JP7298564B2 - プレス成形品の形状変化予測方法 - Google Patents
プレス成形品の形状変化予測方法 Download PDFInfo
- Publication number
- JP7298564B2 JP7298564B2 JP2020124218A JP2020124218A JP7298564B2 JP 7298564 B2 JP7298564 B2 JP 7298564B2 JP 2020124218 A JP2020124218 A JP 2020124218A JP 2020124218 A JP2020124218 A JP 2020124218A JP 7298564 B2 JP7298564 B2 JP 7298564B2
- Authority
- JP
- Japan
- Prior art keywords
- press
- formed product
- residual stress
- shape
- springback
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Shaping Metal By Deep-Drawing, Or The Like (AREA)
Description
しかしながら、発明者らは、プレス成形シミュレーションにより予測されたプレス成形品の形状と実際にプレス成形されたプレス成形品の形状とを比較した際、プレス成形シミュレーションによる形状予測精度が低くなるプレス成形品があることに気づいた。
その上、スプリングバックしたプレス成形品の時間単位の経過による形状変化は、前述したように、外部からの荷重を受けずに生じるものである。そのため、プレス成形品の時間単位の経過による形状変化の予測を試みたとしても、クリープ現象による形状変化を取り扱う解析手法を適用することはできなかった。
前記プレス成形品のスプリングバック解析により、スプリングバックした直後の前記プレス成形品の形状及び残留応力を取得するスプリングバック直後の形状・残留応力取得工程と、
スプリングバックした直後の前記プレス成形品の少なくとも前記天板部に対し、スプリングバックした直後の残留応力よりも緩和減少した残留応力の値を設定する残留応力緩和減少設定工程と、
残留応力の値を緩和減少設定した前記プレス成形品について力のモーメントが釣り合う形状を求める残留応力緩和形状解析工程と、を含むことを特徴とするものである。
前記プレス成形品のスプリングバック解析により、スプリングバックした直後の前記プレス成形品の形状及び残留応力を取得するスプリングバック直後の形状・残留応力取得工程と、
スプリングバックした直後の前記プレス成形品の少なくとも前記天板部及び/又は前記フランジ部に対し、スプリングバックした直後の残留応力よりも緩和減少した残留応力の値を設定する残留応力緩和減少設定工程と、
残留応力の値を緩和減少設定した前記プレス成形品について力のモーメントが釣り合う形状を求める残留応力緩和形状解析工程と、を含むことを特徴とするものである。
前記残留応力緩和減少設定工程において、スプリングバックした直後の残留応力よりも5%以上緩和減少した残留応力の値を設定することを特徴とするものである。
前記プレス成形品のプレス成形に供するブランクは、引張強度が150MPa級以上2000MPa級以下の金属板であることを特徴とするものである。
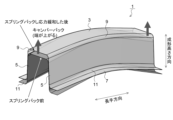
発明者らは、前述の課題を解決するために、図2に一例として示すプレス成形品1について、金型から離型した瞬間にスプリングバックした後のさらなる時間経過に伴う応力緩和による形状変化を予測する手法を確立するために、その前段階として、プレス成形品1の形状が時間経過に伴って変化する原因について検討した。
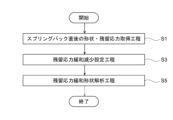
本発明の実施の形態に係るプレス成形品の形状変化予測方法は、一例として図2に示すように、天板部3と天板部3から連続する縦壁部5と縦壁部5から連続するフランジ部7とを有するハット型断面形状であり側面視で天板部3側に凸状に湾曲した形状を含むプレス成形品1について、金型から離型した瞬間にスプリングバックした後の時間経過に伴う応力緩和による形状変化を予測するものであって、図1に示すように、スプリングバック直後の形状・残留応力取得工程S1と、残留応力緩和減少設定工程S3と、残留応力緩和形状解析工程S5と、を備えるものである。以下、上記の各工程について説明する。
スプリングバック直後の形状・残留応力取得工程S1は、プレス成形品1のスプリングバック解析により、スプリングバックした直後のプレス成形品1の形状及び残留応力を取得する工程である。
残留応力緩和減少設定工程S3は、スプリングバック直後の形状・残留応力取得工程S1において取得したスプリングバックした直後のプレス成形品1の少なくとも天板部3及び/又はフランジ部7に対し、その残留応力よりも緩和減少させた残留応力の値を設定する工程である。
さらに、残留応力緩和減少設定工程S3において残留応力を緩和減少させた残留応力の値を設定するとは、スプリングバックした直後のプレス成形品1に残留する引張応力(正の値)及び圧縮応力(負の値)の絶対値を緩和減少させることをいう。
残留応力緩和形状解析工程S5は、残留応力緩和減少設定工程S3で残留応力を緩和減少設定したプレス成形品1について力のモーメントが釣り合う形状を求める解析を行う工程である。
さらには、天板部3やフランジ部7等の部位ごとに残留応力を緩和減少させる割合や値を変えてもよい。
また、ブランクの引張強度については、150MPa級以上2000MPa級以下であることが好ましく、440MPa級以上1470MPa級以下であることがより好ましい。
実施例1では、まず、金属板として以下の表1に一例を示す機械的特性を持つ鋼板Aを用い、図2に示す、側面視で凸状に湾曲したハット型断面形状のプレス成形品1のプレス成形を行った。プレス成形品1の成形下死点形状は、湾曲の曲率半径を170mm、プレス成形方向における縦壁部5の縦壁高さを40mmとした。

解析では、まず、プレス成形に用いる金型をモデル化した金型モデルを用いて、鋼板Aを成形下死点までプレス成形する過程のプレス成形解析を行い、成形下死点におけるプレス成形品1の残留応力を求めた。
そして、残留応力を低下させたプレス成形品1について力のモーメントが釣り合う形状を求める解析を行った。
表2に、発明例1~発明例3及び比較例1、比較例2において残留応力の緩和率と評価点aの乖離量の結果をまとめて示す。

実験値と予測値との差分(mm)=De-Dc ・・・(1)
予測値の誤差(%)=(De-Dc)÷De×100 ・・・(2)
発明例2は、天板部3及び縦壁部5に対してそれらの残留応力をそれぞれ10%低下させた残留応力の値を設定したものであり、実験値と予測値との差分は0.3mm、予測値の誤差は1.2%となり、比較例1及び比較例2と比べて改善し、発明例1よりも良好な結果であった。
発明例3は、天板部3及び縦壁部5に対してそれらの残留応力をそれぞれ20%低下させた残留応力の値を設定したものであり、実験値と予測値との差分は-0.4mm、予測値の誤差は-1.6%となり、いずれも負の値であるが、絶対値で比較すると比較例1及び比較例2と比べて改善した。
実施例2では、まず、前述した実施例1と同様に表1に示す機械的特性を持つ鋼板Aを用い、図5に示すコ字型断面形状のプレス成形品21をプレス成形した。プレス成形品21は、天板部23と天板部23から連続する縦壁部25とを有してなるコ字型断面形状であり、側面視で天板部23側に凸状に湾曲している。そして、プレス成形品21は、成形下死点において湾曲の曲率半径が170mm、プレス成形方向における縦壁部25の縦壁高さが35mmである。
表3に、発明例4、発明例5及び比較例3において残留応力の緩和率と評価点bの乖離量の結果をまとめて示す。

発明例4は、天板部23に対して残留応力を5%低下させたものであり、実験値と予測値との差分は1.2mm、予測値の誤差は4.5%であり、比較例4と比べて改善した。
発明例5は、天板部23に対して残留応力を10%低下させたものであり、実験値と予測値との差分は0.3mm、予測値の誤差は1.1%であり、比較例4と比べて改善し、発明例4よりも良好であった。
実施例3では、まず、前述した実施例1と同様に表1に示す機械的特性を持つ鋼板Aを用い、図6に示すプレス成形品31をプレス成形した。
プレス成形品31は、天板部33と天板部33から連続する縦壁部35と縦壁部35から連続するフランジ部37とを有してなるZ字型断面形状であり、側面視で天板部33側に凸状に湾曲している。そして、プレス成形品31は、成形下死点において湾曲の曲率半径が170mm、プレス成形方向における縦壁部35の縦壁高さが40mmである。
また、比較対象として、発明例6及び発明例7と同様にプレス成形品31のプレス成形解析及びスプリングバック解析を行ったものの、残留応力を緩和減少した値を設定して力のモーメントが釣り合う形状を求める解析を行わなかったものを比較例4とした。
表4に、発明例6、発明例7及び比較例4において残留応力の緩和率と評価点cの乖離量の結果をまとめて示す。

発明例6は、天板部33に対し、その残留応力を5%低下させたものであり、実験値との差分は1.0mm、予測値の誤差は3.8%であり、比較例4と比べて改善した。
発明例7は、天板部33及びフランジ部37の双方に対し、それぞれの残留応力を10%低下させたものであり、実験値と予測値との差分は-0.4mm、予測値の誤差は-1.5%であり、いずれも負の値であるが、絶対値で比較すると比較例4と比べて改善し、発明例6よりも良好であった。
実施例4では、まず、前述した実施例1と同様に表1に示す機械的特性を持つ鋼板Aを用い、図7に示す自動車のフロントピラーアッパーであるプレス成形品41をプレス成形した。プレス成形品41は、天板部43と縦壁部45とフランジ部47とを有するハット型断面形状であり、側面視で天板部43側に凸状に湾曲した形状を含む。そして、プレス成形品41は、成形下死点における湾曲の曲率半径が1000mm、プレス成形方向における縦壁部45の縦壁高さが45mmである。
また、比較対象として、発明例8及び発明例9と同様にプレス成形品41のプレス成形解析及びスプリングバック解析を行ったものの、残留応力を緩和減少した値を設定して力のモーメントが釣り合う形状を求める解析を行わなかったものを比較例5とした。
表5に、発明例8、発明例9及び比較例5において残留応力の緩和率と評価点dの乖離量の結果をまとめて示す。

発明例8は、天板部43に対し、その残留応力を5%低下させたものであり、実験値と予測値との差分は1.0mm、予測値の誤差は4.4%であり、比較例5と比べて改善した。
発明例9は、天板部43及びフランジ部47の双方に対し、それぞれ残留応力を10%低下させたものであり、実験値と予測値との差分は0.3mm、予測値の誤差は1.3%であり、比較例5と比べて改善し、発明例8よりも良好であった。
3 天板部
5 縦壁部
7 フランジ部
9 パンチ肩部
11 ダイ肩部
21 プレス成形品
23 天板部
25 縦壁部
31 プレス成形品
33 天板部
35 縦壁部
37 フランジ部
41 プレス成形品
43 天板部
45 縦壁部
47 フランジ部
Claims (3)
- 天板部と該天板部から連続する縦壁部とを有して側面視で前記天板部側に凸状に湾曲した形状を含むプレス成形品について、金型から離型した瞬間にスプリングバックした後の時間経過に伴う応力緩和による形状変化を予測するプレス成形品の形状変化予測方法であって、
前記プレス成形品のスプリングバック解析により、スプリングバックした直後の前記プレス成形品の形状及び残留応力を取得するスプリングバック直後の形状・残留応力取得工程と、
スプリングバックした直後の前記プレス成形品の少なくとも前記天板部に対し、スプリングバックした直後の残留応力よりも絶対値が5%~20%緩和減少した残留応力の値を設定する残留応力緩和減少設定工程と、
残留応力の値を緩和減少設定した前記プレス成形品について力のモーメントが釣り合う形状を求める残留応力緩和形状解析工程と、を含むことを特徴とするプレス成形品の形状変化予測方法。 - 天板部と該天板部から連続する縦壁部と該縦壁部から連続するフランジ部とを有して側面視で前記天板部側に凸状に湾曲した形状を含むプレス成形品について、金型から離型した瞬間にスプリングバックした後の時間経過に伴う応力緩和による形状変化を予測するプレス成形品の形状変化予測方法であって、
前記プレス成形品のスプリングバック解析により、スプリングバックした直後の前記プレス成形品の形状及び残留応力を取得するスプリングバック直後の形状・残留応力取得工程と、
スプリングバックした直後の前記プレス成形品の少なくとも前記天板部及び/又は前記フランジ部に対し、スプリングバックした直後の残留応力よりも絶対値が5%~20%緩和減少した残留応力の値を設定する残留応力緩和減少設定工程と、
残留応力の値を緩和減少設定した前記プレス成形品について力のモーメントが釣り合う形状を求める残留応力緩和形状解析工程と、を含むことを特徴とするプレス成形品の形状変化予測方法。 - 前記プレス成形品のプレス成形に供するブランクは、引張強度が150MPa級以上2000MPa級以下の金属板であることを特徴とする請求項1又は2に記載のプレス成形品の形状変化予測方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020124218A JP7298564B2 (ja) | 2020-07-21 | 2020-07-21 | プレス成形品の形状変化予測方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2020124218A JP7298564B2 (ja) | 2020-07-21 | 2020-07-21 | プレス成形品の形状変化予測方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2022020932A JP2022020932A (ja) | 2022-02-02 |
| JP7298564B2 true JP7298564B2 (ja) | 2023-06-27 |
Family
ID=80220084
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020124218A Active JP7298564B2 (ja) | 2020-07-21 | 2020-07-21 | プレス成形品の形状変化予測方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP7298564B2 (ja) |
Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006315063A (ja) | 2005-05-16 | 2006-11-24 | M & M Research:Kk | プレス加工の金型設計支援プログラムおよびその方法 |
| JP2020028888A (ja) | 2018-08-21 | 2020-02-27 | Jfeスチール株式会社 | プレス成形方法 |
| WO2020126380A1 (en) | 2018-12-21 | 2020-06-25 | Bystronic Laser Ag | Bending machine, machining line and method for bending |
| JP2022026451A (ja) | 2020-07-31 | 2022-02-10 | Jfeスチール株式会社 | プレス成形品の形状変化予測方法 |
-
2020
- 2020-07-21 JP JP2020124218A patent/JP7298564B2/ja active Active
Patent Citations (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2006315063A (ja) | 2005-05-16 | 2006-11-24 | M & M Research:Kk | プレス加工の金型設計支援プログラムおよびその方法 |
| JP2020028888A (ja) | 2018-08-21 | 2020-02-27 | Jfeスチール株式会社 | プレス成形方法 |
| WO2020126380A1 (en) | 2018-12-21 | 2020-06-25 | Bystronic Laser Ag | Bending machine, machining line and method for bending |
| JP2022026451A (ja) | 2020-07-31 | 2022-02-10 | Jfeスチール株式会社 | プレス成形品の形状変化予測方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2022020932A (ja) | 2022-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7243657B2 (ja) | プレス成形品の形状変化予測方法 | |
| JP7021696B1 (ja) | プレス成形品の形状変化予測方法 | |
| RU2692353C1 (ru) | Способ производства штампованных изделий и производственная линия для них | |
| KR102915850B1 (ko) | 프레스 성형품의 형상 변화 예측 방법 | |
| JP6977824B1 (ja) | プレス成形品の形状変化予測方法 | |
| JP6939962B1 (ja) | プレス成形品の形状変化予測方法 | |
| JP7342921B2 (ja) | プレス成形品の形状変化予測方法 | |
| JP7151736B2 (ja) | プレス成形品の形状変化予測方法 | |
| JP7298564B2 (ja) | プレス成形品の形状変化予測方法 | |
| WO2021171678A1 (ja) | プレス成形方法及びプレス成形品の形状評価方法 | |
| JP6973580B1 (ja) | プレス成形品の形状変化予測方法 | |
| JP6977838B1 (ja) | プレス成形品の形状変化予測方法 | |
| JP6977825B1 (ja) | プレス成形品の形状変化予測方法 | |
| JP2025134112A (ja) | プレス成形解析方法、及びプレス成形品の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20220222 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20221118 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20221129 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20230113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230516 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230529 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7298564 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |