KR100467732B1 - 가스터빈용에어포일및그의제조방법 - Google Patents
가스터빈용에어포일및그의제조방법 Download PDFInfo
- Publication number
- KR100467732B1 KR100467732B1 KR1019970027193A KR19970027193A KR100467732B1 KR 100467732 B1 KR100467732 B1 KR 100467732B1 KR 1019970027193 A KR1019970027193 A KR 1019970027193A KR 19970027193 A KR19970027193 A KR 19970027193A KR 100467732 B1 KR100467732 B1 KR 100467732B1
- Authority
- KR
- South Korea
- Prior art keywords
- wall
- guide vane
- leading edge
- extruded
- fan exit
- Prior art date
Links
Images


Classifications
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/14—Form or construction
- F01D5/147—Construction, i.e. structural features, e.g. of weight-saving hollow blades
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F01—MACHINES OR ENGINES IN GENERAL; ENGINE PLANTS IN GENERAL; STEAM ENGINES
- F01D—NON-POSITIVE DISPLACEMENT MACHINES OR ENGINES, e.g. STEAM TURBINES
- F01D5/00—Blades; Blade-carrying members; Heating, heat-insulating, cooling or antivibration means on the blades or the members
- F01D5/12—Blades
- F01D5/28—Selecting particular materials; Particular measures relating thereto; Measures against erosion or corrosion
- F01D5/282—Selecting composite materials, e.g. blades with reinforcing filaments
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2230/00—Manufacture
- F05D2230/20—Manufacture essentially without removing material
- F05D2230/24—Manufacture essentially without removing material by extrusion
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/10—Metals, alloys or intermetallic compounds
- F05D2300/17—Alloys
- F05D2300/173—Aluminium alloys, e.g. AlCuMgPb
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F05—INDEXING SCHEMES RELATING TO ENGINES OR PUMPS IN VARIOUS SUBCLASSES OF CLASSES F01-F04
- F05D—INDEXING SCHEME FOR ASPECTS RELATING TO NON-POSITIVE-DISPLACEMENT MACHINES OR ENGINES, GAS-TURBINES OR JET-PROPULSION PLANTS
- F05D2300/00—Materials; Properties thereof
- F05D2300/60—Properties or characteristics given to material by treatment or manufacturing
- F05D2300/603—Composites; e.g. fibre-reinforced
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
- Y10T29/49337—Composite blade
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y10—TECHNICAL SUBJECTS COVERED BY FORMER USPC
- Y10T—TECHNICAL SUBJECTS COVERED BY FORMER US CLASSIFICATION
- Y10T29/00—Metal working
- Y10T29/49—Method of mechanical manufacture
- Y10T29/49316—Impeller making
- Y10T29/49336—Blade making
- Y10T29/49339—Hollow blade
Abstract
본 발명은 가스 터빈 안내 날개에 관한 것으로, 보다 상세하게는 제1 벽과, 상기 제1 벽의 맞은편에 배치된 제2 벽과, 선단 에지와, 상기 선단 에지의 맞은편에 배치된 후단 에지와, 그리고 제1 공동을 포함하는 단면 형태를 갖는 에어포일에 관한 것이다. 상기 제1 공동은 제1 벽과 제2 벽 사이 및 선단 에지와 후단 에지 사이에 배치된다. 상기 단면 형태는 제 1 말단과 제 2 말단 사이에서 연장되며, 상기 에어포일은 불연속 보강 알루미늄으로 형성된다.
Description
본 발명은 가스 터빈 엔진에 관한 것으로, 특히 가스 터빈 엔진에 사용되는 안내 날개(guide vane)에 관한 것이다.
가스 터빈 엔진 내부의 회전자 섹션(rotor section)의 후미에 배치된 에어포일(airfoil)은 회전자 섹션에 의해 변위되는 가스를 이 회전자 섹션에 의해 수행되는 일을 최적화하도록 선택된 방향으로 지향시키는 것을 돕는다. 이 에어포일은, 일반적으로 "안내 날개"로 불려지며, 허브와 외측 케이싱 사이에 방사상으로 배치되며, 회전자 섹션의 원주 둘레에 일정한 간격으로 형성된다. 역사적으로, 안내 날개는 중실형 에어포일로서 보통의 알루미늄으로 제조되었다. 중실형 에어포일의 단면은 안내 날개에 충돌 가스에 의한 하중을 수용하도록 요구되는 강성과 외부 물체로부터의 충격에 견딜 수 있는 내충격성을 제공하였다.
가스 통로 하중(gas path loading)"은 안내 날개상에 충돌하는 가스 유동에 의해서 상기 에어포일에 작용하는 힘을 나타내는 기술 용어이다. 상기 하중력의 크기와 주파수는 엔진에 의해 제공되는 작용력 및 추진력에 따라서 변화한다. 하중력의 주파수가 안내 날개의 하나 또는 그 이상의 자연 주파수(즉, 변형의 굽힘 모드의 주파수 및/또는 변형의 비틀림 모드의 주파수)와 일치한다면, 하중력은 안내 날개를 바람직하지 않은 진동 반응으로 자극할 것이다.
중실형 알루미늄으로 제조된 종래의 안내 날개의 중요한 결점은 안내 날개의 하중이 누적된다는 것이다. 엔진의 하중이 증가하면 엔진의 추진력 대 중량의 비에 악영향을 주기 때문에, 가스 터빈의 설계에 있어서 엔진 구성 요소의 하중을 최소로 하는 것이 이롭다. 종래의 알루미늄으로 제조된 중공형 안내 날개는 중실형 안내 날개의 하중 문제는 해결하지만, 고 추진력 적용에 필요한 강성과 피로 강도가 부족하다. 이러한 한계는, 특히 추가의 추진력을 제공하기 위해 엔진의 팬(fan) 직경을 증대시키려는 추세에 있는 근래의 가스 터빈 엔진에 있어서 문제점으로 부각된다. 일반적으로 엔진의 추진력을 증가시키면 안내 날개상의 하중, 특히 팬 직경이 증가된 경우의 팬 섹션내에 있는 안내 날개상의 하중이 증가한다. 종래의 알루미늄으로 제조된 중공형 안내 날개에 따른 또 다른 문제는 보다 바람직한 통상적인 알루미늄 합금 중 일부는 안내 날개의 요구되는 단면 형태로 압축될 수 없다는 것이다.
보다 최근에는, 안내 날개가 중합체 매트릭스 복합 재료(polymer matrix composit material)로 제조되었다. 중합체 매트릭스 복합 재료는 종래의 알루미늄보다 상당히 가볍고, 필요한 강성을 가지며, 다양한 복잡한 형태로 형성할 수 있는 이점이 있다. 중합체 매트릭스 복합 재료 안내 날개의 단점은 안내 날개의 제조 비용인데, 그 제조 비용은 종래의 알루미늄으로 제조된 안내 날개보다 훨씬 비싸다. 하중과 마찬가지로 비용은 가장 중요하다. 중합체 매트릭스 복합 재료 안내 날개의 또 다른 단점은 안내 날개의 내구력이다. 종래의 알루미늄 안내 날개는 평균 수명 기간이 중합체 매트릭스 복합 재료 안내 날개보다 긴 상당한 유익이 있다. 수명이 짧을수록 유지보수가 많이 요구될 뿐만 아니라, 두 재료간의 비용 차이가 심화된다.
요약하면, 고 추진력 엔진에 존재하는 하중을 수용하기에 충분한 강성과 피로 강도를 지닌 안내 날개와, 외부 물체의 충격을 수용할 수 있는 충분한 강성과 피로 강도를 지닌 안내 날개와, 경량이며, 제조 비용이 저렴하고, 그리고 용이하게 제작할 수 있는 안내 날개가 요구된다.
따라서, 본 발명의 목적은 고 추진력 엔진에 존재하는 하중을 수용할 수 있는 충분한 강성과 피로 강도를 지닌 경량의 에어포일을 제공하는 것이다.
본 발명의 다른 목적은 제조 비용이 비교적 저렴한 에어포일을 제공하는 것이다.
본 발명의 또 다른 목적은 용이하게 제조할 수 있는 에어포일을 제공하는 것이다.
본 발명에 따르면, 제1 벽과, 상기 제1 벽의 맞은편에 배치된 제2 벽과, 선단 에지와, 상기 선단 에지의 맞은편에 배치된 후단 에지와, 그리고 적어도 하나의 공동을 포함하는 단면 형태를 가진 에어포일이 제공된다. 이 공동은 제1 벽과 제2 벽 사이 및 선단 에지와 말단 사이에 배치된다. 상기 단면 형태는 제 1 단말과 제 2 말단 사이에 연장되고, 그리고 상기 에어포일은 불연속 보강 알루미늄(Discontinuously Reinforced Aluminum: DRA)로 형성된다.
본 발명은 기존의 에어포일보다 상당한 이점을 제공한다. 하나의 이점은 본 발명에 따라서 강성이 증대되는 것이다. 일반적으로, 몸체의 강성은 몸체의 재료와 몸체의 단면 형태의 함수이다. 다음의 수학식 1은 상기 관계를 수학적으로 기술하기 위하여 사용할 수 있을 것이다.
여기서, 균일한 단면 몸체에 대해, "S"는 강성(1b/in)이고, "E"는 재료의 탄성율(1b/in2)이고, "I"는 면적 관성모멘트(in4)이며, 그리고 "x"는 몸체내의 위치 함수이고, "L"은 몸체의 길이이다. 가장 통상적인 알루미늄 합금은 9.9 내지 10.3 (ㅧ106) 1b/in2 범위의 "E" 값을 가진다. 한편, 불연속 보강 알루미늄은 14.0 내지 17.0 (ㅧ106) 1b/in2 범위의 "E" 값을 가진다. 그러므로, 불연속 보강 알루미늄으로 형성된 에어포일은 같은 단면을 가진 종래의 알루미늄 합금으로 제조된 에어포일보다 큰 강성을 가진다.
에어포일을 형성하는데 사용된 중합체 매트릭스 복합 재료는 종래의 알루미늄 합금의 것보다 큰 "E" 값을 가지지만, 배향에 따라 변하는 기계적 성질을 가진다. 한 방향에 있어서, 예를 들면 중합체 매트릭스 복합 재료의 시편은 종래의 알루미늄의 것보다 상당히 큰 14.0 내지 15.0 (ㅧ106) 1b/in2의 "E" 값을 가질 수도 있다. 그러나, 이 방향과 교차하는 방향에 있어서 시편의 "E" 값은 4 또는 5 (ㅧ106) 1b/in2 정도로 작아질 수 있어서 중합체 매트릭스 복합 재료의 적용 범위를 제한한다. 불연속 보강 알루미늄의 균등한 기계적 성질은 이러한 문제를 해결한다.
본 발명의 다른 이점은 용이하게 제작될 수 있는 고 강성의 에어포일을 제공하는 것이다. 금속재 에어포일을 형성하기 위한 바람직한 방법의 하나는 압출이다. 중공형 에어포일의 경우, 상기 재료는 다이를 통과하는 동안 분리되며 다이의 후측에서 다시 함께 용접된다. 모든 종래의 알루미늄 합금이 이런 방식으로 성형되는 것은 아니며, 이러한 방식으로 성형되는 것이라 하더라도 고 추진력의 가스 터빈 엔진에서 요구되는 강성 또는 피로 강도를 항상 갖는 것은 아니다. 불연속 보강 알루미늄은 압출 다이의 후측에서 다시 재접합되나, 종래의 알루미늄보다 압출하기에 더 많은 어려움이 있다. 본 발명은 불연속 보강 알루미늄으로 복잡한 기하학적 구조를 압출하기 위한 수단을 제공함으로써, 에어포일이 불연속 보강 알루미늄으로 제작될 수 있게 한다.
본 발명의 또 다른 이점은 비용이 저렴하다는 것이다. 중공형 불연속 보강 알루미늄 에어포일과 거의 같은 강성과 거의 같은 중량을 갖는 중합체 매트릭스 복합 재료 에어포일은 중공형 불연속 보강 알루미늄 에어포일보다 상당히 더 비싸다. 더구나, 중합체 매트릭스 복합 재료 에어포일의 평균 수명은 중공형 불연속 보강 알루미늄 에어포일보다 현저히 짧으므로, 비용 차이를 심화시키는 보다 빈번한 교체가 필요하게 된다.
이와 같은 본 발명의 목적들과 특징 및 이점은 첨부 도면에서 도시한 바와 같은, 본 발명의 바람직한 실시예에 대한 상세한 설명을 통하여 명백하게 나타날 것이다.
도1을 참조하면, 가스 터빈 엔진(10)은 팬 섹션(12), 저압 압축기(14), 고압 압축기(16), 연소실(18), 저압 터빈(20), 및 고압 터빈(22)을 포함한다. 팬 섹션(12)과 저압 압축기(14)는 서로 결합되어 있으며, 저압 터빈(2)에 의해 구동된다. 고압 압축기(16)는 고압 터빈(22)에 의해 구동된다. 팬 섹션(12)에 의해 작동되는 공기는 "중심 가스 유동"으로서 저압 압축기(14)에 유입되거나 "우회 공기"로서 엔진 중앙 바깥쪽의 유입 통로(23)에 유입될 것이다. 팬 섹션(12)에서 유출되는 우회 공기는 엔진(10)의 원주방향으로 배치된 복수개의 팬 출구 안내 날개(24)를 향해서 이동하여 그것에 충돌하게 된다. 상기 팬 출구 안내 날개(24)는 우회 공기를 엔진(10) 외측에 배치된 덕트(도시하지 않음)안으로 안내한다.
이제 도1 및 도2를 참조하면, 팬 출구 안내 날개(24)는 팬 내부 케이스(26)와 외부 케이스(28) 사이에서 연장된다. 내부 케이스(26)는 저압 압축기(14)와 팬 출구 안내 날개(24) 사이에서 방사상으로 연장되며, 외부 케이스(26)는 팬 출구 안내 날개(24)의 반경방향 외측에 배치된다. 각각의 팬 출구 안내 날개(24)는 에어포일과, 이 에어포일을 내부 케이스(26)와 외부 케이스(28) 사이에 고정시키기 위한 수단(32)을 포함한다. 도2에 도시된 실시예에서, 이 고정 수단(32)은 제 1 브라켓(34) 및 제 2 브라켓(36)을 포함한다. 변형예로서, 상기 고정 수단(32)의 다른 실시 형태를 사용할 수도 있다.
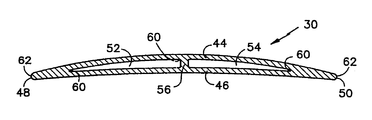
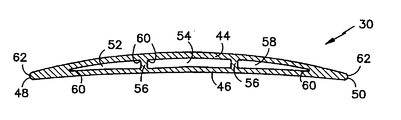
도2 내지 도4를 참조하면, 에어포일(30)은 제 1 말단(40)부터 제 2 말단(42)까지 연장된 일체형 단면 형태를 포함한다(도2). 상기 단면 형태는 제1 벽(44), 제2 벽(46), 선단 에지(48), 후단 에지(50), 및 공동(들)(52)을 포함한다. 제2 벽(46)은 제1 벽(44)의 맞은편에 배치되고, 후단 에지(50)는 선단 에지(48)의 맞은 편에 배치된다. 상기 공동(들)(52)은 제1 벽(44)과 제2 벽(46) 사이, 및 선단 에지(48)와 후단 에지(50) 사이에 배치된다. 도2는 하나의 공동(52)을 나타낸 것이다. 도3은 제1 벽(44)과 제2 벽(46) 사이에서 연장되는 리브(56)에 의해 분리된 제1 공동(52)과 제2 공동(54)을 나타낸 것이다. 도4는 제1 벽(44)과 제2 벽 사이에서 연장되는 리브(들)(56)에 의해 각각 분리된 제1 공동(52), 제2 공동(54) 및 제3 공동(58)을 나타낸 것이다. 모든 공동들(52, 54, 58)은 내경(60)을 포함한다.
상기 에어포일(30)은 불연속 보강 알루미늄(DRA)으로 압출된다. 바람직하게는, 상기 불연속 보강 알루미늄은 알루미늄 협회에 의해 규정된 것으로서, 베이스 2000, 6000, 또는 7000 시리즈 알루미늄 합금 매트릭스를 포함한다. 가장 바람직한 실시예에 따르면, 상기 불연속 보강 알루미늄은 6000 시리즈 알루미늄 합금 매트릭스를 포함한다. 상기 불연속 보강 알루미늄의 보강재는 SiC, Al2O3, B4
C, BeO, TiB2, Si3N4, AlN, MgO, ZrO2의 요소중 어느 하나가 될 수도 있다. 상기 보강요소들의 바람직한 그룹은 특수 형태의 SiC, Al2O3, B4C를 포함한다. 가장 바람직한 보강 요소는 5∼10 미크론(micron) 크기의 미립자 형태로 된 SiC이다. 상기 불연속 보강 알루미늄 내의 보강재의 체적 퍼센트(volume percent)는 상기 시리즈 알루미늄 합금 매트릭스와 보강 요소의 사용에 좌우될 것이다. 보강재로서의 SiC의 경우, 체적 퍼센트의 바람직한 범위는 6000 시리즈 알루미늄 합금 매트릭스 불연속 보강 알루미늄에서 10 내지 30 체적 퍼센트 SiC 미립자이다. 이같은 바람직한 범위 내에서, 개선된 압출 결과는 6000 시리즈 알루미늄 합금 매트릭스 불연속 보강 알루미늄내의 SiC의 체적 퍼센트 범위를 15 내지 20으로 유지함으로써 얻을 수 있었다. 최선의 압출 결과는 6000 시리즈 알루미늄 합금 매트릭스 DRA내에 17.5 체적 퍼센트의 SiC를 사용하여 얻을 수 있었다.
바람직한 실시예의 압출 공정이 진행되는 동안, 보강 요소로서 17.5 체적 퍼센트의 SiC를 가진 6000 시리즈 알루미늄 합금 매트릭스 불연속 보강 알루미늄은 부가체에 의해 지지되는 한 쌍의 맨드릴(mandrel)을 구비한 통공 다이(porthole die)를 사용하여 두 개의 공동(52, 54)의 에어포일 단면(도3)으로 압출된다. 이 다이는 티타늄 카바이드(titanium carbide) 보강 강, 예를 들면 미국 뉴욕주 웨스트냐크 소재의 얼로이 테크놀로지 인터내셔널 인코포레이티드(Alloy Technology International Incorporated)에 의해 생산되는 "SK 급 페로틱(Ferrotic)"으로 제조된다. 상기 맨드릴은 상기 다이의 중앙부에 배치되고, 불연속 보강 알루미늄은 맨드릴의 주변으로 강제 유동하며, 상기 부가체에서 분리된다. 맨드릴의 후미에서 부가체에 의해 분리된 압출된 금속은 다시 금속간 결합으로 서로 결합된다. 때때로 이 공정은 "용접"으로써 바람직하게 실시될 수 있다. 맨드릴에 의해 형성된 공간부(void)가 유지되어 에어포일의 공동이 된다. 티타늄 카바이드 보강 다이는 압출된 에어포일에 대한 만족스러운 마무리를 제공해준다. 불연속 보강 알루미늄의 상기 압출된 스트립(strip)은 계속해서 소정 길이로 절단되고 즉시 사용에 필요한 바에 따라 마무리된다.
본 발명의 주요 이점은 필요한 강성을 가지는 에어포일(30)이 최소 직경의 외경(62)과 내경(60)을 갖도록 저렴하게 형성될 수 있는 것이다. 선단 에지(48)와 후단 에지(50)를 따라 형성된 최소의 외경(62)은 공기 역학적 목적에 장점적이다. 내경이 보다 작게 되면 대부분의 에어포일(30)의 중공도(degree of hollowness)가 커지고 따라서 에어포일이 보다 가볍게 되기 때문에 최소 내경(60)이 바람직하다.
본 발명은 상기 상세한 실시예에 대해서 도시하고 기술하였지만, 당업자라면 본 발명의 정신과 범위 내에서 본 발명의 형태와 그 세부가 다양하게 변형될 수 있다는 것을 이해할 것이다. 예를 들면, 지금까지 설명한 본 발명을 수행하기 위한 최선의 실시예는, 팬 출구 안내 날개의 예를 들어 본 발명의 에어포일을 논의한 것이다. 본 발명의 에어포일은 변형예로서 다른 응용에 사용될 수도 있다.
본 발명의 경량 에어포일은 고 추진력 엔진의 하중을 수용하기에 충분한 강성과 피로 강도를 가지며, 제조가 용이하고, 또 제조 비용이 저렴하다.
도1은 가스 터빈 엔진을 개략적으로 나타낸 단면도,
도2는 팬 출구 안내 날개의 전개도,
도3은 도2에 도시된 것과 유사한, 2개의 공동을 갖는 안내 날개의 단면도,
도4는 도2에 도시된 것과 유사한, 3개의 공동을 갖는 안내 날개의 단면도.
도면의 주요부분에 대한 부호의 설명
10 : 가스 터빈 12 : 팬 섹션
14 : 저압 압축기 16 : 고압 압축기
20 : 저압 터빈 22 : 고압 터빈
23 : 유입 통로 24 : 팬 출구 안내 날개(FEGV)
26 : 내부 케이스 28 : 외부 케이스
30 : 에어포일 32 : 에어포일 보호 수단
34, 36 : 제 1 및 제 2 브라켓 40, 42 : 제 1 및 제 2 말단
44, 46 : 제 1 및 제2 벽 48 : 선단 에지
50 : 후단 에지 52, 54 : 공동
56 : 리브
Claims (11)
- 제1 벽(44)과, 상기 제1 벽에 대향하여 배치되는 제2 벽(46)과, 선단 에지(48)와, 상기 선단 에지에 대향하여 배치되는 후단 에지(50)와, 상기 제1 벽과 상기 제2 벽 사이 및 상기 선단 에지와 상기 후단 에지 사이에 배치되는 공동(52)과, 제1 말단(40)과, 제2 말단(42)을 포함하는 단일편 단면 구조체를 갖는 압출된 섹션을 포함하는 팬 출구 안내 날개이며,상기 단일편 단면 구조체는 상기 제1 말단과 제2 말단 사이에서 뻗으며,에어포일(30)이 보강 요소로서 15 내지 20 체적 퍼센트의 실리콘 카바이드를 함유하는 강편 불연속 보강 알루미늄으로부터 압출되는 팬 출구 안내 날개.
- 제1항에 있어서, 상기 실리콘 카바이드는 입자 형태인 팬 출구 안내 날개.
- 제1항 또는 제2항에 있어서, 상기 불연속 보강 알루미늄은 6000 시리즈 알루미늄 합금 매트릭스를 포함하는 팬 출구 안내 날개.
- 제1항 또는 제2항에 있어서, 상기 실리콘 카바이드는 17.5 체적 퍼센트의 양이 존재하는 팬 출구 안내 날개.
- 제1항 또는 제2항에 있어서, 상기 단일편 단면 구조체는 추가의 공동(54, 58)과, 상기 제1 벽(44)과 제2 벽(46) 사이에서 뻗고 상기 공동(52, 54, 58)을 분리하는 리브(56)를 더 포함하는 팬 출구 안내 날개.
- 제1항 또는 제2항에 따른 복수개의 안내 날개와,상기 안내 날개(30)의 제1 말단(40)을 수용하기 위한 수단(32)을 갖는 외부 케이스(28)와,상기 외부 케이스의 내측에 방사상으로 배치되고 상기 외부 케이스와 대체로 동심을 이루고 상기 안내 날개의 제2 말단(42)을 수용하기 위한 수단(36)을 갖는 내부 케이스(26)를 포함하며,상기 안내 날개는 상기 내부 케이스와 외부 케이스 사이에 뻗고 상기 내부 케이스와 외부 케이스 사이에 원주 방향으로 분배되는 팬 출구 안내 날개 조립체.
- 제1항 또는 제2항에 따른 팬 출구 안내 날개를 제조하는 방법이며,보강 요소로서 15 내지 20 체적 퍼센트의 실리콘 카바이드를 포함하는 불연속 보강 알루미늄의 강편을 제공하는 단계와,상기 다이를 빠져나가는 길이방향으로 뻗는 팬 출구 안내 날개 형상의 구조체를 갖는 압출된 섹션을 생성하도록 상기 강편을 다이로부터 압출하는 단계를 포함하며,상기 압출된 섹션은 상기 제1 벽(44), 제1 벽에 대향하여 배치되는 제2 벽(46), 선단 에지(48), 상기 선단 에지에 대향하여 배치되는 후단 에지(50), 상기 제1 벽과 상기 제2 벽 사이 및 상기 선단 에지와 상기 후단 에지 사이에 배치되는 공동(52)을 포함하는 단일편 단면 구조체를 가지며,그 후, 압출된 섹션은 제1 말단(40) 및 제2 말단(42)을 제공하는 길이로 절단되며, 단일편 단면 구조체는 제1 말단과 제2 말단 사이에 뻗는 방법.
- 제7항에 있어서, 상기 강편은 6000 시리즈 알루미늄 합금인 방법.
- 제7항에 있어서, 상기 실리콘 카바이드는 17.5 체적 퍼센트의 양의 입자 형태로 존재하는 방법.
- 제7항에 있어서, 상기 압출된 섹션은 티타늄 카바이드로 보강된 강 통공 다이를 통하여 압출되는 방법.
- 제10항에 있어서, 상기 다이는 2개의 맨드릴을 포함하는 방법.
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US08/670,302 US5873699A (en) | 1996-06-27 | 1996-06-27 | Discontinuously reinforced aluminum gas turbine guide vane |
| US08/670,302 | 1996-06-27 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| KR980002709A KR980002709A (ko) | 1998-03-30 |
| KR100467732B1 true KR100467732B1 (ko) | 2005-03-16 |
Family
ID=24689863
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| KR1019970027193A KR100467732B1 (ko) | 1996-06-27 | 1997-06-25 | 가스터빈용에어포일및그의제조방법 |
Country Status (5)
| Country | Link |
|---|---|
| US (2) | US5873699A (ko) |
| EP (1) | EP0816637B1 (ko) |
| JP (1) | JP4051105B2 (ko) |
| KR (1) | KR100467732B1 (ko) |
| DE (1) | DE69729026T2 (ko) |
Families Citing this family (24)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| EP0839589A1 (de) * | 1996-11-04 | 1998-05-06 | Alusuisse Technology & Management AG | Verfahren zur Herstellung eines Metallprofilstranges |
| US6250127B1 (en) * | 1999-10-11 | 2001-06-26 | Polese Company, Inc. | Heat-dissipating aluminum silicon carbide composite manufacturing method |
| US6508627B2 (en) | 2001-05-30 | 2003-01-21 | Lau Industries, Inc. | Airfoil blade and method for its manufacture |
| EP1338793A3 (en) * | 2002-02-22 | 2010-09-01 | Mitsubishi Heavy Industries, Ltd. | Serrated wind turbine blade trailing edge |
| FR2884550B1 (fr) | 2005-04-15 | 2010-09-17 | Snecma Moteurs | Piece pour proteger le bord d'attaque d'une pale |
| US7481573B2 (en) * | 2005-06-30 | 2009-01-27 | Spx Corporation | Mixing impeller with pre-shaped tip elements |
| US7648336B2 (en) * | 2006-01-03 | 2010-01-19 | General Electric Company | Apparatus and method for assembling a gas turbine stator |
| US7900438B2 (en) * | 2006-07-28 | 2011-03-08 | General Electric Company | Heat transfer system and method for turbine engine using heat pipes |
| US7900437B2 (en) * | 2006-07-28 | 2011-03-08 | General Electric Company | Heat transfer system and method for turbine engine using heat pipes |
| US7700167B2 (en) * | 2006-08-31 | 2010-04-20 | Honeywell International Inc. | Erosion-protective coatings on polymer-matrix composites and components incorporating such coated composites |
| US7980817B2 (en) | 2007-04-16 | 2011-07-19 | United Technologies Corporation | Gas turbine engine vane |
| US7857588B2 (en) * | 2007-07-06 | 2010-12-28 | United Technologies Corporation | Reinforced airfoils |
| US8393158B2 (en) * | 2007-10-24 | 2013-03-12 | Gulfstream Aerospace Corporation | Low shock strength inlet |
| US20100150711A1 (en) * | 2008-12-12 | 2010-06-17 | United Technologies Corporation | Apparatus and method for preventing cracking of turbine engine cases |
| US8662819B2 (en) * | 2008-12-12 | 2014-03-04 | United Technologies Corporation | Apparatus and method for preventing cracking of turbine engine cases |
| US20110136141A1 (en) * | 2009-12-03 | 2011-06-09 | Abbott Laboratories | Peptide reagents and method for inhibiting autoantibody antigen binding |
| US8740567B2 (en) * | 2010-07-26 | 2014-06-03 | United Technologies Corporation | Reverse cavity blade for a gas turbine engine |
| US8622692B1 (en) * | 2010-12-13 | 2014-01-07 | Florida Turbine Technologies, Inc. | High temperature turbine stator vane |
| US8727721B2 (en) * | 2010-12-30 | 2014-05-20 | General Electric Company | Vane with spar mounted composite airfoil |
| US8690531B2 (en) | 2010-12-30 | 2014-04-08 | General Electroc Co. | Vane with spar mounted composite airfoil |
| US8998575B2 (en) | 2011-11-14 | 2015-04-07 | United Technologies Corporation | Structural stator airfoil |
| US9534498B2 (en) | 2012-12-14 | 2017-01-03 | United Technologies Corporation | Overmolded vane platform |
| DE102014200644B4 (de) * | 2014-01-16 | 2017-03-02 | MTU Aero Engines AG | Strangprofil und Verfahren zur Herstellung einer Schaufel eines Nachleitrads, Schaufel eines Nachleitrads, Nachleitrad und Turbomaschine mit solch einem Nachleitrad |
| CN105180212B (zh) * | 2015-09-02 | 2017-06-16 | 中国人民解放军国防科学技术大学 | 超燃冲压发动机燃烧室 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4678635A (en) * | 1984-12-20 | 1987-07-07 | Bbc Aktiengesellschaft Brown, Boveri & Cie | Metallic joining material |
| WO1988007593A2 (en) * | 1987-04-03 | 1988-10-06 | Martin Marietta Corporation | Process for forming metal-second phase composites utilizing compound starting materials, and products thereof |
Family Cites Families (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5015534A (en) * | 1984-10-19 | 1991-05-14 | Martin Marietta Corporation | Rapidly solidified intermetallic-second phase composites |
| US4851188A (en) * | 1987-12-21 | 1989-07-25 | United Technologies Corporation | Method for making a turbine blade having a wear resistant layer sintered to the blade tip surface |
| US5337803A (en) * | 1991-05-17 | 1994-08-16 | The United States Of America As Represented By The Secretary Of The Navy | Method of centrifugally casting reinforced composite articles |
| FR2697284B1 (fr) * | 1992-10-27 | 1995-01-27 | Europ Propulsion | Procédé de fabrication d'une roue de turbine à aubes insérées et roue obtenue par le procédé. |
| US5511603A (en) * | 1993-03-26 | 1996-04-30 | Chesapeake Composites Corporation | Machinable metal-matrix composite and liquid metal infiltration process for making same |
| WO1994027928A1 (en) * | 1993-05-20 | 1994-12-08 | Alliedsignal Inc. | Process for preparation of metal carbide fibers |
| DE69406524T2 (de) * | 1993-12-01 | 1998-03-12 | Sumitomo Light Metal Ind | Strangpressmatrize zum Strangpressen von Hohlkörpern aus zinkhaltigen Aluminiumlegierungen |
| US5509781A (en) * | 1994-02-09 | 1996-04-23 | United Technologies Corporation | Compressor blade containment with composite stator vanes |
| US5614150A (en) * | 1994-09-28 | 1997-03-25 | Mcdonnell Douglas Corp. | Method for producing refractory aluminide reinforced aluminum |
| JPH08177767A (ja) * | 1994-12-20 | 1996-07-12 | Zexel Corp | ベーン型圧縮機のベーン及びその製造方法 |
-
1996
- 1996-06-27 US US08/670,302 patent/US5873699A/en not_active Expired - Lifetime
-
1997
- 1997-06-23 JP JP18024697A patent/JP4051105B2/ja not_active Expired - Fee Related
- 1997-06-25 KR KR1019970027193A patent/KR100467732B1/ko not_active IP Right Cessation
- 1997-06-27 DE DE69729026T patent/DE69729026T2/de not_active Expired - Lifetime
- 1997-06-27 EP EP97304669A patent/EP0816637B1/en not_active Expired - Lifetime
- 1997-10-31 US US08/961,818 patent/US5927130A/en not_active Expired - Lifetime
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4678635A (en) * | 1984-12-20 | 1987-07-07 | Bbc Aktiengesellschaft Brown, Boveri & Cie | Metallic joining material |
| WO1988007593A2 (en) * | 1987-04-03 | 1988-10-06 | Martin Marietta Corporation | Process for forming metal-second phase composites utilizing compound starting materials, and products thereof |
Also Published As
| Publication number | Publication date |
|---|---|
| JPH1068305A (ja) | 1998-03-10 |
| DE69729026T2 (de) | 2004-09-09 |
| EP0816637B1 (en) | 2004-05-12 |
| US5927130A (en) | 1999-07-27 |
| KR980002709A (ko) | 1998-03-30 |
| EP0816637A2 (en) | 1998-01-07 |
| US5873699A (en) | 1999-02-23 |
| JP4051105B2 (ja) | 2008-02-20 |
| DE69729026D1 (de) | 2004-06-17 |
| EP0816637A3 (en) | 1998-07-01 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR100467732B1 (ko) | 가스터빈용에어포일및그의제조방법 | |
| US20210355952A1 (en) | Efficient, low pressure ratio propulsor for gas turbine engines | |
| US7510379B2 (en) | Composite blading member and method for making | |
| JP5240926B2 (ja) | 羽根車 | |
| JP3440210B2 (ja) | パネル減衰式ハイブリッドブレード | |
| US4108572A (en) | Composite rotor blade | |
| US6913436B2 (en) | Gas turbine engine blade containment assembly | |
| EP2568116B1 (en) | An aerofoil assembly in a gas turbine | |
| US7946827B2 (en) | Blades | |
| US8105038B2 (en) | Steam turbine, and intermediate support structure for holding row of long moving blades therein | |
| EP2243929A2 (en) | Hybrid structure fan blade | |
| EP0924381A2 (en) | Frequency tuned turbomachine blade | |
| EP0731874A1 (en) | Hollow fan blade dovetail | |
| US5037273A (en) | Compressor impeller | |
| US11286782B2 (en) | Multi-material leading edge protector | |
| GB2272731A (en) | Hollow blade for the fan or compressor of a turbomachine | |
| EP1881158B1 (en) | Blades | |
| EP3943711B1 (en) | Guide vane with truss structure and honeycomb | |
| US10837286B2 (en) | Frangible gas turbine engine airfoil with chord reduction | |
| US20050042083A1 (en) | Guide vane | |
| US5516593A (en) | Article with material absorption cavities to reduce buckling during diffusion bonding | |
| US11873732B2 (en) | Blade made of multiple materials | |
| CN114439614A (zh) | 航空发动机的风扇叶片和航空发动机 | |
| EP3085897A1 (en) | Efficient, low pressure ratio propulsor for gas turbine engines |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A201 | Request for examination | ||
| E902 | Notification of reason for refusal | ||
| E701 | Decision to grant or registration of patent right | ||
| GRNT | Written decision to grant | ||
| FPAY | Annual fee payment |
Payment date: 20100111 Year of fee payment: 6 |
|
| LAPS | Lapse due to unpaid annual fee |