JP7368655B2 - electrochemical cell - Google Patents
electrochemical cell Download PDFInfo
- Publication number
- JP7368655B2 JP7368655B2 JP2023505183A JP2023505183A JP7368655B2 JP 7368655 B2 JP7368655 B2 JP 7368655B2 JP 2023505183 A JP2023505183 A JP 2023505183A JP 2023505183 A JP2023505183 A JP 2023505183A JP 7368655 B2 JP7368655 B2 JP 7368655B2
- Authority
- JP
- Japan
- Prior art keywords
- electrochemical cell
- current collector
- support
- support column
- collector plate
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000002093 peripheral effect Effects 0.000 claims description 113
- 239000000565 sealant Substances 0.000 claims description 56
- 238000004804 winding Methods 0.000 claims description 49
- 239000003566 sealing material Substances 0.000 claims description 24
- 238000003825 pressing Methods 0.000 claims description 22
- 239000012212 insulator Substances 0.000 claims description 20
- 239000004020 conductor Substances 0.000 claims description 19
- 239000011810 insulating material Substances 0.000 claims description 6
- 239000011148 porous material Substances 0.000 claims description 2
- 238000003466 welding Methods 0.000 description 67
- 229910052751 metal Inorganic materials 0.000 description 48
- 239000002184 metal Substances 0.000 description 48
- 239000000463 material Substances 0.000 description 25
- 230000006870 function Effects 0.000 description 24
- 238000007789 sealing Methods 0.000 description 24
- 238000004519 manufacturing process Methods 0.000 description 22
- 238000000034 method Methods 0.000 description 19
- 238000007747 plating Methods 0.000 description 18
- 239000007769 metal material Substances 0.000 description 17
- 230000000694 effects Effects 0.000 description 14
- PXHVJJICTQNCMI-UHFFFAOYSA-N nickel Substances [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 14
- 229920003002 synthetic resin Polymers 0.000 description 13
- 239000000057 synthetic resin Substances 0.000 description 13
- 238000005253 cladding Methods 0.000 description 11
- 230000004048 modification Effects 0.000 description 11
- 238000012986 modification Methods 0.000 description 11
- -1 polyethylene Polymers 0.000 description 11
- 230000004308 accommodation Effects 0.000 description 10
- 239000003792 electrolyte Substances 0.000 description 10
- 229920005989 resin Polymers 0.000 description 10
- 239000011347 resin Substances 0.000 description 10
- 238000010248 power generation Methods 0.000 description 9
- 229910001220 stainless steel Inorganic materials 0.000 description 9
- HBBGRARXTFLTSG-UHFFFAOYSA-N Lithium ion Chemical compound [Li+] HBBGRARXTFLTSG-UHFFFAOYSA-N 0.000 description 8
- 239000011888 foil Substances 0.000 description 8
- 229910001416 lithium ion Inorganic materials 0.000 description 8
- 239000007773 negative electrode material Substances 0.000 description 8
- 239000007774 positive electrode material Substances 0.000 description 8
- 239000010949 copper Substances 0.000 description 7
- 239000005001 laminate film Substances 0.000 description 7
- 150000002739 metals Chemical class 0.000 description 7
- 238000012545 processing Methods 0.000 description 7
- 239000004734 Polyphenylene sulfide Substances 0.000 description 6
- 229910045601 alloy Inorganic materials 0.000 description 6
- 239000000956 alloy Substances 0.000 description 6
- 238000005452 bending Methods 0.000 description 6
- 239000011267 electrode slurry Substances 0.000 description 6
- WABPQHHGFIMREM-UHFFFAOYSA-N lead(0) Chemical compound [Pb] WABPQHHGFIMREM-UHFFFAOYSA-N 0.000 description 6
- 229920000069 polyphenylene sulfide Polymers 0.000 description 6
- 230000008569 process Effects 0.000 description 6
- 239000002904 solvent Substances 0.000 description 6
- 239000010935 stainless steel Substances 0.000 description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 5
- 239000003990 capacitor Substances 0.000 description 5
- 239000008151 electrolyte solution Substances 0.000 description 5
- 230000004927 fusion Effects 0.000 description 5
- 239000000203 mixture Substances 0.000 description 5
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 4
- 229910052782 aluminium Inorganic materials 0.000 description 4
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000000576 coating method Methods 0.000 description 4
- 229910052802 copper Inorganic materials 0.000 description 4
- 238000010586 diagram Methods 0.000 description 4
- 238000009413 insulation Methods 0.000 description 4
- 229920000139 polyethylene terephthalate Polymers 0.000 description 4
- 239000005020 polyethylene terephthalate Substances 0.000 description 4
- 229920000098 polyolefin Polymers 0.000 description 4
- 229920005992 thermoplastic resin Polymers 0.000 description 4
- 238000011282 treatment Methods 0.000 description 4
- 229910000838 Al alloy Inorganic materials 0.000 description 3
- 229910000881 Cu alloy Inorganic materials 0.000 description 3
- 239000004698 Polyethylene Substances 0.000 description 3
- 239000011230 binding agent Substances 0.000 description 3
- 239000000919 ceramic Substances 0.000 description 3
- 239000002482 conductive additive Substances 0.000 description 3
- 238000013461 design Methods 0.000 description 3
- 238000006073 displacement reaction Methods 0.000 description 3
- 229910002804 graphite Inorganic materials 0.000 description 3
- 239000010439 graphite Substances 0.000 description 3
- 230000017525 heat dissipation Effects 0.000 description 3
- 229910010272 inorganic material Inorganic materials 0.000 description 3
- 239000011147 inorganic material Substances 0.000 description 3
- 238000005304 joining Methods 0.000 description 3
- 239000007788 liquid Substances 0.000 description 3
- 229910052759 nickel Inorganic materials 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 150000003839 salts Chemical class 0.000 description 3
- 238000003756 stirring Methods 0.000 description 3
- KMTRUDSVKNLOMY-UHFFFAOYSA-N Ethylene carbonate Chemical compound O=C1OCCO1 KMTRUDSVKNLOMY-UHFFFAOYSA-N 0.000 description 2
- 229920000106 Liquid crystal polymer Polymers 0.000 description 2
- 239000004977 Liquid-crystal polymers (LCPs) Substances 0.000 description 2
- WHXSMMKQMYFTQS-UHFFFAOYSA-N Lithium Chemical compound [Li] WHXSMMKQMYFTQS-UHFFFAOYSA-N 0.000 description 2
- 229920003171 Poly (ethylene oxide) Polymers 0.000 description 2
- 239000004696 Poly ether ether ketone Substances 0.000 description 2
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 2
- 239000003125 aqueous solvent Substances 0.000 description 2
- 230000008901 benefit Effects 0.000 description 2
- 239000006229 carbon black Substances 0.000 description 2
- 239000002131 composite material Substances 0.000 description 2
- 239000000470 constituent Substances 0.000 description 2
- 229920001577 copolymer Polymers 0.000 description 2
- 238000001035 drying Methods 0.000 description 2
- 229920006351 engineering plastic Polymers 0.000 description 2
- 150000002148 esters Chemical class 0.000 description 2
- 230000005496 eutectics Effects 0.000 description 2
- 239000011245 gel electrolyte Substances 0.000 description 2
- 239000011521 glass Substances 0.000 description 2
- 229910052744 lithium Inorganic materials 0.000 description 2
- 238000002844 melting Methods 0.000 description 2
- 230000008018 melting Effects 0.000 description 2
- 238000002156 mixing Methods 0.000 description 2
- 239000004745 nonwoven fabric Substances 0.000 description 2
- 238000005498 polishing Methods 0.000 description 2
- 229920001707 polybutylene terephthalate Polymers 0.000 description 2
- 229920002530 polyetherether ketone Polymers 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 239000005518 polymer electrolyte Substances 0.000 description 2
- 229920001451 polypropylene glycol Polymers 0.000 description 2
- 229910017398 Au—Ni Inorganic materials 0.000 description 1
- 229910000521 B alloy Inorganic materials 0.000 description 1
- 229920002134 Carboxymethyl cellulose Polymers 0.000 description 1
- 229920003043 Cellulose fiber Polymers 0.000 description 1
- 229910000570 Cupronickel Inorganic materials 0.000 description 1
- 229910010199 LiAl Inorganic materials 0.000 description 1
- 229910001290 LiPF6 Inorganic materials 0.000 description 1
- SECXISVLQFMRJM-UHFFFAOYSA-N N-Methylpyrrolidone Chemical compound CN1CCCC1=O SECXISVLQFMRJM-UHFFFAOYSA-N 0.000 description 1
- 229910018104 Ni-P Inorganic materials 0.000 description 1
- 229910018536 Ni—P Inorganic materials 0.000 description 1
- 239000002033 PVDF binder Substances 0.000 description 1
- 239000004642 Polyimide Substances 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N Silicium dioxide Chemical compound O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- PFYQFCKUASLJLL-UHFFFAOYSA-N [Co].[Ni].[Li] Chemical compound [Co].[Ni].[Li] PFYQFCKUASLJLL-UHFFFAOYSA-N 0.000 description 1
- 230000004913 activation Effects 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 238000013459 approach Methods 0.000 description 1
- 230000015572 biosynthetic process Effects 0.000 description 1
- 238000009835 boiling Methods 0.000 description 1
- 239000003575 carbonaceous material Substances 0.000 description 1
- 239000001768 carboxy methyl cellulose Substances 0.000 description 1
- 235000010948 carboxy methyl cellulose Nutrition 0.000 description 1
- 239000008112 carboxymethyl-cellulose Substances 0.000 description 1
- 238000005266 casting Methods 0.000 description 1
- 239000001913 cellulose Substances 0.000 description 1
- 229920002678 cellulose Polymers 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000007797 corrosion Effects 0.000 description 1
- 238000005260 corrosion Methods 0.000 description 1
- 230000007547 defect Effects 0.000 description 1
- QHGJSLXSVXVKHZ-UHFFFAOYSA-N dilithium;dioxido(dioxo)manganese Chemical compound [Li+].[Li+].[O-][Mn]([O-])(=O)=O QHGJSLXSVXVKHZ-UHFFFAOYSA-N 0.000 description 1
- SXWUDUINABFBMK-UHFFFAOYSA-L dilithium;fluoro-dioxido-oxo-$l^{5}-phosphane Chemical compound [Li+].[Li+].[O-]P([O-])(F)=O SXWUDUINABFBMK-UHFFFAOYSA-L 0.000 description 1
- 239000006185 dispersion Substances 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 239000000835 fiber Substances 0.000 description 1
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 1
- 229910052737 gold Inorganic materials 0.000 description 1
- 239000010931 gold Substances 0.000 description 1
- 229910021385 hard carbon Inorganic materials 0.000 description 1
- 230000004886 head movement Effects 0.000 description 1
- 230000020169 heat generation Effects 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- JEIPFZHSYJVQDO-UHFFFAOYSA-N iron(III) oxide Inorganic materials O=[Fe]O[Fe]=O JEIPFZHSYJVQDO-UHFFFAOYSA-N 0.000 description 1
- VGYDTVNNDKLMHX-UHFFFAOYSA-N lithium;manganese;nickel;oxocobalt Chemical compound [Li].[Mn].[Ni].[Co]=O VGYDTVNNDKLMHX-UHFFFAOYSA-N 0.000 description 1
- 238000000465 moulding Methods 0.000 description 1
- 239000002121 nanofiber Substances 0.000 description 1
- 239000011255 nonaqueous electrolyte Substances 0.000 description 1
- 239000003973 paint Substances 0.000 description 1
- 229920002627 poly(phosphazenes) Polymers 0.000 description 1
- 229920005569 poly(vinylidene fluoride-co-hexafluoropropylene) Polymers 0.000 description 1
- 229920001083 polybutene Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 229920000131 polyvinylidene Polymers 0.000 description 1
- 229920002981 polyvinylidene fluoride Polymers 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 150000003242 quaternary ammonium salts Chemical class 0.000 description 1
- 238000005096 rolling process Methods 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 229910052814 silicon oxide Inorganic materials 0.000 description 1
- 238000009751 slip forming Methods 0.000 description 1
- 238000005476 soldering Methods 0.000 description 1
- 239000007784 solid electrolyte Substances 0.000 description 1
- 238000005507 spraying Methods 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 238000006467 substitution reaction Methods 0.000 description 1
- 238000004381 surface treatment Methods 0.000 description 1
- 239000002562 thickening agent Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
Images



































Classifications
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/04—Construction or manufacture in general
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M10/00—Secondary cells; Manufacture thereof
- H01M10/05—Accumulators with non-aqueous electrolyte
- H01M10/058—Construction or manufacture
- H01M10/0587—Construction or manufacture of accumulators having only wound construction elements, i.e. wound positive electrodes, wound negative electrodes and wound separators
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/102—Primary casings; Jackets or wrappings characterised by their shape or physical structure
- H01M50/109—Primary casings; Jackets or wrappings characterised by their shape or physical structure of button or coin shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/147—Lids or covers
- H01M50/148—Lids or covers characterised by their shape
- H01M50/153—Lids or covers characterised by their shape for button or coin cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/10—Primary casings; Jackets or wrappings
- H01M50/172—Arrangements of electric connectors penetrating the casing
- H01M50/174—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells
- H01M50/181—Arrangements of electric connectors penetrating the casing adapted for the shape of the cells for button or coin cells
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/40—Separators; Membranes; Diaphragms; Spacing elements inside cells
- H01M50/463—Separators, membranes or diaphragms characterised by their shape
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/531—Electrode connections inside a battery casing
- H01M50/538—Connection of several leads or tabs of wound or folded electrode stacks
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/543—Terminals
- H01M50/547—Terminals characterised by the disposition of the terminals on the cells
- H01M50/548—Terminals characterised by the disposition of the terminals on the cells on opposite sides of the cell
-
- H—ELECTRICITY
- H01—ELECTRIC ELEMENTS
- H01M—PROCESSES OR MEANS, e.g. BATTERIES, FOR THE DIRECT CONVERSION OF CHEMICAL ENERGY INTO ELECTRICAL ENERGY
- H01M50/00—Constructional details or processes of manufacture of the non-active parts of electrochemical cells other than fuel cells, e.g. hybrid cells
- H01M50/50—Current conducting connections for cells or batteries
- H01M50/572—Means for preventing undesired use or discharge
- H01M50/584—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries
- H01M50/586—Means for preventing undesired use or discharge for preventing incorrect connections inside or outside the batteries inside the batteries, e.g. incorrect connections of electrodes
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P70/00—Climate change mitigation technologies in the production process for final industrial or consumer products
- Y02P70/50—Manufacturing or production processes characterised by the final manufactured product
Landscapes
- Chemical & Material Sciences (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Electrochemistry (AREA)
- General Chemical & Material Sciences (AREA)
- Engineering & Computer Science (AREA)
- Manufacturing & Machinery (AREA)
- Sealing Battery Cases Or Jackets (AREA)
Description
本発明は、電気化学セルに関する。
本願は、2021年3月8日に日本に出願された特願2021-036425号について優先権を主張し、その内容をここに援用する。The present invention relates to electrochemical cells.
This application claims priority to Japanese Patent Application No. 2021-036425 filed in Japan on March 8, 2021, the contents of which are incorporated herein.
従来から腕時計、スマートウオッチ、スマートフォン、ヘッドセット、補聴器等の小型電子機器やウエアラブル機器用の電源として、リチウムイオン二次電池、電気化学キャパシタ等の電気化学セルが広く活用されている。
近年、この種の電気化学セルへのニーズとして、小型化及び薄型化に対する要求がさらに強くなっている。その一因としては、電気化学セルが実装される各種電子機器におけるIC(集積回路)の極微細化及び低消費電力化による高性能化に伴って、従来にはないハイスペックな機能を具備する電子機器が提案され始めているからである。Electrochemical cells such as lithium ion secondary batteries and electrochemical capacitors have been widely used as power sources for small electronic devices and wearable devices such as wristwatches, smart watches, smartphones, headsets, and hearing aids.
In recent years, the need for this type of electrochemical cell to be smaller and thinner has become stronger. One reason for this is that the various electronic devices in which electrochemical cells are mounted are equipped with high-spec functions that were not available in the past, as ICs (integrated circuits) become more sophisticated and have higher performance due to lower power consumption. This is because electronic devices are beginning to be proposed.
この種の電気化学セルでは、電極体を内部に収容する外装体として、例えば金属ケースを利用したものや、ラミネートフィルムを利用したもの等が知られている。
金属ケースは、例えば有底筒状のケース本体と、ケース本体の開口部を、樹脂製のガスケットを介してカシメ等によって封止する封口板とを備え、全体としてコイン形状、ボタン形状、筒形状等に構成される場合が多い。In this type of electrochemical cell, for example, a metal case or a laminate film is known as an exterior body for accommodating an electrode body therein.
The metal case includes, for example, a cylindrical case body with a bottom and a sealing plate that seals the opening of the case body by caulking or the like via a resin gasket, and has a coin shape, a button shape, or a tube shape as a whole. It is often composed of
これに対して外装体としてラミネートフィルムを利用する場合には、形状自由度を高くすることが可能である。従って、電気化学セル自体の小型化及び高容量化等に繋げ易い。
例えば下記特許文献1には、外装体として、ラミネートフィルムによって有底円筒状に形成された第1シートと、ラミネートフィルムによって有底円筒状に形成された第2シートと、を備えた電気化学セルが開示されている。
第2シートは、第1シートとの間に電極体を収容した状態で、第1シートの内側に配置されている。第1シートの周縁部と第2シートの周縁部とは、環状のシーラントフィルムを介して全周に亘って溶着されている。これにより、第1シート及び第2シートは、電極体が収容された内部空間を密封している。
なお、シーラントフィルムは、熱可塑性樹脂によって形成されたフィルムを重ね合わせることで形成されている。On the other hand, when a laminate film is used as the exterior body, it is possible to increase the degree of freedom in shape. Therefore, it is easy to reduce the size and increase the capacity of the electrochemical cell itself.
For example,
The second sheet is arranged inside the first sheet, with the electrode body housed between the second sheet and the first sheet. The peripheral edge of the first sheet and the peripheral edge of the second sheet are welded over the entire circumference with an annular sealant film interposed therebetween. Thereby, the first sheet and the second sheet seal the internal space in which the electrode body is accommodated.
Note that the sealant film is formed by overlapping films made of thermoplastic resin.
ところで、特許文献1に記載の電気化学セルのように、外装体としてラミネートフィルムを利用した場合には、熱可塑性樹脂からなるシーラントフィルムを利用した溶着(熱融着)によって、電極体が収容された内部空間を封止している。しかしながら、樹脂の溶着による封止であるために、十分な封止性を得ることが難しい。
By the way, when a laminate film is used as an exterior body as in the electrochemical cell described in
これに対して、外装体として有底筒状のケース本体と封口板とを有する金属ケースを採用した場合には、ラミネートフィルムを利用する場合に比べて、高い封止性を得ることできる利点がある。特に、ケース本体と封口板とを、カシメ等によって固定することに代えて、レーザ溶接等によって溶接接合した場合には、優れた封止性を得ることが可能である。
さらに、ケース本体と封口板とを溶接接合する場合には、カシメ固定する場合に比べて、金属材料に求められる力学的強度を抑えることができるため、金属材の厚み自体を薄肉にし易い。そのため、外装体を薄く形成することができ、その分、内容量の向上化に繋げることができるといった利点を得ることが可能である。On the other hand, when a metal case with a bottomed cylindrical case body and a sealing plate is used as the exterior body, it has the advantage of being able to obtain higher sealing performance than when using a laminate film. be. In particular, when the case body and the sealing plate are welded together by laser welding or the like instead of being fixed by caulking or the like, it is possible to obtain excellent sealing performance.
Furthermore, when the case body and the sealing plate are joined by welding, the mechanical strength required of the metal material can be suppressed compared to when the case body and the sealing plate are fixed by caulking, so it is easier to reduce the thickness of the metal material itself. Therefore, it is possible to obtain the advantage that the exterior body can be formed thinly, which leads to an increase in internal capacity.
しかしながら、封口板の厚みを薄くした場合には、封口板が撓み易くなってしまう。そのため、ケース本体と封口板との溶接作業が難しくなる等の作業性の低下を招いてしまう。さらに、封口板の撓みや反り等によって、ケース本体に対して封口板が位置ずれし易い。そのため、溶接不良を招き易く、十分な封止性を得ることができないおそれがあった。 However, when the thickness of the sealing plate is reduced, the sealing plate becomes easily bent. Therefore, workability is reduced, such as making it difficult to weld the case body and the sealing plate. Furthermore, the sealing plate is likely to be misaligned with respect to the case body due to bending or warping of the sealing plate. Therefore, welding defects tend to occur, and there is a fear that sufficient sealing performance cannot be obtained.
本発明は、このような事情に考慮してなされたもので、その目的は、外装体を薄肉にしたとしても確実な封止性を得ることができると共に、生産性の向上化にも繋げることができる電気化学セルを提供することである。 The present invention has been made in consideration of these circumstances, and its purpose is to obtain reliable sealing performance even if the exterior body is made thin, and to also lead to improved productivity. The purpose of the present invention is to provide an electrochemical cell that can perform the following steps.
(1)本発明に係る一態様の電気化学セルは、電極体と、側部と、電池軸方向に向かい合う第1底部及び第2底部と、を有すると共に、内部に形成された収容空間内に前記電極体を収容する外装体と、前記電極体と電気的に接続されると共に、少なくとも一部が前記外装体の外部に露出する集電板と、を備える。前記外装体は、前記第1底部を含む第1部材と、前記第2底部を含むと共に、前記第1部材に対して溶接接合された第2部材と、前記収容空間内に前記電池軸方向に沿って配置され、前記第1底部と前記第2底部とを支持する支柱部と、を備える。前記電極体は、セパレータを介して積層された正極電極及び負極電極が前記支柱部の中心線軸回りに捲回されている。前記集電板は、絶縁性のシール材を介して前記第1底部に溶着されている。前記支柱部は、第1端部が前記集電板に接し、且つ第2端部が前記第2底部に接している。 (1) An electrochemical cell according to one aspect of the present invention has an electrode body, a side part, a first bottom part and a second bottom part facing each other in the axial direction of the battery, and has a housing space formed therein. The present invention includes an exterior body that houses the electrode body, and a current collector plate that is electrically connected to the electrode body and at least partially exposed to the outside of the exterior body . The exterior body includes a first member including the first bottom portion, a second member including the second bottom portion and welded to the first member, and a second member that is disposed within the housing space in the axial direction of the battery. a support column disposed along the bottom and supporting the first bottom part and the second bottom part. In the electrode body, a positive electrode and a negative electrode stacked with a separator in between are wound around the centerline axis of the support column. The current collector plate is welded to the first bottom via an insulating sealant. A first end of the support column is in contact with the current collector plate, and a second end is in contact with the second bottom .
電気化学セルによれば、収容空間内に電極体に加えて支柱部が収容されている。支柱部は、電池軸方向に向かい合う第1底部と第2底部とを支持している。これにより、支柱部を利用して、例えば第2部材に対して第1部材を支持することができる。
従って、外装体の全体を薄肉に形成したとしても、第1部材と第2部材との溶接接合の前段階で、第1部材が撓んでしまう等の意図しない変形を抑制することができる。従って、第2部材に対する第1部材の位置ずれ等を抑制した状態で溶接作業を行うことができ、作業効率を向上させて、生産性の向上化に繋げることができる。さらに、第2部材と第1部材とを精度良く適切に溶接することができ、確実な封止性を得ることができる。従って、作動信頼性が高く高品質な電気化学セルとすることができる。According to the electrochemical cell, the supporting space is housed in addition to the electrode body in the housing space. The support column supports a first bottom portion and a second bottom portion that face each other in the axial direction of the battery. Thereby, the first member can be supported with respect to the second member, for example, using the support column.
Therefore, even if the entire exterior body is formed thin, unintended deformation such as bending of the first member can be suppressed before the first member and the second member are welded together. Therefore, welding work can be performed while suppressing misalignment of the first member with respect to the second member, and work efficiency can be improved, leading to improved productivity. Furthermore, the second member and the first member can be appropriately welded with high accuracy, and reliable sealing performance can be obtained. Therefore, an electrochemical cell with high operational reliability and high quality can be obtained.
さらに、電極体は支柱部に巻き付けられることで、支柱部の中心軸線回りに捲回された捲回電極とされている。つまり、電極体を捲回するときの巻き芯を支柱部として利用しているので、捲回によって電極体を形成した後、支柱部ごと電極体を容器体内に収容することができる。そのため、組立作業を効率良く行うことができ、この点においても生産性の向上化に繋げることができる。 Further, the electrode body is wound around the column, thereby forming a wound electrode wound around the central axis of the column. In other words, since the winding core used when winding the electrode body is used as a strut, after the electrode body is formed by winding, the electrode body can be housed together with the strut in the container body. Therefore, assembly work can be performed efficiently, and productivity can be improved in this respect as well.
さらに、集電板及び第2部材を外部接続端子として利用することができる。 Furthermore , the current collector plate and the second member can be used as external connection terminals.
(2)(1)に記載の電気化学セルにおいて、前記支柱部は、絶縁性材料で形成されても良い。 ( 2 ) In the electrochemical cell according to ( 1 ), the support column may be formed of an insulating material.
この場合には、例えば集電板、第2部材及び電極体に対する導通を考慮する必要がなく、セラミック等の無機材料や絶縁性の合成樹脂材料で支柱部を形成することができる。特に、支柱部と他部品との導通を考慮する必要がない。そのため、支柱部を制約少なく設計することができ、設計自由度を向上することができる。 In this case, for example, there is no need to consider conduction to the current collector plate, the second member, and the electrode body, and the support column can be formed of an inorganic material such as ceramic or an insulating synthetic resin material. In particular, there is no need to consider electrical continuity between the support column and other components. Therefore, the support portion can be designed with fewer restrictions, and the degree of freedom in design can be improved.
(3)(1)に記載の電気化学セルにおいて、前記支柱部は、導体とされても良い。前記支柱部の前記第1端部と前記集電板とが直接的に接することにより、前記電極体と前記集電板とが前記支柱部を介して電気的に接続されても良い。前記支柱部の前記第2端部と前記第2底部とは、絶縁体を介して接することにより絶縁されても良い。 ( 3 ) In the electrochemical cell described in ( 1 ), the pillar portion may be a conductor. The electrode body and the current collector plate may be electrically connected via the support column by directly contacting the first end of the support column with the current collector plate. The second end portion of the support portion and the second bottom portion may be insulated by contacting each other via an insulator.
この場合には、支柱部を導体として利用することができる。従って、例えば支柱部に捲回された電極体における正極電極及び負極電極のうちの一方の電極を、支柱部を通じて集電板に導通させることができる。従って、一方の電極について電気抵抗を低減させ易く、電池性能の向上化を図り易い。さらに一方の電極に関し、支柱部と集電板とを接触させることで電気的接続を行えるので、組立作業をさらに効率良く行うことができる。 In this case, the support column can be used as a conductor. Therefore, for example, one of the positive electrode and the negative electrode in the electrode body wound around the support can be electrically connected to the current collector plate through the support. Therefore, it is easy to reduce the electrical resistance of one electrode, and it is easy to improve battery performance. Furthermore, regarding one electrode, electrical connection can be made by bringing the support portion into contact with the current collector plate, so that the assembly work can be performed more efficiently.
(4)(1)に記載の電気化学セルにおいて、前記支柱部は、導体とされても良い。前記支柱部の前記第1端部と前記集電板とは、絶縁体を介して接することにより絶縁されても良い。前記支柱部の前記第2端部と前記第2底部とが直接的に接することにより、前記電極体と前記第2底部とが前記支柱部を介して電気的に接続されても良い。 ( 4 ) In the electrochemical cell described in ( 1 ), the pillar portion may be a conductor. The first end of the support column and the current collector plate may be insulated by contacting each other via an insulator. The electrode body and the second bottom portion may be electrically connected via the support portion by directly contacting the second end portion of the support portion and the second bottom portion.
この場合には、支柱部を導体として利用することができる。従って、例えば支柱部に捲回された電極体における正極電極及び負極電極のうちの他方の電極を、支柱部を通じて第2部材に導通させることができる。従って、他方の電極について電気抵抗を低減させ易く、電池性能の向上化を図り易い。さらに他方の電極に関し、支柱部と第2部材とを接触させることで電気的接続を行えるので、組立作業をさらに効率良く行うことができる。 In this case, the support column can be used as a conductor. Therefore, for example, the other of the positive electrode and the negative electrode in the electrode body wound around the support can be electrically connected to the second member through the support. Therefore, it is easy to reduce the electrical resistance of the other electrode, and it is easy to improve battery performance. Furthermore, regarding the other electrode, electrical connection can be made by bringing the support portion into contact with the second member, so that the assembly work can be performed even more efficiently.
(5)(3)又は(4)に記載の電気化学セルにおいて、前記集電板は、前記第1底部のうち前記収容空間とは前記電池軸方向の反対側を向いた外面に前記シール材を介して溶着されると共に、全面に亘って外部に露出しても良い。前記支柱部は、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて前記集電板に接しても良い。 ( 5 ) In the electrochemical cell according to ( 3 ) or ( 4 ), the current collector plate has the sealing material on an outer surface of the first bottom portion facing opposite to the accommodation space in the battery axial direction. The entire surface may be exposed to the outside while being welded through. The support column portion may be in contact with the current collector plate through a through hole formed to penetrate the first bottom portion in the battery axial direction.
この場合には、貫通孔を通じて支柱部の第1端部を集電板に対して接触させることができ、集電板を介して第1部材を適切に支持することができる。特に、第1底部の外面側に集電板を配置することができるので、集電板を全面に亘って大きく外部に露出させることができる。従って、集電板を外部接続端子として有効に利用し易く、使い易く、実装性に優れた電気化学セルとすることができる。 In this case, the first end of the support column can be brought into contact with the current collector plate through the through hole, and the first member can be appropriately supported via the current collector plate. In particular, since the current collector plate can be disposed on the outer surface side of the first bottom portion, the current collector plate can be largely exposed to the outside over the entire surface. Therefore, the current collector plate can be effectively used as an external connection terminal, and an electrochemical cell that is easy to use and has excellent mounting properties can be obtained.
(6)(3)又は(4)に記載の電気化学セルにおいて、前記集電板は、前記第1底部のうち前記収容空間側を向いた内面に前記シール材を介して溶着されると共に、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて外部に部分的に露出しても良い。 ( 6 ) In the electrochemical cell according to ( 3 ) or ( 4 ), the current collector plate is welded to the inner surface of the first bottom portion facing the accommodation space via the sealing material, and The first bottom portion may be partially exposed to the outside through a through hole formed to penetrate in the axial direction of the battery.
この場合には、第1底部の内面側に集電板を配置することができるので、集電板及び第1部材の全体を、支柱部を利用して支持することができる。従って、第1部材の意図しない撓み等を効果的に抑制することができる。なお、この場合であっても、貫通孔を通じて集電板を外部に部分的に露出させることができるので、集電板を外部接続端子として機能させることができる。 In this case, since the current collector plate can be disposed on the inner surface side of the first bottom portion, the current collector plate and the first member can be entirely supported using the support portion. Therefore, unintended deflection of the first member can be effectively suppressed. Note that even in this case, since the current collector plate can be partially exposed to the outside through the through hole, the current collector plate can function as an external connection terminal.
(7)(1)から(6)のいずれか1項に記載の電気化学セルにおいて、前記電池軸に対して交差する方向に前記支柱部を位置決めする位置決め部を備えても良い。 ( 7 ) The electrochemical cell according to any one of ( 1 ) to ( 6 ) may further include a positioning section that positions the support column in a direction intersecting the battery axis.
この場合には、位置決め部を利用して支柱部の位置決めを行うことができる。従って、組立作業時に、例えば第1部材と支柱部とを電池軸に対して交差する方向に位置ずれすることなく組み合わせることが可能である。さらには、第2部材と支柱部とを電池軸に対して交差する方向に位置ずれすることなく組み合わせることが可能である。従って、組立作業をさらに効率良く行うことができると共に、組立精度を向上することができる。 In this case, the positioning section can be used to position the support column. Therefore, during assembly work, it is possible to combine, for example, the first member and the support portion without shifting their positions in the direction crossing the battery axis. Furthermore, it is possible to combine the second member and the support portion without shifting the position in the direction crossing the battery axis. Therefore, assembly work can be performed more efficiently and assembly accuracy can be improved.
(8)(1)から(7)のいずれか1項に記載の電気化学セルにおいて、前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成されても良い。前記第1部材は、前記第1底部が、前記側部の上端開口縁に重なった状態で溶接接合されても良い。 ( 8 ) In the electrochemical cell according to any one of (1) to ( 7 ), the second member may be formed into a bottomed cylindrical shape having the side portion and the second bottom portion. The first member may be welded and joined with the first bottom portion overlapping the upper opening edge of the side portion.
この場合には、組立作業時、第1部材を第2部材における側部の上端開口縁に上方から重ね合わせた後、例えば第1部材を上方から加圧しながら溶接を行える。従って、第1部材と第2部材とを強固に溶接接合し易く、収容空間内をさらに高い気密封止性で封止することができる。 In this case, during assembly work, after the first member is superimposed on the upper opening edge of the side portion of the second member from above, welding can be performed, for example, while pressurizing the first member from above. Therefore, the first member and the second member can be easily welded together firmly, and the inside of the housing space can be sealed with even higher airtightness.
(9)(1)から(7)のいずれか1項に記載の電気化学セルにおいて、前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成されても良い。前記第1部材は、前記第1底部の外周縁部から上方に向かって延びると共に、前記側部の内側に重なった状態で溶着された内側側部を備えても良い。前記側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いても良い。 ( 9 ) In the electrochemical cell according to any one of (1) to ( 7 ), the second member may be formed into a bottomed cylindrical shape having the side portion and the second bottom portion. The first member may include an inner side portion that extends upward from the outer peripheral edge of the first bottom portion and is welded to overlap the inner side of the side portion. The upper opening edge of the side part and the upper opening edge of the inner side part may face upward.
この場合には、組立作業時、第2部材の側部の内側に内側側部が径方向に二重に重なるように、第1部材と第2部材とを組み合わせることができる。これにより、側部と内側側部とを全周に亘って径方向に二重に重なるように配置しつつ、側部の上端開口縁及び内側側部の上端開口縁が共に同一方向である上方を向くように配置できる。従って、例えば上方からアプローチしながら溶接を行うことができ、側部と内側側部とを強固且つ容易に溶接接合することができる。従って、収容空間内を高い気密封止性で封止することができる。また、溶接作業等を効率良く行い易い。 In this case, during the assembly operation, the first member and the second member can be assembled so that the inner side portion overlaps the side portion of the second member in a double manner in the radial direction. As a result, while the side part and the inner side part are arranged so as to overlap in the radial direction over the entire circumference, the upper end opening edge of the side part and the upper end opening edge of the inner side part are both in the same direction. It can be placed so that it faces Therefore, for example, welding can be performed while approaching from above, and the side portion and the inner side portion can be firmly and easily welded together. Therefore, the inside of the housing space can be sealed with high airtightness. Moreover, it is easy to perform welding work etc. efficiently.
(10)(9)に記載の電気化学セルにおいて、前記第2部材の前記側部は、前記第2底部の外周縁部から上方に向けて延びた第1側部と、前記第1側部の上端部から径方向の外側に向けて折り曲げられた後、前記第1側部よりも拡径した状態で上方に向けて延びた第2側部と、を備えても良い。前記第1部材は、前記第2側部の内側に前記内側側部が重なった状態で溶接接合されても良い。前記第2側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いても良い。 ( 10 ) In the electrochemical cell according to ( 9 ), the side portion of the second member includes a first side portion extending upward from the outer peripheral edge of the second bottom portion, and the first side portion. and a second side portion that is bent radially outward from the upper end portion and then extends upward with a larger diameter than the first side portion. The first member may be welded and joined with the inner side portion overlapping the second side portion. The upper opening edge of the second side and the upper opening edge of the inner side may face upward.
この場合には、第1側部よりも上方に位置する第2側部の方が拡径するように第2部材を形成しているので、第1側部の周囲に、第1側部の直径と第2側部の直径との差分を利用して環状のスペース空間を確保することができる。これにより、スペース空間を有効に利用して、例えば外部端子を配置することができる。従って、外部端子を第1側部の側方から接触させて、導通を図るといった使い方を行える。従って、実装作業を行い易く、実装性に優れた電気化学セルとすることができる。
さらに、第1側部と第2側部とを、径方向の外側に向けた折り曲げ部分で繋いでいるので、側部全体の剛性を高めることができる。従って、第2部材を薄肉で形成したとしても、第2部材の強度を向上させることができる。In this case, since the second member is formed so that the diameter of the second side portion located above the first side portion is larger, the diameter of the second side portion located above the first side portion is expanded. An annular space can be secured using the difference between the diameter and the diameter of the second side. Thereby, it is possible to effectively utilize the space and arrange external terminals, for example. Therefore, the external terminal can be brought into contact with the first side portion from the side to establish electrical continuity. Therefore, the electrochemical cell can be easily mounted and has excellent mounting performance.
Furthermore, since the first side portion and the second side portion are connected by the bent portion directed outward in the radial direction, the rigidity of the entire side portion can be increased. Therefore, even if the second member is made thin, the strength of the second member can be improved.
さらに、第2側部の内側に内側側部が径方向に二重に重なるように、第1部材及び第2部材を組み合わせた際、上述した折り曲げ部分を利用して第1部材を支持することができる。従って、支柱部による支持と相まって、第1部材をさらに安定して支持することができる。さらに、第2側部と内側側部とを全周に亘って径方向に二重に重なるように配置しつつ、第2側部の上端開口縁及び内側側部の上端開口縁が共に同一方向である上方を向くように配置できる。従って、例えば上方からアプローチしながら溶接を行うことができ、第2側部と内側側部とを強固且つ容易に溶接接合することができる。従って、収容空間内を高い気密封止性で封止することができる。それに加え、第2側部を大きな直径で形成することができるので、溶接時の放熱性を向上することができる。 Further, when the first member and the second member are combined so that the inner side portion overlaps the second side portion doubly in the radial direction, the first member may be supported using the above-mentioned bent portion. I can do it. Therefore, in combination with the support by the support column, the first member can be supported more stably. Furthermore, while the second side part and the inner side part are arranged so as to overlap in the radial direction over the entire circumference, the upper end opening edge of the second side part and the upper end opening edge of the inner side part are both in the same direction. It can be placed so that it faces upward. Therefore, welding can be performed, for example, while approaching from above, and the second side portion and the inner side portion can be firmly and easily welded together. Therefore, the inside of the housing space can be sealed with high airtightness. In addition, since the second side portion can be formed with a large diameter, heat dissipation during welding can be improved.
(11)(1)から(10)のいずれか1項に記載の電気化学セルにおいて、前記支柱部の外周面には、前記支柱部の軸方向に沿って延びるフラット面が形成されても良い。前記セパレータは、前記フラット面に面接触した状態で前記支柱部に対して位置決めされても良い。 ( 11 ) In the electrochemical cell according to any one of (1) to ( 10 ), a flat surface extending along the axial direction of the support column may be formed on the outer peripheral surface of the support column. . The separator may be positioned with respect to the support column while being in surface contact with the flat surface.
この場合には、支柱部を利用して電極体を捲回する際に、セパレータをフラット面に面接触させながら支柱部に対して位置決めすることができる。従って、捲回時、支柱部に対するセパレータの相対位置関係がずれてしまう等の巻きずれが生じてしまうことを効果的に抑制することができる。従って、作動信頼性の高い電極体を得ることができ、高品質な電気化学セルとすることができる。 In this case, when winding the electrode body using the struts, it is possible to position the separator relative to the struts while bringing the separator into surface contact with the flat surface. Therefore, during winding, it is possible to effectively suppress winding misalignment such as misalignment of the relative position of the separator with respect to the strut portion. Therefore, an electrode body with high operational reliability can be obtained, and a high-quality electrochemical cell can be obtained.
(12)(1)から(10)のいずれか1項に記載の電気化学セルにおいて、前記支柱部の外周面には、前記支柱部の軸方向に沿って延びる溝部が形成されても良い。前記溝部には、前記セパレータを挟み込んだ状態で取り外し可能に押さえ部材が装着されても良い。前記セパレータは、前記溝部内への前記押さえ部材の装着によって、前記支柱部に対して位置決めされても良い。 ( 12 ) In the electrochemical cell according to any one of (1) to ( 10 ), a groove extending along the axial direction of the support column may be formed on the outer peripheral surface of the support column. A pressing member may be removably attached to the groove portion with the separator sandwiched therebetween. The separator may be positioned with respect to the support column by fitting the pressing member into the groove.
この場合には、支柱部を利用して電極体を捲回する際に、セパレータを挟み込んだ状態で押さえ部材を溝部内に装着することで、支柱部に対してセパレータを位置決めすることができる。従って、捲回時、支柱部に対するセパレータの相対位置関係がずれてしまう等の巻きずれが生じてしまうことを抑制することができる。従って、作動信頼性の高い電極体を得ることができ、高品質な電気化学セルとすることができる。 In this case, when winding the electrode body using the struts, the separator can be positioned with respect to the struts by installing a pressing member in the groove with the separator sandwiched therebetween. Therefore, during winding, it is possible to suppress occurrence of winding misalignment, such as misalignment of the relative position of the separator with respect to the strut portion. Therefore, an electrode body with high operational reliability can be obtained, and a high-quality electrochemical cell can be obtained.
(13)(12)に記載の電気化学セルにおいて、前記押さえ部材は、前記正極電極又は前記負極電極の集電端子を兼ねても良い。 ( 13 ) In the electrochemical cell described in ( 12 ), the pressing member may also serve as a current collecting terminal for the positive electrode or the negative electrode.
この場合には、押さえ部材を集電端子として機能させることができるので、組立作業をさらに効率良く行うことができる。 In this case, since the holding member can function as a current collecting terminal, the assembly work can be performed more efficiently.
(14)(1)から(10)のいずれか1項に記載の電気化学セルにおいて、前記支柱部は、前記支柱部の中心軸線を挟んで径方向に向かい合うように二股状に配置された第1柱部及び第2柱部を備えても良い。前記セパレータは、前記第1柱部と前記第2柱部との間に挿し込まれた状態で前記支柱部に捲回されることで、前記支柱部に対して位置決めされても良い。 ( 14 ) In the electrochemical cell according to any one of (1) to ( 10 ), the support section includes two bifurcated sections facing each other in the radial direction across the central axis of the support section. The first pillar part and the second pillar part may be provided. The separator may be positioned with respect to the column by being inserted between the first column and the second column and being wound around the column.
この場合には、支柱部を利用して電極体を捲回する際に、第1柱部と第2柱部との間にセパレータを挿し込んだ状態で捲回することで、支柱部に対してセパレータを位置決めすることができる。従って、捲回時、支柱部に対するセパレータの相対位置関係がずれてしまう等の巻きずれが生じてしまうことを抑制することができる。従って、作動信頼性の高い電極体を得ることができ、高品質な電気化学セルとすることができる。 In this case, when winding the electrode body using the pillar part, by inserting a separator between the first pillar part and the second pillar part and winding it, it is possible to The separator can be positioned by Therefore, during winding, it is possible to suppress occurrence of winding misalignment, such as misalignment of the relative position of the separator with respect to the strut portion. Therefore, an electrode body with high operational reliability can be obtained, and a high-quality electrochemical cell can be obtained.
(15)(14)に記載の電気化学セルにおいて、前記第1柱部及び前記第2柱部は、前記セパレータが挿し込まれるスリット部を介して対向するように配置されても良い。前記第1柱部及び前記第2柱部は、前記支柱部への前記電極体の捲回によって、前記スリット部を閉じるように変形可能とされても良い。 ( 15 ) In the electrochemical cell described in ( 14 ), the first columnar portion and the second columnar portion may be arranged to face each other with a slit portion into which the separator is inserted. The first pillar part and the second pillar part may be deformable so as to close the slit part by winding the electrode body around the pillar part.
この場合には、支柱部への電極体の捲回時、少なくともセパレータのうちスリット部に挿し込まれた部分を、第1柱部と第2柱部とによって挟持することができる。これにより、捲回時、支柱部に対するセパレータの相対位置関係がずれてしまう等の巻きずれが生じてしまうことを抑制することができる。さらには、例えば電極体と支柱部との安定した導通を確保することができる。 In this case, at least the portion of the separator inserted into the slit portion can be held between the first column portion and the second column portion when winding the electrode body around the column portion. Thereby, it is possible to suppress occurrence of winding misalignment such as misalignment of the relative position of the separator with respect to the strut portion during winding. Furthermore, stable conduction between the electrode body and the support portion can be ensured, for example.
外装体に薄肉にしたとしても確実な封止性を得ることができると共に、生産性の向上化にも繋げることができる電気化学セルを得ることができる。 Even if the exterior body is made thin, it is possible to obtain an electrochemical cell that can provide reliable sealing performance and also lead to improved productivity.
(第1実施形態)
以下、本発明に係る電気化学セルの実施形態について図面を参照して説明する。本実施形態では、電気化学セルとして、非水電解質二次電池の一種であるリチウムイオン二次電池(以下、単に二次電池という。)を例に挙げて説明する。(First embodiment)
Embodiments of an electrochemical cell according to the present invention will be described below with reference to the drawings. In this embodiment, a lithium ion secondary battery (hereinafter simply referred to as a secondary battery), which is a type of non-aqueous electrolyte secondary battery, will be exemplified as an electrochemical cell.
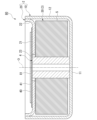
図1~図3に示すように、本実施形態の二次電池1は、いわゆるボタン(コイン)型の電池とされ、金属製の外装体2と、外装体2の内部に収容された発電要素3を備えている。
As shown in FIGS. 1 to 3, the
本実施形態では、外装体2の中心を通り上下方向に沿って延びる軸線を電池軸Oという。電池軸O方向から見た平面視で、電池軸Oに交差する方向を径方向といい、電池軸O回りに周回する方向を周方向という。さらに、電池軸Oに沿って、後述する容器体10の底壁部11から、後述するリッド部材20に向かう方向を上方といい、その反対を下方という。
In this embodiment, an axis passing through the center of the
外装体2は、周壁部(本発明に係る側部)12と、電池軸O方向に互いに向かい合う頂壁部(本発明に係る第1底部)21及び底壁部(第2底部)11と、を有し、内部に形成された収容空間5内に電極体30を含む発電要素3を収容する。
発電要素3は、セパレータ31を挟んで配置された正極電極32及び負極電極33を有する電極体30を備えていると共に、図示しない電解液(電解質溶液)を含んでいる。The
The
(外装体)
外装体2について詳細に説明する。
外装体2は、頂壁部21を含むリッド部材(本発明に係る第1部材)20と、底壁部11及び周壁部12を含むと共に、リッド部材20に対して溶接接合された容器体(本発明に係る第2部材)10と、収容空間5内に電池軸Oに沿って配置され、頂壁部21と底壁部11とを電池軸O方向に支持する支柱部4と、を備えている。(exterior body)
The
The
具体的には、容器体10は、平面視円形状に形成された底壁部11と、底壁部11における外周縁部の全周に亘って連設され、底壁部11から上方に向かって延びた周壁部12と、を備えた有底円筒状に形成されている。
ただし、容器体10の形状は有底円筒状に限定されるものではなく、例えば平面視で外形が楕円状、四角形状、多角形状となるように形成しても構わない。Specifically, the
However, the shape of the
容器体10は、金属製とされ、電極体30に導通する正極用の外部接続端子、或いは負極用の外部接続端子として機能する。容器体10の厚みとしては、例えば0.01mm~0.30mm程度とされ、薄肉の金属製容器とされている。但し、各図面では、図示を見易くするために容器体10の厚みを誇張して図示している。
The
容器体10の具体的な金属材質としては、容器体10を正極用の外部接続端子として機能させる、或いは負極用の外部接続端子として機能させるかによっても異なるが、例えばアルミニウム、アルミニウム合金、銅、銅合金、ステンレス鋼や、同種或いは異種の金属同士を圧着して形成したクラッド材(高機能性金属材料)を用いることができる。ただし、これらの場合に限定されるものではない。
ステンレス鋼としては、例えばSUS430やSUS444といったフェライト系ステンレス鋼、或いはSUS329J4Lといったオーステナイト・フェライト二相ステンレス鋼を挙げることができる。The specific metal material of the
Examples of the stainless steel include ferritic stainless steels such as SUS430 and SUS444, and austenitic-ferritic duplex stainless steels such as SUS329J4L.
クラッド材としては、例えばCu(内層)/Fe(中層)/Ni(外層)の3層クラッド材、Ni(内層)/Fe(中層)/Ni(外層)の3層クラッド材、或いはAl(内層)/SUS(中層)/Ni(外層)の3層クラッド材等が挙げられる。但し、クラッド材としては、3層に限定されるものではないし、その他の金属同士を多層に圧着することで形成してもかまわない。 Examples of the cladding material include a three-layer cladding material of Cu (inner layer)/Fe (middle layer)/Ni (outer layer), a three-layer cladding material of Ni (inner layer)/Fe (middle layer)/Ni (outer layer), or a three-layer cladding material of Al (inner layer). )/SUS (middle layer)/Ni (outer layer) three-layer cladding material. However, the cladding material is not limited to three layers, and may be formed by pressing other metals together in multiple layers.
クラッド材としてCuを用いた場合には、熱伝導性を高めることができるので、溶接時における放熱性を向上することができる。従って、Cuをクラッド材の内層に採用することで、電極体30の保護に繋げることができるので、好ましい。
When Cu is used as the cladding material, thermal conductivity can be increased, so heat dissipation during welding can be improved. Therefore, it is preferable to use Cu in the inner layer of the cladding material because it can protect the
さらにクラッド材の内面及び外面のいずれか一方、或いは内面及び外面の両方にメッキ処理を施して、金属メッキ膜を形成することが好ましい。
容器体10の内面に金属メッキ膜を形成することで、化学的に安定させることができる。従って、電解液等に対する耐性を向上させることができる。
容器体10の外面に金属メッキ膜を形成することで、防錆機能等の機能を付加することができると共に、電気抵抗を低減させることができる。従って、外部端子との電気的な接続性を向上させることができる。Furthermore, it is preferable to perform plating treatment on one or both of the inner and outer surfaces of the cladding material to form a metal plating film.
By forming a metal plating film on the inner surface of the
By forming a metal plating film on the outer surface of the
なお、具体的な金属メッキ膜としては、例えばNiメッキ膜、Ni等の合金メッキ膜等を採用することができる。特に共晶金属材料の合金メッキ膜を採用することが好ましい。共晶金属材料の合金メッキ膜を採用した場合には、例えば抵抗溶接を行うときに融点を下げることができる。従って、溶接時の温度を下げることが可能である。
その他、Au-Niの合金メッキ膜、Ni-Pの合金メッキ膜、Ni-Bの合金メッキ膜等も好適に採用することができる。In addition, as a specific metal plating film, for example, a Ni plating film, an alloy plating film such as Ni, etc. can be adopted. In particular, it is preferable to use an alloy plating film made of a eutectic metal material. When an alloy plating film of a eutectic metal material is employed, the melting point can be lowered during resistance welding, for example. Therefore, it is possible to lower the temperature during welding.
In addition, an Au-Ni alloy plating film, a Ni-P alloy plating film, a Ni-B alloy plating film, etc. can also be suitably employed.
例えば、本実施形態の二次電池1を時計用途に用いる場合、容器体10の金属材料としては耐食性に加えて非磁性であることが好ましい。
具体的には、上述のアルミニウム、アルミニウム合金、銅、銅合金のほか、ステンレス鋼としては、例えばSUS201、SUS202、SUS303、SUS304、SUS305、SUS316、SUS317、SUS321、SUS347といった各種のオーステナイト系ステンレス鋼を挙げることができる。
さらに容器体10として、上述の各種の金属の表面に、樹脂層が形成された材料を採用しても良い。例えば、ステンレス鋼からなる金属層とフィルム状の樹脂層とが積層したラミネートフィルムを用いることができる。この場合、金属製のリッド部材20と容器体10の金属層とを接合させることで、容器体10の開口部を塞ぐことができる。樹脂層としては、例えば後述するシーラントフィルム40に採用される樹脂材料を用いることができる。For example, when the
Specifically, in addition to the above-mentioned aluminum, aluminum alloy, copper, and copper alloy, examples of stainless steel include various austenitic stainless steels such as SUS201, SUS202, SUS303, SUS304, SUS305, SUS316, SUS317, SUS321, and SUS347. can be mentioned.
Furthermore, the
図2及び図3に示すように、リッド部材20は、頂壁部21と、内側周壁部(本発明に係る内側側部)22と、を備えた有頂円筒状に形成されている。
頂壁部21は、平面視円形状に形成され、容器体10の底壁部11に対して電極体30を挟んで電池軸O方向に向かい合うように配置されている。内側周壁部22は、頂壁部21における外周縁部の全周に亘って連設され、頂壁部21から上方に向かって延びている。As shown in FIGS. 2 and 3, the
The
なお、リッド部材20の形状は、容器体10の形状に対応していれば良い。例えば、リッド部材20の形状としては、容器体10の形状に対応して、平面視で外形が楕円状、四角形状、多角形状となるように形成しても構わない。リッド部材20の厚みとしては、容器体10と同様に例えば0.01mm~0.30mm程度とされ、薄肉とされている。但し、各図面では、図示を見易くするためにリッド部材20の厚みを誇張して図示している。
Note that the shape of the
リッド部材20は、容器体10における周壁部12の上端開口縁よりも頂壁部21が下方に位置し、且つ周壁部12の上端開口縁と内側周壁部22の上端開口縁とが面一となるように、周壁部12の内側に配置されている。これにより、内側周壁部22は、容器体10の周壁部12の内側に径方向に二重に重なった状態で溶接接合されている。
In the
周壁部12と内側周壁部22とは、全周に亘って溶接によって強固に接合されている。これにより、リッド部材20を利用して容器体10の開口部を塞ぐことができ、容器体10との間に支柱部4及び発電要素3を収容する収容空間(密閉空間)5を形成している。
The
容器体10とリッド部材20との溶接方法としては、特に限定されるものではないが、例えばレーザ溶接、超音波接合、シーム溶接等の抵抗溶接、摩擦撹拌接合(FSW:Friction Stir Welding)等を採用することができる。
これらの溶接の際、図示しない溶接器側を固定した状態で、溶接対象ワークである外装体2側を動かしながら溶接を行う、いわゆるワークムーブ方式で行っても構わない。或いは、溶接対象ワークである外装体2側を固定し、溶接器側を動かしながら溶接を行う、いわゆるヘッドムーブ方式で行っても構わない。例えばレーザ溶接をヘッドムーブ方式で行う場合には、ガルバノスキャニング式レーザ溶接器等を採用することが可能である。The method of welding the
During these welding operations, a so-called work move method may be used, in which welding is performed while moving the
リッド部材20における中央部には、該リッド部材20を上下方向に貫通する貫通孔23が電池軸Oと同軸に形成されている。貫通孔23の形状は、特に限定されるものではないが、例えば平面視円形状に形成されている。
A through
このように構成されたリッド部材20は、金属製とされている。リッド部材20の具体的な金属材質としては、例えば容器体10と同種或いは別種の金属材質を採用することができる。リッド部材20の金属材質として、例えば容器体10と別種の金属材質を採用する場合には、容器体10と熱膨張係数が近似するものを採用することが好ましい。
さらにリッド部材20についても、容器体10と同様に、内面及び外面のいずれか一方、或いは内面及び外面の両方にメッキ処理を施して、金属メッキ膜を形成することが好ましい。金属メッキ膜としては、先に述べた金属メッキ膜を採用することができる。The
Furthermore, similarly to the
(集電板)
上述のように構成されたリッド部材20には、図1~図3に示すように、シーラントフィルム(本発明に係る絶縁性のシール材)40を介して熱溶着(溶着)され、少なくとも一部分が外部(上方)に露出した集電板41が設けられている。
具体的には、シーラントフィルム40及び集電板41は、リッド部材20における頂壁部21のうち収容空間5とは電池軸O方向の反対を向いた上面(外面)に配置されている。そして、集電板41は、シーラントフィルム40を介して頂壁部21の上面に熱溶着され、全面に亘って上方に露出している。(current collector plate)
As shown in FIGS. 1 to 3, the
Specifically, the
シーラントフィルム40は、頂壁部21に形成された貫通孔23を囲む環状に形成され、電池軸Oと同軸に配置された状態で頂壁部21の上面に重なるように配置されている。図示の例では、シーラントフィルム40は、貫通孔23の直径よりも小さい内径で形成されている。但し、この場合に限定されるものではなく、シーラントフィルム40の内径は、貫通孔23の直径と同等、或いは大きく形成されていても構わない。
The
なお、シーラントフィルム40は、例えばポレオレフィン製の熱可塑性樹脂、或いはポリフェニレンサルファイド(PPS)等のエンジニアリングプラスチックから形成されている。ポリオレフィンとしては、例えばポリエチレン、ポリプロピレン、ポリブテン等を挙げることができる。
さらにシーラントフィルム40としては、上述した各ポリオレフィンの共重合体、ブレンドポリマー、或いは不織布で強化されたポリプロピレン等の複合体を用いても良い。さらに、寸法、形状、或いは厚みの異なる複数のシーラントフィルム40を重ねて用いてもよい。The
Furthermore, as the
集電板41は、金属製のプレートであって、電極体30と電気的に接続されている。これにより、集電板41は、電極体30に導通する正極用の外部接続端子、或いは負極用の外部接続端子として機能する。図示の例では、集電板41は、シーラントフィルム40の外径よりも小さい直径で平面視円形状に形成され、電池軸Oと同軸に配置された状態でシーラントフィルム40の上面に重なるように配置されている。これにより、集電板41は、貫通孔23を上方から塞いでいる。
The
集電板41の材質としては、特に限定されるものではないが、例えばニッケル等を好適に用いることができる。さらに集電板41の外部接続可能な面には、例えば金又はニッケル等といった良電性材料からなる金属、或いはこれらの金属を含む合金メッキ膜が形成されていても良い。
The material of the
上述したシーラントフィルム40は、頂壁部21の上面及び集電板41の下面に対してそれぞれ熱溶着されている。これにより、集電板41は、シーラントフィルム40を介して頂壁部21の上面に熱融着され、リッド部材20との間に絶縁性を維持しながら貫通孔23を上方から気密に封止している。特に、集電板41は、シーラントフィルム40を介してリッド部材20に対して一体的に組み合わされている。
The above-described
シーラントフィルム40は、集電板41と容器体10とを絶縁している。本実施形態の二次電池1は、集電板41と容器体10とがそれぞれ、図示しない電子機器の接圧端子やホルダ等と接触することにより、電子機器の正極側端子及び負極側端子のうちのいずれかの端子に電気的に接続することができる。なお、集電板41及び容器体10のうちの少なくとも一方に金属製の端子を溶接した後、端子を、半田付け、溶接等により電子機器に電気的に接続しても良い。
The
(支柱部)
図2及び図3に示すように、外装体2における収容空間5内には、発電要素3と共に支柱部4が収容されている。
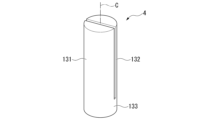
支柱部4は、電池軸Oに沿って上下方向に延びる軸状に形成され、電池軸Oと同軸に配置されている。図示の例では、支柱部4は中空の円筒状に形成され、その外径は貫通孔23の直径及びシーラントフィルム40の内径よりも小さい。これにより、支柱部4は、貫通孔23を通じて上端部(本発明に係る第1端部)が集電板41に対して下方から直接的に接触し、且つ下端部(本発明に係る第2端部)が容器体10の底壁部11に対して上方から直接的に接触するように配置されている。
従って、支柱部4は、リッド部材20に対して一体的に組み合わされた集電板41を下方から支持している。つまり、支柱部4は、集電板41を介してリッド部材20を下方から支持している。(pillar part)
As shown in FIGS. 2 and 3, the
The
Therefore, the
本実施形態の支柱部4は、セラミック等の無機材料や合成樹脂材料等の絶縁性材料で形成されている。支柱部4を合成樹脂製とする場合には、例えば融点がセパレータ31と同等の温度を有する熱可塑性樹脂を好適に用いることができる。具体的には、PE(ポリエチレン)、PP(ポリプロピレン)、PET(ポリエチレンテレフタレート)、PBT(ポリブチチレンテレフタレート)等の合成樹脂等材料を採用できる。さらには、これらの合成樹脂のコポリマーやブレンドポリマー等も利用することが可能である。
これにより、支柱部4を通じた容器体10と集電板41との電気的接続、或いは支柱部4を通じた集電板41と電極体30との電気的接続、或いは支柱部4を通じた容器体10と電極体30との電気的接続等を抑制することができる。The
This allows electrical connection between the
(発電要素)
図2及び図3に示すように、発電要素3は、電極体30及び図示しない電解液を含み、上述した支柱部4と共に収容空間5内に密封状態で収容されている。
電解液としては、例えば支持塩を非水溶媒に溶解させた液体を好適に用いることが可能である。支持塩としては、例えばフルオロリン酸リチウム(LiPF6)等を用いることができる。溶媒としては、例えばエチレンカーボネート(EC)と共に低沸点溶媒を用いることができる。(power generation element)
As shown in FIGS. 2 and 3, the
As the electrolytic solution, for example, a liquid in which a supporting salt is dissolved in a non-aqueous solvent can be suitably used. As the supporting salt, for example, lithium fluorophosphate (LiPF6) can be used. As the solvent, for example, a low boiling point solvent can be used together with ethylene carbonate (EC).
但し、発電要素3は、電解液に代えて、例えば固体電解質、ポリマー電解質、ゲル電解質等の電解質を利用した電極体を採用しても構わない。ポリマー電解質としては例えば、ポリエチレンオキサイド(PEO)、ポリプロピレンオキサイド(PPO)、これら含むブレンドポリマー、ポリアクリル酸エステル、ポリメタクリル酸エステル、ポリシロキサン、ポリフォスファゼン等を挙げることができる。電解液にポリ(ビニリデンフルオリド-co-ヘキサフルオロプロピレン、PVdF-HFP)を含有したゲル電解質を用いても良い。
However, the
(電極体)
図2に示すように、電極体30は、セパレータ31を挟んで配置された正極電極32及び負極電極33を有し、電池軸O回りに多重に捲回された捲回電極とされている。
具体的には、電極体30は、セパレータ31を挟んで正極電極32及び負極電極33が重ね合わされた状態で、支柱部4に巻き付けられる。これにより、電極体30は、電池軸Oと同軸に配置された支柱部4の中心軸線C(図4参照)回りに、径方向に多重に捲回されるように構成されている。従って、支柱部4は、電極体30を捲回する際の巻き芯としての機能を兼ねている。(electrode body)
As shown in FIG. 2, the
Specifically, the
電極体30は、電池軸O方向から見た平面視で、電池軸O(支柱部4の中心軸線C)を中心として、多重の渦巻き状に捲回されている。
本実施形態では、電極体30のうち支柱部4側に位置する最内層から容器体10の周壁部12側に位置する最外層に向けて、負極電極33、セパレータ31、正極電極32、セパレータ31、負極電極33、セパレータ31、正極電極32という順番で繰り返し配置されるように、電極体30は捲回されている。
なお、電極体30としては、例えばセパレータ31の両面に正極電極32と負極電極33とを具備する、いわゆるペレット型の電極体としても構わない。なお、図2以外の各図面では、電極体30の図示を簡略化している。The
In this embodiment, from the innermost layer of the
Note that the
図4に示すように、正極電極32は、電極体30の捲回前における展開した状態において、1枚のシート状に形成されている。具体的には、正極電極32は、一定幅で帯状に延びるように形成された長尺な正極集電体(正極集電箔)32aと、正極集電体32aの片面或いは両面に塗工等によって形成された正極活物質層32bと、を備えている。
As shown in FIG. 4, the
正極集電体32aは、例えばアルミニウム、アルミニウム合金、ステンレス等の金属材料で厚みの薄いシート状(金属箔)に形成されている。正極集電体32aの厚みとしては、例えば数μm~10数μm程度である。正極活物質層32bは、正極集電体32aのうち後述する正極端子タブ32cを除いた部分に形成されている。
なお、正極集電体32aは、金属箔のほか、例えば、エッチング箔、パンチングメタル、焼結金属体、若しくは発泡金属体を用いることができる。The positive electrode
In addition to metal foil, for example, etched foil, punched metal, sintered metal, or foamed metal can be used as the positive electrode
正極活物質層32bの形成材料として、正極活物質に加え、導電助剤(例えば、カーボンブラックやグラファイト等)、バインダ(例えば、ポリフッ化ビニリデン等)、溶剤(例えばN-メチルピロリドン等の任意の溶媒)を混合して正極用スラリーを作製することができる。
なお、正極活物質層32bを形成するための構成材料を含む塗布液を「正極用スラリー」という。この正極用スラリーを正極集電体32aに塗布し、乾燥させることにより正極活物質層32bを形成できる。
正極活物質としては、例えばニッケル-マンガン-コバルト酸リチウム(NMC)、ニッケル-コバルト-アルミ酸リチウム(NCA)、チタン酸リチウム(LTO)、マンガン酸リチウム(LMO)等のように、リチウムと遷移金属とを含む複合酸化物が挙げられる。In addition to the positive electrode active material, the material for forming the positive electrode
Note that the coating liquid containing constituent materials for forming the positive electrode
As a positive electrode active material, for example, nickel-manganese-lithium cobalt oxide (NMC), nickel-cobalt-lithium aluminate (NCA), lithium titanate (LTO), lithium manganate (LMO), etc. Examples include composite oxides containing metals.
正極集電体32aの両端部のうち支柱部4から離れた側に位置する一端部には、正極端子タブ32cが形成されている。正極端子タブ32cは、先に述べたように正極活物質層32bが形成されておらず、他の部品に対して電気的に接続可能とされている。正極端子タブ32cは、電極体30の捲回時、電極体30の外層側に配置される。
A
図4に示すように、負極電極33は、電極体30の捲回前における展開した状態において、1枚のシート状に形成されている。具体的には、負極電極33は、一定幅で帯状に延びるように形成された長尺な負極集電体(負極集電箔)33aと、負極集電体33aの片面或いは両面に塗工等によって形成された負極活物質層33bと、を備えている。
As shown in FIG. 4, the
負極集電体33aは、例えば銅、銅合金、ニッケル及びステンレス等の金属材料で厚みの薄いシート状(金属箔)に形成されている。負極集電体33aの厚みとしては、例えば数μm~10数μm程度である。負極活物質層33bは、負極集電体33aのうち後述する負極端子タブ33cを除いた部分に形成されている。
負極集電体33aは、金属箔のほか、例えば、エッチング箔、パンチングメタル、焼結金属体、若しくは発泡金属体を用いることができる。The negative electrode
For the negative electrode
負極活物質層33bの形成材料として、負極活物質に加え、導電助剤(例えば、カーボンブラックやグラファイト等)、バインダ(例えば、スチレン・ブタジエンゴム(SBR)のディスパージョン等)、増粘剤(例えば、セルロースナノファイバー(CNF:Cellulose Nano Fiber)、カルボキシメチルセルロース等)、溶剤(例えば、純水等の任意の溶媒)を混合して負極用スラリーを作製することができる。
なお、負極活物質層33bを形成するための構成材料を含む塗布液を「負極用スラリー」という。この負極用スラリーを負極集電体33aに塗布し、乾燥させることにより負極活物質層33bを形成することができる。
負極活物質としては、例えばシリコン、シリコン酸化物、グラファイト、ハードカーボン、チタン酸リチウム(LTO)、LiAl等の単体又は混合物等が挙げられる。In addition to the negative electrode active material, the materials for forming the negative electrode
Note that the coating liquid containing constituent materials for forming the negative electrode
Examples of the negative electrode active material include silicon, silicon oxide, graphite, hard carbon, lithium titanate (LTO), LiAl, and the like alone or in mixtures.
負極集電体33aの両端部のうち支柱部4から離れた側に位置する一端部には、負極端子タブ33cが形成されている。負極端子タブ33cは、先に述べたように負極活物質層33bが形成されておらず、他の部品に対して電気的に接続可能とされている。負極端子タブ33cは、電極体30の捲回時、電極体30の外層側に配置される。
A negative
図4に示すセパレータ31は、例えばポリオレフィン等の樹脂製のマイクロポーラスフィルム、ガラス製或いは樹脂製の不織布、セルロース繊維等の繊維の積層体等により形成されている。セパレータ31は、図示しないイオン透過孔を通じてリチウムイオンを通過させることが可能とされている。さらにセパレータ31として、例えば空孔内に電解液を保持できる多孔質体、或いはリチウムイオン導電性を有する樹脂層等を採用できる。
The
セパレータ31は、正極電極32及び負極電極33の層間全体に配置され、正極電極32と負極電極33との間を絶縁している。従って、セパレータ31は、少なくとも正極電極32と負極電極33とが対向する領域の全体で、正極電極32と負極電極33との間に介在するように配置されている。
The
上述のように構成された電極体30は、図2に示すように、支柱部4に巻き付くように捲回されることで、支柱部4と一体に組み合わされている。そして電極体30は、支柱部4の中心軸線C回りに、正極電極32及び負極電極33がセパレータ31を間に挟んだ状態で径方向に多重に積層するように捲回された捲回電極となる。
As shown in FIG. 2, the
なお、収容空間5内に支柱部4と共に収容された電極体30は、正極電極32及び負極電極33のうちの一方の電極が集電板41に導通(電気的接続)し、他方の電極が容器体10に導通(電気的接続)している。なお、電気的接続とは、例えば炭素系材料を介した接触、金属同士の溶接、或いは金属同士の接触等が挙げられる。
In addition, in the
本実施形態では、負極電極33を集電板41に導通させ、正極電極32を容器体10に導通させている。これにより、集電板41を負極用の外部接続端子として機能させることができ、容器体10を正極用の外部接続端子として機能させることができる。
但し、この場合に限定されるものではなく、負極電極33を容器体10に導通させることで、容器体10を負極用の外部接続端子として機能させても構わない。さらに、正極電極32を集電板41に導通させることで、集電板41を正極用の外部接続端子として機能させても構わない。In this embodiment, the
However, the present invention is not limited to this case, and by making the
負極電極33を集電板41に導通させる場合には、例えば負極端子タブ33cを直接的に集電板41に対して電気的接続させても構わないし、図示しないリード線に相当する導体を介して負極端子タブ33cと集電板41とを電気的接続させても構わない。
同様に、正極電極32を容器体10に導通させる場合には、例えば正極端子タブ32cを直接的に容器体10に対して電気的接続させても構わないし、図示しないリード線に相当する導体を介して正極端子タブ32cと容器体10とを電気的接続させても構わない。When the
Similarly, when the
(電極体の形成)
支柱部4を巻き芯として利用して電極体30を形成する場合について、以下に説明する。
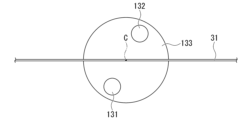
はじめに、図4に示すように、セパレータ31、正極電極32及び負極電極33をそれぞれ用意した後、支柱部4の外周面にセパレータ31を溶着する。これにより、支柱部4の外周面とセパレータ31とを互いに溶着することで形成した溶着部42を位置決め部と利用することができる。これにより、支柱部4に対してセパレータ31を位置決めすることができる。(Formation of electrode body)
A case in which the
First, as shown in FIG. 4, a
なお、予めセパレータ31の長さが決まっている場合には、セパレータ31の長さ方向の中央部よりも、正極電極32が重ね合わされる領域R1側にシフトした部分を支柱部4の外周面に溶着する。これにより、セパレータ31のうち正極電極32が重ね合わされる領域R1よりも、負極電極33が重ね合わされる領域R2の方を大きく確保することができる。
Note that when the length of the
次いで、図4に示す矢印Mの如く、支柱部4を中心軸線C回りに回転させる。この際、セパレータ31のうち負極電極33が重ね合わされる領域R2を、先行して支柱部4に巻き付けるように支柱部4を回転させる。
次いで、図5に示すように、支柱部4に先行して巻き付けられたセパレータ31と支柱部4との間に負極電極33を挿し込むように、セパレータ31と負極電極33とを重ね合わせる。この際、図5に示す矢印Sの如く、溶着部42に突き当たるまで負極電極33を挿し込む。この状態で、図6に示すように、支柱部4をさらに回転させる。これにより、支柱部4に対して負極電極33を先行して巻き付けることができる。従って、電極体30としての最内層を負極電極33で形成することができる。Next, the
Next, as shown in FIG. 5, the
さらにセパレータ31に正極電極32を重ね合わせながら支柱部4を連続回転させて、セパレータ31、正極電極32及び負極電極33を巻き付けるように捲回する。その結果、図2に示すように、支柱部4に巻き付くように捲回された電極体30を作製することができる。
なお、負極電極33を支柱部4に先行して巻き付ける関係上、正極電極32よりも負極電極33の方が長尺になるように形成しておくことが好ましい。Further, while superimposing the
Note that since the
なお、支柱部4を巻き芯として利用して電極体30を捲回する場合には、図示しない捲回機を利用して行える。この場合、捲回機は、例えば図7に示すように、支柱部4を取り外し可能に保持でき、且つ支柱部4の中心軸線C回りに回転可能とされたチャック部50を備えている。
Note that when the
チャック部50は、支柱部4の両側に配置された第1チャック部51及び第2チャック部52を有している。第1チャック部51及び第2チャック部52は、中心軸線Cと同軸に配置されている。
第1チャック部51及び第2チャック部52は、支柱部4に対してそれぞれ中心軸線Cに沿って接近離間可能とされている。さらに第1チャック部51及び第2チャック部52は、支柱部4に向けて突出する断面テーパ状の突起部51a、52aを有している。突起部51a、52aは、円筒状の支柱部4の開口部内に入り込むことが可能とされている。The
The
これにより、第1チャック部51及び第2チャック部52を利用して、支柱部4を中心軸線C方向の両側から挟み込むことができる。さらに、第1チャック部51と第2チャック部52と支柱部4とが中心軸線C上に並ぶように、支柱部4の芯出しを行うことが可能とされている。従って、チャック部50を利用して、回転ブレ等を抑制した状態で支柱部4を中心軸線C回りに精度良く回転させることができる。そのため、支柱部4への電極体30の巻き付けを、精度良く行うことが可能とされている。
Thereby, the
(二次電池の作用)
上述のように構成された二次電池1によれば、図1~図3に示すように、負極用の外部接続端子として機能する集電板41が外部に露出している。さらに、正極用の外部接続端子として機能する容器体10が外部に露出している。従って、集電板41及び容器体10を利用して、二次電池1を使用することが可能となる。(Effect of secondary battery)
According to the
特に、本実施形態の二次電池1によれば、収容空間5内に電極体30に加えて支柱部4が収容されている。支柱部4は、貫通孔23を通じて上端部が集電板41に対して下方から接触し、且つ下端部が容器体10の底壁部11に対して上方から接触するように配置されている。これにより、支柱部4を利用して集電板41を下方から支持することができる。しかも集電板41は、リッド部材20に対してシーラントフィルム40を介して溶着されているので、リッド部材20と一体に組み合わされている。そのため、支柱部4は集電板41を介してリッド部材20を下方から支持することができる。
In particular, according to the
従って、リッド部材20を含む外装体2の全体を例えば薄肉に形成したとしても、容器体10とリッド部材20との溶接接合の前段階で、リッド部材20が撓んでしまう等の意図しない変形を抑制することができる。従って、容器体10に対するリッド部材20の位置ずれ等を抑制した状態で、溶接作業を行うことができる。従って、作業効率を向上させることができ、生産性の向上化に繋げることができる。さらに、容器体10とリッド部材20とを精度良く適切に溶接することができ、確実な封止性を得ることができる。従って、作動信頼性が高く高品質な二次電池1とすることができる。
Therefore, even if the entire
さらに、電極体30は支柱部4に巻き付けられることで、セパレータ31を挟んで正極電極32及び負極電極33が重ね合わされた状態で、支柱部4の中心軸線C回りに捲回された捲回電極となる。つまり、電極体30を捲回するときの巻き芯として、支柱部4を利用している。そのため、捲回によって電極体30を形成した後、支柱部4ごと電極体30を容器体10内に収容することができる。そのため、組立作業を効率良く行うことができる。従って、この点においても生産性の向上化に繋げることができる。
Furthermore, the
以上説明したように、本実施形態の二次電池1によれば、外装体2を薄肉にしたとしても、確実な封止性を得ることができると共に、生産性の向上化に繋げることができる。
さらに、支柱部4を絶縁性材料で形成しているので、集電板41、容器体10及び電極体30に対する導通を考慮することなく支柱部4を形成することができる。そのため、支柱部4を制約少なく自由に設計し易く、設計自由度を向上することできる。
さらに、集電板41をリッド部材20の上面に配置しているので、集電板41を全面に亘って大きく露出させることができる。従って、集電板41を負極用の外部接続端子として有効に利用し易い。従って、使い易く、実装性に優れた二次電池1とすることができる。As explained above, according to the
Furthermore, since the
Furthermore, since the
さらに本実施形態の二次電池1において、容器体10及びリッド部材20を、先に述べたクラッド材等で形成した場合、或いは容器体10及びリッド部材20にメッキ処理等を施した場合には、例えば何等かの要因によって二次電池1が発熱する等して内圧が上昇したときに、金属界面を剥離させて内圧を外部に解放させるといったフェールセーフ対策を図ることも可能である。
Furthermore, in the
(二次電池の製造方法)
次に、第1実施形態の二次電池1の製造方法の一例について以下に簡単に説明する。
なお、上記第1実施形態では、集電板41とリッド部材20とをシーラントフィルム40を介して熱融着した場合を説明したが、この場合に限定されるものではない。例えば、シーラントフィルム40は、単層の合成樹脂層であっても構わないし、多層の合成樹脂層が接合されることで形成されていても構わない。さらには、シーラントフィルム40は、セラミックやガラス等の無機材料からなるシール材であっても構わない。
以下に説明する第1製造方法及び第2製造方法では、合成樹脂製の第1シール材及び第2シール材同士を熱融着することで、シーラントフィルム40としている場合を例にしている。(Method for manufacturing secondary batteries)
Next, an example of a method for manufacturing the
In addition, although the said 1st Embodiment demonstrated the case where the
In the first manufacturing method and the second manufacturing method described below, a case where the
<第1製造方法>
はじめに、集電板41の下面に第1シール材を重ね合わせ、両者を熱溶着によって一体に組み合わせる工程を行う。これにより、集電板41と第1シール材とが一体に組み合わされた集電板アッセンブリを得ることができる。
本工程と同時、或いは前後して、リッド部材20における頂壁部21の上面に第2シール材を重ね合わせ、両者を熱融着によって一体に組み合わせる工程を行う。これにより、リッド部材20と第2シール材とが一体に組み合わされたリッド部材アッセンブリを得ることができる。<First manufacturing method>
First, a step is performed in which a first sealing material is superimposed on the lower surface of the
At the same time as this step, or before or after this step, a step is performed in which a second sealing material is superimposed on the upper surface of the
上述の2工程が終了した後、第1シール材と第2シール材とが重なり合うように、集電板アッセンブリとリッド部材アッセンブリとを組み合わせた後、第1シール材及び第2シール材同士を熱融着する工程を行う。これにより、第1シール材及び第2シール材が熱融着によって一体化したシーラントフィルム40を介して、集電板41とリッド部材20とを一体的に組み合わせることができる。
After the above two steps are completed, the current collector plate assembly and the lid member assembly are combined so that the first sealant and the second sealant overlap, and then the first sealant and the second sealant are heated together. Perform the process of fusing. Thereby, the
上述した工程と同時、或いは前後して、支柱部4を巻き芯として利用して、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付けるように捲回し、電極体30を形成する工程を行う。本工程は、先に述べた電極体30の形成方法を採用することができる。
Simultaneously with, or before or after the above-mentioned process, a step of forming the
次いで、集電板41の下面に、電極体30が巻き付いた支柱部4の上端部を接触させ、両者を各種の溶着方法等によって一体に組み合わせる工程を行う。これにより、電極体30が巻き付いた支柱部4とリッド部材20とが集電板41を介して一体に組み合わされた電極体アッセンブリを得ることができる。
Next, the upper end of the
次いで、容器体10の内部に電解液を注液した後、電解液が満たされた容器体10の内部に電極体アッセンブリを収容する工程を行う。これにより、支柱部4を利用してリッド部材20を下方から支持しながら、容器体10の周壁部12の内側にリッド部材20を嵌め込むことができる。さらに、容器体10における周壁部12の上端開口縁と、リッド部材20における内側周壁部22の上端開口縁とを面一にした状態で、容器体10の周壁部12とリッド部材20の内側周壁部22とを径方向に二重に重ね合わせることができる。
Next, after pouring the electrolyte into the
最後に、周壁部12と内側周壁部22とを全周に亘って溶接する工程を行う。本工程では、先に述べたように、レーザ溶接、超音波接合、シーム溶接等の抵抗溶接、或いは摩擦撹拌接合等を採用することができる。これにより、容器体10とリッド部材20とを互いに溶接接合することができる。これにより、電極体30及び支柱部4が収容された収容空間5が密封された外装体2とすることができる。その結果、図1~図3に示す二次電池1を製造することができる。
Finally, a step of welding the
特に、上述した溶接作業を行う際に、周壁部12の上端開口縁及び内側周壁部22の上端開口縁が共に同一方向である上方を向いている。従って、例えば上方からアプローチしながらレーザ溶接を行うことができる。従って、例えば突合せ溶接等によって、周壁部12と内側周壁部22とを強固且つ容易に溶接接合することができる。これにより、収容空間5内を高い気密封止性で封止することができる。さらに、溶接作業を効率良く行い易い。
さらには、径方向に二重に重なった周壁部12及び内側周壁部22を、例えばローラ電極で挟み込みながら、シーム溶接(電気抵抗溶接)を行うことも可能である。In particular, when performing the above-described welding work, the upper opening edge of the
Furthermore, it is also possible to perform seam welding (electric resistance welding) while sandwiching the
<第2製造方法>
次に、第1製造方法とは異なる工程順番で二次電池1を製造する第2製造方法について説明する。
はじめに、支柱部4を巻き芯として利用して、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付けるように捲回し、電極体30を形成する工程を行う。本工程は、先に述べた電極体30の形成方法を採用することができる。
次いで、容器体10の内部に電解液を注液した後、電解液が満たされた容器体10の内部に電極体30が巻き付いた支柱部4を収容する工程を行う。<Second manufacturing method>
Next, a second manufacturing method will be described in which the
First, a step is performed to form the
Next, after pouring the electrolyte into the
上記工程と同時、或いは前後して、集電板41の下面に第1シール材を重ね合わせ、両者を熱溶着によって一体に組み合わせる工程を行う。これにより、集電板41と第1シール材とが一体に組み合わされた集電板アッセンブリを得ることができる。
本工程と同時、或いは前後して、リッド部材20における頂壁部21の上面に第2シール材を重ね合わせ、両者を熱融着によって一体に組み合わせる工程を行う。これにより、リッド部材20と第2シール材とが一体に組み合わされたリッド部材アッセンブリを得ることができる。Simultaneously with or before or after the above step, a step is performed in which the first sealing material is superimposed on the lower surface of the
At the same time as this step, or before or after this step, a step is performed in which a second sealing material is superimposed on the upper surface of the
上述の2工程が終了した後、第1シール材と第2シール材とが重なり合うように、集電板アッセンブリとリッド部材アッセンブリとを組み合わせた後、第1シール材及び第2シール材同士を熱融着する工程を行う。これにより、第1シール材及び第2シール材が熱融着によって一体化したシーラントフィルム40を介して、集電板41とリッド部材20とを一体的に組み合わせることができる。
After the above two steps are completed, the current collector plate assembly and the lid member assembly are combined so that the first sealant and the second sealant overlap, and then the first sealant and the second sealant are heated together. Perform the process of fusing. Thereby, the
次いで、容器体10の内部に収容された支柱部4の上端部と集電板41とが接触するように、容器体10に対してリッド部材20を組み合わせる。これにより、支柱部4を利用してリッド部材20を下方から支持しながら、容器体10の周壁部12の内側にリッド部材20を嵌め込むことができる。これにより、容器体10における周壁部12の上端開口縁と、リッド部材20における内側周壁部22の上端開口縁とを面一にした状態で、容器体10の周壁部12とリッド部材20の内側周壁部22とを径方向に二重に重ね合わせることができる。
Next, the
次いで、互いに接触した集電板41と支柱部4の上端部とを各種の溶着方法等によって一体に組み合わせる工程を行う。なお、本工程は必須ではなく、省略しても構わない。
Next, a process is performed in which the
最後に、周壁部12と内側周壁部22とを全周に亘って溶接する工程を行う。本工程では、先に述べたように、レーザ溶接、超音波接合、シーム溶接等の抵抗溶接、或いは摩擦撹拌接合等を採用することができる。これにより、容器体10とリッド部材20とを互いに溶接接合することができる。これにより、電極体30及び支柱部4が収容された収容空間5が密封された外装体2とすることができる。
その結果、図1~図3に示す二次電池1を製造することができる。なお、溶接時における優れた作用効果は、第1製造方法と同様である。Finally, a step of welding the
As a result, the
以上、二次電池1の製造方法として、第1製造方法及び第2製造方法を例に挙げて説明したが、これらの方法に限定されるものではない。
さらに、先に述べたように、第1製造方法及び第2製造方法では、第1シール材及び第2シール材同士を熱融着することでシーラントフィルム40を形成したが、1枚(単層)のシーラントフィルム40を採用しても構わない。
この場合には、集電板アッセンブリ及びリッド部材アッセンブリをそれぞれ作製する必要がなく、1枚のシーラントフィルム40を介して、集電板41とリッド部材20とを一体的に組み合わせれば良い。Although the first manufacturing method and the second manufacturing method have been described above as examples of manufacturing methods for the
Furthermore, as described above, in the first manufacturing method and the second manufacturing method, the
In this case, there is no need to separately produce a current collector plate assembly and a lid member assembly, and it is sufficient to integrally combine the
(第1実施形態の変形例)
第1実施形態において、絶縁性材料からなる支柱部4の上端部と集電板41の下面とは、互いに接触していれば良い。例えば、上述した第1製造方法及び第2製造方法で説明したように、支柱部4と集電板41とを溶着等によって一体的に組み合わせなくても良い。
但し、支柱部4と集電板41とを溶着等によって一体的に組み合わせた場合には、容器体10とリッド部材20とを溶接接合する前に、リッド部材20を上方から押さえる等の仮固定を行う必要がないので、好ましい。(Modified example of the first embodiment)
In the first embodiment, the upper end of the
However, when the
第1実施形態において、支柱部4に電極体30を巻き付ける際に、図4に示すように、支柱部4の外周面にセパレータ31を溶着して溶着部42を形成し、これによって支柱部4に対するセパレータ31の位置ずれを防止したが、溶着部42に限定されるものではない。
例えば、支柱部4の外周面に接着剤を利用してセパレータ31を接着固定することで、支柱部4に対するセパレータ31の位置ずれを防止しても構わない。In the first embodiment, when winding the
For example, the
(第2実施形態)
次に、本発明に係る電気化学セルの第2実施形態について図面を参照して説明する。なお、この第2実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Second embodiment)
Next, a second embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 2nd embodiment, the same code|symbol is attached|subjected about the same component as a 1st embodiment, and the description is abbreviate|omitted.
図8に示すように、本実施形態の二次電池(本発明に係る電気化学セル)60は、リッド部材20及び容器体10に対して支柱部4を位置決めした状態で、収容空間5内に支柱部4及び電極体30を収容している。
本実施形態の容器体10の底壁部11の中央部分には、上方に向けて含んだ突起部(本発明に係る位置決め部)61が形成されている。図示の例では、突起部61は上方に向けて半球状に膨らむように形成されている。突起部61は、電池軸Oと同軸に配置され、支柱部4の下端開口部内に下方から入り込んでいる。これにより、支柱部4は、底壁部11に対して電池軸Oに交差する径方向に位置ずれすることが抑制されている。これにより、支柱部4は、底壁部11に対して径方向に位置決めされている。
なお、突起部61の形状としては、図8に示す半球状のほか、例えば円柱状、角柱状、円錐状、角錐状、といった各種の形状とすることができる。As shown in FIG. 8, the secondary battery (electrochemical cell according to the present invention) 60 of this embodiment is placed in the
A protrusion (positioning part according to the present invention) 61 that extends upward is formed in the center of the
In addition to the hemispherical shape shown in FIG. 8, the shape of the
さらに本実施形態の集電板41の中央部分には、上方に向けて膨らんだ有頂筒状の膨出部(本発明に係る位置決め部)62が形成されている。図示の例では、膨出部62は、リッド部材20に形成された貫通孔23の直径と同等の外径を有する平面視円形状に形成されている。さらに、膨出部62は、容器体10における周壁部12の上端開口縁よりも上方に僅かに突出する高さで膨らむように形成されている。
Furthermore, a cylindrical bulge portion (positioning portion according to the present invention) 62 is formed in the center of the
支柱部4は、第1実施形態よりも上方に長く形成されている。支柱部4は、膨出部62の内側に下方から入り込んだ状態で、膨出部62の頂壁に対して下方から接触している。このように、膨出部62の内側に支柱部4が下方から入り込むことで、支柱部4は集電板41に対して電池軸Oに交差する径方向に位置ずれすることが抑制されている。従って、支柱部4は、集電板41に一体に組み合わされたリッド部材20に対して、径方向に位置決めされている。
The
(二次電池の作用)
上述のように構成された本実施形態の二次電池60であっても、第1実施形態と同様の作用効果を奏功することができる。
それに加え、突起部61及び膨出部62を利用して、支柱部4の位置決めを行うことができる。従って、組立作業時に、リッド部材20と支柱部4とを径方向に位置ずれすることなく組み合わせることができる。さらに、容器体10と支柱部4とを径方向に位置ずれすることなく組み合わせることができる。従って、組立作業をさらに効率良く行うことができると共に、組立精度を向上することができる。(Effect of secondary battery)
Even the
In addition, the
さらに、電気を取り出すために図示しない外部端子を集電板41に溶接する場合、外部端子を集電板41に押しつけながら溶接を行う。このとき、リッド部材20及び容器体10に対して位置決めされた支柱部4が存在することで、外部端子の押し付けに起因する負荷が電池の内部構造に影響を及ぼすことを防止することができる。
Further, when an external terminal (not shown) is welded to the
なお、第2実施形態では、底壁部11に形成した突起部61、及び集電板41に形成した膨出部62を利用して、容器体10及びリッド部材20のそれぞれに対して支柱部4を位置決めする構成としたが、この場合に限定されるものではない。例えば、容器体10及びリッド部材20のうちのすくなくとも一方に対して支柱部4を位置決めしても構わない。
In the second embodiment, the
(第2実施形態の変形例)
第2実施形態において、図9に示すように、膨出部62の内径を支柱部4の外径と同等或いは僅かに小さく形成しても構わない。これにより、圧入等によって支柱部4の上端部の外側に、膨出部62を密に嵌合(例えば締まり嵌め)させることができる。
このように構成することで、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。さらに、膨出部62の有無により、集電板41の上面と下面とを一目で区別することができる。従って、集電板41の品質管理を行い易いうえ、組立作業性の向上化に繋げることができる。(Modified example of second embodiment)
In the second embodiment, as shown in FIG. 9, the inner diameter of the bulging
With this configuration, it is possible to position the
(第2実施形態の変形例)
さらに第2実施形態では、位置決め部として上方に向けて膨らむ膨出部62を集電板41に形成したが、この場合に限定されるものではない。例えば、位置決め部を、集電板41の下方に向けて突出するように形成しても構わない。
例えば図10に示すように、集電板41の中央部分に、下方に向けて突出する突起軸(本発明に係る位置決め部)63を電池軸Oと同軸に形成しても良い。突起軸63は、直径が支柱部4の内径と同等或いは僅かに大きい平面視円形状に形成され、圧入等によって支柱部4の上端開口部の内側に密に嵌合(例えば締まり嵌め)されている。
このように構成した場合であっても、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。(Modified example of second embodiment)
Further, in the second embodiment, the bulging
For example, as shown in FIG. 10, a protrusion shaft (positioning portion according to the present invention) 63 that projects downward may be formed coaxially with the battery shaft O at the center portion of the
Even in the case of this configuration, it is possible to position the
さらに図11に示すように、集電板41の中央部分に、下方に向けて突出する突起筒(本発明に係る位置決め部)64を電池軸Oと同軸に形成しても良い。突起筒64は、内径が支柱部4の外径と同等或いは僅かに小さい円筒状に形成され、圧入等によって支柱部4の上端部の外側に密に嵌合(例えば締まり嵌め)されている。なお、図11では、支柱部4を円柱状に形成した場合を図示している。但し、支柱部4を円筒状に形成した場合であっても同様である。
このように構成した場合であっても、集電板41と支柱部4とを物理的に固定しながら、集電板41に対する支柱部4の位置決めを行うことができる。Furthermore, as shown in FIG. 11, a protruding tube (positioning portion according to the present invention) 64 that protrudes downward may be formed coaxially with the battery axis O at the center portion of the
Even in the case of this configuration, it is possible to position the
(第3実施形態)
次に、本発明に係る電気化学セルの第3実施形態について図面を参照して説明する。なお、この第3実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Third embodiment)
Next, a third embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 3rd embodiment, the same code|symbol is attached|subjected about the same component as a 1st embodiment, and the description is abbreviate|omitted.
図12に示すように、本実施形態の二次電池(本発明に係る電気化学セル)70は、支柱部4が導体とされている。具体的に支柱部4は、金属製の円筒状とされている。支柱部4の材質としては、特に限定されるものではないが、例えば集電板41と同様にニッケル等を好適に用いることができる。
As shown in FIG. 12, in the secondary battery (electrochemical cell according to the present invention) 70 of this embodiment, the
電極体30は、支柱部4が導体であることに関連して、支柱部4を通じて集電板41に導通している。具体的には、電極体30は、負極電極33が支柱部4に導通した状態で支柱部4に巻き付けられている。これにより、負極電極33は支柱部4を通じて集電板41に電気的に接続されている。
The
さらに支柱部4が導体であることに関連して、支柱部4の下端部と容器体10の底壁部11との間には、支柱部4と底壁部11との間を絶縁する絶縁体71が形成されている。
図示の例では、絶縁体71は、容器体10における底壁部11の上面(内面))に全面に亘って形成されている。これにより、絶縁体71を利用して支柱部4の下端部と底壁部11との間を電気的に絶縁することが可能とされている。Furthermore, in relation to the fact that the
In the illustrated example, the
なお、絶縁体71は、底壁部11の上面の全面に亘って形成されている必要はない。例えば、絶縁体71は、底壁部11の上面のうち支柱部4の下端部が接触する領域に少なくとも形成されていれば良い。さらに、絶縁体71は、底壁部11の上面だけでなく、周壁部12の内面側にも連続して形成されても構わない。
さらに絶縁体71は、底壁部11側に形成されている必要はなく、支柱部4の下端面に形成されていても構わない。さらには、底壁部11の上面及び支柱部4の下端面のそれぞれに絶縁体71を形成しても構わない。Note that the
Furthermore, the
絶縁体71としては、特定のものに限定されるものではないが、例えば絶縁性の合成樹脂膜を採用しても良い。さらには、絶縁性に優れた合成樹脂製の絶縁テープ(例えばポリイミド製テープ、ポリフェニレンサルファイド(PPS)製テープ、ポリエチレンテレフタレート(PET)製のテープ)を絶縁体71として採用しても良い。さらには、絶縁性の塗料を利用した絶縁膜を絶縁体71として採用しても構わない。
Although the
支柱部4と負極電極33との導通に関しては、特定の方法に限定されるものではない。例えば、図13に示すように、支柱部4に電極体30を巻き付けるにあたって、先行して、支柱部4の外周面に負極電極33における負極端子タブ33cを溶接等による接合部72を介して接合すれば良い。その後、先に述べたように、支柱部4の外周面にセパレータ31を接合して位置ずれを抑制した状態で、セパレータ31、負極電極33、正極電極32の巻き付けを行って、支柱部4に捲回した電極体30を形成すれば良い。
Concerning the conduction between the
なお、正極電極32に関しては、第1実施形態と同様に、正極端子タブ32cを直接的に容器体10に対して電気的接続させる、或いは図示しない導体(リード線に相当)を介して正極端子タブ32cと容器体10とを電気的接続させれば良い。
Regarding the
(二次電池の作用)
上述のように構成された本実施形態の二次電池70であっても、第1実施形態と同様の作用効果を奏功することができる。
それに加え、負極電極33に関し、支柱部4を通じて集電板41に電気的に接続できるので、導体(リード線に相当)等が不要になり、電気抵抗を低減させ易い。そのため、電池性能の向上化を図り易い。さらに、負極電極33に関し、支柱部4と集電板41とを接触させることで電気的接続を行えるので、組立作業をさらに効率良く行うことができる。(Effect of secondary battery)
Even the
In addition, since the
なお、本実施形態の二次電池70を製造する場合には、基本的には、第1実施形態における第1製造方法及び第2製造方法で製造することが可能である。
但し、これらの製造方法において、例えば容器体10における底壁部11に絶縁体71を予め形成しておく必要がある。さらに、支柱部4が金属製であるので、支柱部4と集電板41とを各種の溶接方法で互いに溶接接合しておくことが好ましい。In addition, when manufacturing the
However, in these manufacturing methods, it is necessary to form the
(第3実施形態の変形例)
第3実施形態において、例えば図14に示すように、シーラントフィルム40の内周縁部を下方に向けて折り返しても構わない。これにより、シーラントフィルム40の内周縁部を利用して、リッド部材20の貫通孔23の内周面を全周に亘って径方向の内側から塞ぐ保護部40aを形成することができる。従って、導体である支柱部4とリッド部材20との意図しない導通(ショート)を防止することができ、好ましい。(Modification of third embodiment)
In the third embodiment, for example, as shown in FIG. 14, the inner peripheral edge of the
(第3実施形態の変形例)
さらに第3実施形態では、支柱部4自体を金属材料で形成することで、導体として機能させたが、この場合に限定されるものではない。例えば、導電性を有する合成樹脂(導電性樹脂)で支柱部4を形成しても構わない。
この種の合成樹脂としては、機械的強度や耐熱性を考慮する観点において、エンジニアリングプラスチックを用いることが好ましい。例えば、ポリフェニレンスルファイド(PPS)、液晶ポリマー(LCP)、ポリエーテルエーテルケトン(PEEK)、ペルフルオロアルコキシフッ素樹脂(PFA)等を用いることができる。(Modification of third embodiment)
Further, in the third embodiment, the
As this type of synthetic resin, it is preferable to use engineering plastics from the viewpoint of mechanical strength and heat resistance. For example, polyphenylene sulfide (PPS), liquid crystal polymer (LCP), polyetheretherketone (PEEK), perfluoroalkoxyfluororesin (PFA), etc. can be used.
さらには、絶縁性の合成樹脂で支柱部4の素材を形成したうえで、素材の外表面に金属膜を成膜することで支柱部4を形成しても構わない。この場合であっても、金属膜を利用して電気的接続を図ることができるので、支柱部4を導体として機能させることができる。なお、金属膜を成膜する場合には、例えばメッキ処理が金属溶射処理等を施すことで行える。
Furthermore, the
(第3実施形態の変形例)
さらに上記第3実施形態では、支柱部4を通じて電極体30の負極電極33を集電板41に導通させたが、例えば図15に示すように、支柱部4を通じて電極体30が容器体10に導通した二次電池(本発明に係る電気化学セル)80としても構わない。(Modification of third embodiment)
Further, in the third embodiment, the
この場合には、支柱部4の上端部と集電板41との間に、支柱部4と集電板41との間を絶縁する絶縁体81が形成されている。絶縁体81は、集電板41の下面のうち支柱部4の上端部が接触する領域に形成されていれば良い。これにより、絶縁体81を利用して、支柱部4と集電板41との間を電気的に絶縁することが可能とされている。
なお、絶縁体81は、支柱部4の上端面に形成されていても構わないし、集電板41の下面及び支柱部4の上端面のそれぞれに形成されていても構わない。In this case, an
Note that the
なお、正極電極32に関しては、正極端子タブ32cを直接的に集電板41に対して電気的接続させる、或いは図示しない導体(リード線に相当)を介して正極端子タブ32cと集電板41とを電気的接続させれば良い。
Regarding the
上述のように構成された二次電池80の場合には、集電板41を正極用の外部接続端子として機能させることができる。これにより、容器体10を負極用の外部接続端子として機能させることができる。従って、容器体10及び集電板41を利用して、二次電池80を使用することができる。
In the case of the
なお、支柱部4に電極体30を巻き付ける際に、支柱部4に対して負極電極33を導通させる必要はなく、正極電極32を導通させても構わない。この場合には、支柱部4を通じて正極電極32と容器体10とを電気的接続させることができる。負極電極33に関しては、負極端子タブ33cを直接的に集電板41に対して電気的接続させる、或いは図示しない導体(リード線に相当)を介して負極端子タブ33cと集電板41とを電気的接続させれば良い。
これにより、集電板41を負極用の外部接続端子として機能させることができる。従って、容器体10を正極用の外部接続端子として機能させることができる。Note that when winding the
This allows the
(第4実施形態)
次に、本発明に係る電気化学セルの第4実施形態について図面を参照して説明する。なお、この第4実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Fourth embodiment)
Next, a fourth embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 4th embodiment, the same code|symbol is attached|subjected about the same component as the component in 1st Embodiment, and the description is abbreviate|omitted.
図16及び図17に示すように、本実施形態の二次電池(本発明に係る電気化学セル)90は、リッド部材(本発明に係る第1部材)91が、頂壁部21と、頂壁部21における外周縁部から上方に向かって延びた内側周壁部22と、内側周壁部22の上端部から径方向の外側に向かって延びた環状のフランジ部92と、を備えている。
内側周壁部22は、容器体10における周壁部12よりも上方に向けて僅かに突出している。フランジ部92は、内側周壁部22の上端部から径方向の外側に向けて延び、周壁部12の上端開口端に対して全周に亘って上方から重なった状態で溶接接合されている。As shown in FIGS. 16 and 17, the secondary battery (electrochemical cell according to the present invention) 90 of the present embodiment has a lid member (first member according to the present invention) 91 that is connected to the
The inner
(二次電池の作用)
このように構成された本実施形態の二次電池90によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、組立作業時、リッド部材91を容器体10の周壁部12の上端開口縁に上方から重ね合わせた後、例えばリッド部材91を上方から加圧しながら溶接を行える。従って、容器体10とリッド部材91とを強固に溶接接合し易い。これにより、収容空間5をさらに高い気密性で封止することが可能である。(Effect of secondary battery)
According to the
In addition, during assembly work, after the
(第4実施形態の変形例)
上記第4実施形態では、集電板41をリッド部材91の頂壁部21の上面に配置した構成としたが、この場合に限定されるものではない。例えば、リッド部材91の頂壁部21の下面に配置しても構わない。
例えば図18に示す二次電池90では、集電板41がシーラントフィルム40を介してリッド部材91における頂壁部21の下面に溶着されている。これにより、集電板41は、頂壁部21に形成された貫通孔23を下方から塞ぐように、リッド部材91に対して一体的に組み合わされている。従って、集電板41は、貫通孔23を通じて上方に向けて部分的に露出している。(Modified example of the fourth embodiment)
In the fourth embodiment, the
For example, in a
この場合の二次電池90であっても、第4実施形態と同様の作用効果を奏功することができる。それに加えて、この場合には、リッド部材91の下面に集電板41を配置することができるので、集電板41及びリッド部材91の全体を、支柱部4を利用して下方から支持することができる。従って、リッド部材91の意図しない撓み等を効果的に抑制することができる。
なお、この場合の二次電池90であっても、貫通孔23を通じて集電板41を部分的に露出させることができるので、負極用の外部接続端子として機能させることができる。従って、図示しない外部端子の端子部を、リッド部材91に対して非接触状態で集電板41に接触させることで、外部端子と集電板41とを電気的接続させることができる。その結果、二次電池90を使用することができる。Even with the
Note that even in the
なお、図18に示すように、リッド部材91の下面に集電板41を配置する構成は、先に説明した第1実施形態から第3実施形態に適用しても構わないし、以下に説明する他の実施形態に適用しても構わない。
Note that, as shown in FIG. 18, the configuration in which the
(第4実施形態の変形例)
さらに上記第4実施形態では、リッド部材91が平坦な頂壁部21と、頂壁部21の外周縁部から上方に向かって延びる内側周壁部22と、内側周壁部22の上端部から径方向の外側に向かって延びる環状のフランジ部92とを具備していたが、この場合に限定されるものではない。例えば図19に示すように、リッド部材91は、内側周壁部22に代えて断面U字状の環状溝部95を具備する構成としても構わない。(Modified example of the fourth embodiment)
Further, in the fourth embodiment, the
環状溝部95は、頂壁部21の外周縁部の全周に亘って形成されている。さらに環状溝部95は、下方に向けて突となるように断面U字状に形成されている。フランジ部22は、環状溝部95を径方向の外側から囲むように環状溝部95に全周に亘って連設されている。
特に、この場合のリッド部材91は、頂壁部21がフランジ部22と同等の高さ位置となるように形成されている。これにより、頂壁部21は、図16に示す場合よりも上方に配置され、二次電池90の高さ位置でフラットになるように配置されている。The
In particular, the
このように構成された二次電池90の場合であっても、第4実施形態と同様に容器体10とリッド部材91とを強固に溶接接合することが容易である。
それに加えて、この場合の二次電池90によれば、頂壁部21の位置を上方にシフトしているので、その分、内部空間を増やすことができる。従って、例えば電極体30の体積を増やすことが可能である。或いは緩衝部材等を配置して、電極体30の位置を安定化させるといったことが可能になる。Even in the case of the
In addition, according to the
さらに、図19に示す二次電池90では、図18に示す場合と同様に、集電板41を、シーラントフィルム40を介してリッド部材91における頂壁部21の下面に溶着している。
それに加えて、図14に示す第3実施形態の変形例の如く、シーラントフィルム40の内周縁部40aを全周に亘って上方に向けて折り返している。特に、シーラントフィルム40の内周縁部40aを、頂壁部21よりも上方に突出するように折り返している。
これにより、シーラントフィルム40の内周縁部40aを利用して、リッド部材91の貫通孔23の内周面を径方向の内側から覆って保護することができる。さらに内周縁部40aは、リッド部材91の高さ位置よりも上方に突出している。従って、外部端子と集電板41とを電気的接続させる際に、内周縁部40aを利用して、外部端子とリッド部材91とが意図せずに接触して短絡してしまうことを効果的に防止することができる。Furthermore, in the
In addition, as in a modification of the third embodiment shown in FIG. 14, the inner
Thereby, the inner
なお、図19において、集電板41を、シーラントフィルム40を介してリッド部材91における頂壁部21の上面に溶着しても構わない。この場合には、図14に示す第3実施形態の変形例の如く、シーラントフィルム40の内周縁部40aを下方に向けて折り返し、リッド部材91の貫通孔23の内周面を全周に亘って保護することが好ましい。
In addition, in FIG. 19, the
(第5実施形態)
次に、本発明に係る電気化学セルの第5実施形態について図面を参照して説明する。なお、この第5実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Fifth embodiment)
Next, a fifth embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 5th Embodiment, the same code|symbol is attached|subjected about the same component as the component in 1st Embodiment, and the description is abbreviate|omitted.
図20~図22に示すように、本実施形態の二次電池(本発明に係る電気化学セル)100は、電池軸Oに沿って一定の外径ではなく、下部側の外径よりも上部側の外径の方が拡径した外形形状とされている。 As shown in FIGS. 20 to 22, the secondary battery (electrochemical cell according to the present invention) 100 of this embodiment does not have a constant outer diameter along the battery axis O, but has a lower outer diameter than a lower outer diameter. The outside diameter of the side is made larger in diameter.
容器体(本発明に係る第2部材)105は、底壁部11の外周縁部から上方に向けて延びた第1周壁部(本発明に係る第1側部)101と、第1周壁部101の上端部から径方向の外側に向けて折り曲げられた後、第1周壁部101よりも拡径した状態で上方に向けた延びた第2周壁部(本発明に係る第2側部)102と、を備えている。
このように、本実施形態の周壁部12は、第1周壁部101及び第2周壁部102を備え、外径が異なる2段筒状に形成されている。The container body (second member according to the present invention) 105 includes a first circumferential wall portion (first side portion according to the present invention) 101 extending upward from the outer peripheral edge of the
In this way, the
第2周壁部102は、第1周壁部101の上端部から径方向の外側に向けて90度程度折り曲げられた折曲部103を介して連設されている。そして、第2周壁部102は、折曲部103から径方向の外側に向かうにしたがって上方に向けて湾曲しながら延びている。そのため、第2周壁部102の上端開口縁は、上方を向いている。
The second
リッド部材20は、容器体105における第2周壁部102の内側に内側周壁部22が径方向に二重に重なった状態で溶接接合されている。そのため、リッド部材20は、頂壁部21が折曲部103に対して上方から重なった状態で組み合わされている。さらに、内側周壁部22は、第2周壁部102の形状に対応して、頂壁部21の外周縁部から径方向の外側に向かうにしたがって上方に向けて湾曲しながら延びている。これにより、内側周壁部22と第2周壁部102とは、全周に亘って隙間なく接している。
さらに、内側周壁部22の上端開口縁は、第2周壁部102の上端開口縁に対して面一となった状態で、同一方向である上方を向いている。The
Furthermore, the upper end opening edge of the inner
上述のように構成された外装体2は、第2周壁部102と内側周壁部22とが全周に亘って溶接によって強固に接合されている。これにより、リッド部材20を利用して、容器体105の開口部を塞ぐことができ、支柱部4及び発電要素3を収容する収容空間5を密閉している。
In the
(二次電池の作用)
このように構成された本実施形態の二次電池100によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、第1周壁部101よりも上方に位置する第2周壁部102の方が拡径するように容器体105を形成している。従って、図22に示すように、第1周壁部101の周囲に、第1周壁部101の直径と第2周壁部102の直径との差分を利用して環状のスペース空間106を確保することができる。これにより、スペース空間106を有効に利用して、例えば図示しない外部端子を配置することができる。そのため、外部端子を第1周壁部101の側方から接触させて導通を図るといった使い方を行える。従って、実装作業を行い易く、実装性に優れた二次電池100とすることができる。(Effect of secondary battery)
According to the
In addition, the
さらに、容器体105の第1周壁部101と第2周壁部102とを折曲部103を介して繋いでいる。これにより、周壁部12全体の剛性を高めることができる。従って、容器体105を薄肉で形成したとしても、容器体105の強度を向上させることができる。
Further, the first
さらに、第2周壁部102の内側に内側周壁部22が径方向に二重に重なるように、容器体105及びリッド部材20を組み合わせた際、折曲部103を利用してリッド部材20を支持することができる。従って、支柱部4による支持と相まって、リッド部材20をさらに安定して支持することができる。
さらに、第2周壁部102と内側周壁部22とを全周に亘って径方向に二重に重なるように配置しつつ、第2周壁部102の上端開口縁及び内側周壁部22の上端開口縁が共に同一方向である上方を向くように配置できる。従って、例えば上方からアプローチしながら溶接を行うことができる。これにより、第2周壁部102と内側周壁部22とを強固且つ容易に溶着することができる。従って、収容空間5内を高い気密封止性で封止することができる。
それに加え、第2周壁部102を大きな直径で形成することができるので、溶接時の放熱性を向上することができる。Furthermore, when the
Further, while the second
In addition, since the second
(第6実施形態)
次に、本発明に係る電気化学セルの第6実施形態について図面を参照して説明する。なお、この第6実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Sixth embodiment)
Next, a sixth embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 6th embodiment, the same code|symbol is attached|subjected about the same component as the component in 1st Embodiment, and the description is abbreviate|omitted.
図23に示すように、本実施形態の二次電池(本発明に係る電気化学セル)110は、リッド部材(本発明に係る第1部材)111が、容器体10における周壁部12に対して上方から重なる平坦なプレート状に形成された頂壁部(本発明に係る第1底部)111aを具備している。これにより、リッド部材111は、周壁部12の上端開口端に対して全周に亘って上方から重なった状態で溶接接合されている。
図示の例では、リッド部材111の外周縁部には、周壁部12の上端開口端と重なる位置に段差111bが設けられている。これにより、段差111bを利用して、収容空間5を高い気密性で封止している。As shown in FIG. 23, in the secondary battery (electrochemical cell according to the present invention) 110 of the present embodiment, a lid member (first member according to the present invention) 111 is connected to the
In the illustrated example, a
(二次電池の作用)
このように構成された本実施形態の二次電池110によれば、第1実施形態と同様の作用効果を奏功することができる。
それに加えて、組立作業時、リッド部材111を容器体10の周壁部12の上端開口縁に上方から重ね合わせた後、例えばリッド部材111を上方から加圧しながら溶接を行える。従って、容器体10とリッド部材111とを強固且つ容易に溶接接合し易い。これにより、収容空間5をさらに高い気密性で封止することが可能である。さらに、リッド部材111を平坦なプレート状に形成できるので、リッド部材111の加工が容易であり、低コスト化を図ることができる。(Effect of secondary battery)
According to the
In addition, during assembly work, after the
(第7実施形態)
次に、本発明に係る電気化学セルの第7実施形態について図面を参照して説明する。なお、この第7実施形態においては、第1実施形態における構成要素と同一の部分については、同一の符号を付しその説明を省略する。(Seventh embodiment)
Next, a seventh embodiment of the electrochemical cell according to the present invention will be described with reference to the drawings. In addition, in this 7th embodiment, the same code|symbol is attached|subjected about the same component as the component in 1st Embodiment, and the description is abbreviate|omitted.
第1実施形態(第2実施形態から第6実施形態も同様)では、リッド部材2にシーラントフィルム40を介して集電板41を溶着した構成を例に挙げて説明した。さらに、第1実施形態(第2実施形態から第6実施形態も同様)では、支柱部4の上端部を集電板41に接触させ、且つ支柱部4の下端部を容器体10の底壁部11に接触させた状態で、支柱部4を収容空間5内に配置した構成を例に挙げて説明した。
これに対して、本実施形態では、容器体の底壁部にシール材を介して集電板を溶着させている。In the first embodiment (the same applies to the second to sixth embodiments), the configuration in which the
In contrast, in this embodiment, the current collector plate is welded to the bottom wall of the container via a sealing material.
図24に示すように、本実施形態の二次電池(本発明に係る電気化学セル)140は、容器体10における底壁部11の中央部に、該底壁部11を上下方向に貫通する貫通孔141が電池軸Oと同軸に形成されている。貫通孔141の形状は、特に限定されるものではないが、例えば平面視円形状に形成されている。
As shown in FIG. 24, the secondary battery (electrochemical cell according to the present invention) 140 of the present embodiment has a structure that extends through the center of the
貫通孔141が形成された底壁部11には、シーラントフィルム40を介して集電板41が熱溶着されている。具体的には、集電板41は、シーラントフィルム40を介して底壁部11の下面に熱溶着され、全面に亘って下方に露出している。
シーラントフィルム40は、底壁部11に形成された貫通孔141を囲む環状に形成され、電池軸Oと同軸に配置された状態で底壁部11の下面に重なるように配置されている。図示の例では、シーラントフィルム40の内周縁部40aは、上方に向けて折り返されている。これにより、内周縁部40aは、底壁部11に形成された貫通孔141の内周面を全周に亘って保護している。A
The
集電板41は、シーラントフィルム40の外径よりも小さい直径で平面視円形状に形成され、電池軸Oと同軸に配置された状態でシーラントフィルム40の下面に重なるように配置されている。これにより、集電板41は貫通孔141を下方から塞いでいる。
The
本実施形態のリッド部材(本発明に係る第1部材)142は、第6実施形態と同様に、容器体10における周壁部12に対して上方から重なる平坦なプレート状に形成された頂壁部(本発明に係る第1底部)142aを具備している。これにより、リッド部材142は、周壁部12の上端開口端に対して全周に亘って上方から重なった状態で溶接接合されている。
図示の例では、リッド部材142の外周縁部には、周壁部12の上端開口端と重なる位置に段差142bが設けられている。これにより、段差142bを利用して、収容空間5を高い気密性で封止している。The lid member (first member according to the present invention) 142 of the present embodiment has a top wall portion formed in a flat plate shape that overlaps the
In the illustrated example, a
支柱部4は、外装体2における収容空間5内に発電要素3と共に収容されている。支柱部4は、電池軸Oに沿って上下方向に延びる軸状に形成され、電池軸Oと同軸に配置されている。図示の例では、支柱部4は中空の円筒状に形成され、その外径は貫通孔141の直径及びシーラントフィルム40の内径よりも小さい。
これにより、支柱部4は、貫通孔141を通じて下端部(本発明に係る第1端部)が集電板41に対して上方から直接的に接触し、且つ上端部(本発明に係る第2端部)がリッド部材142に対して下方から直接的に接触するように配置されている。従って、支柱部4は、容器体10の底壁部11に対して一体的に組み合わされた集電板41によって支えられながら、リッド部材142を下方から支持している。The
Thereby, the lower end (the first end according to the present invention) of the
(二次電池の作用)
このように構成された本実施形態の二次電池140であっても、支柱部4を利用してリッド部材142を下方から支持することができる。従って、リッド部材142を含む外装体2の全体を例えば薄肉に形成したとしても、容器体10とリッド部材142との溶接接合の前段階で、リッド部材142が撓んでしまう等の意図しない変形を抑制することができる。
従って、容器体10に対するリッド部材142の位置ずれ等を抑制した状態で、溶接作業を行うことができる。従って、作業効率を向上させて、生産性の向上化に繋げることができる。さらに、確実な封止性を得ることができ、作動信頼性が高く高品質な二次電池140とすることができる。(Effect of secondary battery)
Even in the
Therefore, the welding work can be performed while suppressing the displacement of the
以上、本発明の実施形態を説明したが、これらの実施形態は例として提示したものであり、発明の範囲を限定することは意図していない。実施形態は、その他様々な形態で実施されることが可能であり、発明の要旨を逸脱しない範囲で、種々の省略、置き換え、変更を行うことができる。実施形態やその変形例には、例えば当業者が容易に想定できるもの、実質的に同一のもの、均等の範囲のものなどが含まれる。 Although the embodiments of the present invention have been described above, these embodiments are presented as examples and are not intended to limit the scope of the invention. The embodiments can be implemented in various other forms, and various omissions, substitutions, and changes can be made without departing from the gist of the invention. The embodiments and their modifications include, for example, those that can be easily imagined by those skilled in the art, those that are substantially the same, and those that are equivalent.
例えば上記各実施形態では、電気化学セルの一例として二次電池を例に挙げて説明したが、この場合に限定されるものではなく、例えば電気二重層キャパシタや、リチウムイオンキャパシタ等の各種蓄電デバイスに適用しても構わない。 For example, in each of the above embodiments, a secondary battery has been described as an example of an electrochemical cell, but the invention is not limited to this case, and various power storage devices such as electric double layer capacitors and lithium ion capacitors can be used. It may be applied to
電気化学セルを電気二重層キャパシタに適用する場合には、正極電極及び負極電極を一対の分極性電極として利用すれば良い。この場合の分極性電極としては、例えば賦活処理にて得られる粉末状の活性炭を、導電助剤やバインダと共に混合し、圧延ロール或いはプレス成形したものが挙げられる。電解液としては、例えば4級アンモニウム塩等の支持塩を非水溶媒に溶解させたもの等が挙げられる。
電気化学セルをリチウムイオンキャパシタに適用する場合には、正極電極及び負極電極のうちの一方の電極には上述の分極性電極を用い、他方の電極にはリチウムイオン電池用の電極を用いることができる。電解液としては、リチウムイオン電池と同じものを用いることができる。When applying an electrochemical cell to an electric double layer capacitor, a positive electrode and a negative electrode may be used as a pair of polarizable electrodes. Examples of the polarizable electrode in this case include those obtained by mixing powdered activated carbon obtained through activation treatment with a conductive additive and a binder, and molding the mixture using a rolling roll or press. Examples of the electrolytic solution include those in which a supporting salt such as a quaternary ammonium salt is dissolved in a non-aqueous solvent.
When applying an electrochemical cell to a lithium ion capacitor, it is possible to use the above-mentioned polarizable electrode for one of the positive electrode and the negative electrode, and use an electrode for lithium ion batteries for the other electrode. can. As the electrolyte, the same electrolyte as used in lithium ion batteries can be used.
さらに上記各実施形態において、支柱部4に電極体30を巻き付ける際に、例えば図25に示すように、溶着部42を基点としてセパレータ31を折り曲げて用いることも可能である。さらには、1枚のセパレータ31を用いるのではなく、例えば2枚のセパレータ31を重ね合わせた状態で、溶着部42を利用して支柱部4の外周面に取付けても構わない。この場合、2枚のセパレータ31を利用して正極電極32及び負極電極33を支柱部4に巻き付けることができる。
Furthermore, in each of the embodiments described above, when winding the
さらに上記各実施形態では、円筒状の支柱部4を用いた場合を例に挙げて説明したが、支柱部4の形状は円筒状に限定されるものではなく、適宜変更して構わない。支柱部4としては、電極体30を捲回する際の巻き芯として利用でき、且つ電極体30と共に収容空間5内にセットされたときに、リッド部材を下方から支持することができれば、外形形状を任意に変更して構わない。
Further, in each of the above embodiments, the case where a
例えば図26に示すように、円柱状の支柱部4としても構わない。支柱部4を円柱状に形成した場合、支柱部4を保持するチャック部50としては、支柱部4の上端面に対して穿刺可能な突起ピン55aを有する第1チャック部55と、支柱部4の下端面に対して穿刺可能な突起ピン56aを有する第2チャック部56とを具備するように構成すれば良い。
これにより、第1チャック部55及び第2チャック部56を利用して、支柱部4を中心軸線C方向の両側から挟み込むことができる。さらに、チャック部50を利用して回転ブレ等を抑制した状態で、支柱部4を中心軸線C回りに精度良く回転させることが可能である。For example, as shown in FIG. 26, the
Thereby, the
さらに、中空の支柱部4とした場合、支柱部4の内形形状としては、中心軸線C方向から見た平面視で例えば四角形状、多角形状、星形形状、十字形状、スリット形状等を採用しても構わない。特に、このような内形形状を採用した場合には、チャック部50を利用して支柱部4に回転トルクを加え易くなるので好ましい。
Furthermore, in the case of a
さらに上記各実施形態において、図27に示すように、支柱部4の外周面に該支柱部4の軸方向に沿って延びるフラット面120を形成しても構わない。これにより、セパレータ31をフラット面120に面接触させた状態で溶着部42によって位置決めすることができる。
この場合には、支柱部4に対してセパレータ31をより安定して位置決めすることができる。従って、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付ける際に、支柱部4に対するセパレータ31の相対位置がずれてしまう等の巻きずれが生じてしまうことを効果的に抑制することができる。Furthermore, in each of the above embodiments, as shown in FIG. 27, a
In this case, the
さらに上記各実施形態において、図28に示すように、支柱部4の外周面に該支柱部4の軸方向に沿って延びる溝部121を形成しても構わない。これにより、セパレータ31を挟み込んだ状態で溝部121に取り外し可能に押さえ部材122を装着することができる。
Furthermore, in each of the above embodiments, as shown in FIG. 28, a
溝部121は、支柱部4の全長に亘って延びる縦長のスリット状に形成され、上方及び下方にそれぞれ開口している。図示の例では、溝部121は、中心軸線Cを挟んで径方向に向かい合うように2つ形成されている。但し、溝部121は、支柱部4の外周面に1つだけ形成されていても構わないし、周方向に間隔をあけて3つ以上形成されていても構わない。
押さえ部材122は、縦長のロッド状に形成されている。押さえ部材122は、例えば溝部121内に挿し込む或いは押し込む等することで、セパレータ31を挟み込んだ状態で溝部121の内側に嵌合させることが可能とされている。The
The pressing member 122 is formed into a vertically long rod shape. The holding member 122 can be fitted inside the
この場合であっても、支柱部4に対してセパレータ31をより安定して位置決めすることができる。従って、支柱部4にセパレータ31、正極電極32及び負極電極33を巻き付ける際に、支柱部4に対するセパレータ31の相対位置がずれてしまう等の巻きずれが生じてしまうことを効果的に抑制することができる。
Even in this case, the
さらに、支柱部4の外周面に溝部121を形成した場合には、図29に示すように、押さえ部材125、126を、正極電極32及び負極電極33の集電端子として機能させても構わない。なお、この場合の支柱部4は、絶縁性材料で形成されている。
一方の押さえ部材125は、金属製とされ、例えば負極電極33における負極端子タブ33cをセパレータ31と共に挟み込んだ状態で溝部121の内側に嵌合可能とされている。
なお、図29では、セパレータ31の図示を省略している。これにより、一方の押さえ部材125を負極集電体33aに導通させることができる。従って、一方の押さえ部材125を、負極用の集電端子として機能させることができる。
なお、一方の押さえ部材125は、支柱部4よりも上方に突出するように形成され、集電板41に対して接触し易い構成とされている。Furthermore, when the
One of the
Note that in FIG. 29, illustration of the
Note that
他方の押さえ部材126は、金属製とされ、例えば正極電極32における正極端子タブ32cをセパレータ31と共に挟み込んだ状態で溝部121の内側に嵌合可能とされている。これにより、他方の押さえ部材126を正極集電体32aに導通させることができる。従って、他方の押さえ部材126を、正極用の集電端子として機能させることができる。
なお、他方の押さえ部材126は、支柱部4よりも下方に突出するように形成され、容器体10の底壁部11に接触し易い構成とされている。The other pressing
Note that the other pressing
このように構成した場合には、押さえ部材125、126を、正極用及び負極用の集電端子として、それぞれ利用できる。従って、電極体30と集電板41との間の導通、及び電極体30と容器体10との間の導通を確保し易くなる。従って、組立作業をさらに効率良く行うことができる。
When configured in this way, the holding
さらに上記各実施形態において、図30に示すように、中心軸線Cを挟んで径方向に向かい合うように二股状に配置された第1柱部131及び第2柱部132を有する支柱部4としても構わない。
第1柱部131及び第2柱部132は、平面視円形状の基部133に一体に形成されていると共に、基部133から上方に向けて延びるように形成されている。第1柱部131及び第2柱部132は、例えば細長い円柱状に形成されている。Furthermore, in each of the above embodiments, as shown in FIG. 30, the
The
このように構成された支柱部4に対して、電極体30を捲回する際、図31に示すように、セパレータ31は第1柱部131と第2柱部132との間に挿し込まれる。そして、図32に示すように支柱部4を回転させることで、第1柱部131と第2柱部132とにセパレータ31だけを先行して捲回することができる。これにより、支柱部4に対してセパレータ31を位置決めすることができる。
従って、図33に示すように、その後に正極電極32及び負極電極33をセパレータ31に重ね合わせた後、支柱部4をさらに回転させることで、支柱部4に巻き付けるように正極電極32、負極電極33及びセパレータ31を捲回することができる。その結果、電極体30を形成することが可能である。When winding the
Therefore, as shown in FIG. 33, after the
なお、図34に示すように、第1柱部131及び第2柱部132を板片状に形成した支柱部4としても構わない。さらには、図35に示すように、スリット状の切れ込みを形成することで、第1柱部131及び第2柱部132を構成した支柱部4としても構わない。
In addition, as shown in FIG. 34, the
さらには、図36に示すように、第1柱部151及び第2柱部152を備える支柱部150としても構わない。
第1支柱部151及び第2支柱部152は、第1支柱部151の基端部151aと第2支柱部152の基端部152aとが結合した状態で、支柱部150の中心軸線Cを挟んで径方向に向かい合うように配置されている。この際、第1支柱部151及び第2支柱部152のうち、基端部151a、152aを除いた部分は、スリット部153を介して向かい合うように配置されている。スリット部153は、少なくともセパレータ31を挿し込むことができる空間とされている。Furthermore, as shown in FIG. 36, the
The
図示の例では、第1支柱部151及び第2支柱部152は、中心軸線C方向から見た平面視で、半円形状に形成されている。さらに、第1支柱部151及び第2支柱部152は、中心軸線C方向に沿って同等の長さとされている。これにより、支柱部150としては、スリット部153を有する概略円柱状に形成されている。
In the illustrated example, the
さらに、互いに結合された第1支柱部151の基端部151a及び第2支柱部152の基端部152aは、支柱部150としての基部154を構成する。
第1支柱部151及び第2支柱部152は、支柱部150への電極体30の捲回によって、スリット部153を閉じるように変形可能とされている。つまり、第1支柱部151及び第2支柱部152は、支柱部150への電極体30の捲回によって押され、基部154を基点として、中心軸線Cに向けて互いに接近するように徐々に変形可能とされている。これにより、第1支柱部151及び第2支柱部152は、最終的にはスリット部153を閉じるように変形し、スリット部153に挿し込まれた部材を挟み込むことが可能とされている。Further, the
The
このように構成された支柱部150は、例えば第1支柱部151と第2支柱部152とをそれぞれ形成した後、例えば溶接等によって、基端部151a及び基端部152a同士を一体に溶接接合することで製造することが可能である。或いは、1つの金属部材を鋳造等によって折り曲げることで、製造しても構わない。この場合、折り曲げ部分が、基部154として機能する。
なお、支柱部150の材質としては、特に限定されるものではない。例えば、金属製の支柱部150とする場合には、SUS、アルミニウム、銅等の金属材料を採用することができる。The
Note that the material of the
上述の支柱部150を利用する場合には、支柱部150への電極体30の捲回時、図37に示す矢印Fの如く、第1支柱部151及び第2支柱部152を変形させることができ、スリット部153を閉じることができる。なお、図37では、図面を見易くするために、スリット部153が閉じる前の状態を図示している。さらには、セパレータ31の図示を省略している。
これにより、捲回前に、予めスリット部153に挿し込んだ部分、すなわちセパレータ31、正極電極32、負極電極33等を、第1支柱部151と第2支柱部152とで挟み込むことができる。これにより、電極体30の捲回時、支柱部150に対するセパレータ31等の相対位置関係がずれてしまう等の巻きずれが生じてしまうことを抑制することができる。さらには、例えば電極体30と支柱部150との安定した導通を確保することができる。When using the above-mentioned
Thereby, the portions inserted into the
なお、上述の支柱部150を利用する場合、セパレータ31、正極電極32、負極電極33等を、第1支柱部151と第2支柱部152との間でより確実に挟み込むために、例えば、第1支柱部151のスリット面151b及び第2支柱部152のスリット面152bに所定の処理を施しても構わない。例えば、スリット面151及びスリット面152bに、突起を形成する加工、接触面積を増やす加工(例えば梨地加工、筋加工、山加工)等を施しても構わない。
さらには、スリット部153にセパレータ31、正極電極32、負極電極33等を挿し込み易くするために、第1支柱部151及び第2支柱部152に面取り加工、バレル研磨、電解研磨等の各種の表面加工を施しても構わない。In addition, when using the above-mentioned
Furthermore, in order to make it easier to insert the
さらには、第1支柱部151及び第2支柱部152を同じ長さに形成する必要はなく、異なる長さに形成しても構わない。例えば、図38に示すように、第1支柱部151を第2支柱部152よりも長く形成した支柱部150としても構わない。
このように、第1支柱部151及び第2支柱部152の長さを異ならせることで、長さの長い支柱部(図38の場合には、第1支柱部151)を利用して、スリット部153に向けてセパレータ31、正極電極32、負極電極33等を誘導することができるので、挿し込み易くなる。Furthermore, the
In this way, by making the lengths of the
本発明によれば、外装体に薄肉にしたとしても確実な封止性を得ることができると共に、生産性の向上化にも繋げることができる電気化学セルを得ることができる。 According to the present invention, it is possible to obtain an electrochemical cell that can provide reliable sealing performance even if the outer casing is made thin, and can also lead to improved productivity.
O…電池軸
1、60、70、80、90、100、110、140…二次電池(電気化学セル)
2…外装体
4、150…支柱部
5…収容空間
10、105…容器体(第2部材)
11…底壁部(第2底部)
12…周壁部(側部)
20、91、111、142…リッド部材(第1部材)
21、111a、142a…頂壁部(第1底部)
23…貫通孔
22…内側周壁部(内側側部)
30…電極体
31…セパレータ
32…正極電極
33…負極電極
40…シーラントフィルム(シール材)
41…集電板
61…突起部(位置決め部)
62…膨出部(位置決め部)
63…突起軸(位置決め部)
64…突起筒(位置決め部)
71、81…絶縁体
101…第1周壁部(第1側部)
102…第2周壁部(第2側部)
120…フラット面
121…溝部
122、125、126…押さえ部材
131、151…第1柱部
132、152…第2柱部
153…スリット部第2柱部O...
2...
11...Bottom wall part (second bottom part)
12... Peripheral wall part (side part)
20, 91, 111, 142...lid member (first member)
21, 111a, 142a...Top wall part (first bottom part)
23...Through
30...
41...
62...Bulging part (positioning part)
63...Protrusion shaft (positioning part)
64...Protrusion tube (positioning part)
71, 81...
102...Second peripheral wall part (second side part)
120...
Claims (15)
側部と、電池軸方向に向かい合う第1底部及び第2底部と、を有すると共に、内部に形成された収容空間内に前記電極体を収容する外装体と、
前記電極体と電気的に接続されると共に、少なくとも一部が前記外装体の外部に露出する集電板と、を備え、
前記外装体は、
前記第1底部を含む第1部材と、
前記第2底部を含むと共に、前記第1部材に対して溶接接合された第2部材と、
前記収容空間内に前記電池軸方向に沿って配置され、前記第1底部と前記第2底部とを支持する支柱部と、を備え、
前記電極体は、セパレータを介して積層された正極電極及び負極電極が前記支柱部の中心線軸回りに捲回され、
前記集電板は、絶縁性のシール材を介して前記第1底部に溶着され、
前記支柱部は、第1端部が前記集電板に接し、且つ第2端部が前記第2底部に接していること特徴とする電気化学セル。 an electrode body;
an exterior body having a side portion, a first bottom portion and a second bottom portion facing each other in the battery axial direction, and housing the electrode body in a housing space formed therein;
a current collector plate that is electrically connected to the electrode body and at least partially exposed to the outside of the exterior body;
The exterior body is
a first member including the first bottom;
a second member including the second bottom portion and welded to the first member;
a strut portion disposed in the housing space along the battery axis direction and supporting the first bottom portion and the second bottom portion;
In the electrode body, a positive electrode and a negative electrode stacked with a separator interposed therebetween are wound around the centerline axis of the support column ,
the current collector plate is welded to the first bottom via an insulating sealant,
The electrochemical cell is characterized in that the support column has a first end in contact with the current collector plate and a second end in contact with the second bottom.
前記支柱部は、絶縁性材料で形成されている、電気化学セル。 The electrochemical cell according to claim 1 ,
In the electrochemical cell, the support column is made of an insulating material.
前記支柱部は、導体とされ、
前記支柱部の前記第1端部と前記集電板とが直接的に接することにより、前記電極体と前記集電板とが前記支柱部を介して電気的に接続され、
前記支柱部の前記第2端部と前記第2底部とは、絶縁体を介して接することにより絶縁されている、電気化学セル。 The electrochemical cell according to claim 1 ,
The support section is a conductor,
The first end of the support column and the current collector plate are in direct contact with each other, so that the electrode body and the current collector plate are electrically connected via the support column,
In the electrochemical cell, the second end portion of the support portion and the second bottom portion are insulated by contacting each other via an insulator.
前記支柱部は、導体とされ、
前記支柱部の前記第1端部と前記集電板とは、絶縁体を介して接することにより絶縁され、
前記支柱部の前記第2端部と前記第2底部とが直接的に接することにより、前記電極体と前記第2底部とが前記支柱部を介して電気的に接続されている、電気化学セル。 The electrochemical cell according to claim 1 ,
The support section is a conductor,
The first end of the support column and the current collector plate are insulated by contacting each other via an insulator,
An electrochemical cell, wherein the second end portion of the support portion and the second bottom portion are in direct contact with each other, so that the electrode body and the second bottom portion are electrically connected via the support portion. .
前記集電板は、前記第1底部のうち前記収容空間とは前記電池軸方向の反対側を向いた外面に前記シール材を介して溶着されると共に、全面に亘って外部に露出し、
前記支柱部は、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて前記集電板に接している、電気化学セル。 The electrochemical cell according to claim 3 or 4 ,
The current collector plate is welded to an outer surface of the first bottom portion facing opposite to the housing space in the battery axis direction via the sealing material, and is exposed to the outside over the entire surface;
In the electrochemical cell, the support portion is in contact with the current collector plate through a through hole formed to penetrate the first bottom portion in the battery axial direction.
前記集電板は、前記第1底部のうち前記収容空間側を向いた内面に前記シール材を介して溶着されると共に、前記第1底部を前記電池軸方向に貫通するように形成された貫通孔を通じて外部に部分的に露出している、電気化学セル。 The electrochemical cell according to claim 3 or 4 ,
The current collector plate is welded to the inner surface of the first bottom portion facing the housing space via the sealing material, and has a through hole formed to penetrate the first bottom portion in the battery axial direction. An electrochemical cell that is partially exposed to the outside through a pore.
前記電池軸に対して交差する方向に前記支柱部を位置決めする位置決め部を備えている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 6 ,
An electrochemical cell, comprising a positioning section that positions the support column in a direction intersecting the battery axis.
前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成され、
前記第1部材は、前記第1底部が、前記側部の上端開口縁に重なった状態で溶接接合されている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 7 ,
The second member is formed into a bottomed cylindrical shape having the side portion and the second bottom portion,
The first member is an electrochemical cell, wherein the first bottom portion is welded to the upper opening edge of the side portion so as to overlap with the upper opening edge of the side portion.
前記第2部材は、前記側部及び前記第2底部を有する有底筒状に形成され、
前記第1部材は、前記第1底部の外周縁部から上方に向かって延びると共に、前記側部の内側に重なった状態で溶着された内側側部を備え、
前記側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 7 ,
The second member is formed into a bottomed cylindrical shape having the side portion and the second bottom portion,
The first member extends upward from the outer peripheral edge of the first bottom part, and includes an inner side part welded to overlap the inner side of the side part,
An electrochemical cell, wherein a top opening edge of the side portion and a top opening edge of the inner side portion face upward.
前記第2部材の前記側部は、
前記第2底部の外周縁部から上方に向けて延びた第1側部と、
前記第1側部の上端部から径方向の外側に向けて折り曲げられた後、前記第1側部よりも拡径した状態で上方に向けて延びた第2側部と、を備え、
前記第1部材は、前記第2側部の内側に前記内側側部が重なった状態で溶接接合され、
前記第2側部の上端開口縁、及び前記内側側部の上端開口縁は、上方を向いている、電気化学セル。 The electrochemical cell according to claim 9 ,
The side portion of the second member is
a first side portion extending upward from the outer peripheral edge of the second bottom portion;
a second side portion that is bent radially outward from an upper end portion of the first side portion and then extends upward with a diameter expanded from that of the first side portion;
The first member is welded and joined with the inner side portion overlapping the second side portion,
An electrochemical cell, wherein a top opening edge of the second side and a top opening edge of the inner side face upward.
前記支柱部の外周面には、前記支柱部の軸方向に沿って延びるフラット面が形成され、
前記セパレータは、前記フラット面に面接触した状態で前記支柱部に対して位置決めされている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 10 ,
A flat surface extending along the axial direction of the support column is formed on the outer peripheral surface of the support column,
In the electrochemical cell, the separator is positioned with respect to the support column in a state in which it is in surface contact with the flat surface.
前記支柱部の外周面には、前記支柱部の軸方向に沿って延びる溝部が形成され、
前記溝部には、前記セパレータを挟み込んだ状態で取り外し可能に押さえ部材が装着され、
前記セパレータは、前記溝部内への前記押さえ部材の装着によって、前記支柱部に対して位置決めされている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 10 ,
A groove extending along the axial direction of the support column is formed on the outer peripheral surface of the support column,
A holding member is removably installed in the groove with the separator sandwiched therein;
In the electrochemical cell, the separator is positioned with respect to the column by fitting the pressing member into the groove.
前記押さえ部材は、前記正極電極又は前記負極電極の集電端子を兼ねている、電気化学セル。 The electrochemical cell according to claim 12 ,
In the electrochemical cell, the pressing member also serves as a current collecting terminal for the positive electrode or the negative electrode.
前記支柱部は、前記支柱部の中心軸線を挟んで径方向に向かい合うように二股状に配置された第1柱部及び第2柱部を備え、
前記セパレータは、前記第1柱部と前記第2柱部との間に挿し込まれた状態で前記支柱部に捲回されることで、前記支柱部に対して位置決めされている、電気化学セル。 The electrochemical cell according to any one of claims 1 to 10 ,
The pillar part includes a first pillar part and a second pillar part arranged in a bifurcated manner so as to face each other in the radial direction with the central axis of the pillar part in between,
The separator is inserted between the first pillar part and the second pillar part and wound around the pillar part, thereby positioning the electrochemical cell with respect to the pillar part. .
前記第1柱部及び前記第2柱部は、前記セパレータが挿し込まれるスリット部を介して対向するように配置され、
前記第1柱部及び前記第2柱部は、前記支柱部への前記電極体の捲回によって、前記スリット部を閉じるように変形可能とされる、電気化学セル。 The electrochemical cell according to claim 14 ,
The first columnar portion and the second columnar portion are arranged to face each other with a slit portion into which the separator is inserted,
The first pillar part and the second pillar part are configured to be deformable so as to close the slit part by winding the electrode body around the pillar part.
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2021036425 | 2021-03-08 | ||
| JP2021036425 | 2021-03-08 | ||
| PCT/JP2022/002373 WO2022190671A1 (en) | 2021-03-08 | 2022-01-24 | Electrochemical cell |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JPWO2022190671A1 JPWO2022190671A1 (en) | 2022-09-15 |
| JPWO2022190671A5 JPWO2022190671A5 (en) | 2023-06-28 |
| JP7368655B2 true JP7368655B2 (en) | 2023-10-24 |
Family
ID=83226668
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2023505183A Active JP7368655B2 (en) | 2021-03-08 | 2022-01-24 | electrochemical cell |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP7368655B2 (en) |
| WO (1) | WO2022190671A1 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023050282A1 (en) | 2021-09-30 | 2023-04-06 | 宁德时代新能源科技股份有限公司 | Battery cell and manufacturing method and manufacturing system therefor, battery, and electrical device |
Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000331655A (en) | 1999-05-21 | 2000-11-30 | Sanyo Electric Co Ltd | Electric energy accumulating device |
| JP2007294111A (en) | 2006-04-20 | 2007-11-08 | Toshiba Battery Co Ltd | Compact battery |
| JP2012517658A (en) | 2009-02-09 | 2012-08-02 | ファルタ マイクロバッテリー ゲゼルシャフト ミット ベシュレンクテル ハフツング | Button battery and method of manufacturing the same |
| JP2016519401A (en) | 2013-04-09 | 2016-06-30 | コミッサリア タ レネルジー アトミク エ オ エネルジー オルタネイティヴ | Lithium electrochemical storage battery and related battery pack having a casing with improved heat dissipation and manufacturing method |
| JP2017501542A (en) | 2013-12-10 | 2017-01-12 | アクアハイドレックス プロプライエタリー リミテッドAquahydrex Pty Ltd | Electrochemical cell and its components |
| JP2017130435A (en) | 2016-01-15 | 2017-07-27 | セイコーインスツル株式会社 | Electrochemical cell |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPH11354146A (en) * | 1998-06-04 | 1999-12-24 | Shin Kobe Electric Mach Co Ltd | Wound type battery, and manufacture thereof |
-
2022
- 2022-01-24 JP JP2023505183A patent/JP7368655B2/en active Active
- 2022-01-24 WO PCT/JP2022/002373 patent/WO2022190671A1/en active Application Filing
Patent Citations (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2000331655A (en) | 1999-05-21 | 2000-11-30 | Sanyo Electric Co Ltd | Electric energy accumulating device |
| JP2007294111A (en) | 2006-04-20 | 2007-11-08 | Toshiba Battery Co Ltd | Compact battery |
| JP2012517658A (en) | 2009-02-09 | 2012-08-02 | ファルタ マイクロバッテリー ゲゼルシャフト ミット ベシュレンクテル ハフツング | Button battery and method of manufacturing the same |
| JP2016519401A (en) | 2013-04-09 | 2016-06-30 | コミッサリア タ レネルジー アトミク エ オ エネルジー オルタネイティヴ | Lithium electrochemical storage battery and related battery pack having a casing with improved heat dissipation and manufacturing method |
| JP2017501542A (en) | 2013-12-10 | 2017-01-12 | アクアハイドレックス プロプライエタリー リミテッドAquahydrex Pty Ltd | Electrochemical cell and its components |
| JP2017130435A (en) | 2016-01-15 | 2017-07-27 | セイコーインスツル株式会社 | Electrochemical cell |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2022190671A1 (en) | 2022-09-15 |
| WO2022190671A1 (en) | 2022-09-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9287059B2 (en) | Electric storage device and method of manufacture thereof | |
| JP4588331B2 (en) | Square battery and manufacturing method thereof | |
| KR102117562B1 (en) | Battery and battery manufacturing method | |
| JP5649996B2 (en) | Square sealed secondary battery and method for manufacturing the same | |
| JP6432952B1 (en) | Electrochemical cell | |
| JP2007026945A (en) | Battery and manufacturing method thereof | |
| JP4688688B2 (en) | Secondary battery for large current discharge | |
| JP7368655B2 (en) | electrochemical cell | |
| JP2021180173A (en) | Electrochemical cell and manufacturing method for electrochemical cell | |
| JP5229440B2 (en) | Electrochemical devices | |
| JPWO2017010042A1 (en) | Winding battery | |
| JP7181782B2 (en) | electrochemical cell | |
| JP2019057473A (en) | Electrochemical cell | |
| JP6878878B2 (en) | Rechargeable battery manufacturing method and rechargeable battery | |
| JP3707945B2 (en) | Cylindrical battery | |
| JP2017212179A (en) | Alkaline battery and manufacturing method for the same | |
| JP2010073398A (en) | Battery and method of manufacturing the same | |
| JP7278154B2 (en) | electrochemical cell | |
| JP7100803B2 (en) | Batteries and battery manufacturing methods | |
| CN116724448A (en) | Cylindrical battery | |
| JP6793702B2 (en) | Electrochemical cell and manufacturing method of electrochemical cell | |
| JP4865219B2 (en) | Electrochemical cell and method for producing the same | |
| JP2009188253A (en) | Energy storage device and its manufacturing method | |
| JP2018032547A (en) | Alkali battery and method for manufacturing the same | |
| JP2022191139A (en) | Electrochemical cell and method for manufacturing electrochemical cell |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230410 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20230410 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231012 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7368655 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |