JP7126959B2 - 多孔質金属デバイス - Google Patents
多孔質金属デバイス Download PDFInfo
- Publication number
- JP7126959B2 JP7126959B2 JP2018569163A JP2018569163A JP7126959B2 JP 7126959 B2 JP7126959 B2 JP 7126959B2 JP 2018569163 A JP2018569163 A JP 2018569163A JP 2018569163 A JP2018569163 A JP 2018569163A JP 7126959 B2 JP7126959 B2 JP 7126959B2
- Authority
- JP
- Japan
- Prior art keywords
- porous
- component
- titanium
- nickel
- nitinol
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229910052751 metal Inorganic materials 0.000 title description 81
- 239000002184 metal Substances 0.000 title description 81
- 229910001000 nickel titanium Inorganic materials 0.000 claims description 173
- HLXZNVUGXRDIFK-UHFFFAOYSA-N nickel titanium Chemical compound [Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ti].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni].[Ni] HLXZNVUGXRDIFK-UHFFFAOYSA-N 0.000 claims description 95
- 239000011148 porous material Substances 0.000 claims description 89
- 210000000988 bone and bone Anatomy 0.000 claims description 69
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 claims description 61
- 238000000034 method Methods 0.000 claims description 58
- 239000000203 mixture Substances 0.000 claims description 49
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 claims description 46
- 239000010936 titanium Substances 0.000 claims description 43
- 229910052719 titanium Inorganic materials 0.000 claims description 39
- 229910052759 nickel Inorganic materials 0.000 claims description 28
- 238000005049 combustion synthesis Methods 0.000 claims description 15
- 238000003786 synthesis reaction Methods 0.000 claims description 13
- 230000015572 biosynthetic process Effects 0.000 claims description 12
- 229910001069 Ti alloy Inorganic materials 0.000 claims description 9
- 239000007788 liquid Substances 0.000 claims description 9
- 229910045601 alloy Inorganic materials 0.000 claims description 7
- 239000000956 alloy Substances 0.000 claims description 7
- FAPWRFPIFSIZLT-UHFFFAOYSA-M Sodium chloride Chemical compound [Na+].[Cl-] FAPWRFPIFSIZLT-UHFFFAOYSA-M 0.000 claims description 6
- 230000036760 body temperature Effects 0.000 claims description 6
- 229910052715 tantalum Inorganic materials 0.000 claims description 6
- GUVRBAGPIYLISA-UHFFFAOYSA-N tantalum atom Chemical compound [Ta] GUVRBAGPIYLISA-UHFFFAOYSA-N 0.000 claims description 6
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 claims description 4
- 229910000990 Ni alloy Inorganic materials 0.000 claims description 4
- ATRRKUHOCOJYRX-UHFFFAOYSA-N Ammonium bicarbonate Chemical compound [NH4+].OC([O-])=O ATRRKUHOCOJYRX-UHFFFAOYSA-N 0.000 claims description 3
- 229910000013 Ammonium bicarbonate Inorganic materials 0.000 claims description 3
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 claims description 3
- 235000012538 ammonium bicarbonate Nutrition 0.000 claims description 3
- 239000001099 ammonium carbonate Substances 0.000 claims description 3
- 239000004202 carbamide Substances 0.000 claims description 3
- 238000001914 filtration Methods 0.000 claims description 3
- 239000011780 sodium chloride Substances 0.000 claims description 3
- VYZAMTAEIAYCRO-UHFFFAOYSA-N Chromium Chemical compound [Cr] VYZAMTAEIAYCRO-UHFFFAOYSA-N 0.000 claims description 2
- FYYHWMGAXLPEAU-UHFFFAOYSA-N Magnesium Chemical compound [Mg] FYYHWMGAXLPEAU-UHFFFAOYSA-N 0.000 claims description 2
- ZOKXTWBITQBERF-UHFFFAOYSA-N Molybdenum Chemical compound [Mo] ZOKXTWBITQBERF-UHFFFAOYSA-N 0.000 claims description 2
- 229910052804 chromium Inorganic materials 0.000 claims description 2
- 239000011651 chromium Substances 0.000 claims description 2
- 229910017052 cobalt Inorganic materials 0.000 claims description 2
- 239000010941 cobalt Substances 0.000 claims description 2
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 claims description 2
- 229910052742 iron Inorganic materials 0.000 claims description 2
- 229910052749 magnesium Inorganic materials 0.000 claims description 2
- 239000011777 magnesium Substances 0.000 claims description 2
- 229910052750 molybdenum Inorganic materials 0.000 claims description 2
- 239000011733 molybdenum Substances 0.000 claims description 2
- 229910052758 niobium Inorganic materials 0.000 claims description 2
- 239000010955 niobium Substances 0.000 claims description 2
- GUCVJGMIXFAOAE-UHFFFAOYSA-N niobium atom Chemical compound [Nb] GUCVJGMIXFAOAE-UHFFFAOYSA-N 0.000 claims description 2
- HZEWFHLRYVTOIW-UHFFFAOYSA-N [Ti].[Ni] Chemical compound [Ti].[Ni] HZEWFHLRYVTOIW-UHFFFAOYSA-N 0.000 description 72
- 239000000463 material Substances 0.000 description 67
- 239000000843 powder Substances 0.000 description 36
- 239000007943 implant Substances 0.000 description 24
- 239000000758 substrate Substances 0.000 description 23
- 239000004696 Poly ether ether ketone Substances 0.000 description 21
- 229920002530 polyetherether ketone Polymers 0.000 description 21
- 239000011162 core material Substances 0.000 description 16
- 238000003754 machining Methods 0.000 description 16
- 238000009760 electrical discharge machining Methods 0.000 description 15
- 230000008468 bone growth Effects 0.000 description 14
- 238000000748 compression moulding Methods 0.000 description 14
- 230000008569 process Effects 0.000 description 14
- 238000011282 treatment Methods 0.000 description 14
- 230000008859 change Effects 0.000 description 12
- 239000003814 drug Substances 0.000 description 12
- 238000005245 sintering Methods 0.000 description 12
- 230000001054 cortical effect Effects 0.000 description 11
- 238000004519 manufacturing process Methods 0.000 description 11
- 241000124008 Mammalia Species 0.000 description 10
- 238000006243 chemical reaction Methods 0.000 description 10
- 238000009792 diffusion process Methods 0.000 description 10
- 238000002844 melting Methods 0.000 description 10
- 230000008018 melting Effects 0.000 description 10
- 239000007787 solid Substances 0.000 description 10
- 239000000945 filler Substances 0.000 description 9
- 229940124597 therapeutic agent Drugs 0.000 description 9
- 210000001519 tissue Anatomy 0.000 description 9
- 239000002253 acid Substances 0.000 description 8
- 238000000576 coating method Methods 0.000 description 8
- 239000000126 substance Substances 0.000 description 8
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 8
- 238000003466 welding Methods 0.000 description 8
- 201000009859 Osteochondrosis Diseases 0.000 description 7
- 230000009471 action Effects 0.000 description 7
- 239000004053 dental implant Substances 0.000 description 7
- 238000005530 etching Methods 0.000 description 7
- 238000010438 heat treatment Methods 0.000 description 7
- 239000004033 plastic Substances 0.000 description 7
- 229920003023 plastic Polymers 0.000 description 7
- 239000000047 product Substances 0.000 description 7
- 230000008439 repair process Effects 0.000 description 7
- 125000006850 spacer group Chemical group 0.000 description 7
- 238000013268 sustained release Methods 0.000 description 7
- 239000012730 sustained-release form Substances 0.000 description 7
- 206010017076 Fracture Diseases 0.000 description 6
- 239000000654 additive Substances 0.000 description 6
- 230000000996 additive effect Effects 0.000 description 6
- 229960000074 biopharmaceutical Drugs 0.000 description 6
- 238000009826 distribution Methods 0.000 description 6
- 239000007769 metal material Substances 0.000 description 6
- 239000011859 microparticle Substances 0.000 description 6
- 230000004927 fusion Effects 0.000 description 5
- 238000002513 implantation Methods 0.000 description 5
- 239000004615 ingredient Substances 0.000 description 5
- 230000013011 mating Effects 0.000 description 5
- 150000002739 metals Chemical class 0.000 description 5
- 238000000110 selective laser sintering Methods 0.000 description 5
- 210000003371 toe Anatomy 0.000 description 5
- 206010028980 Neoplasm Diseases 0.000 description 4
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 4
- 238000004026 adhesive bonding Methods 0.000 description 4
- 208000037873 arthrodesis Diseases 0.000 description 4
- 230000008901 benefit Effects 0.000 description 4
- 238000005422 blasting Methods 0.000 description 4
- 239000011248 coating agent Substances 0.000 description 4
- 238000012377 drug delivery Methods 0.000 description 4
- 239000012530 fluid Substances 0.000 description 4
- 230000006870 function Effects 0.000 description 4
- 239000003102 growth factor Substances 0.000 description 4
- 238000001513 hot isostatic pressing Methods 0.000 description 4
- 239000012535 impurity Substances 0.000 description 4
- 210000003041 ligament Anatomy 0.000 description 4
- 238000013508 migration Methods 0.000 description 4
- 238000003801 milling Methods 0.000 description 4
- 238000000465 moulding Methods 0.000 description 4
- 210000002381 plasma Anatomy 0.000 description 4
- 238000012545 processing Methods 0.000 description 4
- 238000005096 rolling process Methods 0.000 description 4
- 229910052709 silver Inorganic materials 0.000 description 4
- 239000004332 silver Substances 0.000 description 4
- 238000005728 strengthening Methods 0.000 description 4
- 210000002435 tendon Anatomy 0.000 description 4
- 208000000013 Hammer Toe Syndrome Diseases 0.000 description 3
- 206010023204 Joint dislocation Diseases 0.000 description 3
- 210000003484 anatomy Anatomy 0.000 description 3
- 238000000137 annealing Methods 0.000 description 3
- 239000003242 anti bacterial agent Substances 0.000 description 3
- 229940088710 antibiotic agent Drugs 0.000 description 3
- 150000001875 compounds Chemical class 0.000 description 3
- 239000000470 constituent Substances 0.000 description 3
- 238000010894 electron beam technology Methods 0.000 description 3
- 238000009713 electroplating Methods 0.000 description 3
- 238000003384 imaging method Methods 0.000 description 3
- 230000005012 migration Effects 0.000 description 3
- 210000004417 patella Anatomy 0.000 description 3
- 229920000642 polymer Polymers 0.000 description 3
- 238000003825 pressing Methods 0.000 description 3
- 230000002787 reinforcement Effects 0.000 description 3
- 238000005488 sandblasting Methods 0.000 description 3
- 238000007493 shaping process Methods 0.000 description 3
- 210000004872 soft tissue Anatomy 0.000 description 3
- 239000002904 solvent Substances 0.000 description 3
- 238000004544 sputter deposition Methods 0.000 description 3
- 210000002303 tibia Anatomy 0.000 description 3
- 230000009466 transformation Effects 0.000 description 3
- 238000012800 visualization Methods 0.000 description 3
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 2
- 102000007350 Bone Morphogenetic Proteins Human genes 0.000 description 2
- 108010007726 Bone Morphogenetic Proteins Proteins 0.000 description 2
- 241001653121 Glenoides Species 0.000 description 2
- 206010034246 Pelvic fractures Diseases 0.000 description 2
- 239000004699 Ultra-high molecular weight polyethylene Substances 0.000 description 2
- 238000010521 absorption reaction Methods 0.000 description 2
- 210000003423 ankle Anatomy 0.000 description 2
- 238000007743 anodising Methods 0.000 description 2
- 239000011324 bead Substances 0.000 description 2
- 238000005452 bending Methods 0.000 description 2
- 239000004621 biodegradable polymer Substances 0.000 description 2
- 229920002988 biodegradable polymer Polymers 0.000 description 2
- 210000004369 blood Anatomy 0.000 description 2
- 239000008280 blood Substances 0.000 description 2
- 229940112869 bone morphogenetic protein Drugs 0.000 description 2
- 238000003763 carbonization Methods 0.000 description 2
- 238000004140 cleaning Methods 0.000 description 2
- 238000007906 compression Methods 0.000 description 2
- 230000006835 compression Effects 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 230000007797 corrosion Effects 0.000 description 2
- 238000005260 corrosion Methods 0.000 description 2
- 230000006378 damage Effects 0.000 description 2
- 230000007547 defect Effects 0.000 description 2
- 238000003618 dip coating Methods 0.000 description 2
- 229940079593 drug Drugs 0.000 description 2
- 230000000694 effects Effects 0.000 description 2
- 239000012467 final product Substances 0.000 description 2
- 239000008187 granular material Substances 0.000 description 2
- 230000035876 healing Effects 0.000 description 2
- 229910052588 hydroxylapatite Inorganic materials 0.000 description 2
- 230000003993 interaction Effects 0.000 description 2
- 229910000765 intermetallic Inorganic materials 0.000 description 2
- 238000003698 laser cutting Methods 0.000 description 2
- 238000011068 loading method Methods 0.000 description 2
- 230000014759 maintenance of location Effects 0.000 description 2
- 239000011159 matrix material Substances 0.000 description 2
- 210000004086 maxillary sinus Anatomy 0.000 description 2
- 238000005121 nitriding Methods 0.000 description 2
- 235000015097 nutrients Nutrition 0.000 description 2
- 210000000056 organ Anatomy 0.000 description 2
- 239000002245 particle Substances 0.000 description 2
- XYJRXVWERLGGKC-UHFFFAOYSA-D pentacalcium;hydroxide;triphosphate Chemical compound [OH-].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[Ca+2].[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O.[O-]P([O-])([O-])=O XYJRXVWERLGGKC-UHFFFAOYSA-D 0.000 description 2
- 238000001259 photo etching Methods 0.000 description 2
- 210000004623 platelet-rich plasma Anatomy 0.000 description 2
- 238000002360 preparation method Methods 0.000 description 2
- 238000011084 recovery Methods 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 210000000130 stem cell Anatomy 0.000 description 2
- 238000012360 testing method Methods 0.000 description 2
- 230000001225 therapeutic effect Effects 0.000 description 2
- 230000017423 tissue regeneration Effects 0.000 description 2
- 239000002407 tissue scaffold Substances 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229920000785 ultra high molecular weight polyethylene Polymers 0.000 description 2
- 230000003313 weakening effect Effects 0.000 description 2
- 102000004506 Blood Proteins Human genes 0.000 description 1
- 108010017384 Blood Proteins Proteins 0.000 description 1
- 241000282472 Canis lupus familiaris Species 0.000 description 1
- 229910000684 Cobalt-chrome Inorganic materials 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 241001465754 Metazoa Species 0.000 description 1
- 240000007594 Oryza sativa Species 0.000 description 1
- 235000007164 Oryza sativa Nutrition 0.000 description 1
- 208000012868 Overgrowth Diseases 0.000 description 1
- 239000004952 Polyamide Substances 0.000 description 1
- 238000003848 UV Light-Curing Methods 0.000 description 1
- 241000469816 Varus Species 0.000 description 1
- HCHKCACWOHOZIP-UHFFFAOYSA-N Zinc Chemical compound [Zn] HCHKCACWOHOZIP-UHFFFAOYSA-N 0.000 description 1
- 230000002159 abnormal effect Effects 0.000 description 1
- 210000000588 acetabulum Anatomy 0.000 description 1
- 238000010306 acid treatment Methods 0.000 description 1
- 150000007513 acids Chemical class 0.000 description 1
- 239000000853 adhesive Substances 0.000 description 1
- 230000001070 adhesive effect Effects 0.000 description 1
- 230000004075 alteration Effects 0.000 description 1
- 239000002246 antineoplastic agent Substances 0.000 description 1
- 239000007864 aqueous solution Substances 0.000 description 1
- 238000000149 argon plasma sintering Methods 0.000 description 1
- QVGXLLKOCUKJST-UHFFFAOYSA-N atomic oxygen Chemical compound [O] QVGXLLKOCUKJST-UHFFFAOYSA-N 0.000 description 1
- 239000012867 bioactive agent Substances 0.000 description 1
- 230000000975 bioactive effect Effects 0.000 description 1
- 239000000560 biocompatible material Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 210000002449 bone cell Anatomy 0.000 description 1
- 239000002639 bone cement Substances 0.000 description 1
- 210000002805 bone matrix Anatomy 0.000 description 1
- 239000013590 bulk material Substances 0.000 description 1
- 239000006227 byproduct Substances 0.000 description 1
- 238000005255 carburizing Methods 0.000 description 1
- 230000036755 cellular response Effects 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 229910010293 ceramic material Inorganic materials 0.000 description 1
- 238000001311 chemical methods and process Methods 0.000 description 1
- 239000000788 chromium alloy Substances 0.000 description 1
- 239000010952 cobalt-chrome Substances 0.000 description 1
- 238000009694 cold isostatic pressing Methods 0.000 description 1
- 238000005097 cold rolling Methods 0.000 description 1
- 238000002485 combustion reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000002591 computed tomography Methods 0.000 description 1
- 239000000356 contaminant Substances 0.000 description 1
- 238000009770 conventional sintering Methods 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 229940127089 cytotoxic agent Drugs 0.000 description 1
- 238000013016 damping Methods 0.000 description 1
- 239000008367 deionised water Substances 0.000 description 1
- 229910021641 deionized water Inorganic materials 0.000 description 1
- 239000003599 detergent Substances 0.000 description 1
- 210000003275 diaphysis Anatomy 0.000 description 1
- 238000007598 dipping method Methods 0.000 description 1
- 230000003628 erosive effect Effects 0.000 description 1
- 230000003203 everyday effect Effects 0.000 description 1
- 230000001747 exhibiting effect Effects 0.000 description 1
- 230000001815 facial effect Effects 0.000 description 1
- 238000011049 filling Methods 0.000 description 1
- 210000003811 finger Anatomy 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 238000009472 formulation Methods 0.000 description 1
- 239000007789 gas Substances 0.000 description 1
- 230000014509 gene expression Effects 0.000 description 1
- 210000001624 hip Anatomy 0.000 description 1
- 238000005098 hot rolling Methods 0.000 description 1
- 208000014674 injury Diseases 0.000 description 1
- 238000003780 insertion Methods 0.000 description 1
- 230000037431 insertion Effects 0.000 description 1
- 238000007689 inspection Methods 0.000 description 1
- 150000002500 ions Chemical class 0.000 description 1
- 238000000462 isostatic pressing Methods 0.000 description 1
- 210000003127 knee Anatomy 0.000 description 1
- 230000007774 longterm Effects 0.000 description 1
- 210000003141 lower extremity Anatomy 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 238000012544 monitoring process Methods 0.000 description 1
- 229910052755 nonmetal Inorganic materials 0.000 description 1
- 230000000399 orthopedic effect Effects 0.000 description 1
- 229910052760 oxygen Inorganic materials 0.000 description 1
- 239000001301 oxygen Substances 0.000 description 1
- 238000002161 passivation Methods 0.000 description 1
- 239000008188 pellet Substances 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 238000004663 powder metallurgy Methods 0.000 description 1
- 230000002035 prolonged effect Effects 0.000 description 1
- 230000001737 promoting effect Effects 0.000 description 1
- 238000007586 pull-out test Methods 0.000 description 1
- 239000010453 quartz Substances 0.000 description 1
- 239000002994 raw material Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 235000009566 rice Nutrition 0.000 description 1
- 238000010079 rubber tapping Methods 0.000 description 1
- 238000009738 saturating Methods 0.000 description 1
- VYPSYNLAJGMNEJ-UHFFFAOYSA-N silicon dioxide Inorganic materials O=[Si]=O VYPSYNLAJGMNEJ-UHFFFAOYSA-N 0.000 description 1
- 239000000243 solution Substances 0.000 description 1
- 230000002269 spontaneous effect Effects 0.000 description 1
- 230000000087 stabilizing effect Effects 0.000 description 1
- -1 stem cells Substances 0.000 description 1
- 238000003860 storage Methods 0.000 description 1
- 230000003746 surface roughness Effects 0.000 description 1
- 238000001356 surgical procedure Methods 0.000 description 1
- 210000000115 thoracic cavity Anatomy 0.000 description 1
- 230000008467 tissue growth Effects 0.000 description 1
- 238000012876 topography Methods 0.000 description 1
- 230000008733 trauma Effects 0.000 description 1
- 210000001364 upper extremity Anatomy 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000005303 weighing Methods 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 229910052725 zinc Inorganic materials 0.000 description 1
- 239000011701 zinc Substances 0.000 description 1
Images




























Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/02—Inorganic materials
- A61L27/04—Metals or alloys
- A61L27/06—Titanium or titanium alloys
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/14—Macromolecular materials
- A61L27/18—Macromolecular materials obtained otherwise than by reactions only involving carbon-to-carbon unsaturated bonds
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L27/00—Materials for grafts or prostheses or for coating grafts or prostheses
- A61L27/50—Materials characterised by their function or physical properties, e.g. injectable or lubricating compositions, shape-memory materials, surface modified materials
- A61L27/56—Porous materials, e.g. foams or sponges
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B01—PHYSICAL OR CHEMICAL PROCESSES OR APPARATUS IN GENERAL
- B01D—SEPARATION
- B01D39/00—Filtering material for liquid or gaseous fluids
- B01D39/14—Other self-supporting filtering material ; Other filtering material
- B01D39/20—Other self-supporting filtering material ; Other filtering material of inorganic material, e.g. asbestos paper, metallic filtering material of non-woven wires
- B01D39/2027—Metallic material
- B01D39/2031—Metallic material the material being particulate
- B01D39/2034—Metallic material the material being particulate sintered or bonded by inorganic agents
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F3/00—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces
- B22F3/23—Manufacture of workpieces or articles from metallic powder characterised by the manner of compacting or sintering; Apparatus specially adapted therefor ; Presses and furnaces involving a self-propagating high-temperature synthesis or reaction sintering step
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B22—CASTING; POWDER METALLURGY
- B22F—WORKING METALLIC POWDER; MANUFACTURE OF ARTICLES FROM METALLIC POWDER; MAKING METALLIC POWDER; APPARATUS OR DEVICES SPECIALLY ADAPTED FOR METALLIC POWDER
- B22F7/00—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression
- B22F7/002—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature
- B22F7/004—Manufacture of composite layers, workpieces, or articles, comprising metallic powder, by sintering the powder, with or without compacting wherein at least one part is obtained by sintering or compression of porous nature comprising at least one non-porous part
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/04—Making non-ferrous alloys by powder metallurgy
- C22C1/0433—Nickel- or cobalt-based alloys
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C1/00—Making non-ferrous alloys
- C22C1/08—Alloys with open or closed pores
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C14/00—Alloys based on titanium
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/007—Alloys based on nickel or cobalt with a light metal (alkali metal Li, Na, K, Rb, Cs; earth alkali metal Be, Mg, Ca, Sr, Ba, Al Ga, Ge, Ti) or B, Si, Zr, Hf, Sc, Y, lanthanides, actinides, as the next major constituent
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22C—ALLOYS
- C22C19/00—Alloys based on nickel or cobalt
- C22C19/03—Alloys based on nickel or cobalt based on nickel
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61L—METHODS OR APPARATUS FOR STERILISING MATERIALS OR OBJECTS IN GENERAL; DISINFECTION, STERILISATION OR DEODORISATION OF AIR; CHEMICAL ASPECTS OF BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES; MATERIALS FOR BANDAGES, DRESSINGS, ABSORBENT PADS OR SURGICAL ARTICLES
- A61L2430/00—Materials or treatment for tissue regeneration
- A61L2430/02—Materials or treatment for tissue regeneration for reconstruction of bones; weight-bearing implants
Landscapes
- Chemical & Material Sciences (AREA)
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- Epidemiology (AREA)
- Veterinary Medicine (AREA)
- Public Health (AREA)
- General Health & Medical Sciences (AREA)
- Dermatology (AREA)
- Medicinal Chemistry (AREA)
- Oral & Maxillofacial Surgery (AREA)
- Transplantation (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Manufacturing & Machinery (AREA)
- Inorganic Chemistry (AREA)
- Dispersion Chemistry (AREA)
- Composite Materials (AREA)
- Geology (AREA)
- Materials For Medical Uses (AREA)
- Prostheses (AREA)
- Powder Metallurgy (AREA)
Description
本出願は、Hokuto Aihara、John Zider、Robert B Zider、Gary S Fanton、Scott Carpenter及びThomas Duerigによって2016年7月5日に出願された米国仮特許出願第62/358,407号明細書の優先権及び利益を主張する。本出願の全内容は、あらゆる目的のために参照により本明細書に援用される。
ニッケル-チタン構成要素の弾性率及び他の性質は、骨が内部成長することができる基材を構成要素が提供するように、骨との融和性があるように選択され得る。使用において、本発明のデバイスは、好ましくは、多孔質ニッケルチタン構成要素の表面が海綿骨又は皮質骨に隣接するように哺乳類に植え込まれる。
構成要素は、その毛管現象及び/又はその形状を含むがこれらに限定されない、その性質を変更するための1つ以上の処理を施され得る。毛管現象は、多孔質構成要素が液体(例えば、水)を吸収し、且つ/又は湿潤表面を有する機能を指す。
デバイスは、好ましくは、隣接する海綿骨又は皮質骨の剛性と同様の剛性を呈し、耐移動性及び耐衝撃性も提供する。PEEK又は同様の高分子組成物から構成される第2の構成要素を用いることで、骨の内部成長及びデバイスの固定を、骨の内部成長の検査のための放射線不透過性と併せて達成するという課題を解決することが可能である。PEEK又は同様の高分子組成物から構成される第2の構成要素を含むデバイスは、機械的取り付け、熱と圧力とを組み合わせて加えることによる多孔質ニチノールへのPEEKのリフロー、接着剤結合、インサート成形、圧入及び超音波溶接を含むが、これらに限定されないいくつかの手法で組み立てることができる。
本発明の多孔質ニッケル-チタン構成要素を調製する方法の1つは、燃焼合成(CS)又は自己伝播型高温合成(SHS)である。このような方法では、2種以上の元素粉末(この場合、ニッケル粉末とチタン粉末とを含む混合物)を互いに反応させ、より安定な化合物を形成することで、反応を自己伝播させるのに十分な熱を放出する。2種の粉末の反応によって放出される熱の量は、混合物の温度を、形成される新たな化合物の融点に近づけるのに十分であることが好ましい。この方法は、圧縮粉末混合物を炉内に入れることによって開始することができる。
慎重に選択した粉末の燃焼合成又は焼結によって生成される多孔質ニチノールは、多くの場合、50%を超える高い気孔率を呈する金属間化合物を形成する方法を提供する。合成される生成物の気孔率及び孔サイズを制御する従来の方法は、粉末の違い及びプロセス条件に分類され得る。
一実施形態では、多孔質ニチノール物品は、下層の部分的又は完全に多孔質の基材に取り付けられている。
(i)予備形成された高分子構成要素を多孔質ニッケル-チタン構成要素に、これら構成要素の1つ又は両方を加熱し、これらを押し合わせることによって取り付けること、(ii)予備形成された高分子構成要素を高周波又は超音波ボンディングによって多孔質ニッケル-チタン構成要素に取り付けること、(iii)金属シートをその融点近傍の温度まで加熱し、多孔質ニッケル-チタン構成要素に押しつけることによって金属シートを多孔質ニッケル-チタン構成要素に取り付けること、(iv)多孔質ニッケル-チタン構成要素になる金属粉末を型に充填し、粉末に点火すること、(v)多孔質ニッケル-チタン構成要素の露出表面の少なくとも一部分に放電加工を施すこと、(vi)ニッケル-チタン構成要素の露出表面に差動機械加工、差動ブラスト仕上げ又は差動放電加工を施すことで、その露出表面が第1の表面特性、例えば摩擦係数及び/又は吸上性能を有する第1のエリアと、第2の表面特性を有する第2のエリアとを含むニッケル-チタン構成要素を作成すること、(vi)多孔質ニッケル-チタン構成要素の露出表面に、電子ビーム溶解及び選択的レーザ焼結法が挙げられるが、これらに限定されない異なる付加製造方法を施すこと、及び(vii)同様の又は異なる材料を用いて所望の形状を多孔質ニッケル-チタン構成要素の表面上に成長させること。
外径0.250’’±0.05’’×長さ1.5’’(外径6±1.3mm×長さ38mm)の寸法を有する多孔質ニチノールの円筒状試料をEDM(放電加工)によって作成した。この試料は、平均気孔率64.3%及び平均孔サイズ216±57μmを有していた。多孔質ニチノールは、弾性率(GPa)1.56、最大引張強度(MPa)27、気孔率(%)64.3、孔サイズ(μm)216及び孔サイズ標準偏差(μm)57を有していた。
外径20mm×長さ38mmの寸法を有する多孔質ニチノールの円筒状試料を作成した。この試料は、平均気孔率64.3%及び平均孔サイズ216±57μmを有していた。多孔質ニチノールは、弾性率(GPa)1.56、最大引張強度(MPa)27、気孔率(%)64.3、孔サイズ(μm)216及び孔サイズ標準偏差(μm)57、平均気孔率64.3%を有していた。


外径1.0’’(25.4mm)、厚さ0.25’’(6.35mm)を有する多孔質ニチノールの3つの試料に衝撃試験を実施し、同一の寸法及びサンプルサイズを有する多孔質チタン及びPEEK材料と比較した。

多孔質ニチノールの毛管現象特性を測定するために検討を行った。平均気孔率は、64%であった。開放気孔率は、64%のうちの95.2%であると決定された。開放気孔率の相対比率は、多孔質サンプルを脱イオン水中で飽和させ、吸収された水の合計を量ることによって決定した。多孔質ニチノールは、後のアニーリングを伴う自己伝播型高温合成又は燃焼合成による粉末冶金法によって得た。各試料は、EDMによって機械加工した。各試料は、標準的な円筒形状(φ10.0±0.25mm×長さ30.0±0.10mm)を有していた。
平均気孔率68.7%を有する多孔質ニチノールを用いて、平均気孔率64.3%を有する多孔質ニチノールから構成されたコア基材に外層を設けた。外層は、弾性率(GPa)0.93、最大引張強度(MPa)15.1、孔サイズ(μm)456及び孔サイズ標準偏差(μm)109を有していた。コア基材は、弾性率(GPa)1.56、最大引張強度(MPa)27、孔サイズ(μm)216及び孔サイズ標準偏差(μm)57を有していた。
平均気孔率68.7%を有する多孔質ニチノールを用いて中実ニチノール管を封入した。多孔質ニチノールは、弾性率(GPa)0.93、最大引張強度(MPa)15.1、孔サイズ(μm)456及び孔サイズ標準偏差(μm)109を有していた。
サンプルA~Cは、SHSプロセスによって作成した多孔質ニチノール構成要素である。サンプルA~Cの気孔率は、それぞれ63±1%、63±1%及び68±1%である。サンプルA~Cの平均孔サイズは、それぞれ211、213及び203μmである。以下の表は、サンプルの気孔径分布、孔の特性及び機械的特性を記載する。

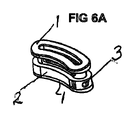
添付の図面において、
参照番号1は、本発明の多孔質ニッケル-チタン構成要素を示す。構成要素には、上述のように、1種以上の治療薬又は生物学的製剤を装填することができる。
以下の説明は、本発明の特定の実施形態を記載及び定義する。
Claims (14)
- 第1の構成要素であって、x原子%のチタン及び(1-x)原子%のニッケルを含むニッケルとチタンとの合金(30≦x≦70)から構成され、且つ、開放多孔質構造を有し、前記孔の95%超は、50~1000μmのサイズを有する、第1の構成要素と、
鍛造ニチノールを含む、第2の構成要素と、
を含むデバイス。 - 前記合金のxは、48≦x≦52である、請求項1に記載のデバイス。
- 前記第1の構成要素においては、平均孔サイズは、100~600μmであり、孔サイズ標準偏差は、250μm以下であり、及び平均体積気孔率は、40~80%である、請求項2に記載のデバイス。
- 前記第1の構成要素は、0.1~40GPaの弾性率を有する、請求項1~3のいずれか一項に記載のデバイス。
- 27MPa以下の引張力に耐えることができる、請求項1~3のいずれか一項に記載のデバイス。
- 前記第2の構成要素は、多孔質ではない、請求項1~3のいずれか一項に記載のデバイス。
- 前記第2の構成要素は、多孔質ではなく、且つ、前記デバイスは、体温未満の温度で第1の形状を有し、且つ体温まで加熱されると第2の形状に自発的に変化する、請求項2に記載のデバイス。
- 前記第1の構成要素は、体温未満の温度で第1の形状を有し、且つ体温まで加熱されると第2の形状に自発的に変化する、請求項7に記載のデバイス。
- ニッケル粉末とチタン粉末とを含む混合物を燃焼合成(CS)又は自己伝播型高温合成(SHS)によって反応させることを含む、請求項1に記載のデバイスを調製する方法。
- 前記混合物は、ナノ結晶NiTi、タンタル、ニオブ、マグネシウム、コバルト、クロム、鉄及びモリブデンの1つ以上を含む、請求項9に記載の方法。
- 前記混合物は、塩化ナトリウム、炭酸水素アンモニウム又は尿素の1つ以上を含む、請求項9に記載の方法。
- 哺乳動物の体を修正する方法であって、請求項1に記載のデバイスを前記体内に植え込むことを含む方法。
- 前記第1の構成要素は、海綿骨に隣接して植え込まれ、且つ0.8~1.2GPaの弾性率を有する、請求項12に記載の方法。
- 液体を濾過する方法であって、請求項1に記載のデバイスの前記第1の構成要素を通して前記液体を通過させることを含む方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662358407P | 2016-07-05 | 2016-07-05 | |
| US62/358,407 | 2016-07-05 | ||
| PCT/US2017/040770 WO2018009582A1 (en) | 2016-07-05 | 2017-07-05 | Porous metal devices |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019527767A JP2019527767A (ja) | 2019-10-03 |
| JP7126959B2 true JP7126959B2 (ja) | 2022-08-29 |
Family
ID=60913141
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2018569163A Active JP7126959B2 (ja) | 2016-07-05 | 2017-07-05 | 多孔質金属デバイス |
Country Status (4)
| Country | Link |
|---|---|
| US (1) | US20190184058A1 (ja) |
| EP (1) | EP3481571A4 (ja) |
| JP (1) | JP7126959B2 (ja) |
| WO (1) | WO2018009582A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN109481092B (zh) * | 2018-12-04 | 2024-06-04 | 北京市春立正达医疗器械股份有限公司 | 骨小梁结构和应用其的假体 |
| CA3064394A1 (en) * | 2018-12-07 | 2020-06-07 | Smed-Ta/Td, Llc | Patellofemoral implant with porous ingrowth material and method of manufacturing the same |
| US20220249220A1 (en) * | 2019-07-09 | 2022-08-11 | Acumed Llc | Modified trabecular metal suture anchor implant |
| US12090056B2 (en) * | 2019-08-01 | 2024-09-17 | Howmedica Osteonics Corp. | Multi-stage additive manufacturing process with inserts |
| WO2021113999A1 (es) * | 2019-12-13 | 2021-06-17 | Universidad Técnica Federico Santa María | Espuma de aleación en base a titanio; método de preparación de dicha aleación; y su uso como biomaterial |
| CN112060574B (zh) * | 2020-07-21 | 2022-03-29 | 陈勃生 | 一种生物复合材料三维植入物的增材制造方法 |
| WO2022059497A1 (ja) * | 2020-09-17 | 2022-03-24 | 富山住友電工株式会社 | ニッケルクロム多孔体およびニッケルクロム多孔体の製造方法 |
| US12083018B2 (en) | 2020-09-18 | 2024-09-10 | Globus Medical, Inc. | Hip arthroplasty implants |
| US12053383B2 (en) | 2020-09-18 | 2024-08-06 | Globus Medical Inc. | Hip arthroplasty implants |
| US12064156B2 (en) | 2023-01-09 | 2024-08-20 | John F. Krumme | Dynamic compression fixation devices |
Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060228536A1 (en) | 2003-08-08 | 2006-10-12 | Alexandr Chernyshov | Biocompatible porous ti-ni material |
| JP2010505591A (ja) | 2006-10-10 | 2010-02-25 | ボストン サイエンティフィック リミテッド | 制御された治療薬の曝露または放出のための多孔質領域を有する医療デバイス |
| CN103789566A (zh) | 2013-12-27 | 2014-05-14 | 中南大学 | 孔隙可控的多孔镍钛形状记忆合金的制备方法 |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| RU2190502C2 (ru) * | 2000-03-14 | 2002-10-10 | Томский научный центр СО РАН | Способ получения пористого материала на основе никелида титана для медицины |
| RU2354501C1 (ru) * | 2007-09-21 | 2009-05-10 | Учреждение Российской академии наук Институт структурной макрокинетики и проблем материаловедения РАН | Способ получения порошковых материалов на основе алюминида никеля или алюминида титана |
| US8845682B2 (en) * | 2009-10-13 | 2014-09-30 | E-Pacing, Inc. | Vasculature closure devices and methods |
| RU2459686C2 (ru) * | 2010-07-15 | 2012-08-27 | Государственное образовательное учреждение высшего профессионального образования Самарский государственный технический университет | Способ получения пористых биосовместимых материалов на основе никелида титана |
-
2017
- 2017-07-05 JP JP2018569163A patent/JP7126959B2/ja active Active
- 2017-07-05 WO PCT/US2017/040770 patent/WO2018009582A1/en unknown
- 2017-07-05 EP EP17824836.5A patent/EP3481571A4/en not_active Withdrawn
- 2017-07-05 US US16/315,634 patent/US20190184058A1/en not_active Abandoned
Patent Citations (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US20060228536A1 (en) | 2003-08-08 | 2006-10-12 | Alexandr Chernyshov | Biocompatible porous ti-ni material |
| JP2010505591A (ja) | 2006-10-10 | 2010-02-25 | ボストン サイエンティフィック リミテッド | 制御された治療薬の曝露または放出のための多孔質領域を有する医療デバイス |
| CN103789566A (zh) | 2013-12-27 | 2014-05-14 | 中南大学 | 孔隙可控的多孔镍钛形状记忆合金的制备方法 |
Non-Patent Citations (1)
| Title |
|---|
| A. Bansiddhi et al.,Porous NiTi for bone implants: A review,Acta Biomaterialia,4 (2008),p.773-782 |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2019527767A (ja) | 2019-10-03 |
| WO2018009582A1 (en) | 2018-01-11 |
| EP3481571A4 (en) | 2020-07-22 |
| EP3481571A1 (en) | 2019-05-15 |
| US20190184058A1 (en) | 2019-06-20 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7126959B2 (ja) | 多孔質金属デバイス | |
| US20230380877A1 (en) | Methods, devices, and manufacture of the devices for musculoskeletal reconstructive surgery | |
| Shayesteh Moghaddam et al. | Metals for bone implants: Safety, design, and efficacy | |
| US9750850B2 (en) | Dynamic porous coating for orthopedic implant | |
| US9907657B2 (en) | Porous coating for orthopedic implant utilizing porous, shape memory materials | |
| Levine | A new era in porous metals: applications in orthopaedics | |
| DE69527957T2 (de) | Biomaterial und implantat zur reparatur und ersatz von knochen | |
| Thomas | Hydroxyapatite coatings | |
| Tilton et al. | Additive manufacturing of orthopedic implants | |
| US20130325142A1 (en) | Anisotropic porous scaffolds | |
| US20020062154A1 (en) | Non-uniform porosity tissue implant | |
| Vasconcellos et al. | Novel production method of porous surface Ti samples for biomedical application | |
| US20100331981A1 (en) | Screw thread placement in a porous medical device | |
| Bahraminasab et al. | NiTi shape memory alloys, promising materials in orthopedic applications | |
| Shayesteh Moghaddam | Toward patient specific long lasting metallic implants for mandibular segmental defects | |
| Srivastav | An overview of metallic biomaterials for bone support and replacement | |
| US20120239162A1 (en) | Devices and Methods for Tissue Engineering | |
| US20180008415A1 (en) | Shapeable porous metal implant | |
| Yaqoob et al. | Novel method for the production of titanium foams to reduce stress shielding in implants | |
| JP4315789B2 (ja) | 骨補填材 | |
| Ayers et al. | Porous NiTi as a material for bone engineering | |
| Dallago | Experimental and Numerical Investigation of the Micromechanical Behavior of Selective Laser Melted Ti-6Al-4V Cellular Lattices for Biomedical Applications | |
| Tabesh | Finite element analysis of shape memory alloy biomedical devices | |
| Cosmin et al. | Research on Improving the Manufacturing of Titanium Medical Implants, by SLM | |
| Al-Tamimi et al. | A review on powder bed fusion additive manufacturing for metallic fixation implants |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200703 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20210526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20210622 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20210922 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20211117 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211216 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20220111 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220408 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20220610 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20220622 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220719 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220817 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7126959 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |