JP7364448B2 - Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel - Google Patents
Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel Download PDFInfo
- Publication number
- JP7364448B2 JP7364448B2 JP2019221994A JP2019221994A JP7364448B2 JP 7364448 B2 JP7364448 B2 JP 7364448B2 JP 2019221994 A JP2019221994 A JP 2019221994A JP 2019221994 A JP2019221994 A JP 2019221994A JP 7364448 B2 JP7364448 B2 JP 7364448B2
- Authority
- JP
- Japan
- Prior art keywords
- oxide
- total
- flux
- equivalent value
- steel
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Description
本発明は、鋼構造物等に使用される耐候性鋼、特に、海からの飛来塩分濃度の高い環境下で水平すみ肉溶接する際に用いられる海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤに関し、スパッタ発生量が少なく、多層盛溶接時のビード形状が良好、かつ、強度及び靭性に優れた溶接金属を得る上で好適な海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤに関する。 The present invention is a flux-cored weathering steel used for steel structures, etc., especially for gas-shielded arc welding for beach weathering steel used for horizontal fillet welding in an environment with a high concentration of airborne salt from the sea. The present invention relates to a flux-cored wire for gas-shielded arc welding for coastal weathering steel, which is suitable for producing a weld metal with a small amount of spatter, a good bead shape during multilayer welding, and excellent strength and toughness.
海岸地帯などの塩害が発生する場所で使用される鋼構造物の防食としては、普通鋼材への塗装、めっき鋼材の使用、溶射技術による表面皮膜の形成、ステンレス鋼やチタン合金などの高合金耐食材の使用、鋼板成分を調整した耐候性鋼材を無塗装で適用する例が挙げられる。 Corrosion prevention for steel structures used in areas where salt damage occurs, such as coastal areas, includes painting ordinary steel materials, using plated steel materials, forming surface coatings using thermal spraying techniques, and using highly resistant alloys such as stainless steel and titanium alloys. Examples include the use of ingredients and the application of weather-resistant steel materials with adjusted steel plate components without painting.
塗装処理の場合、塗装の塗り替えを定期的に実施する必要性があるため、維持管理費用がかかるといった問題がある。また、めっき処理の場合、鋼構造物の熱応力による変形により、めっきが剥離してしまう問題がある。溶射処理の場合も同様に形成した表面の防食皮膜の剥離や経年劣化が問題となっている。さらに高合金材の場合、材料コストが高く、主要構造部材には使い難いという問題がある。 In the case of painting, there is a problem in that maintenance costs are high because it is necessary to periodically reapply the paint. Furthermore, in the case of plating, there is a problem in that the plating peels off due to deformation of the steel structure due to thermal stress. In the case of thermal spraying, peeling of the anticorrosion coating on the surface and deterioration over time are also problems. Furthermore, high alloy materials have the problem of high material cost and difficulty in being used as major structural members.
耐候性鋼材は無塗装で適用した場合、使用開始から数年から十数年で鋼材表面に防食性に優れた緻密な安定さび層を形成し、この安定さび層がその後の鋼材の腐食の進行を抑制するため、橋梁、鉄骨構造物、船舶などの幅広い鋼構造物に適用されている。しかしながら、海からの飛来塩分濃度の高い海浜地域、あるいは山間部で融雪剤を散布する地域では鋼板表面に付着した塩分によって保護性に優れた安定さび層の形成が阻害されるため、無塗装では適用できないという問題点がある。 When weather-resistant steel is applied unpainted, a dense stable rust layer with excellent anti-corrosion properties forms on the surface of the steel within a few to ten years after the start of use, and this stable rust layer prevents the subsequent corrosion of the steel. To suppress this, it is applied to a wide range of steel structures such as bridges, steel structures, and ships. However, in coastal areas where there is a high concentration of airborne salt from the sea, or areas where snow-melting agents are sprayed in mountainous areas, the formation of a stable rust layer with excellent protection is inhibited by the salt adhering to the surface of the steel plate. There is a problem that it cannot be applied.
そのため、飛来する海塩粒子の多い地域用の塗装やめっき処理を必要としない鋼材の開発が進められている。鋼材の化学成分が質量%でNiを1.0~5.5%、Cuを0.30~1.0%を含有させ、Crを無添加とすることで安定さび層の破壊を防止する鋼板が開発されている。 For this reason, efforts are being made to develop steel materials that do not require painting or plating for use in areas with high levels of airborne sea salt particles. A steel plate that prevents the destruction of a stable rust layer by having the chemical composition of the steel material contain 1.0 to 5.5% Ni, 0.30 to 1.0% Cu, and no addition of Cr. is being developed.
このような耐候性鋼に適用される、溶接作業性が良好なフラックス入りワイヤが、例えば特許文献1や特許文献2に開示されている。しかし、特許文献1の開示技術は、JIS Z3320に規定されるCu、Cr、Niを含有させることで鋼表面に安定さび層を形成させるタイプであり、塩分腐食環境下での溶接には向いていない。また、特許文献2の開示技術は、スラグ形成剤であるTiO2を多量に含有しているため、多層盛水平すみ肉溶接において、スラグを除去せずに連続溶接を行った際に、次パス溶接中にビード表面を覆っていたスラグが自然剥離し、ビード止端部が不揃いになりやすい。 Flux-cored wires that are applicable to such weather-resistant steel and have good welding workability are disclosed in, for example, Patent Document 1 and Patent Document 2. However, the technology disclosed in Patent Document 1 is of a type that forms a stable rust layer on the steel surface by containing Cu, Cr, and Ni specified in JIS Z3320, and is not suitable for welding in a salt corrosion environment. do not have. In addition, the technology disclosed in Patent Document 2 contains a large amount of TiO 2 , which is a slag forming agent, so when continuous welding is performed without removing slag in multilayer horizontal fillet welding, the next pass The slag covering the bead surface naturally peels off during welding, and the toe of the bead tends to become uneven.
また、特許文献3の開示技術は、脱酸効果を有するAl及びMgが含有されていないため、溶接金属の低温での靭性が得られないという問題点がある。 Further, the technique disclosed in Patent Document 3 does not contain Al and Mg, which have a deoxidizing effect, and therefore has a problem in that the weld metal cannot obtain toughness at low temperatures.
そこで本発明は、上述した問題点に檻みて案出されたものであり、耐候性鋼を溶接するにあたり、水平すみ肉溶接において、スパッタ発生量が少なく、多層盛溶接時のビード形状及びビード外観が優れるなど溶接作業性が良好な海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤを提供することを目的とする。 Therefore, the present invention has been devised in view of the above-mentioned problems, and is suitable for welding weathering steel by reducing the amount of spatter generated in horizontal fillet welding and improving the bead shape and bead appearance during multilayer welding. The object of the present invention is to provide a flux-cored wire for gas-shielded arc welding for coastal weathering steel, which has good welding workability such as excellent welding properties.
すなわち本発明の要旨は、鋼製外皮にフラックスを充填してなる海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤにおいて、ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、C:0.01~0.09%、Si:0.1~0.7%、Mn:1.0~2.5%、Cu:0.04~0.7%、Ni:2.0~4.0%、Al:0.02~0.40%を含有し、さらに、ワイヤ全質量に対する質量%で、フラックス中に、Ti酸化物のTiO2換算値の合計:2.0~4.0%、Si酸化物のSiO2換算値の合計:0.1~1.0%、Zr酸化物のZrO2換算値の合計:0.1~0.6%、Fe酸化物のFeO換算値の合計:0.01~0.5%、Al酸化物のAl2O3換算値の合計:0.04~0.5%、Na酸化物、Na弗化物、K酸化物及びK弗化物の1種または2種類以上のNa換算値及びK換算値の合計:0.01~0.3%、Mg:0.05~0.8%、金属弗化物のF換算値の合計:0.01~0.2%を含有し、残部が鋼製外皮のFe、フラックス中の鉄粉のFe分、鉄合金粉のFe分及び不可避不純物からなることを特徴とする。 That is, the gist of the present invention is to provide a flux-cored wire for gas-shielded arc welding for coastal weathering steel in which the steel sheath is filled with flux, and the sum of the steel sheath and flux is C. : 0.01 to 0.09%, Si: 0.1 to 0.7%, Mn: 1.0 to 2.5%, Cu: 0.04 to 0.7%, Ni: 2.0 to 4 .0%, Al: 0.02 to 0.40%, and further, the total TiO 2 equivalent value of Ti oxide in the flux, expressed as mass % based on the total mass of the wire: 2.0 to 4.0 %, total SiO 2 equivalent value of Si oxide: 0.1 to 1.0%, total ZrO 2 equivalent value of Zr oxide: 0.1 to 0.6%, FeO equivalent value of Fe oxide Total: 0.01 to 0.5%, total of Al 2 O 3 equivalent value of Al oxide: 0.04 to 0.5%, 1 of Na oxide, Na fluoride, K oxide, and K fluoride Total of Na equivalent value and K equivalent value of species or two or more types: 0.01 to 0.3%, Mg: 0.05 to 0.8%, Total of F equivalent value of metal fluoride: 0.01 to 0.2%, with the remainder consisting of Fe in the steel shell, Fe in the iron powder in the flux, Fe in the iron alloy powder, and unavoidable impurities.
本発明を適用した海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤによれば、海浜耐候性鋼の水平すみ肉溶接において、スパッタ発生量が少なく、多層盛溶接時のビード形状及びビード外観が良好であり、特に低温での靭性に優れた溶接金属が安定して得られるなど溶接部の品質向上を図ることができる。 According to the flux-cored wire for gas-shielded arc welding of beach weathering steel to which the present invention is applied, the amount of spatter generated is small in horizontal fillet welding of beach weathering steel, and the bead shape and bead appearance during multilayer welding are improved. It is possible to improve the quality of the welded joint by stably obtaining a weld metal with excellent toughness, especially at low temperatures.
本発明者らは、海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤについて、水平すみ肉溶接において、スパッタ発生量が少なく、多層盛溶接時のビード形状及びビード外観に優れた溶接作業性を得るべく種々検討を行った。 The present inventors have developed a flux-cored wire for gas-shielded arc welding for coastal weathering steel that has low spatter generation in horizontal fillet welding and excellent welding workability in bead shape and bead appearance during multilayer welding. Various studies were conducted to obtain this.
その結果、フラックスに添加するCu及びNi量を適量とし、Crを無添加とすることで、溶接金属と母材成分の成分バランスの最適化を図り、飛来する海塩粒子に対する耐食性向上を図る方法を見出した。 As a result, by adding appropriate amounts of Cu and Ni to the flux and not adding Cr, a method was found to optimize the component balance between the weld metal and base metal components and improve corrosion resistance against flying sea salt particles. I found out.
また、C、Ti酸化物、Si酸化物、Na酸化物、Na弗化物、K酸化物及びK弗化物、Mg、金属弗化物を適量とすることによってアークが安定してスパッタ発生量が少なくなり、Si、Mn、Al、Ti酸化物、Si酸化物、Zr酸化物、Fe酸化物、Al酸化物、Na酸化物、Na弗化物、K酸化物及びK弗化物、金属弗化物を適量とすることによって、ビード形状が良好になることを見出した。 In addition, by using appropriate amounts of C, Ti oxide, Si oxide, Na oxide, Na fluoride, K oxide, K fluoride, Mg, and metal fluoride, the arc is stabilized and the amount of spatter generated is reduced. , Si, Mn, Al, Ti oxide, Si oxide, Zr oxide, Fe oxide, Al oxide, Na oxide, Na fluoride, K oxide, K fluoride, and metal fluoride in appropriate amounts. It has been found that by doing so, the bead shape can be improved.
さらに、フラックス入りワイヤ中のC、Si、Mn、Cu、Ni及びMgを適量とすることによって、機械的性能、特に低温での靭性に優れた溶接金属が安定して得られることを見出した。 Furthermore, it has been found that by setting appropriate amounts of C, Si, Mn, Cu, Ni, and Mg in the flux-cored wire, a weld metal with excellent mechanical performance, particularly toughness at low temperatures, can be stably obtained.
以下、本発明の海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤの成分組成及びその含有量と各成分組成の限定理由について説明する。なお、各成分の組成は、ワイヤ全質量に対する質量%で表すこととし、その質量%を表すときには単に%と記載して表すこととする。 Hereinafter, the composition and content of the flux-cored wire for gas-shielded arc welding for coastal weathering steel of the present invention, and the reasons for limiting the composition of each component will be explained. Note that the composition of each component is expressed in mass % with respect to the total mass of the wire, and when expressing the mass %, it is simply written as %.
[鋼製外皮とフラックスの合計でC:0.01~0.09%]
Cは、アークを安定させて溶滴サイズを細粒化させる効果がある。Cが0.01%未満では、アークが不安定で溶滴の細粒化が困難となってスパッタ発生量が多くなる。一方、Cが0.09%を超えると、Cが溶接金属中に過剰に歩留まり靱性が低下する。したがって、Cは0.01~0.09%とする。なお、Cは、鋼製外皮に含まれる成分の他、フラックスからの金属粉及び合金粉等から添加できる。
[C: 0.01 to 0.09% in total of steel shell and flux]
C has the effect of stabilizing the arc and making the droplet size finer. If C is less than 0.01%, the arc becomes unstable and it becomes difficult to make the droplets fine, resulting in a large amount of spatter. On the other hand, when C exceeds 0.09%, C is excessively present in the weld metal, resulting in a decrease in toughness. Therefore, C is set at 0.01 to 0.09%. In addition to the components contained in the steel shell, C can be added from metal powder, alloy powder, etc. from flux.
[鋼製外皮とフラックスの合計でSi:0.1~0.7%]
Siは、溶接時に一部が溶接スラグとなってビード形状を良好にし、溶接作業性の向上に寄与する。Siが0.1%未満では、溶接ビード形状が不良となる。一方、Siが0.7%を超えると、Siが溶接金属中に過剰に歩留まり靱性が低下する。したがって、Siは0.1~0.7%とする。なお、Siは、鋼製外皮に含まれる成分の他、フラックスからの金属Si、Fe-Si、Fe-Si-Mn等の合金粉末から添加できる。
[Si: 0.1 to 0.7% in total of steel shell and flux]
A portion of Si becomes welding slag during welding, improves the bead shape, and contributes to improving welding workability. If Si is less than 0.1%, the weld bead shape will be poor. On the other hand, if Si exceeds 0.7%, Si will be excessively present in the weld metal and the toughness will decrease. Therefore, Si is set at 0.1 to 0.7%. In addition to the components contained in the steel outer skin, Si can be added from metal Si from flux, alloy powder such as Fe-Si, Fe-Si-Mn, and the like.
[鋼製外皮とフラックスの合計でMn:1.0~2.5%]
Mnは、Siと同様、溶接時に一部が溶接スラグとなってビード形状を良好にし、溶接作業性の向上に寄与するとともに脱酸剤として作用し溶接金属の低温靭性を向上させる効果がある。Mnが1.0%未満では、溶接金属中にMnが十分に歩留まらず、溶接金属の低温靭性が低下するとともにビード形状が不良となる。一方、Mnが2.5%を超えると、Mnが溶接金属中に過剰に歩留まり、強度が過剰になって靱性が低下する。したがって、Mnは1.0~2.5%とする。なお、Mnは、鋼製外皮に含まれる成分の他、フラックスからの金属Mn、Fe-Mn、Fe-Si-Mn等の合金粉末から添加される。
[Mn: 1.0 to 2.5% in total of steel shell and flux]
Like Si, a portion of Mn becomes welding slag during welding, improves the bead shape, contributes to improving welding workability, and acts as a deoxidizing agent, which has the effect of improving the low-temperature toughness of the weld metal. When Mn is less than 1.0%, Mn is not sufficiently retained in the weld metal, resulting in a decrease in low-temperature toughness of the weld metal and poor bead shape. On the other hand, when Mn exceeds 2.5%, Mn remains excessively in the weld metal, resulting in excessive strength and decreased toughness. Therefore, Mn is set to 1.0 to 2.5%. In addition to the components contained in the steel outer skin, Mn is added from metal Mn from flux, alloy powder such as Fe--Mn, Fe--Si--Mn, and the like.
[鋼製外皮とフラックスの合計でCu:0.04~0.7%]
Cuは、さび層形成時にさび粒子の結晶化・粗大化を抑制し、さび層の緻密さを保持するために必須の元素である。Cuが0.04%未満では、この効果が十分に得られず、溶接金属の耐食性が低下する。一方、Cuが0.7%を超えると、高温割れが発生しやすくなり、また溶接金属の靭性が低下する。したがって、Cuは0.04~0.7%とする。なお、Cuは、鋼製外皮に含まれる成分の他、ワイヤ表面のCuめっき、フラックスからの金属Cu、Fe-Cu等の合金粉末から添加できる。
[Cu: 0.04 to 0.7% in total of steel shell and flux]
Cu is an essential element for suppressing crystallization and coarsening of rust particles during rust layer formation and maintaining the density of the rust layer. If Cu is less than 0.04 %, this effect cannot be sufficiently obtained, and the corrosion resistance of the weld metal decreases. On the other hand, when Cu exceeds 0.7%, hot cracking tends to occur and the toughness of the weld metal decreases. Therefore, Cu is set at 0.04 to 0.7%. In addition to the components contained in the steel outer shell, Cu can be added from Cu plating on the wire surface, metal Cu from flux, and alloy powder such as Fe-Cu.
[鋼製外皮とフラックスの合計でNi:2.0~4.0%]
Niは、高濃度の飛来海塩粒子環境下での耐食性を向上させる上で最も重要な元素であり、飛来海塩粒子に含まれるClイオンのさび層への侵入を抑え、さび層内部のCl濃度増加を抑制する効果を持っている。そのため、鋼板表面に構成されているさび層の結晶化及び粗大化を抑えることができ、さび層の結晶化を保ち、飛来海塩粒子環境下での耐食性を向上させることができる。Niが2.0%未満では、この効果が十分に得られず、溶接金属の耐食性が低下する。一方、Niが4.0%を超えると、耐食性が飽和状態になると共に溶接金属部に高温割れが発生し易くなる。またNiが4.0%を超えると、溶接金属の強度が高くなりすぎ、靭性が低下する。したがって、Niは2.0~4.0%とする。なお、Niは、鋼製外皮に含まれる成分の他、フラックスからの金属Ni、Fe-Ni、Ni-Mg等の合金粉末から添加できる。
[Ni: 2.0 to 4.0% in total of steel shell and flux]
Ni is the most important element for improving corrosion resistance in environments with high concentrations of airborne sea salt particles. It has the effect of suppressing concentration increase. Therefore, the crystallization and coarsening of the rust layer formed on the surface of the steel sheet can be suppressed, the crystallization of the rust layer can be maintained, and the corrosion resistance in an environment of flying sea salt particles can be improved. If Ni is less than 2.0%, this effect cannot be sufficiently obtained, and the corrosion resistance of the weld metal decreases. On the other hand, when Ni exceeds 4.0%, corrosion resistance becomes saturated and hot cracking is likely to occur in the weld metal part. Moreover, when Ni exceeds 4.0%, the strength of the weld metal becomes too high and the toughness decreases. Therefore, Ni is set at 2.0 to 4.0%. In addition to the components contained in the steel outer skin, Ni can be added from metal Ni from flux, alloy powder such as Fe-Ni, Ni-Mg, etc.
[鋼製外皮とフラックスの合計でAl:0.02~0.40%]
Alは、脱酸剤として作用するとともに溶融中にAl酸化物となってスラグの粘性を高めて、水平すみ肉溶接で溶融プールの後退を抑制し十分なスラグ被包性を保持する効果がある。しかし、Alが0.02%未満では、この効果が十分に得られず、ビードが凸状になり上脚部にアンダーカットやスラグ焼き付きが発生する。一方、Alが0.40%を超えると、ビード形状に滑らかさがなくなり止端部が膨らんだ形状となる。また、Alが0.40%を超えると溶融スラグの凝固むらが生じてスラグ剥離性が不良となる。したがって、Alは0.02~0.40%とする。なお、Alは、鋼製外皮に含まれる成分の他、フラックスからの金属Al、Fe-Al、Al-Mg等の合金粉末から添加できる。
[Al: 0.02 to 0.40% in total of steel shell and flux]
Al acts as a deoxidizing agent and becomes Al oxide during melting, increasing the viscosity of the slag, which has the effect of suppressing the retreat of the molten pool during horizontal fillet welding and maintaining sufficient slag envelopment. . However, if the Al content is less than 0.02%, this effect cannot be sufficiently obtained, and the bead becomes convex, resulting in undercuts and slag burning in the upper leg. On the other hand, when Al exceeds 0.40%, the bead shape loses its smoothness and the toe becomes swollen. Moreover, if Al exceeds 0.40%, uneven solidification of the molten slag will occur, resulting in poor slag removability. Therefore, Al should be 0.02 to 0.40%. In addition to the components contained in the steel outer skin, Al can be added from metal Al from flux, alloy powder such as Fe-Al, Al-Mg, etc.
[フラックス中のTi酸化物のTiO2換算値の合計:2.0~4.0%]
Ti酸化物は、溶接時のアーク安定化に寄与するとともに、溶接スラグとなって溶接ビード全体を均一に被包する作用を有する。またTi酸化物は、アークを持続して安定させスパッタ発生量を低減させるといった溶接作業性の向上に寄与する効果がある。Ti酸化物のTiO2換算値の合計が2.0%未満では、これらの効果が十分に得られず、アークが不安定になってスパッタ発生量が多く、ビード形状が劣化する。一方、Ti酸化物のTiO2換算値の合計が4.0%を超えると、アークが安定してスパッタ発生量が少なくなるが、スラグ量が多くなりスラグが自然剥離しやすくなるため、スラグ除去を行わない多層盛溶接時にビード形状が劣化する。したがって、Ti酸化物のTiO2換算値の合計は2.0~4.0%とする。なお、Ti酸化物は、フラックスからのルチールサンド、酸化チタン、チタンスラグ、イルミナイト等から添加される。
[Total TiO 2 equivalent value of Ti oxide in flux: 2.0 to 4.0%]
Ti oxide contributes to arc stabilization during welding and has the effect of forming welding slag to uniformly cover the entire weld bead. Further, Ti oxide has the effect of contributing to improving welding workability by sustaining and stabilizing the arc and reducing the amount of spatter generated. If the total TiO 2 equivalent value of the Ti oxide is less than 2.0%, these effects cannot be sufficiently obtained, the arc becomes unstable, a large amount of spatter is generated, and the bead shape deteriorates. On the other hand, if the total TiO 2 equivalent value of Ti oxide exceeds 4.0%, the arc becomes stable and the amount of spatter generated decreases, but the amount of slag increases and the slag becomes easy to peel off naturally, so slag removal Bead shape deteriorates during multi-layer welding without this. Therefore, the total TiO 2 equivalent value of Ti oxide is 2.0 to 4.0%. Note that Ti oxide is added from rutile sand from flux, titanium oxide, titanium slag, illuminite, and the like.
[フラックス中のSi酸化物のSiO2換算値の合計:0.1~1.0%]
Si酸化物は、溶融スラグの粘性や融点を調整してスラグ被包性を向上させる効果がある。Si酸化物のSiO2換算値の合計が0.1%未満では、この効果が十分に得られずビード形状が不良となる。一方、Si酸化物のSiO2換算値の合計が1.0%を超えると、スパッタ発生量が多くなり、さらに、ビード止端部(下板側)が膨れビード形状及びビード外観が不良となる。したがって、Si酸化物のSiO2換算値は0.1~1.0%とする。なお、Si酸化物は、フラックスからの珪砂、カリ長石、珪酸ナトリウム、ジルコンサンド等から添加できる。
[Total SiO 2 equivalent value of Si oxide in flux: 0.1 to 1.0%]
Si oxide has the effect of adjusting the viscosity and melting point of the molten slag and improving the slag encapsulation properties. If the total SiO 2 equivalent value of the Si oxide is less than 0.1%, this effect will not be sufficiently obtained and the bead shape will be poor. On the other hand, if the total SiO 2 equivalent value of Si oxide exceeds 1.0%, the amount of spatter will increase, and the bead toe (lower plate side) will swell, resulting in poor bead shape and bead appearance. . Therefore, the SiO 2 equivalent value of Si oxide is set to 0.1 to 1.0%. Note that Si oxide can be added from silica sand from flux, potassium feldspar, sodium silicate, zircon sand, and the like.
[フラックス中のZr酸化物のZrO2換算値の合計:0.1~0.6%]
Zr酸化物は、溶融スラグの粘性や融点を調整し、スラグ被包性を高めてビード形状を平滑にする効果がある。Zr酸化物のZrO2換算値の合計が0.1%未満では、この効果が十分に得られずビード形状が不良となる。一方、Zr酸化物のZrO2換算値の合計が0.6%を超えると、ビード形状が平滑にならず、凸状のビード形状となるとともにスラグ剥離性が不良になる。したがって、Zr酸化物のZrO2換算値の合計は0.1~0.6%とする。なお、Zr酸化物は、フラックスからの酸化ジルコニウム、ジルコンサンド等から添加できると共にTi酸化物に微量含有される。
[Total ZrO 2 equivalent value of Zr oxides in flux: 0.1 to 0.6%]
Zr oxide has the effect of adjusting the viscosity and melting point of the molten slag, improving the slag encapsulation properties, and smoothing the bead shape. If the total ZrO 2 equivalent value of Zr oxide is less than 0.1%, this effect will not be sufficiently obtained and the bead shape will be poor. On the other hand, if the total ZrO 2 equivalent value of the Zr oxide exceeds 0.6%, the bead shape will not be smooth and will become convex, and the slag removability will be poor. Therefore, the total ZrO 2 equivalent value of Zr oxide is 0.1 to 0.6%. Note that Zr oxide can be added from zirconium oxide from flux, zircon sand, etc., and is contained in a small amount in Ti oxide.
[Fe酸化物のFeO換算値:0.01~0.5%]
FeO、Fe2O3等のFe酸化物は、溶融スラグの粘性及び凝固温度を調整し、ビード止端部の膨らみをなくし、下板とのなじみ性を良好にする。Fe酸化物のFeO換算値が0.01%未満であると、ビード止端部の形状が不良になる。一方、Fe酸化物のFeO換算値が0.5%を超えると、スラグ被包状態が悪くなりスラグ剥離性が不良でビード止端部が膨らみビード形状及びビード外観も不良となる。したがって、Fe酸化物のFeO換算値は0.01~0.5%とする。なお、Fe酸化物は、フラックスからの酸化鉄、ミルスケール等から添加できると共にTi酸化物に微量含有される。
[FeO equivalent value of Fe oxide: 0.01 to 0.5%]
Fe oxides such as FeO and Fe 2 O 3 adjust the viscosity and solidification temperature of the molten slag, eliminate swelling at the bead toe, and improve compatibility with the lower plate. If the FeO equivalent value of the Fe oxide is less than 0.01%, the shape of the bead toe becomes poor. On the other hand, if the FeO equivalent value of the Fe oxide exceeds 0.5%, the slag encapsulation condition deteriorates, the slag removability is poor, the bead toe bulges, and the bead shape and bead appearance are also poor. Therefore, the FeO equivalent value of Fe oxide is set to 0.01 to 0.5%. Note that Fe oxide can be added from iron oxide from flux, mill scale, etc., and is also contained in a trace amount in Ti oxide.
[フラックス中のAl酸化物のAl2O3換算値の合計:0.04~0.5%]
Al酸化物は、スラグ形成剤としてスラグ被包性を高め、ビード形状及びスラグ剥離性を良好にする効果がある。Al酸化物のAl2O3換算値の合計が0.04%未満では、この効果が十分に得られず、スラグ被包性が悪くなり、ビード形状及びスラグ剥離性も不良となる。一方、Al酸化物のAl2O3換算値の合計が0.5%を超えると、スラグ被包むらが生じ、スラグ被包性が悪くなり、ビード形状及びスラグ剥離性が不良となる。したがって、Al酸化物のAl2O3換算値の合計は0.04~0.5%とする。なお、Al酸化物はフラックスからのアルミナ、カリ長石等から添加される。
[Total Al 2 O 3 equivalent value of Al oxides in flux: 0.04 to 0.5%]
As a slag forming agent, Al oxide has the effect of improving slag encapsulation properties and improving bead shape and slag removability. If the total Al 2 O 3 equivalent value of the Al oxide is less than 0.04 %, this effect will not be sufficiently obtained, the slag encapsulation will be poor, and the bead shape and slag releasability will also be poor. On the other hand, if the total Al 2 O 3 equivalent value of Al oxide exceeds 0.5%, slag envelopment becomes uneven, slag encapsulability deteriorates, and bead shape and slag removability become poor. Therefore, the total Al 2 O 3 equivalent value of Al oxide is 0.04 to 0.5%. Note that Al oxide is added from alumina from flux, potassium feldspar, and the like.
[フラックス中のNa酸化物、Na弗化物、K酸化物及びK弗化物の1種または2種類以上のNa換算値とK換算値の合計:0.01~0.3%]
Na酸化物、Na弗化物、K酸化物及びK弗化物は、アークを安定にする効果があり、また、スラグ形成剤として溶融スラグの凝固過程の急激な粘性増加を抑えて平滑なビード形状にする作用がある。Na酸化物、Na弗化物、K酸化物及びK弗化物のNa換算値とK換算値の合計が0.01%未満では、その効果は十分に得られず、アークが不安定となる。一方、Na酸化物、Na弗化物、K酸化物及びK弗化物のNa換算値とK換算値の合計が0.3%を超えると、スラグ剥離性、ビード形状及びビード外観が不良となり、スパッタ発生量が多くなる。したがって、Na酸化物、Na弗化物、K酸化物及びK弗化物の1種または2種類以上のNa換算値とK換算値の合計は0.01~0.3%とする。なお、Na酸化物、Na弗化物、K酸化物及びK弗化物は、珪酸ソーダ、珪酸カリからなる水ガラスの固質分及びフラックスからのカリ長石、NaF、KF、K2SiF6等から添加でき、Na換算値及びK換算値はこれらに含有されるNa及びK量の合計である。
[Total Na equivalent value and K equivalent value of one or more types of Na oxide, Na fluoride, K oxide, and K fluoride in flux: 0.01 to 0.3%]
Na oxide, Na fluoride, K oxide, and K fluoride have the effect of stabilizing the arc, and as slag forming agents, they suppress the rapid increase in viscosity during the solidification process of molten slag and create a smooth bead shape. It has the effect of If the sum of the Na-equivalent value and the K-equivalent value of Na oxide, Na fluoride, K oxide, and K fluoride is less than 0.01%, the effect will not be sufficiently obtained and the arc will become unstable. On the other hand, if the sum of the Na and K equivalent values of Na oxide, Na fluoride, K oxide, and K fluoride exceeds 0.3%, slag removability, bead shape, and bead appearance will be poor, resulting in sputtering. The amount generated increases. Therefore, the total of the Na equivalent value and K equivalent value of one or more of Na oxide, Na fluoride, K oxide, and K fluoride is 0.01 to 0.3%. Note that Na oxide, Na fluoride, K oxide, and K fluoride are added from sodium silicate, solid content of water glass consisting of potassium silicate, potassium feldspar from flux, NaF, KF, K 2 SiF 6 , etc. The Na conversion value and K conversion value are the sum of the amounts of Na and K contained in these.
[フラックス中のMg:0.02~0.4%]
Mgは、強脱酸剤であり溶接金属中の酸素を低減し、溶接金属の靱性を高める効果がある。Mgが0.02%未満では、この効果が十分に得られず、溶接金属の靭性が低下する。一方、Mgが0.4%を超えると、溶接時にアーク中で激しく酸素と反応してスパッタ発生量が多くなって溶接作業性が不良となる。したがって、Mgは0.02~0.4%とする。なお、Mgは、フラックスからの金属Mg、Al-Mg等の合金粉末から添加される。
[Mg in flux: 0.02-0.4%]
Mg is a strong deoxidizing agent and has the effect of reducing oxygen in the weld metal and increasing the toughness of the weld metal. If Mg is less than 0.02%, this effect cannot be sufficiently obtained and the toughness of the weld metal decreases. On the other hand, if Mg exceeds 0.4%, it will react violently with oxygen in the arc during welding, resulting in a large amount of spatter, resulting in poor welding workability. Therefore, Mg is set at 0.02 to 0.4%. Note that Mg is added from metal Mg from flux and alloy powder such as Al-Mg.
[フラックス中の金属弗化物のF換算値の合計:0.01~0.2%]
金属弗化物は、アークの指向性を高めて安定した溶融プールにするとともにスラグの粘性を調整する効果がある。金属弗化物のF換算値の合計が0.01%未満では、この効果が十分に得られずアークが不安定となる。一方、金属弗化物のF換算値の合計が0.2%を超えると、アークが不安定になりスパッタが多く発生する。また金属弗化物のF換算値の合計が0.2%を超えると、スラグの粘性が低下してビード上脚部に除去しにくい薄いスラグが残り、スラグ剥離性が不良となり、ビード形状は凸状になる。したがって、金属弗化物のF換算値の合計は0.01~0.2%とする。なお、金属弗化物は、フラックスからのCaF2、NaF、KF、LiF、MgF2、K2SiF6、AlF3等から添加でき、F換算値はこれらに含有されるF量の合計である。
[Total F equivalent value of metal fluorides in flux: 0.01 to 0.2%]
The metal fluoride has the effect of increasing the directivity of the arc to form a stable molten pool and adjusting the viscosity of the slag. If the total F equivalent value of the metal fluoride is less than 0.01%, this effect will not be sufficiently obtained and the arc will become unstable. On the other hand, if the total F-equivalent value of metal fluorides exceeds 0.2%, the arc becomes unstable and a large amount of spatter occurs. If the total F equivalent value of metal fluoride exceeds 0.2%, the viscosity of the slag decreases and a thin slag that is difficult to remove remains on the upper leg of the bead, resulting in poor slag removability and a convex bead shape. It becomes like this. Therefore, the total F equivalent value of metal fluorides is set to 0.01 to 0.2%. Note that the metal fluoride can be added from flux such as CaF 2 , NaF, KF, LiF, MgF 2 , K 2 SiF 6 , AlF 3 , etc., and the F conversion value is the total amount of F contained in these.
本発明に係る海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤは、鋼製外皮をパイプ状に成形し、その内部にフラックスを充填した構造である。ワイヤの種類としては、成形した鋼製外皮の合わせ目を溶接して得られる鋼製外皮に継ぎ目の無いワイヤと、鋼製外皮の合わせ目の溶接を行わないままとした鋼製外皮に継ぎ目を有するワイヤとに大別できる。本発明においては、何れの断面構造のワイヤを採用してもよい。但し、鋼製外皮に継ぎ目が無いワイヤは、ワイヤ中の水分量を低減することを目的に焼鈍が可能であり、また製造後のフラックスの吸湿が無いため、溶接金属の拡散性水素量を低減し、耐低温割れ性の向上を図ることができるので、鋼製外皮に継ぎ目が無いワイヤを用いるのが好ましい。 The flux-cored wire for gas-shielded arc welding for coastal weather-resistant steel according to the present invention has a structure in which a steel outer sheath is formed into a pipe shape, and the inside thereof is filled with flux. There are two types of wire: wires with no seams on the steel sheath obtained by welding the joints of formed steel sheaths, and wires with no seams on the steel sheath where the joints of the steel sheaths are left unwelded. It can be broadly divided into wires with wires. In the present invention, wires having any cross-sectional structure may be employed. However, wires with a seamless steel sheath can be annealed to reduce the amount of moisture in the wire, and since the flux does not absorb moisture after manufacturing, it reduces the amount of diffusible hydrogen in the weld metal. However, since it is possible to improve cold cracking resistance, it is preferable to use a wire with no seams in the steel outer sheath.
本発明の海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤの残部は、鋼製外皮のFe、成分調整のためにフラックスから添加する鉄粉中のFe、Fe-Mn、Fe-Si合金等の鉄合金粉のFe分及び不可避不純物である。また、特に制限はしないが、フラックス充填率は生産性の観点から、ワイヤ全質量に対して8~20%とし、Mo、V、Nbは機械性能の強度の観点から、Mo:0.1%以下、V:0.05%以下、Nb:0.05%以下とするのが好ましい。 The remainder of the flux-cored wire for gas-shielded arc welding for coastal weather-resistant steel of the present invention includes Fe in the steel sheath, Fe in the iron powder added from the flux for component adjustment, Fe-Mn, Fe-Si alloy, etc. These are the Fe content and unavoidable impurities in the iron alloy powder. In addition, although there is no particular restriction, the flux filling rate should be 8 to 20% with respect to the total mass of the wire from the viewpoint of productivity, and Mo: 0.1% for Mo, V, and Nb from the viewpoint of strength of mechanical performance. Hereinafter, it is preferable that V: 0.05% or less and Nb: 0.05% or less.
以下、本発明の効果を実施例により具体的に説明する。 Hereinafter, the effects of the present invention will be specifically explained using examples.
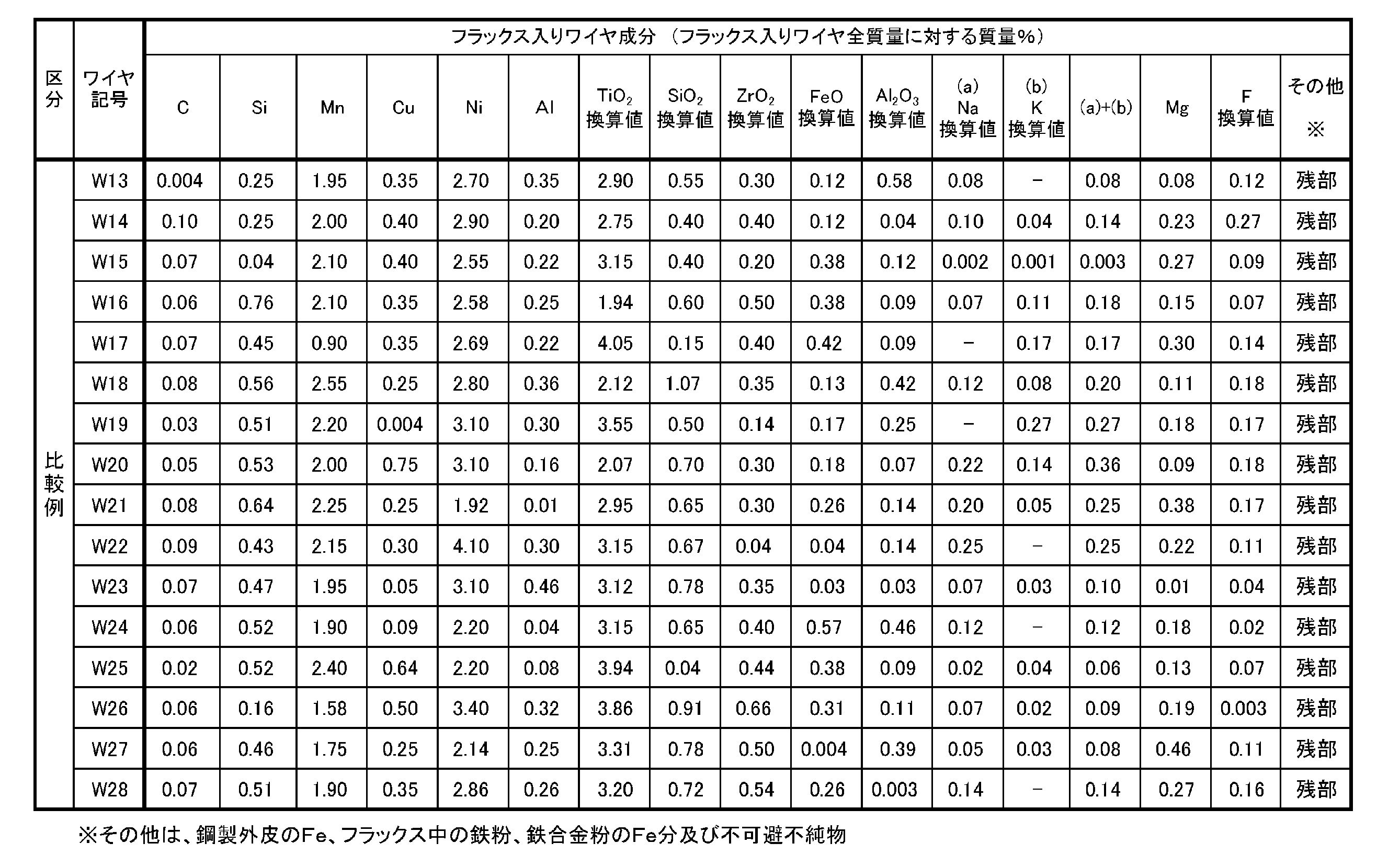
まず、鋼製外皮にJIS G3141 SPCC(C:0.002~0.06質量%)を使用し、該鋼製外皮をU字型に成形、フラックスを充填率8~20%で充填してC字型に成形した後、鋼製外皮の合わせ目を溶接して造管、伸線し、表1及び表2に示す各種成分のフラックス入りワイヤを試作した。なお、試作したワイヤ径は1.2mmとした。 First, JIS G3141 SPCC (C: 0.002 to 0.06% by mass) is used for the steel shell, the steel shell is formed into a U-shape, and flux is filled at a filling rate of 8 to 20% to form the C. After forming into a shape, the joints of the steel outer skin were welded, pipes were made, and wire drawing was carried out to fabricate prototype flux-cored wires with various components shown in Tables 1 and 2. Note that the diameter of the prototype wire was 1.2 mm.

これら試作ワイヤを用い、水平すみ肉溶接による溶接作業性を調査した。 Using these prototype wires, welding workability in horizontal fillet welding was investigated.
溶接作業性は、板厚20mmの海浜耐候性鋼用鋼板をT字に組んだ試験体に、表3に示す溶接条件で、多層盛水平すみ肉溶接を行い、その際のアーク状態、スパッタ発生状態、スラグ被包性、スラグ剥離性、ビード外観形状、多層盛溶接時のスラグ状態の良否を目視確認で調査した。 Welding workability was measured by performing multi-layer horizontal fillet welding on a test specimen made of 20 mm thick coastal weathering steel plates assembled in a T-shape under the welding conditions shown in Table 3, and examining the arc condition and spatter generation at that time. The condition, slag encapsulation, slag removability, bead appearance shape, and slag condition during multilayer welding were visually inspected.

溶着金属試験は、板厚20mmの海浜耐候性鋼用鋼板を用い、JIS Z 3111に準じて溶接を行い、溶着金属の板厚方向中心から引張試験片(A0号)及び衝撃試験片(2mmVノッチ試験片)を採取して機械試験を実施した。引張試験の評価は、引張強さが550~650MPaを良好とした。衝撃試験の評価は、-20℃におけるシャルピー衝撃試験を行い、繰返し3本の吸収エネルギーの平均が65J以上を良好とした。その際、初層溶接時に高温割れの有無を目視確認した。これら結果を表4及び表5にまとめて示す。 For the weld metal test, a 20 mm thick seaside weathering steel plate was welded according to JIS Z 3111, and a tensile test piece (No. A0) and an impact test piece (2 mm V notch) were placed from the center of the weld metal in the thickness direction. A mechanical test was conducted by taking a test piece. In the tensile test evaluation, a tensile strength of 550 to 650 MPa was considered good. For the evaluation of the impact test, a Charpy impact test was performed at -20°C, and an average of 3 repeated absorption energies of 65 J or more was considered good. At that time, the presence or absence of hot cracking during first layer welding was visually confirmed. These results are summarized in Tables 4 and 5.
耐候性(耐食性)の試験は、溶着金属試験を調査した試験片から余盛りを研削し、溶接ビードを長手方向とした厚さ20mm、幅100mm、長さ200mmの短冊状にしたものを試験片とし、千葉県富津市臨海部にて暴露試験を3年間行った。なお、暴露地点は離岸距離が5m(飛来海塩粒子量1日平均1.3mg/dm2)とした。評価は溶接金属部の片面(表側)における平均板厚減少量を測定し、0.2mm以下を良好とした。 For the weather resistance (corrosion resistance) test, the surplus was ground from the test piece used for the weld metal test, and the test piece was made into a strip with a thickness of 20 mm, a width of 100 mm, and a length of 200 mm with the weld bead in the longitudinal direction. An exposure test was conducted for three years in the waterfront area of Futtsu City, Chiba Prefecture. The exposure point was set at a distance of 5 m from shore (the daily average amount of airborne sea salt particles was 1.3 mg/dm 2 ). For evaluation, the average plate thickness reduction amount on one side (front side) of the welded metal part was measured, and 0.2 mm or less was considered good.
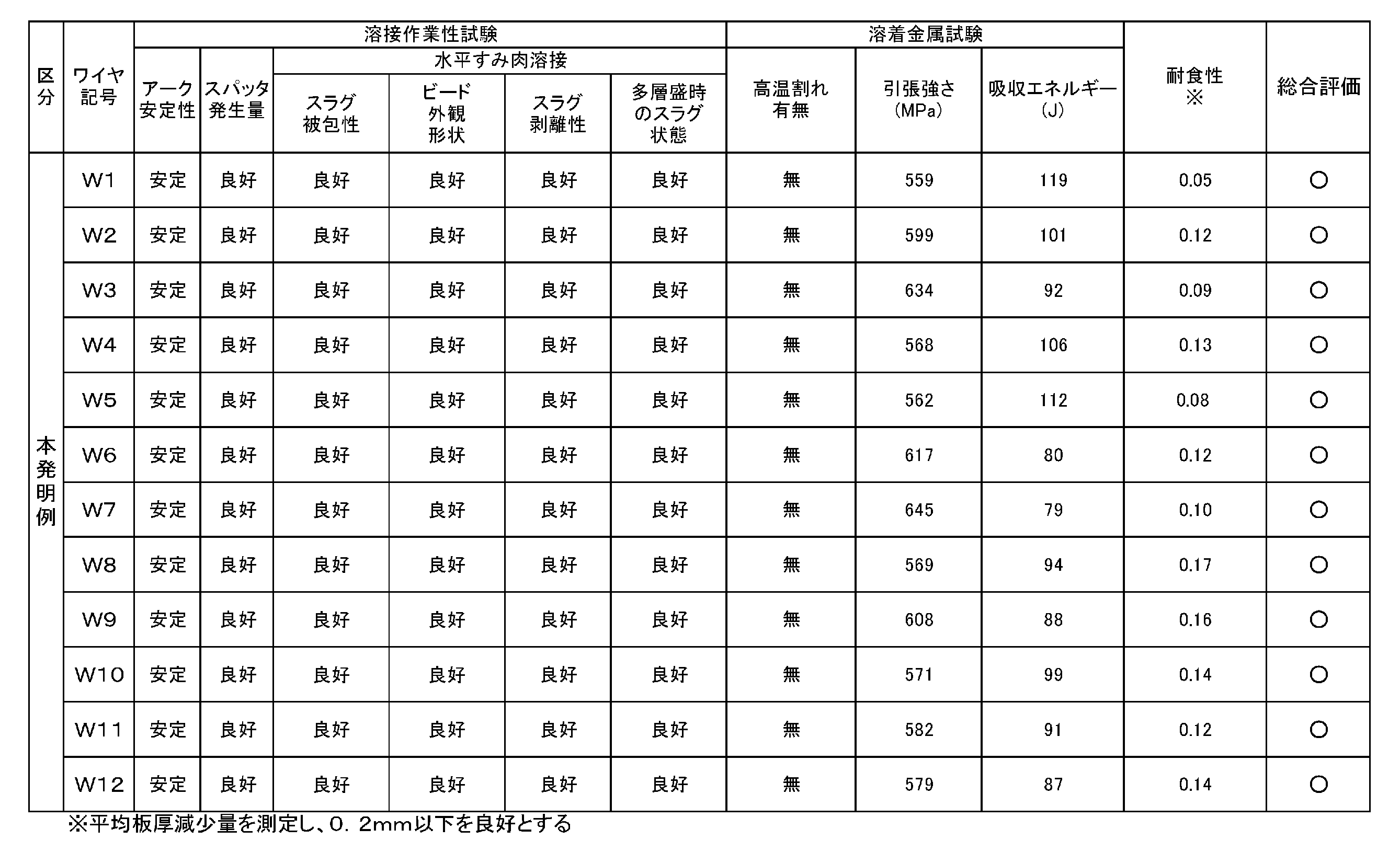

表1及び表4のワイヤ記号W1~W12は本発明例、表2及び表5のワイヤ記号W13~W28は比較例である。本発明例であるワイヤ記号W1~W12は、フラックス入りワイヤ中の鋼製外皮とフラックスの合計でC、Si、Mn、Cu、Ni、Al、フラックス中のTi酸化物のTiO2換算値の合計、Si酸化物のSiO2換算値の合計、Zr酸化物のZrO2換算値の合計、Fe酸化物のFeO換算値の合計、Al酸化物のAl2O3換算値の合計、Na酸化物、Na弗化物、K酸化物及びK弗化物のNa換算値及びK換算値の合計、Mg、金属弗化物のF換算値の合計が適正であるので、アークが安定してスパッタ発生量が少なく、スラグ被包性、スラグ剥離性及びビード形状・外観が良好で、高温割れが発生しなかった。また、溶着金属の引張強さ及び吸収エネルギーも良好であり、耐食性も良好であった。 Wire symbols W1 to W12 in Tables 1 and 4 are examples of the present invention, and wire symbols W13 to W28 in Tables 2 and 5 are comparative examples. Wire symbols W1 to W12, which are examples of the present invention, are the sum of the steel outer shell and flux in the flux-cored wire, and the sum of C, Si, Mn, Cu, Ni, Al, and the TiO 2 equivalent value of Ti oxide in the flux. , the sum of the SiO 2 equivalent values of Si oxides, the sum of ZrO 2 equivalent values of Zr oxides, the total FeO equivalent values of Fe oxides, the sum of Al 2 O 3 equivalent values of Al oxides, Na oxide, Since the sum of the Na and K equivalent values of Na fluoride, K oxide, and K fluoride, and the sum of the F equivalent values of Mg and metal fluoride are appropriate, the arc is stable and the amount of spatter generated is small. The slag envelopment, slag removability, bead shape and appearance were good, and no hot cracking occurred. Moreover, the tensile strength and absorbed energy of the weld metal were good, and the corrosion resistance was also good.
比較例中ワイヤ記号W13は、Cが少ないので、アークが不安定になりスパッタ発生量が多かった。また、Al酸化物のAl2O3換算値の合計が多いので、スラグ被包むらが生じ、ビード形状及びスラグ剥離性が不良であった。 Wire symbol W13 in the comparative example had a small amount of C, so the arc became unstable and a large amount of spatter was generated. Furthermore, since the total amount of Al 2 O 3 equivalent values of Al oxides was large, uneven slag envelopment occurred, and the bead shape and slag releasability were poor.
ワイヤ記号W14は、Cが多いので、溶着金属の吸収エネルギーが低かった。また、金属弗化物のF換算値の合計が多いので、アークが不安定になりスパッタ発生量が多く、ビード形状及びスラグ剥離性が不良であった。 Wire symbol W14 contained a large amount of C, so the energy absorbed by the weld metal was low. Furthermore, since the total F equivalent value of the metal fluoride was large, the arc became unstable, a large amount of spatter was generated, and the bead shape and slag removability were poor.
ワイヤ記号W15は、Siが少ないので、ビード形状が不良であった。また、Na酸化物、Na弗化物、K酸化物及びK弗化物のNa換算値及びK換算値の合計が少ないので、アーク状態が不安定な状態であった。 Wire symbol W15 had a poor bead shape because it contained less Si. Further, since the sum of Na-equivalent values and K-equivalent values of Na oxide, Na fluoride, K oxide, and K fluoride was small, the arc state was unstable.
ワイヤ記号W16は、Siが多いので、溶着金属の吸収エネルギーが低かった。また、Ti酸化物のTiO2換算値の合計が少ないので、アーク状態が不安定でありスパッタ発生量も多く、ビード形状が不良であった。 Wire symbol W16 contained a large amount of Si, so the absorbed energy of the weld metal was low. Furthermore, since the total TiO 2 equivalent value of Ti oxide was small, the arc condition was unstable, the amount of spatter generated was large, and the bead shape was poor.
ワイヤ記号W17は、Mnが少ないので、溶着金属の吸収エネルギーが低く、ビード形状も不良であった。また、Ti酸化物のTiO2換算値の合計が多いので、多層盛溶接時にスラグが剥離してビード形状が不良であった。 Wire symbol W17 had a low Mn content, so the absorbed energy of the weld metal was low and the bead shape was poor. In addition, since the total amount of TiO 2 equivalent of Ti oxide was large, slag peeled off during multilayer welding, resulting in poor bead shape.
ワイヤ記号W18は、Mnが多いので、溶着金属の引張強さが高く、吸収エネルギーが低かった。また、Si酸化物のSiO2換算値の合計が多いので、スパッタ発生量が多く、ビード形状が不良であった。 Wire symbol W18 contained a large amount of Mn, so the tensile strength of the weld metal was high and the absorbed energy was low. Furthermore, since the total amount of SiO 2 equivalents of Si oxide was large, the amount of spatter generated was large and the bead shape was poor.
ワイヤ記号W19は、Cuが少ないので、溶接金属の耐食性が不良であった。 Wire symbol W19 had a low Cu content, so the weld metal had poor corrosion resistance.
ワイヤ記号W20は、Cuが多いので、溶接部初層に高温割れが発生し、溶着金属の吸収エネルギーも低値であった。また、Na酸化物、Na弗化物、K酸化物及びK弗化物のNa換算値及びK換算値の合計が多いので、スパッタ発生量が多く、スラグ剥離性、ビード形状及びビード外観が不良であった。 Wire code W20 contained a large amount of Cu, so hot cracking occurred in the initial layer of the weld zone, and the absorbed energy of the weld metal was also low. In addition, since the total Na oxide and K fluoride values of Na oxide, Na fluoride, K oxide, and K fluoride are large, the amount of spatter generated is large, and the slag removability, bead shape, and bead appearance are poor. Ta.
ワイヤ記号W21は、Niが少ないので、溶着金属の耐食性が不良であった。また、Alが少ないので、スラグ被包性とビード形状が不良であった。 Wire symbol W21 had a low Ni content, so the corrosion resistance of the weld metal was poor. Furthermore, since the Al content was small, the slag encapsulation properties and bead shape were poor.
ワイヤ記号W22は、Niが多いので、溶接部初層に高温割れが発生し、溶着金属の引張強さが高く、吸収エネルギーが低かった。また、Zr酸化物のZrO2換算値の合計が少ないので、ビード形状が不良であった。 Wire code W22 contained a lot of Ni, so hot cracking occurred in the initial layer of the weld, the tensile strength of the weld metal was high, and the absorbed energy was low. Furthermore, since the total ZrO 2 equivalent value of Zr oxide was small, the bead shape was poor.
ワイヤ記号W23は、Alが多いのでビード形状、スラグ剥離性が不良であった。また、Mgが少ないので溶着金属の吸収エネルギーが低かった。 Wire symbol W23 contained a large amount of Al, so the bead shape and slag removability were poor. In addition, since there was little Mg, the absorbed energy of the weld metal was low.
ワイヤ記号W24は、Fe酸化物のFeO換算値の合計が多いのでスラグ被包性、スラグ剥離性、ビード形状が不良であった。 Wire symbol W24 had a large total FeO equivalent value of Fe oxide, and therefore had poor slag envelopment properties, slag removability, and bead shape.
ワイヤ記号W25は、Si酸化物のSiO2換算値の合計が少ないのでビード形状が不良であった。 Wire symbol W25 had a poor bead shape because the total SiO 2 equivalent value of Si oxide was small.
ワイヤ記号W26は、Zr酸化物のZrO2換算値の合計が多いのでビード形状、スラグ剥離性が不良であった。また、金属弗化物のF換算値の合計が少ないので、アーク状態が不安定な状態であった。 Wire symbol W26 had a large total ZrO 2 equivalent value of Zr oxide, so the bead shape and slag removability were poor. Furthermore, since the total F conversion value of metal fluorides was small, the arc state was unstable.
ワイヤ記号W27は、Fe酸化物のFeO換算値の合計が少ないので、ビード形状が不良であった。また、Mgが多いので、スパッタ発生量が多かった。 Wire symbol W27 had a poor bead shape because the total FeO equivalent value of Fe oxide was small. Furthermore, since there was a large amount of Mg, a large amount of spatter was generated.
ワイヤ記号W28は、Al酸化物のAl2O3換算値の合計が少ないのでスラグ被包性、スラグ剥離性、ビード形状が不良であった。 Wire code W28 had poor slag encapsulation, slag removability, and bead shape because the total amount of Al 2 O 3 equivalent value of Al oxide was small.
Claims (1)
ワイヤ全質量に対する質量%で、鋼製外皮とフラックスの合計で、
C:0.01~0.09%、
Si:0.1~0.7%、
Mn:1.0~2.5%、
Cu:0.04~0.7%、
Ni:2.0~4.0%、
Al:0.02~0.40%を含有し、
さらに、ワイヤ全質量に対する質量%で、フラックス中に、
Ti酸化物のTiO2換算値の合計:2.0~4.0%、
Si酸化物のSiO2換算値の合計:0.1~1.0%、
Zr酸化物のZrO2換算値の合計:0.1~0.6%、
Fe酸化物のFeO換算値の合計:0.01~0.5%、
Al酸化物のAl2O3換算値の合計:0.04~0.5%、
Na酸化物、Na弗化物、K酸化物及びK弗化物の1種または2種類以上のNa換算値及びK換算値の合計:0.01~0.3%、
Mg:0.02~0.4%、
金属弗化物のF換算値の合計:0.01~0.2%を含有し、
残部が鋼製外皮のFe、フラックス中の鉄粉のFe分、鉄合金粉のFe分及び不可避不純物からなることを特徴とする海浜耐候性鋼用ガスシールドアーク溶接用フラックス入りワイヤ。 Flux-cored wire for gas-shielded arc welding for coastal weathering steel is made by filling a steel sheath with flux.
Mass % based on the total mass of the wire, the sum of the steel jacket and flux,
C: 0.01-0.09%,
Si: 0.1 to 0.7%,
Mn: 1.0 to 2.5%,
Cu: 0.04 to 0.7%,
Ni: 2.0 to 4.0%,
Contains Al: 0.02 to 0.40%,
Furthermore, in flux, in mass % relative to the total mass of the wire,
Total TiO 2 equivalent value of Ti oxide: 2.0 to 4.0%,
Total SiO 2 equivalent value of Si oxide: 0.1 to 1.0%,
Total ZrO 2 equivalent value of Zr oxide: 0.1 to 0.6%,
Total FeO equivalent value of Fe oxide: 0.01 to 0.5%,
Total Al 2 O 3 equivalent value of Al oxide: 0.04 to 0.5%,
Total of Na equivalent value and K equivalent value of one or more types of Na oxide, Na fluoride, K oxide, and K fluoride: 0.01 to 0.3%,
Mg: 0.02-0.4%,
Contains a total F equivalent value of metal fluorides: 0.01 to 0.2%,
A flux-cored wire for gas-shielded arc welding for coastal weathering steel, characterized in that the remainder consists of Fe in the steel sheath, Fe in the iron powder in the flux, Fe in the iron alloy powder, and unavoidable impurities.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019221994A JP7364448B2 (en) | 2019-12-09 | 2019-12-09 | Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2019221994A JP7364448B2 (en) | 2019-12-09 | 2019-12-09 | Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021090980A JP2021090980A (en) | 2021-06-17 |
| JP7364448B2 true JP7364448B2 (en) | 2023-10-18 |
Family
ID=76311257
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019221994A Active JP7364448B2 (en) | 2019-12-09 | 2019-12-09 | Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7364448B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102612724B1 (en) * | 2021-10-13 | 2023-12-13 | 현대종합금속 주식회사 | Flux cored wire for horizontal electrogas arc welding |
| KR102657821B1 (en) * | 2021-10-13 | 2024-04-17 | 현대종합금속 주식회사 | Flux cored wire of horizontal electrogas arc welding having excellent impact toughness at low temperature |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013151001A (en) | 2012-01-25 | 2013-08-08 | Nippon Steel & Sumikin Welding Co Ltd | Flux-cored wire for gas-shielded arc welding for weather-resistant steel |
| JP2019025524A (en) | 2017-07-31 | 2019-02-21 | 新日鐵住金株式会社 | Flux-cored wire for gas-shielded arc welding, and manufacturing method of welded joint |
| JP2019042782A (en) | 2017-09-05 | 2019-03-22 | 新日鐵住金株式会社 | Gas shield arc-welding flux-cored wire and manufacturing method of welding joint |
-
2019
- 2019-12-09 JP JP2019221994A patent/JP7364448B2/en active Active
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013151001A (en) | 2012-01-25 | 2013-08-08 | Nippon Steel & Sumikin Welding Co Ltd | Flux-cored wire for gas-shielded arc welding for weather-resistant steel |
| JP2019025524A (en) | 2017-07-31 | 2019-02-21 | 新日鐵住金株式会社 | Flux-cored wire for gas-shielded arc welding, and manufacturing method of welded joint |
| JP2019042782A (en) | 2017-09-05 | 2019-03-22 | 新日鐵住金株式会社 | Gas shield arc-welding flux-cored wire and manufacturing method of welding joint |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2021090980A (en) | 2021-06-17 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5704573B2 (en) | Flux-cored wire for gas shielded arc welding of crude oil tank steel | |
| JP5717688B2 (en) | Flux-cored wire for horizontal fillet gas shielded arc welding of crude oil tank steel | |
| JP5384312B2 (en) | Flux-cored wire for gas shielded arc welding for weathering steel | |
| JP5179073B2 (en) | Flux-cored wire for gas shielded arc welding | |
| JP2015217393A (en) | Flux-cored wire for carbon dioxide gas shielded arc welding | |
| JP5557790B2 (en) | Flux-cored wire for 2-electrode horizontal fillet CO2 gas shielded arc welding | |
| JP7364448B2 (en) | Flux Cored Wire for Gas Shielded Arc Welding for Beach Weathering Steel | |
| JP5706354B2 (en) | Coated arc welding rod for duplex stainless steel | |
| JP5014189B2 (en) | Two-electrode fillet gas shielded arc welding method | |
| JP4300153B2 (en) | Flux-cored wire for gas shielded arc welding | |
| JP6939508B2 (en) | Corrosion-resistant steel gas shield arc welding flux-cored wire and welding joint manufacturing method | |
| JP4838100B2 (en) | Flux-cored wire for horizontal corner gas shielded arc welding for weathering steel | |
| JP6658424B2 (en) | Flux-cored wire for gas shielded arc welding of corrosion resistant steel | |
| WO2019186811A1 (en) | Method for manufacturing flux-cored wire, flux-cored wire and method for manufacturing welded joint | |
| JP6815157B2 (en) | Flux-cored wire for gas shielded arc welding of crude oil tank steel | |
| JP6658423B2 (en) | Flux-cored wire for horizontal fillet gas shielded arc welding of corrosion resistant steel | |
| JP5863570B2 (en) | Flux-cored wire for gas shielded arc welding | |
| JP5938375B2 (en) | Flux-cored wire for 2-electrode horizontal fillet CO2 gas shielded arc welding | |
| JP2675894B2 (en) | Flux-cored wire for welding high strength austenitic stainless steel | |
| JP7304829B2 (en) | Flux-cored wire for welding galvanized steel sheets | |
| JP5361797B2 (en) | Flux-cored wire for horizontal fillet gas shielded arc welding | |
| JP7257189B2 (en) | Flux-cored wire for Ar-CO2 mixed gas shielded arc welding of weathering steel | |
| JP7308657B2 (en) | Low-Hydrogen Covered Arc Welding Rod for Crude Oil Tank Steel | |
| JP7321958B2 (en) | Flux-cored wire for gas-shielded arc welding of seawater-resistant steel | |
| JP2003025088A (en) | Flux cored wire for gas-shielded arc welding |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220217 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20230328 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20230725 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230807 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20230815 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20231003 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20231005 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7364448 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |