JP7577112B2 - ヒートシール可能なフィルム材料のインパルスヒートシーリング - Google Patents
ヒートシール可能なフィルム材料のインパルスヒートシーリング Download PDFInfo
- Publication number
- JP7577112B2 JP7577112B2 JP2022506478A JP2022506478A JP7577112B2 JP 7577112 B2 JP7577112 B2 JP 7577112B2 JP 2022506478 A JP2022506478 A JP 2022506478A JP 2022506478 A JP2022506478 A JP 2022506478A JP 7577112 B2 JP7577112 B2 JP 7577112B2
- Authority
- JP
- Japan
- Prior art keywords
- inductor
- heat
- impulse
- susceptor element
- sealing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/26—Devices specially adapted for producing transverse or longitudinal seams in webs or tubes
- B65B51/30—Devices, e.g. jaws, for applying pressure and heat, e.g. for subdividing filled tubes
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/18—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools
- B29C65/24—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure using heated tools characterised by the means for heating the tool
- B29C65/30—Electrical means
- B29C65/32—Induction
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/02—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by heating, with or without pressure
- B29C65/38—Impulse heating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/78—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus
- B29C65/7858—Means for handling the parts to be joined, e.g. for making containers or hollow articles, e.g. means for handling sheets, plates, web-like materials, tubular articles, hollow articles or elements to be joined therewith; Means for discharging the joined articles from the joining apparatus characterised by the feeding movement of the parts to be joined
- B29C65/7888—Means for handling of moving sheets or webs
- B29C65/7894—Means for handling of moving sheets or webs of continuously moving sheets or webs
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/004—Preventing sticking together, e.g. of some areas of the parts to be joined
- B29C66/0042—Preventing sticking together, e.g. of some areas of the parts to be joined of the joining tool and the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/11—Joint cross-sections comprising a single joint-segment, i.e. one of the parts to be joined comprising a single joint-segment in the joint cross-section
- B29C66/112—Single lapped joints
- B29C66/1122—Single lap to lap joints, i.e. overlap joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/10—Particular design of joint configurations particular design of the joint cross-sections
- B29C66/13—Single flanged joints; Fin-type joints; Single hem joints; Edge joints; Interpenetrating fingered joints; Other specific particular designs of joint cross-sections not provided for in groups B29C66/11 - B29C66/12
- B29C66/131—Single flanged joints, i.e. one of the parts to be joined being rigid and flanged in the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/05—Particular design of joint configurations
- B29C66/20—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines
- B29C66/24—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight
- B29C66/244—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours
- B29C66/2442—Particular design of joint configurations particular design of the joint lines, e.g. of the weld lines said joint lines being closed or non-straight said joint lines being non-straight, e.g. forming non-closed contours in the form of a single arc of circle
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/01—General aspects dealing with the joint area or with the area to be joined
- B29C66/345—Progressively making the joint, e.g. starting from the middle
- B29C66/3452—Making complete joints by combining partial joints
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/47—Joining single elements to sheets, plates or other substantially flat surfaces
- B29C66/474—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat
- B29C66/4742—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat said single elements being spouts
- B29C66/47421—Joining single elements to sheets, plates or other substantially flat surfaces said single elements being substantially non-flat said single elements being spouts said spouts comprising flanges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/532—Joining single elements to the wall of tubular articles, hollow articles or bars
- B29C66/5326—Joining single elements to the wall of tubular articles, hollow articles or bars said single elements being substantially flat
- B29C66/53261—Enclosing tubular articles between substantially flat elements
- B29C66/53262—Enclosing spouts between the walls of bags, e.g. of medical bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/71—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the composition of the plastics material of the parts to be joined
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/72—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined
- B29C66/723—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered
- B29C66/7234—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer
- B29C66/72341—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the structure of the material of the parts to be joined being multi-layered comprising a barrier layer for gases
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/70—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material
- B29C66/73—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/739—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset
- B29C66/7392—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic
- B29C66/73921—General aspects of processes or apparatus for joining preformed parts characterised by the composition, physical properties or the structure of the material of the parts to be joined; Joining with non-plastics material characterised by the intensive physical properties of the material of the parts to be joined, by the optical properties of the material of the parts to be joined, by the extensive physical properties of the parts to be joined, by the state of the material of the parts to be joined or by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of the parts to be joined being a thermoplastic or a thermoset characterised by the material of at least one of the parts being a thermoplastic characterised by the materials of both parts being thermoplastics
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/812—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
- B29C66/8122—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the composition, by the structure, by the intensive physical properties or by the optical properties of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps characterised by the composition of the material constituting the pressing elements, e.g. constituting the welding jaws or clamps
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8181—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects
- B29C66/81811—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the cooling constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/81—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps
- B29C66/818—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps
- B29C66/8187—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects
- B29C66/81871—General aspects of the pressing elements, i.e. the elements applying pressure on the parts to be joined in the area to be joined, e.g. the welding jaws or clamps characterised by the cooling constructional aspects, or by the thermal or electrical insulating or conducting constructional aspects of the welding jaws or of the clamps ; comprising means for compensating for the thermal expansion of the welding jaws or of the clamps characterised by the electrical insulating constructional aspects of the welding jaws
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/83—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools
- B29C66/834—General aspects of machine operations or constructions and parts thereof characterised by the movement of the joining or pressing tools moving with the parts to be joined
- B29C66/8351—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws
- B29C66/83531—Jaws mounted on rollers, cylinders, drums, bands, belts or chains; Flying jaws jaws mounted on chains
- B29C66/83533—Cooperating jaws mounted on cooperating chains and moving in a closed path
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/80—General aspects of machine operations or constructions and parts thereof
- B29C66/84—Specific machine types or machines suitable for specific applications
- B29C66/849—Packaging machines
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/14—Applying or generating heat or pressure or combinations thereof by reciprocating or oscillating members
- B65B51/146—Closing bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B9/00—Enclosing successive articles, or quantities of material, e.g. liquids or semiliquids, in flat, folded, or tubular webs of flexible sheet material; Subdividing filled flexible tubes to form packages
- B65B9/06—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it
- B65B9/08—Enclosing successive articles, or quantities of material, in a longitudinally-folded web, or in a web folded into a tube about the articles or quantities of material placed upon it in a web folded and sealed transversely to form pockets which are subsequently filled and then closed by sealing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C65/00—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor
- B29C65/74—Joining or sealing of preformed parts, e.g. welding of plastics materials; Apparatus therefor by welding and severing, or by joining and severing, the severing being performed in the area to be joined, next to the area to be joined, in the joint area or next to the joint area
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/40—General aspects of joining substantially flat articles, e.g. plates, sheets or web-like materials; Making flat seams in tubular or hollow articles; Joining single elements to substantially flat surfaces
- B29C66/41—Joining substantially flat articles ; Making flat seams in tubular or hollow articles
- B29C66/43—Joining a relatively small portion of the surface of said articles
- B29C66/431—Joining the articles to themselves
- B29C66/4312—Joining the articles to themselves for making flat seams in tubular or hollow articles, e.g. transversal seams
- B29C66/43121—Closing the ends of tubular or hollow single articles, e.g. closing the ends of bags
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/50—General aspects of joining tubular articles; General aspects of joining long products, i.e. bars or profiled elements; General aspects of joining single elements to tubular articles, hollow articles or bars; General aspects of joining several hollow-preforms to form hollow or tubular articles
- B29C66/51—Joining tubular articles, profiled elements or bars; Joining single elements to tubular articles, hollow articles or bars; Joining several hollow-preforms to form hollow or tubular articles
- B29C66/53—Joining single elements to tubular articles, hollow articles or bars
- B29C66/534—Joining single elements to open ends of tubular or hollow articles or to the ends of bars
- B29C66/5346—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat
- B29C66/53461—Joining single elements to open ends of tubular or hollow articles or to the ends of bars said single elements being substantially flat joining substantially flat covers and/or substantially flat bottoms to open ends of container bodies
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9161—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux
- B29C66/91651—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux by controlling or regulating the heat generated by Joule heating or induction heating
- B29C66/91653—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux by controlling or regulating the heat generated by Joule heating or induction heating by controlling or regulating the voltage, i.e. the electric potential difference or electric tension
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/914—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux
- B29C66/9161—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux
- B29C66/91651—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux by controlling or regulating the heat generated by Joule heating or induction heating
- B29C66/91655—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux by controlling or regulating the temperature, the heat or the thermal flux by controlling or regulating the heat or the thermal flux, i.e. the heat flux by controlling or regulating the heat generated by Joule heating or induction heating by controlling or regulating the current intensity
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/91—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux
- B29C66/919—Measuring or controlling the joining process by measuring or controlling the temperature, the heat or the thermal flux characterised by specific temperature, heat or thermal flux values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C66/00—General aspects of processes or apparatus for joining preformed parts
- B29C66/90—Measuring or controlling the joining process
- B29C66/94—Measuring or controlling the joining process by measuring or controlling the time
- B29C66/949—Measuring or controlling the joining process by measuring or controlling the time characterised by specific time values or ranges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/712—Containers; Packaging elements or accessories, Packages
- B29L2031/7128—Bags, sacks, sachets
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B65—CONVEYING; PACKING; STORING; HANDLING THIN OR FILAMENTARY MATERIAL
- B65B—MACHINES, APPARATUS OR DEVICES FOR, OR METHODS OF, PACKAGING ARTICLES OR MATERIALS; UNPACKING
- B65B51/00—Devices for, or methods of, sealing or securing package folds or closures; Devices for gathering or twisting wrappers, or necks of bags
- B65B51/10—Applying or generating heat or pressure or combinations thereof
- B65B51/22—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means
- B65B51/222—Applying or generating heat or pressure or combinations thereof by friction or ultrasonic or high-frequency electrical means by friction welding
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Physics & Mathematics (AREA)
- Thermal Sciences (AREA)
- Lining Or Joining Of Plastics Or The Like (AREA)
- Package Closures (AREA)
Description
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、ヒートシール可能なフィルム材料から作製されたそれぞれの第1の壁部の細長いシーム領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、ヒートシール可能なフィルム材料から作製されたそれぞれの第2の壁部の細長いシーム領域に接触するように構成されており、
少なくとも第1のジョーは、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一の細長いインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、第1および第2の壁部のシーム領域が、第1および第2のジョーによって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、熱のインパルスは、第1および第2の壁部のシーム領域を互いにシールし、第1および第2のジョーのうちの少なくとも1つは、インパルス加熱可能な部材の励起の終了後に、冷却デバイスによって冷却され、アクチュエーターデバイスは、インパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へと移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメントであり、前記サセプターエレメントは、それぞれの前方表面から離れる方を向く後方側部を有しており、
第1および第2のジョーのうちの少なくとも1つは、インダクターを含み、インダクターは、それぞれの前方表面に沿って延在しており、
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、壁部のシーム領域を互いにシールする、シーリングステーションを提供する。
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、ポーチのそれぞれの第1の壁部の細長いシーム領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、ポーチのそれぞれの第2の壁部の細長いシーム領域に接触するように構成されており、
少なくとも第1のジョーは、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一の細長いインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、第1および第2の壁部のシーム領域が、第1および第2のジョーによって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、熱のインパルスは、第1および第2の壁部のシーム領域を互いにシールし、第1および第2のジョーのうちの少なくとも1つは、インパルス加熱可能な部材の励起の終了後に、冷却デバイスによって冷却され、アクチュエーターデバイスは、インパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へと移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメントであり、前記サセプターエレメントは、それぞれの前方表面から離れる方を向く後方側部を有しており、
第1および第2のジョーのうちの少なくとも1つは、インダクターを含み、インダクターは、それぞれの前方表面に沿って延在しており、好ましくは、第1のジョーは、それぞれの前方表面に沿って延在するインダクターを含み、
インダクターは、サセプターエレメントから電気的に絶縁されており、インダクターは、それぞれの少なくとも1つのサセプターエレメントの後方側部において、細長いインダクターセクションを含み、
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に交流渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、壁部のシーム領域を互いにシールする、生産マシンに関する。
- ヒートシール可能なフィルム材料の1つまたは複数のロールを受け入れるように適合されているロールハンドリングステーションと、
- ロールハンドリングステーションによってディスペンスされるフィルム材料を一連のポーチ(たとえば、個別のポーチ、または、相互接続されたポーチのストリング)へと形成するように適合および稼働される1つまたは複数のポーチ形成ステーションであって、たとえば、ポーチ形成ステーションは、折り畳みステーションとして具現化されており、たとえば、単一のロールからディスペンスされるフィルム材料を折り畳み、底部ガセットを備えた形状にし、たとえば、ポーチ形成ステーションは、切断ステーションとして具現化されており、たとえば、1つまたは複数の切断を行い、ポーチを(たとえば、部分的に)形状決めおよび/または分離する、ポーチ形成ステーションと、
- 結合されていない縁部領域の中にフィットメントの取り付け部分を挿入するように適合されているフィットメント(たとえば、スパウト)挿入デバイスと、
- フィットメントシーリングデバイスと、
- 前記成形されたポーチを、たとえば、別個に、または、相互接続されたポーチのストリングとして、たとえば、フィットメント挿入デバイスおよびフィットメントシーリングデバイスに(それらのデバイスは、同じステーションにおいて1か所に位置付けされ得る)給送するように適合および稼働される給送メカニズムと、
- フィットメントをフィットメント挿入デバイスに給送するように適合および稼働されるフィットメントフィーダーと
のうちの1つまたは複数をさらに含む。
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第1の壁部の細長いシーム領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第2の壁部の細長いシーム領域に接触するように構成されており、
少なくとも第1のジョーは、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一の細長いインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、第1および第2の壁部のシーム領域が、第1および第2のジョーによって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、熱のインパルスは、第1および第2の壁部のシーム領域を互いにシールし、第1および第2のジョーのうちの少なくとも1つは、インパルス加熱可能な部材の励起の終了後に、冷却デバイスによって冷却され、アクチュエーターデバイスは、インパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へと移動させるように構成されており、
システムは、搬送メカニズムをさらに含み、搬送メカニズムは、連続的な運動で、搬送の経路に沿って、シールされることとなる壁部を搬送するように構成されており、前記経路は、シーリングステーションに沿って少なくとも延在しており、シーリングステーションは、運動デバイスを含み、運動デバイスは、インパルスシーリングサイクルの間にシールされることとなる連続的に移動する壁部と同期して第1および第2のジョーを移動させることを可能にする、システムに関する。
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、壁部のシーム領域を互いにシールする。
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第1の壁部の細長いシーム領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第2の壁部の細長いシーム領域に接触するように構成されており、
少なくとも第1のジョーは、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一の細長いインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、第1および第2の壁部のシーム領域が、第1および第2のジョーによって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、熱のインパルスは、第1および第2の壁部のシーム領域を互いにシールし、第1および第2のジョーのうちの少なくとも1つは、インパルス加熱可能な部材の励起の終了後に、冷却デバイスによって冷却され、アクチュエーターデバイスは、インパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へと移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメントであり、前記サセプターエレメントは、それぞれの前方表面から離れる方を向く後方側部を有しており、
第1および第2のジョーのうちの少なくとも1つは、インダクターを含み、好ましくは、第1のジョーは、インダクターを含み、インダクターは、サセプターエレメントから電気的に絶縁されており、
好ましくは、インダクターは、少なくとも1つのサセプターエレメントの後方側部に細長いインダクターセクションを含み、
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、壁部のシーム領域を互いにシールし、
インダクターおよび対応するサセプターエレメント(たとえば、両方とも第1のジョーの中に配置されている)は、インダクターによって発生させられる高周波電磁場が、主に、表皮効果に起因して、サセプターエレメントの前方表皮層の中に急速な熱の発達を引き起こすように構成されている、シーリングステーションに関する。
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、ヒートシール可能なフィルム材料から作製された、好ましくは、無金属のヒートシール可能なフィルム材料から作製された壁部の環状のシール領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、ヒートシール可能な材料から作製されたプラスチックスパウトの環状の取り付けフランジの環状のシール領域に接触するように構成されており、
第1のジョーは、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一のインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、壁部および環状の取り付けフランジの環状のシール領域が、第1および第2のジョーによって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、熱のインパルスは、壁部および環状の取り付けフランジの環状のシール領域を互いにシールし、第1および第2のジョーのうちの少なくとも1つは、インパルス加熱可能な部材の励起の終了後に、冷却デバイスによって冷却され、アクチュエーターデバイスは、インパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へと移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメントであり、前記サセプターエレメントは、それぞれの前方表面から離れる方を向く後方側部を有しており、
サセプターエレメントは、環状のサセプターエレメントであり、環状のサセプターエレメントは、それぞれのジョーの前方表面に対して垂直に整合されている中心軸線の周りに延在しており、
第1のジョーは、サセプターエレメントの後方側部にインダクターを含み、インダクターは、サセプターエレメントから電気的に絶縁されており、
それぞれのインダクターは、内側インダクターセクションおよび外側インダクターセクションを含み、内側インダクターセクションおよび外側インダクターセクションは、互いに隣接して、および、中心軸線の周りに互いに同心円状に延在しており、内側インダクターセクションおよび外側インダクターセクションは、直列に相互接続されており、サセプターエレメントに面するスリット(たとえば、空気スリット、または、電気絶縁材料によって充填されたスリット)によって、互いから間隔を置いて配置されており、
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それは、内側インダクターセクションおよび外側インダクターセクションを通って反対方向に流れ、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、壁部の環状のシール領域を互いにシールする、シーリングステーションに関する。
シーリングステーションは、
- 第1のジョーおよび第2のジョーを含むインパルスシーリングデバイスと、
- 開位置およびクランプ位置との間で、第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイスと、
- 第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
第1のジョーは、第1の前方表面を有しており、第1の前方表面は、2つの隣接するポーチのそれぞれの第1の壁部の側縁部領域に接触するように構成されており、好ましくは、また、ポーチのうちの少なくとも1つの第1の壁部の上部縁部領域および/または底部縁部領域に接触するように構成されており、
第2のジョーは、第2の前方表面を有しており、第2の前方表面は、2つの隣接するポーチのそれぞれの第2の壁部の側部領域に接触するように構成されており、好ましくは、また、ポーチのうちの少なくとも1つの第2の壁部の上部縁部領域および/または縁部底部領域に接触するように構成されており、
第1および第2のジョーのうちの少なくとも1つ(好ましくは、それぞれ)は、そのそれぞれの前方表面において、少なくとも1つの、たとえば、単一の細長いインパルス加熱可能な部材を含み、インパルス加熱可能な部材は、それぞれの前方表面に沿って延在しており、インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
生産マシンは、動作時に、相互接続されたポーチのストリングが、第1および第2のジョーとの間に位置決めされるように構成されており、また、インパルス加熱可能な部材が、2つの隣接する相互接続されたポーチの側縁部領域の上に少なくとも部分的にそれぞれ突き出ており、好ましくは、また、ポーチのうちの少なくとも1つの上部縁部領域および/または底部縁部領域の上に少なくとも部分的にそれぞれ突き出ているように構成されており、
シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、アクチュエーターデバイスは、第1および第2のジョーをクランプ位置へ持っていくように構成されており、少なくとも、側縁部領域において、好ましくは、また、上部縁部領域および/または底部縁部領域において、第1および第2の壁部が、第1および第2のジョーの前方表面によって互いにクランプされるようになっており、シーリングステーションは、クランプ位置において、1つまたは複数のインパルス加熱可能な部材を一時的に励起するように構成されており、インパルス加熱可能な部材のそれぞれによって放出される熱のインパルスを発生させるようになっており、第1および第2のジョー(少なくとも、その1つまたは複数のインパルス加熱可能な部材)は、その中に支援される励起の終了後に、冷却デバイスの動作によって冷却され、アクチュエーターデバイスは、1つまたは複数のインパルス加熱可能な部材が冷却された後に、第1および第2のジョーを開位置へ移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメントであり、前記サセプターエレメントは、それぞれの前方表面から離れる方を向く後方側部を有しており、
サセプターエレメントは、第1の細長いサセプターパーツおよび第2の細長いサセプターパーツを含み、それらは、一体的に直列に接続されており、動作時に、第1の細長いサセプターパーツは、2つの隣接する相互接続されたポーチの側縁部領域の上に突き出ており、動作時に、第2の細長いサセプターパーツは、2つの隣接する相互接続されたポーチのうちの少なくとも1つの底部縁部領域または上部縁部領域の上に突き出ており
第1および第2のジョーのうちの少なくとも1つ(好ましくは、それぞれ)は、インダクターを含み、インダクターは、それぞれの前方表面に沿って延在しており、インダクターは、サセプターエレメントから電気的に絶縁されており、
シーリングステーションは、高周波電流供給源を含み、高周波電流供給源は、インダクターに接続されており、
シーリングステーションは、インパルスシーリングサイクルにおいて、電流供給源が、高周波電流をインダクターに一時的に給送するように稼働され、それによって、インダクターによって高周波電磁場を発生させるように構成されており、高周波電磁場は、サセプターエレメントの中に渦電流を誘導し、サセプターエレメントによって放出される熱のインパルスを発生させ、熱のインパルスは、隣接するポーチの少なくとも底部領域をシールし、好ましくは、ポーチのうちの少なくとも1つの上部領域および/または底部領域もシールする、生産マシンに関する。
- 第1のジョー210および第2のジョー220を含むヒートシーリングデバイスと、
- 開位置とクランプ位置との間で、第1および第2のジョー210、220を互いに対して移動させるように構成されているアクチュエーターデバイス(ここでは、ジョー210のためのアクチュエーター201、および、ジョー220のためのアクチュエーター202を備える)と
を含む。
10 フィルム供給デバイス
12 フィルム材料
11 ロール
13 底部ガセット折り畳みデバイス
20 第1のヒートシーリングデバイス、底部ヒートシーリングデバイス
21 第2のヒートシーリングデバイス
40 フィルム搬送デバイス
50 充填デバイス
60 切断デバイス
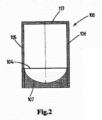
100 ポーチ
100' ポーチ底部ガセットポーチ
101 第1のポーチ壁部、側壁部
101a 第1のガセット部分
102 第2のポーチ壁部
102a 第2のガセット部分
103 ガセット底部
104 内側折り畳み線
105 第1のサイドシーム
106 第2のサイドシーム
107 底部ガセット、ヒートシール
113 上側縁部領域
200 上側縁部シーリングデバイス、溶接デバイス
201 第1のアクチュエーターデバイス、アクチュエーター
202 第2のアクチュエーターデバイス、アクチュエーター
210 第1のジョー
211 インダクター
212 サセプターエレメント、単一の細長い加熱可能な部材
214 冷却流体ダクト
215 ポンプアッセンブリ
216 熱交換器
220 第2のジョー
220a 主本体部
221 インダクター
221a 第1のインダクターセクション
221b 第2のインダクターセクション
221c 水平方向のスリット
221d 接続部分、コネクター部分
221' インダクター
221'a インダクターセクション、第1のセクション
221'b インダクターセクション
221'c インダクターセクション
221'd インダクターセクション
221'e インダクターセクション
221'f インダクターセクション、最後のセクション
221"a インダクターセクション
221"b インダクターセクション
221"c インダクターセクション
221"d インダクターセクション
222 サセプターエレメント、単一の細長い加熱可能な部材
223 カプトンの層
224 テフロン(登録商標)の層
226 固着防止層、テフロン(登録商標)テープの層
227 電気絶縁材料の層、カプトンテープの層
228 弾性裏当て層
250 電流供給源
311 インダクター
311a 第1のインダクターセクション
311b 第2のインダクターセクション
311c スリット
312 サセプターエレメント
312a 上側縁部
400 スパウト
401 環状のフランジ
402 ネック
410 壁部
420 環状のサセプターエレメント
421 第1のジョー
422 インダクター
423 内側インダクターセクション
424 外側インダクターセクション
425 スリット
426 端子
427 端子
428 接続部分
429 通路
502 第1のポーチ壁部
501 第1のポーチ
501' 第2のポーチ
503 底部縁部領域
503' 底部縁部領域
504 側縁部領域
505 スパウト
506 上部縁部領域
506' 上部縁部領域
510 第1のシーリングデバイス
511 第1のサセプターエレメント
512 第1の細長いサセプターパーツ
513 第2の細長いサセプターパーツ
514 第3の細長いサセプターパーツ
521 第2のサセプターエレメント
A 底部ヒートシーリングステーション
B サイドシームヒートシーリングステーション
C ステーション
C 中心軸線
E 上部縁部シーリングステーション
F 前方表面
FLd 場
h 高さ
R 後方側部
T 輸送方向
t 厚さ
W 幅
Claims (29)
- シーリングステーション(E)であって、前記シーリングステーションは、ヒートシール可能なフィルム材料から作製された壁部(101,102)を、ヒートシール可能な材料の1つの別の壁部(101,102)の上にヒートシールし、シールされたシームを生成させるように構成されており、
前記シーリングステーションは、
- 第1のジョー(210)および第2のジョー(220)を含むインパルスシーリングデバイス(200)と、
- 開位置およびクランプ位置との間で、前記第1および第2のジョーを互いに対して移動させるように構成されているアクチュエーターデバイス(201)と、
- 前記第1および第2のジョーのうちの少なくとも1つを冷却するように構成されている冷却デバイスと
を含み、
前記第1のジョーは、第1の前方表面を有しており、前記第1の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第1の壁部の細長いシーム領域に接触するように構成されており、
前記第2のジョーは、第2の前方表面を有しており、前記第2の前方表面は、ヒートシール可能な材料から作製されたそれぞれの第2の壁部の細長いシーム領域に接触するように構成されており、
少なくとも前記第1のジョーは、そのそれぞれの前記前方表面において、少なくとも1つの、細長いインパルス加熱可能な部材を含み、前記インパルス加熱可能な部材は、それぞれの前記前方表面に沿って延在しており、前記インパルス加熱可能な部材は、耐熱性の焦げ付き防止用被覆によってカバーされており、
前記シーリングステーションは、インパルスシーリングサイクルを実施するように構成されており、前記アクチュエーターデバイスは、前記第1および第2のジョーを前記クランプ位置へ持っていくように構成されており、前記第1および第2の壁部の前記シーム領域が、前記第1および第2のジョーによって互いにクランプされるようになっており、前記シーリングステーションは、前記クランプ位置において、それぞれのインパルス加熱可能な部材を一時的に励起するように構成されており、それぞれのインパルス加熱可能な部材によって放出される熱のインパルスを発生させるようになっており、前記熱のインパルスは、前記第1および第2の壁部の前記シーム領域を互いにシールし、前記第1および第2のジョーのうちの少なくとも1つは、前記インパルス加熱可能な部材の励起の終了後に、前記冷却デバイスによって冷却され、前記アクチュエーターデバイスは、前記インパルス加熱可能な部材が冷却された後に、前記第1および第2のジョーを前記開位置へと移動させるように構成されており、
それぞれのインパルス加熱可能な部材は、導電性材料を含むサセプターエレメント(212,222)であり、前記サセプターエレメントは、それぞれの前記前方表面から離れる方を向く後方側部を有しており、
前記第1および第2のジョーのうちの少なくとも1つは、インダクター(211,22)を含み、前記インダクターは、それぞれの前記前方表面に沿って延在しており、前記インダクターは、前記サセプターエレメントから電気的に絶縁されており、前記インダクターは、それぞれの少なくとも1つのサセプターエレメントの前記後方側部において細長いインダクターセクション(211a,211b,221a,221b)を含み、
前記シーリングステーションは、高周波電流供給源(250)を含み、前記高周波電流供給源は、前記インダクターに接続されており、
前記シーリングステーションは、前記インパルスシーリングサイクルにおいて、前記高周波電流供給源が、高周波電流を前記インダクターに一時的に給送するように稼働され、それによって、前記インダクターによって高周波電磁場を発生させるように構成されており、前記高周波電磁場は、前記サセプターエレメントの中に渦電流を誘導し、前記サセプターエレメントによって放出される熱のインパルスを発生させ、前記熱のインパルスは、前記壁部の前記シーム領域を互いにシールし、
ジョーの前記インダクターは、互いに平行になっている複数の細長いインダクターセクション(211a,211b,221a,221b)を含む、シーリングステーション。 - 少なくとも1つの前記細長いインダクターセクションは、中実断面の金属インダクターセクションであり、それぞれの前記ジョーの前記前方表面に沿って、その長さにわたって一定の断面を有している、請求項1に記載のシーリングステーション。
- 前記細長いインダクターセクションは、前記ジョーの上面視で見て、前記ジョーの前記前方表面に対応する形状を有しており、前記サセプターエレメントと前記細長いインダクターセクションとの間に均一な距離を維持している、請求項1または2に記載のシーリングステーション。
- 前記ジョーのインダクターは、複数の細長いインダクターセクションを含み、前記複数の細長いインダクターセクションは、互いに平行になっており、スリット(211c,221c)によって、互いから間隔を置いて配置されている、請求項1から3のいずれか一項に記載のシーリングステーション。
- 近隣のインダクターセクションの間の前記スリットは、0.01mmから5mmの間の高さまたは幅を有している、請求項4に記載のシーリングステーション。
- 前記サセプターエレメントは、前記ジョーの前方への眺めで見たときに、平行な細長いインダクターセクションの間の前記スリットの上に延在しており、前記眺めにおいて、平行な前記インダクターセクションのそれぞれと重なっている、請求項4または5に記載のシーリングステーション。
- 前記サセプターエレメントは、1つのストリップとして具現化されており、前記ストリップは、平行な細長いインダクターセクションの間の前記スリットの上に延在しており、前記ジョーの前方への眺めで見たときに、平行な前記インダクターセクションのそれぞれと重なっている、請求項4から6のいずれか一項に記載のシーリングステーション。
- 前記ジョーのインダクターは、前記サセプターエレメントの前記後方側部に配置されている1対の隣接する平行なインダクターセクションにおいて、電流が前記インダクターセクションを通って反対側方向に流れるように具現化されている、請求項1から7のいずれか一項に記載のシーリングステーション。
- 前記少なくとも1つの細長いインダクターセクションは、前記ジョーの前記前方表面に対して垂直に見たときに、1.0mmから4.0mmの間の厚さを有している、請求項1から8のいずれか一項に記載のシーリングステーション。
- 少なくとも1つの冷却流体ダクト(214)は、前記サセプターエレメントの前記後方側部に沿って延在する前記少なくとも1つのインダクターセクションに沿って延在している、請求項1から9のいずれか一項に記載のシーリングステーション。
- 前記サセプターエレメントは、金属材料から作製されている、請求項1から10のいずれか一項に記載のシーリングステーション。
- 前記サセプターエレメントは、対向する前方および後方の主要面を有するストリップとして具現化されており、対向する前方および後方の前記主要面は、それらの間に前記ストリップの厚さを画定している、請求項1から11のいずれか一項に記載のシーリングステーション。
- 前記サセプターエレメントは、0.01mmから5mmの間の厚さを有している、請求項1から12のいずれか一項に記載のシーリングステーション。
- 前記ジョーは、ストリップとして具現化されている単一の連続的なサセプターエレメントを提供されており、前記ストリップは、3ミリメートルから40ミリメートルの間の高さまたは幅、および、0.08mmから0.8mmの間の厚さを有している、請求項1から13のいずれか一項に記載のシーリングステーション。
- 前記ジョーは、前記サセプターエレメントの後ろに、弾性裏当て層(228)を提供されており、それによって、ジョー前面がフィルム材料壁部の数の局所的な変動を受容することを可能にする、請求項1から14のいずれか一項に記載のシーリングステーション。
- 前記サセプターエレメントの後面と隣接しているインダクターセクションとの間の間隔は、最小で0.025mmである、請求項1から15のいずれか一項に記載のシーリングステーション。
- 前記ジョーの前記前方表面と前記サセプターエレメントとの間の間隔は、最小で0.025mmである、請求項1から16のいずれか一項に記載のシーリングステーション。
- 前記ジョーの前記前方表面は、前記フィルム材料の壁部との接触の領域において滑らかになっている、請求項1から17のいずれか一項に記載のシーリングステーション。
- 前記ジョーは、前記フィルム材料の壁部の結合されていない縁部領域全体が、前記ジョーの動作によって1つのサイクルにおいてシールされるように構成されている、請求項1から18のいずれか一項に記載のシーリングステーション。
- 前記インパルスシーリングデバイスは、前記サセプターエレメントの上で測定される少なくとも150℃と最大でも500℃のいずれかとの間の、前記サセプターエレメントによる熱のインパルスを提供するように構成されている、請求項1から19のいずれか一項に記載のシーリングステーション。
- 前記熱のインパルスの持続期間は、10ミリ秒から1000ミリ秒の間にある、請求項1から20のいずれか一項に記載のシーリングステーション。
- 前記インパルスシーリングサイクルは、前記熱のインパルスに直ぐに続いて、クランプ冷却局面を含み、前記クランプ冷却局面の間に、前記ジョーは、クランプ位置に維持されており、前記クランプ冷却局面は、200ミリ秒から800ミリ秒の間の持続期間を有することが可能である、請求項1から21のいずれか一項に記載のシーリングステーション。
- 前記インパルスシーリングデバイスは、W字形状の底部ガセットポーチの中に底部ガセットシールを生成させるように構成されており、前記インパルスシーリングデバイスは、ヒートシール可能なフィルム材料から作製された第1のポーチ壁部とその直ぐ内側にある第1のガセット部分との間にシールを確立し、また、ヒートシール可能なフィルム材料から作製された対向する第2のポーチ壁部とその直ぐ内側にある第2のガセット部分との間にシールを確立するように具現化されており、前記第1および第2のガセット部分は、内側折り畳み線を介して相互接続されている、請求項1から22のいずれか一項に記載のシーリングステーション。
- 前記サセプターエレメントは、プレート形状のサセプターエレメントであり、前記サセプターエレメントは、それぞれの前記ジョーの前記前方表面を画定しており、前記底部ガセットポーチの幅に実質的に対応する幅を有しており、前記インダクターは、前記底部ガセットポーチの前記幅よりも大きい幅を有している、請求項23に記載のシーリングステーション。
- 前記サセプターエレメントは、その前方表面への正面視で見て、上側縁部を有しており、前記上側縁部は、対向する側縁部同士の間に最下部中央部分を備えた凹形形状を画定している、請求項23または24に記載のシーリングステーション。
- 折り畳み式のポーチの生産のための生産マシンであって、前記ポーチは、ヒートシール可能なフィルム材料から作製された壁部をそれぞれ有しており、前記生産マシンは、シーリングステーションを含み、前記シーリングステーションは、前記壁部を互いの上にヒートシールし、前記ポーチのシールされたシームを生成させるように構成されており、前記シーリングステーションは、請求項1から25の1つまたは複数にしたがって具現化されている、生産マシン。
- 前記シーリングステーションは、前記ポーチのサイドシールまたは垂直方向のシールを確立するように構成されており、シーリングシームは、ガセット付きの部分の上部が前記ポーチの側部に隣接する三重点を横切って延在している、請求項26に記載の生産マシン。
- ヒートシール可能なフィルム材料から作製された壁部を、ヒートシール可能な材料の1つの別の壁部の上にヒートシールすることによって、シールされたシームを生成させる方法であって、請求項1から25の1つまたは複数にしたがって具現化されたシーリングステーションが使用される、方法。
- 折り畳み式のポーチの生産のための、請求項26または27に記載の生産マシンの使用法。
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| NL2023584A NL2023584B1 (en) | 2019-07-29 | 2019-07-29 | Impulse heat sealing of a heat-sealable film material |
| NL2023584 | 2019-07-29 | ||
| NL2024295 | 2019-11-22 | ||
| NL2024295 | 2019-11-22 | ||
| PCT/EP2020/071306 WO2021018913A1 (en) | 2019-07-29 | 2020-07-28 | Impulse heat sealing of a heat-sealable film material |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2022543064A JP2022543064A (ja) | 2022-10-07 |
| JP2022543064A5 JP2022543064A5 (ja) | 2023-07-13 |
| JP7577112B2 true JP7577112B2 (ja) | 2024-11-01 |
Family
ID=71738165
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2022506478A Active JP7577112B2 (ja) | 2019-07-29 | 2020-07-28 | ヒートシール可能なフィルム材料のインパルスヒートシーリング |
Country Status (7)
| Country | Link |
|---|---|
| US (2) | US12060185B2 (ja) |
| EP (2) | EP4003703B1 (ja) |
| JP (1) | JP7577112B2 (ja) |
| CN (1) | CN114174047B (ja) |
| ES (1) | ES3002311T3 (ja) |
| PL (1) | PL4003703T3 (ja) |
| WO (1) | WO2021018913A1 (ja) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7577112B2 (ja) * | 2019-07-29 | 2024-11-01 | シグ・サービシズ・アーゲー | ヒートシール可能なフィルム材料のインパルスヒートシーリング |
| DE102021108126A1 (de) * | 2021-03-31 | 2022-10-06 | Multivac Sepp Haggenmüller Se & Co. Kg | Tiefziehverpackungsmaschine mit Impulssiegelschienen und Impulssiegelverfahren |
| CN116654380B (zh) * | 2023-05-24 | 2026-02-06 | 友达光电(昆山)有限公司 | 密封设备及密封袋 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012254817A (ja) | 2011-06-10 | 2012-12-27 | General Packer Co Ltd | 包装袋のシール装置 |
| JP2018535156A (ja) | 2015-11-27 | 2018-11-29 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | ロバスト性を向上させたシーリング装置 |
Family Cites Families (21)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB1080377A (en) * | 1963-10-31 | 1967-08-23 | Bok Edward | Closure for a bag having a flat mouth and apparatus for the manufacture thereof |
| CN1013181B (zh) * | 1985-07-03 | 1991-07-17 | 川上产业株式会社 | 用热塑材料生产带泡薄膜的设备 |
| SE464019B (sv) * | 1989-03-13 | 1991-02-25 | Tetra Pak Holdings & Finance | Anordning foer kontinuerlig induktionssvetsning av foerpackningsmaterial |
| SE503509C2 (sv) * | 1992-02-07 | 1996-07-01 | Heat Tech Induction Ab | Anordning för sammansvetsning av plastskikt genom induktiv uppvärmning |
| US5284002A (en) * | 1992-02-25 | 1994-02-08 | Simple Packaging Solutions, Inc. | Apparatus and method for making a reclosable storage bag |
| CH688229A5 (de) * | 1993-05-07 | 1997-06-30 | Maegerle Karl Lizenz | Verfahren zur Herstellung eines rohrfoermigen Hohlkoerpers. |
| JPH092427A (ja) | 1995-06-16 | 1997-01-07 | Material Eng Tech Lab Inc | 樹脂シートのシール装置及びそのシール方法 |
| SE9503615L (sv) * | 1995-10-17 | 1997-04-18 | Tetra Laval Holdings & Finance | Induktor |
| DE19737471C2 (de) | 1997-08-28 | 2002-03-07 | Robert Peters | Heizeinrichtung |
| JP4127907B2 (ja) * | 1998-09-28 | 2008-07-30 | 四国化工機株式会社 | 高周波ヒートシール装置 |
| US6195967B1 (en) * | 1998-11-03 | 2001-03-06 | Klockner Bartelt, Inc. | Packaging machine having continuous and intermittent modes |
| JP4756348B2 (ja) * | 2006-03-15 | 2011-08-24 | 東洋製罐株式会社 | スタンディングパウチのボトムシールバー |
| DE102007059812A1 (de) * | 2007-12-11 | 2009-06-18 | Multivac Sepp Haggenmüller Gmbh & Co. Kg | Verpackungsmaschine mit Induktionsheizung |
| ATE531506T1 (de) * | 2009-03-30 | 2011-11-15 | Tetra Laval Holdings & Finance | Versiegelungselement für wärmeversiegelungs- verpackungsmaterial zur herstellung versiegelter lebensmittelverpackungen, die in eine hülse aus verpackungsmaterial gegossen werden |
| US9211995B2 (en) | 2011-11-03 | 2015-12-15 | Aptargroup, Inc. | Pouch and valve assembly package for containing and dispensing a fluent substance |
| US10160162B2 (en) * | 2013-04-10 | 2018-12-25 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method for manufacturing an induction sealing device |
| WO2015158502A1 (en) | 2014-04-16 | 2015-10-22 | Tetra Laval Holdings & Finance S.A. | Induction sealing device and method of sealing a packaging material using said induction sealing device |
| ES2671708T3 (es) | 2014-06-10 | 2018-06-08 | Tetra Laval Holdings & Finance S.A. | Dispositivo de apertura y aparato para moldear un dispositivo de apertura en un material de envasado laminar |
| BR112018002738B1 (pt) * | 2015-08-31 | 2022-01-04 | Elopak As | Dispositivo e método para vedação indutiva de uma pluralidade de estratos de um laminado |
| GB2566476B (en) | 2017-09-14 | 2020-01-01 | Fokker Aerostructures Bv | Conduction welding |
| JP7577112B2 (ja) * | 2019-07-29 | 2024-11-01 | シグ・サービシズ・アーゲー | ヒートシール可能なフィルム材料のインパルスヒートシーリング |
-
2020
- 2020-07-28 JP JP2022506478A patent/JP7577112B2/ja active Active
- 2020-07-28 EP EP20743733.6A patent/EP4003703B1/en active Active
- 2020-07-28 WO PCT/EP2020/071306 patent/WO2021018913A1/en not_active Ceased
- 2020-07-28 US US17/631,443 patent/US12060185B2/en active Active
- 2020-07-28 CN CN202080055187.9A patent/CN114174047B/zh active Active
- 2020-07-28 ES ES20743733T patent/ES3002311T3/es active Active
- 2020-07-28 EP EP24217082.7A patent/EP4545280A1/en active Pending
- 2020-07-28 PL PL20743733.6T patent/PL4003703T3/pl unknown
-
2024
- 2024-07-12 US US18/772,086 patent/US12428187B2/en active Active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2012254817A (ja) | 2011-06-10 | 2012-12-27 | General Packer Co Ltd | 包装袋のシール装置 |
| JP2018535156A (ja) | 2015-11-27 | 2018-11-29 | テトラ ラバル ホールディングス アンド ファイナンス エス エイ | ロバスト性を向上させたシーリング装置 |
Also Published As
| Publication number | Publication date |
|---|---|
| EP4545280A1 (en) | 2025-04-30 |
| US20220274727A1 (en) | 2022-09-01 |
| US12060185B2 (en) | 2024-08-13 |
| JP2022543064A (ja) | 2022-10-07 |
| US20240367839A1 (en) | 2024-11-07 |
| US12428187B2 (en) | 2025-09-30 |
| EP4003703C0 (en) | 2024-12-04 |
| EP4003703B1 (en) | 2024-12-04 |
| EP4003703A1 (en) | 2022-06-01 |
| WO2021018913A1 (en) | 2021-02-04 |
| PL4003703T3 (pl) | 2025-04-07 |
| CN114174047A (zh) | 2022-03-11 |
| ES3002311T3 (en) | 2025-03-06 |
| CN114174047B (zh) | 2024-07-26 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7531577B2 (ja) | フィットメントを有する折り畳み式ポーチの生産 | |
| US12428187B2 (en) | Impulse heat sealing of a heat-sealable film material | |
| US12097664B2 (en) | Continuous motion impulse heat sealing of film material | |
| JP7714522B2 (ja) | 折り畳み式ポーチの生産 | |
| NL2023584B1 (en) | Impulse heat sealing of a heat-sealable film material | |
| RU2811932C2 (ru) | Импульсная термосварка непрерывно перемещающегося пленочного материала | |
| NL2023585B1 (en) | Production of collapsible pouches |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20220519 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230705 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230705 |
|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A711 Effective date: 20240327 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20240716 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240808 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240924 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20241022 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7577112 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |