KR20100005027U - 알루미늄판 가공장치 - Google Patents
알루미늄판 가공장치 Download PDFInfo
- Publication number
- KR20100005027U KR20100005027U KR2020080014838U KR20080014838U KR20100005027U KR 20100005027 U KR20100005027 U KR 20100005027U KR 2020080014838 U KR2020080014838 U KR 2020080014838U KR 20080014838 U KR20080014838 U KR 20080014838U KR 20100005027 U KR20100005027 U KR 20100005027U
- Authority
- KR
- South Korea
- Prior art keywords
- processing
- pair
- rollers
- aluminum plate
- roller
- Prior art date
Links
Images




Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D13/00—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form
- B21D13/04—Corrugating sheet metal, rods or profiles; Bending sheet metal, rods or profiles into wave form by rolling
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D17/00—Forming single grooves in sheet metal or tubular or hollow articles
- B21D17/02—Forming single grooves in sheet metal or tubular or hollow articles by pressing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D1/00—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling
- B21D1/02—Straightening, restoring form or removing local distortions of sheet metal or specific articles made therefrom; Stretching sheet metal combined with rolling by rollers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B21—MECHANICAL METAL-WORKING WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D—WORKING OR PROCESSING OF SHEET METAL OR METAL TUBES, RODS OR PROFILES WITHOUT ESSENTIALLY REMOVING MATERIAL; PUNCHING METAL
- B21D43/00—Feeding, positioning or storing devices combined with, or arranged in, or specially adapted for use in connection with, apparatus for working or processing sheet metal, metal tubes or metal profiles; Associations therewith of cutting devices
- B21D43/006—Feeding elongated articles, such as tubes, bars, or profiles
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Abstract
본 고안은 알루미늄판 가공장치를 제공하는 것을 목적으로 하는 것으로, 본 고안의 구성은 알루미늄판(2)이 투입되는 본체(10)와, 상기 본체(10)에 회전 가능하게 장착되며 동력발생부에 구동적으로 연결되어 서로 반대 방향으로 회전되는 한 쌍의 가공롤러(20,22)를 포함하여 구성되며, 상기 한 쌍의 가공롤러(20,22) 중에서 적어도 하나의 가공롤러(22)의 둘레부에는 복수개의 가공돌기(24)가 형성되어, 상기 가공롤러(22)의 상기 가공돌기(24)에 의해 상기 한 쌍의 가공롤러(20,22) 사이를 통과하는 상기 알루미늄판(2) 표면의 피막에 크랙이 형성됨과 동시에 복수개의 요철부(4)가 형성되는 것을 특징으로 한다.
가공롤러, 가공돌기, 알루미늄판, 요철부, 일반 도장
Description
본 고안은 에 관한 것으로서, 보다 상세하게는 알루미늄판 표면의 피막에 크랙을 가하여 페인트 도장 효율을 향상시키고 롤판 형상의 알루미늄판을 평탄하게 가공하여 단가를 절약하도록 할 수 있으며, 아울러, 알루미늄판의 빛 반사 효율을 높이도록 가공하는 알루미늄판 가공장치에 관한 것이다.
채널간판은 가격이나 취급성 등의 이유로 알루미늄판으로 제작되는 경우가 많은데, 알루미늄 롤판으로 채널간판을 제작하면 가격이 저렴하여 시장 확보를 위한 경쟁력이 있으나 자유롭게 제작하는 데는 어려운 점이 많이 있다.
우선, 알루미늄 롤판은 알루미늄판으로 각종 제품을 만드는 현장에 운반할 때, 운반의 편의성 등을 위하여 롤형태로 감겨진 상태로 유통되는 경우가 많으며, 이처럼 알루미늄 롤판이 감겨져 말려있는 관계로, 이를 풀어서 사용할 때에는 평활도가 나오지 않고, 알루미늄판이 둥굴게 뒤틀려 있어서 정확한 측량작업을 하는데 어려움이 많이 있다.
또한, 알루미늄 표면에 기름성분의 피막이 있어서 이를 제거하기 위해 샌드페이퍼로 작업자가 일일이 문질러서 기름 피막을 제거한 다음, 페인트 도장을 하였는데, 샌드 페이퍼로 문질러서 도장하는 작업은 시간 소요가 많이 되어 생산성 등의 면에서 불리하고, 샌드 페이퍼를 문질러 줌으로 인한 파티클(미세한 금속 조각)이 많이 발생되어, 작업 환경적인 측면에서도 바람직하지 못하다.
한편, 샌드 페이퍼 작업을 하지 않는 경우에는 일반도장을 하지 못하고 비용이 비싼 분체도장을 하게 되는데, 이처럼 분체 도장을 하는 경우에는 의뢰업체의 일정에 맞추어야 하기 때문에, 제작납품일정을 필요한 시기에 맞추기 어려울 뿐만 아니라, 롤판 자체의 경도가 강해서 표면에 부드러운 표시나 글씨를 만들기가 불편하다.
이와 같은 불편한 점으로 인하여 롤형태로 감기지 않은 평판 알루미늄을 직접 필요한 넓이로 가공해서 작업을 하고 있는데, 이러한 평판 알루미늄은 상대적으로 가격이 비싸기 때문에, 시장경쟁력을 확보하기에 어려움이 따른다.
또한, 알루미늄판은 단순히 입체를 만드는 역할만이 아니라 내부조명이 켜지면 그 빛을 반사시키는 역할을 한다. 종래의 방식으로 사용된 일반 평판 알루미늄은 빛을 직반사하기 때문에, 빛의 반사 효율이 저하되는 단점이 있고, 나아가, 이처럼 반사 효율 저하로 조명 효율이 저하되므로, 보다 밝은 조명을 내기 위해 그만큼 더 큰 용량의 조명을 사용해야 하므로, 전력 소모량이 늘어나는 현상을 초래하고 있다.
본 고안은 상기와 같은 문제점을 해결하기 위한 것으로, 본 고안은 일반 페인트의 도장성을 높이고, 일반 롤형태의 알루미늄판을 사용하여 채널간판 등의 제품을 만들 수 있도록 하며, 아울러, 조명 반사 효율을 높이도록 알루미늄판 자체를 가공할 수 있도록 된 새로운 알루미늄판 가공장치를 제공하는 것을 목적으로 한다.
상기의 과제를 해결하기 위하여 제안된 본 고안에 의하면, 알루미늄판이 투입되는 본체와, 상기 본체에 회전 가능하게 장착되며 동력발생부에 구동적으로 연결되어 서로 반대 방향으로 회전되는 한 쌍의 가공롤러를 포함하여 구성되며, 상기 한 쌍의 가공롤러 중에서 적어도 하나의 가공롤러의 둘레부에는 복수개의 가공돌기가 형성되어, 상기 가공롤러의 상기 가공돌기에 의해 상기 한 쌍의 가공롤러 사이를 통과하는 상기 알루미늄판 표면의 피막에 크랙이 형성됨과 동시에 복수개의 요철부가 형성되는 것을 특징으로 하는 알루미늄판 가공장치가 제공된다.
본 고안은 알루미늄판을 한 쌍의 가공롤러 사이로 통과시키면서 가공롤러에 의해 알루미늄판의 표면에 요철부를 형성함과 동시에 알루미늄판 표면에 있는 기름 성분의 피막에 크랙을 가하여 줌으로써, 알루미늄판 표면에 부드러운 표시나 글씨 를 쉽게 만들수 있도록 하며, 특수 분체 도장과 같이 특수한 페인트나 특수 도장 방법이 아니라 일반적인 페인트를 도장하더라도 페인트가 알루미늄판 표면에서 쉽게 벗겨지는 것을 방지하는 효과를 기대할 수 있게 된다.
또한, 본 고안은 롤형태로 감겨져 제공되는 알루미늄판을 평탄하게 펼쳐지도록 가공하여 현장에서 사용할 수 있도록 하므로, 상대적으로 가격이 높은 평판 알루미늄을 사용하지 않아도 되므로, 비용 절감 등의 면에서 바람직한 효과가 있으며, 나아가, 시장경쟁력을 확보하는데 매우 유리한 효과도 기대할 수 있다.
그리고, 본 고안은 알루미늄판의 적어도 일면(즉, 빛이 반사되는 면)에 요철부를 형성하여, 조명의 빛을 알루미늄판의 표면에서 빛의 반사면적을 넓히고 방향을 사방으로 확대하여 빛의 반사를 극대화함으로써 적은 양의 조명으로도 충분히 내부 조명을 만들어 줄 수 있으며, 전력 소모를 최소화시키는 효과도 있다.
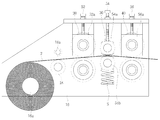
이하, 본 고안의 바람직한 실시예를 첨부한 도면에 의거하여 설명하면 다음과 같다. 도 1은 본 고안의 주요부의 구조와 알루미늄판을 가공하는 상태를 보여주는 사시도, 도 2는 도 1의 측면도, 도 3은 도 2의 주요부가 본체에 장착된 상태를 개념적으로 보여주는 측면도, 도 4는 본 고안에 의해 가공된 알루미늄판의 내측면을 보여주는 사시도, 도 5는 도 4의 측단면도이다. 이를 참조하면, 본 고안은 롤형태의 알루미늄판(2)이 투입되는 본체(10)에 투입구 부분에서 배출구 부분으로 순차적으로 한 쌍의 상하부측 가공롤러(20,22), 상하부측 가압롤러(30,32) 및 상하부측 평탄 가공롤러(40,42)가 순차적으로 장착된 구조를 이루며, 상기 상하부측 가공롤러(20,22)는 공지의 구동모터와 같은 동력발생부에 체인 등의 동력전달수단을 매개로 연결되어 동력발생부의 구동에 의해 회전된다.
상기 본체(10)는 대략 직육면체 형상의 외부 프레임(12,14)과, 이러한 외부 프레임(12)의 내부에 구비된 한 쌍의 가공롤러(20,22), 가압롤러(30,32) 및 평탄 가공롤러(40,42)가 순차적으로 회전 가능하게 장착된 내부 프레임(14)을 갖는 구조로 이루어진다. 즉, 가공롤러(20,22)와 가압롤러(30,32) 및 평탄 가공롤러(40,42)가 내부 프레임(12)에 지지되어 이들이 본체(10)의 투입구측에서 배출구측으로 순차적으로 배치된다.
그리고, 본체(10)의 투입구측에는 한 쌍의 지지브라켓(16)에 보빈(16a)이 설치되어, 이러한 보빈(16a)에 롤형태로 감겨진 알루미늄판(2)을 장착하여 알루미늄판(2)이 공급되도록 한다. 아울러, 보빈(16a)의 다음단에 위치되도록 가이드 롤러(18)가 본체(10)에 장착되고, 가이드 롤러(18)의 상측으로는 가이드바아(18a)가 장착되어, 하측의 가이드롤러(18)와 상측의 가이드바아(18a) 사이로 알루미늄판(2)이 통과되어 후술할 상부측 가공롤러(20)와 하부측 가공롤러(22) 사이로 투입된다.
상기 가공롤러(20,22)는 본체(10)를 이루는 내부 프레임(14)에 양단부가 회전 가능하게 지지된 한 쌍의 상부측 가공롤러(20)와 하부측 가공롤러(22)로 구성된다. 이때, 한 쌍의 상하부 가공롤러(20,22) 중에서 하나의 가공롤러(20 또는 22)에는 가공돌기(24)가 형성된다. 본 발명에서는 하부측 가공롤러(22)의 둘레면에 일정 간격으로 복수개의 가공돌기(24)가 돌출된다. 그리고, 각 가공롤러(20,22)의 일단 부에는 기어(미도시)가 장착되고, 각각의 기어는 서로 치합되어 기어의 회전에 따라 상하부측 가공롤러(20,22)가 서로 반대 방향으로 회전된다. 이때, 어느 하나의 기어는 스포로켓과 체인을 매개로 동력전달부(예를 들어, 구동모터)에 구동적으로 연결되므로, 동력전달부의 작동에 의해 한 쌍의 상하부측 가공롤러(20,22)가 반대 방향으로 회전될 수 있다.
상기 본체(10)를 구성하는 내부 프레임(14)의 상측부에는 이송 방향으로 나란한 한 쌍의 지지간(50)이 수평 설치되고, 한 쌍의 지지간(50)에는 볼트부재(52)가 승하강 가능하게 나선 결합되고, 볼트부재(52)의 하단부는 상측 지지블록(52a)에 연결되며, 한 쌍의 상측 지지블록(52a)에는 상기 한 쌍의 가공롤러(20,22) 중에서 상측부의 가공롤러(20,22) 양단부가 회전 가능하게 결합되어, 볼트부재(52)를 풀고 조임에 따라 한 쌍의 상부측 지지블록(52a)과 이에 장착된 상측부 가공롤러(20)가 승하강되므로, 상부측 가공롤러(20)와 하부측 가공롤러(22) 사이의 통과로를 알루미늄판의 두께에 따라 정밀하게 제어할 수 있다.
상기 상하부측 가공롤러(20,22)의 다음단에는 한 쌍의 가압롤러(30,32)가 설치된다. 이러한 가압롤러(30,32)는 본체(10)를 구성하는 내부 프레임(14)에 회전 가능하게 장착된 한 쌍의 상부측 가압롤러(30)와 하부측 가압롤러(32)로 구성된다. 이때, 한 쌍의 상하부측 가압롤러(30,32)는 동력전달부에 연결되지 않은 아이들 롤러이다.
한편, 한 쌍의 가압롤러(30,32) 사이에 형성된 알루미늄판(2) 통과로의 높이는 한 쌍의 가공롤러(20,22) 사이의 통과로의 높이보다 상대적으로 높은 위치에 형 성된다. 구체적으로, 5mm 높게 형성된다.
또한, 본체(10)의 내부 프레임(14) 상측부에 수평 설치된 한 쌍의 지지간(50)에는 각각 한 쌍의 볼트부재(54)가 승하강 가능하게 나선 결합되고, 볼트부재(54)의 하단부는 지지블록(54a)에 연결되며, 한 쌍의 지지블록(54a)에는 상기 한 쌍의 가압롤러(30,32) 중에서 상부측의 가압롤러(30)의 양단부가 회전 가능하게 결합되어, 볼트부재(54)를 풀고 조임에 따라 한 쌍의 지지블록(54a)과 이에 장착된 상측부의 가압롤러(30)가 승하강되고, 동시에 하부측 가압롤러(32)는 하부 지지블록(54b)과 스프링(S)에 의해 상향 탄지되므로, 한 쌍의 상하부측 가압롤러(30,32)의 높이를 정밀 제어할 수 있게 된다.
상기 평탄 가공롤러(40,42)는 가압롤러(30,32)의 다음단에 위치되도록 본체(10)의 내부 프레임(14)에 회전 가능하게 지지된다. 평탄 가공롤러(40,42)는 상하부 한 쌍으로 이루어져, 상하부 평탄 가공롤러(40,42) 사이에 알루미늄판(2)이 지나가는 통과로가 형성된다.
한 쌍의 평탄 가공롤러(40,42)의 일단부에는 각각 미도시된 기어가 구비되어, 각 기어가 서로 치합되므로, 기어의 회전에 의해 상하부 평탄 가공롤러(40,42)가 반대 방향으로 회전된다. 그리고, 상하부측 평탄 가공롤러(40,42)는 미도시된 스프로켓과 체인을 매개로 동력발생부인 구동모터의 회전축에 구동적으로 연결되므로, 동력발생부 구동에 의해 평탄 가공롤러(40,42)의 단부에 구비된 기어가 서로 반대 방향으로 회전되므로, 상하부측 평탄 가공롤러(40,42)가 서로 반대방향으로 회전될 수 있다.
한편, 한 쌍의 평탄 가공롤러(40,42) 사이에 형성된 알루미늄판(2) 통과로의 높이는 전단의 한 쌍의 가압롤러(30,32) 사이의 통과로 높이보다 상대적으로 낮게 형성된다. 구체적으로, 5mm 낮게 형성된다.
그리고, 본체(10)의 내부 프레임(14) 상측부에 수평 설치된 한 쌍의 지지간(52)에는 각각 한 쌍의 볼트부재(56)가 승하강 가능하게 나선 결합되고, 볼트부재(56)의 하단부는 지지블록(56a)에 연결되며, 한 쌍의 지지블록(56a)에는 상기 한 쌍의 상하부측 평탄 가공롤러(40,42) 중에서 상측부의 평탄 가공롤러(40)의 양단부가 회전 가능하게 결합되어, 볼트부재(56)를 풀고 조임에 따라 한 쌍의 지지블록(56a)과 이에 장착된 상측부의 평탄 가공롤러(40)가 승하강되므로, 한 쌍의 평탄 가공롤러(40,42) 사이의 통과로의 거리도 정밀하게 조절할 수 있게 된다.
이러한 구성의 본 고안에 의하면, 본체(10)의 투입구측의 보빈(16a)에 롤형태로 감져진 알루미늄판(2)을 장착하여, 보빈(16a)으로부터 알루미늄판(2)을 한 쌍의 가공롤러(20,22) 사이의 통과로로 투입하고, 이렇게 상하부측 가공롤러(20,22) 사이의 통과로 내부로 투입되는 롤판형의 알루미늄판(2) 표면에 하측부의 가공롤러(20,22) 외주면에 형성된 가공돌기(24)에 의해 요철부(4)가 형성됨과 동시에 알루미늄판(2) 표면의 기름 성분 피막에 크랙이 가해지고, 이렇게 요철부(4)가 형성된 알루미늄판(2)의 외표면에 일반도장을 실시하게 된다.
따라서, 본 고안에 의해 알루미늄판(2)의 표면에 요철부(4)를 형성하면서 기름 피막에 크랙을 가해줌으로써, 일반 페인트를 이용하여 알루미늄판(2) 표면에 일반 도장을 실시하더라도 알루미늄판(2) 표면에서 페인트가 쉽게 벗겨지는 경우가 없기 때문에, 샌드 페이퍼로 문질러서 도장하는 경우에 비하여 시간 낭비가 없어 생산성 향상 등의 효과를 거둘 수 있고, 샌드 페이퍼 작업으로 인한 파티클 발생이 없어서 작업 환경적인 측면에서도 바람직하며, 특수 분체 도장을 실시하는 경우에 비하여 의뢰업체의 일정에 맞출 필요가 없으므로, 제작납품일정을 필요한 시기에 맞추기 쉬우며, 나아가, 알루미늄 롤판 자체의 경도를 부드럽게 하여 알루미늄판(2) 표면에 부드러운 표시나 글씨를 만들기가 용이한 장점이 있다.
이를테면, 본 고안은 롤판형 알루미늄판(2)에 일정한 물리적 힘을 주어 임의로 평활도를 만들어주고, 가공롤러(20,22)에 복수개의 일정한 가공돌기(24)를 구비하여 알루미늄판(2) 표면의 피막에 균열를 줌으로써, 일반도장을 해도 도장이 일어나지 않게 함은 물론, 이러한 가공롤러(22)의 가공돌기(24)는 알루미늄 자체의 경도를 부드럽게 하여 주므로, 알루미늄판(2) 표면에 일반도장을 시행하거나 부드러운 표시나 글씨를 만드는 등의 작업을 편리하게 해주는 것이라 하겠다.
또한, 본 고안에 의하면, 한 쌍의 가공롤러(20,22)의 다음단에 가압롤러(30,32)가 설치되고, 가압롤러(30,32)의 다음 단에는 한 쌍의 평탄 가공롤러(40,42)가 설치되며, 한 쌍의 가압롤러(30,32)사이의 통과로의 높이는 전단의 한 쌍의 가공롤러(20,22) 사이의 통과로 높이보다 상대적으로 더 높은 위치에 형성되며, 한 쌍의 평탄 가공롤러(40,42) 사이의 통과로 높이는 한 쌍의 가압롤러(30,32) 사이의 통과로 높이보다 다시 상대적으로 낮게 형성된다.
이에 의하면, 상하부 한 쌍의 가공롤러(20,22) 사이의 통과로를 롤판 형상의 알루미늄판(2)이 통과하면서 알루미늄판(2) 표면에 복수개의 요철부(4)를 형성하는 데, 상하부 한 쌍의 가공롤러(20,22) 사이를 알루미늄판(2)이 통과하면서 알루미늄판(2) 자체가 상방향으로 벤딩된다.
이때, 다음 단의 상하부 한 쌍의 가압롤러(30,32) 사이의 통과로는 전단의 한 쌍의 가공롤러(20,22) 사이의 통과로보다 상대적으로 높은 위치에 형성되므로, 상방향으로 벤딩되면서 나오는 알루미늄판(2)이 자동적으로 상하부 한 쌍의 가압롤러(30,32) 사이의 통과로 내부로 투입되면서 가압되어 알루미늄판(2) 자체가 다시 하방향으로 벤딩된다.
한편, 한 쌍의 상하부 가압롤러(30,32)의 다음 단에 설치된 한 쌍의 상하부 평탄 가공롤러(40,42) 사이의 통과로의 높이는 전단의 한 쌍의 가압롤러(30,32) 사이의 통과로 높이보다 다시 낮아지도록 형성되어, 하향으로 재벤딩되면서 이송되는 알루미늄판(2)이 자동적으로 한 쌍의 평탄 가공롤러(40,42) 사이의 통과로로 투입되면서 한 쌍의 평탄 가공롤러(40,42)에 의해 완전한 평판 알루미늄으로 펴진다.
따라서, 본 고안은 요철부(4)를 형성하는 가공롤러(20,22) 다음 단에 설치된 가압롤러(30,32)에 의해 롤판형 알루미늄판(2)이 평탄하게 펼쳐지도록 하는 힘을 1차로 가하고, 이어서, 가압롤러(30,32) 다음 단에 설치된 평탄 가공롤러(40,42)에 의해 다시 알루미늄판(2)이 평탄하게 펼쳐지도록 하는 힘을 2차로 가하여 롤판형 알루미늄판(2)을 완전한 평판 알루미늄으로 펼쳐줄 수 있다.
따라서, 본 고안은 롤형태로 감겨져 제공되는 알루미늄판(2)을 평탄하게 펼쳐지도록 가공하여 현장에서 사용할 수 있도록 함으로써, 상대적으로 가격이 높은 평판 알루미늄을 사용하지 않아도 되므로, 비용 절감 등의 면에서 바람직한 효과가 있으며, 나아가, 시장경쟁력을 확보하는데 매우 유리한 효과도 기대할 수 있게 된다.
그리고, 본 고안은 알루미늄판(2) 자체의 표면에 복수개의 요철부(4)를 형성함으로써, 조명 효율 향상과 나아가 전력 소모량 절감 등의 효과를 거둘 수 있도록 한다. 즉, 알루미늄판(2)은 단순히 입체를 만드는 역할만이 아니라 내부조명이 켜지면 그 빛을 반사시키는 역할을 하는데, 기존의 방식으로 사용된 일반 평판 알루미늄은 빛을 직반사하는데 반하여, 본 고안은 알루미늄판(2) 자체의 표면에 물리적 힘을 가하여 요철부(4)를 갖는 평판을 만들어 줌으로써, 도 5에 도시된 바와 같이, 빛의 반사면적을 넓히고 방향을 사방으로 확대하여 빛의 반사를 극대화하므로, 적은 양의 조명으로도 충분한 내부 조명을 만들어 줄 수 있으며, 나아가, 이처럼 적은 양의 조명으로 조명 효율을 충분히 높임으로 인하여 전력 소모를 최소화시킬 수 있는 효과도 기대할 수 있는 것이다.
이를테면, 본 고안을 이용한 물리적인 가공을 실시하고, 이를 통해 형성된 알루미늄판(2) 표면의 요철 형상 요철부(4)에 의해 광각 빛을 만들어 빛을 넓게 확산시킬 수 있으므로, 일반 평판 알루미늄판(2)을 사용하는 경우에 비하여 조명 효율을 향상시킬 수 있으며, 아울러, 전력 소모량도 최소화시킬 수 있는 것이다.
이상에서 설명한 본 고안은 전술한 실시예 및 첨부된 도면에 의해 한정되는 것은 아니고, 본 고안의 기술적 사상을 벗어나지 않는 범위 내에서 여러 가지 치환, 변형 및 변경이 가능하다는 점이 이 분야의 통상의 지식을 가진 자에게 명백할 것이다.
도 1은 본 고안의 주요부의 구조와 알루미늄판을 가공하는 상태를 보여주는 사시도
도 2는 도 1의 측면도
도 3은 도 2의 주요부가 본체에 장착된 상태를 개념적으로 보여주는 측면도
도 4는 본 고안에 의해 가공된 알루미늄판의 내측면을 보여주는 사시도
도 5는 도 4의 측단면도
Claims (4)
- 알루미늄판(2)이 투입되는 본체(10)와, 상기 본체(10)에 회전 가능하게 장착되며 동력발생부에 구동적으로 연결되어 서로 반대 방향으로 회전되는 한 쌍의 가공롤러(20,22)를 포함하여 구성되며, 상기 한 쌍의 가공롤러(20,22) 중에서 적어도 하나의 가공롤러(22)의 둘레부에는 복수개의 가공돌기(24)가 형성되어, 상기 가공롤러(22)의 상기 가공돌기(24)에 의해 상기 한 쌍의 가공롤러(20,22) 사이를 통과하는 상기 알루미늄판(2) 표면의 피막에 크랙이 형성됨과 동시에 복수개의 요철부(4)가 형성되는 것을 특징으로 하는 알루미늄판 가공장치.
- 제 1 항에 있어서, 상기 한 쌍의 가공롤러(20,22) 다음단에는 상기 한 쌍의 가공롤러(20,22) 통과로의 높이보다 상대적으로 더 높은 위치에 있는 한 쌍의 가압롤러(30,32)가 더 구비된 것을 특징으로 하는 알루미늄판 가공장치.
- 제 2 항에 있어서, 상기 가압롤러(30,32)의 다음 단에 설치된 한 쌍의 상하부 평탄 가공롤러(40,42)를 더 포함하여 구성된 것을 특징으로 하는 알루미늄판 가공장치.
- 제 3 항에 있어서, 상기 평탄 가공롤러(40,42)는 상부측 평탄 가공롤러(40)와 하부측 평탄 가공롤러(42)로 구성되고, 상기 상하부 평탄 가공롤러(40,42) 사이의 통과로는 전단의 상기 한 쌍의 가압롤러(30,32) 사이의 통과로 높이보다 상대적으로 더 낮게 형성된 것을 특징으로 하는 알루미늄판 가공장치.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020080014838U KR20100005027U (ko) | 2008-11-06 | 2008-11-06 | 알루미늄판 가공장치 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| KR2020080014838U KR20100005027U (ko) | 2008-11-06 | 2008-11-06 | 알루미늄판 가공장치 |
Publications (1)
| Publication Number | Publication Date |
|---|---|
| KR20100005027U true KR20100005027U (ko) | 2010-05-14 |
Family
ID=44450635
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR2020080014838U KR20100005027U (ko) | 2008-11-06 | 2008-11-06 | 알루미늄판 가공장치 |
Country Status (1)
| Country | Link |
|---|---|
| KR (1) | KR20100005027U (ko) |
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103894510A (zh) * | 2014-03-17 | 2014-07-02 | 昆明理工大学科技产业经营管理有限公司 | 蜂窝芯冲压拉伸成型制备方法 |
| KR20200092804A (ko) * | 2019-01-25 | 2020-08-04 | 한밭대학교 산학협력단 | 전기화학소자 집전체 또는 금속 전극용 금속 이중 압연 시스템 및 패턴화된 전기화학소자 집전체 또는 금속 전극의 제조방법 |
| CN114733942A (zh) * | 2022-03-24 | 2022-07-12 | 山东都城安装工程有限公司 | 一种精度较高的金属板压线装置 |
-
2008
- 2008-11-06 KR KR2020080014838U patent/KR20100005027U/ko active IP Right Grant
Cited By (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103894510A (zh) * | 2014-03-17 | 2014-07-02 | 昆明理工大学科技产业经营管理有限公司 | 蜂窝芯冲压拉伸成型制备方法 |
| KR20200092804A (ko) * | 2019-01-25 | 2020-08-04 | 한밭대학교 산학협력단 | 전기화학소자 집전체 또는 금속 전극용 금속 이중 압연 시스템 및 패턴화된 전기화학소자 집전체 또는 금속 전극의 제조방법 |
| CN114733942A (zh) * | 2022-03-24 | 2022-07-12 | 山东都城安装工程有限公司 | 一种精度较高的金属板压线装置 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR20100005027U (ko) | 알루미늄판 가공장치 | |
| CN202163943U (zh) | 整片装置 | |
| CN106000761A (zh) | 微型辊涂机和毛刷机 | |
| CN109291642A (zh) | 张紧送料机构及喷墨打印机 | |
| CN103662623A (zh) | 铝板墙喷漆流水线装置 | |
| CN205361825U (zh) | 一种全精度双滚涂布机 | |
| US20160186440A1 (en) | Method and device for producing coated, and in particular painted, building boards and associated painted building board | |
| KR20230094482A (ko) | 알루미늄판 가공장치 | |
| KR20200049032A (ko) | 알루미늄판 가공장치 제조방법 | |
| KR101331620B1 (ko) | 비닐하우스용으로 파이프를 다각형으로 성형하는 파이프 성형기 | |
| CN104549876A (zh) | 木板油漆涂布设备 | |
| CN204781848U (zh) | 墙面腻子输送装置 | |
| CN217349662U (zh) | 一种导料装置 | |
| CN216661833U (zh) | 一种大理石加工用粉料平铺布料机 | |
| ATE531655T1 (de) | Transportvorrichtung in einem apparat zum beschichten von profilen | |
| KR20110016552A (ko) | 도광판 코팅장치 | |
| CN104085132B (zh) | 纸盘成型机 | |
| CN207806268U (zh) | 一种调节式压弯机构 | |
| CN115228660B (zh) | 一种冰箱风道背板加工装置 | |
| US20190283085A1 (en) | Auto brushing device for benders | |
| KR200470821Y1 (ko) | 튜브 직선화 교정 장치 | |
| RU2404870C1 (ru) | Устройство для смены клетей многоклетьевого прокатного стана | |
| KR101800080B1 (ko) | 스트립 연속 컬러 코팅라인의 U-wrap 듀얼 헤드 페인트 코터 | |
| CN203689003U (zh) | 一种圆网显影机 | |
| MY139051A (en) | Device for the continuous lengthening of a metal strip by traction, and method for operating one such device |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| NORF | Unpaid initial registration fee |