JP7052073B2 - Spacer with reinforcing elements - Google Patents
Spacer with reinforcing elements Download PDFInfo
- Publication number
- JP7052073B2 JP7052073B2 JP2020554404A JP2020554404A JP7052073B2 JP 7052073 B2 JP7052073 B2 JP 7052073B2 JP 2020554404 A JP2020554404 A JP 2020554404A JP 2020554404 A JP2020554404 A JP 2020554404A JP 7052073 B2 JP7052073 B2 JP 7052073B2
- Authority
- JP
- Japan
- Prior art keywords
- wall
- spacer
- pane
- side wall
- metal reinforcing
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




Classifications
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B3/66314—Section members positioned at the edges of the glazing unit of tubular shape
- E06B3/66319—Section members positioned at the edges of the glazing unit of tubular shape of rubber, plastics or similar materials
-
- E—FIXED CONSTRUCTIONS
- E06—DOORS, WINDOWS, SHUTTERS, OR ROLLER BLINDS IN GENERAL; LADDERS
- E06B—FIXED OR MOVABLE CLOSURES FOR OPENINGS IN BUILDINGS, VEHICLES, FENCES OR LIKE ENCLOSURES IN GENERAL, e.g. DOORS, WINDOWS, BLINDS, GATES
- E06B3/00—Window sashes, door leaves, or like elements for closing wall or like openings; Layout of fixed or moving closures, e.g. windows in wall or like openings; Features of rigidly-mounted outer frames relating to the mounting of wing frames
- E06B3/66—Units comprising two or more parallel glass or like panes permanently secured together
- E06B3/663—Elements for spacing panes
- E06B3/66309—Section members positioned at the edges of the glazing unit
- E06B2003/6638—Section members positioned at the edges of the glazing unit with coatings
Description
本発明は、絶縁グレージングユニットのためのスペーサー、絶縁グレージングユニット、絶縁グレージングユニットの製造方法、並びにこの絶縁グレージングユニットの使用に関する。 The present invention relates to a spacer for an insulating glazing unit, an insulating glazing unit, a method for manufacturing the insulating glazing unit, and the use of the insulating glazing unit.
絶縁グレージングは、通常、ガラス又はポリマー材料でできた少なくとも2つのペインを含んでいる。これらのペインは、ガス又はスペーサーによって画定される真空空間によって互いに切り離されている。絶縁ガラスの断熱能力は、単一ペインガラスの断熱能力よりも著しく大きく、かつその断熱能力は、三重グレージングにおいて、又は特殊なコーティングによって、さらに増大しかつ改善することができる。したがって、例えば、銀含有コーティングは、赤外線放射の透過を低減することができ、それゆえ、冬場の建物の冷却を低減することができる。 Insulation glazing usually involves at least two panes made of glass or polymer material. These panes are separated from each other by a vacuum space defined by gas or spacers. The insulation capacity of insulating glass is significantly greater than that of single-pane glass, and its insulation capacity can be further increased and improved in triple glazing or by special coatings. Thus, for example, a silver-containing coating can reduce the transmission of infrared radiation and, therefore, reduce the cooling of the building in winter.
ガラスの性質及び構造に加えて、絶縁グレージングのその他の構成要素もまた非常に重要である。シール及びとりわけスペーサーは、絶縁グレージングの品質に大きな影響を及ぼす。特に、スペーサーとガラスペインとの間の接触点は、温度及び気候変動に非常に影響を受けやすい。ペインとスペーサーとの間の結合は、有機ポリマー、例えばポリイソブチレンの接着接合を介して作り出される。接着接合の物理的特性に対する温度変動の直接的な影響の他に、ガラス自体が、特に接着接合に影響を及ぼす。ガラスとスペーサーとは、異なる線熱膨張係数を有しており、言い換えれば、温度変化は、ガラスとスペーサーとを異なって膨張させる。例えば、太陽光からの温度変化に起因して、ガラスは膨張し、又は冷却されて再び収縮する。スペーサーは、こうした動きと同じ度合いに膨張し又は収縮するものではない。したがって、この機械的な動きは、接着接合を膨張させ、又は圧縮し、それ自体の弾力性によって、限られた程度でのみこうした動きを補償することができる。絶縁グレージングの耐用年数の経過中に、上記の機械的ストレスは、接着接合の部分的な又は完全な面的分離を必然的に伴い得る。続いて、接着接合のこの分離は、絶縁グレージングの内部に湿気が侵入できるようにすることを可能にする。これらの気候負荷は、ペインの領域での凝縮及び絶縁効果の低下を引き起こす可能性がある。したがって、ガラスとスペーサーとの線膨張係数できるだけ等しくすることが望ましい。 In addition to the properties and structure of the glass, other components of insulating glazing are also very important. Seals and especially spacers have a significant effect on the quality of insulation glazing. In particular, the point of contact between the spacer and the glass pane is very sensitive to temperature and climate change. The bond between the pane and the spacer is created via an adhesive bond of an organic polymer, such as polyisobutylene. In addition to the direct effect of temperature fluctuations on the physical properties of the bond, the glass itself specifically affects the bond. The glass and the spacer have different coefficients of linear thermal expansion, in other words, the temperature change causes the glass and the spacer to expand differently. For example, due to temperature changes from sunlight, the glass expands or cools and shrinks again. Spacers do not expand or contract to the same extent as these movements. Thus, this mechanical movement can inflate or compress the adhesive joint and compensate for such movement only to a limited extent by its own elasticity. During the useful life of insulation glazing, the mechanical stresses described above may inevitably involve partial or complete surface separation of the adhesive joint. Subsequently, this separation of the bond allows moisture to enter the interior of the insulating glazing. These climatic loads can cause condensation and reduced insulation in the area of Pain. Therefore, it is desirable that the coefficients of linear expansion of the glass and the spacer be as equal as possible.
絶縁グレージングの断熱特性は、縁部シール領域、特にスペーサー領域の熱伝導性によって極めて著しく影響を受ける。金属のスペーサーの場合、金属の高い熱伝導率は、ガラスの縁で熱橋の形成をもたらす。この熱橋は、一方では、絶縁グレージングの縁領域で熱損失を引き起こし、他方では、高い湿気と低い外圧によって、スペーサーの領域で内部ペイン上に凝縮の形成を引き起こす。これらの問題を解消するために、スペーサーが、低熱伝導性の材料、特にプラスチックでできている、熱的に最適化された、いわゆる「ウォームエッジ(warm-edge)」システムが、ますます使用されている。 The thermal insulation properties of insulating glazing are extremely significantly affected by the thermal conductivity of the edge sealing region, especially the spacer region. In the case of metal spacers, the high thermal conductivity of the metal results in the formation of thermal bridges at the edges of the glass. This thermal bridge, on the one hand, causes heat loss in the edge region of the insulating glazing, and on the other hand, due to high humidity and low external pressure, it causes the formation of condensation on the inner pane in the region of the spacer. To solve these problems, heat-optimized, so-called "warm-edge" systems, in which spacers are made of low thermal conductivity materials, especially plastics, are increasingly being used. ing.
熱伝導性の観点からは、ポリマーのスペーサーが金属のスペーサーよりも好ましい。しかしながら、ポリマースペーサーにはいくつかの不利益がある。一つ目には、湿気に対して、かつガス損失に対して、ポリマースペーサーの気密性は不十分であることが挙げられる。ここで、様々な解決策があり、特に、スペーサーの外側にバリアフィルムを適用することによる解決策がある(例えば、国際公開第2013/104507 A1号を参照のこと)。 From the viewpoint of thermal conductivity, polymer spacers are preferred over metal spacers. However, polymer spacers have some disadvantages. First, the airtightness of the polymer spacer is insufficient with respect to moisture and gas loss. Here, there are various solutions, especially by applying a barrier film to the outside of the spacer (see, eg, International Publication No. 2013/104507 A1).
二つ目には、プラスチックの線膨張係数が、ガラスの線膨張係数よりもかなり大きいことが挙げられる。線膨張係数を等しくするために、ガラス繊維を混合することができる(例えば、欧州特許出願公開第0 852 280 A1号公報を参照のこと)。しかしながら、ガラス繊維の含量が増加するとスペーサーの伝熱特性が悪くなり、それによって、精密な最適化をここで行わなければならなくなる。ガラス繊維及び類似の充填材は、スペーサーの長手方向の剛性も向上させる。 Second, the coefficient of linear expansion of plastic is much higher than the coefficient of linear expansion of glass. Glass fibers can be mixed to equalize the coefficients of linear expansion (see, eg, European Patent Application Publication No. 0852280 A1). However, as the content of the glass fiber increases, the heat transfer properties of the spacer deteriorate, which requires precise optimization here. Fiberglass and similar fillers also improve the longitudinal stiffness of the spacer.
ガラス繊維で強化したポリマースペーサーは、金属スペーサーとは対照的にとても脆いので、冷間曲げすることはできない。絶縁グレージングユニットのためのスペーサーフレームを製造するために、スペーサーの多数の部品を、プラグコネクターを介して結合し、かつ接着するか又は溶着しなければならない。それぞれの結合箇所を注意深くシールする必要がある。したがって、曲げによるスペーサーフレームの製造は有利である。特に、追加的な加熱なしの曲げは、簡素な機械加工性のために望ましい。曲げ性を増加させる一つの手法は、ポリマー本体に金属ストリップを一体化することである(例えば、国際公開第2015/043848 A1号及び独国特許出願公開第19807454 A1号公報に記載されている)。しかしながら、製造時にポリマー本体に金属ストリップを一体化することは非常に複雑である。 Fiberglass-reinforced polymer spacers, in contrast to metal spacers, are so brittle that they cannot be cold-bent. In order to manufacture a spacer frame for an insulating glazing unit, a number of parts of the spacer must be joined and glued or welded through the plug connector. Careful sealing of each joint is required. Therefore, it is advantageous to manufacture a spacer frame by bending. In particular, bending without additional heating is desirable due to its simple machinability. One method of increasing bendability is to integrate the metal strip into the polymer body (eg, described in International Publication No. 2015/0438848 A1 and German Patent Application Publication No. 19807454 A1). .. However, integrating the metal strip into the polymer body during manufacturing is very complex.
ガラス繊維のような追加の充填材を含まないポリマースペーサーは、曲げやすいが、十分に剛性があるものではない。しかしながら、(長手方向におけるたわみと呼ばれる)長手方向の剛性は、機械的加工性にとって重要である。長手方向の剛性の向上は、金属ストリップの一体化によって(上述の点を参照のこと)、又は本体上への金属要素の外的適用によって(例えば、欧州特許第1 055 046 B2号明細書及び欧州特許出願公開第3 241 972 A1号公報を参照のこと)、達成することができる。しかしながら、金属要素は、より高い熱伝導性を有するので、金属ストリップの適用は、スペーサーの熱伝導特性に悪影響を及ぼす。個別の金属要素の外的適用において特に困難なのは、湿気の侵入を防ぐ縁部シールを完全に密封することである。 Polymer spacers that do not contain additional fillers such as glass fiber are flexible but not rigid enough. However, longitudinal stiffness (called longitudinal deflection) is important for mechanical workability. The increase in longitudinal stiffness is due to the integration of the metal strips (see above) or by the external application of metal elements onto the body (eg, European Patent No. 1055 046 B2 and). European Patent Application Publication No. 3 241 972 A1), which can be achieved. However, since metal elements have higher thermal conductivity, the application of metal strips adversely affects the thermal conductivity properties of the spacer. A particular difficulty in the external application of individual metal elements is the complete sealing of the edge seals that prevent the ingress of moisture.
上述した問題及び個々の解決策は、相互に関連しており、かつ互いに影響を及ぼすものであるので、すべてのこれらの問題をまとめて、許容できる解決策とする全体的な解決策を見出す必要がある。 Since the problems mentioned above and the individual solutions are interrelated and influencing each other, it is necessary to put all these problems together to find an overall solution that is an acceptable solution. There is.
したがって、本発明の目的は、上述した不利益を有していない改善されたスペーサーを提供し、かつ改善された絶縁グレージングユニット及びその簡素化した製造方法を提供することにある。 Therefore, an object of the present invention is to provide an improved spacer that does not have the above-mentioned disadvantages, and to provide an improved insulating glazing unit and a simplified manufacturing method thereof.
本発明の目的は、独立請求項1による絶縁グレージングのスペーサーによって、本発明にしたがって達成される。本発明の好ましい実施形態は、従属請求項から明らかである。 An object of the present invention is achieved in accordance with the present invention by means of an insulating glazing spacer according to claim 1. Preferred embodiments of the present invention are evident from the dependent claims.
本発明による絶縁グレージングユニット、本発明による絶縁グレージングユニットの製造方法、及び本発明による絶縁グレージングユニットの使用は、さらなる独立請求項から明らかである。 The insulating glazing unit according to the present invention, the method for manufacturing the insulating glazing unit according to the present invention, and the use of the insulating glazing unit according to the present invention are obvious from further independent claims.
本発明による絶縁グレージングユニットのためのスペーサーは、少なくとも、第1の側壁、第1の側壁に平行に配置された第2の側壁、グレージング内壁、外壁、及び中空空間を有するポリマー中空プロファイルを含む。中空空間は、側壁、グレージング内壁、及び外壁によって囲まれている。グレージング内壁は、側壁に実質的に垂直に配置されており、かつ第1の側壁と第2の側壁とを接合する。側壁は、中空プロファイルの壁であり、これに、絶縁グレージングのペイン外面が取り付けられる。グレージング内壁は、中空プロファイルの壁であり、これは、完成品の絶縁グレージングユニットの設置後に内部ペイン間スペースの方を向く。外壁は、グレージング内壁に実質的に平行に配置され、かつ第1の側壁と第2の側壁とを接合する。完成品の絶縁グレージングユニットの設置後に外壁は、外部ペイン間スペースの方を向く。 Spacers for insulating glazing units according to the present invention include at least a first side wall, a second side wall arranged parallel to the first side wall, a glazing inner wall, an outer wall, and a polymer hollow profile having a hollow space. The hollow space is surrounded by side walls, glazing inner walls, and outer walls. The glazing inner wall is arranged substantially perpendicular to the side wall and joins the first side wall and the second side wall. The side wall is a hollow profile wall to which the outer surface of the insulating glazing pane is attached. The glazing inner wall is a hollow profile wall, which faces the space between the inner panes after the installation of the finished insulating glazing unit. The outer wall is arranged substantially parallel to the glazing inner wall and joins the first side wall and the second side wall. After installing the insulation glazing unit of the finished product, the outer wall faces the space between the outer panes.
このスペーサーは、ポリマー中空プロファイルに外側で取り付けられた2つの金属補強要素をさらに含む。金属補強要素は、スペーサーの長手方向の剛性を向上させ、かつスペーサーの長手方向の膨張係数を、絶縁グレージングにおけるガラスの長手方向の膨張係数により近いものとする。第1の補強要素は、第1の側壁と外壁の間の角を包囲し、かつそこでポリマー中空プロファイルの壁にこのために設けられたくぼみに取り付けられる。第2の補強要素は、第2の側壁と外壁の間の角を包囲し、かつそこでポリマー中空プロファイルの壁にこのために設けられたくぼみに取り付けられる。これらの補強要素は、くぼみに取り付けられ、それによって、これらの要素が、それぞれ、これらの側壁及び外壁と同一平面で終端するようになっている。金属補強要素が、側壁と同一平面で終端するので、絶縁グレージングにおけるガラスペインの配置のために、平らな面が作り出される。このことは、平らなプロファイルの上で外側に適用され、かつ縁を作り出す補強要素を有するスペーサーに比べて、改善した気密性を結果としてもたらす。なぜならば、この縁は、絶縁グレージングユニットにおける一次シーラントによって補償されなければならないからである。くぼみにおける面一の配置のおかげで、平らな結合面がスペーサーの外面側で得られ、この外面側上に、気密性かつ防湿性のバリアフィルムを適用することができる。2つの金属補強要素の形態で補強を実施することによって、連続した金属箔/金属ストリップを有するスペーサーに比べて、スペーサーの断熱特性が向上する。金属補強要素が互いに結合していないという事実は、第1の側壁から第2の側壁へ連続して熱伝導する金属結合の生成、すなわち、いわゆる熱橋の生成を妨げる。 The spacer further comprises two metal reinforcing elements attached externally to the polymer hollow profile. The metal reinforcing element improves the longitudinal rigidity of the spacer and makes the longitudinal expansion coefficient of the spacer closer to the longitudinal expansion coefficient of the glass in insulating glazing. The first reinforcing element surrounds the corner between the first side wall and the outer wall, where it is attached to a recess provided in the wall of the polymer hollow profile for this purpose. The second reinforcing element surrounds the corner between the second side wall and the outer wall, where it is attached to the indentation provided for this in the wall of the polymer hollow profile. These reinforcing elements are attached to the indentations so that these elements terminate in the same plane as their side walls and outer walls, respectively. Since the metal reinforcing elements terminate in the same plane as the sidewalls, a flat surface is created for the placement of the glass pane in insulating glazing. This results in improved airtightness compared to spacers that are applied outward on a flat profile and have reinforcing elements that create edges. This is because this edge must be compensated by the primary sealant in the insulating glazing unit. Thanks to the flush arrangement in the indentation, a flat coupling surface is obtained on the outer surface side of the spacer, on which an airtight and moisture resistant barrier film can be applied. By performing the reinforcement in the form of two metal reinforcing elements, the insulation properties of the spacer are improved as compared to a spacer having a continuous metal foil / metal strip. The fact that the metal reinforcing elements are not bonded to each other prevents the formation of metal bonds that conduct heat continuously from the first side wall to the second side wall, that is, the formation of so-called thermal bridges.
気密性かつ防湿性のバリアフィルムが、ポリマー中空プロファイル本体の第1の側壁、第1の金属補強要素、外壁、第2の金属補強要素、及び第2の側壁に適用される。気密性かつ防湿性のバリアフィルムは、湿気の侵入に対して内部ペイン間スペースをシールし、かつ内部ペイン間スペースに含まれるガスの損失を防止する。バリアフィルムは、グレージング内壁に隣接する側壁の領域にはバリアフィルムがないようにして適用される。外壁全体と側壁の補強要素までのバリアフィルムの適用の結果、特に良好な密封(シーリング)を達成する。バリアフィルムがない領域が残っていることの利点は、一つには、設置状態での外観の改善にある。グレージング内壁に隣接するか、又はグレージング内壁の一部でさえあるバリア要素又は補強要素の場合は、完成品の絶縁グレージングユニットにおいて目に見えるものとなる。これは、審美的理由のためには回避すべきである。側壁にバリアフィルムのない領域が残されているさらなる利点は、完成品の絶縁グレージングユニットの設置の間に、一次シーラントを取り付けることができ、それによって、バリアフィルムの表面に、かつポリマー側壁の一部の表面に一次シーラントが達するようにすることができることである。このようにして、均一な密封水準と特に良好なシールを達成する。 An airtight and moisture-proof barrier film is applied to the first side wall, the first metal reinforcing element, the outer wall, the second metal reinforcing element, and the second side wall of the polymer hollow profile body. The airtight and moisture-proof barrier film seals the space between the inner panes against the ingress of moisture and prevents the loss of gas contained in the space between the inner panes. The barrier film is applied so that there is no barrier film in the area of the side wall adjacent to the glazing inner wall. As a result of the application of the barrier film to the entire outer wall and to the reinforcing elements of the side walls, a particularly good sealing is achieved. One of the advantages of remaining the area without the barrier film is the improvement of the appearance in the installed state. Barrier or reinforcing elements that are adjacent to or even part of the glazing inner wall will be visible in the finished insulating glazing unit. This should be avoided for aesthetic reasons. A further advantage of leaving a barrier film-free area on the side wall is that a primary sealant can be attached during the installation of the finished insulating glazing unit, thereby on the surface of the barrier film and on one of the polymer side walls. It is possible to allow the primary sealant to reach the surface of the part. In this way, uniform sealing levels and particularly good sealing are achieved.
したがって、本発明によるスペーサーは、先行技術に比較して改善した解決策を提供する。 Therefore, the spacer according to the present invention provides an improved solution as compared with the prior art.
本発明によるスペーサーの中空空間は、中実に形成したスペーサーに比べて重量の減少をもたらし、かつ追加の構成要素、例えば乾燥剤を収容するために利用することができる。 The hollow space of the spacer according to the present invention results in a weight reduction compared to the spacer formed solidly and can be utilized to accommodate additional components such as desiccants.
第1の側壁及び第2の側壁は、スペーサーの設置時に絶縁グレージングユニットのペイン外面が取り付けられるスペーサーの側である。第1の側壁及び第2の側壁は互いに平行にはしっている。 The first side wall and the second side wall are on the side of the spacer to which the outer surface of the pane of the insulating glazing unit is attached when the spacer is installed. The first side wall and the second side wall are parallel to each other.
中空プロファイルの外壁は、グレージング内壁に対向する壁であり、かつ外部ペイン間スペースの方向に絶縁グレージングユニットの内部(内部ペイン間スペース)とは反対側を向いている。外壁は、好ましくは側壁に実質的に垂直にはしっている。(グレージング内壁に対して平行な)その全範囲にわたって側壁に垂直なままである平面の外壁は、スペーサーと側壁の間のシーリング面を最大にし、かつより簡素な形状は製造プロセスを容易にする。 The outer wall of the hollow profile is a wall facing the inner wall of glazing and faces the side opposite to the inside of the insulating glazing unit (space between inner panes) in the direction of the space between outer panes. The outer wall is preferably substantially perpendicular to the side wall. The flat outer wall, which remains perpendicular to the side wall over its entire range (parallel to the glazing inner wall), maximizes the sealing surface between the spacer and the side wall, and the simpler shape facilitates the manufacturing process.
本発明によるスペーサーの好ましい実施形態では、側壁に最も近い外壁の部分が、側壁の方向に、外壁に対して30°~60°の角度α(アルファ)傾斜している。この設計は、ポリマー中空プロファイルの安定性を向上させる。さらに、金属補強要素は、2回曲がった設計のおかげで特に安定であるので、スペーサーの安定性は増大する。したがって、角度のある部分のない形状と比較して、ポリマー中空プロファイルの壁厚dを低減することができる。そして、壁厚の減少は、向上した曲げ性及びより少ない材料費用をもたらす。好ましくは、側壁に最も近い部分が、45°の角度α(アルファ)傾斜している。この場合に、スペーサーの安定性はさらに向上する。 In a preferred embodiment of the spacer according to the invention, the portion of the outer wall closest to the side wall is tilted in the direction of the side wall by an angle α (alpha) of 30 ° to 60 ° with respect to the outer wall. This design improves the stability of the polymer hollow profile. In addition, the metal reinforcing element is particularly stable thanks to the double-bent design, which increases the stability of the spacer. Therefore, the wall thickness d of the polymer hollow profile can be reduced as compared with the shape without the angled portion. And the reduction in wall thickness results in improved bendability and lower material costs. Preferably, the portion closest to the side wall is tilted at an angle α (alpha) of 45 °. In this case, the stability of the spacer is further improved.
本発明によるスペーサーの別の好ましい実施形態では、2つの金属補強要素が、ポリマー中空プロファイルに接着している。この実施形態は、特に製造が容易である。中空プロファイルと補強要素とを別々に製造することが可能である。金属補強要素とポリマー中空プロファイル(金属とポリマー)との線膨張係数の差は、温度差が生じたときに、この補強要素とポリマー中空プロファイルとの間の結合が応力を受けるということを結果的にもたらす。接着層の適用によって、応力の一部を接着層の弾性を介して吸収することができる。したがって、この実施形態は、単純な挿入又は押出のような代替の選択肢に比べて利点を有する。考えられる接着剤は、熱可塑性接着剤を含むが、例えば、多成分接着剤のような反応性接着剤も含む。熱可塑性接着剤が好ましくは使用され、特に好ましくは、熱可塑性ポリウレタンが使用される。これは、試験において特に適していることが判明している。 In another preferred embodiment of the spacer according to the invention, two metal reinforcing elements are bonded to the polymer hollow profile. This embodiment is particularly easy to manufacture. It is possible to manufacture the hollow profile and the reinforcing element separately. The difference in the coefficient of linear expansion between the metal reinforcing element and the polymer hollow profile (metal and polymer) results in the stress on the bond between this reinforcing element and the polymer hollow profile when a temperature difference occurs. Bring to. By applying the adhesive layer, some of the stress can be absorbed through the elasticity of the adhesive layer. Therefore, this embodiment has advantages over alternative options such as simple insertion or extrusion. Possible adhesives include thermoplastic adhesives, but also reactive adhesives such as, for example, multi-component adhesives. A thermoplastic adhesive is preferably used, and particularly preferably a thermoplastic polyurethane. This has proven to be particularly suitable in testing.
特に好ましい実施形態では、中空プロファイルはガラス繊維を含まない。ガラス繊維の存在は、スペーサーの断熱特性に悪影響を及ぼす。加えて、中空プロファイルにおいて、ガラス繊維を有するスペーサーはより脆いので、冷間曲げをすることはより困難である。ポリマー中空プロファイル本体と金属補強要素との組み合わせによって、驚くべきことに、スペーサーの線膨張係数をガラスの線膨張係数と適合させるためにガラス繊維は必要ない。したがって、ポリマー中空プロファイル本体においてガラス繊維がない、本発明による金属補強要素を有するスペーサーについて、27×10-61/Kの線膨張係数が測定されている。これは、1Kの温度上昇に伴い、1kmの長さのスペーサー片が27mm膨張することを意味する。これは、従来のアルミニウムスペーサーについて測定されたもの(24×10-61/K)、又はスチレン-アクリロニトリルでできたガラス繊維強化ポリマースペーサーについて測定されたもの(20×10-61/K)に類似した範囲にある。比較すると、ガラス繊維のないポリマーの線膨張係数は、>100×10-61/Kである。金属補強要素のこの効果は驚くべきものであり、かつ予想外のものであった。 In a particularly preferred embodiment, the hollow profile does not contain fiberglass. The presence of glass fiber adversely affects the insulation properties of the spacer. In addition, in hollow profiles, spacers with fiberglass are more brittle, making cold bending more difficult. Due to the combination of the polymer hollow profile body and the metal reinforcing element, surprisingly, no glass fiber is needed to match the coefficient of linear expansion of the spacer with the coefficient of linear expansion of the glass. Therefore, a linear expansion coefficient of 27 × 10-6 1 / K has been measured for spacers with metal reinforcing elements according to the present invention, which are free of glass fibers in the polymer hollow profile body. This means that the spacer piece having a length of 1 km expands by 27 mm as the temperature rises by 1 K. This was measured for conventional aluminum spacers (24 x 10-6 1 / K) or for glass fiber reinforced polymer spacers made of styrene-acrylonitrile (20 x 10-6 1 / K). It is in a range similar to. By comparison, the coefficient of linear expansion of polymers without glass fibers is> 100 × 10-6 1 / K. This effect of the metal reinforcement element was amazing and unexpected.
本発明によるスペーサーの好ましい実施形態では、ポリマー中空プロファイルは、実質的に均一な壁厚dを有する。これは、異なる壁厚の領域を有する中空プロファイルと比較して、曲げ性の向上をもたらす。異なる壁厚を有するスペーサーよりも、均一な壁厚を有するスペーサーのほうが、冷間曲げの間に生じるスペーサーの破損がより少ないことが見出されている。 In a preferred embodiment of the spacer according to the invention, the polymer hollow profile has a substantially uniform wall thickness d. This results in improved bendability compared to hollow profiles with regions of different wall thicknesses. It has been found that spacers with a uniform wall thickness cause less spacer breakage during cold bending than spacers with different wall thicknesses.
好ましい実施形態では、壁厚dが0.3mm~0.8mmである。この範囲で、スペーサーは安定であると同時に、冷間曲げすることができるために十分に可撓性である。特に好ましくは、壁厚は0.5mm~0.6mmである。これらの壁厚で最良の結果が達成された。±0.1mmの製造に関連した偏差が生じ得る。 In a preferred embodiment, the wall thickness d is 0.3 mm to 0.8 mm. To this extent, the spacers are stable enough to be flexible enough to be cold bent. Particularly preferably, the wall thickness is 0.5 mm to 0.6 mm. Best results were achieved with these wall thicknesses. Manufacturing-related deviations of ± 0.1 mm can occur.
好ましい実施形態では、金属補強要素は、アルミニウム、ステンレス鋼、若しくは鋼を含むか、又はこれらでできている。これらの材料は、容易に加工することができ、かつ線膨張係数の適合性に特に良好な結果をもたらす。特に好ましくは、補強要素は、被覆された鋼でできており、好ましくは接着促進剤で被覆されている。アルミニウムに比較して、鋼は熱伝導率がより低く、かつ良好な線膨張を有する。加えて、鋼は非常に安定でありかつステンレス鋼よりもより経済的である。 In a preferred embodiment, the metal reinforcing element comprises or is made of aluminum, stainless steel, or steel. These materials are easy to process and give particularly good results for the suitability of the coefficient of linear expansion. Particularly preferably, the reinforcing element is made of coated steel, preferably coated with an adhesion promoter. Compared to aluminum, steel has lower thermal conductivity and good linear expansion. In addition, steel is very stable and more economical than stainless steel.
本発明によるスペーサーの好ましい実施形態では、金属補強要素は、金属フィルム又は金属シートの形態で取り付けられている。これらは、バリアフィルムの取り付けのために平らな表面を提供するという利点を有する。一方で、ネットやグリッドは、バリアフィルムへ結合することがより困難であるが、その製造のために必要な材料がより少ないという利点を有する。 In a preferred embodiment of the spacer according to the invention, the metal reinforcing element is attached in the form of a metal film or metal sheet. These have the advantage of providing a flat surface for the attachment of the barrier film. On the other hand, nets and grids are more difficult to bond to barrier films, but have the advantage of requiring less material for their production.
好ましくは、第1及び第2の金属補強要素の厚さは、0.1mm~0.4mmである。この範囲で、ポリマー中空プロファイルの良好な補強がこの補強要素によって達成されると同時に、後に続く絶縁グレージングユニットの縁部領域の熱伝導性が、わずかな程度で増加するだけである。0.2mmの厚さが特に有利であることが判明している。製造に関連した厚さの許容誤差は±0.1mmである。 Preferably, the thickness of the first and second metal reinforcing elements is 0.1 mm to 0.4 mm. To this extent, good reinforcement of the polymer hollow profile is achieved by this reinforcing element, while the thermal conductivity of the edge region of the subsequent insulating glazing unit is only slightly increased. A thickness of 0.2 mm has been found to be particularly advantageous. The thickness tolerance associated with manufacturing is ± 0.1 mm.
好ましい実施形態では、バリアフィルムがないままである領域の高さaは、1mm~3mmである。この実施形態では、バリアフィルムは、完成品の絶縁グレージングユニットにおいて目に見えず、したがって、視覚的印象が有利なものとなる。加えて、一次シーラントを完成品の絶縁グレージングに適用することができ、それによって、一次シーラントを側壁のプラスチックとバリアフィルム上に適用することができるようになっている。したがって、バリアフィルムからプラスチックへ移行するところで、界面拡散は著しく低減する。 In a preferred embodiment, the height a of the region where the barrier film remains absent is 1 mm to 3 mm. In this embodiment, the barrier film is invisible in the finished insulating glazing unit and therefore the visual impression is advantageous. In addition, the primary sealant can be applied to the insulating glazing of the finished product, which allows the primary sealant to be applied on the side wall plastic and barrier film. Therefore, at the transition from barrier film to plastic, interfacial diffusion is significantly reduced.
好ましい実施形態では、第1及び第2の補強要素は、それぞれ、等しい長さの脚部を有する。この対称な構造は、スペーサーの安定性のために有利である。この脚部は、側壁上へ、かつ外壁上へ突き出る領域である。外壁が傾斜した区域を有する実施形態では、この脚部は、中空プロファイルの外壁の傾斜した区域には配置されない領域である。 In a preferred embodiment, the first and second reinforcing elements each have legs of equal length. This symmetrical structure is advantageous for the stability of the spacer. This leg is an area that protrudes onto the side wall and onto the outer wall. In embodiments where the outer wall has a sloping area, this leg is an area that is not located in the sloping area of the outer wall of the hollow profile.
本発明によるスペーサーの好ましい実施形態では、中空プロファイルは、ポリエチレン(PE)、ポリカーボネート(PC)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリエチレンテレフタレート-グリコール(PETG)、ポリオキシメチレン(POM)、ポリアミド、ポリブチレンテレフタレート(PBT)、PET/PC、PBT/PC、及び/又はこれらのコポリマーを含む。特に好ましい実施形態では、中空プロファイルは、実質的に、列挙したポリマーのうちの一つからなる。これらの材料は、追加の加熱なしでスペーサーの曲げ性に要求される必要な可撓性の観点から、特に良好な結果をもたらす。 In a preferred embodiment of the spacer according to the invention, the hollow profile is polyethylene (PE), polycarbonate (PC), polypropylene (PP), polyethylene terephthalate (PET), polyethylene terephthalate-glycol (PETG), polyoxymethylene (POM), Includes polyamide, polybutylene terephthalate (PBT), PET / PC, PBT / PC, and / or copolymers thereof. In a particularly preferred embodiment, the hollow profile consists substantially of one of the listed polymers. These materials give particularly good results in terms of the required flexibility required for the flexibility of the spacer without additional heating.
好ましい実施形態では、スペーサーは正確に2つの金属補強要素を含む。これは、さらなる補強要素についての材料費用を減らし、かつ断熱特性を向上させる。代替の好ましい実施形態では、スペーサーは、追加の金属補強要素を含む。追加の補強要素は、さらに一層剛性を向上させることができる。例えば、スペーサーは、さらに第3の補強要素を含み、これは外壁の領域に配置されかつくぼみに含まれて、それによって、外壁と同一平面で終端するようになっている。 In a preferred embodiment, the spacer comprises exactly two metal reinforcing elements. This reduces material costs for additional reinforcement elements and improves thermal insulation properties. In a preferred embodiment of the alternative, the spacer comprises an additional metal reinforcing element. Additional stiffening elements can further increase rigidity. For example, the spacer further comprises a third reinforcing element, which is located in the area of the outer wall and contained in the indentation, thereby terminating in the same plane as the outer wall.
好ましい実施形態では、グレージング内壁は、少なくとも一つの穿孔を有する。好ましくは、多数の穿孔がグレージング内壁に作られる。穿孔の総数は、絶縁グレージングユニット大きさに依存する。グレージング内壁の穿孔は、スペーサーの中空空間を内部ペイン間スペースに接続し、これらの間でガス交換を行わせる。このことは、中空空間にある乾燥剤による湿気の吸収を可能にし、したがって、ペインが曇るのを防止する。この穿孔は、好ましくはスリットとして実施され、特に好ましくは、幅0.2mm、長さ2mmのスリットとして実施される。スリットは、中空空間から内部ペイン間スペースへ乾燥剤が侵入し得ることなく、最適な空気交換を保証する。穿孔のために、中空プロファイルの製造後に、グレージング内壁にパンチで孔を開けるか又はドリルで孔を開けることができる。好ましくは、穿孔のために、グレージング内壁をホットパンチする。 In a preferred embodiment, the glazing inner wall has at least one perforation. Preferably, a large number of perforations are made in the glazing inner wall. The total number of perforations depends on the size of the insulating glazing unit. The perforation of the glazing inner wall connects the hollow space of the spacer to the space between the inner panes, allowing gas exchange between them. This allows the desiccant in the hollow space to absorb moisture and thus prevents the pane from fogging. This perforation is preferably carried out as a slit, and particularly preferably as a slit having a width of 0.2 mm and a length of 2 mm. The slits ensure optimal air exchange without the desiccant being able to enter the space between the inner panes from the hollow space. For drilling, after the hollow profile is manufactured, the glazing inner wall can be punched or drilled. Preferably, the glazing inner wall is hot punched for drilling.
代替の好ましい実施形態では、グレージング内壁の材料は、多孔性であるか、又は拡散を受け入れるプラスチックでできており、それによって、穿孔が必要とされないようになっている。 In a preferred embodiment of the alternative, the material of the glazing inner wall is either porous or made of plastic that accepts diffusion, thereby eliminating the need for perforations.
気密性かつ防湿性のバリアフィルムは、スペーサーの中空空間への湿気の侵入を妨げる。バリアフィルムは、金属箔若しくはポリマーフィルムであるか、又はポリマー層と金属層とを有するか、ポリマー層とセラミック層とを有するか、若しくはポリマー層と金属層とセラミック層とを有する多層であってよい。好ましくは、バリアフィルムは、少なくとも一つのポリマー層と、少なくとも一つの金属層若しくは少なくとも一つのセラミック層とを含む。好ましくは、ポリマー層の層厚は、5μm~80μmである一方、10nm~200nmの厚さを有する金属層及び/又はセラミック層を使用する。上記の層厚の範囲内で、バリアフィルムの特に良好な気密性が達成される。 The airtight and moisture-proof barrier film prevents moisture from entering the hollow space of the spacer. The barrier film is a metal foil or a polymer film, or has a polymer layer and a metal layer, has a polymer layer and a ceramic layer, or is a multilayer having a polymer layer, a metal layer, and a ceramic layer. good. Preferably, the barrier film comprises at least one polymer layer and at least one metal layer or at least one ceramic layer. Preferably, the polymer layer has a layer thickness of 5 μm to 80 μm, while a metal layer and / or a ceramic layer having a thickness of 10 nm to 200 nm is used. Within the above layer thickness range, particularly good airtightness of the barrier film is achieved.
特に好ましくは、バリアフィルムは、少なくとも2つの金属層及び/又はセラミック層を含み、これらの層は少なくとも一つのポリマー層と交互に配置される。好ましくは、外側に位置する層がポリマー層を形成する。バリアフィルムの交互になった層は、様々な既知の先行技術の方法で互いに結合させ又は適用することができる。金属層又はセラミック層を堆積するための方法は、当業者によく知られている。交互の層配列を有するバリアフィルムの使用は、システムの気密性の観点から特に有利である。複数の層のうちの一つにおける欠陥は、バリアフィルムの機能の喪失をもたらさない。比較として、単一の層の場合には、小さな欠陥でさえも完全な破損をもたらし得る。さらに、内部接着の問題は、層厚が増加するにつれて増大するので、多数の薄層を適用することは、一つの厚い層を適用することに比較して有利である。また、より厚い層は、より高い伝導性を有し、そのようなフィルムを熱力学的により適切でないものにする。 Particularly preferably, the barrier film comprises at least two metal layers and / or ceramic layers, which are arranged alternately with at least one polymer layer. Preferably, the outer layer forms the polymer layer. The alternating layers of the barrier film can be coupled or applied to each other by various known prior art methods. Methods for depositing metal or ceramic layers are well known to those of skill in the art. The use of barrier films with alternating layer arrangements is particularly advantageous in terms of system airtightness. Defects in one of the layers do not result in the loss of function of the barrier film. By comparison, in the case of a single layer, even small defects can result in complete damage. Moreover, the problem of internal adhesion increases as the layer thickness increases, so applying a large number of thin layers is advantageous over applying a single thick layer. Also, thicker layers have higher conductivity, making such films more thermodynamically unsuitable.
バリアフィルムのポリマー層は、好ましくは、ポリエチレンテレフタレート、エチレンビニルアルコール、ポリ塩化ビニリデン、ポリアミド、ポリエチレン、ポリプロピレン、シリコーン、アクリロニトリル、ポリアクリレート、ポリメチルメタクリレート、及び/又はこれらのコポリマー若しくは混合物を含む。金属層は、好ましくは、鉄、アルミニウム、銀、銅、金、クロム、及び/又はこれらの合金若しくは酸化物を含む。フィルムのセラミック層は、好ましくは、酸化ケイ素及び/又は窒化ケイ素を含む。 The polymer layer of the barrier film preferably comprises polyethylene terephthalate, ethylene vinyl alcohol, polyvinylidene chloride, polyamide, polyethylene, polypropylene, silicone, acrylonitrile, polyacrylate, polymethylmethacrylate, and / or copolymers or mixtures thereof. The metal layer preferably contains iron, aluminum, silver, copper, gold, chromium, and / or alloys or oxides thereof. The ceramic layer of the film preferably contains silicon oxide and / or silicon nitride.
好ましい実施形態では、バリアフィルムは、完成品の絶縁グレージングにおいて、二次シーラントの接着を向上させるために使用される接着促進剤層を含む。接着促進剤層をバリアフィルムの最も外側の層として配置し、それによって、完成品の絶縁グレージングにおいて、二次シーラントと接触させるようにする。使用できる接着促進剤層は、化学的な前処理を含むか、又は金属含有薄膜を含む。金属含有薄膜は、好ましくは、5nm~30nmの厚さを有する。 In a preferred embodiment, the barrier film comprises an adhesion promoter layer used to improve the adhesion of the secondary sealant in the insulating glazing of the finished product. The adhesion promoter layer is placed as the outermost layer of the barrier film, thereby allowing it to come into contact with the secondary sealant in the insulating glazing of the finished product. Adhesive promoter layers that can be used include chemical pretreatment or include metal-containing thin films. The metal-containing thin film preferably has a thickness of 5 nm to 30 nm.
中空プロファイルは、好ましくは、グレージング内壁に沿って、5mm~55mmの幅を有し、好ましくは10mm~20mmの幅を有する。本発明に関して、この幅は側壁間に延在する寸法である。この幅は、互いに向き合う2つの側壁の表面間の距離である。グレージング内壁の幅の選択は、絶縁グレージングユニットのペイン間の距離を定める。グレージング内壁の精密な寸法は、絶縁グレージングユニット寸法及びペイン間スペースの所望の大きさによって決定される。 The hollow profile preferably has a width of 5 mm to 55 mm, preferably 10 mm to 20 mm along the glazing inner wall. For the present invention, this width is a dimension extending between the sidewalls. This width is the distance between the surfaces of the two side walls facing each other. The choice of glazing inner wall width determines the distance between the panes of the insulating glazing unit. The precise dimensions of the glazing inner wall are determined by the dimensions of the insulating glazing unit and the desired size of the inter-pane space.
中空プロファイルは、好ましくは、側壁に沿って、5mm~15mmの高さを有し、好ましくは5mm~10mmの高さを有する。高さについてのこの範囲で、スペーサーは有利に安定性を有するが、その一方で、絶縁グレージングユニットにおいて有利に目立たない。加えて、スペーサーの中空空間は、適切な量の乾燥剤を収容するために有利な大きさを有する。スペーサーの高さは、互いに向き合う外壁の表面とグレージング内壁との間の距離である。 The hollow profile preferably has a height of 5 mm to 15 mm, preferably 5 mm to 10 mm along the side wall. In this range of heights, spacers have an advantage of stability, but on the other hand they do not advantageously stand out in an insulating glazing unit. In addition, the hollow space of the spacer has an advantageous size to accommodate an appropriate amount of desiccant. The height of the spacer is the distance between the surface of the outer wall facing each other and the inner wall of the glazing.
中空空間は、好ましくは乾燥剤を含み、好ましくは、シリカゲル、分子ふるい、CaCl2、Na2SO4、活性炭、ケイ酸塩、ベントナイト、ゼオライト、及び/又はこれらの混合物を含む。 The hollow space preferably contains a desiccant and preferably contains silica gel, molecular sieves, CaCl 2 , Na 2 SO 4 , activated carbon, silicates, bentonite, zeolites, and / or mixtures thereof.
本発明は、少なくとも、第1のペイン、第2のペイン、第1のペインと第2のペインとの間の周囲に配置されている本発明によるスペーサー、内部ペイン間スペース、及び外部ペイン間スペースを有する絶縁グレージングユニットをさらに含む。本発明によるスペーサーは、周囲のスペーサーフレームを形成するために配置されている。第1のペインが、一次シーラントを介して第1の側壁に取り付けられており、かつ第2のペインが、一次シーラントを介して第2の側壁に取り付けられている。これは、一次シーラントが、第1の側壁と第1のペインとの間、並びに第2の側壁と第2のペインとの間に配置されていることを意味する。一次シーラントを、側壁並びに第1及び第2の金属補強要素に取り付けられているバリアフィルムと接触させる。第1及び第2のペインは平行に配置されており、好ましくは合同である。したがって、2つのペインの縁は、縁部領域で同一平面に配置されており、つまり、これらの縁は同じ高さにある。内部ペイン間スペースは、第1のペイン及び第2のペイン、並びにグレージング内壁によって範囲を定められる。外部ペイン間スペースは、第1のペイン、第2のペイン、及びスペーサーの外壁上のバリアフィルムによって範囲を定められる空間として定義される。外部ペイン間スペースは、少なくとも部分的に二次シーラントで充填されている。二次シーラントは、絶縁グレージングユニットの機械的安定性に寄与し、かつ縁部シールに作用する気候負荷の一部を吸収する。 The present invention relates to at least the first pane, the second pane, the spacers according to the invention arranged around between the first pane and the second pane, the space between the inner panes, and the space between the outer panes. Further includes an insulating glazing unit having. The spacers according to the invention are arranged to form a peripheral spacer frame. The first pane is attached to the first side wall via the primary sealant and the second pane is attached to the second side wall via the primary sealant. This means that the primary sealant is located between the first side wall and the first pane, as well as between the second side wall and the second pane. The primary sealant is brought into contact with the barrier film attached to the sidewalls and the first and second metal reinforcing elements. The first and second panes are arranged in parallel, preferably congruent. Therefore, the edges of the two panes are coplanar in the edge region, that is, the edges are at the same height. The space between the inner panes is defined by the first and second panes, as well as the glazing inner wall. The space between the outer panes is defined as the space defined by the barrier film on the outer wall of the first pane, the second pane, and the spacer. The space between the outer panes is at least partially filled with secondary sealant. The secondary sealant contributes to the mechanical stability of the insulating glazing unit and absorbs some of the climatic load acting on the edge seal.
本発明による絶縁グレージングユニットの好ましい実施形態では、一次シーラントは、グレージング内壁に隣接する第1及び第2の側壁の領域までずっと延在しており、この領域にはバリアフィルムがない。したがって、一次シーラントは、ポリマー中空プロファイルとバリアフィルムとの間の移行部分を覆い、それによって、絶縁グレージングユニットの特に良好なシールを達成するようになっている。この様式で、バリアフィルムがプラスチックに隣接する地点での、スペーサーの中空空間への湿気の拡散を低減する(境界面拡散を少なくする)。 In a preferred embodiment of the insulating glazing unit according to the invention, the primary sealant extends all the way to the areas of the first and second side walls adjacent to the glazing inner wall, where there is no barrier film. Therefore, the primary sealant covers the transition between the polymer hollow profile and the barrier film, thereby achieving a particularly good seal of the insulating glazing unit. In this manner, the barrier film reduces the diffusion of moisture into the spacer's hollow space (reduces interface diffusion) where it is adjacent to the plastic.
本発明による絶縁グレージングユニットの別の好ましい実施形態では、二次シーラントを第1及び第2のペインに沿って適用し、それによって、外壁の中央領域には二次シーラントがないようになっている。「中央領域」とは、第1のペイン及び第2のペインに隣接する外壁の2つの外側領域とは異なって、2つのペイン外面に対して中央に位置する領域を指す。この様式で、絶縁グレージングユニットの良好な安定性が得られ、その一方で、同時に、二次シーラントの材料費用を節約する。同時に、この配置は、ペイン外面に隣接する外側領域にある外壁に、二次シーラントの2つのストランドをそれぞれ適用することによって容易に製造される。 In another preferred embodiment of the insulating glazing unit according to the invention, the secondary sealant is applied along the first and second panes so that the central region of the outer wall is free of secondary sealant. .. The "central region" refers to a region located central to the outer surface of the two panes, unlike the two outer regions of the outer wall adjacent to the first pane and the second pane. In this manner, good stability of the insulating glazing unit is obtained, while at the same time saving the material cost of the secondary sealant. At the same time, this arrangement is readily manufactured by applying two strands of secondary sealant to the outer wall in the outer region adjacent to the outer surface of the pane, respectively.
別の好ましい実施形態では、外部ペイン間スペースの全体を二次シーラントで完全に充填するようにして、二次シーラントを取り付ける。これは絶縁グレージングユニットの最大の安定性をもたらす。 In another preferred embodiment, the secondary sealant is attached so that the entire space between the outer panes is completely filled with the secondary sealant. This provides maximum stability of the insulating glazing unit.
好ましくは、二次シーラントは、ポリマー又はシラン変性ポリマーを含み、特に好ましくは、有機ポリ硫化物、シリコーン、室温加硫(RTV)シリコーンゴム、過酸化物加硫シリコーンゴム、及び/又は付加加硫シリコーンゴム、ポリウレタン、及び/又はブチルゴムを含む。これらのシーラントが特に良好な安定化効果を有する。 Preferably, the secondary sealant comprises a polymer or a silane modified polymer, and particularly preferably organic polysulfide, silicone, room temperature vulcanized (RTV) silicone rubber, peroxide vulcanized silicone rubber, and / or additional vulcanization. Includes silicone rubber, polyurethane, and / or butyl rubber. These sealants have a particularly good stabilizing effect.
一次シーラントは、好ましくはポリイソブチレンである。ポリイソブチレンは、架橋しているポリイソブチレンであっても、架橋していないポリイソブチレンであってもよい。 The primary sealant is preferably polyisobutylene. The polyisobutylene may be crosslinked polyisobutylene or non-crosslinked polyisobutylene.
絶縁グレージングユニットの第1のペイン及び第2のペインは、好ましくは、ガラス、セラミック、及び/又はポリマーを含み、特に好ましくは、石英ガラス、ホウケイ酸ガラス、ソーダ石灰ガラス、ポリメチルメタクリレート、又はポリカーボネートを含む。 The first and second panes of the insulating glazing unit preferably contain glass, ceramic, and / or polymer, and particularly preferably quartz glass, borosilicate glass, soda-lime glass, polymethylmethacrylate, or polycarbonate. including.
第1のペイン及び第2のペインは、2mm~50mm、好ましくは3mm~16mmの厚さを有し、この2つのペインは異なる厚さを有していいてもよい。 The first pane and the second pane have a thickness of 2 mm to 50 mm, preferably 3 mm to 16 mm, and the two panes may have different thicknesses.
本発明による絶縁グレージングユニットの好ましい実施形態では、スペーサーフレームは、本発明による一つ又は複数のスペーサーからなる。例えば、本発明による一つのスペーサーを曲げて完全なフレームを形成することができる。また、本発明による複数のスペーサーを一つ又は複数のプラグコネクターによって互いに連結することができる。プラグコネクターは、長手方向のコネクターとして、又は角のコネクターとして実施することができる。こうした角のコネクターは、例えば、シールを有するプラスチック成型部品として実施することができ、ここでは、2つの留め継ぎしたスペーサーが隣接する。 In a preferred embodiment of the insulating glazing unit according to the invention, the spacer frame comprises one or more spacers according to the invention. For example, one spacer according to the invention can be bent to form a complete frame. Further, a plurality of spacers according to the present invention can be connected to each other by one or a plurality of plug connectors. The plug connector can be implemented as a longitudinal connector or as a corner connector. Such a corner connector can be implemented, for example, as a plastic molded part with a seal, where two articulated spacers are adjacent.
基本的に、絶縁グレージングユニットの幅広い形状が可能であり、例えば、矩形、台形、及び丸みを帯びた形状が可能である。丸い形状を製造するためには、本発明によるスペーサーを例えば、加熱した状態で曲げることができる。 Basically, a wide range of shapes of the insulating glazing unit are possible, for example rectangular, trapezoidal, and rounded shapes. In order to produce a round shape, the spacer according to the present invention can be bent, for example, in a heated state.
別の実施形態では、絶縁グレージングは、2つを超えるペインを含む。この場合には、スペーサーが溝を含むことができ、この溝に少なくとも一つの追加のペインを配置する。多数のペインもまた、ガラスペインに積層することができる。 In another embodiment, insulating glazing comprises more than one pane. In this case, the spacer can include a groove, which places at least one additional pane. Many panes can also be stacked on a glass pane.
本発明は、本発明による絶縁グレージングユニットの製造方法をさらに含み、この方法は、下記の工程を含む:
- 本発明によるスペーサーを提供すること、
- このスペーサーを曲げて、一点で閉じるスペーサーフレームを形成すること、
- 第1のペイン及び第2のペインを提供すること、
- 一次シーラントを介して、第1のペインと第2のペインとの間に上記スペーサーを固定すること、
- 2つのペイン及びスペーサーから構成されるペイン組立体をプレスすること、及び
- 外部ペイン間スペースを二次シーラントで少なくとも部分的に充填すること。
The present invention further comprises a method of manufacturing an insulating glazing unit according to the present invention, which method comprises the following steps:
-Providing a spacer according to the present invention,
-Bending this spacer to form a spacer frame that closes at one point,
-Providing the first and second panes,
-Fixing the spacer between the first and second panes via the primary sealant,
-Pressing the pane assembly consisting of two panes and spacers, and-filling the space between the external panes at least partially with secondary sealant.
当業者には既知の二重グレージングシステムに関して、絶縁グレージングユニットを機械で製造する。まず、本発明によるスペーサーを含むスペーサーフレームを提供する。好ましくは、本発明によるスペーサーを曲げることによってフレームを形成してスペーサーフレームを製造し、このスペーサーフレームは、溶着、接着、及び/又はプラグコネクターの使用によって一点で閉じている。第1のペイン及び第2のペインを提供し、かつ一次シーラントを介して、第1のペインと第2のペインとの間にこのスペーサーフレームを固定する。スペーサーフレームを、スペーサーの第1の側壁を使って第1のペイン上に配置し、かつ一次シーラントを介して固定する。次いで、第2のペインを第一のペインに合わせてスペーサーの第2の側壁の上に配置し、かつ同様に一次シーラントを介して固定し、かつこのペイン組立体をプレスする。外部ペイン間スペースを二次シーラントで少なくとも部分的に充填する。したがって、本発明による方法は、絶縁グレージングユニットの簡素かつ経済的な製造を可能にする。本発明によるスペーサーの設計のおかげで、金属のスペーサーの冷間曲げのために既に利用可能であるような通常の曲げ機を使用することができるので、特別に新たな機械を何ら必要としない。 Insulated glazing units are mechanically manufactured for dual glazing systems known to those of skill in the art. First, a spacer frame including a spacer according to the present invention is provided. Preferably, the spacer according to the invention is bent to form a frame to produce a spacer frame, which is closed at one point by welding, gluing, and / or using a plug connector. It provides a first pane and a second pane, and secures this spacer frame between the first and second panes via a primary sealant. The spacer frame is placed on the first pane using the first sidewall of the spacer and secured via the primary sealant. The second pane is then aligned with the first pane and placed on the second sidewall of the spacer and similarly secured via the primary sealant and the pane assembly pressed. Fill the space between the outer panes with secondary sealant at least partially. Therefore, the method according to the invention allows for the simple and economical manufacture of insulating glazing units. Thanks to the spacer design according to the present invention, it is possible to use ordinary bending machines as are already available for cold bending of metal spacers, so no special new machine is required.
本発明は、建物の内部グレージング、建物の外部グレージング、及び/又はファサードグレージングとしての、本発明による絶縁グレージングユニットの使用をさらに含む。 The present invention further comprises the use of the insulated glazing unit according to the invention as internal glazing of a building, external glazing of a building, and / or façade glazing.
本発明を、図面を参照しながら以下に詳細に説明する。図面は純粋に概略的表現であり、原寸に比例していない。図面はいかなる形であれ本発明を限定するものではない。 The present invention will be described in detail below with reference to the drawings. The drawings are purely schematic and are not proportional to their actual size. The drawings do not limit the invention in any way.
図1は、本発明によるスペーサーに適したポリマー中空プロファイルの断面図を示したものである。中空プロファイル1は、第1の側壁2.1、これに平行に延在する第2の側壁2.2、グレージング内壁3、及び外壁4を含む。グレージング内壁3は、側壁2.1及び2.2に垂直に延在し、かつこの2つの側壁を接合している。外壁4はグレージング内壁3に対向しており、かつ2つの側壁2.1及び2.2を接合している。外壁4は側壁2.1及び2.2に対して実質的に垂直に延在している。しかしながら、側壁2.1及び2.2に最も近い外壁4の区域4.1及び4.2は、側壁2.1及び2.2の方向に、外壁4に対しておおよそ45°の角度α(アルファ)で傾斜している。この傾斜した形状が、中空プロファイル1の安定性を向上させ、かつ第1及び第2の補強要素との、及びバリアフィルム12とのより良好な結合を可能にする。中空プロファイルの壁厚dは、0.5mmである。壁厚dは、いずれの場所においても実質的に同じである。これは、中空プロファイル1の安定性を向上させ、かつ製造を簡素化する。中空プロファイル1は、例えば、6.5mmの高さh及び15.5mmの幅を有する。外壁4、グレージング内壁3及び2つの側壁2.1及び2.2が、中空空間5を取り囲んでいる。第1のくぼみ7.1が、第1の側壁2.1と外壁4の間の角の領域に配置されている。第2のくぼみ7.2が、第2の側壁2.2と外壁4の間の角の領域に配置されている。これらのくぼみが、第1の金属補強要素及び第2の金属補強要素の配置を可能にしている。これらのくぼみは、結果として、ポリマー中空プロファイルの壁が、角の領域で中空空間5の方向に内側に距離e引っ込んでいるということをもたらす。この壁は、第1及び第2のくぼみの領域で、それぞれ、0.3mmの距離e引っ込んでいる。
FIG. 1 shows a cross-sectional view of a polymer hollow profile suitable for a spacer according to the present invention. The hollow profile 1 includes a first side wall 2.1, a second side wall 2.2 extending parallel thereto, a glazing
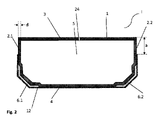
図2は、本発明によるスペーサーIの断面を示したものである。スペーサーは、図1に関して記載したように構成されたポリマー中空プロファイルを有している。中空プロファイル1は、実質的にポリプロピレンでできたポリマー中空プロファイルである。第1の金属補強要素6.1が第一のくぼみ7.1に取り付けられており、第2の金属補強要素6.2が第一のくぼみ7.2に取り付けられている。第1及び第2の補強要素は、それぞれ、0.25mm厚のステンレス鋼フィルムであり、ポリマー中空プロファイル1の上にポリウレタン接着剤(図2には示されていない)によって貼り付けられている。接着剤層と金属補強要素の組み合わせが、それぞれの場合にくぼみを完全に充填する。したがって、第1の金属補強要素6.1は、第1の側壁2.1と同一平面で終端し、かつ外壁4と同一平面で終端する。第2の金属補強要素6.2は、第2の側壁2.2と同一平面で終端し、かつ外壁4と同一平面で終端する。この場合に、接着層は、おおよそ0.5mmの厚さである。接着層は気候負荷に起因して完成品の絶縁グレージングユニットに生じる応力を吸収することができるので、この接着層のおかげでスペーサーは特に安定である。したがって、複数の部品からの構造によって、スペーサーの安定性はさらに向上する。補強要素は、とりわけスペーサーの長手方向の剛性と曲げ性に寄与する。第1及び第2の金属補強要素6.1、6.2は、それぞれ、等しい長さの脚部を有する。第1の金属補強要素6.1は、第1の側壁2.1に最も近い区域4.1を覆い、かつ第1の側壁2.1に沿って突出し、同じように外壁4に沿って突出している。相応して、第2の金属補強要素6.2が対称に構造化されている。この対称構造は、曲げの間のスペーサーの安定性のために特に有利である。加えて、このような金属補強要素は、特に容易に製造することができる。使用されるステンレス鋼箔は、第1の及び第2のくぼみ7.1、7.2の形状に従って、あらかじめ曲げることができ、その後に接着することができる。気密性かつ防湿性のバリアフィルム12を外壁4、並びに第1の側壁2.1の一部及び第2の側壁2.2の一部に配置し、かつこのフィルムが第1の金属補強要素6.1及び第2の金属補強要素6.2を完全に覆っている。グレージング内壁3に隣接する第1の側壁2.1の領域及び第2の側壁2.2の領域にはバリアフィルム12がないままになっている。グレージング内壁3から測定して、この例では、a=1.9mmで、バリアフィルムがないままとなっている。バリアフィルム12は、例えば、ポリウレタンのホットメルト接着剤を用いて、中空プロファイル1に貼り付けることができる。バリアフィルム12は、12μmの厚さのポリエチレンテレフタレートでできた3つのポリマー層と、50nmの厚さのアルミニウムでできた2つの金属層とを含む。この金属層及びポリマー層は、ポリマー層が2つの外部層を形成しながら、それぞれ交互に取り付けられている。中空空間5は乾燥剤11を収容することができる。絶縁グレージングユニットの内部ペイン間スペースへの連結を作り出す穿孔24を、グレージング内壁3に作り出してある。このため、乾燥剤11は、グレージング内壁3の穿孔24を介して内部ペイン間スペースからの湿気を吸収することができる(図4を参照されたい)。
FIG. 2 shows a cross section of the spacer I according to the present invention. The spacer has a polymer hollow profile configured as described with respect to FIG. Hollow profile 1 is a polymer hollow profile made substantially of polypropylene. The first metal reinforcing element 6.1 is attached to the first recess 7.1 and the second metal reinforcing element 6.2 is attached to the first recess 7.2. The first and second reinforcing elements are, respectively, 0.25 mm thick stainless steel films, affixed onto the polymer hollow profile 1 with a polyurethane adhesive (not shown in FIG. 2). The combination of the adhesive layer and the metal reinforcing element completely fills the indentation in each case. Therefore, the first metal reinforcing element 6.1 is terminated in the same plane as the first side wall 2.1 and in the same plane as the
図3は、本発明による別のスペーサーIの断面を示したものである。このスペーサーは、中空プロファイル1の異なる形状によって、図2に示したスペーサーとは実質的に異なっている。外壁4はグレージング内壁3に実質的に平行にはしっている。中空プロファイルは実質的に矩形であるので、このことは、第1の補強要素6.1及び第2の補強要素6.2が、一回だけ曲がっているということを結果としてもたらす。これは、補強要素6.1及び6.2の安定性がいくらか低くなることにつながる。しかしながら、補強要素が1回だけ曲がっており、かつ実質的に矩形の形状は製造し易いので、図示したスペーサーの製造はより容易である。加えて、完成品の絶縁グレージングにおいて、ガラスペインが取り付けられる面が、図2に示した実施形態におけるものよりも大きい。
FIG. 3 shows a cross section of another spacer I according to the present invention. This spacer is substantially different from the spacer shown in FIG. 2 due to the different shape of the hollow profile 1. The
図4は、図2に示したスペーサーIを有する本発明による絶縁グレージングユニットIIの縁部領域の断面を示したものである。第1のペイン13が一次シーラント17を介してスペーサーIの第1の側壁2.1に結合しており、かつ第2のペイン14が一次シーラント17を介してスペーサーIの第2の側壁2.2に結合している。一次シーラント17は、架橋したポリイソブチレンを含む。内部ペイン間スペース15が、第1のペイン13と第2のペイン14との間にあり、かつ本発明によるスペーサーIのグレージング内壁3によって範囲を定められている。中空空間5は、乾燥剤11、例えば、モレキュラーシーブで充填されている。中空空間5は、グレージング内壁3にある穿孔24を介して、内部ペイン間スペース15と連結している。乾燥剤11が内部ペイン間スペース15からでる湿気を吸収しつつ、中空空間5と内部ペイン間スペース15との間のガス交換をグレージング内壁3の穿孔24によって行う。第1のペイン13及び第2のペイン14は、側壁2.1及び2.2を越えて突出し、それによって、外部ペイン間スペース16が、第1のペイン13と第2のペイン14との間に作り出され、かつバリアフィルム12を有するスペーサーの外壁4の範囲を定めるようになっている。第1のペイン13の縁21及び第2のペイン14の縁22は、全く同一の高さに配置されている。外部ペイン間スペース16は、二次シーラント18で充填されている。二次シーラント18は、例えばシリコーンである。シリコーンは、縁部シールに作用する力を特によく吸収し、したがって、絶縁グレージングユニットIIの高い安定性に寄与する。第1のペイン13及び第2のペイン14は、厚さ3mmのソーダ石灰ガラスでできている。
FIG. 4 shows a cross section of the edge region of the insulating glazing unit II according to the present invention having the spacer I shown in FIG. The
図5は、本発明による絶縁グレージングユニットIIの別の可能な実施形態を示したものである。図示した絶縁グレージングユニットは、図4に示されたものと実質的に同一である。この絶縁グレージングユニットは、二次シーラント18によって区別される。有機ポリ硫化物を二次シーラント18として外部ペイン間スペース16に適用する。外壁4の中央領域には二次シーラント18がない。二次シーラント18は、外壁4の2つの外側領域に適用され、かつ第1の及び第2のペインに隣接している。したがって、絶縁グレージングの良好な安定性が達成される一方で、同時に二次シーラント18を節約する。加えて、二次シーラント18が分離していることによって、二次シーラントによる熱伝導が遮断されるので、絶縁グレージングユニットの縁部シールの断熱特性が向上する。
本明細書に開示される発明は以下の態様を含む:
[1]少なくとも以下を含む、絶縁グレージングユニットのためのスペーサー(I):
- 下記を含むポリマー中空プロファイル(1):
- 第1の側壁(2.1)及びこれと平行に配置されている第2の側壁(2.2);
- 前記側壁(2.1、2.2)を互いに結合しているグレージング内壁(3);
- 前記グレージング内壁(3)に実質的に平行に配置され、かつ前記側壁(2.1、2.2)を互いに結合している外壁(4);
- 前記側壁(2.1、2.2)、前記グレージング内壁(3)、及び前記外壁(4)によって囲まれた中空空間(5);
ここで、
- 第1の金属補強要素(6.1)が、このために設けられた第1のくぼみ(7.1)に前記ポリマー中空プロファイル(1)の外側で取り付けられ、それによって、この補強要素が、前記第1の側壁(2.1)と前記外壁(4)の間の角を包囲するようになっており、
- 第2の金属補強要素(6.2)が、このために設けられた第2のくぼみ(7.2)に前記ポリマー中空プロファイル(1)の外側で取り付けられ、それによって、この補強要素が、前記第2の側壁(2.2)と前記外壁(4)の間の角を包囲するようになっており、
- 前記第1及び前記第2の金属補強要素(6.1、6.2)が、前記第1及び前記第2のくぼみ(7.1、7.2)に取り付けられており、それによって、これらの要素が、それぞれ、前記第1及び前記第2の側壁(2.1、2.2)並びに前記外壁(4)と同一平面で終端するようになっており、
- 気密性かつ防湿性のバリアフィルム(12)が、前記ポリマー中空プロファイル本体(1)の前記第1の側壁(2.1)、前記第1の金属補強要素(6.1)、前記外壁(4)、前記第2の金属補強要素(6.2)、及び前記第2の側壁(2.2)に適用されており、ここで、前記グレージング内壁(3)に隣接する2つの前記側壁(2.1、2.2)の領域には、バリアフィルム(12)がない。
[2]前記側壁(2.1、2.2)に最も近い前記外壁(4.1、4.2)の部分が、前記側壁(2.1、2.2)の方向に、前記外壁に対して30°~60°の角度α(アルファ)傾斜しており、それによって、前記第1の金属補強要素(6.1)及び前記第2の金属補強要素(6.2)が、2回曲がっており、ここで、前記角度α(アルファ)が好ましくは45°である、上記[1]に記載のスペーサー(I)。
[3]前記第1の金属補強要素(6.1)及び前記第2の金属補強要素(6.2)が、前記ポリマー中空プロファイル(1)に接着しており、好ましくは、熱可塑性ポリウレタンによって接着している、上記[1]又は[2]に記載のスペーサー(I)。
[4]前記ポリマー中空プロファイル(1)が、ガラス繊維を含まない、上記[1]~[3]のいずれか一つに記載のスペーサー(I)。
[5]前記ポリマー中空プロファイル(1)が、実質的に均一な壁厚dを有する、上記[1]~[4]のいずれか一つに記載のスペーサー(I)。
[6]前記壁厚dが、0.3mm~0.8mm、好ましくは0.5mm~0.6mmである、上記[5]に記載のスペーサー(I)。
[7]前記第1及び前記第2の金属補強要素(6.1、6.2)が、アルミニウム、ステンレス鋼、若しくは鋼を含むか、又はこれらでできており、特に好ましくは、被覆された鋼でできている、上記[1]~[6]のいずれか一つに記載のスペーサー(I)。
[8]前記第1及び前記第2の金属補強要素(6.1、6.2)が、金属フィルム、又は金属シートである、上記[1]~[7]のいずれか一つに記載のスペーサー(I)。
[9]前記第1及び前記第2の金属補強要素(6.1、6.2)が、0.1mm~0.4mm、好ましくは0.2mmの厚さを有する、上記[1]~[8]のいずれか一つに記載のスペーサー(I)。
[10]前記ポリマー中空プロファイル(1)が、ポリエチレン(PE)、ポリカーボネート(PC)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)、ポリエチレンテレフタレート-グリコール(PETG)、ポリオキシメチレン(POM)、ポリアミド、ポリブチレンテレフタレート(PBT)、PET/PC、PBT/PC、及び/又はこれらのコポリマーを含む、上記[1]~[9]のいずれか一つに記載のスペーサー(I)。
[11]少なくとも、第1のペイン(13)、第2のペイン(14)、及び前記第1のペイン(13)と前記第2のペイン(14)との間に配置されている上記[1]~[10]のいずれか一つに記載の周囲スペーサー(I)を含む絶縁グレージングユニット(II)であって、
- 前記第1のペイン(13)が、一次シーラント(17)を介して前記第1の側壁(2.1)に取り付けられており、
- 前記第2のペイン(14)が、一次シーラント(17)を介して前記第2の側壁(2.2)に取り付けられており、
- 内部ペイン間スペース(15)が、前記グレージング内壁(3)、前記第1のペイン(13)、及び前記第2のペイン(14)によって範囲を定められており、
- 外部ペイン間スペース(16)が、前記外壁(4)に取り付けられたバリアフィルム(12)、並びに前記第1のペイン(13)及び前記第2のペイン(14)よって範囲を定められており、
- 二次シーラント(18)が、前記外部ペイン間スペース(16)に配置されている、
絶縁グレージングユニット(II)。
[12]前記一次シーラント(17)が、前記バリアフィルム(12)がない前記側壁(2.1.2.2)の領域までずっと延在している、上記[11]に記載の絶縁グレージングユニット(II)。
[13]前記二次シーラント(18)が、前記第1のペイン(13)及び前記第2のペイン(14)に沿って適用されており、それによって、前記外壁(4)の中央領域(27)には、二次シーラントがないようにされている、上記[11]又は[12]に記載の絶縁グレージングユニット(II)。
[14]少なくとも下記を含む、上記[1]~[13]のいずれか一つに記載の絶縁グレージングユニット(II)を製造する方法:
- 上記[1]~[10]のいずれか一つに記載のスペーサー(I)を提供し、
- 前記スペーサー(I)を曲げて、一点で閉じるスペーサーフレームを形成し、
- 第1のペイン(13)及び第2のペイン(14)を提供し、
- 一次シーラント(17)を介して、前記第1のペイン(13)と前記第2のペイン(14)との間に前記スペーサー(I)を固定し、
- 前記ペイン(13、14)及び前記スペーサー(I)から構成されるペイン組立体をプレスし、かつ
- 外部ペイン間スペース(15)を二次シーラント(18)で少なくとも部分的に充填する。
[15]建物の内部グレージング、建物の外部グレージング、及び/又はファサードグレージングとしての、上記[11]~[13]のいずれか一つに記載の絶縁グレージングユニット(II)の使用。
FIG. 5 shows another possible embodiment of the insulating glazing unit II according to the present invention. The illustrated insulating glazing unit is substantially identical to that shown in FIG. The insulating glazing unit is distinguished by a
The invention disclosed herein includes:
[1] Spacer (I) for insulating glazing unit, including at least:
-Polymer hollow profile including: (1):
-First side wall (2.1) and second side wall (2.2) arranged parallel to it;
-Glazing inner wall (3) connecting the side walls (2.1, 2.2) to each other;
-Outer wall (4) arranged substantially parallel to the glazing inner wall (3) and connecting the side walls (2.1, 2.2) to each other;
-A hollow space (5) surrounded by the side wall (2.1, 2.2), the glazing inner wall (3), and the outer wall (4);
here,
-A first metal reinforcing element (6.1) is attached to the outside of the polymer hollow profile (1) in a first recess (7.1) provided for this purpose, thereby the reinforcing element. , Surrounding the corner between the first side wall (2.1) and the outer wall (4).
-A second metal reinforcing element (6.2) is attached to the outside of the polymer hollow profile (1) in a second recess (7.2) provided for this purpose, thereby the reinforcing element. , Surrounding the corner between the second side wall (2.2) and the outer wall (4).
-The first and second metal reinforcing elements (6.1, 6.2) are attached to the first and second recesses (7.1, 7.2), thereby. These elements are adapted to terminate in the same plane as the first and second side walls (2.1, 2.2) and the outer wall (4), respectively.
-The airtight and moisture-proof barrier film (12) is the first side wall (2.1) of the polymer hollow profile body (1), the first metal reinforcing element (6.1), and the outer wall (1). 4), the second metal reinforcing element (6.2), and the second side wall (2.2), where the two side walls (2) adjacent to the glazing inner wall (3). There is no barrier film (12) in the area of 2.1 and 2.2).
[2] The portion of the outer wall (4.1, 4.2) closest to the side wall (2.1, 2.2) is attached to the outer wall in the direction of the side wall (2.1, 2.2). It is tilted at an angle α (alpha) of 30 ° to 60 ° with respect to the first metal reinforcing element (6.1) and the second metal reinforcing element (6.2) twice. The spacer (I) according to the above [1], which is bent and the angle α (alpha) is preferably 45 °.
[3] The first metal reinforcing element (6.1) and the second metal reinforcing element (6.2) are adhered to the polymer hollow profile (1), preferably by thermoplastic polyurethane. The spacer (I) according to the above [1] or [2], which is adhered.
[4] The spacer (I) according to any one of the above [1] to [3], wherein the polymer hollow profile (1) does not contain glass fibers.
[5] The spacer (I) according to any one of the above [1] to [4], wherein the polymer hollow profile (1) has a substantially uniform wall thickness d.
[6] The spacer (I) according to the above [5], wherein the wall thickness d is 0.3 mm to 0.8 mm, preferably 0.5 mm to 0.6 mm.
[7] The first and second metal reinforcing elements (6.1, 6.2) contain or are made of aluminum, stainless steel, or steel, and are particularly preferably coated. The spacer (I) according to any one of the above [1] to [6], which is made of steel.
[8] The above-mentioned one of [1] to [7], wherein the first and second metal reinforcing elements (6.1, 6.2) are a metal film or a metal sheet. Spacer (I).
[9] The above-mentioned [1] to [9], wherein the first and second metal reinforcing elements (6.1, 6.2) have a thickness of 0.1 mm to 0.4 mm, preferably 0.2 mm. 8] The spacer (I) according to any one of.
[10] The polymer hollow profile (1) is polyethylene (PE), polycarbonate (PC), polypropylene (PP), polyethylene terephthalate (PET), polyethylene terephthalate-glycol (PETG), polyoxymethylene (POM), polyamide, and the like. The spacer (I) according to any one of the above [1] to [9], which comprises polybutylene terephthalate (PBT), PET / PC, PBT / PC, and / or a polymer thereof.
[11] At least, the first pane (13), the second pane (14), and the above [1] arranged between the first pane (13) and the second pane (14). ] To the insulating glazing unit (II) including the peripheral spacer (I) according to any one of [10].
-The first pane (13) is attached to the first side wall (2.1) via the primary sealant (17).
-The second pane (14) is attached to the second side wall (2.2) via the primary sealant (17).
-The space between the inner panes (15) is defined by the glazing inner wall (3), the first pane (13), and the second pane (14).
-The space between the external panes (16) is defined by the barrier film (12) attached to the outer wall (4), and the first pane (13) and the second pane (14). ,
-The secondary sealant (18) is located in the space between the outer panes (16).
Insulation glazing unit (II).
[12] The insulating glazing unit according to [11] above, wherein the primary sealant (17) extends all the way to the region of the side wall (2.1.2.2) without the barrier film (12). (II).
[13] The secondary sealant (18) is applied along the first pane (13) and the second pane (14), thereby the central region (27) of the outer wall (4). ) Shall be free of secondary sealants, the insulating glazing unit (II) according to [11] or [12] above.
[14] The method for producing the insulating glazing unit (II) according to any one of the above [1] to [13], which comprises at least the following:
-Providing the spacer (I) according to any one of the above [1] to [10],
-The spacer (I) is bent to form a spacer frame that closes at one point.
-Providing a first pane (13) and a second pane (14),
-The spacer (I) is fixed between the first pane (13) and the second pane (14) via the primary sealant (17).
-Press and press the pane assembly composed of the panes (13, 14) and the spacer (I).
-The space between the outer panes (15) is at least partially filled with the secondary sealant (18).
[15] Use of the insulating glazing unit (II) according to any one of the above [11] to [13] as internal glazing of a building, external glazing of a building, and / or façade glazing.
I スペーサー
II 絶縁グレージングユニット
1 中空プロファイル
2.1 第1の側壁
2.2 第2の側壁
3 グレージング内壁
4 外壁
5 中空空間
6.1 第1の金属補強要素
6.2 第2の金属補強要素
7.1 第1のくぼみ
7.2 第1のくぼみ
11 乾燥剤
12 気密性かつ防湿性のバリアフィルム/バリアコーティング
13 第1のペイン
14 第2のペイン
15 内部ペイン間スペース
16 外部ペイン間スペース
17 一次シーラント
18 二次シーラント
21 第1のペインの縁
22 第2のペインの縁
24 グレージング内壁の穿孔
26 外壁の外側領域
27 外壁の中央領域
I Spacer II Insulated glazing unit 1 Hollow profile 2.1 First side wall 2.2
Claims (15)
- 下記を含むポリマー中空プロファイル(1):
- 第1の側壁(2.1)及びこれと平行に配置されている第2の側壁(2.2);
- 前記側壁(2.1、2.2)を互いに結合しているグレージング内壁(3);
- 前記グレージング内壁(3)に実質的に平行に配置され、かつ前記側壁(2.1、2.2)を互いに結合している外壁(4);
- 前記側壁(2.1、2.2)、前記グレージング内壁(3)、及び前記外壁(4)によって囲まれた中空空間(5);
ここで、
- 第1の金属補強要素(6.1)が、このために設けられた第1のくぼみ(7.1)に前記ポリマー中空プロファイル(1)の外側で取り付けられ、それによって、この補強要素が、前記第1の側壁(2.1)と前記外壁(4)の間の角を包囲するようになっており、
- 第2の金属補強要素(6.2)が、このために設けられた第2のくぼみ(7.2)に前記ポリマー中空プロファイル(1)の外側で取り付けられ、それによって、この補強要素が、前記第2の側壁(2.2)と前記外壁(4)の間の角を包囲するようになっており、
- 前記第1及び前記第2の金属補強要素(6.1、6.2)が、前記第1及び前記第2のくぼみ(7.1、7.2)に取り付けられており、それによって、これらの要素が、それぞれ、前記第1及び前記第2の側壁(2.1、2.2)並びに前記外壁(4)と同一平面で終端するようになっており、
- 気密性かつ防湿性のバリアフィルム(12)が、前記ポリマー中空プロファイル本体(1)の前記第1の側壁(2.1)、前記第1の金属補強要素(6.1)、前記外壁(4)、前記第2の金属補強要素(6.2)、及び前記第2の側壁(2.2)に適用されており、ここで、前記グレージング内壁(3)に隣接する2つの前記側壁(2.1、2.2)の領域には、バリアフィルム(12)がない。 Spacer (I) for insulating glazing unit, including at least:
-Polymer hollow profile including: (1):
-First side wall (2.1) and second side wall (2.2) arranged parallel to it;
-Glazing inner wall (3) connecting the side walls (2.1, 2.2) to each other;
-Outer wall (4) arranged substantially parallel to the glazing inner wall (3) and connecting the side walls (2.1, 2.2) to each other;
-A hollow space (5) surrounded by the side wall (2.1, 2.2), the glazing inner wall (3), and the outer wall (4);
here,
-A first metal reinforcing element (6.1) is attached to the outside of the polymer hollow profile (1) in a first recess (7.1) provided for this purpose, thereby the reinforcing element. , Surrounding the corner between the first side wall (2.1) and the outer wall (4).
-A second metal reinforcing element (6.2) is attached to the outside of the polymer hollow profile (1) in a second recess (7.2) provided for this purpose, thereby the reinforcing element. , Surrounding the corner between the second side wall (2.2) and the outer wall (4).
-The first and second metal reinforcing elements (6.1, 6.2) are attached to the first and second recesses (7.1, 7.2), thereby. These elements are adapted to terminate in the same plane as the first and second side walls (2.1, 2.2) and the outer wall (4), respectively.
-The airtight and moisture-proof barrier film (12) is the first side wall (2.1) of the polymer hollow profile body (1), the first metal reinforcing element (6.1), and the outer wall (1). 4), the second metal reinforcing element (6.2), and the second side wall (2.2), where the two side walls (2) adjacent to the glazing inner wall (3). There is no barrier film (12) in the area of 2.1 and 2.2).
- 前記第1のペイン(13)が、一次シーラント(17)を介して前記第1の側壁(2.1)に取り付けられており、
- 前記第2のペイン(14)が、一次シーラント(17)を介して前記第2の側壁(2.2)に取り付けられており、
- 内部ペイン間スペース(15)が、前記グレージング内壁(3)、前記第1のペイン(13)、及び前記第2のペイン(14)によって範囲を定められており、
- 外部ペイン間スペース(16)が、前記外壁(4)に取り付けられたバリアフィルム(12)、並びに前記第1のペイン(13)及び前記第2のペイン(14)よって範囲を定められており、
- 二次シーラント(18)が、前記外部ペイン間スペース(16)に配置されている、
絶縁グレージングユニット(II)。 At least the first pane (13), the second pane (14), and claims 1 to 10 arranged between the first pane (13) and the second pane (14). An insulating glazing unit (II) including the peripheral spacer (I) according to any one of the above.
-The first pane (13) is attached to the first side wall (2.1) via the primary sealant (17).
-The second pane (14) is attached to the second side wall (2.2) via the primary sealant (17).
-The space between the internal panes (15) is defined by the glazing inner wall (3), the first pane (13), and the second pane (14).
-The space between the external panes (16) is defined by the barrier film (12) attached to the outer wall (4), and the first pane (13) and the second pane (14). ,
-The secondary sealant (18) is located in the space between the outer panes (16).
Insulation glazing unit (II).
- 請求項1~10のいずれか一項に記載のスペーサー(I)を提供し、
- 前記スペーサー(I)を曲げて、一点で閉じるスペーサーフレームを形成し、
- 第1のペイン(13)及び第2のペイン(14)を提供し、
- 一次シーラント(17)を介して、前記第1のペイン(13)と前記第2のペイン(14)との間に前記スペーサー(I)を固定し、
- 前記ペイン(13、14)及び前記スペーサー(I)から構成されるペイン組立体をプレスし、かつ
- 外部ペイン間スペース(15)を二次シーラント(18)で少なくとも部分的に充填する。 The method for producing an insulating glazing unit (II) according to any one of claims 11 to 13, which comprises at least the following:
-Providing the spacer (I) according to any one of claims 1 to 10, the spacer (I) is provided.
-The spacer (I) is bent to form a spacer frame that closes at one point.
-Providing a first pane (13) and a second pane (14),
-The spacer (I) is fixed between the first pane (13) and the second pane (14) via the primary sealant (17).
-The pane assembly composed of the panes (13, 14) and the spacer (I) is pressed and-the space between the external panes (15) is at least partially filled with the secondary sealant (18).
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP18167474.8 | 2018-04-16 | ||
| EP18167474 | 2018-04-16 | ||
| PCT/EP2019/056743 WO2019201530A1 (en) | 2018-04-16 | 2019-03-19 | Spacer having reinforcing elements |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2021517615A JP2021517615A (en) | 2021-07-26 |
| JP7052073B2 true JP7052073B2 (en) | 2022-04-11 |
Family
ID=62002075
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2020554404A Active JP7052073B2 (en) | 2018-04-16 | 2019-03-19 | Spacer with reinforcing elements |
Country Status (9)
| Country | Link |
|---|---|
| EP (1) | EP3781773B1 (en) |
| JP (1) | JP7052073B2 (en) |
| KR (1) | KR102567521B1 (en) |
| CN (1) | CN111936717A (en) |
| DE (1) | DE202019005906U1 (en) |
| DK (1) | DK3781773T3 (en) |
| ES (1) | ES2909754T3 (en) |
| PL (1) | PL3781773T3 (en) |
| WO (1) | WO2019201530A1 (en) |
Families Citing this family (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DK3781773T3 (en) | 2018-04-16 | 2022-04-11 | Saint Gobain | DISTANCE HOLDER WITH REINFORCEMENT ELEMENTS |
| WO2021259676A1 (en) | 2020-06-22 | 2021-12-30 | Saint-Gobain Glass France | Insulating glazing comprising a spacer having a reinforcing profile |
| WO2022179965A1 (en) | 2021-02-25 | 2022-09-01 | Saint-Gobain Glass France | Cold-bendable spacer having improved stiffness |
| CN115968419A (en) | 2021-08-11 | 2023-04-14 | 法国圣戈班玻璃厂 | Glass pane with a functional layer for suppressing colored reflections |
| WO2023198709A1 (en) | 2022-04-14 | 2023-10-19 | Saint-Gobain Glass France | Spacer having improved mechanical stiffness |
Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002503779A (en) | 1998-02-11 | 2002-02-05 | テヒノフオルム・カプラノ・ウント・ブルーンホーフエル・オーハーゲー | Spacer profiles for insulating plate units |
| JP2016531821A (en) | 2013-09-30 | 2016-10-13 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Multi-layer glass spacer |
| JP6126886B2 (en) | 2013-03-28 | 2017-05-10 | シーアイ化成株式会社 | Bag with fitting |
| JP2017534779A (en) | 2014-09-25 | 2017-11-24 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Spacers used in insulating glazing units |
| JP2018504536A (en) | 2014-12-08 | 2018-02-15 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Double glazing |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6126886U (en) * | 1984-07-25 | 1986-02-18 | サンデン株式会社 | double glazing |
| SI0852280T2 (en) | 1996-12-20 | 2009-12-31 | Saint Gobain | Spacer for multiple glazing |
| DE19807454A1 (en) | 1998-02-21 | 1999-08-26 | Ensinger | Plastics spacer for insulating glass panels |
| DE102010049806A1 (en) | 2010-10-27 | 2012-05-03 | Technoform Glass Insulation Holding Gmbh | Spacer profile and insulating disk unit with such a spacer profile |
| DE102011009359A1 (en) * | 2011-01-25 | 2012-07-26 | Technoform Glass Insulation Holding Gmbh | Spacer profile and insulating disk unit with such a spacer profile |
| KR101766175B1 (en) | 2012-01-13 | 2017-08-07 | 쌩-고벵 글래스 프랑스 | Spacer for insulating glazing units |
| JP6234560B2 (en) * | 2013-06-14 | 2017-11-22 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Spacer for triple insulation glass |
| EP3241972A1 (en) * | 2016-05-04 | 2017-11-08 | Technoform Glass Insulation Holding GmbH | Spacer for an insulating glazing unit |
| DK3781773T3 (en) | 2018-04-16 | 2022-04-11 | Saint Gobain | DISTANCE HOLDER WITH REINFORCEMENT ELEMENTS |
-
2019
- 2019-03-19 DK DK19711364.0T patent/DK3781773T3/en active
- 2019-03-19 DE DE202019005906.7U patent/DE202019005906U1/en active Active
- 2019-03-19 PL PL19711364T patent/PL3781773T3/en unknown
- 2019-03-19 CN CN201980026450.9A patent/CN111936717A/en active Pending
- 2019-03-19 KR KR1020207029328A patent/KR102567521B1/en active IP Right Grant
- 2019-03-19 JP JP2020554404A patent/JP7052073B2/en active Active
- 2019-03-19 ES ES19711364T patent/ES2909754T3/en active Active
- 2019-03-19 WO PCT/EP2019/056743 patent/WO2019201530A1/en unknown
- 2019-03-19 EP EP19711364.0A patent/EP3781773B1/en active Active
Patent Citations (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002503779A (en) | 1998-02-11 | 2002-02-05 | テヒノフオルム・カプラノ・ウント・ブルーンホーフエル・オーハーゲー | Spacer profiles for insulating plate units |
| JP6126886B2 (en) | 2013-03-28 | 2017-05-10 | シーアイ化成株式会社 | Bag with fitting |
| JP2016531821A (en) | 2013-09-30 | 2016-10-13 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Multi-layer glass spacer |
| JP2017534779A (en) | 2014-09-25 | 2017-11-24 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Spacers used in insulating glazing units |
| JP2018504536A (en) | 2014-12-08 | 2018-02-15 | サン−ゴバン グラス フランスSaint−Gobain Glass France | Double glazing |
Also Published As
| Publication number | Publication date |
|---|---|
| DE202019005906U1 (en) | 2023-02-14 |
| PL3781773T3 (en) | 2022-05-30 |
| EP3781773B1 (en) | 2022-03-16 |
| CN111936717A (en) | 2020-11-13 |
| JP2021517615A (en) | 2021-07-26 |
| ES2909754T3 (en) | 2022-05-10 |
| KR20200133241A (en) | 2020-11-26 |
| KR102567521B1 (en) | 2023-08-16 |
| DK3781773T3 (en) | 2022-04-11 |
| EP3781773A1 (en) | 2021-02-24 |
| WO2019201530A1 (en) | 2019-10-24 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP7052073B2 (en) | Spacer with reinforcing elements | |
| US9739085B2 (en) | Spacer for triple-insulated glazing units | |
| KR102056036B1 (en) | Spacer for insulating glazing units | |
| CA2385574C (en) | Sealant system for an insulating glass unit | |
| JP6395938B2 (en) | Multi-layer glass spacer | |
| JP6452822B2 (en) | Double glazing | |
| US6989188B2 (en) | Spacer profiles for double glazings | |
| JP6526812B2 (en) | Spacer for double glazing | |
| KR102017105B1 (en) | Method and apparatus for manufacturing triple insulation glazing | |
| JP7312331B2 (en) | Spacers with improved adhesion | |
| CN114981076A (en) | Spacer comprising interrupted adhesive layer | |
| JP2022503703A (en) | Spacer with metal sides | |
| CA3142978C (en) | Spacer for insulated glass units | |
| US20240110433A1 (en) | Spacer with coextruded hollow profile | |
| JP2023531226A (en) | Insulating glazing with spacers with reinforcing profiles |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20201005 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20211006 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20211102 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20211209 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20220301 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20220330 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 7052073 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |