JP7531493B2 - Aerosol-generating article having vented hollow segments - Patents.com - Google Patents
Aerosol-generating article having vented hollow segments - Patents.com Download PDFInfo
- Publication number
- JP7531493B2 JP7531493B2 JP2021535190A JP2021535190A JP7531493B2 JP 7531493 B2 JP7531493 B2 JP 7531493B2 JP 2021535190 A JP2021535190 A JP 2021535190A JP 2021535190 A JP2021535190 A JP 2021535190A JP 7531493 B2 JP7531493 B2 JP 7531493B2
- Authority
- JP
- Japan
- Prior art keywords
- aerosol
- hollow tubular
- generating article
- millimeters
- tubular segment
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000000443 aerosol Substances 0.000 claims description 133
- 238000009423 ventilation Methods 0.000 claims description 107
- 239000000463 material Substances 0.000 claims description 86
- 239000000758 substrate Substances 0.000 claims description 82
- 238000011144 upstream manufacturing Methods 0.000 claims description 64
- 230000002093 peripheral effect Effects 0.000 claims description 22
- 238000010438 heat treatment Methods 0.000 claims description 17
- 238000001914 filtration Methods 0.000 claims description 16
- 244000061176 Nicotiana tabacum Species 0.000 description 70
- 235000002637 Nicotiana tabacum Nutrition 0.000 description 70
- 239000003570 air Substances 0.000 description 29
- PEDCQBHIVMGVHV-UHFFFAOYSA-N Glycerine Chemical compound OCC(O)CO PEDCQBHIVMGVHV-UHFFFAOYSA-N 0.000 description 26
- 238000001816 cooling Methods 0.000 description 21
- 238000010899 nucleation Methods 0.000 description 19
- 230000006911 nucleation Effects 0.000 description 19
- 239000000123 paper Substances 0.000 description 17
- 239000002245 particle Substances 0.000 description 17
- 229920002301 cellulose acetate Polymers 0.000 description 16
- 230000000694 effects Effects 0.000 description 16
- 235000011187 glycerol Nutrition 0.000 description 13
- 238000004519 manufacturing process Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 10
- DNIAPMSPPWPWGF-UHFFFAOYSA-N Propylene glycol Chemical compound CC(O)CO DNIAPMSPPWPWGF-UHFFFAOYSA-N 0.000 description 9
- 230000015572 biosynthetic process Effects 0.000 description 9
- 239000000835 fiber Substances 0.000 description 9
- 239000000203 mixture Substances 0.000 description 9
- 238000009833 condensation Methods 0.000 description 8
- 230000005494 condensation Effects 0.000 description 8
- 229960002715 nicotine Drugs 0.000 description 8
- SNICXCGAKADSCV-UHFFFAOYSA-N nicotine Natural products CN1CCCC1C1=CC=CN=C1 SNICXCGAKADSCV-UHFFFAOYSA-N 0.000 description 8
- 239000012071 phase Substances 0.000 description 8
- SNICXCGAKADSCV-JTQLQIEISA-N (-)-Nicotine Chemical group CN1CCC[C@H]1C1=CC=CN=C1 SNICXCGAKADSCV-JTQLQIEISA-N 0.000 description 7
- PUPZLCDOIYMWBV-UHFFFAOYSA-N (+/-)-1,3-Butanediol Chemical compound CC(O)CCO PUPZLCDOIYMWBV-UHFFFAOYSA-N 0.000 description 6
- 239000011230 binding agent Substances 0.000 description 6
- 150000001875 compounds Chemical class 0.000 description 6
- 238000010790 dilution Methods 0.000 description 6
- 239000012895 dilution Substances 0.000 description 6
- 238000012546 transfer Methods 0.000 description 6
- 239000012080 ambient air Substances 0.000 description 5
- 239000007789 gas Substances 0.000 description 5
- 230000008569 process Effects 0.000 description 5
- 241000894007 species Species 0.000 description 5
- 150000005846 sugar alcohols Polymers 0.000 description 5
- KMZHZAAOEWVPSE-UHFFFAOYSA-N 2,3-dihydroxypropyl acetate Chemical compound CC(=O)OCC(O)CO KMZHZAAOEWVPSE-UHFFFAOYSA-N 0.000 description 4
- 238000005273 aeration Methods 0.000 description 4
- 230000009286 beneficial effect Effects 0.000 description 4
- 239000011111 cardboard Substances 0.000 description 4
- 235000019504 cigarettes Nutrition 0.000 description 4
- ZDJFDFNNEAPGOP-UHFFFAOYSA-N dimethyl tetradecanedioate Chemical compound COC(=O)CCCCCCCCCCCCC(=O)OC ZDJFDFNNEAPGOP-UHFFFAOYSA-N 0.000 description 4
- 238000001704 evaporation Methods 0.000 description 4
- 230000008020 evaporation Effects 0.000 description 4
- 230000002349 favourable effect Effects 0.000 description 4
- 238000003780 insertion Methods 0.000 description 4
- 230000037431 insertion Effects 0.000 description 4
- -1 sodium alginate) Chemical class 0.000 description 4
- 239000002253 acid Substances 0.000 description 3
- 238000005266 casting Methods 0.000 description 3
- 238000002474 experimental method Methods 0.000 description 3
- 238000004537 pulping Methods 0.000 description 3
- 230000000391 smoking effect Effects 0.000 description 3
- 238000012360 testing method Methods 0.000 description 3
- ZIBGPFATKBEMQZ-UHFFFAOYSA-N triethylene glycol Chemical compound OCCOCCOCCO ZIBGPFATKBEMQZ-UHFFFAOYSA-N 0.000 description 3
- 229920003043 Cellulose fiber Polymers 0.000 description 2
- 229920002907 Guar gum Polymers 0.000 description 2
- 150000007513 acids Chemical class 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 125000001931 aliphatic group Chemical group 0.000 description 2
- 238000007865 diluting Methods 0.000 description 2
- IZMOTZDBVPMOFE-UHFFFAOYSA-N dimethyl dodecanedioate Chemical compound COC(=O)CCCCCCCCCCC(=O)OC IZMOTZDBVPMOFE-UHFFFAOYSA-N 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 239000000796 flavoring agent Substances 0.000 description 2
- 235000019634 flavors Nutrition 0.000 description 2
- 239000012530 fluid Substances 0.000 description 2
- 230000004927 fusion Effects 0.000 description 2
- 235000010417 guar gum Nutrition 0.000 description 2
- 239000000665 guar gum Substances 0.000 description 2
- 229960002154 guar gum Drugs 0.000 description 2
- 229920001684 low density polyethylene Polymers 0.000 description 2
- 239000004702 low-density polyethylene Substances 0.000 description 2
- 239000003607 modifier Substances 0.000 description 2
- 150000007524 organic acids Chemical class 0.000 description 2
- 235000005985 organic acids Nutrition 0.000 description 2
- 239000011148 porous material Substances 0.000 description 2
- 230000009467 reduction Effects 0.000 description 2
- 239000000779 smoke Substances 0.000 description 2
- 238000005979 thermal decomposition reaction Methods 0.000 description 2
- ILJSQTXMGCGYMG-UHFFFAOYSA-N triacetic acid Chemical compound CC(=O)CC(=O)CC(O)=O ILJSQTXMGCGYMG-UHFFFAOYSA-N 0.000 description 2
- NOOLISFMXDJSKH-UTLUCORTSA-N (+)-Neomenthol Chemical compound CC(C)[C@@H]1CC[C@@H](C)C[C@@H]1O NOOLISFMXDJSKH-UTLUCORTSA-N 0.000 description 1
- IXPNQXFRVYWDDI-UHFFFAOYSA-N 1-methyl-2,4-dioxo-1,3-diazinane-5-carboximidamide Chemical compound CN1CC(C(N)=N)C(=O)NC1=O IXPNQXFRVYWDDI-UHFFFAOYSA-N 0.000 description 1
- 244000215068 Acacia senegal Species 0.000 description 1
- 229920001817 Agar Chemical class 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 240000000491 Corchorus aestuans Species 0.000 description 1
- 235000011777 Corchorus aestuans Nutrition 0.000 description 1
- 235000010862 Corchorus capsularis Nutrition 0.000 description 1
- NOOLISFMXDJSKH-UHFFFAOYSA-N DL-menthol Natural products CC(C)C1CCC(C)CC1O NOOLISFMXDJSKH-UHFFFAOYSA-N 0.000 description 1
- 239000001856 Ethyl cellulose Substances 0.000 description 1
- ZZSNKZQZMQGXPY-UHFFFAOYSA-N Ethyl cellulose Chemical compound CCOCC1OC(OC)C(OCC)C(OCC)C1OC1C(O)C(O)C(OC)C(CO)O1 ZZSNKZQZMQGXPY-UHFFFAOYSA-N 0.000 description 1
- UXDDRFCJKNROTO-UHFFFAOYSA-N Glycerol 1,2-diacetate Chemical compound CC(=O)OCC(CO)OC(C)=O UXDDRFCJKNROTO-UHFFFAOYSA-N 0.000 description 1
- 229920000084 Gum arabic Polymers 0.000 description 1
- 239000004354 Hydroxyethyl cellulose Substances 0.000 description 1
- 229920000663 Hydroxyethyl cellulose Polymers 0.000 description 1
- 229920001479 Hydroxyethyl methyl cellulose Polymers 0.000 description 1
- 229920002153 Hydroxypropyl cellulose Polymers 0.000 description 1
- 229920000161 Locust bean gum Polymers 0.000 description 1
- ISWSIDIOOBJBQZ-UHFFFAOYSA-N Phenol Chemical compound OC1=CC=CC=C1 ISWSIDIOOBJBQZ-UHFFFAOYSA-N 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 229920002472 Starch Polymers 0.000 description 1
- QAOWNCQODCNURD-UHFFFAOYSA-L Sulfate Chemical compound [O-]S([O-])(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-L 0.000 description 1
- 230000002745 absorbent Effects 0.000 description 1
- 239000002250 absorbent Substances 0.000 description 1
- 235000010489 acacia gum Nutrition 0.000 description 1
- 239000000205 acacia gum Substances 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- 239000000654 additive Substances 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 239000003463 adsorbent Substances 0.000 description 1
- 239000008272 agar Chemical class 0.000 description 1
- 238000005054 agglomeration Methods 0.000 description 1
- 230000002776 aggregation Effects 0.000 description 1
- 235000010443 alginic acid Nutrition 0.000 description 1
- 239000000783 alginic acid Substances 0.000 description 1
- 229920000615 alginic acid Polymers 0.000 description 1
- 229960001126 alginic acid Drugs 0.000 description 1
- 150000004781 alginic acids Chemical class 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 239000003125 aqueous solvent Substances 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 230000006399 behavior Effects 0.000 description 1
- 238000005452 bending Methods 0.000 description 1
- 238000004061 bleaching Methods 0.000 description 1
- 230000000903 blocking effect Effects 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000003490 calendering Methods 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 239000013626 chemical specie Substances 0.000 description 1
- 230000001427 coherent effect Effects 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 238000004891 communication Methods 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 230000003750 conditioning effect Effects 0.000 description 1
- 238000010924 continuous production Methods 0.000 description 1
- 238000009792 diffusion process Methods 0.000 description 1
- 239000000428 dust Substances 0.000 description 1
- 239000003000 extruded plastic Substances 0.000 description 1
- 238000001125 extrusion Methods 0.000 description 1
- 239000000945 filler Substances 0.000 description 1
- 239000000446 fuel Substances 0.000 description 1
- 238000002290 gas chromatography-mass spectrometry Methods 0.000 description 1
- 239000008246 gaseous mixture Substances 0.000 description 1
- 238000000227 grinding Methods 0.000 description 1
- 239000011121 hardwood Substances 0.000 description 1
- 239000003906 humectant Substances 0.000 description 1
- 235000019447 hydroxyethyl cellulose Nutrition 0.000 description 1
- 229920013819 hydroxyethyl ethylcellulose Polymers 0.000 description 1
- 235000010977 hydroxypropyl cellulose Nutrition 0.000 description 1
- 239000001863 hydroxypropyl cellulose Substances 0.000 description 1
- 238000007373 indentation Methods 0.000 description 1
- 230000003993 interaction Effects 0.000 description 1
- 230000001788 irregular Effects 0.000 description 1
- 239000007788 liquid Substances 0.000 description 1
- 239000007791 liquid phase Substances 0.000 description 1
- 235000010420 locust bean gum Nutrition 0.000 description 1
- 239000000711 locust bean gum Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229940041616 menthol Drugs 0.000 description 1
- 235000010981 methylcellulose Nutrition 0.000 description 1
- 239000001923 methylcellulose Substances 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 239000002808 molecular sieve Substances 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000011087 paperboard Substances 0.000 description 1
- 239000011088 parchment paper Substances 0.000 description 1
- 239000001814 pectin Chemical class 0.000 description 1
- 235000010987 pectin Nutrition 0.000 description 1
- 229920001277 pectin Chemical class 0.000 description 1
- 230000035699 permeability Effects 0.000 description 1
- 239000004014 plasticizer Substances 0.000 description 1
- 239000004626 polylactic acid Substances 0.000 description 1
- 229920001282 polysaccharide Polymers 0.000 description 1
- 239000005017 polysaccharide Substances 0.000 description 1
- 150000004804 polysaccharides Chemical class 0.000 description 1
- 238000012545 processing Methods 0.000 description 1
- 238000010298 pulverizing process Methods 0.000 description 1
- 230000001603 reducing effect Effects 0.000 description 1
- 238000007670 refining Methods 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 150000003839 salts Chemical class 0.000 description 1
- 238000007789 sealing Methods 0.000 description 1
- 239000000741 silica gel Substances 0.000 description 1
- 229910002027 silica gel Inorganic materials 0.000 description 1
- 239000002002 slurry Substances 0.000 description 1
- 235000010413 sodium alginate Nutrition 0.000 description 1
- 239000000661 sodium alginate Substances 0.000 description 1
- 229940005550 sodium alginate Drugs 0.000 description 1
- URGAHOPLAPQHLN-UHFFFAOYSA-N sodium aluminosilicate Chemical compound [Na+].[Al+3].[O-][Si]([O-])=O.[O-][Si]([O-])=O URGAHOPLAPQHLN-UHFFFAOYSA-N 0.000 description 1
- 239000011122 softwood Substances 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 239000008107 starch Substances 0.000 description 1
- 235000019698 starch Nutrition 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000001269 time-of-flight mass spectrometry Methods 0.000 description 1
- 239000003039 volatile agent Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 229920001285 xanthan gum Polymers 0.000 description 1
- 235000010493 xanthan gum Nutrition 0.000 description 1
- 239000000230 xanthan gum Substances 0.000 description 1
- 229940082509 xanthan gum Drugs 0.000 description 1
- 239000010457 zeolite Substances 0.000 description 1
Images


Classifications
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24C—MACHINES FOR MAKING CIGARS OR CIGARETTES
- A24C5/00—Making cigarettes; Making tipping materials for, or attaching filters or mouthpieces to, cigars or cigarettes
- A24C5/14—Machines of the continuous-rod type
- A24C5/18—Forming the rod
- A24C5/1885—Forming the rod for cigarettes with an axial air duct
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/02—Cigars; Cigarettes with special covers
- A24D1/027—Cigars; Cigarettes with special covers with ventilating means, e.g. perforations
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/042—Cigars; Cigarettes with mouthpieces or filter-tips with mouthpieces
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/04—Cigars; Cigarettes with mouthpieces or filter-tips
- A24D1/045—Cigars; Cigarettes with mouthpieces or filter-tips with smoke filter means
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D1/00—Cigars; Cigarettes
- A24D1/20—Cigarettes specially adapted for simulated smoking devices
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/02—Manufacture of tobacco smoke filters
- A24D3/0275—Manufacture of tobacco smoke filters for filters with special features
- A24D3/0279—Manufacture of tobacco smoke filters for filters with special features with tubes
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/04—Tobacco smoke filters characterised by their shape or structure
- A24D3/043—Tobacco smoke filters characterised by their shape or structure with ventilation means, e.g. air dilution
-
- A—HUMAN NECESSITIES
- A24—TOBACCO; CIGARS; CIGARETTES; SIMULATED SMOKING DEVICES; SMOKERS' REQUISITES
- A24D—CIGARS; CIGARETTES; TOBACCO SMOKE FILTERS; MOUTHPIECES FOR CIGARS OR CIGARETTES; MANUFACTURE OF TOBACCO SMOKE FILTERS OR MOUTHPIECES
- A24D3/00—Tobacco smoke filters, e.g. filter-tips, filtering inserts; Filters specially adapted for simulated smoking devices; Mouthpieces for cigars or cigarettes
- A24D3/06—Use of materials for tobacco smoke filters
- A24D3/08—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent
- A24D3/10—Use of materials for tobacco smoke filters of organic materials as carrier or major constituent of cellulose or cellulose derivatives
Landscapes
- Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Materials Engineering (AREA)
- Cigarettes, Filters, And Manufacturing Of Filters (AREA)
- Medicinal Preparation (AREA)
- Nozzles (AREA)
- Cookers (AREA)
Description
本発明は、エアロゾル発生基体を備える、かつ加熱に伴い吸入可能なエアロゾルを生成するように適合されたエアロゾル発生物品に関する。 The present invention relates to an aerosol-generating article comprising an aerosol-generating substrate and adapted to generate an inhalable aerosol upon heating.
たばこ含有基体などのエアロゾル発生基体が燃焼されるのではなく加熱されるエアロゾル発生物品は、当業界で周知である。典型的に、こうした加熱式喫煙物品においてエアロゾルは、熱源からの熱を、物理的に分離されたエアロゾル発生基体または材料に伝達することによって発生され、このエアロゾル発生基体または材料は熱源に接触して、または熱源内に、または熱源の周囲に、または熱源の下流に位置してもよい。エアロゾル発生物品の使用中、揮発性化合物は、熱源からの熱伝達によってエアロゾル発生基体から放出され、エアロゾル発生物品を通して引き出された空気中に同伴される。放出された化合物は冷えるにつれて凝縮してエアロゾルを形成する。 Aerosol-generating articles in which an aerosol-generating substrate, such as a tobacco-containing substrate, is heated rather than combusted are well known in the art. Typically, in such heated smoking articles, an aerosol is generated by transferring heat from a heat source to a physically separate aerosol-generating substrate or material, which may be located in contact with, within, around, or downstream of the heat source. During use of the aerosol-generating article, volatile compounds are released from the aerosol-generating substrate by heat transfer from the heat source and are entrained in air drawn through the aerosol-generating article. As the released compounds cool, they condense to form an aerosol.
数多くの先行技術文書は、エアロゾル発生物品を消費するためのエアロゾル発生装置を開示している。こうした装置としては、例えばエアロゾル発生装置の一つ以上の電気ヒーター要素から加熱式エアロゾル発生物品のエアロゾル発生基体への熱伝達によってエアロゾルが発生される、電気加熱式エアロゾル発生装置が挙げられる。 Numerous prior art documents disclose aerosol generating devices for consuming an aerosol-generating article, including, for example, electrically heated aerosol generating devices in which the aerosol is generated by heat transfer from one or more electric heater elements of the aerosol generating device to an aerosol-generating substrate of a heated aerosol-generating article.
加熱式エアロゾル発生物品用の基体はこれまで典型的に、たばこ材料の無作為な向きにされた断片、ストランド、または細片を使用して生産されてきた。代替として、たばこ材料のシートの集合体から形成されている、加熱式エアロゾル発生物品用のロッドが、例えば国際特許公開公報第A-2012/164009号に提案されている。国際特許公開公報第A-2012/164009号で開示されたロッドは、空気がロッドを通して引き出されることを可能にする長軸方向の空隙率を有する。実質的に、たばこ材料シートの集合体における折り畳みは、ロッドを通した長軸方向チャネルを画定する。 Substrates for heated aerosol generating articles have typically been produced using randomly oriented pieces, strands, or strips of tobacco material. Alternatively, rods for heated aerosol generating articles formed from an assembly of sheets of tobacco material have been proposed, for example in WO-A-2012/164009. The rods disclosed in WO-A-2012/164009 have a longitudinal porosity that allows air to be drawn through the rod. In effect, the folds in the assembly of tobacco material sheets define longitudinal channels through the rod.
加熱式エアロゾル発生物品用の代替的なロッドは、国際特許公開公報第A-2011/101164号から周知である。これらのロッドは、均質化したたばこ材料のストランドから形成されていて、粒子状たばこおよび少なくとも一つのエアロゾル形成体を含む混合物をキャスト、圧延、カレンダー加工、または押出成形して均質化したたばこ材料のシートを形成することによって形成されてもよい。また、代替的な実施形態において、国際特許公開公報第A-2011/101164号のロッドはまた、粒子状たばこおよび少なくとも一つのエアロゾル形成体を含む混合物を押出成形して、均質化したたばこ材料の連続的な長さを形成することによって得られた均質化したたばこ材料のストランドから形成されてもよい。 Alternative rods for heated aerosol generating articles are known from WO-A-2011/101164. These rods are formed from strands of homogenized tobacco material and may be formed by casting, rolling, calendering or extruding a mixture comprising particulate tobacco and at least one aerosol former to form a sheet of homogenized tobacco material. In an alternative embodiment, the rods of WO-A-2011/101164 may also be formed from strands of homogenized tobacco material obtained by extruding a mixture comprising particulate tobacco and at least one aerosol former to form a continuous length of homogenized tobacco material.
加熱式エアロゾル発生物品用の基体は典型的に、エアロゾル形成体、すなわち使用時にエアロゾルの形成を容易にする、および好ましくはエアロゾル発生物品の使用温度で熱分解に対して実質的に耐性がある化合物または化合物の混合物をさらに含む。適切なエアロゾル形成体の例には、多価アルコール(プロピレングリコール、トリエチレングリコール、1,3-ブタンジオール、グリセリンなど)、多価アルコールのエステル(グリセロールモノアセテート、ジアセテートまたはトリアセテートなど)、およびモノカルボン酸、ジカルボン酸またはポリカルボン酸の脂肪族エステル(ドデカン二酸ジメチル、テトラデカン二酸ジメチルなど)が挙げられる。 The substrate for the heated aerosol-generating article typically further comprises an aerosol former, i.e., a compound or mixture of compounds that facilitates the formation of an aerosol during use and that is preferably substantially resistant to thermal decomposition at the use temperature of the aerosol-generating article. Examples of suitable aerosol formers include polyhydric alcohols (such as propylene glycol, triethylene glycol, 1,3-butanediol, glycerin, etc.), esters of polyhydric alcohols (such as glycerol monoacetate, diacetate, or triacetate), and aliphatic esters of mono-, di-, or polycarboxylic acids (such as dimethyl dodecanedioate, dimethyl tetradecanedioate, etc.).
また、加熱に伴い吸入可能なエアロゾルを生成するためのエアロゾル発生物品中に、同一のラッパーの中で基体とともに組み立てられる一つ以上の追加的な要素を含むことも一般的である。こうした追加的な要素の例には、マウスピース濾過セグメント、エアロゾル発生物品に構造的強度を付与するように適合された支持要素、マウスピースに到達する前のエアロゾルの冷却に有利に働くように適合された冷却要素などが含まれる。しかしながら、こうした追加的な要素の包含は、それらの有利な効果を考慮して提案されているものの、概してエアロゾル発生物品の全体的な構造を複雑にし、製造をより複雑かつ高価にする。実際に、こうした複数要素エアロゾル発生物品の製造は典型的に、やや複雑な製造機械および機械の組み合わせを必要とする。 It is also common for an aerosol-generating article for generating an inhalable aerosol upon heating to include one or more additional elements assembled with the substrate in the same wrapper. Examples of such additional elements include a mouthpiece filtering segment, a support element adapted to impart structural strength to the aerosol-generating article, a cooling element adapted to favor cooling of the aerosol before it reaches the mouthpiece, and the like. However, the inclusion of such additional elements, while proposed in view of their beneficial effects, generally complicates the overall structure of the aerosol-generating article, making it more complicated and expensive to manufacture. In fact, the manufacture of such multi-element aerosol-generating articles typically requires somewhat complicated manufacturing machines and machine combinations.
これを考慮して、より単純な構造を有するエアロゾル発生物品も提案されてきた。しかしながら、例えばエアロゾル冷却要素などのある特定の追加的構成要素が存在しない場合、満足のいくエアロゾル送達およびRTDを消費者に一貫して提供するエアロゾル発生物品を製造することはより困難となる場合がある。 With this in mind, aerosol-generating articles having simpler structures have also been proposed. However, in the absence of certain additional components, such as aerosol cooling elements, it may be more difficult to manufacture an aerosol-generating article that consistently provides satisfactory aerosol delivery and RTD to the consumer.
それ故に、使用中に満足のいくエアロゾル送達を消費者に一貫して提供することを可能にするエアロゾル発生物品を提供することが望ましいことになる。さらに、満足のいくRTD値を有する、こうした改善されたエアロゾル発生物品の一つを提供することが望ましいことになる。効率的かつ高速で製造されることができ、好ましくは物品間のRTD変動が小さい、こうしたエアロゾル発生物品の一つを提供することも同様に望ましいことになる。本発明は、上述の望ましい結果のうちの少なくとも一つを達成するように適合された技術的解決策を提供することを目的とする。 It would therefore be desirable to provide an aerosol generating article that is capable of consistently providing a satisfactory aerosol delivery to the consumer during use. It would further be desirable to provide one such improved aerosol generating article that has a satisfactory RTD value. It would also be desirable to provide one such aerosol generating article that can be efficiently and rapidly manufactured, and that preferably has low RTD variation between articles. The present invention aims to provide a technical solution adapted to achieve at least one of the above-mentioned desirable results.
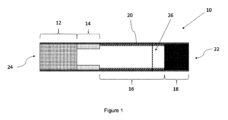
本発明の一態様によると、加熱された時に吸入可能なエアロゾルを生成するためのエアロゾル発生物品が提供されていて、エアロゾル発生物品は、エアロゾル発生基体のロッドと、濾過材料のプラグを備え、ロッドの下流に配設されていて、かつ第一のセグメントと長軸方向に整列されたマウスピースセグメントと、ロッドとマウスピースセグメントの間の場所にある中空の管状セグメントとを備える。中空管セグメントは、ロッドおよびマウスピースセグメントと長軸方向に整列されている。さらに、中空の管状セグメントは、マウスピースセグメントの上流端までずっと延びる空洞を画定する。エアロゾル発生物品は、中空の管状セグメントに沿った場所に通気ゾーンをさらに備える。通気ゾーンの場所での中空の管状セグメントの相当内径は、少なくとも約5ミリメートルである。エアロゾル発生基体のロッドは、少なくともエアロゾル形成体を含み、エアロゾル発生基体のロッドは、乾燥重量基準で少なくとも約10パーセントのエアロゾル形成体含有量を有する。 According to one aspect of the present invention, an aerosol-generating article for generating an inhalable aerosol when heated is provided, the aerosol-generating article comprising a rod of an aerosol-generating substrate, a mouthpiece segment comprising a plug of filtration material disposed downstream of the rod and longitudinally aligned with the first segment, and a hollow tubular segment at a location between the rod and the mouthpiece segment. The hollow tubular segment is longitudinally aligned with the rod and the mouthpiece segment. Further, the hollow tubular segment defines a cavity that extends all the way to the upstream end of the mouthpiece segment. The aerosol-generating article further comprises a vent zone at a location along the hollow tubular segment. The equivalent inner diameter of the hollow tubular segment at the location of the vent zone is at least about 5 millimeters. The rod of the aerosol-generating substrate comprises at least an aerosol former, the rod of the aerosol-generating substrate having an aerosol former content of at least about 10 percent on a dry weight basis.
「エアロゾル発生物品」という用語は本明細書において、エアロゾル発生基体が加熱されて吸入可能なエアロゾルを生成して消費者に送達する物品を意味するために使用される。本明細書で使用される「エアロゾル発生基体」という用語は、加熱に伴い揮発性化合物を放出してエアロゾルを発生する能力を有する基体を意味する。 The term "aerosol-generating article" is used herein to mean an article in which an aerosol-generating substrate is heated to generate an inhalable aerosol for delivery to a consumer. As used herein, the term "aerosol-generating substrate" means a substrate capable of releasing a volatile compound upon heating to generate an aerosol.
従来の紙巻たばこは、ユーザーが炎を紙巻たばこの一方の端に付け、もう一方の端を通して空気を吸う時に点火される。炎と紙巻たばこを通して引き出された空気中の酸素とによってもたらされた局在化した熱は、紙巻たばこの端を点火させて、その結果生じる燃焼は吸入可能な煙を発生する。これに反して、加熱式エアロゾル発生物品において、エアロゾルは風味発生基体(たばこなど)を加熱することによって発生される。周知の加熱式エアロゾル発生物品としては、例えば電気加熱式エアロゾル発生物品と、可燃性燃料要素または熱源から、物理的に分離されたエアロゾル形成材料への熱の伝達によってエアロゾルが発生されるエアロゾル発生物品とが挙げられる。例えば、本発明によるエアロゾル発生物品は、エアロゾル発生基体のロッドの中に挿入されるように適合されている内部ヒーターブレードを有する電気加熱式のエアロゾル発生装置を備えるエアロゾル発生システムにおいて特定の用途がある。このタイプのエアロゾル発生物品は、先行技術、例えば欧州特許第EP0822670号に記載されている。 A conventional cigarette is lit when a user applies a flame to one end of the cigarette and draws air through the other end. Localized heat provided by the flame and oxygen in the air drawn through the cigarette ignites the end of the cigarette and the resulting combustion produces inhalable smoke. In contrast, in heated aerosol-generating articles, the aerosol is generated by heating a flavor-generating substrate (such as tobacco). Known heated aerosol-generating articles include, for example, electrically heated aerosol-generating articles and aerosol-generating articles in which the aerosol is generated by the transfer of heat from a combustible fuel element or heat source to a physically separated aerosol-forming material. For example, the aerosol-generating article according to the present invention finds particular application in aerosol-generating systems comprising an electrically heated aerosol generator having an internal heater blade adapted to be inserted into a rod of an aerosol-generating substrate. Aerosol-generating articles of this type have been described in the prior art, for example in European Patent No. EP 0822670.
本明細書で使用される「エアロゾル発生装置」という用語は、エアロゾル発生物品のエアロゾル発生基体と相互作用してエアロゾルを発生するヒーター要素を備える装置を指す。 As used herein, the term "aerosol generating device" refers to a device that includes a heater element that interacts with an aerosol-generating substrate of an aerosol-generating article to generate an aerosol.
本明細書において、「管状セグメント」という用語は、その長軸方向軸に沿った管腔または気流通路を画定する細長い要素を意味するために使用される。特に、「管状」という用語は以下において、実質的に円筒状の断面を有する、かつ管状要素の上流端と管状要素の下流端との間の途切れることのない流体連通を確立する少なくとも一つの気流導管を画定する、管状要素に関して使用される。しかし、当然のことながら管状要素の断面の代替的な幾何学的形状も可能である場合がある。 The term "tubular segment" is used herein to mean an elongated element that defines a lumen or airflow passage along its longitudinal axis. In particular, the term "tubular" is used hereinafter with reference to a tubular element having a substantially cylindrical cross-section and defining at least one airflow conduit that establishes uninterrupted fluid communication between an upstream end of the tubular element and a downstream end of the tubular element. However, it will be appreciated that alternative geometries of the cross-section of the tubular element may be possible.
本明細書で使用される「長軸方向」という用語は、エアロゾル発生物品の上流端と下流端の間に延びる、エアロゾル発生物品の主要な長軸方向軸に対応する方向を指す。本明細書で使用される「上流」および「下流」という用語は、使用中にエアロゾル発生物品を通してエアロゾルが搬送される方向に関してエアロゾル発生物品の要素(または要素の部分)の相対的な位置を説明する。 As used herein, the term "longitudinal" refers to a direction corresponding to a major longitudinal axis of the aerosol-generating article extending between the upstream and downstream ends of the aerosol-generating article. As used herein, the terms "upstream" and "downstream" describe the relative location of an element (or portion of an element) of the aerosol-generating article with respect to the direction in which aerosol is transported through the aerosol-generating article during use.
使用中、空気はエアロゾル発生物品を通して長軸方向に引き出される。「横断方向」という用語は、長軸方向軸に対して直角を成す方向を指す。エアロゾル発生物品またはエアロゾル発生物品の構成要素の「断面」への任意の言及は、別途記載のない限り、横断断面を指す。 During use, air is drawn longitudinally through the aerosol-generating article. The term "transverse" refers to a direction perpendicular to the longitudinal axis. Any reference to a "cross section" of an aerosol-generating article or a component of an aerosol-generating article refers to a transverse cross section, unless otherwise specified.
「長さ」という用語は、長軸方向におけるエアロゾル発生物品の構成要素の寸法を意味する。例えば、長軸方向におけるロッドまたは細長い管状要素の寸法を意味するために使用されてもよい。 The term "length" refers to the dimension of a component of an aerosol-generating article in its longitudinal direction. For example, it may be used to refer to the dimension of a rod or elongated tubular element in its longitudinal direction.
「管状要素の周辺壁の厚さ」という用語は本明細書において、管状要素の周辺を仕切る壁の外表面と内表面の間で測定された最小距離を意味するために使用される。実際に、所与の場所での距離は、管状要素の外表面および内表面に対して局所的に実質的に直角を成す方向に沿って測定される。実質的に円形の断面を有する管状要素の場合、距離は、管状要素の実質的に半径方向に沿って測定される。 The term "peripheral wall thickness of a tubular element" is used herein to mean the smallest distance measured between the outer and inner surfaces of the wall that bounds the periphery of the tubular element. In practice, the distance at a given location is measured along a direction that is locally substantially perpendicular to the outer and inner surfaces of the tubular element. In the case of a tubular element having a substantially circular cross section, the distance is measured along a substantially radial direction of the tubular element.
一部の実施形態において、管状要素の周辺壁の厚さは一定である。代替的な実施形態において、管状要素の周辺壁の厚さは、管状要素の長さに沿って変化する。これは管状要素が、不規則な表面仕上げを有する材料から形成されるためである場合がある(例えば、管状要素はセルロースアセテート管の形態で提供される)。別の方法として、これは管状要素が先細りのセクションまたはこれに類するものを含むように設計されているためである場合がある。管状要素の周辺壁の厚さが管状要素の長さに沿って変化する実施形態において、「管状要素の周辺壁の厚さ」は、管状要素の長さに沿った異なる場所での壁の外表面と内表面の間の最小距離として測定された幾つかの値に基づいて計算された平均値として取られる。 In some embodiments, the thickness of the peripheral wall of the tubular element is constant. In alternative embodiments, the thickness of the peripheral wall of the tubular element varies along the length of the tubular element. This may be because the tubular element is formed from a material having an irregular surface finish (e.g., the tubular element is provided in the form of a cellulose acetate tube). Alternatively, this may be because the tubular element is designed to include a tapered section or the like. In embodiments in which the thickness of the peripheral wall of the tubular element varies along the length of the tubular element, the "thickness of the peripheral wall of the tubular element" is taken as an average value calculated based on several values measured as the minimum distance between the outer and inner surfaces of the wall at different locations along the length of the tubular element.
いずれの実施形態においても、特に有意なパラメータは、通気ゾーンの場所での管状要素の周辺壁の厚さである。 In either embodiment, a particularly significant parameter is the thickness of the peripheral wall of the tubular element at the location of the ventilation zone.
「不透気性の材料」という表現は本明細書の全体を通して、材料中の隙間また細孔を通して流体、特に空気および煙の通過を可能にしない材料を意味するために使用される。中空の管状セグメントが空気およびエアロゾル粒子に対して不浸透性の材料で形成されている場合、中空の管状セグメントを通して引き出された空気およびエアロゾル粒子は、強制的に中空の管状セグメントによって内部に画定された気流導管を通して流れるが、中空の管状セグメントの周辺壁を横切って流れることはできない。 The expression "air impermeable material" is used throughout this specification to mean a material that does not allow the passage of fluids, particularly air and smoke, through gaps or pores in the material. When a hollow tubular segment is formed of a material that is impermeable to air and aerosol particles, air and aerosol particles drawn through the hollow tubular segment are forced to flow through the airflow conduits defined internally by the hollow tubular segment, but cannot flow across the peripheral walls of the hollow tubular segment.
本明細書で使用される「均質化したたばこ材料」という用語は、たばこ材料の粒子の凝集によって形成される任意のたばこ材料を包含する。均質化したたばこ材料のシートまたはウェブは、たばこ葉の葉身およびたばこ葉の茎のうちの一方または両方を粉砕することによって、またはその他の方法で粉末化することによって得られた粒子状たばこを凝集することによって形成されている。加えて、均質化したたばこ材料は、たばこの処理中、取り扱い中、および発送中に形成された少量のたばこダスト、たばこ微粉、およびその他の粒子状たばこ副産物のうちの一つ以上を含んでもよい。均質化したたばこ材料のシートは、キャスティング、押出成形、製紙プロセス、または当業界で周知の他の任意の適切なプロセスによって生産されてもよい。 As used herein, the term "homogenized tobacco material" encompasses any tobacco material formed by agglomeration of particles of tobacco material. A sheet or web of homogenized tobacco material is formed by agglomerating particulate tobacco obtained by grinding or otherwise pulverizing one or both of the tobacco blades and the tobacco stems. In addition, the homogenized tobacco material may contain one or more small amounts of tobacco dust, tobacco fines, and other particulate tobacco by-products formed during tobacco processing, handling, and shipping. A sheet of homogenized tobacco material may be produced by casting, extrusion, a papermaking process, or any other suitable process known in the art.
「多孔性」という用語は本明細書において、材料を通した空気の通過を可能にする複数の細孔または開口部を提供する材料を指すために使用される。 The term "porous" is used herein to refer to a material that provides a plurality of pores or openings that allow the passage of air through the material.
「通気レベル」という用語は本明細書全体を通して、通気ゾーン(通気気流)を介してエアロゾル発生物品の中に入る気流と、エアロゾル気流および通気気流の合計との容積比を意味するために使用される。通気レベルが大きいほど、消費者に送達されるエアロゾル流の希釈が高くなる。 The term "ventilation level" is used throughout this specification to mean the volume ratio of the airflow entering the aerosol-generating article via the ventilation zone (ventilation airflow) to the sum of the aerosol airflow and the ventilation airflow. The greater the ventilation level, the greater the dilution of the aerosol stream delivered to the consumer.
簡潔に上述した通り、本発明のエアロゾル発生物品は、エアロゾル発生基体のロッドと、濾過材料のプラグを備えるマウスピースセグメントと、ロッドとマウスピースセグメントの間の場所にある中空の管状セグメントとを備える。これらの三つの要素はすべて長軸方向に整列されている。エアロゾル発生基体のロッドは、少なくともエアロゾル形成体を含む。 As briefly described above, the aerosol-generating article of the present invention comprises a rod of aerosol-generating substrate, a mouthpiece segment comprising a plug of filtration material, and a hollow tubular segment located between the rod and the mouthpiece segment. All three elements are longitudinally aligned. The rod of aerosol-generating substrate contains at least an aerosol former.
周知のエアロゾル発生物品とは対照的に、エアロゾル発生基体のロッドは、乾燥重量基準で少なくとも約10パーセントのエアロゾル形成体含有量を有する。さらに、中空の管状セグメントは、マウスピースセグメントの上流端までずっと延びる空洞を画定し、また通気ゾーンは中空の管状セグメントに沿った場所に提供されている。加えて、中空管セグメントの相当内径は、少なくとも約5ミリメートルである。 In contrast to known aerosol-generating articles, the rod of aerosol-generating substrate has an aerosol former content of at least about 10 percent on a dry weight basis. Further, the hollow tubular segment defines a cavity that extends all the way to the upstream end of the mouthpiece segment, and a ventilation zone is provided at a location along the hollow tubular segment. Additionally, the equivalent inner diameter of the hollow tubular segment is at least about 5 millimeters.
マウスピースセグメントの上流端までずっと延びる空洞を画定する中空の管状要素が、エアロゾル発生基体のロッドとマウスピースの間に配設されているエアロゾル発生物品を提供することによって、物品の全体的な構造的複雑さは、既存のエアロゾル発生物品と比べて、著しく低減される場合がある。これは有利なことに、製造プロセスを簡略化し、かつ製造プロセスを実施するために必要な製造用および組み合わせ用器具の複雑さを低減する。 By providing an aerosol-generating article in which a hollow tubular element defining a cavity extending all the way to the upstream end of the mouthpiece segment is disposed between the rod of the aerosol-generating substrate and the mouthpiece, the overall structural complexity of the article may be significantly reduced as compared to existing aerosol-generating articles. This advantageously simplifies the manufacturing process and reduces the complexity of the manufacturing and assembly equipment required to carry out the manufacturing process.
こうしたエアロゾル発生物品の一つは、例えば国際特許公開公報第2013/120565号に記載されたエアロゾル発生物品の場合の通り、エアロゾル発生物品を通して引き出されたエアロゾルの流れの温度を下げるために適合されたエアロゾル冷却要素を必ずしも備えない。 One such aerosol-generating article does not necessarily include an aerosol cooling element adapted to reduce the temperature of the aerosol stream drawn through the aerosol-generating article, as is the case for example with the aerosol-generating article described in WO 2013/120565.
発明者らは、物品の加熱に伴い発生された、かつ中空の管状要素を通して引き出されたエアロゾルの流れの満足のいく冷却は、中空の管状セグメントに沿った場所に通気ゾーンを提供することによって達成されることを見いだした。さらに、発明者らは驚くべきことに、少なくとも約5ミリメートルの相当内径を有する中空の管状セグメントを利用することによって、通気空気を物品の中に入れることによって生じるエアロゾル希釈の増加の影響に対抗することが可能である場合があることを見いだした。 The inventors have found that satisfactory cooling of the aerosol stream generated upon heating of the article and drawn through the hollow tubular element is achieved by providing aeration zones at locations along the hollow tubular segment. Moreover, the inventors have surprisingly found that it may be possible to counter the effects of increased aerosol dilution caused by admitting ventilation air into the article by utilizing a hollow tubular segment having an equivalent inner diameter of at least about 5 millimeters.
理論に束縛されることを望むものではないが、エアロゾルがマウスピースセグメントに向かって移動する際に、通気空気の導入によってエアロゾルの流れの温度が急速に下げられるため、通気空気は中空の管状セグメントの上流端に比較的に近い(すなわち、熱源およびエアロゾル発生基体のロッドに十分に近い)場所でエアロゾルの流れの中に入り、エアロゾルの流れの劇的な冷却が達成され、これがエアロゾル粒子の凝縮および核形成に有利な影響を及ぼすと仮定される。その結果、エアロゾル粒子相とエアロゾル気相との全体的な比率は、既存の無通気のエアロゾル発生物品と比較して高められる場合がある。 Without wishing to be bound by theory, it is hypothesized that the temperature of the aerosol stream is rapidly reduced by the introduction of ventilation air as the aerosol travels toward the mouthpiece segment, so that the ventilation air enters the aerosol stream relatively close to the upstream end of the hollow tubular segment (i.e., close enough to the heat source and the rod of the aerosol-generating substrate) and achieves dramatic cooling of the aerosol stream, which has a favorable effect on the condensation and nucleation of the aerosol particles. As a result, the overall ratio of aerosol particle phase to aerosol gas phase may be enhanced as compared to existing non-vented aerosol-generating articles.
同時に、5ミリメートル以上の相当内径を有する中空の管状要素を利用することは、中空の管状要素の全体的な内部容積(これはエアロゾル構成要素がエアロゾル発生基体のロッドを離れるとすぐにエアロゾルが核形成プロセスを開始するために利用される)と、中空の管状セグメントの断面表面積とが実質的に最大化されることを確実にする一方で、同時に、中空の管状セグメントが、エアロゾル発生物品の崩壊を防止するだけでなく、エアロゾル発生基体のロッドに対してある程度の支持を提供するのにも必要な構造的強度を有することと、中空の管状セグメントのRTDが最小化されることとを確実にする。中空の管状セグメントの空洞の断面表面積のより大きい値は、エアロゾル発生物品に沿って移動するエアロゾルの流れの低減された速度に関連付けられ、これはエアロゾルの核形成に有利に働くものと理解される。実際に、理論に束縛されることを望むものではないが、本発明による物品での場合の通り、こうした大きい容積の一つを有する空洞を提供することによって、冷却チャンバーは、エアロゾルの流れを減速させることによって核形成現象が強化されるため、物品の口側端の上流のエアロゾル粒子の凝縮に有利である範囲内で実質的に提供される。 At the same time, utilizing hollow tubular elements having an equivalent internal diameter of 5 millimeters or more ensures that the overall internal volume of the hollow tubular element (which is utilized to initiate the aerosol nucleation process as soon as the aerosol components leave the rod of the aerosol-generating substrate) and the cross-sectional surface area of the hollow tubular segment are substantially maximized, while at the same time ensuring that the hollow tubular segment has the necessary structural strength to prevent collapse of the aerosol-generating article as well as to provide some support to the rod of the aerosol-generating substrate, and that the RTD of the hollow tubular segment is minimized. It is understood that a larger value of the cross-sectional surface area of the cavity of the hollow tubular segment is associated with a reduced velocity of the aerosol flow moving along the aerosol-generating article, which favors aerosol nucleation. Indeed, without wishing to be bound by theory, by providing a cavity having one of these large volumes, as is the case with the article according to the invention, a cooling chamber is provided that is substantially within the range that favors condensation of aerosol particles upstream of the mouth end of the article, since the nucleation phenomenon is enhanced by slowing down the aerosol flow.
エアロゾル発生基体のロッドの下流に十分に幅広の管状の空洞を提供することは、使用中の十分な量のエアロゾルの形成に有利に働くと理解される。その結果、発生されたエアロゾル粒子のより大きい割合が、物品の口側端に到達する前に凝縮し始める。 Providing a sufficiently wide tubular cavity downstream of the rod of the aerosol-generating substrate is understood to favor the formation of a sufficient amount of aerosol during use, so that a greater proportion of the generated aerosol particles begin to condense before reaching the mouth end of the article.
実際に、発明者らは驚くべきことに、本発明によるエアロゾル発生物品でエアロゾル送達の満足のいく値が一貫して達成されるように、高められた核形成の有利な効果が、どのように希釈のあまり望ましくない効果に著しく対抗するかを見いだした。これは、エアロゾル発生基体のロッドの長さが約40ミリメートル未満、好ましくは25ミリメートル未満、なおより好ましくは20ミリメートル未満である、またはエアロゾル発生物品の全長が約70ミリメートル未満、好ましくは約60ミリメートル未満、なおより好ましくは50ミリメートル未満であるなどの、「短い」エアロゾル発生物品に特に有利である。理解される通り、こうしたエアロゾル発生物品において、エアロゾル形成のための時間および空間、およびエアロゾルの粒子相が消費者への送達のために利用可能となるための時間および空間がほとんどない。 Indeed, the inventors have surprisingly found how the beneficial effects of enhanced nucleation significantly counteract the less desirable effects of dilution, such that satisfactory values of aerosol delivery are consistently achieved with the aerosol-generating article according to the invention. This is particularly advantageous for "short" aerosol-generating articles, such as those in which the length of the rod of the aerosol-generating substrate is less than about 40 millimeters, preferably less than 25 millimeters, and even more preferably less than 20 millimeters, or the total length of the aerosol-generating article is less than about 70 millimeters, preferably less than about 60 millimeters, and even more preferably less than 50 millimeters. As can be seen, in such aerosol-generating articles, there is little time and space for aerosol formation and for the particulate phase of the aerosol to become available for delivery to the consumer.
さらに、中空の管状要素は実質的にエアロゾル発生物品のRTDに寄与しないため、本発明によるエアロゾル発生物品において、エアロゾル発生基体のロッドの長さおよび密度、またはマウスピースの濾過材料のセグメントの長さおよび密度を調整することによって、物品の全体的なRTDは有利なことに微調整されることができる。これは、通気の存在下でさえも、満足のいくレベルのRTDを消費者に提供できるように、所定のRTDを有するエアロゾル発生基体を一貫してかつ非常に正確に製造することを可能にする。 Furthermore, since the hollow tubular elements do not substantially contribute to the RTD of the aerosol-generating article, in an aerosol-generating article according to the invention, the overall RTD of the article can be advantageously fine-tuned by adjusting the length and density of the rods of the aerosol-generating substrate, or the length and density of the segments of the filtration material of the mouthpiece. This allows aerosol-generating substrates to be consistently and very accurately manufactured with a given RTD, so as to provide a satisfactory level of RTD to the consumer, even in the presence of ventilation.
本発明によるエアロゾル発生物品は、高速で効率的に実行することができる連続的なプロセスで製造されることができ、かつ製造設備の広範な修正を必要とすることなく、加熱式エアロゾル発生物品の製造用の既存の生産ラインで都合よく製造されることができる。 The aerosol-generating articles according to the present invention can be manufactured in a continuous process that can be carried out efficiently at high speed, and can be conveniently manufactured on existing production lines for the manufacture of heated aerosol-generating articles without requiring extensive modification of the manufacturing equipment.
エアロゾル発生基体のロッドは、エアロゾル発生物品の外径にほぼ等しい外径を有することが好ましい。 The rod of the aerosol-generating substrate preferably has an outer diameter approximately equal to the outer diameter of the aerosol-generating article.
エアロゾル発生基体のロッドは、少なくとも5ミリメートルの外径を有することが好ましい。エアロゾル発生基体のロッドは、約5ミリメートル~約12ミリメートルの外径、例えば約5ミリメートル~約10ミリメートルの外径、または約6ミリメートル~約8ミリメートルの外径を有してもよい。好ましい一実施形態において、エアロゾル発生基体のロッドは7.2ミリメートル±10パーセント以内の外径を有する。 The aerosol-generating substrate rod preferably has an outer diameter of at least 5 millimeters. The aerosol-generating substrate rod may have an outer diameter of about 5 millimeters to about 12 millimeters, for example about 5 millimeters to about 10 millimeters, or about 6 millimeters to about 8 millimeters. In one preferred embodiment, the aerosol-generating substrate rod has an outer diameter of 7.2 millimeters within ±10 percent.
エアロゾル発生基体のロッドは、約5ミリメートル~約100mmの長さを有してもよい。エアロゾル発生基体のロッドは、少なくとも約5ミリメートルの長さを有することが好ましく、少なくとも約7ミリメートルの長さを有することがより好ましい。加えて、または代替として、エアロゾル発生基体のロッドは、約80ミリメートル未満の長さを有することが好ましく、約65ミリメートル未満の長さを有することがより好ましく、約50ミリメートル未満の長さを有することがなおより好ましい。特に好ましい実施形態において、エアロゾル発生基体のロッドは、約35ミリメートル未満の長さを有し、25ミリメートル未満の長さを有することがより好ましく、約20ミリメートル未満の長さを有することがなおより好ましい。一実施形態において、エアロゾル発生基体のロッドは、約10ミリメートルの長さを有してもよい。好ましい一実施形態において、エアロゾル発生基体のロッドは、約12ミリメートルの長さを有する。 The rod of the aerosol-generating substrate may have a length of about 5 millimeters to about 100 mm. The rod of the aerosol-generating substrate preferably has a length of at least about 5 millimeters, and more preferably has a length of at least about 7 millimeters. Additionally or alternatively, the rod of the aerosol-generating substrate preferably has a length of less than about 80 millimeters, more preferably has a length of less than about 65 millimeters, and even more preferably has a length of less than about 50 millimeters. In a particularly preferred embodiment, the rod of the aerosol-generating substrate has a length of less than about 35 millimeters, more preferably has a length of less than 25 millimeters, and even more preferably has a length of less than about 20 millimeters. In one embodiment, the rod of the aerosol-generating substrate may have a length of about 10 millimeters. In one preferred embodiment, the rod of the aerosol-generating substrate has a length of about 12 millimeters.
エアロゾル発生基体のロッドは、ロッドの長さに沿って実質的に均一な断面を有することが好ましい。エアロゾル発生基体のロッドは、実質的に円形の断面を有することが特に好ましい。 The aerosol-generating substrate rod preferably has a substantially uniform cross-section along the length of the rod. It is particularly preferred that the aerosol-generating substrate rod has a substantially circular cross-section.
好ましい実施形態において、エアロゾル発生基体は、一つ以上の均質化したたばこ材料のシートの集合体を含む。一つ以上の均質化したたばこ材料のシートは、テクスチャ加工されていることが好ましい。本明細書で使用される「テクスチャ加工されたシート」という用語は、捲縮された、エンボス加工された、デボス加工された、穿孔された、またはその他の方法で変形されたシートを意味する。本発明で使用する均質化したたばこ材料のテクスチャ加工されたシートは、複数の離隔したへこみ、突出部、穿孔、またはこれらの組み合わせを含んでもよい。本発明の特に好ましい一実施形態によると、エアロゾル発生基体のロッドは、ラッパーによって囲まれた均質化したたばこ材料の捲縮したシートの集合体を含む。 In a preferred embodiment, the aerosol-generating substrate comprises an assembly of one or more sheets of homogenized tobacco material. Preferably, the one or more sheets of homogenized tobacco material are textured. As used herein, the term "textured sheet" means a sheet that is crimped, embossed, debossed, perforated, or otherwise modified. A textured sheet of homogenized tobacco material for use in the present invention may include a plurality of spaced apart indentations, protrusions, perforations, or combinations thereof. According to one particularly preferred embodiment of the present invention, the rod of the aerosol-generating substrate comprises an assembly of crimped sheets of homogenized tobacco material surrounded by a wrapper.
本明細書で使用される「捲縮したシート」という用語は、「しわ付けしたシート」という用語と実質的に同義語であることが意図されていて、また複数の実質的に平行な隆起または波形を有するシートを意味する。均質化したたばこ材料の捲縮したシートは、本発明によるロッドの円筒軸に実質的に平行な複数の隆起または波形を有することが好ましい。これは有利なことに、ロッドを形成するための均質化したたばこ材料の捲縮したシートの集合を容易にする。しかし、当然のことながら、本発明で使用する均質化したたばこ材料の捲縮したシートは別の方法として、または追加的に、ロッドの円筒軸に対して鋭角または鈍角で配置された複数の実質的に平行な隆起または波形を有する。ある特定の実施形態において、本発明の物品のロッドで使用する均質化したたばこ材料のシートは、実質的にその表面全体にわたって実質的に均等にテクスチャ加工されてもよい。例えば、本発明によるエアロゾル発生物品で使用するロッドの製造に使用する均質化したたばこ材料の捲縮したシートは、シートの幅にわたって実質的に均一に離隔した複数の実質的に平行な隆起または波形を含んでもよい。 As used herein, the term "crimped sheet" is intended to be substantially synonymous with the term "crimped sheet" and refers to a sheet having a plurality of substantially parallel ridges or corrugations. Preferably, the crimped sheet of homogenized tobacco material has a plurality of ridges or corrugations that are substantially parallel to the cylindrical axis of the rod according to the invention. This advantageously facilitates assembly of the crimped sheet of homogenized tobacco material to form a rod. However, it will be appreciated that the crimped sheet of homogenized tobacco material used in the present invention may alternatively or additionally have a plurality of substantially parallel ridges or corrugations that are disposed at an acute or obtuse angle relative to the cylindrical axis of the rod. In certain embodiments, the sheet of homogenized tobacco material used in the rod of the article of the present invention may be substantially evenly textured across substantially its entire surface. For example, the crimped sheet of homogenized tobacco material used in the manufacture of a rod for use in an aerosol-generating article according to the present invention may include a plurality of substantially parallel ridges or corrugations that are substantially uniformly spaced across the width of the sheet.
本発明で使用する均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で少なくとも約40重量パーセントのたばこ含有量を有してもよく、乾燥重量基準で少なくとも約60重量パーセントのたばこ含有量を有することがより好ましく、乾燥基準で少なくとも約70重量パーセントのたばこ含有量を有することがより好ましく、乾燥重量基準で少なくとも約90重量パーセントのたばこ含有量を有することが最も好ましい。 The homogenized tobacco material sheets or webs used in the present invention may have a tobacco content of at least about 40 percent by weight on a dry weight basis, more preferably at least about 60 percent by weight on a dry weight basis, even more preferably at least about 70 percent by weight on a dry weight basis, and most preferably at least about 90 percent by weight on a dry weight basis.
エアロゾル発生基体で使用する均質化したたばこ材料のシートまたはウェブは、粒子状たばこを凝集するのを補助するために、一つ以上の内因性結合剤(すなわち、たばこ内因性結合剤)、一つ以上の外因性結合剤(すなわち、たばこ外因性結合剤)、またはこれらの組み合わせを含んでもよい。別の方法として、または追加的に、エアロゾル発生基体で使用する均質化したたばこ材料のシートは、たばこ繊維および非たばこ繊維、エアロゾル形成体、湿潤剤、可塑剤、風味剤、充填剤、水性および非水性の溶媒、ならびにこれらの組み合わせを含むがこれらに限定されない他の添加物を含んでもよい。 A sheet or web of homogenized tobacco material for use in an aerosol-generating substrate may include one or more intrinsic binders (i.e., tobacco intrinsic binders), one or more extrinsic binders (i.e., tobacco extrinsic binders), or combinations thereof, to aid in agglomerating particulate tobacco. Alternatively, or in addition, a sheet or web of homogenized tobacco material for use in an aerosol-generating substrate may include other additives, including, but not limited to, tobacco and non-tobacco fibers, aerosol formers, humectants, plasticizers, flavorants, fillers, aqueous and non-aqueous solvents, and combinations thereof.
エアロゾル発生基体で使用する均質化したたばこ材料のシートまたはウェブに含める適切な外因性結合剤は当業界で周知であり、ガム(例えばグアーガム、キサンタンガム、アラビアゴム、およびローカストビーンガムなど)、セルロース系結合剤(例えばヒドロキシプロピルセルロース、カルボキシメチルセルロース、ヒドロキシエチルセルロース、メチルセルロース、およびエチルセルロースなど)、多糖類(例えばデンプン、有機酸(アルギン酸など)、有機酸の共役塩基塩(アルギン酸ナトリウムなど)、寒天、ペクチンなど)、およびこれらの組み合わせを含むが、これらに限定されない。 Suitable extrinsic binders for inclusion in sheets or webs of homogenized tobacco material for use in aerosol-generating substrates are well known in the art and include, but are not limited to, gums (e.g., guar gum, xanthan gum, gum arabic, and locust bean gum), cellulosic binders (e.g., hydroxypropyl cellulose, carboxymethyl cellulose, hydroxyethyl cellulose, methyl cellulose, and ethyl cellulose), polysaccharides (e.g., starch, organic acids (e.g., alginic acid), conjugate base salts of organic acids (e.g., sodium alginate), agar, pectin, and the like), and combinations thereof.
エアロゾル発生基体で使用する均質化したたばこ材料のシートまたはウェブに含めるための適切な非たばこ繊維は当業界で周知であり、セルロース繊維、針葉樹繊維、広葉樹繊維、ジュート繊維、およびこれらの組み合わせを含むが、これらに限定されない。エアロゾル発生基体で使用する均質化したたばこ材料のシートに含める前に、非たばこ繊維は、当業界で周知の適切なプロセスによって処理されてもよく、プロセスには機械パルプ化、精製、化学パルプ化、漂白、硫酸塩パルプ化、およびこれらの組み合わせなどが挙げられるが、これらに限定されない。 Suitable non-tobacco fibers for inclusion in a sheet or web of homogenized tobacco material for use in an aerosol-generating substrate are well known in the art and include, but are not limited to, cellulose fibers, softwood fibers, hardwood fibers, jute fibers, and combinations thereof. Prior to inclusion in a sheet of homogenized tobacco material for use in an aerosol-generating substrate, the non-tobacco fibers may be treated by any suitable process known in the art, including, but not limited to, mechanical pulping, refining, chemical pulping, bleaching, sulfate pulping, and combinations thereof.
均質化したたばこ材料のシートまたはウェブは、エアロゾル形成体を含むことが好ましい。本明細書で使用される「エアロゾル形成体」という用語は、使用時にエアロゾルの形成を容易にする、かつエアロゾル発生物品の動作温度にて熱分解に対して実質的に抵抗性である、任意の適切な周知の化合物または化合物の混合物を記述する。 The sheet or web of homogenized tobacco material preferably includes an aerosol former. As used herein, the term "aerosol former" describes any suitable known compound or mixture of compounds that facilitates the formation of an aerosol during use and that is substantially resistant to thermal decomposition at the operating temperature of the aerosol-generating article.
適切なエアロゾル形成体は当業界で周知であり、多価アルコール(プロピレングリコール、トリエチレングリコール、1,3-ブタンジオール、グリセリンなど)、多価アルコールのエステル(グリセロールモノアセテート、ジアセテート、トリアセテートなど)、およびモノカルボン酸、ジカルボン酸またはポリカルボン酸の脂肪族エステル(ドデカン二酸ジメチル、テトラデカン二酸ジメチルなど)を含むが、これらに限定されない。 Suitable aerosol formers are well known in the art and include, but are not limited to, polyhydric alcohols (such as propylene glycol, triethylene glycol, 1,3-butanediol, glycerin, etc.), esters of polyhydric alcohols (such as glycerol monoacetate, diacetate, triacetate, etc.), and aliphatic esters of mono-, di-, or polycarboxylic acids (such as dimethyl dodecanedioate, dimethyl tetradecanedioate, etc.).
好ましいエアロゾル形成体は、多価アルコール(プロピレングリコール、トリエチレングリコール、1,3-ブタンジオール、および最も好ましくはグリセリンなど)またはこれらの混合物である。 Preferred aerosol formers are polyhydric alcohols (such as propylene glycol, triethylene glycol, 1,3-butanediol, and most preferably glycerin) or mixtures thereof.
均質化したたばこ材料のシートまたはウェブは、単一のエアロゾル形成体を含んでもよい。別の方法として、均質化したたばこ材料のシートまたはウェブは、二つ以上のエアロゾル形成体の組み合わせを含んでもよい。 The sheet or web of homogenized tobacco material may include a single aerosol former. Alternatively, the sheet or web of homogenized tobacco material may include a combination of two or more aerosol formers.
均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で10パーセントを超えるエアロゾル形成体含有量を有する。均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で12パーセントを超えるエアロゾル形成体含有量を有することが好ましい。均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で14パーセントを超えるエアロゾル形成体含有量を有することがより好ましい。均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で16パーセントを超えるエアロゾル形成体含有量を有することがなおより好ましい。 The homogenized sheet or web of tobacco material has an aerosol former content of greater than 10 percent on a dry weight basis. Preferably, the homogenized sheet or web of tobacco material has an aerosol former content of greater than 12 percent on a dry weight basis. More preferably, the homogenized sheet or web of tobacco material has an aerosol former content of greater than 14 percent on a dry weight basis. Even more preferably, the homogenized sheet or web of tobacco material has an aerosol former content of greater than 16 percent on a dry weight basis.
均質化したたばこ材料のシートは、乾燥重量基準でおよそ10パーセント~およそ30パーセントのエアロゾル形成体含有量を有してもよい。均質化したたばこ材料のシートまたはウェブは、乾燥重量基準で25パーセント未満のエアロゾル形成体含有量を有することが好ましい。 The sheet of homogenized tobacco material may have an aerosol former content of about 10 percent to about 30 percent on a dry weight basis. Preferably, the sheet or web of homogenized tobacco material has an aerosol former content of less than 25 percent on a dry weight basis.
好ましい一実施形態において、均質化したたばこ材料のシートは、乾燥重量基準でおよそ20パーセントのエアロゾル形成体含有量を有する。 In a preferred embodiment, the sheet of homogenized tobacco material has an aerosol former content of approximately 20 percent on a dry weight basis.
本発明のエアロゾル発生物品で使用する均質化したたばこのシートまたはウェブは、当業界で周知の方法(例えば国際特許公開公報第A-2012/164009 A2号で開示されている方法)によって作製されてもよい。好ましい一実施形態において、エアロゾル発生物品で使用する均質化したたばこ材料のシートはキャストプロセスによって、粒子状たばこ、グアーガム、セルロース繊維、およびグリセリンを含むスラリーから形成されている。 The homogenized tobacco sheets or webs for use in the aerosol-generating articles of the present invention may be made by methods known in the art, such as the methods disclosed in WO-A-2012/164009 A2. In a preferred embodiment, the sheets of homogenized tobacco material for use in the aerosol-generating articles are formed from a slurry comprising particulate tobacco, guar gum, cellulose fibers, and glycerin by a casting process.
エアロゾル発生物品で使用するロッド中の均質化したたばこ材料の代替的な配設は当業者に周知であり、また均質化したたばこ材料の複数の積み重ねられたシート、長軸方向軸を中心として均質化したたばこ材料の細片を巻き取ることによって形成された複数の細長い管状要素等を含んでもよい。 Alternative arrangements of homogenized tobacco material in a rod for use in an aerosol-generating article are known to those skilled in the art and may include multiple stacked sheets of homogenized tobacco material, multiple elongated tubular elements formed by winding strips of homogenized tobacco material about their longitudinal axes, and the like.
さらなる代替として、エアロゾル発生基体のロッドは、ニコチン(例えば、ニコチン塩の形態のもの)およびエアロゾル形成体を装填した吸収材非たばこ材料のシートなど、非たばこ由来のニコチンを有する材料を含んでもよい。こうしたロッドの例は、国際出願第WO-A-2015/052652号に記載されている。加えて、または代替として、エアロゾル発生基体のロッドは、香りの良い非たばこ植物材料などの非たばこ植物材料を含んでもよい。 As a further alternative, the rod of aerosol-generating substrate may comprise a non-tobacco-derived nicotine-bearing material, such as a sheet of absorbent non-tobacco material loaded with nicotine (e.g. in the form of a nicotine salt) and an aerosol former. Examples of such rods are described in International Application No. WO-A-2015/052652. Additionally or alternatively, the rod of aerosol-generating substrate may comprise a non-tobacco plant material, such as a flavoured non-tobacco plant material.
本発明による物品のエアロゾル発生基体のロッドにおいて、エアロゾル発生基体はラッパーによって囲まれていることが好ましい。ラッパーは多孔性または非多孔性のシート材料で形成されてもよい。ラッパーは任意の適切な材料または材料の組み合わせで形成されてもよい。ラッパーは紙ラッパーであることが好ましい。 In the rod of aerosol-generating substrate of the article according to the invention, the aerosol-generating substrate is preferably surrounded by a wrapper. The wrapper may be formed of a porous or non-porous sheet material. The wrapper may be formed of any suitable material or combination of materials. Preferably, the wrapper is a paper wrapper.
マウスピースセグメントは、粒子状の構成要素、気体状の構成要素、または組み合わせを除去する能力を有する濾過材料のプラグを備える。適切な濾過材料は当業界で周知であり、繊維質の濾過材料(例えば、セルロースアセテートトウ、ビスコース繊維、ポリヒドロキシアルカン酸(PHA)繊維、ポリ乳酸(PLA)繊維、紙など)、吸着剤(例えば活性化アルミナ、ゼオライト、分子ふるい、シリカゲルなど)、およびこれらの組み合わせを含むが、これらに限定されない。加えて、濾過材料のプラグは、一つ以上のエアロゾル修飾剤をさらに含んでもよい。適切なエアロゾル修飾剤は当業界で周知であり、例えばメントールなどの風味剤を含むが、これに限定されない。一部の実施形態において、マウスピースは、濾過材料のプラグの下流に口側端の陥凹部をさらに含んでもよい。一例として、マウスピースは、濾過材料のプラグと長軸方向に整列されて配設、かつ濾過材料のプラグのすぐ下流に配設された中空管を含んでもよく、中空管は、マウスピースおよびエアロゾル発生物品の下流端で外部環境に対して開放している口側端に空洞を形成する。 The mouthpiece segment comprises a plug of filtration material capable of removing particulate components, gaseous components, or a combination. Suitable filtration materials are known in the art and include, but are not limited to, fibrous filtration materials (e.g., cellulose acetate tow, viscose fibers, polyhydroxyalkanoic acid (PHA) fibers, polylactic acid (PLA) fibers, paper, etc.), adsorbents (e.g., activated alumina, zeolites, molecular sieves, silica gel, etc.), and combinations thereof. In addition, the plug of filtration material may further include one or more aerosol modifiers. Suitable aerosol modifiers are known in the art and include, but are not limited to, flavorants, such as menthol. In some embodiments, the mouthpiece may further include a recess in the mouth end downstream of the plug of filtration material. As an example, the mouthpiece may include a hollow tube disposed in longitudinal alignment with the plug of filtration material and disposed immediately downstream of the plug of filtration material, the hollow tube forming a cavity in the mouth end that is open to the external environment at the downstream end of the mouthpiece and the aerosol-generating article.
マウスピースの長さは少なくとも約4ミリメートルであることが好ましく、少なくとも約6ミリメートルであることがより好ましく、少なくとも約8ミリメートルであることがなおより好ましい。加えて、または代替として、マウスピースの長さは25ミリメートル未満であることが好ましく、20ミリメートル未満であることがより好ましく、15ミリメートル未満であることがなおより好ましい。一部の好ましい実施形態において、マウスピースの長さは約4ミリメートル~約25ミリメートルであり、約6ミリメートル~約20ミリメートルであることがより好ましい。例示的な一実施形態において、マウスピースの長さは約7ミリメートルである。別の例示的な一実施形態において、マウスピースの長さは約12ミリメートルである。 The length of the mouthpiece is preferably at least about 4 millimeters, more preferably at least about 6 millimeters, and even more preferably at least about 8 millimeters. Additionally or alternatively, the length of the mouthpiece is preferably less than 25 millimeters, more preferably less than 20 millimeters, and even more preferably less than 15 millimeters. In some preferred embodiments, the length of the mouthpiece is from about 4 millimeters to about 25 millimeters, and more preferably from about 6 millimeters to about 20 millimeters. In one exemplary embodiment, the length of the mouthpiece is about 7 millimeters. In another exemplary embodiment, the length of the mouthpiece is about 12 millimeters.
中空の管状セグメントは、エアロゾル発生物品内の空隙を区切り、画定する環状管であることが好ましい。実際に、中空の管状セグメントは、エアロゾル発生基体の加熱に伴い放出された揮発したエアロゾル構成要素を蓄積し、かつ中に流す、チャンバーを提供する。簡潔に上述した通り、このチャンバーは、長軸方向にマウスピースの上流端までずっと延びる。これは、中空の管状セグメントとマウスピースの間に中間要素が提供されないことを意味し、またエアロゾル発生物品を通って流れるエアロゾルが中空の管状セグメントの下流端に到達すると、エアロゾル発生物品を通って流れるエアロゾルは実質的に、マウスピースの上流端にも到達することを意味する。より詳細には、エアロゾル発生物品を通って流れるエアロゾルは概して、マウスピースの濾過材料のセグメントの上流端に到達する。 The hollow tubular segment is preferably an annular tube that delimits and defines a cavity within the aerosol-generating article. In effect, the hollow tubular segment provides a chamber in which the volatilized aerosol components released upon heating of the aerosol-generating substrate accumulate and flow. As briefly mentioned above, this chamber extends longitudinally all the way to the upstream end of the mouthpiece. This means that no intermediate elements are provided between the hollow tubular segment and the mouthpiece, and that when the aerosol flowing through the aerosol-generating article reaches the downstream end of the hollow tubular segment, the aerosol flowing through the aerosol-generating article also substantially reaches the upstream end of the mouthpiece. More specifically, the aerosol flowing through the aerosol-generating article generally reaches the upstream end of the segment of filtration material of the mouthpiece.
それ故に、本発明によるエアロゾル発生物品において、中空の管状セグメントはエアロゾル発生基体のロッドを、マウスピースから所定の距離に維持し、かつエアロゾルを形成してマウスピースに向かって流すための細長い気流導管を提供する。使用中、この気流導管に沿って熱勾配が確立される。実際に、温度差は、上流端にて中空の管状セグメントに入る揮発したエアロゾル構成要素の温度が、下流端(すなわち、マウスピースの上流端)で中空の管状セグメントを出る揮発したエアロゾル構成要素の温度よりも高いように、提供されている。 Thus, in an aerosol-generating article according to the invention, the hollow tubular segment maintains the rod of aerosol-generating substrate at a predetermined distance from the mouthpiece and provides an elongated airflow conduit for forming and directing an aerosol towards the mouthpiece. In use, a thermal gradient is established along this airflow conduit. In effect, a temperature difference is provided such that the temperature of the volatilized aerosol components entering the hollow tubular segment at its upstream end is higher than the temperature of the volatilized aerosol components exiting the hollow tubular segment at its downstream end (i.e., the end upstream of the mouthpiece).
その一方で、中空の管状セグメントは、エアロゾル発生物品の製造中に中空の管状セグメントに印加される場合がある任意の軸方向の圧縮荷重または曲げモーメントに耐えることが必要とされる。さらに、中空の管状セグメントは、消費者によって簡単に取り扱われ、かつ使用のためにエアロゾル発生装置の中に挿入されるように、エアロゾル発生物品に対して構造的強度を付与することが必要とされる。その一方で、エアロゾルの形成に有利に働き、かつエアロゾルの消費者への送達を高めるように、中空の管状要素によって内部に画定されたチャンバーの全体的な容積は、できるだけ大きいことが望ましい。 On the one hand, the hollow tubular segment is required to withstand any axial compressive load or bending moment that may be applied to the hollow tubular segment during manufacture of the aerosol-generating article. Furthermore, the hollow tubular segment is required to provide structural strength to the aerosol-generating article so that it can be easily handled by the consumer and inserted into the aerosol-generating device for use. On the other hand, it is desirable that the overall volume of the chamber defined therein by the hollow tubular element is as large as possible, to favor the formation of the aerosol and to enhance the delivery of the aerosol to the consumer.
これらの要件を満たすために、簡潔に上述した通り、中空の管状セグメントの相当内径は少なくとも約5ミリメートルである。「相当内径」という用語は本明細書において、中空の管状セグメントによって内部に画定された気流導管の断面と同一の表面積を有する円の直径を意味するために使用される。気流導管の断面は、任意の適切な形状を有してもよい。しかしながら、簡潔に上述した通り、円形断面が好ましく、すなわち中空の管状セグメントは実質的に円筒状の管である。その場合、中空の管状セグメントの相当内径は実質的に、円筒状の管の内径と一致する。 To meet these requirements, as briefly stated above, the equivalent inner diameter of the hollow tubular segment is at least about 5 millimeters. The term "equivalent inner diameter" is used herein to mean the diameter of a circle having the same surface area as the cross-section of the airflow conduit defined therein by the hollow tubular segment. The cross-section of the airflow conduit may have any suitable shape. However, as briefly stated above, a circular cross-section is preferred, i.e. the hollow tubular segment is a substantially cylindrical tube. In that case, the equivalent inner diameter of the hollow tubular segment substantially corresponds to the inner diameter of the cylindrical tube.
中空の管状セグメントの相当内径は、少なくとも約5.25ミリメートルであることがより好ましく、少なくとも約5.5ミリメートルであることがなおより好ましい。一部の実施形態において、中空の管状セグメントの相当内径は少なくとも約6ミリメートル、または少なくとも約6.5ミリメートル、または少なくとも約7ミリメートルである。 More preferably, the equivalent inner diameter of the hollow tubular segment is at least about 5.25 millimeters, and even more preferably, at least about 5.5 millimeters. In some embodiments, the equivalent inner diameter of the hollow tubular segment is at least about 6 millimeters, or at least about 6.5 millimeters, or at least about 7 millimeters.
加えて、中空の管状セグメントの相当内径は、約10ミリメートル未満であることが好ましい。中空の管状セグメントの相当内径は、約9.5ミリメートル未満であることがより好ましく、9ミリメートル未満であることがなおより好ましい。 In addition, the equivalent inner diameter of the hollow tubular segment is preferably less than about 10 millimeters. More preferably, the equivalent inner diameter of the hollow tubular segment is less than about 9.5 millimeters, and even more preferably, is less than 9 millimeters.
中空の管状セグメントの相当内径は、通気ゾーンの場所で測定される。 The equivalent inner diameter of the hollow tubular segment is measured at the location of the ventilation zone.
好ましい実施形態において、中空の管状セグメントの相当内径は、中空の管状セグメントの長さに沿って実質的に一定である。他の実施形態において、中空の管状セグメントの相当内径は、中空の管状セグメントの長さに沿って変化してもよい。 In preferred embodiments, the equivalent inner diameter of the hollow tubular segment is substantially constant along the length of the hollow tubular segment. In other embodiments, the equivalent inner diameter of the hollow tubular segment may vary along the length of the hollow tubular segment.
発明者らは驚くべきことに、上述の範囲内の相当内径を有する中空の管状セグメントを備える本発明によるエアロゾル発生物品が、特に満足のいくエアロゾル送達の値を提供することが可能であることを見いだした。理論に束縛されることを望むものではないが、上述の範囲内に収まる相当内径を有する中空の管状セグメントに沿って流れるエアロゾルの流れは、入ってくるより冷たい通気空気の流れがエアロゾルの流れの中に受けられ、かつこれと混合される時に、比較的に低速の流れを生じさせると仮定される。エアロゾルの流れが中空の管状セグメントに沿って比較的にゆっくりと進行するため、こうした条件の下でエアロゾルの核形成に及ぼされる有利な冷却の影響は、最大化されることが期待される。 The inventors have surprisingly found that an aerosol generating article according to the invention comprising a hollow tubular segment having an equivalent inner diameter within the above-mentioned range is capable of providing particularly satisfactory aerosol delivery values. Without wishing to be bound by theory, it is hypothesized that an aerosol stream flowing along a hollow tubular segment having an equivalent inner diameter falling within the above-mentioned range produces a relatively slow flow as the incoming cooler ventilation air stream is received into and mixed with the aerosol stream. Because the aerosol stream progresses relatively slowly along the hollow tubular segment, the beneficial cooling effect on aerosol nucleation under these conditions is expected to be maximized.
中空の管状セグメントの相当内径は、中空の管状セグメントの長さに沿って実質的に一定であることが好ましい。しかしながら、一部の実施形態において、中空の管状セグメントの断面表面積は、中空の管状セグメントの長さに沿って変化する場合がある。こうした実施形態において、相当内径は、通気ゾーンの場所で測定される。 The equivalent inner diameter of the hollow tubular segment is preferably substantially constant along the length of the hollow tubular segment. However, in some embodiments, the cross-sectional surface area of the hollow tubular segment may vary along the length of the hollow tubular segment. In such embodiments, the equivalent inner diameter is measured at the location of the ventilation zone.
好ましい実施形態において、中空の管状セグメントの周辺壁の厚さは1.5ミリメートル未満である。中空の管状セグメントの周辺壁の厚さは、1250マイクロメートル未満であることがより好ましく、1000マイクロメートル未満であることがなおより好ましく、900マイクロメートル未満であることが最も好ましい。特に好ましい実施形態において、中空の管状セグメントの周辺壁の厚さは、800マイクロメートル未満である。 In a preferred embodiment, the peripheral wall thickness of the hollow tubular segment is less than 1.5 millimeters. More preferably, the peripheral wall thickness of the hollow tubular segment is less than 1250 micrometers, even more preferably, less than 1000 micrometers, and most preferably, less than 900 micrometers. In a particularly preferred embodiment, the peripheral wall thickness of the hollow tubular segment is less than 800 micrometers.
加えて、または代替として、中空の管状セグメントの周辺壁の厚さは、少なくとも約100マイクロメートルである。中空の管状セグメントの周辺壁の厚さは、少なくとも約200マイクロメートルであることが好ましい。 Additionally or alternatively, the peripheral wall thickness of the hollow tubular segment is at least about 100 micrometers. Preferably, the peripheral wall thickness of the hollow tubular segment is at least about 200 micrometers.
理論に束縛されることを望むものではないが、上述の範囲内に収まる厚さの周辺壁を有する中空の管状セグメントを利用することによって、有利なことに、エアロゾルの流れとのその接触および混合の前に、通気空気の拡散を制限すること、または実質的に防止することさえも可能であると思われる。これは、さらに有利な核形成現象であると理解される。実際に、中空の管状セグメントを通して引き出される揮発した種の流れのより制御可能に局所化された冷却を提供することによって、新しいエアロゾル粒子の形成に対する冷却の効果を高めることが可能である。 Without wishing to be bound by theory, it appears that by utilizing hollow tubular segments having peripheral walls of thickness falling within the above-mentioned ranges, it is possible to advantageously limit or even substantially prevent diffusion of the ventilation air prior to its contact and mixing with the aerosol stream. This is understood to be a further advantageous nucleation phenomenon. Indeed, it is possible to enhance the effect of cooling on the formation of new aerosol particles by providing more controllably localized cooling of the stream of volatilized species drawn through the hollow tubular segments.
簡潔に上述した通り、本発明によるエアロゾル発生物品は、中空の管状セグメントに沿った場所に通気ゾーンを備える。通気ゾーンは、中空の管状セグメントの上流端から約18ミリメートル未満の場所に提供されていることが好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離は、約15ミリメートル未満であることが好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離は、約10ミリメートル未満であることがなおより好ましい。 As briefly described above, an aerosol-generating article according to the present invention includes a ventilation zone at a location along the hollow tubular segment. The ventilation zone is preferably provided less than about 18 millimeters from the upstream end of the hollow tubular segment. Preferably, the distance between the ventilation zone and the upstream end of the hollow tubular segment is less than about 15 millimeters. Even more preferably, the distance between the ventilation zone and the upstream end of the hollow tubular segment is less than about 10 millimeters.
加えて、または代替として、通気ゾーンと中空の管状セグメントの上流端との間の距離は、少なくとも2ミリメートルであることが好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離は、少なくとも約4ミリメートルであることがより好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離は、少なくとも約6ミリメートルであることがなおより好ましい。 Additionally or alternatively, it is preferred that the distance between the ventilation zone and the upstream end of the hollow tubular segment is at least 2 millimeters. It is more preferred that the distance between the ventilation zone and the upstream end of the hollow tubular segment is at least about 4 millimeters. It is even more preferred that the distance between the ventilation zone and the upstream end of the hollow tubular segment is at least about 6 millimeters.
通気ゾーンは、中空の管状セグメントに沿った、マウスピースの上流端から少なくとも2ミリメートルの場所に提供されていることが好ましい。通気ゾーンは、中空の管状セグメントに沿った、マウスピースの上流端から少なくとも4ミリメートルの場所に提供されていることが好ましい。通気ゾーンは、中空の管状セグメントに沿った、マウスピースの上流端から少なくとも6ミリメートルの場所に提供されていることがなおより好ましい。 Preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 2 millimeters from the upstream end of the mouthpiece. Preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 4 millimeters from the upstream end of the mouthpiece. Even more preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 6 millimeters from the upstream end of the mouthpiece.
エアロゾル発生物品を通って流れる空気とエアロゾル粒子の混合物が通気ゾーンに到達すると、通気ゾーンを介して中空の管状セグメントの中に引き出された外気がエアロゾルと混合する。これは、エアロゾル混合物の温度を急速に低減させる一方で、空気とエアロゾル粒子の混合物を部分的に希釈する。下記でより詳細に考察される通り、しかしながら上述の範囲内に収まるマウスピースセグメントの上流端からのある距離に通気ゾーンを提供することによって、マウスピースのすぐ上流に冷却チャンバーが実質的に提供され、核形成およびエアロゾル粒子の成長に有利である。このように、中空の管状セグメントの中に入る通気空気の希釈効果は少なくとも部分的に対抗され、これは有利なことに、消費者にとって満足のいくエアロゾル送達レベルの提供を可能にする。 When the mixture of air and aerosol particles flowing through the aerosol-generating article reaches the ventilation zone, ambient air drawn into the hollow tubular segment through the ventilation zone mixes with the aerosol. This rapidly reduces the temperature of the aerosol mixture while partially diluting the mixture of air and aerosol particles. As discussed in more detail below, by providing a ventilation zone at a distance from the upstream end of the mouthpiece segment that falls within the ranges mentioned above, however, a cooling chamber is essentially provided immediately upstream of the mouthpiece, which favors nucleation and growth of aerosol particles. In this way, the dilution effect of the ventilation air entering the hollow tubular segment is at least partially countered, which advantageously allows for the provision of a satisfactory aerosol delivery level for the consumer.
一部の実施形態において、通気ゾーンと中空の管状セグメントの上流端との間の距離と、通気ゾーンの場所での中空の管状セグメントの相当内径との比は、4未満である。通気ゾーンと中空の管状セグメントの上流端との間の距離と、通気ゾーンの場所での中空の管状セグメントの相当内径との比は、3.5未満であることが好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離と、通気ゾーンの場所での中空の管状セグメントの相当内径との比は、3未満であることがより好ましい。通気ゾーンと中空の管状セグメントの上流端との間の距離と、通気ゾーンの場所での中空の管状セグメントの相当内径との比は、2.5未満であることがなおより好ましい。 In some embodiments, the ratio of the distance between the ventilation zone and the upstream end of the hollow tubular segment to the equivalent inner diameter of the hollow tubular segment at the location of the ventilation zone is less than 4. It is preferred that the ratio of the distance between the ventilation zone and the upstream end of the hollow tubular segment to the equivalent inner diameter of the hollow tubular segment at the location of the ventilation zone is less than 3.5. It is more preferred that the ratio of the distance between the ventilation zone and the upstream end of the hollow tubular segment to the equivalent inner diameter of the hollow tubular segment at the location of the ventilation zone is less than 3. It is even more preferred that the ratio of the distance between the ventilation zone and the upstream end of the hollow tubular segment to the equivalent inner diameter of the hollow tubular segment at the location of the ventilation zone is less than 2.5.
特に好ましい実施形態において、通気ゾーンと中空の管状セグメントの上流端との間の距離と、通気ゾーンの場所での中空の管状セグメントの相当内径との比は、2未満であり、1.5未満であることがより好ましく、1.2未満であることがなおより好ましい。 In particularly preferred embodiments, the ratio of the distance between the ventilation zone and the upstream end of the hollow tubular segment to the equivalent inner diameter of the hollow tubular segment at the location of the ventilation zone is less than 2, more preferably less than 1.5, and even more preferably less than 1.2.
通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から少なくとも10ミリメートルの場所に提供されていることが好ましい。通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から少なくとも12ミリメートルの場所に提供されていることがより好ましい。通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から少なくとも15ミリメートルの場所に提供されていることがなおより好ましい。これは、使用中に、通気ゾーンが消費者の唇によって閉塞されないことを確実にするという点で有利である。 Preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 10 millimeters from the downstream end of the mouthpiece segment. More preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 12 millimeters from the downstream end of the mouthpiece segment. Even more preferably, the ventilation zone is provided at a location along the hollow tubular segment at least 15 millimeters from the downstream end of the mouthpiece segment. This is advantageous in ensuring that the ventilation zone is not blocked by the consumer's lips during use.
加えて、または代替として、通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から25ミリメートル未満の場所にあることが好ましい。通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から20ミリメートル未満の場所にあることがより好ましい。これは有利なことに、使用中に、エアロゾル発生物品が電気加熱式のエアロゾル発生装置の加熱チャンバー内に受容されている時に、冷たい外気が中空の管状セグメントの中に簡単に引き出されることができるように、通気ゾーンが実質的に、加熱チャンバーの外側に突出する中空の管状セグメントに沿った場所にあることを確実にする。 Additionally or alternatively, the ventilation zone is preferably located along the hollow tubular segment less than 25 millimeters from the downstream end of the mouthpiece segment. More preferably, the ventilation zone is located along the hollow tubular segment less than 20 millimeters from the downstream end of the mouthpiece segment. This advantageously ensures that, in use, when the aerosol generating article is received in the heating chamber of the electrically heated aerosol generating device, the ventilation zone is located substantially along the hollow tubular segment that projects outside the heating chamber such that cool ambient air can be easily drawn into the hollow tubular segment.
一部の好ましい実施形態において、通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から約10ミリメートル~約25ミリメートル、より好ましくはマウスピースセグメントの下流端から約12ミリメートル~約20ミリメートルの場所に提供されている。例示的な一実施形態において、通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から18ミリメートルの場所に提供されている。別の例示的な一実施形態において、通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から13ミリメートルの場所に提供されている。 In some preferred embodiments, the ventilation zone is provided along the hollow tubular segment from about 10 millimeters to about 25 millimeters from the downstream end of the mouthpiece segment, more preferably from about 12 millimeters to about 20 millimeters from the downstream end of the mouthpiece segment. In one exemplary embodiment, the ventilation zone is provided along the hollow tubular segment from about 18 millimeters from the downstream end of the mouthpiece segment. In another exemplary embodiment, the ventilation zone is provided along the hollow tubular segment from about 13 millimeters from the downstream end of the mouthpiece segment.
エアロゾル発生物品は典型的に、少なくとも約10パーセント、好ましくは少なくとも約20パーセントの通気レベルを有してもよい。 Aerosol-generating articles may typically have a breathability level of at least about 10 percent, preferably at least about 20 percent.
好ましい実施形態において、エアロゾル発生物品は、少なくとも約30パーセントの通気レベルを有する。エアロゾル発生物品は、少なくとも約35パーセントの通気レベルを有することがより好ましい。加えて、または代替として、エアロゾル発生物品は、約60パーセント未満の通気レベルを有することが好ましい。エアロゾル発生物品は、約50パーセント未満の通気レベルを有することがより好ましい。特に好ましい実施形態において、エアロゾル発生物品は、約30パーセント~約60パーセントの通気レベルを有する。エアロゾル発生物品は、約35パーセント~約50パーセントの通気レベルを有することがより好ましい。一部の特に好ましい実施形態において、エアロゾル発生物品は、約40パーセントの通気レベルを有する。 In preferred embodiments, the aerosol-generating article has a ventilation level of at least about 30 percent. More preferably, the aerosol-generating article has a ventilation level of at least about 35 percent. Additionally or alternatively, the aerosol-generating article preferably has a ventilation level of less than about 60 percent. More preferably, the aerosol-generating article has a ventilation level of less than about 50 percent. In particularly preferred embodiments, the aerosol-generating article has a ventilation level of between about 30 percent and about 60 percent. More preferably, the aerosol-generating article has a ventilation level of between about 35 percent and about 50 percent. In some particularly preferred embodiments, the aerosol-generating article has a ventilation level of about 40 percent.
理論に束縛されることを望むものではないが、発明者らは、より冷たい外気を、通気ゾーンを介して中空の管状セグメントの中に入れることによって生じる温度低下が、エアロゾル粒子の核形成および成長に有利な効果を及ぼす場合があることを見いだした。 Without wishing to be bound by theory, the inventors have found that the temperature reduction caused by admitting cooler outside air into the hollow tubular segment through the ventilation zone can have a beneficial effect on aerosol particle nucleation and growth.
様々な化学種を含有する気体状混合物からのエアロゾルの形成は、蒸気濃度、温度および速度場の変化を説明する、核形成と、蒸発と、凝縮と、さらには融合との間の繊細な相互作用に依存する。いわゆる古典的な核形成理論は、気相中の分子の一部が、十分な確率で(例えば、1/2の確率など)長時間にわたりコヒーレントなままであるように十分に大きいという想定に基づいている。これらの分子は、一時的な分子凝集体の中のある種類の臨界の、閾値分子クラスターを表し、これは、より小さい分子クラスターが概して、やや迅速にガス相へと分解しやすく、一方でより大きいクラスターが概して、成長しやすいことを意味している。こうした臨界クラスターは、蒸気からの分子の凝縮に起因して液滴が成長することが期待される、主要な核形成コアとして特定される。核形成されたばかりの未処理の液滴は、ある特定の本来の直径を有して出現し、その後、数桁で成長する場合があると想定される。これは、凝縮を誘起する、周囲の蒸気の急速な冷却によって促進され、かつ強化される場合がある。この点について、蒸発および凝縮は、一つの同一のメカニズム、すなわち気液の物質移動の二つの側面であることを念頭におくことが役立つ。蒸発は液滴から気相への正味の物質移動に関連し、凝縮は気相から液滴相への正味物質移動である。蒸発(または凝縮)によって、液滴が縮小(または成長)するが、液滴の数は変化しない。 The formation of aerosols from gaseous mixtures containing various chemical species depends on a delicate interplay between nucleation, evaporation, condensation and even fusion, which accounts for the changes in vapor concentration, temperature and velocity fields. The so-called classical nucleation theory is based on the assumption that a fraction of the molecules in the gas phase are large enough to remain coherent for a long time with a sufficient probability (e.g., 1/2 probability). These molecules represent a kind of critical, threshold molecular clusters in the temporary molecular aggregates, which means that smaller molecular clusters are generally prone to break down into the gas phase rather quickly, while larger clusters are generally prone to growth. These critical clusters are identified as the main nucleation cores from which droplets are expected to grow due to the condensation of molecules from the vapor. It is assumed that freshly nucleated raw droplets appear with a certain original diameter and may then grow by several orders of magnitude. This may be facilitated and enhanced by the rapid cooling of the surrounding vapor, which induces condensation. In this regard, it is helpful to remember that evaporation and condensation are two aspects of one and the same mechanism: gas-liquid mass transfer. Evaporation involves the net mass transfer from the droplets to the gas phase, while condensation is the net mass transfer from the gas phase to the droplet phase. Evaporation (or condensation) causes the droplets to shrink (or grow), but the number of droplets remains unchanged.
このシナリオにおいて(シナリオは融合現象によってさらに複雑である場合)、冷却の温度および速度は、システムがどのように応答するかを決定する上で重要な役割を果たす場合がある。一般に、核形成プロセスが典型的に非線形であるため、異なる冷却速度は、液相(液滴)の形成に関して、著しく異なる温度挙動につながる場合がある。理論に束縛されることを望むものではないが、冷却は液滴の凝縮数の急速な増加を生じさせることができ、その後、この成長の短期間の強力な増加が続く(核形成バースト)と仮定される。この核形成バーストは、より低い温度にて、より著しいと思われる。さらに、より速い冷却速度は、早期の核形成の開始に有利に働く場合があると思われる。対照的に、冷却速度の低減は、エアロゾル液滴が最終的に到達する最終的なサイズに有利な効果を及ぼすと思われる。 In this scenario (where the scenario is further complicated by fusion phenomena), the temperature and rate of cooling may play an important role in determining how the system responds. In general, different cooling rates may lead to significantly different temperature behaviors with respect to the formation of the liquid phase (droplets), since the nucleation process is typically nonlinear. Without wishing to be bound by theory, it is hypothesized that cooling can cause a rapid increase in the number of condensed droplets, followed by a short-term strong increase in this growth (nucleation burst). This nucleation burst appears to be more pronounced at lower temperatures. Furthermore, it appears that a faster cooling rate may favor the onset of early nucleation. In contrast, a reduction in the cooling rate appears to have a favorable effect on the final size that the aerosol droplets eventually reach.
従って、通気ゾーンを介して中空の管状セグメントの中に外気を入れることによって誘起された急速な冷却は、エアロゾル液滴の有利な核形成および成長に有利なように使用することができる。しかしながら、同時に、中空の管状セグメントの中に外気を入れることは、消費者に送達されるエアロゾルの流れの希釈という直接の欠点を有する。 The rapid cooling induced by admitting ambient air into the hollow tubular segment through the ventilation zone can thus be used to favor favorable nucleation and growth of aerosol droplets. At the same time, however, admitting ambient air into the hollow tubular segment has the direct drawback of diluting the aerosol stream delivered to the consumer.
発明者らは驚くべきことに、エアロゾルに対する希釈効果(これは、特に、エアロゾル形成体としてエアロゾル発生基体中に含まれるグリセリンの送達に及ぼす効果を測定することによって評価することができる)が、通気レベルが30パーセント~50パーセントである時に、有利なことに最小化されることを見いだした。特に、35パーセント~42パーセントの通気レベルが、特に満足のいくグリセリン送達の値につながることが見いだされた。 The inventors have surprisingly found that the dilution effect on the aerosol (which can be assessed, inter alia, by measuring the effect on the delivery of glycerin contained in the aerosol-generating substrate as an aerosol former) is advantageously minimized when the aeration level is between 30 percent and 50 percent. In particular, it has been found that an aeration level of between 35 percent and 42 percent leads to particularly satisfactory values of glycerin delivery.
加えて、発明者らは、本発明によるエアロゾル発生物品において、上述の中空の管状セグメントによって画定された導管に沿った場所で通気空気を入れることによって生じる冷却および希釈効果には、フェノール含有種の発生および送達に驚くべき低減効果があることを見いだした。 In addition, the inventors have discovered that the cooling and dilution effect produced by the admission of ventilation air at locations along the conduit defined by the hollow tubular segments described above in an aerosol-generating article according to the present invention has a surprising reducing effect on the generation and delivery of phenol-containing species.
通気ゾーンは、中空の管状セグメントの周辺壁を通して形成された一列以上の穿孔を備えてもよい。通気ゾーンは、一列の穿孔のみを備えることが好ましい。これは、中空管セグメントによって画定された空洞の短い部分にわたる通気によってもたらされた冷却効果を凝縮させることによって、エアロゾルの核形成をさらに高めることが可能であるという点で有利であると理解される。これは、揮発した種の流れの、より高速でより劇的な冷却が、エアロゾル粒子の新たな核の形成に特に有利に働くことが期待されるからである。 The ventilation zone may comprise one or more rows of perforations formed through the peripheral wall of the hollow tubular segment. Preferably, the ventilation zone comprises only one row of perforations. This is understood to be advantageous in that it may further enhance aerosol nucleation by condensing the cooling effect provided by the ventilation over a short portion of the cavity defined by the hollow tube segment. This is because the faster and more dramatic cooling of the stream of volatilized species is expected to be particularly favorable to the formation of new nuclei of aerosol particles.
一列以上の穿孔は、中空管の壁の周りに円周方向に配置されていることが好ましい。通気ゾーンが、中空の管状セグメントの周辺壁を通して形成された二列以上の穿孔を備える場合、列は中空の管状セグメントに沿って互いに長軸方向に離隔している。一例として、隣接した穿孔の列は、約0.25ミリメートル~0.75ミリメートルの距離だけ互いに長軸方向に離隔していてもよい。 The one or more rows of perforations are preferably arranged circumferentially around the wall of the hollow tube. When the ventilation zone comprises two or more rows of perforations formed through the peripheral wall of the hollow tubular segment, the rows are longitudinally spaced apart from one another along the hollow tubular segment. By way of example, adjacent rows of perforations may be longitudinally spaced apart from one another by a distance of about 0.25 millimeters to 0.75 millimeters.
通気穿孔のうちの少なくとも一つの相当直径は好ましくは、少なくとも約100マイクロメートルである。通気穿孔のうちの少なくとも一つの相当直径は、少なくとも約150マイクロメートルであることが好ましい。通気穿孔のうちの少なくとも一つの相当直径は、少なくとも約200マイクロメートルであることがなおより好ましい。加えて、または代替として、通気穿孔のうちの少なくとも一つの相当直径は、約500マイクロメートル未満であることが好ましい。通気穿孔のうちの少なくとも一つの相当直径は、約450マイクロメートル未満であることがより好ましい。通気穿孔のうちの少なくとも一つの相当直径は、約400マイクロメートル未満であることがなおより好ましい。「相当直径」という用語は本明細書において、通気穿孔の断面と同一の表面積を有する円の直径を意味するために使用される。通気穿孔の断面は、任意の適切な形状を有してもよい。しかしながら、円形の通気穿孔が好ましい。 The equivalent diameter of at least one of the vent perforations is preferably at least about 100 micrometers. The equivalent diameter of at least one of the vent perforations is preferably at least about 150 micrometers. Even more preferably, the equivalent diameter of at least one of the vent perforations is at least about 200 micrometers. Additionally or alternatively, the equivalent diameter of at least one of the vent perforations is preferably less than about 500 micrometers. More preferably, the equivalent diameter of at least one of the vent perforations is less than about 450 micrometers. Even more preferably, the equivalent diameter of at least one of the vent perforations is less than about 400 micrometers. The term "equivalent diameter" is used herein to mean the diameter of a circle having the same surface area as the cross-section of the vent perforation. The cross-section of the vent perforation may have any suitable shape. However, circular vent perforations are preferred.
通気穿孔は均一なサイズのものであってもよい。代替として、通気穿孔はサイズが変化してもよい。通気穿孔の数およびサイズを変化させることによって、消費者が使用中にエアロゾル発生物品のマウスピースを吸う時に、中空の管状セグメントの中に入る外気の量を調整することが可能である。そのため、有利なことに、エアロゾル発生物品の通気レベルを調整することが可能である。 The ventilation perforations may be of uniform size. Alternatively, the ventilation perforations may vary in size. By varying the number and size of the ventilation perforations, it is possible to adjust the amount of outside air that enters the hollow tubular segment when a consumer draws on the mouthpiece of the aerosol-generating article during use. Thus, advantageously, it is possible to adjust the level of ventilation of the aerosol-generating article.
通気穿孔は、任意の適切な技法を使用して、例えばレーザー技術、エアロゾル発生物品の一部としての中空の管状セグメントの機械的穿孔、または他の要素と組み合わされてエアロゾル発生物品を形成する前の中空の管状セグメントの事前穿孔によって、形成することができる。通気穿孔は、オンラインレーザー穿孔によって形成されていることが好ましい。 The vent perforations can be formed using any suitable technique, such as by laser techniques, mechanical perforation of the hollow tubular segment as part of the aerosol-generating article, or pre-perforation of the hollow tubular segment before it is combined with other elements to form the aerosol-generating article. Preferably, the vent perforations are formed by online laser perforation.
中空の管状セグメントの長さは、少なくとも約10ミリメートルであることが好ましい。中空の管状セグメントの長さは、少なくとも約15ミリメートルであることがより好ましい。加えて、または代替として、中空の管状セグメントの長さは、約30ミリメートル未満であることが好ましい。中空の管状セグメントの長さは、約25ミリメートル未満であることがより好ましい。中空の管状セグメントの長さは、約20ミリメートル未満であることがなおより好ましい。一部の好ましい実施形態において、中空の管状セグメントの長さは、約10ミリメートル~約30ミリメートルであり、約12ミリメートル~約25ミリメートルであることがより好ましく、約15ミリメートル~約20ミリメートルであることがなおより好ましい。一例として、特に好ましい一実施形態において、中空の管状セグメントの長さは約18ミリメートルである。別の特に好ましい一実施形態において、中空の管状セグメントの長さは約13ミリメートルである。 The length of the hollow tubular segment is preferably at least about 10 millimeters. More preferably, the length of the hollow tubular segment is at least about 15 millimeters. Additionally or alternatively, the length of the hollow tubular segment is preferably less than about 30 millimeters. More preferably, the length of the hollow tubular segment is less than about 25 millimeters. Even more preferably, the length of the hollow tubular segment is less than about 20 millimeters. In some preferred embodiments, the length of the hollow tubular segment is between about 10 millimeters and about 30 millimeters, more preferably between about 12 millimeters and about 25 millimeters, and even more preferably between about 15 millimeters and about 20 millimeters. By way of example, in one particularly preferred embodiment, the length of the hollow tubular segment is about 18 millimeters. In another particularly preferred embodiment, the length of the hollow tubular segment is about 13 millimeters.
本発明によるエアロゾル発生物品の全長は、少なくとも約40ミリメートルであることが好ましい。加えて、または代替として、本発明によるエアロゾル発生物品の全長は、約70ミリメートル未満であることが好ましく、60ミリメートル未満であることがより好ましく、50ミリメートル未満であることがなおより好ましい。好ましい実施形態において、エアロゾル発生物品の全長は、約40ミリメートル~約70ミリメートルである。例示的な一実施形態において、エアロゾル発生物品の全長は約45ミリメートルである。 The overall length of an aerosol-generating article according to the present invention is preferably at least about 40 millimeters. Additionally or alternatively, the overall length of an aerosol-generating article according to the present invention is preferably less than about 70 millimeters, more preferably less than 60 millimeters, and even more preferably less than 50 millimeters. In a preferred embodiment, the overall length of the aerosol-generating article is from about 40 millimeters to about 70 millimeters. In one exemplary embodiment, the overall length of the aerosol-generating article is about 45 millimeters.
中空の管状セグメントは、実質的に不透気性の材料から形成されていることが好ましい。その結果、中空の管状セグメントを通して引き出された空気およびエアロゾル粒子は強制的に中空の管状セグメントを通ってその上流端からその下流端に流れるが、中空の管状要素の周辺壁を横切って流れることはできない。 The hollow tubular segment is preferably formed from a substantially air impermeable material, so that air and aerosol particles drawn through the hollow tubular segment are forced to flow through the hollow tubular segment from its upstream end to its downstream end, but are unable to flow across the peripheral wall of the hollow tubular element.
一部の実施形態において、中空の管状セグメントはラッパーを備え、ラッパーはまた、ロッドおよびマウスピースセグメントを囲む。実際に、上述の範囲内に収まる厚さを有するラッパーは、エアロゾル発生基体のロッドおよびマウスピースセグメントを囲み、かつ接続するために使用され、ラッパーは実質的に、中空の管状要素の周辺壁を形成する。 In some embodiments, the hollow tubular segment comprises a wrapper, which also surrounds the rod and mouthpiece segments. Indeed, a wrapper having a thickness falling within the above ranges is used to surround and connect the rod and mouthpiece segments of the aerosol-generating substrate, with the wrapper essentially forming the peripheral wall of the hollow tubular element.
一例として、ロッドとマウスピースセグメントとを接続するこうした結合用ラッパーの一つは、少なくとも約70グラム/平方メートル(gsm)の坪量を有してもよい。ロッドとマウスピースセグメントを接続するこうした結合用ラッパーの一つは、少なくとも約80グラム/平方メートルの坪量を有することが好ましく、少なくとも約90グラム/平方メートルの坪量を有することがより好ましい。特に好ましい実施形態において、ロッドとマウスピースセグメントを接続する結合用ラッパーは、少なくとも約110グラム/平方メートルの坪量を有し、少なくとも約130グラム/平方メートルの坪量を有することがより好ましい。 As an example, one of these bonding wrappers connecting the rod and the mouthpiece segment may have a basis weight of at least about 70 grams per square meter (gsm). Preferably, one of these bonding wrappers connecting the rod and the mouthpiece segment has a basis weight of at least about 80 grams per square meter, and more preferably has a basis weight of at least about 90 grams per square meter. In particularly preferred embodiments, the bonding wrapper connecting the rod and the mouthpiece segment has a basis weight of at least about 110 grams per square meter, and more preferably has a basis weight of at least about 130 grams per square meter.
他の実施形態において、中空の管状セグメントは、高分子材料またはセルロース系材料から形成された管を備え、加熱式エアロゾル発生物品は、ロッドと、管と、マウスピースセグメントとを囲むラッパーをさらに備える。一例として、セルロース系材料は、紙または厚紙、またはこれらの混合物を含んでもよい。 In other embodiments, the hollow tubular segment comprises a tube formed from a polymeric or cellulosic material, and the heated aerosol generating article further comprises a wrapper surrounding the rod, the tube, and the mouthpiece segment. By way of example, the cellulosic material may include paper or cardboard, or a mixture thereof.
一例として、中空の管状セグメントは、押出成形されたプラスチック管から形成された管を備えることができる。代替として、中空の管状セグメントは、複数の平行に巻かれた紙の層または複数の渦巻き状に巻かれた紙の層などの、複数の重なり合った紙の層から形成された管を備えてもよい。複数の重なり合った紙の層から管を形成することは、崩壊または変形に対する抵抗力をさらに向上させるために役立てることができる。管は二つ以上の紙の層を備えることが好ましい。別の方法として、または追加的に、管は11層より少ない紙の層を備えることが好ましい。 By way of example, the hollow tubular segment may comprise a tube formed from an extruded plastic tube. Alternatively, the hollow tubular segment may comprise a tube formed from multiple overlapping paper layers, such as multiple parallel wound paper layers or multiple spirally wound paper layers. Forming the tube from multiple overlapping paper layers can help to further improve resistance to collapse or deformation. Preferably, the tube comprises two or more paper layers. Alternatively or additionally, preferably, the tube comprises fewer than 11 paper layers.
こうした管の一つは、実質的に不透気性の紙を使用することによって、不透気性であるように作製されてもよい。「実質的に不通気性の紙」という用語は本明細書において、ISO2965:2009に従って測定される通り、約20コレスタ単位未満の通気性、より好ましくは約10コレスタ単位未満の通気性、最も好ましくは約5コレスタ単位未満の通気性を有する紙を意味するために使用される。代替として、管における隣接する紙の層は、管に密封特性を付与する接着剤とともに保持されてもよい。 One such tube may be made to be air impermeable by using a substantially air impermeable paper. The term "substantially air impermeable paper" is used herein to mean a paper having an air permeability of less than about 20 Coresta units, more preferably less than about 10 Coresta units, and most preferably less than about 5 Coresta units, as measured according to ISO 2965:2009. Alternatively, adjacent layers of paper in the tube may be held together with an adhesive that imparts sealing properties to the tube.
管を形成するための適切な材料は当業界で周知であり、セルロースアセテート、固い紙(すなわち、少なくとも90グラム/平方メートルの坪量を有する紙)、セルロース系フィルムなどの高分子フィルム、および厚紙を含むが、これらに限定されない。 Suitable materials for forming the tube are well known in the art and include, but are not limited to, cellulose acetate, stiff paper (i.e., paper having a basis weight of at least 90 grams per square meter), polymeric films such as cellulosic films, and cardboard.
一部の実施形態において、中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、1ミリグラム/ミリメートル未満であることが好ましい。中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、0.5ミリグラム/立方ミリメートル未満であることがより好ましい。 In some embodiments, the ratio of the weight of the hollow tubular segment to the volume of the internal cavity defined by the hollow tubular segment is preferably less than 1 milligram per millimeter. More preferably, the ratio of the weight of the hollow tubular segment to the volume of the internal cavity defined by the hollow tubular segment is less than 0.5 milligrams per cubic millimeter.
特に好ましい実施形態において、中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、0.25ミリグラム/ミリメートル未満である。中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、0.2ミリグラム/立方ミリメートル未満であることがより好ましい。中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、0.1ミリグラム/立方ミリメートル未満であることがなおより好ましい。 In a particularly preferred embodiment, the ratio of the weight of the hollow tubular segment to the volume of the internal cavity defined by the hollow tubular segment is less than 0.25 milligrams per millimeter. More preferably, the ratio of the weight of the hollow tubular segment to the volume of the internal cavity defined by the hollow tubular segment is less than 0.2 milligrams per cubic millimeter. Even more preferably, the ratio of the weight of the hollow tubular segment to the volume of the internal cavity defined by the hollow tubular segment is less than 0.1 milligrams per cubic millimeter.
中空の管状セグメントの重量と上述の範囲内に収まる中空の管状セグメントによって画定された内部空洞の容積との比を有する中空の管状セグメントにおいて、空洞の容積が有利なことに最大化される一方、中空の管状セグメントがエアロゾル発生物品の全体的な構造的強度に寄与し、かつエアロゾル発生基体のロッドをマウスピースから離隔して実質的に維持することを確実にする。 In hollow tubular segments having a ratio of hollow tubular segment weight to volume of the internal cavity defined by the hollow tubular segment that falls within the ranges described above, the volume of the cavity is advantageously maximized while the hollow tubular segment contributes to the overall structural strength of the aerosol-generating article and ensures that the rod of the aerosol-generating substrate is substantially spaced from the mouthpiece.
例示的な一実施形態において、中空の管状セグメントは、7ミリメートルの相当内径を有し、かつ110gsmの坪量を有するラッパーから形成されていて、重量は2.5ミリグラム/ミリメートルである。こうした中空の管状セグメントの一つについて、中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、約0.065ミリグラム/立方ミリメートルである。 In one exemplary embodiment, the hollow tubular segment has an equivalent inner diameter of 7 millimeters and is formed from a wrapper having a basis weight of 110 gsm, with a weight of 2.5 milligrams per millimeter. For one such hollow tubular segment, the ratio of the weight of the hollow tubular segment to the volume of the interior cavity defined by the hollow tubular segment is about 0.065 milligrams per cubic millimeter.
別の例示的な一実施形態において、5.3ミリメートルの相当内径を有する中空の管状セグメントは、9.5ミリグラム/ミリメートルの重量を有するセルロースアセテート管として提供されてもよい。こうした中空の管状セグメントの一つについて、中空の管状セグメントの重量と中空の管状セグメントによって画定された内部空洞の容積との比は、約0.43ミリグラム/立方ミリメートルである。 In another exemplary embodiment, a hollow tubular segment having an equivalent inner diameter of 5.3 millimeters may be provided as a cellulose acetate tube having a weight of 9.5 milligrams per millimeter. For one such hollow tubular segment, the ratio of the weight of the hollow tubular segment to the volume of the interior cavity defined by the hollow tubular segment is about 0.43 milligrams per cubic millimeter.
本発明によるエアロゾル発生物品において、中空の管状セグメントが実質的に空であり、そのため実質的に全体的なRTDにわずかに寄与するのみであるため、物品の全体的なRTDは本質的に、ロッドのRTDおよびマウスピースのRTDに依存する。実際に、中空の管状セグメントは、およそ0ミリメートルH2O(約00Pa)~およそ20mミリメートルH2O(約200Pa)の範囲のRTDを発生させるように適合される場合がある。中空の管状セグメントは、およそ0ミリメートルH2O(約00Pa)~およそ10ミリメートルH2O(約100Pa)のRTDを発生させるように適合されていることが好ましい。 In an aerosol-generating article according to the invention, the overall RTD of the article depends essentially on the RTD of the rod and the RTD of the mouthpiece, since the hollow tubular segment is substantially empty and therefore only contributes substantially insignificantly to the overall RTD. In practice, the hollow tubular segment may be adapted to generate an RTD in the range of approximately 0 millimeters H2O (about 00 Pa) to approximately 20 millimeters H2O (about 200 Pa). Preferably, the hollow tubular segment is adapted to generate an RTD of approximately 0 millimeters H2O (about 00 Pa) to approximately 10 millimeters H2O (about 100 Pa).
エアロゾル発生物品は、約90ミリメートルH2O(約900Pa)未満の全体的なRTDを有することが好ましい。エアロゾル発生物品は、約80ミリメートルH2O(約800Pa)未満の全体的なRTDを有することがより好ましい。エアロゾル発生物品は、約70ミリメートルH2O(約700Pa)未満の全体的なRTDを有することがなおより好ましい。 Preferably, the aerosol-generating article has an overall RTD of less than about 90 millimeters H2O (about 900 Pa). More preferably, the aerosol-generating article has an overall RTD of less than about 80 millimeters H2O (about 800 Pa). Even more preferably, the aerosol-generating article has an overall RTD of less than about 70 millimeters H2O (about 700 Pa).
加えて、または代替として、エアロゾル発生物品は、少なくとも約30ミリメートルH2O(約300Pa)の全体的なRTDを有することが好ましい。エアロゾル発生物品は、少なくとも約40ミリメートルH2O(約400Pa)の全体的なRTDを有することがより好ましい。エアロゾル発生物品は、少なくとも約50ミリメートルH2O(約500Pa)の全体的なRTDを有することがなおより好ましい。 Additionally or alternatively, the aerosol-generating article preferably has an overall RTD of at least about 30 millimeters H2O (about 300 Pa). More preferably, the aerosol-generating article has an overall RTD of at least about 40 millimeters H2O (about 400 Pa). Even more preferably, the aerosol-generating article has an overall RTD of at least about 50 millimeters H2O (about 500 Pa).
エアロゾル発生物品のRTDは、ISO3402で定義された通りの試験条件下で、マウスピースを通して安定した空気の体積流量17.5ml/sを維持するために、マウスピースの下流端に印加される必要がある陰圧として評価されてもよい。上記に列挙したRTDの値は、通気ゾーンの穿孔を遮断することなく、エアロゾル発生物品上でそれ自体に対して(すなわち、物品をエアロゾル発生装置の中に挿入する前に)測定されることが意図されている。 The RTD of an aerosol-generating article may be evaluated as the negative pressure that must be applied to the downstream end of the mouthpiece to maintain a stable volumetric flow rate of 17.5 ml/s of air through the mouthpiece under test conditions as defined in ISO 3402. The RTD values listed above are intended to be measured on the aerosol-generating article on its own (i.e., before inserting the article into an aerosol generating device), without blocking any ventilation zone perforations.
例えば、エアロゾル発生物品の十分に高いRTDを達成するために望ましい場合、または必要な場合、マウスピースの濾過材料の長さおよび密度(フィラメント当たりデニールの計数)は調整されてもよい。加えて、または代替として、追加的なフィルターセクションがエアロゾル発生物品に含まれてもよい。一例として、こうした追加的なフィルターセクションは、エアロゾル発生基体のロッドと中空の管状セグメントとの間に含まれてもよい。こうした追加的なフィルターセクションは、例えばセルロースアセテートなどの濾過材料を含むことが好ましい。追加的なフィルターセクションの長さは、約4ミリメートル~約8ミリメートルであることが好ましく、約5ミリメートル~約7ミリメートルであることが好ましい。 For example, the length and density (denier count per filament) of the filtration material of the mouthpiece may be adjusted if desired or necessary to achieve a sufficiently high RTD of the aerosol-generating article. Additionally or alternatively, additional filter sections may be included in the aerosol-generating article. By way of example, such additional filter sections may be included between the rod and the hollow tubular segment of the aerosol-generating substrate. Such additional filter sections preferably comprise a filtration material such as, for example, cellulose acetate. The length of the additional filter sections is preferably from about 4 millimeters to about 8 millimeters, and more preferably from about 5 millimeters to about 7 millimeters.
一部の実施形態において、本発明によるエアロゾル発生物品は、エアロゾル発生基体のロッドと中空の管状セグメントとの間に配設された、およびこれらと長軸方向に整列されて配設された、追加的な支持要素を備えてもよい。より詳細には、支持要素は、ロッドのすぐ下流に、かつ中空の管状要素のすぐ上流に提供されていることが好ましい。 In some embodiments, the aerosol-generating article according to the invention may comprise an additional support element disposed between and longitudinally aligned with the rod and the hollow tubular segment of the aerosol-generating substrate. More particularly, the support element is preferably provided immediately downstream of the rod and immediately upstream of the hollow tubular element.
支持要素は、管状要素として提供されている。支持要素は任意の適切な材料または材料の組み合わせから形成されてもよい。例えば、支持要素は、セルロースアセテート、厚紙、捲縮した紙(捲縮した耐熱紙または捲縮した硫酸紙など)、および高分子材料(低密度ポリエチレン(LDPE)など)から成る群から選択される一つ以上の材料から形成されてもよい。好ましい実施形態において、支持要素は中空のセルロースアセテート管として提供されている。 The support element is provided as a tubular element. The support element may be formed from any suitable material or combination of materials. For example, the support element may be formed from one or more materials selected from the group consisting of cellulose acetate, cardboard, crimped paper (such as crimped heat-resistant paper or crimped parchment paper), and polymeric materials (such as low-density polyethylene (LDPE)). In a preferred embodiment, the support element is provided as a hollow cellulose acetate tube.
支持要素はエアロゾル発生物品の外径とほぼ等しい外径を有することが好ましい。支持要素は、約5ミリメートル~約12ミリメートルの外径、例えば約5ミリメートル~約10ミリメートルの外径、または約6ミリメートル~約8ミリメートルの外径を有してもよい。好ましい一実施形態において、支持要素は約7.2ミリメートルの外径を有する。 The support element preferably has an outer diameter approximately equal to the outer diameter of the aerosol-generating article. The support element may have an outer diameter of about 5 millimeters to about 12 millimeters, for example, about 5 millimeters to about 10 millimeters, or about 6 millimeters to about 8 millimeters. In one preferred embodiment, the support element has an outer diameter of about 7.2 millimeters.
支持要素の周辺壁は、少なくとも1ミリメートルの厚さを有してもよく、少なくとも約1.5ミリメートルの厚さを有することが好ましく、少なくとも約2ミリメートルの厚さを有することがより好ましい。 The peripheral wall of the support element may have a thickness of at least 1 millimeter, preferably at least about 1.5 millimeters, and more preferably at least about 2 millimeters.
支持要素は、約5ミリメートル~約15ミリメートルの長さを有してもよい。好ましい一実施形態において、支持要素は約8ミリメートルの長さを有する。 The support element may have a length of about 5 millimeters to about 15 millimeters. In one preferred embodiment, the support element has a length of about 8 millimeters.
エアロゾル発生物品のエアロゾル形成基体の中へのエアロゾル発生装置の発熱体の挿入中に、ユーザーは、エアロゾル発生装置の発熱体の挿入に対するエアロゾル発生物品のエアロゾル形成基体の抵抗に打ち勝つためにいくらかの力を加えることが必要とされる場合がある。これは、エアロゾル発生物品とエアロゾル発生装置の発熱体とのうちの一方または両方に損傷を与える場合がある。加えて、エアロゾル発生物品のエアロゾル形成基体の中へのエアロゾル発生装置の発熱体の挿入中の力の印加は、エアロゾル発生物品内のエアロゾル形成基体をずらす場合がある。これは結果として、エアロゾル形成基体の中に完全に挿入されていないエアロゾル発生装置の発熱体をもたらす場合があり、これは、エアロゾル発生物品のエアロゾル形成基体の不均一かつ非効率的な加熱につながる場合がある。支持要素は有利なことに、エアロゾル発生物品のエアロゾル形成基体の中へのエアロゾル発生装置の発熱体の挿入中の、エアロゾル形成基体の下流への移動に抵抗するように構成されている。 During insertion of the heating element of the aerosol-generating device into the aerosol-forming substrate of the aerosol-generating article, the user may be required to apply some force to overcome the resistance of the aerosol-generating substrate of the aerosol-generating article to the insertion of the heating element of the aerosol-generating device. This may damage one or both of the aerosol-generating article and the heating element of the aerosol-generating device. In addition, the application of force during insertion of the heating element of the aerosol-generating device into the aerosol-forming substrate of the aerosol-generating article may displace the aerosol-forming substrate within the aerosol-generating article. This may result in the heating element of the aerosol-generating device not being fully inserted into the aerosol-forming substrate, which may lead to uneven and inefficient heating of the aerosol-generating substrate of the aerosol-generating article. The support element is advantageously configured to resist downstream movement of the aerosol-forming substrate during insertion of the heating element of the aerosol-generating device into the aerosol-forming substrate of the aerosol-generating article.
通気ゾーンとエアロゾル発生物品の上流端との間の距離は、約50ミリメートル未満であることが好ましい。通気ゾーンとエアロゾル発生物品の上流端との間の距離は、約45ミリメートル未満であることがより好ましい。通気ゾーンとエアロゾル発生物品の上流端との間の距離は、約40ミリメートル未満であることがなおより好ましい。 The distance between the ventilation zone and the upstream end of the aerosol-generating article is preferably less than about 50 millimeters. More preferably, the distance between the ventilation zone and the upstream end of the aerosol-generating article is less than about 45 millimeters. Even more preferably, the distance between the ventilation zone and the upstream end of the aerosol-generating article is less than about 40 millimeters.
加えて、または代替として、通気ゾーンとエアロゾル発生物品の上流端との間の距離は、少なくとも約12ミリメートルであることが好ましい。通気ゾーンとエアロゾル発生物品の上流端との間の距離は、好ましくは少なくとも約15ミリメートルであることがより好ましい。通気ゾーンとエアロゾル発生物品の上流端との間の距離は、好ましくは少なくとも約20ミリメートルであることがなおより好ましい。特に好ましい実施形態において、通気ゾーンとエアロゾル発生物品の上流端との間の距離は、少なくとも約25ミリメートルであることが好ましい。 Additionally or alternatively, it is preferred that the distance between the ventilation zone and the upstream end of the aerosol-generating article is at least about 12 millimeters. It is more preferred that the distance between the ventilation zone and the upstream end of the aerosol-generating article is at least about 15 millimeters. It is even more preferred that the distance between the ventilation zone and the upstream end of the aerosol-generating article is at least about 20 millimeters. In a particularly preferred embodiment, it is preferred that the distance between the ventilation zone and the upstream end of the aerosol-generating article is at least about 25 millimeters.
通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、少なくとも約2ミリメートルであることが好ましい。通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、少なくとも約5ミリメートルであることがより好ましい。通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、少なくとも約10ミリメートルであることがなおより好ましい。一部の特に好ましい実施形態において、通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、少なくとも約15ミリメートルであってもよい。 The distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is preferably at least about 2 millimeters. More preferably, the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is at least about 5 millimeters. Even more preferably, the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is at least about 10 millimeters. In some particularly preferred embodiments, the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate may be at least about 15 millimeters.
加えて、または代替として、通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、約35ミリメートル未満であることが好ましい。通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、約30ミリメートル未満であることがより好ましい。通気ゾーンとエアロゾル発生基体のロッドの下流端との間の距離は、約25ミリメートル未満であることがなおより好ましい。 Additionally or alternatively, it is preferred that the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is less than about 35 millimeters. More preferably, the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is less than about 30 millimeters. Even more preferably, the distance between the ventilation zone and the downstream end of the rod of the aerosol-generating substrate is less than about 25 millimeters.
実際に、通気ゾーンは、中空の管状セグメントによって内部に画定された空洞を、中空の管状セグメントの上流端から通気ゾーンの場所に長軸方向に延びる上流サブ空洞と、通気ゾーンの場所から中空の管状セグメントの下流端に長軸方向に延びる下流サブ空洞とに分割する。理論に束縛されることを望むものではないが、上流サブ空洞において、エアロゾルの流れの揮発した種が中空の管状セグメントに沿って進み、中空の管状セグメントの周辺壁に熱の一部を譲ることによってゆっくりと冷え、それ故にエアロゾル粒子が核形成を始めるものと理解される。一方で、下流サブ空洞において、エアロゾルの流れおよび通気空気は急速に混合され、これはエアロゾルの流れの揮発した種を迅速に冷やし、そのため、エアロゾルがマウスピースに向かって進むのにつれて、新たなエアロゾル粒子の核形成および既存のエアロゾル粒子の成長に有利に働く。 In effect, the ventilation zone divides the cavity defined internally by the hollow tubular segment into an upstream sub-cavity extending longitudinally from the upstream end of the hollow tubular segment to the location of the ventilation zone, and a downstream sub-cavity extending longitudinally from the location of the ventilation zone to the downstream end of the hollow tubular segment. Without wishing to be bound by theory, it is understood that in the upstream sub-cavity, the volatilized species of the aerosol stream travel along the hollow tubular segment and slowly cool by ceding part of their heat to the peripheral walls of the hollow tubular segment, and therefore aerosol particles begin to nucleate. On the other hand, in the downstream sub-cavity, the aerosol stream and the ventilation air are rapidly mixed, which rapidly cools the volatilized species of the aerosol stream and therefore favors the nucleation of new aerosol particles and the growth of existing aerosol particles as the aerosol travels towards the mouthpiece.
上流空洞の長さと下流空洞の長さとの比は、1.5未満であることが好ましい。上流空洞の長さと下流空洞の長さとの比は、1未満であることがより好ましい。上流空洞の長さと下流空洞の長さとの比は、0.67未満であることがなおより好ましい。 The ratio of the length of the upstream cavity to the length of the downstream cavity is preferably less than 1.5. More preferably, the ratio of the length of the upstream cavity to the length of the downstream cavity is less than 1. Even more preferably, the ratio of the length of the upstream cavity to the length of the downstream cavity is less than 0.67.
加えて、または代替として、上流空洞の長さと下流空洞の長さとの間の比は、少なくとも約0.15であることが好ましい。上流空洞の長さと下流空洞の長さとの比は、好ましくは少なくとも約0.2であることがより好ましい。上流空洞の長さと下流空洞の長さとの比は、好ましくは少なくとも約0.35であることがなおより好ましい。 Additionally or alternatively, it is preferred that the ratio between the length of the upstream cavity and the length of the downstream cavity is at least about 0.15. It is more preferred that the ratio between the length of the upstream cavity and the length of the downstream cavity is preferably at least about 0.2. It is even more preferred that the ratio between the length of the upstream cavity and the length of the downstream cavity is preferably at least about 0.35.
同様に、通気ゾーンは、エアロゾル発生物品を二つのセクション(それぞれ通気ゾーンの場所の上流と下流のセクション)に分割する。 Similarly, the ventilation zone divides the aerosol-generating article into two sections, one upstream and one downstream of the location of the ventilation zone.
エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、2.5未満であることが好ましい。エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、2未満であることがより好ましい。エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、1.5未満であることがなおより好ましい。特に好ましい実施形態において、エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、1未満である。 The ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is preferably less than 2.5. More preferably, the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is less than 2. Even more preferably, the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is less than 1.5. In a particularly preferred embodiment, the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is less than 1.
加えて、または代替として、エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、少なくとも約0.25であることが好ましい。エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、少なくとも約0.33であることがより好ましい。エアロゾル発生物品の上流セクションの長さとエアロゾル発生物品の下流セクションの長さとの比は、少なくとも約0.5であることがなおより好ましい。 Additionally or alternatively, it is preferred that the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is at least about 0.25. It is more preferred that the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is at least about 0.33. It is even more preferred that the ratio of the length of the upstream section of the aerosol-generating article to the length of the downstream section of the aerosol-generating article is at least about 0.5.
本発明によるエアロゾル発生物品において、物品の全体的なRTDを調整および制御することは有利なことに簡単である。これは、物品の全体的なRTDが、有限の少数の構成要素のRTDに依存し、また通気ゾーンの提供が物品の全体的なRTDの低下に寄与するためである。従って、有利なことに、エアロゾル発生物品間のRTDの変動性を低減する可能性がある。 In an aerosol-generating article according to the invention, it is advantageously simple to adjust and control the overall RTD of the article. This is because the overall RTD of the article depends on the RTD of a finite number of components, and the provision of a ventilation zone contributes to lowering the overall RTD of the article. Thus, advantageously, there is the potential to reduce variability in RTD between aerosol-generating articles.
その結果、本発明は上述の通りのエアロゾル発生物品を10個以上含むパックも提供する場合があり、少なくとも10個のエアロゾル発生物品の中で最も高いRTDを有するエアロゾル発生物品のRTDと、少なくとも10個のエアロゾル発生物品の中で最も低いRTDを有するエアロゾル発生物品のRTDとの間の差は、10mmH2O(約100パスカル)未満である。こうしたパックの一つにおいて、少なくとも10個のエアロゾル発生物品の中で最も高いRTDを有するエアロゾル発生物品のRTDと、少なくとも10個のエアロゾル発生物品の中で最も低いRTDを有するエアロゾル発生物品のRTDとの間の差は9mmH2O(約90パスカル)未満であることが好ましく、8mmH2O(約80パスカル)未満であることがより好ましく、7mmH2O(約70パスカル)未満であることがなおより好ましい。 As a result, the present invention may also provide a pack comprising ten or more aerosol-generating articles as described above, wherein the difference between the RTD of the aerosol-generating article having the highest RTD among the at least ten aerosol-generating articles and the RTD of the aerosol-generating article having the lowest RTD among the at least ten aerosol-generating articles is less than 10 mmH2O (about 100 Pascals). In one such pack, the difference between the RTD of the aerosol-generating article having the highest RTD among the at least ten aerosol-generating articles and the RTD of the aerosol-generating article having the lowest RTD among the at least ten aerosol-generating articles is preferably less than 9 mmH2O (about 90 Pascals), more preferably less than 8 mmH2O (about 80 Pascals), and even more preferably less than 7 mmH2O (about 70 Pascals).
以下において、添付図面を参照しながら本発明をさらに説明する。 The present invention will now be further described with reference to the accompanying drawings.
図1に示すエアロゾル発生物品10は、エアロゾル発生基体のロッド12、中空のセルロースアセテート管14、中空の管状セグメント16、およびマウスピースセグメント18を備える。これらの四つの要素は端と端を接して長軸方向に整列して配設されていて、かつ外側ラッパー20によって囲まれていて、エアロゾル発生物品10を形成する。エアロゾル発生物品10は、口側端22と、口側端22に対して物品の反対側の端に位置する上流の遠位端24とを有する。図1に示すエアロゾル発生物品10は、エアロゾル発生基体のロッドを加熱するためのヒーターを備える、電気的に作動するエアロゾル発生装置で使用するために特に適切である。
1 includes a rod of aerosol-generating
エアロゾル発生基体のロッド12は、約12ミリメートルの長さ、および約7ミリメートルの直径を有する。ロッド12は円筒状の形状であり、実質的に円形の断面を有する。ロッド12は、均質化したたばこ材料のシートの集合体を含む。均質化したたばこ材料のシートは、乾燥基準で10重量パーセントのグリセリンを含む。中空のセルロースアセテート管14は、約8ミリメートルの長さ、および1ミリメートルの厚さを有する。
The aerosol-generating
マウスピースセグメント18は、フィラメント当たり8デニールのセルロースアセテートトウのプラグを備え、約7ミリメートルの長さを有する。
The
中空の管状セグメント16は、約18ミリメートルの長さを有する円筒状の管として提供されていて、管壁の厚さは約100マイクロメートルである。
The
より詳細には、中空の管状セグメント16は、例えば110gsmの坪量を有する紙から形成されてもよく、45ミリグラムの重量を有する(すなわち、2.5ミリグラム/ミリメートルの長さ)。中空の管状セグメント16の相当内径は、約7ミリメートルである。それ故に、中空の管状セグメント16によって内部に画定された空洞の容積は、約693立方ミリメートルである。そのため、中空の管状セグメントの重量と中空の管状セグメント16によって画定された内部空洞の容積との比は、約0.065である。エアロゾル発生物品10は、マウスピースセグメント18の上流端から約5ミリメートルのところに提供された通気ゾーン26を備える。それ故に、通気ゾーン26は、エアロゾル発生物品の下流端から約12ミリメートルのところにあり、中空の管状セグメントの上流端から約13ミリメートルのところにある。
More specifically, the
それ故に、通気ゾーン26は、ロッド12の下流端から約21ミリメートルのところにある。図2は、本発明によるエアロゾル発生物品の別の実施例を図示する。図2のエアロゾル発生物品30は、図1のエアロゾル発生物品10と同一の構造を有し、かつ実質的に、ある特定の構成要素の長さのみがエアロゾル発生物品10と異なり、エアロゾル発生物品10と異なる限りにおいて以下で説明する。以下において、同一の構造または機能的働きを有する対応する構成要素について、可能な限り同一の参照番号を使用する。
Therefore, the
図2のエアロゾル発生物品30において、ロッド12および中空のセルロースアセテート管14は、図1のエアロゾル発生物品10と同一の長さを有する。しかしながら、マウスピースセグメントは、フィラメント当たり11デニールのセルロースアセテートトウのプラグを備え、かつ約12ミリメートルの長さを有し、また中空の管状セグメント14は約13ミリメートルの長さを有する。通気ゾーン26は、マウスピースセグメント18の上流端から約6ミリメートルのところに、かつ中空の管状セグメントの上流端から約7ミリメートルのところに提供されている。それ故に、通気ゾーン26は、ロッド12の下流端から約15ミリメートルのところにある。
In the aerosol-generating
図2の実施形態において、中空の管状セグメント16は、例えば約18ミリメートルの長さ、および約1ミリメートルの周辺壁厚さを有するセルロースアセテートの円筒状管として提供されてもよく、重量は171ミリグラムである(すなわち、9.5ミリグラム/ミリメートルの長さ)。
In the embodiment of FIG. 2, the
中空の管状セグメント16の相当内径は、約5.3ミリメートルであってもよい。それ故に、中空の管状セグメント16によって内部に画定された空洞の容積は、約397立方ミリメートルである。そのため、中空の管状セグメントの重量と中空の管状セグメント16によって画定された内部空洞の容積との比は、約0.43である。図3は、本発明によるエアロゾル発生物品のまた別の実施例を図示する。図3のエアロゾル発生物品40は、支持要素として中空のセルロースアセテート管を含まないという点で、図1のエアロゾル発生物品10および図2のエアロゾル発生物品30と構造的に異なる。その結果、三つの主要な構成要素の長さも異なる。以下において、同一の構造または機能的働きを有する対応する構成要素について、可能な限り同一の参照番号を使用する。
The equivalent inner diameter of the
図3のエアロゾル発生物品40において、ロッド12は約12ミリメートルの長さを有し、中空の管状セグメント14は約26ミリメートルの長さを有し、マウスピースセグメント18はフィラメント当たり11デニールのセルロースアセテートトウのプラグを備え、約12ミリメートルの長さを有する。通気ゾーン26は、マウスピースセグメント18の上流端から約5ミリメートルのところに提供されていて、かつこの実施形態においてロッド12の下流端と一致する中空の管状セグメントの上流端から約21ミリメートルのところに提供されている。
In the aerosol-generating
以下の実施例は、本発明によるエアロゾル発生物品の特定の実施形態で行われた試験中に得られた実験結果を記録する。喫煙のための条件および喫煙マシンの仕様は、ISO規格3308(ISO3308:2000)に提示されている。調整および試験のための周囲空気は、ISO規格3402に提示されている。 The following examples document experimental results obtained during tests performed on specific embodiments of an aerosol-generating article according to the invention. The conditions for smoking and the specifications of the smoking machine are presented in ISO standard 3308 (ISO 3308:2000). The ambient air for conditioning and testing is presented in ISO standard 3402.
実施例1
この実験は、本発明に従って通気ゾーンが中空の管状セグメントに沿った場所に提供されている、中空の管状セグメントの組み込みの効果を評価するために実施される。実験は、ニコチンおよびエアロゾル形成体(グリセリン)の送達に及ぼす通気レベルの効果を調査する。通気を有しない参照エアロゾル発生物品を用いた比較測定も提供する。
Example 1
This experiment is conducted to evaluate the effect of incorporating a hollow tubular segment in which ventilation zones are provided at locations along the hollow tubular segment in accordance with the present invention. The experiment investigates the effect of ventilation levels on the delivery of nicotine and an aerosol former (glycerin). Comparative measurements with a reference aerosol-generating article without ventilation are also provided.
材料および方法
物品Aは、均質化したたばこ材料のシートの集合体および乾燥重量基準で約18パーセントのグリセリンを含むエアロゾル発生基体のロッドであって、12ミリメートルの長さを有する、ロッドと、ロッドと整列し、かつロッドのすぐ下流の中空のセルロースアセテート管の形態の支持要素であって、8ミリメートルの長さを有する、支持要素と、ロッドと整列し、かつロッドのすぐ下流の厚紙の管の形態の中空の管状セグメントであって、13ミリメートルの長さを有する、中空の管状セグメントと、中空の管状セグメントと整列し、中空の管状セグメントのすぐ下流の濾過材料のマウスピースセグメントであって、12ミリメートルの長さを有する、マウスピースとで形成された、エアロゾル発生物品である。通気ゾーンは、中空の管状セグメントに沿った、マウスピースセグメントの下流端から18ミリメートルの場所に提供されている。エアロゾル発生物品Aの通気レベルは、30パーセントである。
Materials and Methods Article A is an aerosol-generating article formed of a rod of aerosol-generating substrate comprising an assembly of sheets of homogenized tobacco material and about 18 percent glycerin on a dry weight basis, the rod having a length of 12 millimeters, a support element in the form of a hollow cellulose acetate tube aligned with and immediately downstream of the rod, the support element having a length of 8 millimeters, a hollow tubular segment in the form of a cardboard tube aligned with and immediately downstream of the rod, the hollow tubular segment having a length of 13 millimeters, and a mouthpiece segment of filtration material aligned with and immediately downstream of the hollow tubular segment, the mouthpiece having a length of 12 millimeters. A ventilation zone is provided along the hollow tubular segment at a
物品Bは、物品Aと同一の構造を有するが、通気ゾーンを有しない、参照エアロゾル発生物品である。それ故に、エアロゾル発生物品Bの通気レベルは、0パーセントある。 Article B is a reference aerosol-generating article that has the same structure as Article A but does not have a ventilation zone. Therefore, the ventilation level of aerosol-generating Article B is 0 percent.
ニコチンおよびグリセリンの送達は、Cambridgeフィルターパッド上で収集されたニコチンおよびグリセリンに対してガスクロマトグラフィー/飛行時間質量分析法(GC/MS-TOF)によって測定される。実験は実施例1に記載の通りに実施された。 Nicotine and glycerin delivery is measured by gas chromatography/time-of-flight mass spectrometry (GC/MS-TOF) with nicotine and glycerin collected on Cambridge filter pads. Experiments were performed as described in Example 1.
結果
以下の表1に、物品Aおよび物品Bからのニコチンおよびグリセリンの平均送達を示す。
表1.ニコチンおよびグリセリンの送達に及ぼす通気レベルの効果

Table 1. Effect of aeration level on nicotine and glycerin delivery
Claims (12)
エアロゾル発生基体のロッドと、
濾過材料のプラグを備えるマウスピースセグメントであって、前記ロッドの下流に配設されていて、かつ前記ロッドと長軸方向に整列されている、マウスピースセグメントと、
前記ロッドと前記マウスピースセグメントとの間の場所にある中空の管状セグメントであって、前記ロッドおよび前記マウスピースセグメントと長軸方向に整列されていて、前記中空の管状セグメントが前記マウスピースセグメントの上流端までずっと延びる空洞を画定する、中空の管状セグメントと、
前記中空の管状セグメントに沿った場所にある通気ゾーンと、を備え、
前記エアロゾル発生基体のロッドが、35ミリメートル未満の長さを有し、
前記通気ゾーンの前記場所での前記中空の管状セグメントの相当内径が少なくとも5.5ミリメートルであり、
前記エアロゾル発生基体のロッドが、少なくともエアロゾル形成体を含み、前記エアロゾル発生基体のロッドが、乾燥重量基準で少なくとも10パーセントのエアロゾル形成体含有量を有し、かつ
前記エアロゾル発生物品が、70ミリメートルH2O(700Pa)未満の全体的なRTDを有する、エアロゾル発生物品。 1. An aerosol generating article for generating an inhalable aerosol upon heating, comprising:
A rod of an aerosol-generating substrate;
a mouthpiece segment comprising a plug of filtration material disposed downstream of and longitudinally aligned with said rod;
a hollow tubular segment at a location between the rod and the mouthpiece segment, the hollow tubular segment being longitudinally aligned with the rod and the mouthpiece segment, the hollow tubular segment defining a cavity extending all the way to the upstream end of the mouthpiece segment;
a ventilation zone at a location along the hollow tubular segment;
the rod of aerosol-generating substrate has a length of less than 35 millimeters;
an equivalent inside diameter of the hollow tubular segment at the location of the ventilation zone is at least 5.5 millimeters;
an aerosol-generating article, wherein the rod of aerosol-generating substrate comprises at least an aerosol former, the rod of aerosol-generating substrate having an aerosol former content of at least 10 percent on a dry weight basis, and the aerosol-generating article has an overall RTD of less than 70 millimeters H2O (700 Pa).
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2024123611A JP2024147820A (en) | 2018-12-20 | 2024-07-30 | Aerosol-generating article having vented hollow segments - Patents.com |
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18214929.4 | 2018-12-20 | ||
| EP18214929 | 2018-12-20 | ||
| PCT/EP2019/086801 WO2020128045A1 (en) | 2018-12-20 | 2019-12-20 | Aerosol-generating article with ventilated hollow segment |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024123611A Division JP2024147820A (en) | 2018-12-20 | 2024-07-30 | Aerosol-generating article having vented hollow segments - Patents.com |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2022514750A JP2022514750A (en) | 2022-02-15 |
| JPWO2020128045A5 JPWO2020128045A5 (en) | 2022-12-20 |
| JP7531493B2 true JP7531493B2 (en) | 2024-08-09 |
Family
ID=64755310
Family Applications (3)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019230503A Active JP7373388B2 (en) | 2018-12-20 | 2019-12-20 | Aerosol-generating article with aerated hollow segments |
| JP2021535190A Active JP7531493B2 (en) | 2018-12-20 | 2019-12-20 | Aerosol-generating article having vented hollow segments - Patents.com |
| JP2024123611A Pending JP2024147820A (en) | 2018-12-20 | 2024-07-30 | Aerosol-generating article having vented hollow segments - Patents.com |
Family Applications Before (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019230503A Active JP7373388B2 (en) | 2018-12-20 | 2019-12-20 | Aerosol-generating article with aerated hollow segments |
Family Applications After (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2024123611A Pending JP2024147820A (en) | 2018-12-20 | 2024-07-30 | Aerosol-generating article having vented hollow segments - Patents.com |
Country Status (17)
| Country | Link |
|---|---|
| US (1) | US20220015414A1 (en) |
| EP (2) | EP4193851A1 (en) |
| JP (3) | JP7373388B2 (en) |
| KR (1) | KR20210107039A (en) |
| CN (1) | CN113163853A (en) |
| AU (1) | AU2019408541A1 (en) |
| BR (1) | BR112021010712A2 (en) |
| CA (1) | CA3116957A1 (en) |
| ES (1) | ES2933688T3 (en) |
| HU (1) | HUE060424T2 (en) |
| IL (1) | IL283924B1 (en) |
| LT (1) | LT3752013T (en) |
| MX (1) | MX2021006883A (en) |
| PH (1) | PH12021550874A1 (en) |
| PL (1) | PL3752013T3 (en) |
| WO (1) | WO2020128045A1 (en) |
| ZA (1) | ZA202102097B (en) |
Families Citing this family (12)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2020200693A1 (en) * | 2019-04-04 | 2020-10-08 | Philip Morris Products S.A. | Aerosol-generating article having a recessed supporting component |
| CN114113053B (en) * | 2020-08-31 | 2024-08-23 | 中国烟草总公司郑州烟草研究院 | Device and method for detecting oxygen content of tobacco section of cigarette |
| WO2022123262A1 (en) * | 2020-12-11 | 2022-06-16 | Nicoventures Trading Limited | Article for use in an aerosol provision system |
| WO2022138007A1 (en) * | 2020-12-24 | 2022-06-30 | 日本たばこ産業株式会社 | Heat-not-burn cigarette and electrically heated tobacco product |
| EP4062780A1 (en) * | 2021-03-26 | 2022-09-28 | Starker International Pte. Ltd. | Jig for use with a heating device suitable for heating an aerosol generating substrate |
| CN113197340B (en) * | 2021-05-31 | 2022-02-11 | 云南中烟工业有限责任公司 | Heating cigarette filter rod with natural ventilation function and heating cigarette comprising same |
| WO2023012921A1 (en) * | 2021-08-04 | 2023-02-09 | 日本たばこ産業株式会社 | Flavor generating article and smoking system |
| GB202115251D0 (en) * | 2021-10-22 | 2021-12-08 | Essentra Filter Products Dev Co Pte Ltd | Paper tube |
| WO2023198764A1 (en) * | 2022-04-12 | 2023-10-19 | Philip Morris Products S.A. | Aerosol-generating article with relatively short rod of aerosol-generating substrate |
| WO2024056682A1 (en) * | 2022-09-12 | 2024-03-21 | Philip Morris Products S.A. | An aerosol-generating article comprising a high weight ratio of aerosol-forming substrate |
| WO2024156765A1 (en) * | 2023-01-25 | 2024-08-02 | Philip Morris Products S.A. | Aerosol-generating article with low resistance to draw |
| WO2024201071A1 (en) * | 2023-03-29 | 2024-10-03 | Nicoventures Trading Limited | An article, an aerosol provision system and a method for forming an article |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010506594A (en) | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | Smoking articles that contain tobacco |
| JP2015519915A (en) | 2012-06-21 | 2015-07-16 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking articles for use with internal heating elements |
| JP2016531572A (en) | 2013-09-02 | 2016-10-13 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking article with dual, non-overlapping, thermally conductive elements separated radially |
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
| JP2016538847A5 (en) | 2014-12-04 | 2017-12-28 |
Family Cites Families (33)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US5692525A (en) | 1992-09-11 | 1997-12-02 | Philip Morris Incorporated | Cigarette for electrical smoking system |
| AR002035A1 (en) | 1995-04-20 | 1998-01-07 | Philip Morris Prod | A CIGARETTE, A CIGARETTE AND LIGHTER ADAPTED TO COOPERATE WITH THEMSELVES, A METHOD TO IMPROVE THE DELIVERY OF A SPRAY OF A CIGARETTE, A CONTINUOUS MATERIAL OF TOBACCO, A WORKING CIGARETTE, A MANUFACTURING MANUFACTURING METHOD , A METHOD FOR FORMING A HEATER AND AN ELECTRICAL SYSTEM FOR SMOKING |
| US5774493A (en) | 1996-08-02 | 1998-06-30 | General Electric Company | Sequence constructions for delay-and-correlate transmitted reference signaling |
| PL2007233T3 (en) * | 2006-03-28 | 2020-03-31 | Philip Morris Products S.A. | Smoking article with a restrictor |
| TW200900014A (en) | 2007-03-09 | 2009-01-01 | Philip Morris Prod | Smoking article filter with annular restrictor and downstream ventilation |
| EP2361516A1 (en) | 2010-02-19 | 2011-08-31 | Philip Morris Products S.A. | Aerosol-generating substrate for smoking articles |
| PL3033950T3 (en) | 2011-05-31 | 2018-12-31 | Philip Morris Products S.A. | Rods for use in smoking articles |
| JP5762568B2 (en) | 2011-12-21 | 2015-08-12 | 日本たばこ産業株式会社 | Paper tube and flavor suction tool using the same |
| AR089602A1 (en) * | 2011-12-30 | 2014-09-03 | Philip Morris Products Sa | AEROSOL GENERATOR ARTICLE FOR USE WITH AN AEROSOL GENERATOR DEVICE |
| EP2625975A1 (en) | 2012-02-13 | 2013-08-14 | Philip Morris Products S.A. | Aerosol-generating article having an aerosol-cooling element |
| ES2600458T3 (en) * | 2012-01-03 | 2017-02-09 | Philip Morris Products S.A. | Aerosol generator device and system with improved air flow |
| TWI590769B (en) | 2012-02-13 | 2017-07-11 | 菲利浦莫里斯製品股份有限公司 | Smoking article including dual heat-conducting elements and method of adjusting the puff-by-puff aerosol delivery of a smoking article |
| WO2014158051A1 (en) * | 2013-03-28 | 2014-10-02 | Philip Morris Products S.A. | Smoking article with a multiple cavity filter |
| ITBS20130143A1 (en) | 2013-10-11 | 2015-04-12 | Turboden Srl | OIL SEPARATOR FROM A WORK FLUID FOR ORC PLANT |
| UA118457C2 (en) | 2013-12-05 | 2019-01-25 | Філіп Морріс Продактс С.А. | Heated aerosol generating article with air-flow barrier |
| EA202192247A1 (en) * | 2013-12-05 | 2021-12-31 | Филип Моррис Продактс С.А. | AEROSOL GENERATING ARTICLE WITH LOW AIRFLOW RESISTANCE PATH |
| RU2679467C2 (en) * | 2014-05-30 | 2019-02-11 | Филип Моррис Продактс С.А. | Smoking article with ventilated mouth end cavity |
| TWI703936B (en) | 2015-03-27 | 2020-09-11 | 瑞士商菲利浦莫里斯製品股份有限公司 | A paper wrapper for an electrically heated aerosol-generating article |
| TW201635927A (en) | 2015-03-27 | 2016-10-16 | 菲利浦莫里斯製品股份有限公司 | Smoking article with a mouth end cavity and ventilation |
| DE102015205768A1 (en) * | 2015-03-31 | 2016-10-06 | Hauni Maschinenbau Gmbh | A method of making a first subunit of a HNB smoking article having a rod body and a cavity disposed thereon |
| ES2733464T3 (en) * | 2015-04-30 | 2019-11-29 | Philip Morris Products Sa | Aerosol generator article comprising a removable refresher supply element with high extraction resistance |
| TW201703660A (en) * | 2015-06-23 | 2017-02-01 | 菲利浦莫里斯製品股份有限公司 | Aerosol-generating article and method for manufacturing aerosol-generating articles |
| CN104921296A (en) | 2015-06-25 | 2015-09-23 | 云南中烟工业有限责任公司 | Composite filter tip for heating type non-combustion cigarette |
| FR3041507B1 (en) | 2015-09-25 | 2019-08-30 | Ltr Industries | RECONSTITUTED TOBACCO FOR DEVICES HEATING TOBACCO WITHOUT BURNING IT |
| EP3162228B1 (en) * | 2015-10-28 | 2020-10-28 | Fontem Holdings 1 B.V. | Electronic smoking device |
| CA3242100A1 (en) * | 2015-12-09 | 2017-06-15 | Bombardier Inc. | Blended wing body aircraft |
| GB201608928D0 (en) | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Article for use in apparatus for heating smokable material |
| GB201608947D0 (en) | 2016-05-20 | 2016-07-06 | British American Tobacco Co | Consumable for aerosol generating device |
| CN207912052U (en) * | 2018-01-10 | 2018-09-28 | 广东中烟工业有限责任公司 | A kind of low resistance to suction is low to retain non-burning cigarette |
| CN208192156U (en) * | 2018-05-12 | 2018-12-07 | 深圳市大咖威普科技有限公司 | For toasting the product of atomization |
| CN208192112U (en) * | 2018-05-12 | 2018-12-07 | 深圳市大咖威普科技有限公司 | Dual-purpose type cigarette |
| JP7223025B2 (en) | 2018-11-14 | 2023-02-15 | 日本たばこ産業株式会社 | Filter segments, non-combustion heating smoking articles and non-combustion heating smoking systems |
| CN113038846A (en) | 2018-11-14 | 2021-06-25 | 日本烟草产业株式会社 | Non-combustion heating smoking article and non-combustion heating smoking system |
-
2019
- 2019-12-20 AU AU2019408541A patent/AU2019408541A1/en active Pending
- 2019-12-20 US US17/413,315 patent/US20220015414A1/en active Pending
- 2019-12-20 HU HUE19832124A patent/HUE060424T2/en unknown
- 2019-12-20 MX MX2021006883A patent/MX2021006883A/en unknown
- 2019-12-20 IL IL283924A patent/IL283924B1/en unknown
- 2019-12-20 CN CN201980081151.5A patent/CN113163853A/en active Pending
- 2019-12-20 EP EP22205871.1A patent/EP4193851A1/en active Pending
- 2019-12-20 CA CA3116957A patent/CA3116957A1/en active Pending
- 2019-12-20 JP JP2019230503A patent/JP7373388B2/en active Active
- 2019-12-20 LT LTEPPCT/EP2019/086801T patent/LT3752013T/en unknown
- 2019-12-20 ES ES19832124T patent/ES2933688T3/en active Active
- 2019-12-20 BR BR112021010712-6A patent/BR112021010712A2/en unknown
- 2019-12-20 EP EP19832124.2A patent/EP3752013B1/en active Active
- 2019-12-20 PL PL19832124.2T patent/PL3752013T3/en unknown
- 2019-12-20 JP JP2021535190A patent/JP7531493B2/en active Active
- 2019-12-20 WO PCT/EP2019/086801 patent/WO2020128045A1/en unknown
- 2019-12-20 KR KR1020217022129A patent/KR20210107039A/en unknown
-
2021
- 2021-03-29 ZA ZA2021/02097A patent/ZA202102097B/en unknown
- 2021-04-15 PH PH12021550874A patent/PH12021550874A1/en unknown
-
2024
- 2024-07-30 JP JP2024123611A patent/JP2024147820A/en active Pending
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2010506594A (en) | 2006-10-18 | 2010-03-04 | アール・ジエイ・レイノルズ・タバコ・カンパニー | Smoking articles that contain tobacco |
| JP2015519915A (en) | 2012-06-21 | 2015-07-16 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking articles for use with internal heating elements |
| JP2016531572A (en) | 2013-09-02 | 2016-10-13 | フィリップ・モーリス・プロダクツ・ソシエテ・アノニム | Smoking article with dual, non-overlapping, thermally conductive elements separated radially |
| JP2016538847A5 (en) | 2014-12-04 | 2017-12-28 | ||
| WO2017198838A1 (en) | 2016-05-20 | 2017-11-23 | British American Tobacco (Investments) Limited | Article for use in apparatus for heating smokable material |
Also Published As
| Publication number | Publication date |
|---|---|
| WO2020128045A1 (en) | 2020-06-25 |
| EP3752013B1 (en) | 2022-11-09 |
| MX2021006883A (en) | 2021-07-02 |
| AU2019408541A1 (en) | 2021-05-13 |
| IL283924B1 (en) | 2024-09-01 |
| BR112021010712A2 (en) | 2021-08-31 |
| ES2933688T3 (en) | 2023-02-13 |
| CN113163853A (en) | 2021-07-23 |
| PL3752013T3 (en) | 2023-02-20 |
| JP2022514750A (en) | 2022-02-15 |
| PH12021550874A1 (en) | 2021-10-18 |
| LT3752013T (en) | 2022-12-12 |
| ZA202102097B (en) | 2024-06-26 |
| IL283924A (en) | 2021-07-29 |
| KR20210107039A (en) | 2021-08-31 |
| EP4193851A1 (en) | 2023-06-14 |
| JP7373388B2 (en) | 2023-11-02 |
| HUE060424T2 (en) | 2023-02-28 |
| JP2024147820A (en) | 2024-10-16 |
| CA3116957A1 (en) | 2020-06-25 |
| US20220015414A1 (en) | 2022-01-20 |
| EP3752013A1 (en) | 2020-12-23 |
| JP2020114205A (en) | 2020-07-30 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7531493B2 (en) | Aerosol-generating article having vented hollow segments - Patents.com | |
| JP7476193B2 (en) | Aerosol-generating article including light hollow segments | |
| JP7514835B2 (en) | Aerosol-generating article having a ventilating cavity | |
| JP2022526756A (en) | Aerosol generator with recessed support components | |
| US20220192251A1 (en) | Aerosol-generating article comprising a mouth-end cooling element | |
| RU2815664C2 (en) | Aerosol generating device with ventilated cavity | |
| RU2802257C2 (en) | Aerosol generating article with ventilated hollow segment | |
| RU2804719C2 (en) | Aerosol generation product with light hollow segment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221209 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20221209 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20231220 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20231221 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240321 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20240521 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20240621 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20240701 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20240730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7531493 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |