right Cessation
- 2014-11-28 US US15/039,339 patent/US20170029914A1/en not_active Abandoned
- 2014-11-28 WO PCT/JP2014/081514 patent/WO2015080242A1/en active Application Filing
- 2014-11-28 TW TW103141409A patent/TWI544091B/en not_active IP Right Cessation
-
2018
- 2018-03-12 JP JP2018044684A patent/JP2018119214A/en active Pending
Patent Citations (7)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US1490535A (en) | 1923-08-02 | 1924-04-15 | Moore Thomas | Elastic web |
| JPH1096031A (en) | 1996-09-20 | 1998-04-14 | Sumitomo Metal Ind Ltd | Manufacture of high carbon steel sheet, and manufacture of parts |
| JP2010065292A (en) | 2008-09-12 | 2010-03-25 | Jfe Steel Corp | Hot press member having excellent ductility, steel sheet for the hot press member and method for producing the hot press member |
| WO2011111333A1 (en) | 2010-03-09 | 2011-09-15 | Jfeスチール株式会社 | High-strength pressed member and method for producing same |
| JP2012237066A (en) | 2011-04-28 | 2012-12-06 | Kobe Steel Ltd | Hot press molded article, fabrication method therefor, and thin steel plate for hot press molding |
| JP2013185243A (en) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | Steel sheet for hot pressing, press-molded product and method for manufacturing the press-molded product |
| JP2013185248A (en) | 2012-03-09 | 2013-09-19 | Kobe Steel Ltd | Steel sheet for hot pressing, press-molded product and method for manufacturing the press-molded product |
Cited By (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20190031533A (en) * | 2016-08-16 | 2019-03-26 | 신닛테츠스미킨 카부시키카이샤 | The hot press-formed member |
| US11028469B2 (en) | 2016-08-16 | 2021-06-08 | Nippon Steel Corporation | Hot press-formed part |
| WO2019132262A1 (en) * | 2017-12-26 | 2019-07-04 | 주식회사 포스코 | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor |
| US11591677B2 (en) | 2017-12-26 | 2023-02-28 | Posco Co., Ltd | High-strength structural steel material having excellent fatigue crack propagation inhibitory characteristics and manufacturing method therefor |
Also Published As
| Publication number | Publication date |
|---|---|
| TW201529867A (en) | 2015-08-01 |
| US20170029914A1 (en) | 2017-02-02 |
| KR101814949B1 (en) | 2018-01-04 |
| JP6341214B2 (en) | 2018-06-13 |
| MX2016006777A (en) | 2016-09-07 |
| JPWO2015080242A1 (en) | 2017-03-16 |
| RU2625374C1 (en) | 2017-07-13 |
| CN105793455B (en) | 2018-10-12 |
| EP3075872A4 (en) | 2017-05-03 |
| CA2931494A1 (en) | 2015-06-04 |
| TWI544091B (en) | 2016-08-01 |
| EP3075872A1 (en) | 2016-10-05 |
| JP2018119214A (en) | 2018-08-02 |
| KR20180001590A (en) | 2018-01-04 |
| CN105793455A (en) | 2016-07-20 |
| CA2931494C (en) | 2019-12-31 |
| WO2015080242A1 (en) | 2015-06-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101814949B1 (en) | Hot-formed steel sheet member, and method for producing same | |
| CN110678569B (en) | High-strength steel sheet and method for producing same | |
| KR101833655B1 (en) | Hot-pressed steel sheet member, production method for same, and steel sheet for hot pressing | |
| US10711322B2 (en) | Hot-pressed steel sheet member, method of manufacturing the same, and steel sheet for hot pressing | |
| JP5609945B2 (en) | High-strength cold-rolled steel sheet and manufacturing method thereof | |
| KR101831544B1 (en) | Hot-formed member and process for manufacturing same | |
| KR101849031B1 (en) | Hot-formed member and process for manufacturing same | |
| KR102404647B1 (en) | Hot-stamped article and steel sheet for hot-stamping, and manufacturing method thereof | |
| JP5857913B2 (en) | Hot-formed steel plate member, method for producing the same, and hot-formed steel plate | |
| JP6003837B2 (en) | Manufacturing method of high strength pressed parts | |
| KR20210124324A (en) | Hot stamped products and steel sheets for hot stamping, and manufacturing method thereof | |
| TWI512116B (en) | A hot-pressed steel sheet member, a method for manufacturing the same, and a steel sheet for hot pressing | |
| WO2023190867A1 (en) | Steel member and steel sheet |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment | ||
| X701 | Decision to grant (after re-examination) | ||
| A107 | Divisional application of patent | ||
| GRNT | Written decision to grant |