KR20150038262A - 실리콘 물품 제조 장치 및 방법 - Google Patents
실리콘 물품 제조 장치 및 방법 Download PDFInfo
- Publication number
- KR20150038262A KR20150038262A KR1020157004631A KR20157004631A KR20150038262A KR 20150038262 A KR20150038262 A KR 20150038262A KR 1020157004631 A KR1020157004631 A KR 1020157004631A KR 20157004631 A KR20157004631 A KR 20157004631A KR 20150038262 A KR20150038262 A KR 20150038262A
- Authority
- KR
- South Korea
- Prior art keywords
- silicone
- tube
- die
- combination
- silicon
- Prior art date
Links
- 229920001296 polysiloxane Polymers 0.000 title claims abstract description 273
- 238000000034 method Methods 0.000 title claims abstract description 86
- 239000000203 mixture Substances 0.000 claims abstract description 111
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 claims abstract description 76
- 229910052710 silicon Inorganic materials 0.000 claims abstract description 76
- 239000010703 silicon Substances 0.000 claims abstract description 76
- 238000009472 formulation Methods 0.000 claims abstract description 58
- 150000001875 compounds Chemical class 0.000 claims abstract description 34
- 230000005855 radiation Effects 0.000 claims description 65
- 229920000642 polymer Polymers 0.000 claims description 30
- 229920002379 silicone rubber Polymers 0.000 claims description 29
- 239000004944 Liquid Silicone Rubber Substances 0.000 claims description 24
- 239000000945 filler Substances 0.000 claims description 22
- 150000003377 silicon compounds Chemical class 0.000 claims description 16
- 238000001125 extrusion Methods 0.000 claims description 14
- 229920003229 poly(methyl methacrylate) Polymers 0.000 claims description 13
- 239000004926 polymethyl methacrylate Substances 0.000 claims description 13
- 239000012530 fluid Substances 0.000 claims description 8
- 229910052751 metal Inorganic materials 0.000 claims description 7
- 239000002184 metal Substances 0.000 claims description 7
- 239000004793 Polystyrene Substances 0.000 claims description 6
- 239000011521 glass Substances 0.000 claims description 6
- 229920002223 polystyrene Polymers 0.000 claims description 6
- 239000002210 silicon-based material Substances 0.000 claims description 6
- 239000013078 crystal Substances 0.000 claims description 4
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 claims description 4
- 229910052731 fluorine Inorganic materials 0.000 claims description 3
- 239000011737 fluorine Substances 0.000 claims description 3
- 230000001678 irradiating effect Effects 0.000 claims description 3
- 125000001153 fluoro group Chemical group F* 0.000 claims description 2
- 239000010453 quartz Substances 0.000 claims description 2
- 239000000463 material Substances 0.000 description 45
- 230000008569 process Effects 0.000 description 32
- 239000003054 catalyst Substances 0.000 description 23
- 238000001723 curing Methods 0.000 description 17
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 15
- 229920001971 elastomer Polymers 0.000 description 12
- 238000010438 heat treatment Methods 0.000 description 12
- 239000005060 rubber Substances 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 10
- 229920002554 vinyl polymer Polymers 0.000 description 10
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 9
- 229910052697 platinum Inorganic materials 0.000 description 8
- 239000000654 additive Substances 0.000 description 7
- 230000008901 benefit Effects 0.000 description 7
- -1 dimethylsiloxane, diethylsiloxane, dipropylsiloxane, methylethylsiloxane, methylpropylsiloxane Chemical class 0.000 description 7
- 238000003847 radiation curing Methods 0.000 description 7
- 238000012546 transfer Methods 0.000 description 7
- 238000004132 cross linking Methods 0.000 description 6
- 239000004205 dimethyl polysiloxane Substances 0.000 description 6
- 230000007246 mechanism Effects 0.000 description 6
- 238000002156 mixing Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 229920000435 poly(dimethylsiloxane) Polymers 0.000 description 6
- 229920005573 silicon-containing polymer Polymers 0.000 description 6
- 150000004678 hydrides Chemical class 0.000 description 5
- 238000005259 measurement Methods 0.000 description 5
- 230000015572 biosynthetic process Effects 0.000 description 4
- 238000006243 chemical reaction Methods 0.000 description 4
- 238000013007 heat curing Methods 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 238000012986 modification Methods 0.000 description 4
- 230000004048 modification Effects 0.000 description 4
- 229920006294 polydialkylsiloxane Polymers 0.000 description 4
- 238000012360 testing method Methods 0.000 description 4
- FBSNEJXXSJHKHX-UHFFFAOYSA-N CC1=C(C(C=C1)([Pt]C)C)C Chemical group CC1=C(C(C=C1)([Pt]C)C)C FBSNEJXXSJHKHX-UHFFFAOYSA-N 0.000 description 3
- 230000008859 change Effects 0.000 description 3
- 230000000977 initiatory effect Effects 0.000 description 3
- 238000001746 injection moulding Methods 0.000 description 3
- 238000012805 post-processing Methods 0.000 description 3
- 238000005086 pumping Methods 0.000 description 3
- 238000005510 radiation hardening Methods 0.000 description 3
- 238000010058 rubber compounding Methods 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 238000002834 transmittance Methods 0.000 description 3
- OVSKIKFHRZPJSS-UHFFFAOYSA-N 2,4-D Chemical compound OC(=O)COC1=CC=C(Cl)C=C1Cl OVSKIKFHRZPJSS-UHFFFAOYSA-N 0.000 description 2
- UFHFLCQGNIYNRP-UHFFFAOYSA-N Hydrogen Chemical compound [H][H] UFHFLCQGNIYNRP-UHFFFAOYSA-N 0.000 description 2
- 239000004594 Masterbatch (MB) Substances 0.000 description 2
- 229920004482 WACKER® Polymers 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 238000013329 compounding Methods 0.000 description 2
- 238000010586 diagram Methods 0.000 description 2
- 229920002313 fluoropolymer Polymers 0.000 description 2
- 239000004811 fluoropolymer Substances 0.000 description 2
- 229910052739 hydrogen Inorganic materials 0.000 description 2
- 239000001257 hydrogen Substances 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 150000002978 peroxides Chemical class 0.000 description 2
- 125000001997 phenyl group Chemical group [H]C1=C([H])C([H])=C(*)C([H])=C1[H] 0.000 description 2
- 229920003023 plastic Polymers 0.000 description 2
- 239000004033 plastic Substances 0.000 description 2
- 235000012239 silicon dioxide Nutrition 0.000 description 2
- 239000004945 silicone rubber Substances 0.000 description 2
- 239000000243 solution Substances 0.000 description 2
- 125000004169 (C1-C6) alkyl group Chemical group 0.000 description 1
- BLTXWCKMNMYXEA-UHFFFAOYSA-N 1,1,2-trifluoro-2-(trifluoromethoxy)ethene Chemical compound FC(F)=C(F)OC(F)(F)F BLTXWCKMNMYXEA-UHFFFAOYSA-N 0.000 description 1
- BZPCMSSQHRAJCC-UHFFFAOYSA-N 1,2,3,3,4,4,5,5,5-nonafluoro-1-(1,2,3,3,4,4,5,5,5-nonafluoropent-1-enoxy)pent-1-ene Chemical compound FC(F)(F)C(F)(F)C(F)(F)C(F)=C(F)OC(F)=C(F)C(F)(F)C(F)(F)C(F)(F)F BZPCMSSQHRAJCC-UHFFFAOYSA-N 0.000 description 1
- VMLBXGPYHKLSJU-UHFFFAOYSA-N 2-chloro-1,1,3,4,4,5,6,6,7,8,8,8-dodecafluoro-7-(trifluoromethyl)oct-1-ene Chemical compound FC(C(C(F)(F)F)(C(C(C(C(C(=C(F)F)Cl)F)(F)F)F)(F)F)F)(F)F VMLBXGPYHKLSJU-UHFFFAOYSA-N 0.000 description 1
- 239000004971 Cross linker Substances 0.000 description 1
- PXGOKWXKJXAPGV-UHFFFAOYSA-N Fluorine Chemical group FF PXGOKWXKJXAPGV-UHFFFAOYSA-N 0.000 description 1
- 239000006057 Non-nutritive feed additive Substances 0.000 description 1
- KJTLSVCANCCWHF-UHFFFAOYSA-N Ruthenium Chemical compound [Ru] KJTLSVCANCCWHF-UHFFFAOYSA-N 0.000 description 1
- 229910004298 SiO 2 Inorganic materials 0.000 description 1
- BLRPTPMANUNPDV-UHFFFAOYSA-N Silane Chemical compound [SiH4] BLRPTPMANUNPDV-UHFFFAOYSA-N 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 125000001931 aliphatic group Chemical group 0.000 description 1
- 125000000217 alkyl group Chemical group 0.000 description 1
- 125000003118 aryl group Chemical group 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 239000012876 carrier material Substances 0.000 description 1
- 230000003197 catalytic effect Effects 0.000 description 1
- 238000006555 catalytic reaction Methods 0.000 description 1
- 238000010382 chemical cross-linking Methods 0.000 description 1
- 239000007809 chemical reaction catalyst Substances 0.000 description 1
- 229910052801 chlorine Inorganic materials 0.000 description 1
- 239000000460 chlorine Substances 0.000 description 1
- 125000001309 chloro group Chemical group Cl* 0.000 description 1
- 239000003086 colorant Substances 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229920001577 copolymer Polymers 0.000 description 1
- 239000003431 cross linking reagent Substances 0.000 description 1
- 238000013036 cure process Methods 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 238000000354 decomposition reaction Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- 230000001419 dependent effect Effects 0.000 description 1
- IJKVHSBPTUYDLN-UHFFFAOYSA-N dihydroxy(oxo)silane Chemical compound O[Si](O)=O IJKVHSBPTUYDLN-UHFFFAOYSA-N 0.000 description 1
- 230000009969 flowable effect Effects 0.000 description 1
- XUCNUKMRBVNAPB-UHFFFAOYSA-N fluoroethene Chemical compound FC=C XUCNUKMRBVNAPB-UHFFFAOYSA-N 0.000 description 1
- ZHPNWZCWUUJAJC-UHFFFAOYSA-N fluorosilicon Chemical compound [Si]F ZHPNWZCWUUJAJC-UHFFFAOYSA-N 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 125000000524 functional group Chemical group 0.000 description 1
- 230000004927 fusion Effects 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 125000001475 halogen functional group Chemical group 0.000 description 1
- 229920001519 homopolymer Polymers 0.000 description 1
- 238000005669 hydrocyanation reaction Methods 0.000 description 1
- 238000005984 hydrogenation reaction Methods 0.000 description 1
- 238000001802 infusion Methods 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000003112 inhibitor Substances 0.000 description 1
- 239000003999 initiator Substances 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 239000000155 melt Substances 0.000 description 1
- 239000000178 monomer Substances 0.000 description 1
- 231100000252 nontoxic Toxicity 0.000 description 1
- 230000003000 nontoxic effect Effects 0.000 description 1
- 125000002524 organometallic group Chemical group 0.000 description 1
- 238000004806 packaging method and process Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- XJWOWXZSFTXJEX-UHFFFAOYSA-N phenylsilicon Chemical compound [Si]C1=CC=CC=C1 XJWOWXZSFTXJEX-UHFFFAOYSA-N 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 239000000049 pigment Substances 0.000 description 1
- 229920002959 polymer blend Polymers 0.000 description 1
- 229920006124 polyolefin elastomer Polymers 0.000 description 1
- 239000004800 polyvinyl chloride Substances 0.000 description 1
- 229920000915 polyvinyl chloride Polymers 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000002243 precursor Substances 0.000 description 1
- 238000002203 pretreatment Methods 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 239000002683 reaction inhibitor Substances 0.000 description 1
- 229910052703 rhodium Inorganic materials 0.000 description 1
- 239000010948 rhodium Substances 0.000 description 1
- MHOVAHRLVXNVSD-UHFFFAOYSA-N rhodium atom Chemical compound [Rh] MHOVAHRLVXNVSD-UHFFFAOYSA-N 0.000 description 1
- 229910052707 ruthenium Inorganic materials 0.000 description 1
- 239000000377 silicon dioxide Substances 0.000 description 1
- 229910052990 silicon hydride Inorganic materials 0.000 description 1
- 238000006884 silylation reaction Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000003351 stiffener Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
- 229920001897 terpolymer Polymers 0.000 description 1
- BFKJFAAPBSQJPD-UHFFFAOYSA-N tetrafluoroethene Chemical group FC(F)=C(F)F BFKJFAAPBSQJPD-UHFFFAOYSA-N 0.000 description 1
- 238000001029 thermal curing Methods 0.000 description 1
- 229910052723 transition metal Inorganic materials 0.000 description 1
- 150000003624 transition metals Chemical class 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
Images

Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D23/00—Producing tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/10—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation for articles of indefinite length
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/07—Flat, e.g. panels
- B29C48/08—Flat, e.g. panels flexible, e.g. films
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/285—Feeding the extrusion material to the extruder
- B29C48/29—Feeding the extrusion material to the extruder in liquid form
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/3001—Extrusion nozzles or dies characterised by the material or their manufacturing process
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/30—Extrusion nozzles or dies
- B29C48/32—Extrusion nozzles or dies with annular openings, e.g. for forming tubular articles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/362—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using static mixing devices
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/365—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using pumps, e.g. piston pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/365—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using pumps, e.g. piston pumps
- B29C48/37—Gear pumps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/395—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders
- B29C48/397—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using screws surrounded by a cooperating barrel, e.g. single screw extruders using a single screw
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/36—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die
- B29C48/465—Means for plasticising or homogenising the moulding material or forcing it through the nozzle or die using rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/88—Thermal treatment of the stream of extruded material, e.g. cooling
- B29C48/91—Heating, e.g. for cross linking
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/04—After-treatment of articles without altering their shape; Apparatus therefor by wave energy or particle radiation, e.g. for curing or vulcanising preformed articles
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08G—MACROMOLECULAR COMPOUNDS OBTAINED OTHERWISE THAN BY REACTIONS ONLY INVOLVING UNSATURATED CARBON-TO-CARBON BONDS
- C08G77/00—Macromolecular compounds obtained by reactions forming a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon in the main chain of the macromolecule
- C08G77/04—Polysiloxanes
- C08G77/20—Polysiloxanes containing silicon bound to unsaturated aliphatic groups
-
- C—CHEMISTRY; METALLURGY
- C08—ORGANIC MACROMOLECULAR COMPOUNDS; THEIR PREPARATION OR CHEMICAL WORKING-UP; COMPOSITIONS BASED THEREON
- C08L—COMPOSITIONS OF MACROMOLECULAR COMPOUNDS
- C08L83/00—Compositions of macromolecular compounds obtained by reactions forming in the main chain of the macromolecule a linkage containing silicon with or without sulfur, nitrogen, oxygen or carbon only; Compositions of derivatives of such polymers
- C08L83/04—Polysiloxanes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0827—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using UV radiation
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C35/00—Heating, cooling or curing, e.g. crosslinking or vulcanising; Apparatus therefor
- B29C35/02—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould
- B29C35/08—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation
- B29C35/0805—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation
- B29C2035/0833—Heating or curing, e.g. crosslinking or vulcanizing during moulding, e.g. in a mould by wave energy or particle radiation using electromagnetic radiation using actinic light
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C71/00—After-treatment of articles without altering their shape; Apparatus therefor
- B29C71/02—Thermal after-treatment
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2083/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen, or carbon only, in the main chain, as moulding material
- B29K2083/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2105/00—Condition, form or state of moulded material or of the material to be shaped
- B29K2105/0094—Condition, form or state of moulded material or of the material to be shaped having particular viscosity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29K—INDEXING SCHEME ASSOCIATED WITH SUBCLASSES B29B, B29C OR B29D, RELATING TO MOULDING MATERIALS OR TO MATERIALS FOR MOULDS, REINFORCEMENTS, FILLERS OR PREFORMED PARTS, e.g. INSERTS
- B29K2283/00—Use of polymers having silicon, with or without sulfur, nitrogen, oxygen or carbon only, in the main chain, as reinforcement
- B29K2283/005—LSR, i.e. liquid silicone rubbers, or derivatives thereof
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T428/00—Stock material or miscellaneous articles
- Y10T428/13—Hollow or container type article [e.g., tube, vase, etc.]
- Y10T428/1352—Polymer or resin containing [i.e., natural or synthetic]
- Y10T428/139—Open-ended, self-supporting conduit, cylinder, or tube-type article
Abstract
실리콘 물품 형성장치가 개시된다. 장치는 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물 (formulation)을 다이로 전달하는 펌프시스템; 원위단, 근위단, 및 이들 사이 실리콘 배합물이 유동하는 채널을 가지는 다이; 및 실리콘 물품을 형성하기 위하여 실리콘 배합물이 다이 채널에서 유출될 때 실질적으로 실리콘 배합물을 경화시키는 복사에너지원을 포함한다. 본 발명은 또한 실리콘 물품 형성방법, 실리콘 튜브, 및 실리콘 압출물을 포함한다.
Description
본 발명은, 포괄적으로, 실리콘 물품 형성 장치 및 방법에 관한 것이다.
실리콘 튜브는 비-독성, 유연성, 열적 안정성, 저 화학반응성을 가지고, 다른 튜브 재료와 비교할 때 다양한 크기로 제작될 수 있으므로 많은 산업에서 유체 전달 및 제거용으로 실리콘 튜브를 활용한다. 예를들면, 실리콘 튜브는 다양한 산업 예컨대 의료산업, 제약산업, 식품 전달 및 기타에서 사용된다.
종래에 실리콘 튜브는 적외선 (IR) 열 및/또는 강제 가열 공기를 이용하여 고경점성 (high consistency) 고무 (HCR) 실리콘으로 압출된다. 종래 고경점성 고무 (HCR)의 점도는 2,000,000 센티푸아즈 보다 훨씬 높고 전형적으로 열 경화되고 몰딩, 압출, 캘린더 공정, 및 기타 등을 포함한 공정에서 적합하다. 그러나, 종래 가열 방법으로 경화된 튜브는 분해 및 열전달 없이 실리콘이 견딜 수 있는 온도에 한계가 있다. 또한, 전형적인 경화용 가열공기 가황(HAV) 타워는 에너지 소모가 크다. 또한, 압출 공정에 이은 열 경화로 인하여 전형적으로 미관에 좋지 않은 기포들이 튜브에 형성되고, 튜브 길이를 따라 치수적으로 덜 정확한 튜브가 형성된다.
대안으로, 튜브는 HCR보다 더 낮은 점도를 가지는 액체 사출성형 (LIM) 또는 액체 실리콘 고무 (LSR) 실리콘을 이용하여 사출성형으로 생성된다. 그러나, 사출성형 튜브는 몰드 부품들이 만날 때, 예컨대 파팅 라인 및/또는 니트 라인과 같은 바람직하지 않은 물리적 인공산물이 생긴다. 또한, 튜브 치수가 변할 때마다 새로운 몰딩이 필요하므로 성형 튜브 형성에 적용되는 공정은 고가이고 융통성이 적다. 또한, 성형 튜브는 한정된 길이로만 생산될 수 있다. 따라서, 비용 및 공정 융통성 결여 및 이들 공정으로 인한 바람직하지 못한 가시적 인공산물 출현으로 인하여 튜브 제조업자는 실리콘 튜브 생산에 있어서 성형 공정 적용에 적극적이지 않다.
또한 고점도 실리콘 재료, 예컨대 점도가 2,000,000 센티푸아즈 이상의 점도를 가지는 고경점성 검 고무 (HCR)는 압출되고 자외선을 통하여 경화될 수 있다. 자외선 경화로 인하여 종래 가열 경화 공정에 비하여 더욱 낮은 온도 경화를 제공할 수 있다. 그러나, 고경점성 검 고무의 고점도로 인하여 압출 및 자외선 경화 공정용 실리콘 재료 선택에는 제한이 있다. 예를들면, 고경점성 검 고무 공정은 소정의 충전제 첨가에 문제가 있다. 또한 고점도로 인하여 압출은 더욱 어려워지고, 더 높은 이송력이 필요하고 잠재적으로 생산속도가 늦어질 수 있다. 소정 분야에서 저점도 실리콘 재료를 선택하는 것이 바람직하지만, 더 낮은 점도 실리콘 중합체 역시 압출 처리되고 자외선으로 경화되어야 한다.
따라서, 실리콘 물품 형성을 위한 개선된 방법 및 장치가 필요하다.
일 실시태양에서, 실리콘 물품 형성 장치가 개시된다. 장치는 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물 (formulation)을 다이로 전달하는 펌프시스템; 원위단, 근위단, 및 이들 사이 채널을 가지고 실리콘 배합물이 채널을 통하여 흐르는 다이; 및 복사에너지원을 포함하고, 실리콘 배합물이 다이 채널에서 유출될 때 복사에너지는 실질적으로 실리콘 배합물을 경화하여 실리콘 물품을 형성한다.
다른 실시태양에서, 실리콘 물품 형성방법이 제공된다. 방법은 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물을 펌프시스템 내부로 제공하는 단계; 원위단, 근위단, 및 이들 사이 채널을 가지는 다이 제공 단계; 펌프시스템으로부터 다이 채널을 통과하도록 실리콘 배합물을 전달하는 단계; 및 실리콘 배합물이 다이 채널에서 유출될 때 실리콘 물품을 형성하도록 실질적으로 실리콘 배합물을 경화시키기 위하여 복사원으로 실리콘 배합물을 조사하는 단계를 포함한다.
또 다른 실시태양에서, 압출 실리콘 튜브가 제공된다. 압출 실리콘 튜브는 원위단, 근위단, 및 원위단에서 근위단으로 연속하여 관통하는 적어도 약 0.5 미터의 내관 (lumen)을 포함하고; 실리콘 튜브는 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 경화된 실리콘 배합물을 포함한다.
또 다른 실시태양에서, 실리콘 압출물 (extrudate)이 제공된다. 실리콘 압출물은 필름, 블록, 원형 튜브, 사각 튜브 프로파일의 형태를 가지고; 실리콘 압출물은 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 복사 경화된 실리콘 배합물을 포함한다.
본 발명은 첨부 도면들을 참조하여 더욱 양호하게 이해될 것이고 다양한 특징부들 및 이점들이 당업자에게 명백하게 될 것이다.
도 1은 실시태양에 따라 실리콘 물품을 제조하는 공정 흐름도이다.
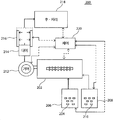
도 2는 실리콘 물품을 제조하기 위한 펌프시스템 실시태양을 도시한 것이다.
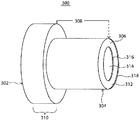
도 3은 예시적 다이를 도시한 것이다.
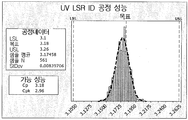
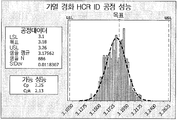
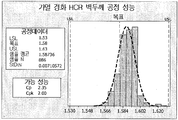
도 4A 및 4B는 내경 (ID) 및 벽 두께 각각에 대한 예시적 실리콘 튜브의 성능을 보인다.
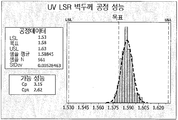
도 5A 및 5B는 내경 (ID) 및 벽 두께 각각에 대한 비교 고경점성 고무 튜브의 성능을 보인다.
당업자는 도면들에서 요소들이 단순하고 명확하게 도시되고 척도가 고려되지 않는다는 것을 이해할 것이다. 예를들면 본 발명의 실시태양에 대한 이해를 돕기 위하여 도면들 중 일부 요소들의 치수는 다른 요소들에 비하여 과장되도록 도시된다.
도 1은 실시태양에 따라 실리콘 물품을 제조하는 공정 흐름도이다.
도 2는 실리콘 물품을 제조하기 위한 펌프시스템 실시태양을 도시한 것이다.
도 3은 예시적 다이를 도시한 것이다.
도 4A 및 4B는 내경 (ID) 및 벽 두께 각각에 대한 예시적 실리콘 튜브의 성능을 보인다.
도 5A 및 5B는 내경 (ID) 및 벽 두께 각각에 대한 비교 고경점성 고무 튜브의 성능을 보인다.
당업자는 도면들에서 요소들이 단순하고 명확하게 도시되고 척도가 고려되지 않는다는 것을 이해할 것이다. 예를들면 본 발명의 실시태양에 대한 이해를 돕기 위하여 도면들 중 일부 요소들의 치수는 다른 요소들에 비하여 과장되도록 도시된다.
하기 설명은 도면과 함께 본 발명의 이해를 돕기 위하여 제공된다. 하기 논의는 본 교시의 특정 구현예 및 실시태양들에 집중될 것이다. 본 교시를 기술하기 위하여 이러한 집중이 제공되고 본 교시의 범위 또는 적용 가능성을 한정하는 것으로 해석되어서는 아니된다.
본원에서 사용되는 용어 "구성한다(comprises)", "구성하는(comprising)", "포함한다(includes)", "포함하는(including)", "가진다(has)", 가지는(having)" 또는 이들의 임의의 다른 변형은 개방적 용어이며 "포함하지만 이에 제한되지 않는"이라는 의미로 해석되어야 한다. 이들 용어들은 "실질적으로 이루어지는" 및 "이루어진"의 더욱 제한적 용어들을 포괄하는 것이다. 예를들면, 특징부들의 목록을 포함하는 방법, 물품, 또는 장치는 반드시 이러한 특징부들에만 한정될 필요는 없으며 명시적으로 열거되지 않거나 이와 같은 방법, 물품, 또는 장치에 고유한 다른 특징부들을 포함할 수 있다. 게다가, 명시적으로 반대로 기술되지 않는다면, "또는"은 포괄적인 의미의 "또는"을 가리키며 배타적인 의미의 "또는"을 가리키지 않는다. 예를들면, 조건 A 또는 B는 다음 중의 어느 하나에 의해 만족된다: A가 참이고 (또는 존재하고) B는 거짓이며 (또는 존재하지 않으며), A가 거짓이고 (또는 존재하지 않고) B는 참이며 (또는 존재하며), A와 B 모두가 참 (또는 존재한다)이다.
또한, "하나의 (a)" 또는 "하나의 (an)"은 여기에서 설명되는 요소들과 구성요소들을 설명하는데 사용된다. 이는 단지 편의성을 위해 그리고 본 발명의 범위의 일반적인 의미를 부여하기 위해 행해진다. 이 설명은 하나 또는 적어도 하나를 포함하는 것으로 읽혀져야 하며, 다르게 의미한다는 것이 명백하지 않다면 단수는 또한 복수를 포함한다. 예를들면, 단일 사항이 본원에 기재되면, 하나 이상의 사항이 단일 사항을 대신하여 적용될 수 있다. 유사하게, 하나 이상의 사항이 본원에서 기재되면, 단일 사항이 하나 이상의 사항을 대신할 수 있는 것이다.
달리 정의되지 않는 한, 본원에서 사용되는 모든 기술적 및 과학적 용어들은 본 발명이 속하는 분야의 통상의 기술자에 의해 일반적으로 이해되는 것과 동일한 의미를 가진다. 재료, 방법 및 실시예들은 예시적인 것일 뿐이고 제한적이지 않다. 본원에 기재되지 않는 한, 특정 재료 및 공정과 관련된 많은 상세 사항들은 통상적이고 참고 서적들 및 구조 분야 및 상응하는 제조 분야의 기타 자료들에서 발견될 수 있다. 달리 명기되지 않는 한, 모든 측정은 약 25℃에서 이루어진다. 예를들면, 달리 명기되지 않는 한 점도 값은 25℃에서의 값이다.
본 발명은 일반적으로 실리콘 물품 형성장치에 관한 것이다. 장치는 실리콘 배합물을 다이로 전달하는 펌프시스템을 포함한다. 다이는 원위단, 근위단, 및 이들 사이의 채널을 가지고, 실리콘 배합물은 다이 채널을 통과한다. 또한 장치는 복사에너지원을 가지고, 실리콘 배합물이 다이 채널에서 유출될 때 복사에너지는 실질적으로 실리콘 배합물을 경화시키고 실리콘 물품을 형성한다. 일 실시태양에서, 복사에너지는 펌프시스템 내의 실리콘 배합물에 제공되고, 실리콘 배합물이 다이에 있는 동안, 다이 후의 실리콘 배합물에 직접 제공되거나, 또는 이들의 임의의 조합에 제공된다. 특정 실시태양에서, 실리콘 고무가 채널에서 유출될 때 실리콘 고무를 경화시켜 물성이 개선된 실리콘 물품을 제공한다. 또한, 장치는 개선된 실리콘 물품 생성방법을 제공한다.
본원에서 사용되는 “실리콘 물품”은 실리콘 탄성체를 포함한다. 예시적 실시태양에서, 실리콘 물품은 비-극성 실리콘 고분자 성분을 포함하는 실리콘 배합물로부터 형성된다. 예시적 실시태양에서, 실리콘 배합물은 경화 전 저점도를 가진다. 본원에서 “저점도”란 실리콘 배합물의 점도가 경화 전 약 2,000,000 센티푸아즈 미만, 예컨대 약 1,000,000 센티푸아즈 미만을 의미한다. 일 실시태양에서, 실리콘 배합물 점도는, 경화 전 약 50,000 센티푸아즈 내지 약 2,000,000 센티푸아즈, 예컨대 약 100,000 센티푸아즈 내지 약 2,000,000 센티푸아즈, 예컨대 약 100,000 센티푸아즈 내지 약 1,000,000 센티푸아즈, 또는 약 100,000 센티푸아즈 내지 약 500,000 센티푸아즈이다. 일 실시태양에서, 경화 전 점도는 약 200,000 센티푸아즈 (cPs) 내지 약 2,000,000 cPs, 예컨대 약 200,000 cPs 내지 약 1,000,000 cPs, 예컨대 약 500,000 cPs 내지 약 800,000 cPs이다. 일 실시태양에서, 저점도 실리콘 배합물은 액체 실리콘 고무 (LSR) 또는 액체 사출성형 실리콘 (LIM), 실온 가황 실리콘 (RTV), 또는 이들의 조합이다. 특정 실시태양에서, 저점도 실리콘 배합물은 액체 실리콘 고무 또는 액체 사출성형 실리콘이다.
실리콘 배합물은, 예를들면, 폴리알킬실록산, 예컨대 전구체, 예컨대 디메틸실록산, 디에틸실록산, 디프로필실록산, 메틸에틸실록산, 메틸프로필실록산, 또는 이들의 조합에서 생성되는 실리콘 고분자를 포함한다. 특정 실시태양에서, 폴리알킬실록산은 폴리디알킬실록산, 예컨대 폴리디메틸실록산 (PDMS)을 포함한다. 특정 실시태양에서, 폴리알킬실록산은 실리콘 수소화물-함유 폴리디메틸실록산이다. 또 다른 실시태양에서, 폴리알킬실록산은 비닐-함유 폴리디메틸실록산이다. 또 다른 실시태양에서, 실리콘 고분자는 수소화물-함유 폴리디메틸실록산 및 비닐-함유 폴리디메틸실록산의 조합이다. 실시예에서, 실리콘 고분자는 비-극성이고 관능기, 예컨대 염소 및 불소, 및 페닐 관능기가 부재이다. 달리, 실리콘 고분자는 할로겐 관능기 또는 페닐 관능기를 포함한다. 예를들면, 실리콘 고분자는 불소실리콘 또는 페닐실리콘을 포함한다.
실리콘 배합물은 촉매를 더욱 포함한다. 전형적으로, 촉매는 가교 공정을 개시하기 위하여 존재한다. 복사원에 노출될 때 가교를 개시할 수 있는 임의의 합리적인 촉매가 고려될 수 있다. 전형적으로, 촉매는 실리콘 배합물에 따라 달라진다. 특정 실시태양에서, 촉매반응은 부가-가교성 실리콘 조성물을 망 형성에 의한 탄성 상태로 전환시키기 위하여 Si-결합 수소와 지방족 불포화기의 반응을 포함한다. 촉매는 복사원에 의해 활성되고 가교 공정을 개시한다.
적어도 하나의 촉매가 복사원, 예컨대 자외선 복사에 노출될 때 가교를 개시할 수 있다면 실리콘 배합물에 따라 임의의 촉매가 고려될 수 있다. 일 실시태양에서, 수소규소화 반응 촉매가 사용된다. 예를들면, 예시적 수소규소화 촉매는 전이금속의 유기금속 착체 화합물이다. 일 실시태양에서, 촉매는 백금, 로듐, 루테늄, 기타 등, 또는 이들의 조합을 포함한다. 특정 실시태양에서, 촉매는 백금을 포함한다. 특정 실시태양에서, 촉매는 알킬기, 아릴기, 또는 이들의 조합을 가지는 백금 착체이다. 예를들면, 백금 착체는 식 R3Pt(IV)Cp을 가지고, 식중 R은 C1-6 알킬기인 알킬-백금 착체이다. 특정 실시태양에서, 알킬-백금 착체는 (트리메틸)메틸시클로펜타디엔일 백금 (IV)이다.
예시적 실시태양에서, 출발 실리콘 재료, 원하는 최종 특성, 및 경화 공정에 대하여 원하는 경화속도에 따라 경화 시간을 제어하기 위하여 촉매는 선택된다. 예를들면, 실리콘 배합물이 펌프시스템 내의 복사원에 노출되는 일 실시태양에서, 경화 속도는 실리콘 배합물이 계속하여 펌프시스템을 통과하고 경과되면서 다이에서 유출되도록 설정되어야 한다. 다른 실시태양에서, 경화속도는 실리콘 배합물이 다이 내에서 복사원에 노출되거나 또는 직접 다이에서 유출될 때 더욱 신속하여야 한다.
또한 선택적 촉매가 수소규소화 촉매와 함께 사용된다. 예시적인 선택적 촉매는 과산화물, 주석, 또는 이들의 조합을 포함한다. 달리, 실리콘 배합물은 또한 과산화 촉매화 실리콘 배합물을 포함한다. 다른 실시예에서, 실리콘 배합물은 백금 촉매화 및 과산화물 촉매화 실리콘 배합물의 조합이다. 실리콘 배합물에 대한 촉매 영향 및 공정 조건에 따라 임의의 촉매 또는 이들의 조합이 고려될 수 있다. 예를들면, 촉매 또는 이들의 조합은 함량, 선택 촉매, 또는 이들의 조합을 변경시켜 실리콘 배합물의 반응속도를 조절한다.
실리콘 배합물은 또한 첨가제를 포함한다. 임의의 적합한 첨가제가 고려될 수 있다. 예시적 첨가제는, 개별적으로 또는 조합되어, 비닐 고분자, 수소화물, 충전제, 개시제, 억제제, 착색제, 안료, 캐리어 재료, 또는 임의의 이들의 조합을 포함한다. 일 실시태양에서, 실리콘 물품의 재료는 실질적으로 100% 실리콘 배합물이다. 일부 실시태양들에서, 실리콘 배합물은 실질적으로 상기 각자의 실리콘 고분자로 이루어진다. 본원에서 사용되는, 실리콘 배합물과 관련하여 용어 "실질적으로 이루어지는 "이란 통상 사용되는 가공조제 및 첨가제가 실리콘 배합물에 사용될 수 있지만 실리콘 배합물의 기본적이고 새로운 특성에 영향을 주는 비-실리콘 고분자 존재를 배제하는 것이다.
일 실시태양에서, 실리콘 배합물은 실온 가황성 (RTV) 배합물 또는 겔이다. 특정 실시태양에서, 실리콘 배합물은 백금 경화되는 실온 가황성 배합물이다. 특정 실시예에서, 실리콘 배합물은 액체 실리콘 고무 (LSR)이다. 또 다른 실시태양에서, 실리콘 배합물은 2원 반응계에서 형성되는LSR이다.
실리콘 배합물은 종래, 상업적으로 제조되는 실리콘 배합물을 포함한다. 상업적으로 제조되는 실리콘 배합물은 전형적으로 성분들 예컨대 비-극성 실리콘 고분자, 촉매, 충전제, 및 선택적 첨가제를 포함한다. 임의의 적합한 충전제 및 첨가제가 고려될 수 있다. 일부 예에서, 충전제는 이산화규소 (SiO2)를 포함한다. 또한, 충전제는 임의의 적합한 함량으로 존재한다. 예를들면, 충전제는 실리콘 배합물 총 중량의 약 80중량%까지, 예컨대 약 10중량% 내지 약 50중량%, 또는 약 20중량% 내지 약 30중량% 존재할 수 있다. 전형적으로, 충전제는 종래 압출 및 가열경화로 처리되는 저점도 실리콘 배합물에 비해 더욱 적은 량으로 존재한다. 또 다른 실시태양에서, 충전제는 고경점성 고무 (HCR) 배합물, 예컨대 압출 고경점성 고무 배합물에 비해 적은 함량으로 존재한다. 또한, 최종 경화 실리콘 물품은 종래 고경점성 고무, 예컨대 종래 압출 고경점성 고무 배합물에 비하여 충전제 비율과 더 높은 화학적 가교를 가진다. 더욱 특정된 실시태양에서, 유사한 물품에 대한 다른 재료 예컨대 HCR와의 비교는 경화 후 동일 경도 (durometer)를 가진다. 이론에 구속되지 않고, 복사에너지에 의한 경화속도 증가로 저점도 압출이 가능하고, 여기에서 열적 경화되는 실리콘 물품과 비교할 때 실리콘 배합물에서 덜 충전제가 사용되는 최종 실리콘 물품을 제공한다. 예시적 실시태양에서, 실리콘 배합물은 실질적으로 충전제가 부재이다. 본원에서 사용되는 “실질적으로 부재”란 실리콘 배합물 총 중량의 약 1.0중량% 미만을 가지는 실리콘 배합물을 의미한다. 일 실시태양에서, 가교밀도는 약 0.002 mmole/그램 내지 약 0.2 mmole/gram, 예컨대 약 0.006 mmole/그램 내지 약 0.1 mmole/그램, 또는 약 0.01 mmole/그램 내지 약 0.03 mmole/그램이다. 예시적 실시태양에서, 상업적으로 제조되는 실리콘 배합물은 2원 반응계로서 입수된다. 예를들면, 1원은 전형적으로 비닐-함유 폴리디알킬실록산, 충전제, 및 촉매를 포함한다. 2원은 전형적으로 수소화물-함유 폴리디알킬실록산 및 선택적으로, 비닐-함유 폴리디알킬실록산 및 기타 첨가제를 포함한다. 반응 억제제가 1원 또는 2원에 포함된다. 임의의 적합한 혼합 방법에 의한 1원 및 2원 혼합으로 실리콘 배합물을 제조한다. 실시예에서, 혼합 기구는 혼합기, 예컨대 반죽 혼합기, 로스 (Ross) 혼합기, 2-롤 밀, 또는 브라벤더 (Brabender) 혼합기이다. 상업적으로 제조되는 액체 실리콘 고무 (LSR)의 특정 실시태양은 Adrian, MI의 Wacker Silicones에 의한 Wacker Elastosil® LR 3003/50 및 Ventura, CA의 Rhodia Silicones에 의한 Rhodia Silbione® LSR 4340을 포함한다.
도 1은 실시태양에 따른 실리콘 물품 제조 공정 (100) 흐름도이다. 102에서, 공정 (100)은 펌프시스템에 의한, 상기 실리콘 배합물 수용 단계를 포함한다. 펌프시스템은 실리콘 물품 형성에 적용될 수 있는 다수의 기구들을 포함한다. 예를들면, 펌프시스템은 펌프 기구 예컨대 기어 펌프, 고정식 혼합기, 압출 기구, 복사선 경화 기구, 후-처리 기구, 또는 임의의 이들의 조합을 포함한다.
104에서, 공정 (100)은 실리콘 배합물을 다이로 전달하는 단계를 포함한다. 일 실시태양에서, 실리콘 물품 형성은 압출기로부터 다이로 실리콘 배합물을 제공하는 단계를 포함한다. 전형적으로, 실리콘 배합물은 다이에 제공되기 전에 혼합된다. 임의의 적합한 혼합 장치가 고려될 수 있다. 일 실시태양에서, 또한 열이 실리콘 배합물에 인가된다. 예를들면, 실리콘 배합물의 성분들에 대한 임의의 적합한 가열 온도가 적용되어 재료는 펌프시스템에서 다이를 통하여 흐르고 분해되지 않는다. 예를들면, 온도는 약 50℉ 내지 약 150℉이다.
106에서, 공정 (100)은 실리콘 물품을 형성하기 위한 실리콘 배합물 복사선 경화 단계를 포함한다. 일 실시태양에서, 실리콘 배합물의 복사선 경화는 실리콘 배합물을 하나 이상의 복사원에 노출하는 단계를 포함한다. 임의의 적합한 복사원 예컨대 화학방사선이 고려된다. 일 실시태양에서, 복사원은 자외선 (UV)이다. 임의의 적합한 파장의 자외선이 고려될 수 있다. 특정 실시태양에서, 자외선의 파장은 약 10 나노미터 내지 약 500 나노미터, 예컨대 약 200 나노미터 내지 약 400 나노미터이다. 또한, 동일 또는 상이한 파장에서 임의의 회수의 복사에너지가 인가될 수 있다. 특정 실시태양에서, 실리콘 배합물이 펌프시스템을 통과하여 흐르는 동안, 실리콘 배합물이 다이를 통과하여 흐를 때, 실리콘 배합물이 직접 다이에서 나올 때, 또는 임의의 이들의 조합에서 복사선 경화가 발생되어 실리콘 물품을 형성한다. 복사선 경화는 연속 실리콘 물품 제조 공정을 제공한다. 따라서, 실리콘 물품은 긴 길이로 형성될 수 있다.
108에서, 실리콘 물품은 하나 이상의 후-처리 공정이 수행된다. 임의의 적합한 후-처리 공정이 고려된다. 예를들면, 실리콘 물품이 가열 처리, 예컨대 경화-후 사이클에 노출된다. 전형적인 경화-후 가열 처리는 400℉ 약 4 시간을 포함한다. 대안적 실시예에서, 실리콘 물품은 가열 처리를 받지 않는다. 실시예에서, 실리콘 물품은 실리콘 튜브 구조체를 포함하고 이는 특정 길이를 가지는 다수의 실리콘 튜브들로 절단된다.
도 2는 실리콘 물품 제조 펌프시스템 (200)의 실시태양을 도시한 것이다. 특정 실시태양에서, 펌프시스템 (200)에서 실리콘 물품 형성 공정 (100)이 구현된다.
임의의 펌프시스템 (200)이 고려될 수 있다. 펌프시스템 (200)은 실리콘 재료를 전달할 수 있는 예컨대 공압, 수압, 중력, 기계적, 및 기타, 또는 이들의 조합의 임의의 적합한 수단을 포함한다. 일 실시태양에서, 펌프시스템 (200)은 압출기 (202), 예컨대 단축 압출기 또는 이축 압출기를 포함한다. 압출기 (202)는 적어도 하나의 드럼 (206)에 담긴 공급 재료 (204)를 용융 및/또는 혼합한다. 공급 재료 (204)는 실리콘 물품 형성에 사용되는 상기 실리콘 배합물 성분들의 임의의 부분들일 수 있다. 일 실시태양에서, 공급 재료 (204)는 액체, 고체, 예컨대 펠렛, 스트립, 분말, 및 기타 등, 또는 임의의 이들의 조합 형태로 압출기 (202)에 제공된다. 실리콘 배합물의 성분들은 적어도 하나의 드럼 (204)에서 압출기 (202)로 공급된다. 일 실시태양에서, 펌프시스템 (200)은 또한 고정식 혼합기 (미도시)를 가진다. 특정 실시태양에서, 고정식 혼합기는 공급 재료 드럼 (206) 및 압출기 (202) 사이에 위치한다.
일 실시태양에서, 임의의 개수의 드럼들이 고려될 수 있다. 특정 실시태양에서, 공급 재료 (204)는 제1 드럼 (206) 및 제2 드럼 (208) 내부에 담긴다. 일 실시태양에서, 제1 드럼 (206) 및 제2 드럼 (208)은 상이한 실리콘 배합물 성분들을 가질 수 있다. 다른 실시태양에서, 제1 드럼 (206)은 제1 경도 (durometer)를 가지는 실리콘 배합물의 공급 재료 (204)를 포함하고 제2 드럼 (208)은 제1 경도와는 다른 제2 경도를 가지는 실리콘 배합물을 포함한 공급 재료 (210)를 가진다. 예를들면, 공급 재료 (204)는 약 50 미만의 쇼어 A 경도를 가지고 공급 재료 (210)은 약 50 이상의 쇼어 A 경도를 가진다. 예시적 실시태양에서, 공급 재료 (204)는 제1 경도를 가지는 액체 실리콘 고무 배합물이고 공급 재료 (210)는 제1 경도와는 다른 제2 경도를 가지는 액체 실리콘 고무 배합물이다. 특정 실시태양에서, 제1 드럼 (206)의 공급 재료 (204) 및 제2 드럼 (208)의 공급 재료 (210)는 압출기 (202)로 이송된다. 더욱 특정된 실시태양에서, 제1 드럼 (206) 공급 재료 (204) 및 제2 드럼 (208) 공급 재료 (210)는 고정식 혼합기로 이송된 후 압출기 (202)로 이송된다. 예를들면, 공급 재료 (204, 210)는 최종 실리콘 물품에 대하여 원하는 특성에 따라 상이한 비율 또는 상이한 속도로 제1 드럼 (206) 및 제2 드럼 (208)에서 압출기 (202)로 펌핑된다. 특정 실시태양에서, 고정식 혼합기는 압출기 (202)에 대한 공급 재료 (204, 210) 혼합물의 점도를 조절하기 위하여 인라인 (in-line) 혼합을 가능케 한다.
일 실시태양에서, 압출기 (202)는 선택적 기어 펌프 (212)와 연결된다. 일 실시태양에서, 기어 펌프 (212) 기어들은 임의의 적합한 구성, 예컨대 이중 나선 구조를 가진다. 기어 펌프 (212)는 임의의 적합한 진공 압력 및 헤드 압력에서 작동된다. 기어 펌프 (212) 헤드 압력은 전형적으로 적어도 부분적으로 공급 재료 (204, 210) 성분들, 공급 재료 (204, 210) 점도, 또는 임의의 이들의 조합에 따라 달라진다.
펌프시스템 (200)은 임의의 적합한 속도로 작동된다. 예를들면, 펌프시스템 (200)은 약 10 미터/분 (m/min) 내지 약 100 m/min, 약 5 m/min 내지 약 125 m/min, 또는 약 3 m/min 내지 약 150 m/min에서 작동된다. 일 실시태양에서, 펌프시스템 (200) 속도는 적어도 부분적으로 공급 재료 (204, 210)가 압출기 (202)에 제공되는 속도에 따라 달라진다. 도시되지 않지만, 펌프시스템 (200)은 실질적으로 복사원 (216)에 투명한 일부를 가진다. 예를들면, 압출기 (202)는 일부, 예컨대 실질적으로 복사원 (216)에 투명한 압출통 (barrel)을 포함한다. 본원에서 사용되는 “실질적으로 투명”이란 약 1% 내지 약 100%, 예컨대 적어도 약 25%, 또는 적어도 약 50%의 복사원, 예컨대 약 200 나노미터 내지 약 400 나노미터의 UV광이, 펌프시스템 (200) 일부를 통과하여 조사되고 실리콘 배합물 경화를 개시할 수 있는 재료를 의미한다. 더욱 특정된 실시태양에서, 투과율은 약 300 나노미터에서 약 50% 이상이다. 일 실시태양에서, 펌프시스템 (200) 일부, 예컨대 압출기 (202) 일부는, 수정, 유리, 고분자 또는 이들의 조합이다. 고분자는, 예를들면, 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합일 수 있다. 투명도는 전형적으로 복사원 파장, 재료, 및 재료 두께에 따라 다르다. 예를들면, PMMA는 약 300 nm에서 3mm 두께에 대하여 약 80% 투과율을 가진다. 수정은, 투과율이 약 200 nm 내지 약 500 nm에서 10 mm 두께에 대하여 약 90% 이상이다.
펌프시스템 (200)은 다이 (214)를 포함한다. 다이 (214)가 압출기 (202)에 부착되는 것으로 도시되지만, 일부 실시태양들에서, 다이 (214)는 압출기 (202)와는 별개의 요소일 수 있다. 다이 (214)를 통과하기 전에, 실리콘 배합물의 점도는 약 2,000,000 센티푸아즈 미만, 예컨대 약 1,000,000 센티푸아즈 미만이다. 일 실시태양에서, 실리콘 배합물의 점도는 약 50,000 센티푸아즈 내지 약 2,000,000 센티푸아즈, 예컨대 약 100,000 센티푸아즈 내지 약 2,000,000 센티푸아즈, 예컨대 약 100,000 센티푸아즈 내지 약 1,000,000 센티푸아즈, 또는 약 100,000 센티푸아즈 내지 약 500,000 센티푸아즈이다. 일 실시태양에서, 점도는 약 200,000 센티푸아즈 (cPs) 내지 약 2,000,000 cPs, 예컨대 약 200,000 cPs 내지 약 1,000,000 cPs, 예컨대 약 500,000 cPs 내지 약 800,000 cPs이다. 특정 실시태양에서, 다이 (214) 통과 전 실리콘 배합물의 점도는 제1 드럼 (206)으로부터 공급 재료 (204)의 계량 이송 (metered pumping) 및 제2 드럼 (208)으로부터 공급 재료 (210)의 계량 이송에 의해 제어될 수 있다. 더욱 특정된 실시태양에서, 점도는 고정식 혼합기를 통하여 제1 드럼 (206)으로부터 공급 재료 (204)의 계량 이송 및 제2 드럼 (208)으로부터 공급 재료 (210)의 계량 이송에 의해 제어될 수 있다. 실리콘 물품 최종 특성은 따라서 인라인 처리 과정에서, 계량 이송에 따라 제어될 수 있다.
일 실시태양에서, 실리콘 배합물은 복사에너지원 (216)에 노출되고 실리콘 배합물이 경화되어 실리콘 물품을 형성한다. 복사에너지원 (216)은 임의의 적합한 복사에너지원 예컨대 화학방사선을 포함한다. 특정 실시태양에서, 복사원은 자외선이다. 복사원은 실리콘 물품을 실질적으로 경화시키는데 충분하다. 본원에서 사용되는 “실질적으로 경화한다”는 것은 예를들면 유동계 데이터에 의해 결정되는 최종 가교 밀도의 > 90%을 의미한다 (90% 경화는 ASTM D5289으로 측정되는 최고 토크의90%로 도달되는 재료를 의미한다). 예를들면, 경화 수준에 의해 바람직한 쇼어 A 경도를 가지는 실리콘 물품이 제공된다. 임의의 쇼어 A 경도, 예컨대 약 10 내지 약 80, 예컨대 약 20 내지 약 70, 또는 약 40 내지 약 60이 고려될 수 있다. 또 다른 특정 실시태양에서, 경화는 임의의 가열 없이, 예컨대 약 100℃ 이하, 예컨대 약 80℃ 이하, 또는 약 50℃ 이하에서 진행된다.
경화 실리콘 물품은 후-처리 (218)가 진행된다. 임의의 후-처리가 예정될 수 있다. 일 실시태양에서, 후-처리 (218)는 가열 타워를 포함한다. 대안적 실시태양에서, 후-처리 (218)는 임의의 가열 타워를 포함하지 않는다. 일 실시태양에서, 후-처리 (218)는 특정 길이로 실리콘 물품을 절단하는 것을 포함한다. 다른 실시태양에서, 후-처리 (218)는 물품 코일로 실리콘 물품을 포장하는 것을 포함한다.
펌프시스템 (200)은 또한 하나 이상의 연산장치를 포함하는 제어시스템 (220)을 포함한다. 제어시스템 (220)은 신호들을 하나 이상의 펌프시스템 (200) 요소들에 제공하여 요소들에 대한 동작 조건들을 특정한다. 예를들면, 제어시스템 (220)은 펌프시스템 (200)의 속도를 조정한다. 예를들면, 제어시스템 (220)은 드럼 (206, 208)으로부터의 공급 재료 (204, 210) 속도를 조정한다. 다른 실시예에서, 제어시스템 (220)은 펌프시스템 (200) 복사원 (216)의 복사선 수준을 조정한다. 또한, 제어시스템 (220)은 기어 펌프 (212)의 임의의 조건들을 조정한다.
소정 실시예들에서, 제어시스템 (220)에 의해 제공되는 신호들은, 적어도 부분적으로, 펌프시스템 (200)의 하나 이상의 센서들에 의해 제공되는 피드백 정보에 기초한다. 임의의 적합한 센서들이 고려될 수 있다. 일부 실시태양들에서, 하나 이상의 센서들은 펌프시스템 (200) 요소의 일부, 예컨대 기어 펌프 (212)의 압력 센서들, 드럼 (206, 210)의 센서들, 복사원 (216) 제공 요소들의 센서들, 또는 임의의 이들의 조합일 수 있다.
예시적 실시태양에서, 펌프시스템 (200)은 하나 이상의 펌프시스템 (200) 요소들이 수직 구성으로 배열되도록 구성될 수 있다. 예를들면, 압출기 (202), 다이 (214), 및 복사원 (216) 요소들은 실리콘 물품을 수직하게 압출하도록 배열될 수 있다. 특정 실시태양에서, 실리콘 배합물을 상향 또는 하향 압출하여 실리콘 물품을 형성할 수 있다. 더욱 특정된 실시태양에서, 실리콘 배합물을 상향 압출하여 실리콘 물품을 형성할 수 있다. 실시예에서, 수직 상향 압출로 최종 실리콘 물품에 대한 치수 안정성이 개선된다. 대안적 실시태양에서, 펌프시스템 (200)은 수평 구성으로 배열될 수 있다.
펌프시스템 (200)은 임의의 적합한 실리콘 물품을 형성하도록 작동된다. 예를들면, 본원에서 “압출물”이라고도 칭하는 임의의 압출 실리콘 물품이 고려될 수 있다. 특정 실시태양에서, 실리콘 물품은 필름, 블록, 원형 튜브, 사각 튜브, 개방 또는 폐쇄 기하구조의형상화 프로파일 및 기타 등 이다. 일 실시태양에서, 압출 실리콘 물품은 튜브이다. 튜브는 전형적으로 근위단, 원위단, 및 이들의 관통하는 내관을 가진다. 근위단에서 원위단까지 튜브 길이를 형성한다. 또한 튜브는 튜브 내면을 형성하는 내경 및 튜브 외면을 형성하는 외경을 포함한다. 예시적 프로파일은, 제한되지는 않지만, 개스킷, 실 (seal), 및 다중내관을 포함한다. 물품은 임의 개수의 층들을 포함한다. 일 실시태양에서, 다층 물품은 예컨대 필름, 튜브, 및 기타 등으로 형성된다. 일 실시태양에서, 실리콘 배합물은 추가 성분들 예컨대 보강재, 마킹 스트립 및 기타 등이, 예컨대 압출 지점에서 조합된다. 물품은 또한 발포 구조체를 포함한다.
특정 실시태양에서, 펌프시스템 (200)은 종래 실리콘 튜브 제조 공정에서 달성될 수 없는 실리콘 튜브들을 형성한다. 특히, 펌프시스템 (200)의 복사원 (216) 및 펌프시스템 (200) 요소들의 운전 변수들이 종래 압출/가열 경화 시스템이 재현할 수 없는 치수 안정 튜브를 형성에 유리하다. 또한, 제1 드럼 (206) 및 제2 드럼 (208)을 이용한 점도 제어를 통하여 튜브의 인라인 공정이 가능하다. 특정 실시태양에서, 복사원 (216)은 종래 열경화 시스템과 대비하여 더욱 신속하게 실리콘 물품을 경화한다. 본원에서 사용되는 “종래 열경화”란 약 150℃ 이상의 가열을 통한 경화를 의미한다. 또한, 튜브가 수직 방향으로 압출되는 펌프시스템 (200) 배열을 통하여 튜브 치수 변동성을 감소시킬 수 있다.
전형적인 펌프시스템 및 공정이 개시되지만, 실리콘 배합물을 다이로 전달하고 복사원을 통하여 실리콘 배합물을 경화시키는 임의의 변형들이 고려될 수 있다. 예를들면, 고정식 혼합기를 통하여 이송되는 실리콘 배합물의 다중 성분들을 포함하는 인라인 혼합이 적용될 수 있다. 다른 실시태양에서, 공정은 압출기를 거치지 않고 실리콘 배합물을 기어 펌프로 직접 이송하는 것을 포함할 수 있다. 또 다른 실시태양에서, 공정은 기어 펌프를 이용하지 않고 다이로 직접 실리콘 배합물을 이송하는 것을 포함한다. 또한, 공정은 재료가 다이를 통과하기 전 복사원을 통한 예비-처리를 위하여 복사원에 실질적으로 투명한 장치 내 윈도우를 포함할 수 있다.
도 3은 실시태양에 따른 다이 (300)를 도시한 것이다. 다이 (300)는 원위단 (302), 근위단 (304), 및 실리콘 배합물이 통과하는 이들 사이 채널 (306)을 포함한다. 전형적으로, 다이 (300)는 복사원에 견딜 수 있는 재료를 포함한다. 예를들면, 다이는, 전형적으로 조건들 예컨대 선택 재료, 원하는 경화 속도, 또는 이들의 조합에 따라 임의의 적합한 운전 온도를 가진다. 일 실시태양에서, 다이 운전 온도는 약 25℃ 내지 약 60℃이다. 다른 실시태양에서, 다이 운전 온도는 적어도 약 60℃, 예컨대 약 80℃ 내지 약 200℃이다. 또 다른 실시태양에서, 다이 운전 온도는 약 25℃ 미만이다. 복사원이 UV 광인 경우, 다이 (300)의 적어도 제1 부분 (308)이 실질적으로 복사원에 투명한 것이 바람직하다. 본원에서 사용되는 “실질적으로 투명한”이란 약 1% 내지 약 100%, 예컨대 적어도 약 25%, 또는 적어도 약 50%의 복사원, 예컨대 UV 광이, 다이 (300) 재료 제1 부분 (308)을 통해 실리콘 배합물 경화를 개시하도록 조사될 수 있는 재료를 의미한다. 일 실시태양에서, 다이 (300) 제1 부분 (308)은 수정, 유리, 고분자, 또는 이들의 조합이다. 고분자는, 예를들면, 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합이다. 실질적으로 복사원에 투명한 다이 (300) 제1 부분 (308)으로 인하여, 채널 (306)을 통과하여 다이 (300) 근위단 (304)에서 유출될 때 실리콘 배합물은 실질적으로 경화된다. 다이 (300) 제1 부분 (308)이 다이 (300) 근위단 (304) 쪽으로 도시되지만, 다이 (300) 길이를 따라 임의의 부분이 복사원에 실질적으로 투명할 수 있다. 일 실시태양에서, 다이 (300)는 제2 부분 (310)을 더욱 포함한다. 제2 부분 (310)은 제1 부분 (308)과 동일하거나 상이한 재료일 수 있다. 특정 실시태양에서, 제2 부분 (310)은 금속이다. 임의의 적합한 다이 금속이 고려될 수 있다. 일 실시태양에서, 다이 제1 부분 (308) 및 다이 제2 부분 (310)은 동일한 재료이다. 예를들면, 제1 부분 (308) 및 제2 부분 (310)은 모두 실질적으로 복사원에 투명한 재료일 수 있다. 다른 실시태양에서, 예컨대 복사원이 자외선이 아니거나 또는 펌프시스템 일부, 예컨대 압출기 일부가 실질적으로 복사원에 투명한 경우 제1 부분 (308) 및 제2 부분 (310) 모두는 실질적으로 복사원에 투명하지 않은 재료일 수 있다. 이러한 실시태양에서, 제1 부분 (308) 및 제2 부분 (310)은 금속이다.
다이 채널 (306)은 실리콘 물품을 형성하기 위한 임의의 적합한 형상이지만, 도 3은 다이 (300)원위단 (302)에서 근위단 (304)으로 연장되는 원통형 링 형상 (312)을 가지는 다이를 도시한다. 특정 실시태양에서, 다이 (300)는 실리콘 튜브를 형성하도록 형성화된다. 도시된 바와 같이, 다이 (300)는 원통형 링 형상 (312) 외경 (318)보다 작은 외경 (316)을 가지는 내부 삽입구 (insert, 314)를 포함한다. 일 실시태양에서, 내부 삽입구 (314)는 코어 핀이다. 일 실시태양에서, 원통형 링 형상 (312) 외경 (318) 및 내부 삽입구 (314) 외경 (316) 사이 거리는 약 1.0 mm 내지 약 10.0 mm, 예컨대 약 1.0 mm 내지 약 7.0 mm, 예컨대 약 2.0 mm 내지 약 5.0 mm이다. 일 실시태양에서, 튜브의 총 두께는 적어도 약 3 밀 내지 약 50 밀, 예컨대 약 3 밀 내지 약 20 밀, 또는 약 3 밀 내지 약 10 밀이다.
도시되지 않지만, 내부 삽입구 (314)는 다층 튜브를 제공하도록 구성된다 튜브 또는 압출물 형성을 위한 임의의 방법이 고려된다. 일 실시태양에서, 내부 삽입구 (314)는 원위단, 근위단, 및 이들 사이에 원통형 링 형상의 채널을 포함한다. 예를들면, 고분자는 다이 (300) 내부 삽입구 (314)를 통해 압출되어 실리콘 튜브 내에서 내부 고분자 튜브를 형성한다. 특정 실시태양에서, 고분자는 다이 (300) 내부 삽입구 (314)를 통하여 공-압출되고 실리콘 재료는 다이 (300) 원통형 링 형상 (312)을 통하여 압출된다. 임의의 적합한 고분자가 고려될 수 있다. 특정 실시태양에서, 고분자는 불소고분자, 폴리염화비닐, 폴리올레핀 탄성체, 또는 이들의 조합일 수 있다. 예시적 불소고분자는 단량체, 예컨대 테트라플루오로에틸렌, 헥사플루오로프로필렌, 클로로트리플루오로에틸렌, 트리플루오로에틸렌, 비닐리덴 플루오라이드, 비닐 플루오라이드, 퍼플루오로프로필 비닐 에테르, 퍼플루오로메틸 비닐 에테르, 또는 임의의 이들의 조합으로 형성되는 동종중합체, 공중합체, 삼원중합체, 또는 고분자 블렌드이다.
성형되고 경화되면, 상기 장치의 특정 실시태양은 바람직하게는 원하는 특성 예컨대 생산성 향상 및 개선된 실리콘 물품을 보인다. 예를들면, 실리콘 물품의 최종 특성은 인라인 생산 과정에서 구성된다. 또한, 실리콘 물품의 압출 및 경화로 인하여 종래 압출 및 가열 경화되는 실리콘 물품 대비 낮은 수축률 및 실리콘 물품 내에서 기포가 감소되는 최종 제품을 제공한다. 이론에 구속되지 않고, 복사선 경화로 인하여 실리콘 배합물로의 즉시적 복사선 침투 및 실리콘 배합물 벌크의 동시적 경화가 가능하다고 판단된다. 또한, 본 발명에서 복사선 경화와 관련되어 열이 전혀 또는 낮게 가열되므로, 물품 외면에서 실리콘 재료 내부로 열전달이 관여되고, 이로써 더 많은 기포가 발생되었던 종래 가열경화와 비교하여 기포 발생이 더욱 낮다. 특정 실시태양에서, 실리콘 물품은 바람직한 투명도를 가진다. 예를들면, 투명도는 300 nm에서 1 mm 두께의 실리콘에 대하여 약 80%이다.
또 다른 실시태양에서, 펌프시스템 내에서, 다이를 통과하면서, 다이 유출 시에 직접, 또는 이들의 조합에서 복사선 경화와 관련된 경화를 통하여 실리콘의 습태강도 (green strength)를 더욱 신속하게 전개할 수 있다. 복사선 경화는 다이를 통과할 때, 다이에서 직접 유출될 때, 또는 이들의 조합에서 실리콘 배합물 점도를 증가시킨다. 점도 증가 속도는 복사원이 실리콘 배합물에 조사될 때뿐 아니라 실리콘 배합물 및 선택 촉매에 따라 다르다. 실리콘 배합물이 채널에서 유출될 때, 실리콘 배합물은 실질적으로 경화되어 실리콘 물품을 형성한다. 따라서, 복사선 경화로 인하여 복사선 경화된 실리콘 물품에 치수 안정성이 제공된다.
예시적 실시태양에서, 실리콘 물품은 특정 치수 정도 (dimensional accuracy)를 가진다. 실리콘 튜브를 이용하여, 예를들면, 튜브는 특정 속도로 유체를 전달하거나 이동시킨다. 실리콘 튜브 치수는 장치에 의해 이송되는 유체의 유속에 영향을 준다. 예를들면, 실리콘 튜브들 내경이 치수적으로 정확하지 않다면, 전달되는 유체량은 예정량과는 다를 것이다. 일 실시태양에서, 치수 정도는 실리콘 튜브 길이, 예컨대 실리콘 튜브 전체 길이를 따라 실리콘 튜브 평균 내경의 약 1.1% 이하의 실리콘 튜브 내경 표준편차로 측정된다. 소정의 실시태양들에서, 내경 표준편차는 실리콘 튜브 길이, 예컨대 약 20 미터에 걸쳐 실리콘 튜브 평균 내경의 약 0.9% 이하, 예컨대 평균 내경의 약 0.7% 이하, 예컨대 평균 내경의 약 0.6% 이하, 또는 평균 내경의 약 0.5% 이하일 수 있다. 일 실시태양에서, 표준편차는 실리콘 튜브 전체 길이에 대한 것이다.
또한, 치수 정도는 튜브 길이, 예컨대 튜브 전체 길이를 따라 튜브 평균 벽 두께의 약 3.6% 이하인 실리콘 튜브 벽 두께 표준편차로 측정된다. 특정 실시태양들에서, 벽 두께 표준편차는 튜브 길이, 예컨대 실리콘 튜브 전체 길이에 걸쳐 평균 벽 두께의 약 3.0% 이하, 예컨대 평균 벽 두께의 약 2.4% 이하, 예컨대 평균 벽 두께의 약 1.8% 이하, 또는 평균 벽 두께의 약 0.8% 이하이다. 특정 실시태양에서, 압출 및 복사선 경화 실리콘 튜브의 치수 정도는 바람직한 동심도를 제공한다. 이와 비교하여, 종래 몰딩 공정 및 사출성형 압력으로는 전형적으로 길이가 약 0.3 미터 이상 (약 1.0 피트)에서 바람직하지 않은 가변 동심도를 가지는 튜브들이 형성된다.
압출 및 경화 실리콘 튜브의 최종 특성은 바람직한 특성 예컨대 바람직한 펌프 수명 및 특정 유체량이 제공될 수 있는 바람직한 유속을 제공한다. 표준 헤드를 가지는 Cole Parmer Masterflex L/S 16 펌프에서 600 rpm에서 시험될 때 실리콘 튜브의 평균 펌프 수명은 약 50 시간 이상, 예컨대 약 60 시간 이상, 또는 약 70 시간 이상이다. 예시적 실시태양에서, 표준 헤드를 가지는 Cole Parmer Masterflex L/S 16 펌프에서 600 rpm에서 시험될 때 평균 펌프 수명은 100 시간 이상이다. 실리콘 튜브의 치수 정도로 인하여, 유체량은 특정 량과 관련하여 특정 허영오차로 분배될 수 있다. 예를들면, 실리콘 튜브는 유량 안정성을 개선시킨다. 특정 실시태양에서, 실리콘 튜브는 정량 펌프 분야에서 바람직한 유량 안정성을 가진다. 실시예에서, 정밀 정량 펌프 예컨대 경관급식 (enteral feeding) 펌프 또는 주입펌프를 사용하여24 시간 후 측정될 때 절대 유량 변동률은 약 0% 내지 약 10%, 예컨대 약 0% 내지 약 5%, 또는 약 0% 내지 약 2%이다.
실리콘 물품 압출로 긴 길이의 물품이 제공된다. 임의의 적합한 길이가 고려될 수 있다. 예를들면, 물품 길이는 적어도 약 0.25 미터 (m), 적어도 약 0.5 미터, 적어도 약 1.0 미터, 적어도 약 10.0 미터, 적어도 약 50.0 미터, 적어도 약 300.0 미터일 수 있다. 이와 비교하여, 종래 몰딩 공정으로는 몰드 길이에 따라 한정된 길이의 물품이 형성된다. 또한 실리콘 튜브는 종래 몰딩 공정으로 성형되는 튜브들에서 발견되는 임의의 가시적 결함이 없다는 것을 이해하여야 한다. 예를들면, 실리콘 튜브 구조체는 니트 라인, 파팅 라인, 플래시, 또는 이들의 조합을 포함하지 않는다. 예를들면, 니트 라인이 튜브 몸체의 하나 이상의 단부들, 예컨대 원위단, 근위단, 또는 양자에서 존재하지 않는다.
또한 실리콘 물품은 물리역학적 특성 예컨대 바람직한 손실탄성률, 인장탄성률, 압축변형, 및 기타 등을 제공한다. 예를들면, 실리콘 물품은 종래 고경점성 고무, 예컨대 종래 압출 고경점성 고무 배합물에 비하여 바람직한 손실탄성률, 인장탄성률, 압축변형을 가진다. 예를들면, 실리콘 물품은 종래 고경점성 고무 (HCR), 예컨대 종래 압출 고경점성 고무 배합물과 비교하여 낮은 손실탄성률을 가진다. 일 실시태양에서, 실리콘 물품의 손실탄성률은 전형적인 동역학 분석기, 예컨대 TA Instruments Q800 동역학 분석기로25℃, 1헤르츠에서 측정될 때 약 0.01 MPa 내지 약 1.0 MPa, 예컨대 약 0.02 MPa 내지 약 0.5 MPa, 또는 약 0.05 MPa 내지 약 0.4 MPa이다.
하기 실시예들은 본 발명의 공정 및 조성물을 더욱 개시하고 교시하기 위하여 제공된다. 이들은 단지 예시적 목적이고 하기 청구범위에서 인용되는 바와 같이 발명의 사상 및 범위를 본질적으로 변화시키지 않고 사소한 변형 및 변경이 가능하다는 것을 이해하여야 한다.
실시예들
실시예 1
실시예 1 (압출기 및 기어 펌프를 통한 단일 처리 UV LSR)
97.6 wt%의 비닐 함유 실리콘 베이스 (비닐 함량 0.04 mmol/g 및 충전제 함량 약 25중량%로 Toll Manufacturer에서 맞춤 제조), 1.2 wt %의 수소화물 가교제 (예컨대 Andersil XL-10) 및 약 12 ppm과 동등한 1.2 wt %의 UV 활성 촉매 예컨대 (트리메틸)메틸시클로펜타디엔일 백금 (IV)의 마스터 배치를 이용하여 LSR 배합물을 제조하였다. 전형적인 배합 절차에 이어 고전단 혼합기 예를들면 Ross 혼합기로 배합하였다. 조성물 점도는 약 300,000 센티푸아즈 내지 약 500,000 센티푸아즈이다. 압출 수 일 전에 배합하고 조성물을 불투명 용기에서 실내 보관하였다.
실리콘 배합물 점도는 데이터가 10 1/s (sec-1)에 대하여 보고되는 정상 전단속도 스윕으로 또는 동등 변형속도에서 주파수 스윕으로 측정하였다. 예를들면, 점도를 TA Instruments AR-G2 회전형 유동계를 이용하여 다음 정상 전단속도 스윕 시험 변수에서 측정하였다: 기하구조: 원추 및 플레이트 (40-mm) 또는 평행판 (25mm); 간격: 0.058 mm (원추 및 플레이트) 또는 700 - 800 mm (평행판); 전단속도: 0.1 ~ 100 1/s (온도: 25℃, 보고 10 1/s value); 분위기: 공기. 주파수 스윕 시험 변수는 다음과 같다: 기하구조: 원추 및 플레이트 (40-mm) 또는 평행판 (25mm); 간격: 0.058 mm (원추 및 플레이트) 또는 700 - 800 mm (평행판); 주파수: 100 - 0.5 rad/s; 변형율: 0.1%; 온도: 25℃; 분위기: 공기.
생성이 준비되면, 화합물을 정밀 펌프 또는 공압이송시스템을 통해 단축 압출기로 이송하였다.
60mm 스크류를 이용하여 8 rpm에서 압출기를 작동하여 압출물을 이송하였다. 압출물을 원형 다이에 통과시켜 분 당 10 미터 속도로 6.35mm ID 및 9.52mm OD 크기의 튜브를 생성하였다. Fusion UV에서 입수된 UV 벌브 예컨대 H 벌브를 이용하여 출구 지점에서 튜브를 조사하였다. 바람직한 경화 속도를 유지하기 위하여 파워를 조정하였다.
경화된 튜브를 회수한 후x-ray 측정시스템으로 측정하였다. ID에 대하여 측정된 데이터의 전형적인 표준편차는 약 0.008mm이다. OD에 대하여 측정된 데이터의 전형적인 표준편차는 약 0.009mm이다.
실시예 2
3 비닐 함유 실리콘 베이스들 (비닐 함량 0.03 ~ 0.09 mmol/g; 최종 비닐 함량이 약 0.06, 전형적인 LSR 점도가 되도록 배합, 충전제 함량이 약 25중량%로 Toll Manufacturer에서 맞춤 제조), 1.0 wt %의 2종의 조합된 수소화물 가교제들 (예컨대 Andersil XL-10) 및 약 15 ppm과 동등한 1.5 wt %의 UV 활성 촉매 예컨대 (트리메틸)메틸시클로펜타디엔일 백금 (IV)의 마스터 배치를 이용하여 LSR 배합물을 제조하였다. 전형적인 배합 절차에 이어 고전단 혼합기 예를들면 Ross 혼합기로 배합하였다. 조성물 점도는 약 300,000 센티푸아즈 내지 약 500,000 센티푸아즈이다. 압출 수 일 전에 배합하고 조성물을 불투명 용기에서 실내 보관하였다.
조성물을 실시예 1 조건들을 이용하여 경화하였다. 형성된 실리콘 튜브들에 대하여 튜브 특성 예컨대 펌프 수명 및 % 유량 변화를 측정하였다. 또한, 실리콘 튜브들의 튜브 특성을 Sani-tech® STHT®, 가열 처리에 의한 백금 경화된 액체 실리콘 고무와 비교하였다. Sani-tech® STHT®는 Saint-Gobain Performance Plastics에서 입수된다.
시험 조건들은 다음과 같다:표준 헤드를 이용한 Cole Parmer Masterflex L/S 16 펌프에서 600 rpm으로50 경도 튜브 샘플들 0.125”ID x 0.255” OD x 0.065” 벽. 각각의 시험은 누출이 발견되어 파손될 때까지 진행되었다.유량은 매일 McMillan Flo-Meter로 측정하였다.
실시예 2의 실리콘 튜브 평균 펌프 수명은 71 시간이고 표준편차는 19이다. 대조 Sanitech® STHT®의 평균 펌프 수명은 53 시간이고 표준편차는 21이다. 또한, Sanitech® STHT®와 비교하여 본 실시예의 실리콘 튜브의 절대 유량은 약 0% 내지 약 10%, 예컨대 약 0% 내지 약 5%, 또는 약 0% 내지 약 2%로 동등하였다.
또한 펌프 튜브의 치수 안정성은 Saint-Gobain Performance Plastics에서 입수되는 열 처리를 통해 경화된 백금 경화 고경점성 고무 (HCR) 실리콘인 “표준 HCR” 튜브, Biosil Precision과 비교하였다. 튜브 샘플들은 0.125”ID x 0.255” OD x 0.065” 벽이다.
Sikora의 ECOCONTROL 2000 디스플레이 /제어시스템이 구비된 Sikora X-RAY 6035 측정시스템을 이용하여 치수들을 측정하였다. 이는 비-접촉 측정시스템으로 내경, 외경, 벽 두께, 및 튜브 편심을 측정한다. 튜브를 28 피트/min 속도로 연속하여 측정하였다. 총 연장 측정 길이 260 피트에 대하여 매초마다 측정하였다. (실험실 조건들은 50+/-10% RH에서 70+/-2℉).
도 4A 및 4B는 내경 (ID) 및 벽 두께 각각에 대한 실시예 2의 실리콘 튜브 성능을 도시한 것이다. 도 5A 및 5B은 내경 (ID) 및 벽 두께 각각에 대한HCR 비교 샘플 성능을 도시한 것이다. 모든 측정은 밀리미터 단위로 이루어진다. 플롯마다, 자외선 복사선에 의해 경화된 실리콘 튜브들의 치수 안정성은 표준 HCR 튜브와 비교하여 동등하거나 양호하다. 실시예 2 튜브들의 내경 및 벽 두께에 대하여 더 높은 Cp 및 Cpk 값들은 LSR UV 경화 공정의 편차가 HCR 종래 경화 공정보다 낮다는 것을 의미한다. 따라서, 실시예 2에 의해 생성되는 실리콘 튜브들의 치수 정도는 표준 HCR 튜브와 비교하여 개선되었다.
많은 상이한 양태들 및 실시태양들이 가능하다. 일부 양태들 및 실시태양들이 본원에 개시된다. 본 명세서를 독해한 후, 당업자들은 이러한 양태 및 실시태양들은 단지 예시적인 것이고 본 발명의 범위를 제한하는 것이 아니라는 것을 이해할 것이다. 실시태양들은 하기된 임의의 하나 이상의 항목들에 따른다.
항목 1. 실리콘 물품 형성장치에 있어서, 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물 (formulation)을 다이로 전달하는 펌프시스템; 원위단, 근위단, 및 이들 사이 실리콘 배합물이 유동하는 채널을 가지는 다이; 및 실리콘 물품을 형성하기 위하여 실리콘 배합물이 다이 채널에서 유출될 때 실질적으로 실리콘 배합물을 경화시키는 복사에너지원을 포함하는, 실리콘 물품 형성장치.
항목 2. 항목 1에 있어서, 다이 운전 온도는 약 25℃ 내지 약 60℃인, 장치.
항목 3. 항목 1에 있어서, 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합이 실질적으로 복사원에 투명한, 장치.
항목 4. 항목 3에 있어서, 약 300 나노미터의 복사원 적어도 약 50%는 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합을 통하여 조사되는, 장치.
항목 5. 항목 3에 있어서, 다이의 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 수정, 유리, 고분자, 또는 이들의 조합인, 장치.
항목 6. 항목 5에 있어서, 고분자는 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합인, 장치.
항목 7. 항목 1에 있어서, 복사원은 자외선인, 장치.
항목 8. 항목 1에 있어서, 다이 원위단 통과 전에 실리콘 배합물 점도는 약 200,000 cPs 내지 약 1,000,000 cPs 인, 장치.
항목 9. 항목 1에 있어서, 실리콘 배합물은 액체 실리콘 고무 (LSR), 실온 가황성 실리콘, (RTV), 또는 이들의 조합인, 장치.
항목 10. 항목 1에 있어서, 실리콘 배합물이 다이 근위단에서 유출될 때 실리콘 물품의 쇼어 A 경도는 약 10 내지 약 80인, 장치.
항목 11. 항목 1에 있어서, 다이 제2 부분은 금속인, 장치.
항목 12. 항목 1에 있어서, 다이는 다이 원위단에서 근위단까지 연장되는 원통형 링 형상을 가지는, 장치.
항목 13. 항목 1에 있어서, 다이는 원통형 링 형상의 외경보다 더 작은 외경을 가지는 내부 삽입구를 더욱 포함하는, 장치.
항목 14. 항목 13에 있어서, 원통형 링 형상의 외경 및 내부 삽입구 외경 간의 거리는 약 1.0mm 내지 약 10.0mm인, 장치.
항목 15. 항목 13에 있어서, 내부 삽입구는 원위단, 근위단, 및 이들 사이 채널을 포함하는, 장치.
항목 16. 항목 1에 있어서, 실리콘 배합물은 튜브로 성형되는, 장치.
항목 17. 실리콘 물품 형성방법에 있어서, 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물을 펌프시스템 내부로 제공하는 단계; 원위단, 근위단, 및 이들 사이 채널을 가지는 다이 제공 단계; 펌프시스템으로부터 다이 채널을 통과하도록 실리콘 배합물을 전달하는 단계; 및 실리콘 배합물이 다이 채널에서 유출될 때 실리콘 물품을 형성하도록 실질적으로 실리콘 배합물을 경화시키기 위하여 복사원으로 실리콘 배합물을 조사하는 단계를 포함하는, 실리콘 물품 형성방법.
항목 18. 항목 17에 있어서, 실리콘 배합물을 전달하는 단계는 운전 온도가 약 25℃ 내지 약 60℃인, 방법.
항목 19. 항목 17에 있어서, 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 실질적으로 복사원에 투명한, 방법.
항목 20. 항목 19에 있어서, 약 300 나노미터의 복사원 적어도 약 50%는 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합을 통하여 조사되는, 방법.
항목 21. 항목 19에 있어서, 다이의 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 수정, 유리, 고분자, 또는 이들의 조합인, 방법.
항목 22. 항목 21에 있어서, 고분자는 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합인, 방법.
항목 23. 항목 17에 있어서, 복사원은 자외선인, 방법.
항목 24. 항목 17에 있어서, 실리콘 배합물은 점도 약 200,000 cPs 내지 약 1,000,000 cPs에서 다이 원위단에 전달되는, 방법.
항목 25. 항목 17에 있어서, 실리콘 재료는 액체 실리콘 고무 (LSR), 실온 가황성 실리콘, (RTV), 또는 이들의 조합인, 방법.
항목 26. 항목 17에 있어서, 실리콘 배합물이 다이 근위단에서 유출될 때 실리콘 물품의 쇼어 A 경도는 약 10 내지 약 80인, 방법.
항목 27. 항목 17에 있어서, 다이 제2 부분은 금속인, 방법.
항목 28. 항목 17에 있어서, 다이는 다이 원위단에서 근위단까지 연장되는 원통형 링 형상을 가지는, 방법.
항목 29. 항목 28에 있어서, 다이는 원통형 링 형상의 외경보다 더 작은 외경을 가지는 내부 삽입구를 더욱 포함하는, 방법.
항목 30. 항목 29에 있어서, 원통형 링 형상의 외경 및 내부 삽입구 외경 간의 거리는 약 1.0mm 내지 약 10.0mm인, 방법.
항목 31. 항목 29에 있어서, 실리콘 배합물은 튜브로 성형되는, 방법.
항목 32. 항목 31에 있어서, 고분자 상에 실리콘 배합물 튜브를 형성하는 단계를 더욱 포함하는, 방법.
항목 33. 항목 32에 있어서, 고분자는 불소고분자인, 방법.
항목 34. 항목 32에 있어서, 실리콘 배합물 및 고분자는 공-압출되는, 방법.
항목 35. 항목 32에 있어서, 고분자는 유체 채널이 통과하는 튜브 형상인, 방법.
항목 36. 압출 실리콘 튜브에 있어서, 원위단, 근위단, 및 원위단에서 근위단까지 적어도 약 0.5 미터의 연속 길이로 관통되는 내관을 포함하고; 실리콘 튜브는 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 경화된 실리콘 배합물로 구성되는, 실리콘 튜브.
항목 37. 항목 36에 있어서, 튜브 길이는 적어도 약 10.0 미터인, 실리콘 튜브.
항목 38. 항목 36에 있어서, 실리콘 튜브 내경 표준편차는 실리콘 튜브 전체 길이에 걸쳐 실리콘 튜브 평균 내경의 약 1.1% 이하인, 실리콘 튜브.
항목 39. 항목 36에 있어서, 실리콘 튜브 벽 두께 표준편차는 실리콘 튜브 전체 길이에 걸쳐 실리콘 튜브 평균 벽 두께의 약 3.6% 이하인, 실리콘 튜브.
항목 40. 항목 36에 있어서, 튜브는 파팅 라인, 니트 라인, 플래시, 또는 이들의 조합이 없는, 실리콘 튜브.
항목 41. 항목 36에 있어서, 튜브는 복사선 경화되는, 실리콘 튜브.
항목 42. 항목 36에 있어서, 실리콘 배합물 총 중량의 약 80중량%까지의 충전제를 가지는, 실리콘 튜브.
항목 43. 항목 42에 있어서, 충전제 함량은 실리콘 배합물 총 중량의 약 10중량% 내지 약 50중량%인, 실리콘 튜브.
항목 44. 항목 36에 있어서, 가교밀도는 약 0.002 mmole/그램 내지 약 0.2 mmole/그램인, 실리콘 튜브.
항목 45. 항목 44에 있어서, 가교밀도는 약 0.006 mmole/그램 내지 약 0.1 mmole/그램인, 실리콘 튜브.
항목 46. 항목 36에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.01 MPa 내지 약 1.0 Mpa인, 실리콘 튜브.
항목 47. 항목 46에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.02 MPa 내지 약 0.5 Mpa인, 실리콘 튜브.
항목 48. 항목 36에 있어서, 정밀 정량 펌프를 이용하여24 시간 이후 측정될 때 절대 유량 변동률은 약 0% 내지 약 10%인, 실리콘 튜브.
항목 49. 항목 48에 있어서, 정밀 정량 펌프를 이용하여24 시간 이후 측정될 때 절대 유량 변동률은 약 0% 내지 약 5%인, 실리콘 튜브.
항목 50. 실리콘 압출물에 있어서 필름, 블록, 원형 튜브, 사각 튜브, 또는 프로파일 형상으로 구성되고; 실리콘 압출물은 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 복사선 경화된 실리콘 배합물로 구성되는, 실리콘 압출물.
항목 51. 항목 50에 있어서, 프로파일은 개방 또는 폐쇄 기하구조를 가지는 형상인, 실리콘 압출물.
항목 52. 항목 51에 있어서, 프로파일은 개스킷, 실 또는 다중내관인, 실리콘 압출물.
항목 53. 항목 50에 있어서, 실리콘 배합물 총 중량의 약 80중량%까지의 충전제를 가지는, 실리콘 압출물.
항목 54. 항목 53에 있어서, 충전제 함량은 실리콘 배합물 총 중량의 약 10중량% 내지 약 50중량%인, 실리콘 압출물.
항목 55. 항목 50에 있어서, 가교밀도는 약 0.002 mmole/그램 내지 약 0.2 mmole/그램인, 실리콘 압출물.
항목 56. 항목 55에 있어서, 가교밀도는 약 0.006 mmole/그램 내지 약 0.1 mmole/그램인, 실리콘 압출물.
항목 57. 항목 50에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.01 MPa 내지 약 1.0 Mpa인, 실리콘 압출물.
항목 58. 항목 57에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.02 MPa 내지 약 0.5 Mpa인, 실리콘 압출물.
포괄적인 설명 또는 실시예들에서 상기되는 모든 작용들이 요구되지는 않으며, 특정한 작용의 일부는 요구되지 않을 수 있으며, 하나 이상의 다른 작용이 기술된 것들에 추가하여 실행될 수 있다는 것을 이해하여야 한다. 게다가, 작용들이 나열되는 순서가 반드시 이들이 실행되는 순서일 필요는 없다.
장점들, 다른 이점들, 및 문제점들에 대한 해결방안이 특정한 실시태양들과 관련하여 상기되었다. 그러나, 장점들, 이점들, 문제들에 대한 해결방안, 및 임의의 장점, 이점, 또는 해결방안을 발생하게 하거나 더 현저하게 할 수 있는 임의의 특징(들)이 청구항들의 일부 또는 전부의 중요하거나, 요구되거나, 또는 필수적인 특징으로 해석되지 말아야 한다.
명세서 및 본원에 개시된 실시태양들은 다양한 실시태양들 구조에 대한 포괄적인 이해를 돕기 위할 목적으로 제공된다. 명세서 및 설명들은 본원에 기재된 구조 또는 방법들을 이용하는 모든 요소들 및 장치 및 시스템의 특징부들에 대한 전적이고 종합적인 설명으로 기능하지 않을 수 있다. 개별 실시태양들은 단일 실시태양의 조합으로도 제공되고, 반대로, 간결성을 위하여 단일 실시태양에 기재된 다양한 특징부들은, 개별적 또는 임의의 부조합으로도 제공될 수 있다. 또한, 범위 값들에 대한 언급은 범위에 속하는 각각 및 모든 값들을 포함한다. 본 명세서를 읽은 후 당업자들에게 많은 기타 실시태양들이 명백할 수 있다. 기타 실시태양들이 적용될 수 있고 본 발명에서 유래될 수 있고, 따라서 구조적 치환, 논리적 치환, 또는 다른 변형은 본 발명의 범위를 일탈하지 않고 가능하다. 따라서, 본 발명은 제한적이 아닌 단지 예시적으로 간주된다.
Claims (58)
- 실리콘 물품 형성장치에 있어서, 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물 (formulation)을 다이로 전달하는 펌프시스템; 원위단, 근위단, 및 이들 사이 실리콘 배합물이 유동하는 채널을 가지는 다이; 및 실리콘 물품을 형성하기 위하여 실리콘 배합물이 다이 채널에서 유출될 때 실질적으로 실리콘 배합물을 경화시키는 복사에너지원을 포함하는, 실리콘 물품 형성장치.
- 청구항 1에 있어서, 다이 운전 온도는 약 25℃ 내지 약 60℃인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합이 실질적으로 복사원에 투명한, 장치.
- 청구항 3에 있어서, 약 300 나노미터의 복사원 적어도 약 50%는 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합을 통하여 조사되는, 장치.
- 청구항 3에 있어서, 다이의 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 수정, 유리, 고분자, 또는 이들의 조합인, 장치.
- 청구항 5에 있어서, 고분자는 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 복사원은 자외선인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 다이 원위단 통과 전에 실리콘 배합물 점도는 약 200,000 cPs 내지 약 1,000,000 cPs 인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 실리콘 배합물은 액체 실리콘 고무 (LSR), 실온 가황성 실리콘, (RTV), 또는 이들의 조합인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 실리콘 배합물이 다이 근위단에서 유출될 때 실리콘 물품의 쇼어 A 경도는 약 10 내지 약 80인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 다이 제2 부분은 금속인, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 다이는 다이 원위단에서 근위단까지 연장되는 원통형 링 형상을 가지는, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 다이는 원통형 링 형상의 외경보다 더 작은 외경을 가지는 내부 삽입구를 더욱 포함하는, 장치.
- 청구항 13에 있어서, 원통형 링 형상의 외경 및 내부 삽입구 외경 간의 거리는 약 1.0mm 내지 약 10.0mm인, 장치.
- 청구항 13에 있어서, 내부 삽입구는 원위단, 근위단, 및 이들 사이 채널을 포함하는, 장치.
- 선행 청구항들 중 어느 하나의 항에 있어서, 실리콘 배합물은 튜브로 성형되는, 장치.
- 실리콘 물품 형성방법에 있어서, 점도가 약 2,000,000 센티푸아즈 미만인 실리콘 배합물을 펌프시스템 내부로 제공하는 단계; 원위단, 근위단, 및 이들 사이 채널을 가지는 다이 제공 단계; 펌프시스템으로부터 다이 채널을 통과하도록 실리콘 배합물을 전달하는 단계; 및 실리콘 배합물이 다이 채널에서 유출될 때 실리콘 물품을 형성하도록 실질적으로 실리콘 배합물을 경화시키기 위하여 복사원으로 실리콘 배합물을 조사하는 단계를 포함하는, 실리콘 물품 형성방법.
- 청구항 17에 있어서, 실리콘 배합물을 전달하는 단계는 운전 온도가 약 25℃ 내지 약 60℃인, 방법.
- 청구항 17 내지 18 중 어느 하나의 항에 있어서, 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 실질적으로 복사원에 투명한, 방법.
- 청구항 19에 있어서, 약 300 나노미터의 복사원 적어도 약 50%는 다이의 적어도 제1 부분, 펌프시스템의 일부, 또는 이들의 조합을 통하여 조사되는, 방법.
- 청구항 19에 있어서, 다이의 제1 부분, 펌프시스템의 일부, 또는 이들의 조합은 수정, 유리, 고분자, 또는 이들의 조합인, 방법.
- 청구항 21에 있어서, 고분자는 폴리메틸 메타크릴레이트 (PMMA), 폴리스티렌, 또는 이들의 조합인, 방법.
- 청구항 17 내지 22 중 어느 하나의 항에 있어서, 복사원은 자외선인, 방법.
- 청구항 17 내지 23 중 어느 하나의 항에 있어서, 실리콘 배합물은 점도 약 200,000 cPs 내지 약 1,000,000 cPs에서 다이 원위단에 전달되는, 방법.
- 청구항 17 내지 24 중 어느 하나의 항에 있어서, 실리콘 재료는 액체 실리콘 고무 (LSR), 실온 가황성 실리콘, (RTV), 또는 이들의 조합인, 방법.
- 청구항 17 내지 25 중 어느 하나의 항에 있어서, 실리콘 배합물이 다이 근위단에서 유출될 때 실리콘 물품의 쇼어 A 경도는 약 10 내지 약 80인, 방법.
- 청구항 17 내지 26 중 어느 하나의 항에 있어서, 다이 제2 부분은 금속인, 방법.
- 청구항 17 내지 27 중 어느 하나의 항에 있어서, 다이는 다이 원위단에서 근위단까지 연장되는 원통형 링 형상을 가지는, 방법.
- 청구항 28에 있어서, 다이는 원통형 링 형상의 외경보다 더 작은 외경을 가지는 내부 삽입구를 더욱 포함하는, 방법.
- 청구항 29에 있어서, 원통형 링 형상의 외경 및 내부 삽입구 외경 간의 거리는 약 1.0mm 내지 약 10.0mm인, 방법.
- 청구항 29에 있어서, 실리콘 배합물은 튜브로 성형되는, 방법.
- 청구항 31에 있어서, 고분자 상에 실리콘 배합물 튜브를 형성하는 단계를 더욱 포함하는, 방법.
- 청구항 32에 있어서, 고분자는 불소고분자인, 방법.
- 청구항 32에 있어서, 실리콘 배합물 및 고분자는 공-압출되는, 방법.
- 청구항 32에 있어서, 고분자는 유체 채널이 통과하는 튜브 형상인, 방법.
- 압출 실리콘 튜브에 있어서, 원위단, 근위단, 및 원위단에서 근위단까지 적어도 약 0.5 미터의 연속 길이로 관통되는 내관을 포함하고; 실리콘 튜브는 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 경화된 실리콘 배합물로 구성되는, 방법.
- 청구항 36에 있어서, 튜브 길이는 적어도 약 10.0 미터인, 실리콘 튜브.
- 청구항 36 내지 37항 중 어느 하나의 항에 있어서, 실리콘 튜브 내경 표준편차는 실리콘 튜브 전체 길이에 걸쳐 실리콘 튜브 평균 내경의 약 1.1% 이하인, 실리콘 튜브.
- 청구항 36 내지 38항 중 어느 하나의 항에 있어서, 실리콘 튜브 벽 두께 표준편차는 실리콘 튜브 전체 길이에 걸쳐 실리콘 튜브 평균 벽 두께의 약 3.6% 이하인, 실리콘 튜브.
- 청구항 36 내지 39항 중 어느 하나의 항에 있어서, 튜브는 파팅 라인, 니트 라인, 플래시, 또는 이들의 조합이 없는, 실리콘 튜브.
- 청구항 36 내지 40항 중 어느 하나의 항에 있어서, 튜브는 복사선 경화되는, 실리콘 튜브.
- 청구항 36 내지 41항 중 어느 하나의 항에 있어서, 실리콘 배합물 총 중량의 약 80중량%까지의 충전제를 가지는, 실리콘 튜브.
- 청구항 42에 있어서, 충전제 함량은 실리콘 배합물 총 중량의 약 10중량% 내지 약 50중량%인, 실리콘 튜브.
- 청구항 36 내지 43항 중 어느 하나의 항에 있어서, 가교밀도는 약 0.002 mmole/그램 내지 약 0.2 mmole/그램인, 실리콘 튜브.
- 청구항 44에 있어서, 가교밀도는 약 0.006 mmole/그램 내지 약 0.1 mmole/그램인, 실리콘 튜브.
- 청구항 36 내지 45항 중 어느 하나의 항에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.01 MPa 내지 약 1.0 Mpa인, 실리콘 튜브.
- 청구항 46에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.02 MPa 내지 약 0.5 Mpa인, 실리콘 튜브.
- 청구항 36 내지 47항 중 어느 하나의 항에 있어서, 정밀 정량 펌프를 이용하여24 시간 이후 측정될 때 절대 유량 변동률은 약 0% 내지 약 10%인, 실리콘 튜브.
- 청구항 48에 있어서, 정밀 정량 펌프를 이용하여24 시간 이후 측정될 때 절대 유량 변동률은 약 0% 내지 약 5%인, 실리콘 튜브.
- 실리콘 압출물에 있어서 필름, 블록, 원형 튜브, 사각 튜브, 또는 프로파일 형상으로 구성되고; 실리콘 압출물은 경화 전 약 2,000,000 센티푸아즈 미만의 점도를 가지는 복사선 경화된 실리콘 배합물로 구성되는, 실리콘 압출물.
- 청구항 50에 있어서, 프로파일은 개방 또는 폐쇄 기하구조를 가지는 형상인, 실리콘 압출물.
- 청구항 51에 있어서, 프로파일은 개스킷, 실 또는 다중내관인, 실리콘 압출물.
- 청구항 50 내지 52 중 어느 하나의 항에 있어서, 실리콘 배합물 총 중량의 약 80중량%까지의 충전제를 가지는, 실리콘 압출물.
- 청구항 53에 있어서, 충전제 함량은 실리콘 배합물 총 중량의 약 10중량% 내지 약 50중량%인, 실리콘 압출물.
- 청구항 50 내지 54 중 어느 하나의 항에 있어서, 가교밀도는 약 0.002 mmole/그램 내지 약 0.2 mmole/그램인, 실리콘 압출물.
- 청구항 55에 있어서, 가교밀도는 약 0.006 mmole/그램 내지 약 0.1 mmole/그램인, 실리콘 압출물.
- 청구항 50 내지 56 중 어느 하나의 항에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.01 MPa 내지 약 1.0 Mpa인, 실리콘 압출물.
- 청구항 57에 있어서, 25℃, 1 헤르츠에서 측정될 때 손실탄성률은 약 0.02 MPa 내지 약 0.5 Mpa인, 실리콘 압출물.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201261683130P | 2012-08-14 | 2012-08-14 | |
| US61/683,130 | 2012-08-14 | ||
| PCT/US2013/054954 WO2014028625A1 (en) | 2012-08-14 | 2013-08-14 | Apparatus and method for making a silicone article |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20150038262A true KR20150038262A (ko) | 2015-04-08 |
Family
ID=50100223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1020157004631A KR20150038262A (ko) | 2012-08-14 | 2013-08-14 | 실리콘 물품 제조 장치 및 방법 |
Country Status (9)
| Country | Link |
|---|---|
| US (2) | US20140050871A1 (ko) |
| EP (1) | EP2885118A4 (ko) |
| JP (1) | JP2015530943A (ko) |
| KR (1) | KR20150038262A (ko) |
| CN (1) | CN104640682B (ko) |
| BR (1) | BR112015002341A2 (ko) |
| IN (1) | IN2015DN01357A (ko) |
| SG (1) | SG11201500630UA (ko) |
| WO (1) | WO2014028625A1 (ko) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US9394410B1 (en) * | 2015-04-16 | 2016-07-19 | Carefusion 303, Inc. | Irradiation and post-cure processing of elastomers |
| TW201722699A (zh) | 2015-12-30 | 2017-07-01 | 聖高拜塑膠製品公司 | 複合管及其製造與使用方法 |
| DE102022210592A1 (de) | 2022-10-06 | 2024-04-11 | Raumedic Ag | Anlage zur Herstellung eines extrudierten Silikon-Halbzeuges, Verwendung eines gleichlaufenden Doppelschneckenextruders sowie Verfahren zur Herstellung eines Silikon-Roh-Extrudates |
Family Cites Families (25)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE3121241C2 (de) * | 1980-05-28 | 1984-07-19 | Dainippon Ink And Chemicals, Inc., Tokio/Tokyo | Verfahren zum Herstellen eines Verbundkunststoffrohres aus thermoplastischem Harz |
| JPS641526A (en) * | 1987-04-27 | 1989-01-05 | Toyo Cloth Kk | Molding of composite material by means of ultra-violet ray curing |
| JP2517770B2 (ja) * | 1990-01-26 | 1996-07-24 | 信越化学工業株式会社 | シリコ―ンゴム組成物およびその硬化方法ならびに硬化物 |
| US5260348A (en) * | 1992-01-31 | 1993-11-09 | General Electric Company | Silicone compositions which exhibit enhanced cure characteristics |
| US5552466A (en) * | 1993-12-17 | 1996-09-03 | Hitco Technologies Inc. | Processable silicone composite materials having high temperature resistance |
| US5650453A (en) * | 1995-04-28 | 1997-07-22 | General Electric Company | UV curable epoxysilicone blend compositions |
| BR9610557A (pt) * | 1995-09-20 | 1999-12-21 | Uponor Bv | Produtos poliméricos orientados |
| EP0767216A1 (en) * | 1995-09-29 | 1997-04-09 | Dow Corning Corporation | High strength silicone resin/fluid alloy compositions and method of making |
| DE19808116A1 (de) * | 1998-02-26 | 1999-09-09 | Wacker Chemie Gmbh | Siliconelastomere |
| JP2000088153A (ja) * | 1998-09-11 | 2000-03-31 | Sanyo Electric Co Ltd | シリコーンゴムチューブ |
| JP2001342347A (ja) * | 2000-05-31 | 2001-12-14 | Dow Corning Toray Silicone Co Ltd | 押出成形用シリコーンゴム組成物およびシリコーンゴム押出成形品の製造方法 |
| US20040245677A1 (en) * | 2003-06-06 | 2004-12-09 | Marple Melvyn G. | UV cure resin molding method |
| JP2005001339A (ja) * | 2003-06-13 | 2005-01-06 | Otsuka Denki Kk | 熱収縮チューブ、熱収縮チューブの製造方法、回転部材用熱収縮チューブおよび保護用熱収縮チューブ |
| JP2005138557A (ja) * | 2003-11-10 | 2005-06-02 | Nissei Electric Co Ltd | 水分蒸発防止能を有する複合チューブ |
| DE102004060934A1 (de) * | 2004-12-17 | 2006-06-29 | Wacker Chemie Ag | Vernetzbare Polyorganosiloxanmassen |
| US20080166509A1 (en) * | 2007-01-08 | 2008-07-10 | Saint-Gobain Performance Plastics Corporation | Silicone tubing formulations and methods for making same |
| GB0708347D0 (en) * | 2007-05-01 | 2007-06-06 | Dow Corning | Polymer compositions |
| WO2008154319A1 (en) * | 2007-06-08 | 2008-12-18 | Dow Corning Corporation | Fluorosilicone elastomers for high temperature performance |
| US20090062417A1 (en) | 2007-08-31 | 2009-03-05 | Momentive Performance Materials Gmbh | Process For The Continuous Manufacturing Of Shaped Articles And Use Of Silicone Rubber Compositions In That Process |
| BRPI0821556A2 (pt) * | 2007-12-28 | 2015-06-16 | Saint Gobain Performance Plast | Tubo reforçado. |
| US7658876B2 (en) * | 2008-02-08 | 2010-02-09 | Lexmark International, Inc. | Method to fabricate a seamless tube |
| WO2010040243A1 (en) * | 2008-10-07 | 2010-04-15 | Empa Eidgenössische Materialprüfungs- Und Forschungsanstalt | Process and device for manufacturing shaped composite, the shaped composite and the shaped inorganic article derived from it |
| US8916225B2 (en) * | 2010-01-07 | 2014-12-23 | Toyo Boseki Kabushiki Kaisha | Method for coating inner surface of medical tube made from vinyl chloride with anti-thrombotic material |
| DE102010002141A1 (de) * | 2010-02-19 | 2011-08-25 | Momentive Performance Materials GmbH, 51373 | Integrale Bestrahlungseinheit |
| DE102010043149A1 (de) * | 2010-10-29 | 2012-05-03 | Wacker Chemie Ag | Hochtransparente durch Licht vernetzbare Siliconmischungen |
-
2013
- 2013-08-14 US US13/967,101 patent/US20140050871A1/en not_active Abandoned
- 2013-08-14 KR KR1020157004631A patent/KR20150038262A/ko active Search and Examination
- 2013-08-14 CN CN201380041525.3A patent/CN104640682B/zh active Active
- 2013-08-14 IN IN1357DEN2015 patent/IN2015DN01357A/en unknown
- 2013-08-14 EP EP13829707.2A patent/EP2885118A4/en active Pending
- 2013-08-14 BR BR112015002341A patent/BR112015002341A2/pt not_active Application Discontinuation
- 2013-08-14 WO PCT/US2013/054954 patent/WO2014028625A1/en active Application Filing
- 2013-08-14 SG SG11201500630UA patent/SG11201500630UA/en unknown
- 2013-08-14 JP JP2015527576A patent/JP2015530943A/ja active Pending
-
2019
- 2019-12-11 US US16/710,794 patent/US20200114604A1/en not_active Abandoned
Also Published As
| Publication number | Publication date |
|---|---|
| WO2014028625A1 (en) | 2014-02-20 |
| IN2015DN01357A (ko) | 2015-07-03 |
| SG11201500630UA (en) | 2015-04-29 |
| US20140050871A1 (en) | 2014-02-20 |
| CN104640682B (zh) | 2018-06-08 |
| BR112015002341A2 (pt) | 2017-07-04 |
| CN104640682A (zh) | 2015-05-20 |
| US20200114604A1 (en) | 2020-04-16 |
| EP2885118A1 (en) | 2015-06-24 |
| JP2015530943A (ja) | 2015-10-29 |
| EP2885118A4 (en) | 2016-04-13 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20200114604A1 (en) | Apparatus and method for making a silicone article | |
| US11149880B2 (en) | Composite tubing and method for making and using same | |
| RU2010109344A (ru) | Способ непрерывного изготовления формованных изделий и применение композиций силиконового каучука в этом способе | |
| CN108431478B (zh) | 复合管道及用于制成和使用其的方法 | |
| US20150093530A1 (en) | Silicone Article, a Tube and Method of Forming an Article | |
| AU2013249161B2 (en) | Silicone tubing and method for making and using same | |
| KR101232697B1 (ko) | 안정성이 향상된 실리콘 조성물을 위한 모체 조성물의 연속적 제조 방법 | |
| JP7295271B2 (ja) | エラストマーから成形物を製造するための付加製造法 | |
| EP3555213B1 (en) | Silicone-based composition and article made therefrom | |
| CN113306217A (zh) | 复合硅酮聚合物柔性管及用于制成和使用其的方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| AMND | Amendment | ||
| AMND | Amendment | ||
| E601 | Decision to refuse application | ||
| AMND | Amendment |