JP7262439B2 - 可変研磨剤分布を有するフロアパッド - Google Patents
可変研磨剤分布を有するフロアパッド Download PDFInfo
- Publication number
- JP7262439B2 JP7262439B2 JP2020504696A JP2020504696A JP7262439B2 JP 7262439 B2 JP7262439 B2 JP 7262439B2 JP 2020504696 A JP2020504696 A JP 2020504696A JP 2020504696 A JP2020504696 A JP 2020504696A JP 7262439 B2 JP7262439 B2 JP 7262439B2
- Authority
- JP
- Japan
- Prior art keywords
- concentration
- abrasive
- radius
- pad
- treated article
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images

















Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/04—Zonally-graded surfaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D11/00—Constructional features of flexible abrasive materials; Special features in the manufacture of such materials
- B24D11/06—Connecting the ends of materials, e.g. for making abrasive belts
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B24—GRINDING; POLISHING
- B24D—TOOLS FOR GRINDING, BUFFING OR SHARPENING
- B24D3/00—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents
- B24D3/02—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent
- B24D3/20—Physical features of abrasive bodies, or sheets, e.g. abrasive surfaces of special nature; Abrasive bodies or sheets characterised by their constituents the constituent being used as bonding agent and being essentially organic
- B24D3/28—Resins or natural or synthetic macromolecular compounds
Description
いくつかの実施形態では、表面処理物品が提供される。表面処理物品は、第1の主面と、第1の主面上に配置された研磨剤と、を有する、円形基材を含む。研磨剤は、基材の中心から測定される第1の半径において第1の濃度を有し、研磨剤は、基材の中心から測定される第2の半径において第1の濃度に等しくない第2の濃度を有し、第1の半径及び第2の半径は、異なる長さを有する。いくつかの実施形態では、表面処理物品は、作用領域と非作用領域とを有する。
モデリングを使用して、フロア上をこすり洗いするフロアパッドの状況をシミュレーションした。均一な砥粒分布を有する20インチ円形パッドを最初に計算した。200rpmのパッド自体の回転速度及び72フィート/分の並進速度をモデリングに使用して、フロアこすり洗い機の下のフロアパッドの実際の条件をシミュレーションした。
均一な砥粒分布を有するパッドをモデル化した。合計800個の砥粒が存在し、砥粒のランダム化を3つ生成した。
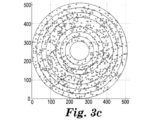
径方向に不均一な砥粒分布を有するパッドをモデル化した。合計800個の砥粒が存在し、砥粒のランダム化を3つ生成した。
径方向に不均一な砥粒分布を有するパッドをモデル化した。合計800個の砥粒が存在し、砥粒のランダム化を3つ生成した。
3M(商標)Aqua(商標)3100 Floor Pad(20インチ)を出発材料として使用した。このようなパッドは、3M Company(St.Paul,MN,USA)から入手可能である。パッドを構成する繊維は、主ポリマー樹脂により相互接触点で一緒に保持される。パッドは、可撓性及び弾性であり、ポリエステル繊維を含む。
試験エリアは、素のビニル組成物タイル(VCT)フロアを、Signatureフロア仕上げ剤(Sealed Air(Charlotte,NC,28273)から入手可能)で4回、2000平方フィート/ガロンの速度でコーティングし、試験前に2日間硬化させて準備した。実施例のそれぞれを、水のみを充填したTennant T300自動スクラバに取り付けた。15リニアフィートで動作させてパッドを調整した後、試料を使用して、高圧設定で約72フィート/分で試験レーンをこすり洗いした。
Claims (2)
- 回転機械上で使用される表面処理物品であって、
ウェブが開いた嵩高の不織布繊維を含む円形基材であって、第1の主面を有する円形基材と、
前記第1の主面上に配置された研磨剤及び樹脂を含むコーティングと、
を備え、
前記研磨剤は、前記円形基材の中心部及び端部において、前記中心部と前記端部との間にある中間部分の濃度よりも高い濃度を有する、表面処理物品。 - 回転機械上で使用される表面処理物品であって、
天然繊維、ポリアミド、ポリエステル、レーヨン、ポリエチレン、ポリプロピレン、又はこれらの組み合わせを有するとともに、第1の主面を有する、円形基材と、
前記第1の主面上に配置された単一の研磨剤配合物を含むコーティングと、
を備え、
前記単一の研磨剤配合物は、前記円形基材の中心部及び端部において、前記中心部と前記端部との間にある中間部分の濃度よりも高い濃度を有する、表面処理物品。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201762539120P | 2017-07-31 | 2017-07-31 | |
| US62/539,120 | 2017-07-31 | ||
| PCT/IB2018/055037 WO2019025883A1 (en) | 2017-07-31 | 2018-07-09 | VARIABLE ABRASIVE DISTRIBUTION FLOOR MAT |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2020529329A JP2020529329A (ja) | 2020-10-08 |
| JP2020529329A5 JP2020529329A5 (ja) | 2021-08-19 |
| JP7262439B2 true JP7262439B2 (ja) | 2023-04-21 |
Family
ID=63143295
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020504696A Active JP7262439B2 (ja) | 2017-07-31 | 2018-07-09 | 可変研磨剤分布を有するフロアパッド |
Country Status (9)
| Country | Link |
|---|---|
| US (1) | US11806838B2 (ja) |
| EP (1) | EP3661697A1 (ja) |
| JP (1) | JP7262439B2 (ja) |
| KR (1) | KR102619228B1 (ja) |
| BR (1) | BR112020002026A2 (ja) |
| CA (1) | CA3071501A1 (ja) |
| MX (1) | MX2020001195A (ja) |
| TW (1) | TWI826383B (ja) |
| WO (1) | WO2019025883A1 (ja) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2021206918A1 (en) * | 2020-04-07 | 2021-10-14 | Saint-Gobain Abrasives, Inc. | Fixed abrasive buff |
| CN114378715B (zh) * | 2020-10-16 | 2023-05-30 | 万华化学集团电子材料有限公司 | 一种化学机械抛光垫及抛光方法 |
Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007508153A (ja) | 2003-10-10 | 2007-04-05 | サンーゴバン アブレイシブズ,インコーポレイティド | 自己回避砥粒配置によって作製された研磨工具 |
| JP2008532781A (ja) | 2005-03-15 | 2008-08-21 | エイチティーシー スウェーデン エービー | 硬い表面を維持するための方法及び工具、及びかかる工具の製造方法 |
Family Cites Families (17)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE1694594C3 (de) | 1960-01-11 | 1975-05-28 | Minnesota Mining And Manufacturing Co., Saint Paul, Minn. (V.St.A.) | Reinigungs- und Polierkörper |
| US6062958A (en) | 1997-04-04 | 2000-05-16 | Micron Technology, Inc. | Variable abrasive polishing pad for mechanical and chemical-mechanical planarization |
| SE1066134T5 (sv) * | 1998-03-27 | 2003-02-04 | Norton Co | Slipverktyg |
| US7201645B2 (en) * | 1999-11-22 | 2007-04-10 | Chien-Min Sung | Contoured CMP pad dresser and associated methods |
| US20060059785A1 (en) * | 2002-09-24 | 2006-03-23 | Chien-Min Sung | Methods of maximizing retention of superabrasive particles in a metal matrix |
| TWI238753B (en) * | 2002-12-19 | 2005-09-01 | Miyanaga Kk | Diamond disk for grinding |
| US10065283B2 (en) * | 2005-03-15 | 2018-09-04 | Twister Cleaning Technology Ab | Method and tool for maintenance of hard surfaces, and a method for manufacturing such a tool |
| PL1702714T3 (pl) * | 2005-03-15 | 2007-09-28 | Htc Sweden Ab | Sposób konserwacji twardych powierzchni |
| KR20120030048A (ko) | 2009-04-17 | 2012-03-27 | 쓰리엠 이노베이티브 프로퍼티즈 컴파니 | 금속 입자 전달 용품, 금속 개질된 기판 및 이의 제조 및 이용 방법 |
| WO2011045953A1 (ja) | 2009-10-15 | 2011-04-21 | シャープ株式会社 | 液晶表示パネルおよびその製造方法、液晶表示装置 |
| ITMI20110850A1 (it) * | 2011-05-16 | 2012-11-17 | Nicola Fiore | Utensile multi-abrasivo |
| US20130324021A1 (en) | 2012-05-31 | 2013-12-05 | Webster Ryan | Diamond impregnated polishing pad with diamond pucks |
| TWI589404B (zh) | 2013-06-28 | 2017-07-01 | 聖高拜磨料有限公司 | 基於向日葵圖案之經塗佈的研磨製品 |
| EP3347165B1 (en) | 2015-09-08 | 2023-08-02 | 3M Innovative Properties Company | Abrasive rotary tool with abrasive agglomerates |
| USD843672S1 (en) | 2017-07-31 | 2019-03-19 | 3M Innovative Properties Company | Floor pad |
| USD843673S1 (en) | 2017-08-09 | 2019-03-19 | 3M Innovtive Properties Company | Floor pad |
| USD844272S1 (en) | 2017-08-09 | 2019-03-26 | 3M Innovative Properties Company | Floor pad |
-
2018
- 2018-07-09 WO PCT/IB2018/055037 patent/WO2019025883A1/en active Search and Examination
- 2018-07-09 EP EP18752261.0A patent/EP3661697A1/en active Pending
- 2018-07-09 BR BR112020002026-5A patent/BR112020002026A2/pt not_active Application Discontinuation
- 2018-07-09 JP JP2020504696A patent/JP7262439B2/ja active Active
- 2018-07-09 MX MX2020001195A patent/MX2020001195A/es unknown
- 2018-07-09 KR KR1020207005879A patent/KR102619228B1/ko active IP Right Grant
- 2018-07-09 CA CA3071501A patent/CA3071501A1/en active Pending
- 2018-07-09 US US16/635,332 patent/US11806838B2/en active Active
- 2018-07-19 TW TW107124889A patent/TWI826383B/zh active
Patent Citations (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007508153A (ja) | 2003-10-10 | 2007-04-05 | サンーゴバン アブレイシブズ,インコーポレイティド | 自己回避砥粒配置によって作製された研磨工具 |
| JP2008532781A (ja) | 2005-03-15 | 2008-08-21 | エイチティーシー スウェーデン エービー | 硬い表面を維持するための方法及び工具、及びかかる工具の製造方法 |
Also Published As
| Publication number | Publication date |
|---|---|
| US11806838B2 (en) | 2023-11-07 |
| EP3661697A1 (en) | 2020-06-10 |
| TWI826383B (zh) | 2023-12-21 |
| CA3071501A1 (en) | 2019-02-07 |
| KR20200036911A (ko) | 2020-04-07 |
| BR112020002026A2 (pt) | 2020-10-06 |
| MX2020001195A (es) | 2020-03-20 |
| JP2020529329A (ja) | 2020-10-08 |
| US20200156216A1 (en) | 2020-05-21 |
| WO2019025883A1 (en) | 2019-02-07 |
| KR102619228B1 (ko) | 2024-01-02 |
| TW201909828A (zh) | 2019-03-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20230038232A1 (en) | Floor Finish Removal Pad Assembly and Method of Removing Floor Finish | |
| JP5107224B2 (ja) | 硬い表面を維持するための方法及び工具、及びかかる工具の製造方法 | |
| EP2791266B1 (en) | Aqueous resin composition for abrasive articles and resulting articles | |
| JP4801116B2 (ja) | 抗目つまり処理 | |
| EP2988907A1 (en) | Coated abrasive belt | |
| JP2008532781A5 (ja) | ||
| US9586308B2 (en) | Abrasive product coated with agglomerated particles formed in situ and method of making the same | |
| US20070293130A1 (en) | Wearable Abrasive Surfaces for Dry Applications | |
| JP7262439B2 (ja) | 可変研磨剤分布を有するフロアパッド | |
| US20080311826A1 (en) | Griding and/or Polishing Tool, and Use and Manufacturing Thereof | |
| JP2005522341A (ja) | 目詰まり防止処理剤 | |
| KR20200083648A (ko) | 연마용 버핑 물품 | |
| EP3370918B1 (en) | Coated abrasive article | |
| US20180185986A1 (en) | Abrasive buffing articles | |
| GB2300372A (en) | Abrasive articles | |
| AU2007216871C1 (en) | Methods and Tool for Maintenance of Hard Surfaces, and a Method for Manufacturing Such a Tool | |
| WO2023156980A1 (en) | Nonwoven abrasive article and methods of making the same | |
| US20150027064A1 (en) | Aqueous Resin Composition for Abrasive Articles and Resulting Articles | |
| US20070178817A1 (en) | Discontinuous abrasive particle releasing surfaces | |
| JPH02139178A (ja) | 研摩手袋並びにその製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20210707 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20210707 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20220615 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220628 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20220705 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220927 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20221111 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20230314 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20230411 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7262439 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |