JP6923272B2 - Shafts and frames for badminton rackets, tennis rackets, golf clubs, snowboards, or bicycles - Google Patents
Shafts and frames for badminton rackets, tennis rackets, golf clubs, snowboards, or bicycles Download PDFInfo
- Publication number
- JP6923272B2 JP6923272B2 JP2017130722A JP2017130722A JP6923272B2 JP 6923272 B2 JP6923272 B2 JP 6923272B2 JP 2017130722 A JP2017130722 A JP 2017130722A JP 2017130722 A JP2017130722 A JP 2017130722A JP 6923272 B2 JP6923272 B2 JP 6923272B2
- Authority
- JP
- Japan
- Prior art keywords
- carbon fiber
- shaft
- racket
- carbon fibers
- carbon
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 229920000049 Carbon (fiber) Polymers 0.000 claims description 158
- 239000004917 carbon fiber Substances 0.000 claims description 158
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical group C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 claims description 100
- 239000010410 layer Substances 0.000 claims description 97
- 239000002131 composite material Substances 0.000 claims description 39
- 229920005989 resin Polymers 0.000 claims description 27
- 239000011347 resin Substances 0.000 claims description 27
- 239000002041 carbon nanotube Substances 0.000 claims description 23
- 239000011247 coating layer Substances 0.000 claims description 21
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 4
- 229910021393 carbon nanotube Inorganic materials 0.000 claims description 4
- 238000012360 testing method Methods 0.000 description 28
- 239000006185 dispersion Substances 0.000 description 22
- 238000005259 measurement Methods 0.000 description 18
- 239000007788 liquid Substances 0.000 description 15
- 239000011159 matrix material Substances 0.000 description 15
- 239000004918 carbon fiber reinforced polymer Substances 0.000 description 12
- 238000013016 damping Methods 0.000 description 12
- 238000000034 method Methods 0.000 description 12
- 238000004519 manufacturing process Methods 0.000 description 11
- ZWEHNKRNPOVVGH-UHFFFAOYSA-N 2-Butanone Chemical compound CCC(C)=O ZWEHNKRNPOVVGH-UHFFFAOYSA-N 0.000 description 9
- 238000006073 displacement reaction Methods 0.000 description 9
- 238000007689 inspection Methods 0.000 description 9
- 238000004513 sizing Methods 0.000 description 8
- 239000003822 epoxy resin Substances 0.000 description 7
- 229920000647 polyepoxide Polymers 0.000 description 7
- 238000005452 bending Methods 0.000 description 6
- 238000010438 heat treatment Methods 0.000 description 6
- 238000000465 moulding Methods 0.000 description 6
- 230000000052 comparative effect Effects 0.000 description 5
- 238000004804 winding Methods 0.000 description 5
- WYURNTSHIVDZCO-UHFFFAOYSA-N Tetrahydrofuran Chemical compound C1CCOC1 WYURNTSHIVDZCO-UHFFFAOYSA-N 0.000 description 4
- 239000003054 catalyst Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 4
- 238000011156 evaluation Methods 0.000 description 4
- 238000009863 impact test Methods 0.000 description 4
- VLKZOEOYAKHREP-UHFFFAOYSA-N n-Hexane Chemical compound CCCCCC VLKZOEOYAKHREP-UHFFFAOYSA-N 0.000 description 4
- 230000008569 process Effects 0.000 description 4
- CSCPPACGZOOCGX-UHFFFAOYSA-N Acetone Chemical compound CC(C)=O CSCPPACGZOOCGX-UHFFFAOYSA-N 0.000 description 3
- LFQSCWFLJHTTHZ-UHFFFAOYSA-N Ethanol Chemical compound CCO LFQSCWFLJHTTHZ-UHFFFAOYSA-N 0.000 description 3
- XEKOWRVHYACXOJ-UHFFFAOYSA-N Ethyl acetate Chemical compound CCOC(C)=O XEKOWRVHYACXOJ-UHFFFAOYSA-N 0.000 description 3
- KFZMGEQAYNKOFK-UHFFFAOYSA-N Isopropanol Chemical compound CC(C)O KFZMGEQAYNKOFK-UHFFFAOYSA-N 0.000 description 3
- OKKJLVBELUTLKV-UHFFFAOYSA-N Methanol Chemical compound OC OKKJLVBELUTLKV-UHFFFAOYSA-N 0.000 description 3
- YXFVVABEGXRONW-UHFFFAOYSA-N Toluene Chemical compound CC1=CC=CC=C1 YXFVVABEGXRONW-UHFFFAOYSA-N 0.000 description 3
- 238000005411 Van der Waals force Methods 0.000 description 3
- 238000006243 chemical reaction Methods 0.000 description 3
- 239000002270 dispersing agent Substances 0.000 description 3
- 239000002612 dispersion medium Substances 0.000 description 3
- 238000001035 drying Methods 0.000 description 3
- 230000000694 effects Effects 0.000 description 3
- 239000000835 fiber Substances 0.000 description 3
- 239000007789 gas Substances 0.000 description 3
- 229910052751 metal Inorganic materials 0.000 description 3
- 239000002184 metal Substances 0.000 description 3
- 238000002360 preparation method Methods 0.000 description 3
- 230000002441 reversible effect Effects 0.000 description 3
- RTZKZFJDLAIYFH-UHFFFAOYSA-N Diethyl ether Chemical compound CCOCC RTZKZFJDLAIYFH-UHFFFAOYSA-N 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 239000004677 Nylon Substances 0.000 description 2
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 2
- QAOWNCQODCNURD-UHFFFAOYSA-N Sulfuric acid Chemical compound OS(O)(=O)=O QAOWNCQODCNURD-UHFFFAOYSA-N 0.000 description 2
- 230000009471 action Effects 0.000 description 2
- 239000000654 additive Substances 0.000 description 2
- 239000000853 adhesive Substances 0.000 description 2
- 230000001070 adhesive effect Effects 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 239000000839 emulsion Substances 0.000 description 2
- 239000012535 impurity Substances 0.000 description 2
- 238000010030 laminating Methods 0.000 description 2
- 239000002048 multi walled nanotube Substances 0.000 description 2
- 229920001778 nylon Polymers 0.000 description 2
- 239000012783 reinforcing fiber Substances 0.000 description 2
- 229910052710 silicon Inorganic materials 0.000 description 2
- 239000010703 silicon Substances 0.000 description 2
- 239000000758 substrate Substances 0.000 description 2
- 239000004094 surface-active agent Substances 0.000 description 2
- YLQBMQCUIZJEEH-UHFFFAOYSA-N tetrahydrofuran Natural products C=1C=COC=1 YLQBMQCUIZJEEH-UHFFFAOYSA-N 0.000 description 2
- 238000002230 thermal chemical vapour deposition Methods 0.000 description 2
- 238000012935 Averaging Methods 0.000 description 1
- 239000004215 Carbon black (E152) Substances 0.000 description 1
- 239000004593 Epoxy Substances 0.000 description 1
- JOYRKODLDBILNP-UHFFFAOYSA-N Ethyl urethane Chemical compound CCOC(N)=O JOYRKODLDBILNP-UHFFFAOYSA-N 0.000 description 1
- GRYLNZFGIOXLOG-UHFFFAOYSA-N Nitric acid Chemical compound O[N+]([O-])=O GRYLNZFGIOXLOG-UHFFFAOYSA-N 0.000 description 1
- CTQNGGLPUBDAKN-UHFFFAOYSA-N O-Xylene Chemical compound CC1=CC=CC=C1C CTQNGGLPUBDAKN-UHFFFAOYSA-N 0.000 description 1
- XBDQKXXYIPTUBI-UHFFFAOYSA-M Propionate Chemical compound CCC([O-])=O XBDQKXXYIPTUBI-UHFFFAOYSA-M 0.000 description 1
- KXKVLQRXCPHEJC-UHFFFAOYSA-N acetic acid trimethyl ester Natural products COC(C)=O KXKVLQRXCPHEJC-UHFFFAOYSA-N 0.000 description 1
- 239000002253 acid Substances 0.000 description 1
- 230000004523 agglutinating effect Effects 0.000 description 1
- 150000001298 alcohols Chemical class 0.000 description 1
- 229910052782 aluminium Inorganic materials 0.000 description 1
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 1
- 238000000137 annealing Methods 0.000 description 1
- 238000001241 arc-discharge method Methods 0.000 description 1
- 239000012298 atmosphere Substances 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 238000010586 diagram Methods 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 239000010408 film Substances 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 238000010304 firing Methods 0.000 description 1
- 239000006260 foam Substances 0.000 description 1
- 239000002803 fossil fuel Substances 0.000 description 1
- 238000007429 general method Methods 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- 229930195733 hydrocarbon Natural products 0.000 description 1
- 150000002430 hydrocarbons Chemical class 0.000 description 1
- 230000001771 impaired effect Effects 0.000 description 1
- 230000006872 improvement Effects 0.000 description 1
- 239000011261 inert gas Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 238000002955 isolation Methods 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 239000007769 metal material Substances 0.000 description 1
- 238000012986 modification Methods 0.000 description 1
- 230000004048 modification Effects 0.000 description 1
- 229910017604 nitric acid Inorganic materials 0.000 description 1
- 229920006287 phenoxy resin Polymers 0.000 description 1
- 239000013034 phenoxy resin Substances 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 238000010008 shearing Methods 0.000 description 1
- 239000007787 solid Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 230000003068 static effect Effects 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
- 229920002803 thermoplastic polyurethane Polymers 0.000 description 1
- 229920005992 thermoplastic resin Polymers 0.000 description 1
- 229920001187 thermosetting polymer Polymers 0.000 description 1
- 239000010409 thin film Substances 0.000 description 1
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 1
- 239000002023 wood Substances 0.000 description 1
- 239000008096 xylene Substances 0.000 description 1
Images

















Landscapes
- Golf Clubs (AREA)
- Reinforced Plastic Materials (AREA)
- Laminated Bodies (AREA)
- Chemical Or Physical Treatment Of Fibers (AREA)
Description
本発明は、バドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、ゴルフクラブあるいはスノーボードのシャフトに関する。 The present invention relates to any shaft or frame of a badminton racket, a tennis racket, and a bicycle, or a shaft of a golf club or a snowboard.
強化繊維を母材である樹脂中に分散させた繊維強化成形品は、力学特性や寸法安定性に優れることから、幅広い分野で使用されている。炭素繊維の表面に、複数のCNTが絡み付いてCNTネットワーク薄膜が形成された構造を有するCNT/炭素繊維複合素材が、強化繊維として提案されている(例えば、特許文献1)。 Fiber-reinforced molded products in which reinforcing fibers are dispersed in a resin as a base material are used in a wide range of fields because of their excellent mechanical properties and dimensional stability. A CNT / carbon fiber composite material having a structure in which a plurality of CNTs are entwined on the surface of carbon fibers to form a CNT network thin film has been proposed as a reinforcing fiber (for example, Patent Document 1).
連続した炭素繊維を数千〜数万の単位で束ねた炭素繊維束は、低密度、高比強度、高比弾性率といった優れた特性を有している。こうした炭素繊維束に樹脂を含浸させて得られるプリプレグは、スポーツ用具、例えば、バドミントンラケット、テニスラケット、ゴルフクラブのシャフト及びフレームなどに用いられている(例えば、特許文献1及び2)。 A carbon fiber bundle in which continuous carbon fibers are bundled in units of thousands to tens of thousands has excellent properties such as low density, high specific strength, and high specific elastic modulus. The prepreg obtained by impregnating such a carbon fiber bundle with a resin is used for sports equipment such as a badminton racket, a tennis racket, a shaft and a frame of a golf club (for example, Patent Documents 1 and 2).
しかしながら、炭素繊維束は、強度が高いものの、しなり難いという問題があった。例えばバドミントンラケットのシャフトは、しなりが大きいと、打ったシャトルのスピードをより速くすることができる。 However, although the carbon fiber bundle has high strength, there is a problem that it is difficult to bend. For example, the shaft of a badminton racket can make the speed of the shuttle hit faster if the bending is large.
本発明は、強度を維持しつつ、しなりを大きくすることができるバドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、ゴルフクラブあるいはスノーボードのシャフトを提供することを目的とする。 An object of the present invention is to provide a badminton racket, a tennis racket, and a shaft or frame of any of a bicycle, or a shaft of a golf club or a snowboard, which can increase the bending while maintaining the strength. do.
本発明に係るバドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、ゴルフクラブあるいはスノーボードのシャフトは、筒状の内層と、前記内層の外側に軸を中心として同心円状に積層された被覆層とを備えるシャフトであって、前記内層及び前記被覆層のうち、少なくとも一層が、配列した複合素材と樹脂硬化物とを含む炭素繊維強化成形体であって、前記複合素材は、複数の連続した炭素繊維が配列した炭素繊維束と、前記炭素繊維のそれぞれの表面に付着したカーボンナノチューブとを有することを特徴とする。 The shaft or frame of any of the badminton racket, the tennis racket, and the bicycle, or the shaft of the golf club or the snowboard according to the present invention is concentrically laminated with the tubular inner layer on the outside of the inner layer about the axis. A shaft including a coated coating layer, wherein at least one of the inner layer and the coating layer is a carbon fiber reinforced molded body containing an arranged composite material and a cured resin product, and the composite material is: It is characterized by having a carbon fiber bundle in which a plurality of continuous carbon fibers are arranged and carbon nanotubes attached to the surfaces of the carbon fibers.
本発明によれば、内層、及び、前記被覆層のうち最も外側の外層、の少なくとも一方が炭素繊維強化成形体であることから、強度を維持しつつ、しなりを大きくすることができる。 According to the present invention, since at least one of the inner layer and the outermost outer layer of the coating layer is a carbon fiber reinforced molded product, it is possible to increase the bending while maintaining the strength.
以下、図面を参照して本発明の実施形態について詳細に説明する。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings.
1.第1実施形態
(全体構成)
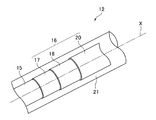
図1に示すバドミントンラケットは、フレーム11と、シャフト12と、グリップ14とを備える。フレーム11は、正面視において、環状に形成されている。フレーム11には、図示しないが、ストリングが張られる。シャフト12は、一端がフレーム11に接合され、他端がグリップ14に接合されている。
1. 1. 1st Embodiment (overall configuration)
The badminton racket shown in FIG. 1 includes a
図2に示すように、シャフト12は、筒状の内層15と、前記内層15の外側に軸Xを中心として同心円状に積層された被覆層16とを備える。本図において被覆層16は、第1中間層17、第2中間層18、第3中間層19、シャフト12の最も外側の外層20を有する。シャフト12は、外層20の外表面に塗装層21を有してもよい。
As shown in FIG. 2, the
内層15及び被覆層16のうち、少なくとも1層は、炭素繊維強化成形体で形成されている。本実施形態では、外層20が、炭素繊維成形体で形成されている場合について説明する。炭素繊維強化成形体は、後述する複合素材と、当該複合素材にマトリックス樹脂を含浸させたシート状の高強度プリプレグを、1〜4巻きして硬化させたものである。炭素繊維強化成形体における複合素材の目付量は、45〜325g/m2が好ましい。
Of the
内層15、第1中間層17、第2中間層18、第3中間層19は複合成形体としての炭素繊維成形体で形成してもよい。炭素繊維成形体は、炭素繊維束に上記マトリックス樹脂を含浸させたシート状のプリプレグを、1〜4巻きして硬化させたものである。炭素繊維成形体は、従来のCFRP(Carbon Fiber Reinforced Plastics)を用いることができる。
The
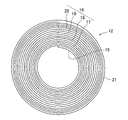
図3に示すように、シャフト12は、全体として筒状であり、それぞれ1〜4巻きの内層15及び被覆層16を備え、合計で8〜16巻き(本図の場合、15巻き)である。シャフト12の外径は、6.4〜6.9mmが好ましく、6.4〜6.8mmがより好ましい。
As shown in FIG. 3, the
外層20の炭素繊維強化成形体に含まれる炭素繊維の長手方向は、軸Xに対し平行である必要はなく、傾いていることが好ましい。内層15、第1中間層17、第2中間層18、第3中間層19、及び外層20にそれぞれ含まれる炭素繊維は、炭素繊維の長手方向が、重なり合う他の層の炭素繊維と交差するように、配置されるのが好ましい。シャフト12は、内部に発泡体などの低比重の部材を詰め、中実状の部材としてもよい。
The longitudinal direction of the carbon fibers contained in the carbon fiber reinforced molded product of the
図4に示すように、本実施形態の複合素材22は、複数の連続した炭素繊維24が一方向に配列した炭素繊維束23を備えている。炭素繊維24は、直径が約5〜20μmであり、化石燃料由来の有機繊維や、木材や植物繊維由来の有機繊維の焼成によって得られる。
As shown in FIG. 4, the
図面には、説明のために10本のみの炭素繊維24を示しているが、本実施形態における炭素繊維束23は、1千〜10万本の炭素繊維24を含むことができる。炭素繊維束23を構成している炭素繊維24は、実質的に互いに絡まり合うことなく直線性を保っている。こうした炭素繊維24を含む本実施形態の複合素材22は、厚み方向に炭素繊維24が3〜30本並んだ帯状である。
Although the drawings show only 10
各炭素繊維24の表面には、CNT25が付着している。CNT25は、炭素繊維24の表面のほぼ全体で均等に分散して絡み合うことで、互いに直接接触ないしは直接接続されてネットワーク構造を形成することができる。CNT25同士の間には、界面活性剤などの分散剤や接着剤等の介在物が存在しないことが好ましい。また、CNT25は、炭素繊維24の表面に直接付着している。ここでいう接続とは、物理的な接続(単なる接触)を含む。また、ここでいう付着とは、ファンデルワールス力による結合をいう。さらに「直接接触ないし直接接続」とは、複数のCNTが単に接触している状態を含む他に、複数のCNTが一体的になって接続している状態を含む。
CNT 25 is attached to the surface of each
CNT25の長さは、0.1〜50μmであるのが好ましい。CNT25は長さが0.1μm以上であると、CNT25同士が絡まり合って直接接続される。またCNT25は長さが50μm以下であると、均等に分散しやすくなる。一方、CNT25は長さが0.1μm未満であるとCNT25同士が絡まりにくくなる。またCNT25は長さが50μm超であると凝集しやすくなる。
The length of the
CNT25は、平均直径約30nm以下であるのが好ましい。CNT25は直径が30nm以下であると、柔軟性に富み、各炭素繊維24の表面でネットワーク構造を形成することができる。一方、CNT25は直径が30nm超であると、柔軟性がなくなり、各炭素繊維24表面でネットワーク構造を形成しにくくなる。なお、CNT25の直径は透過型電子顕微鏡(TEM:Transmission Electron Microscope)写真を用いて測定した平均直径とする。CNT25は、平均直径が約20nm以下であるのがより好ましい。
The
複数のCNT25は、炭素繊維束23中の炭素繊維24のそれぞれの表面に、均一に付着していることが好ましい。また、個々のCNT25は、炭素繊維24同士をつなぐことなく、単一の炭素繊維24の表面に存在していることが好ましい。炭素繊維24表面におけるCNT25の付着状態は、走査型電子顕微鏡(SEM:Scanning Electron Microscope)により観察し、得られた画像を目視により評価することができる。
It is preferable that the plurality of
さらに、複数のCNT25が付着している炭素繊維24の表面の少なくとも一部は、サイジング剤と称される樹脂で覆われている。サイジング剤としては、一般的にはウレタンエマルジョンやエポキシエマルジョンが用いられる。
Further, at least a part of the surface of the
上述したとおり、炭素繊維束23に含まれている炭素繊維24は、実質的に互いに絡まり合うことなく直線性を保っている。炭素繊維束23中における炭素繊維24の絡まり合いは、炭素繊維24同士の直線性により評価できる。
As described above, the
図5を参照して、炭素繊維24同士の直線性を評価する方法を説明する。評価には、上下に移動可能な横棒部34が起立部32に設けられた支持台30を用いることができる。複合素材22は、所定長さ(例えば、150〜300mm程度)に切断して測定用サンプル22Aを用意する。
A method of evaluating the linearity between the
測定用サンプル22Aは、長手方向を上下にし、一端に連結部材36を介して横棒部34に取り付ける。測定用サンプル22Aが弛まないように、適切な重さの錘28を測定用サンプル22Aの他端に接続する。錘28の重さは、測定用サンプル22Aの本来の長さが維持されるように選択される。適切な重さの錘28を用いることによって、測定用サンプル22Aは、支持台30の横棒部34から安定に吊り下げられる。
The
支持台30の起立部32には、検査針27(直径0.55mm)が横方向に延びて設けられている。測定用サンプル22Aの長手方向を横切って検査針27を刺し、横棒部34を上方に移動させることで、測定用サンプル22Aと検査針27とを相対的に移動させる。移動速度は300mm/minとし、移動距離は40mmとする。
An inspection needle 27 (diameter 0.55 mm) is provided on the
検査針27には、図示しないロードセルが接続されている。測定用サンプル22Aと検査針27とを相対的に移動させる際、これらの間に作用する荷重がロードセルにより測定される。測定された荷重が小さいほど、炭素繊維束23における炭素繊維24(図4参照)は直線性が優れている。すなわち、炭素繊維束23に含まれている炭素繊維24同士は、絡まり合いが少ないことになる。
A load cell (not shown) is connected to the
本実施形態の複合素材22は、所定の条件で検査針27と相対的に移動させた際、複合素材22と検査針27との間に作用する荷重の最大値が0.5N未満であるので、複数の連続した炭素繊維24は、実質的に絡まり合うことなく直線性を保って一方向に配列している。
When the
複合素材22と検査針27との間に作用する荷重の平均値は、0.4N未満であることが好ましい。作用する荷重の平均値は、複合素材22と検査針27とを40mm相対的に移動させる間に810点の荷重を測定し、その810点の荷重の平均として算出する。
The average value of the loads acting between the
(製造方法)
次に、本実施形態に係るシャフト12の製造方法について説明する。シャフト12は、複合素材を作製する工程、高強度プリプレグを作製する工程、高強度プリプレグを内層15、第1中間層17、第2中間層18、及び第3中間層19に対し同心円状に巻き付ける工程、マトリックス樹脂を硬化する工程を経ることにより作製することができる。
(Production method)
Next, a method of manufacturing the
複合素材22は、CNT25が単離分散したCNT分散液(以下、単に分散液とも称する)中に、複数の炭素繊維24を含む炭素繊維束23を浸漬して走行させて、炭素繊維24のそれぞれの表面にCNT25を付着させることにより製造することができる。以下、各工程について順に説明する。
The
(分散液の調製)
分散液の調製には、以下のようにして製造されたCNT25を用いることができる。CNT25は、例えば特開2007−126311号公報に記載されているような熱CVD法を用いてシリコン基板上にアルミニウム、鉄からなる触媒膜を成膜し、CNTの成長のための触媒金属を微粒子化し、加熱雰囲気中で炭化水素ガスを触媒金属に接触させることによって、作製することができる。
(Preparation of dispersion)
A
不純物を極力含まないCNTであれば、アーク放電法、レーザ蒸発法などその他の方法により作製されたCNTを使用してもよい。製造後のCNTを不活性ガス中で高温アニールすることで、不純物を除去することができる。こうして製造されるCNTは、直径が30nm以下で長さが数100μmから数mmという高いアスペクト比と直線性とを備えている。CNTは、単層および多層のいずれでもよいが、好ましくは多層である。 As long as the CNTs do not contain impurities as much as possible, CNTs produced by other methods such as an arc discharge method and a laser evaporation method may be used. Impurities can be removed by annealing the manufactured CNTs in an inert gas at a high temperature. The CNTs produced in this way have a high aspect ratio and linearity with a diameter of 30 nm or less and a length of several hundred μm to several mm. The CNT may be either single-walled or multi-walled, but is preferably multi-walled.
上記のように作製されたCNT25を用いて、CNT25が単離分散した分散液を調製する。単離分散とは、CNT25が1本ずつ物理的に分離して絡み合わずに分散媒中に分散している状態をいい、2以上のCNT25が束状に集合した集合物の割合が10%以下である状態をさす。
Using the
分散液は、ホモジナイザーやせん断力、超音波分散機などによりCNT25の分散の均一化を図る。分散媒としては、水、エタノール、メタノール、イソプロピルアルコールなどのアルコール類;トルエン、アセトン、テトラヒドロフラン(THF)、メチルエチルケトン(MEK)、ヘキサン、ノルマルヘキサン、エチルエーテル、キシレン、酢酸メチル、酢酸エチルなどの有機溶媒を用いることができる。
For the dispersion liquid, a homogenizer, a shearing force, an ultrasonic disperser, or the like is used to make the dispersion of
分散液の調製には、分散剤、界面活性剤等の添加剤は必ずしも必要とされないが、炭素繊維24およびCNT25の機能を阻害しない範囲であれば、こうした添加剤を用いてもよい。
Additives such as a dispersant and a surfactant are not always required for the preparation of the dispersion liquid, but such additives may be used as long as the functions of the
(CNTの付着)
上記のようにして調製した分散液中に、炭素繊維束23を浸漬して所定の条件で走行させつつ、分散液に機械的エネルギーを付与することで炭素繊維24表面にCNT25を付着させる。
(Adhesion of CNT)
The
図6を参照して、炭素繊維24にCNT25を付着させる工程を説明する。分散液46が収容されたCNT付着槽40内には、炭素繊維束23を矢印A方向に走行させるためのガイドローラー42が複数配置されている。ガイドローラー42は、図7の側面図に示すように、直径D0が50mm、長さL0が100mmの平ローラーである。
The step of adhering the
炭素繊維束23は、厚み方向に炭素繊維24が3〜20本並んだ帯状である。ガイドローラー42の長さL0が炭素繊維束23の幅wに対して十分に大きい。炭素繊維束23は、より小さい巻付角(90°以下)でガイドローラー42に巻き付けられるのが好ましい。ガイドローラー42は、炭素繊維束23を直線状に走行させるように配置するのが好ましい。
The
炭素繊維束23は、ガイドローラー42に確実に支持されて、収縮せずに分散液46中を走行することができる。炭素繊維束23に含まれている炭素繊維24は、ガイドローラー42に支持された状態で引張りを受けることで、絡まり合いが低減されて直線性が向上する。
The
図7に示すように、複数のガイドローラー42によって、炭素繊維束23はCNT付着槽40内の一定の深さを、過度な負荷を受けずに走行速度で走行する。走行中、炭素繊維束23は屈曲されることがないので、炭素繊維束23に含まれている炭素繊維24が絡まり合うおそれは低減される。炭素繊維束23の走行速度は、1〜20m/min程度とすることが好ましい。走行速度が遅いほど、炭素繊維束23における炭素繊維24の直線性を高めることができる。
As shown in FIG. 7, the plurality of
分散液46に対しては、上述したような機械的エネルギーを付与する。これによって、分散液46中では、CNT25が分散する状態と凝集する状態とが常時発生する可逆的反応状態が作り出される。
The mechanical energy as described above is applied to the
可逆的反応状態にある分散液中に、複数の連続した炭素繊維24を含む炭素繊維束23が浸漬されると、炭素繊維24表面においてもCNT25の分散状態と凝集状態との可逆的反応状態が起こる。CNT25は、分散状態から凝集状態に移る際、炭素繊維24表面に付着する。
When the
凝集する際は、CNT25にファンデルワールス力が作用しており、このファンデルワールス力により炭素繊維24表面にCNT25が付着する。こうして、炭素繊維束23中の炭素繊維24それぞれの表面にCNT25が付着した炭素繊維束23が得られる。
When agglutinating, a van der Waals force acts on the
その後、サイジング処理および乾燥を行って、本実施形態の複合素材22が製造される。サイジング処理は、一般的なサイジング剤を用いて一般的な方法により行うことができる。乾燥は、サイジング処理後の炭素繊維束を、例えばホットプレート上に載置して達成することができる。
Then, sizing treatment and drying are performed to produce the
続いて、高強度プリプレグは、複合素材22にマトリックス樹脂を含浸させて、当該マトリックス樹脂を半硬化させて作製することができる。マトリックス樹脂は、特に限定されないが、エポキシ樹脂等の熱硬化性樹脂、フェノキシ樹脂やナイロン等の熱可塑性樹脂等が挙げられる。複合素材22は、炭素繊維束23における炭素繊維24同士の絡まり合いが実質的に存在しないので、高強度プリプレグにおいても、炭素繊維24同士が絡まり合うことはない。しかも、炭素繊維束23中における炭素繊維24それぞれの表面には、CNT25が良好に付着している。
Subsequently, the high-strength prepreg can be produced by impregnating the
こうした複合素材22にマトリックス樹脂を含浸した高強度プリプレグは、炭素繊維24同士の絡み合いに起因する強度、特に長手方向の引張強度が低下するおそれは極めて小さいため、炭素繊維束23の特性が十分に発揮される。これに加えて、各炭素繊維24の表面にはCNT25が良好に付着しているので、得られる高強度プリプレグは、CNT由来の特性も十分に発揮することができる。
Since the high-strength prepreg in which the
上記のようにして作製された高強度プリプレグは、所定の長さに裁断され、第3中間層19の外側に巻き付けられる。まず、図示しない柱状体に内層15となるプリプレグを2〜4巻きする。順次、炭素繊維の長手方向を変えながら、第1中間層17、第2中間層18、第3中間層19を2〜4巻きし、そして外層20となる高強度プリプレグをそれぞれ2〜4巻きする。
The high-strength prepreg produced as described above is cut to a predetermined length and wound around the outside of the third
この状態で、圧力を付与しながら、マトリックス樹脂を加熱硬化させて樹脂硬化物とする。熱と圧力を付与する方法としては、例えばプレス成形、オートクレーブ成形、真空圧成形、シートワインディング法および内圧成形法が挙げられる。マトリックス樹脂としてエポキシ樹脂を用いる場合には、80〜180℃で0.5〜5時間の加熱により樹脂硬化物が得られる。最後に柱状体を取り除くことにより、シャフト12を得ることができる。
In this state, the matrix resin is heat-cured to obtain a cured resin while applying pressure. Examples of the method of applying heat and pressure include press molding, autoclave molding, vacuum pressure molding, sheet winding method and internal pressure molding method. When an epoxy resin is used as the matrix resin, a cured resin product can be obtained by heating at 80 to 180 ° C. for 0.5 to 5 hours. Finally, the
(作用及び効果)
上記のシャフト12は、外層20が炭素繊維強化成形体であることから、強度を維持しつつ、しなりを大きくすることができる。したがって当該シャフト12を備えたバドミントンのラケットは、打ったシャトルのスピードをより速くすることができる。
(Action and effect)
Since the
炭素繊維強化成形体は、複合素材22に含まれている炭素繊維24の表面にCNTが付着していることにより、CNTを含まない以外は同じ構成の従来のCFRPに比べ、制振性が高い。制振性が高いことにより、炭素繊維強化成形体は、与えられた衝撃をより速く吸収することができる。
The carbon fiber reinforced molded product has higher vibration damping properties than the conventional CFRP having the same configuration except that it does not contain CNTs because CNTs are attached to the surface of the
2.第2実施形態
(全体構成)
図8に示すテニスラケット51は、フレーム52と、シャフト54と、グリップ56とを備える。フレーム52は、正面視において、楕円の環状に形成されている。フレーム52にはストリング60が張られる。シャフト54は、一端がフレーム52に接続され、他端がグリップ56に接続されている。シャフト54は、グリップ56からフレーム52に向かって二股に分岐している。フレーム52とシャフト54の間には、ヨーク58が設けられている。グリップ56は、外側に樹脂製のカバーが設けられており、当該カバーの表面にグリップテープが巻きつけられている。
2. Second embodiment (overall configuration)
The
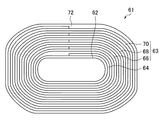
フレーム52、シャフト54、グリップ56、及びヨーク58(以下、ラケット本体61と呼ぶ)は、図9に示すように、筒状の芯体62と、前記芯体62の外側に積層された内層64と被覆層63とを備える。本図において被覆層63は、第1中間層66、第2中間層68、ラケット本体の最も外側の外層70を有する。ラケット本体61は、外層70の外表面に塗装層72を有してもよい。
As shown in FIG. 9, the
内層64及び被覆層63のうちいずれか1層、本実施形態の場合、外層70が上記炭素繊維強化成形体で形成されている。炭素繊維強化成形体における複合素材の目付量は、45〜325g/m2が好ましい。内層64、第1中間層66、第2中間層68は複合成形体としての上記炭素繊維成形体で形成してもよい。ラケット本体61は、全体として筒状であり、合計で8〜16巻き(本図の場合、15巻き)の被覆層63を備える。
One of the
外層70の炭素繊維強化成形体に含まれる炭素繊維の長手方向は、軸方向に対し平行である必要はなく、傾いていることが好ましい。内層64、第1中間層66、第2中間層68、及び外層70にそれぞれ含まれる炭素繊維は、炭素繊維の長手方向が、重なり合う他の層の炭素繊維と交差するように、配置されるのが好ましい。ラケット本体61は、炭素繊維が交差するように配置されることにより、高速で加えられた荷重(衝撃)をより速く吸収することができる。
The longitudinal direction of the carbon fibers contained in the carbon fiber reinforced molded body of the
(製造方法)
次に、本実施形態に係るラケット本体61の製造方法について説明する。ラケット本体61は、複合素材を作製する工程、高強度プリプレグを作製する工程、筒体を形成する工程、金型にて成型する工程を経ることにより作製することができる。複合素材を作製する工程、高強度プリプレグを作製する工程は、上記第1実施形態と同じであるので、説明を省略する。
(Production method)
Next, a method of manufacturing the racket
筒体を形成する工程について説明する。筒体は、ヨーク58を除くラケット本体61の全長に相当する長さを有する。図10に示すように、マンドレル74の外周に、芯体76を嵌め込む。マンドレル74は、ラケット本体61の全長に相当する長さを有する金属製の棒状部材である。芯体76は、可撓性を有し、樹脂、例えばナイロンチューブである。次いで芯体76の外側に内層64、第1中間層66、第2中間層68となるプリプレグ78を、順次炭素繊維の長手方向を変えながら、それぞれ2〜4巻きする。続いて、外層70となる高強度プリプレグを2〜4巻きする。マンドレル74を抜き取ることにより、筒体が形成される。
The process of forming the tubular body will be described. The cylinder has a length corresponding to the total length of the
次いで、金型にて成型する工程について説明する。図11に示すように、筒体80を下金型82に嵌め込む。ここで筒体80と同様に形成されたヨーク体84を取り付ける。続いて図示しない上金型を下金型82に押し付け、筒体80およびヨーク体84の部分を除いて閉じる。次いで、グリップの開口81から筒体80内に加圧気体を導入しながら、加熱する。マトリックス樹脂としてエポキシ樹脂を用いる場合には、80〜150℃で約1時間加熱することで、マトリックス樹脂を硬化させる。加圧気体により芯体76が膨らみ、プリプレグ及び高強度プリプレグが金型に押し付けられた状態で、加熱されることで筒体80は塑性変形する。このようにして筒体80を金型に沿った形状に成型して、ラケット本体61が形成される。またフレーム52に、ストリングを通すストリングホールを形成する。
Next, the step of molding with a mold will be described. As shown in FIG. 11, the
続いて、表面に均一に塗装をする。次いで、グリップ56に図示しない金型を嵌め、例えばウレタン樹脂を当該金型に流し込み、加熱することにより、カバーを形成する。最後にストリングやグリップテープなどの付属品を取り付けることにより、テニスラケット51が得られる。
Then, the surface is uniformly painted. Next, a mold (not shown) is fitted into the
(作用及び効果)
上記のラケット本体61は、外層70が炭素繊維強化成形体であることから、上記第1実施形態と同様の効果が得られる。加えて、炭素繊維の長手方向が、重なり合う他の層の炭素繊維と交差するように配置することにより、外層70、及び外層70と第2中間層68の成形体の境界における炭素繊維の間にCNTが介在する。このように形成されたラケット本体61は、高速の荷重(衝撃)に対し、ねじれが生じやすくなり、効率的に衝撃を吸収すると考えられる。これによりラケット本体61は、加えられた衝撃をより速く吸収することができる。したがって当該ラケット本体61を備えたテニスラケット51は、ボールを打った場合にグリップ56を通じてプレイヤーの手に伝わる振動を和らげることができる。
(Action and effect)
Since the
3.変形例
本発明は上記実施形態に限定されるものではなく、本発明の趣旨の範囲内で適宜変更することが可能である。例えば、被覆層は、第1中間層と外層とからなることとしてもよい。
3. 3. Modifications The present invention is not limited to the above embodiment, and can be appropriately modified within the scope of the gist of the present invention. For example, the coating layer may be composed of a first intermediate layer and an outer layer.
上記第1、第2実施形態の場合、外層が炭素繊維強化成形体で形成されている場合について説明したが、本発明はこれに限らない。本発明は、炭素繊維強化成形体をいずれか1層に備えていれば足り、内層、被覆層のうち1層、内層と被覆層のうち1層、内層と外層が炭素繊維強化成形体であってもよく、内層及び被覆層が全て炭素繊維強化成形体であってもよい。 In the case of the first and second embodiments, the case where the outer layer is formed of the carbon fiber reinforced molded product has been described, but the present invention is not limited to this. In the present invention, it is sufficient to provide the carbon fiber reinforced molded body in any one layer, and the inner layer, one of the coating layers, one layer of the inner layer and the coating layer, and the inner layer and the outer layer are carbon fiber reinforced molded bodies. The inner layer and the coating layer may all be carbon fiber reinforced molded products.
上記実施形態の場合、バドミントンラケットに用いるシャフト、テニスラケットのフレーム及びシャフトについて説明したが、本発明はこれに限らず、例えば、バドミントンラケットのフレームに適用してもよい。また、自転車のシャフト及び/またはフレーム、ゴルフクラブあるいはスノーボードのシャフトに適用してもよい。 In the case of the above embodiment, the shaft used for the badminton racket, the frame and the shaft of the tennis racket have been described, but the present invention is not limited to this, and may be applied to, for example, the frame of the badminton racket. It may also be applied to bicycle shafts and / or frames, golf club or snowboard shafts.
複合成形体としては、炭素繊維成形体に限らず、ガラス繊維を含む成形体や、金属材料を含む成形体などでもよい。 The composite molded body is not limited to the carbon fiber molded body, and may be a molded body containing glass fiber, a molded body containing a metal material, or the like.
4.実施例
以下、実施例を挙げて本発明を詳細に説明するが、本発明は以下の実施例のみに限定されるものではない。
4. Examples Hereinafter, the present invention will be described in detail with reference to Examples, but the present invention is not limited to the following Examples.
上記製造方法に示す手順で、炭素繊維強化成形体に用いるプリプレグを作製した。CNT25としては、熱CVDによりシリコン基板上に直径10〜15nm、長さ100μm以上に成長させたMW−CNT(Multi-walled Carbon Nanotubes、多層カーボンナノチューブ)を用いた。
A prepreg used for a carbon fiber reinforced molded product was produced by the procedure shown in the above production method. As the
CNT25は、硫酸と硝酸の3:1混酸を用いて洗浄して触媒残渣を除去した後、濾過乾燥した。分散媒としてのMEKにCNT25を加えて、分散液を調製した。CNT25は、超音波ホモジナイザーを用いて粉砕して0.5〜10μmの長さに切断した。分散液中におけるCNT25の濃度は、0.01wt%とした。この分散液には、分散剤や接着剤が含有されていない。
The
図6に示したようなCNT付着槽40を用意し、こうして調製された分散液46を収容した。CNT付着槽40には、図7を参照して説明したようなガイドローラー42(直径50mm、長さ100mm)が設けられている。分散液46には、機械的エネルギーとしての振動や超音波、搖動を付与した。
The
炭素繊維束23としては、T700SC−12000(東レ(株)製)を用いた。この炭素繊維束23には、12000本の炭素繊維24が含まれている。炭素繊維24の直径は7μm程度であり、長さは100m程度である。炭素繊維束23を分散液46中に浸漬し、ガイドローラー42を介して3.5m/minの速度で走行させた。
As the
その後、サイジング剤としてエポキシ樹脂を用いてサイジング処理を施し、約80℃のホットプレート上で乾燥させ複合素材22を作製した。複合素材22は、厚み方向に炭素繊維が12本並んだ帯状であった。
Then, a sizing treatment was carried out using an epoxy resin as a sizing agent, and the
さらにマトリックス樹脂としてエポキシ樹脂を複合素材に含浸させ、高強度プリプレグを作製した。高強度プリプレグにおける樹脂の体積含有率は、30%であった。複合素材の目付量は、180g/m2とした。 Further, an epoxy resin was impregnated with an epoxy resin as a matrix resin to prepare a high-strength prepreg. The volume content of the resin in the high-strength prepreg was 30%. The basis weight of the composite material was 180 g / m 2 .
(炭素繊維強化成形体の振動減衰特性)
上記高強度プリプレグにより作製した炭素繊維強化成形体を用いて、図12に示すような板状の試験片18Aを作製し対数減衰率を測定した。試験片18Aは、幅Dが15mm、長さLが200mm、厚さtが1.72〜1.78mmの炭素繊維強化成形体である。試験片18Aは、200mmの長さに切断された高強度プリプレグの長手方向を揃えて積層し(16層)、145℃で1時間加熱してマトリックス樹脂を硬化させて得られた。試験片18Aは、長さLを長手方向して配列した複合素材22と樹脂硬化物50とを備えている。
(Vibration damping characteristics of carbon fiber reinforced molded product)
Using the carbon fiber reinforced molded product prepared by the above high-strength prepreg, a plate-shaped
試験片18Aについて、振動減衰特性を評価した。図13を参照して、振動減衰特性の評価方法を説明する。試験片18Aの長辺の一端(50mm)を支持台25で固定する。試験片18Aの他端を矢印B方向に約5mm押し下げて解放することで、試験片18Aを上下(矢印C方向)に振動させる。
The vibration damping characteristics of the
試験片18Aの変位量は、コントローラー29を介して電源31に接続されたレーザ変位計((株)キーエンス製、LK−G5000V/LK−H0850)26により測定する。測定された変位データは、PC33に収集される。試験片18Aを3つ用意し、それぞれについて3回ずつ、変位量を測定した。
The displacement amount of the
測定された変位量の時間変化の一例を、図14のグラフに示す。図14中、縦軸は振幅であり、横軸は時間である。変位の振幅は、時間の経過にともなって減少していることが示されている。最大振幅(正ピーク)から10点の減衰率を平均化して、対数減衰率δを求めた。対数減衰率δは、0.0552であった。 An example of the time change of the measured displacement amount is shown in the graph of FIG. In FIG. 14, the vertical axis is amplitude and the horizontal axis is time. The amplitude of displacement has been shown to decrease over time. The logarithmic decrement δ was obtained by averaging the attenuation rates of 10 points from the maximum amplitude (positive peak). The logarithmic decrement δ was 0.0552.
比較として、複合素材を、炭素繊維の表面にCNTが付着していない炭素繊維束に変更した以外は、試験片18Aと同様とした従来のCFRPによる試験片を用い、振動減衰特性を測定した。その結果、従来のCFRPは、対数減衰率δが0.0499であった。従来のCFRPは、前述の試験片18Aより対数減衰率δが小さいので、振動が長続きして減衰に時間を要する。
For comparison, the vibration damping characteristics were measured using a conventional CFRP test piece similar to the
(シャルピーの衝撃試験)
上記高強度プリプレグにより作製した炭素繊維強化成形体を用いて、図15に示すような板状の試験片18Bを作製した。試験片18Bは、幅Dが15mm、長さLが100mm、厚さtが1.8mmの炭素繊維強化成形体である。試験片18Bは、炭素繊維の長手方向が直交するようにプリプレグを積層し(17層)、145℃で1.5時間加熱してマトリックス樹脂を硬化させて得られた。試験片18Bの両表面の層は、炭素繊維の長手方向が、試験片18Bの長手方向に対し平行、すなわち0°となるように配置した。
(Charpy impact test)
Using the carbon fiber reinforced molded product prepared by the above high-strength prepreg, a plate-shaped
比較として、複合素材を、炭素繊維の表面にCNTが付着していない炭素繊維束に変更した以外は、試験片18Bと同様とした従来のCFRPによる試験片を作製した。
For comparison, a conventional CFRP test piece similar to the
各試験片を4個ずつ用意し、振子式試験機(インスロトン社製、CEAST9050、ハンマ容量:25J)を用い、シャルピーの衝撃試験(JIS K 7077準拠)を行い、ハンマに設けたロードセルで衝撃力を測定した。その結果を図16A,図16Bに示す。本図の横軸は時間(ms)、縦軸は衝撃力(N)、曲線は測定された試験片4個の衝撃力−荷重曲線を示す。各曲線におけるピークは、試験片がハンマに接触した後、試験片の慣性によって引き起こされる。本図から、炭素繊維強化成形体は、従来のCFRPより、衝撃力の起伏が小さく振動も少ないことが明らかである。 Four test pieces are prepared, and a Charpy impact test (JIS K 7077 compliant) is performed using a pendulum tester (Insloton, CEAST9050, hammer capacity: 25J), and the impact force is applied by the load cell provided on the hammer. Was measured. The results are shown in FIGS. 16A and 16B. In this figure, the horizontal axis shows time (ms), the vertical axis shows impact force (N), and the curve shows the impact force-load curve of four measured test pieces. The peak in each curve is caused by the inertia of the test piece after the test piece comes into contact with the hammer. From this figure, it is clear that the carbon fiber reinforced molded product has less undulations of impact force and less vibration than the conventional CFRP.
本図に基づき、隣り合う谷と山の測定された衝撃力(N)の値の差(以下、振れ幅という)が最も大きい値を、表1に示す。ハンマが試験片に接触した後、0.5msの間の振れ幅の最大値は、炭素繊維強化成形体が72(N)、従来のCFRPが235(N)であった。このことから、炭素繊維強化成形体は、従来のCFRPに対し振れ幅が1/3程度であり、制振性に優れていることが確認された。 Based on this figure, Table 1 shows the value at which the difference between the measured impact force (N) values of adjacent valleys and peaks (hereinafter referred to as the swing width) is the largest. After the hammer came into contact with the test piece, the maximum value of the swing width during 0.5 ms was 72 (N) for the carbon fiber reinforced molded product and 235 (N) for the conventional CFRP. From this, it was confirmed that the carbon fiber reinforced molded product has a swing width of about 1/3 of that of the conventional CFRP and is excellent in vibration damping property.

上記振動減衰特性及び耐衝撃特性の結果から、複合素材22を含む炭素繊維強化成形体は、従来のCFRPよりも高い振動減衰特性が得られることが確認された。炭素繊維強化成形体は、与えられた衝撃をより速く吸収することができる。制振性の向上は、複合素材22に含まれている炭素繊維24の表面に付着しているCNT25に起因するものと推測される。
From the results of the vibration damping characteristics and the impact resistance characteristics, it was confirmed that the carbon fiber reinforced molded body containing the
(シャフトの特性)
外層を上記高強度プリプレグで形成してシャフトを作製した。内層、第1中間層、第2中間層を形成するプリプレグは、炭素繊維束としてT700SC−12000(東レ(株)製)を用い、マトリックス樹脂としてエポキシ樹脂を用いて作製した。炭素繊維束の目付量は、125g/m2とした。
(Shaft characteristics)
The outer layer was formed of the above high-strength prepreg to prepare a shaft. The prepreg forming the inner layer, the first intermediate layer, and the second intermediate layer was produced by using T700SC-12000 (manufactured by Toray Industries, Inc.) as a carbon fiber bundle and using an epoxy resin as a matrix resin. The basis weight of the carbon fiber bundle was 125 g / m 2 .
プリプレグを用いて、内層(巻き数12)、第1中間層(巻き数1)、第2中間層(巻き数2)をそれぞれ順に積層した。第2中間層の外側に高強度プリプレグを用いて外層(巻き数1)を積層した。最後に135℃で1時間加熱して硬化することにより、シャフトを作製した。シャフトの外径は6.8mm、内径は3.8mm、巻き数の合計は16であった。 Using a prepreg, the inner layer (number of turns 12), the first intermediate layer (number of turns 1), and the second intermediate layer (number of turns 2) were laminated in this order. An outer layer (number of turns 1) was laminated on the outside of the second intermediate layer using a high-strength prepreg. Finally, the shaft was prepared by heating at 135 ° C. for 1 hour to cure. The outer diameter of the shaft was 6.8 mm, the inner diameter was 3.8 mm, and the total number of turns was 16.
比較として、外層をプリプレグとした以外は実施例と同じ構成の比較例に係るシャフトを作製した。 For comparison, a shaft according to a comparative example having the same configuration as that of the example except that the outer layer was a prepreg was produced.
これら2種のシャフトを用いて、曲げ弾性率、及び曲げ強度を測定した。測定には、万能試験機(株式会社エー・アンド・デイ製)を用いた。比較例のシャフトを使用した際の値を100とした測定結果を表2に示す。この結果、実施例に係るシャフトは、比較例と、同程度の静特性が得られることが確認できた。 The flexural modulus and bending strength were measured using these two types of shafts. A universal testing machine (manufactured by A & D Co., Ltd.) was used for the measurement. Table 2 shows the measurement results with the value when the shaft of the comparative example was used as 100. As a result, it was confirmed that the shaft according to the example had the same static characteristics as the comparative example.
実施例及び比較例のシャフトを用いてバドミントンラケットを作製し、動的特性を測定した。測定には、図17に示す実験装置(ヨネックス株式会社製)を用いた。実験装置は、駆動モータ48と、図示しないハイスピードカメラとを備える。当該駆動モータの駆動軸にバドミントンラケット10のグリップ14を固定し、側面からハイスピードカメラでバドミントンラケット10を撮影した。図18に示すグリップ14の先端を基準点P1とし、第1測定点P2、第2測定点P3の変位を時間ごとに測定した。シャフト12を実験装置に取り付けて、一定速度(42m/s)でスイングさせたところに、機械上部からシャトルを落とすことによって、バドミントンラケットの打球面中央にシャトルをインパクトさせた。時間は、図19に示す鉛直位置に吊り下げられたシャトル49とストリングが接触したタイミングを「0」とした。その結果を図20に示す。第2測定点P3における変位は、実施例に係るシャフト12を備えるバドミントンラケット10の方が大きく、比較例との差は、最大で2mmであった。
Badminton rackets were prepared using the shafts of Examples and Comparative Examples, and their dynamic characteristics were measured. An experimental device (manufactured by Yonex Corporation) shown in FIG. 17 was used for the measurement. The experimental device includes a
以上のとおり、本発明によれば、強度を維持しつつ、しなりを大きくすることができ、打ったシャトルのスピードをより速くすることができる。 As described above, according to the present invention, it is possible to increase the bending while maintaining the strength, and it is possible to increase the speed of the struck shuttle.
10 バドミントンラケット
11 フレーム
12 シャフト
14 グリップ
15 内層
16 被覆層
17 第1中間層
18 第2中間層
20 外層
22 複合素材
23 炭素繊維束
24 炭素繊維
10
Claims (4)
前記内層及び前記被覆層のうち、少なくとも一層が、配列した複合素材と樹脂硬化物とを含む炭素繊維強化成形体であって、
前記複合素材は、複数の連続した炭素繊維が配列した炭素繊維束と、前記炭素繊維のそれぞれの表面に付着したカーボンナノチューブとを有し、
前記カーボンナノチューブは、直径10〜15nmであり、長さが0.5〜10μmであり、直線性を備え、
前記カーボンナノチューブは、前記炭素繊維の表面に分散して絡み合い、互いに直接接触ないしは直接接続されてネットワーク構造を形成していることを特徴とする
バドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、
ゴルフクラブあるいはスノーボードのシャフト。 A shaft or frame including a tubular inner layer and a coating layer concentrically laminated around an axis on the outside of the inner layer.
At least one of the inner layer and the coating layer is a carbon fiber reinforced molded product containing the arranged composite material and the cured resin product.
The composite material, possess a carbon fiber bundle in which a plurality of continuous carbon fibers arranged, and a carbon nanotube deposited on the respective surfaces of the carbon fibers,
The carbon nanotubes have a diameter of 10 to 15 nm, a length of 0.5 to 10 μm, and have linearity.
The shaft of any of a badminton racket, a tennis racket, and a bicycle, characterized in that the carbon nanotubes are dispersed and entangled on the surface of the carbon fibers and are in direct contact with or directly connected to each other to form a network structure. Or a frame, or
Golf club or snowboard shaft.
バドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、
ゴルフクラブあるいはスノーボードのシャフト。 The shaft or frame of any of the badminton racket, tennis racket, and bicycle according to claim 1, wherein the outermost outer layer of the coating layer is the carbon fiber reinforced molded body, or
Golf club or snowboard shaft.
バドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、
ゴルフクラブあるいはスノーボードのシャフト。 The shaft or frame of any of the badminton racket, tennis racket, and bicycle according to claim 1, wherein the inner layer is the carbon fiber reinforced molded body, or
Golf club or snowboard shaft.
バドミントンラケット、テニスラケット、及び、自転車のいずれかのシャフトあるいはフレーム、または、
ゴルフクラブあるいはスノーボードのシャフト。 The badminton racket or tennis racket according to any one of claims 1 to 3, wherein the inner layer and the coating layer each have 1 to 4 turns, and the total number of turns is 8 to 16. And any shaft or frame of the bicycle, or
Golf club or snowboard shaft.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| PCT/JP2018/004427 WO2018151009A1 (en) | 2017-02-14 | 2018-02-08 | Shaft and frame used for badminton racket, tennis racket, golf club, snowboard, or bicycle |
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2017024666 | 2017-02-14 | ||
| JP2017024666 | 2017-02-14 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2018130524A JP2018130524A (en) | 2018-08-23 |
| JP2018130524A5 JP2018130524A5 (en) | 2020-09-10 |
| JP6923272B2 true JP6923272B2 (en) | 2021-08-18 |
Family
ID=63247660
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2017130722A Active JP6923272B2 (en) | 2017-02-14 | 2017-07-03 | Shafts and frames for badminton rackets, tennis rackets, golf clubs, snowboards, or bicycles |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6923272B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2020141918A (en) * | 2019-03-07 | 2020-09-10 | ニッタ株式会社 | Golf club head and golf club |
| JP7247066B2 (en) * | 2019-09-25 | 2023-03-28 | ヨネックス株式会社 | badminton racket |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2004298357A (en) * | 2003-03-31 | 2004-10-28 | Mizuno Technics Kk | Golf shaft |
| JP2006334305A (en) * | 2005-06-06 | 2006-12-14 | Yonex Co Ltd | Golf club shaft |
| JP2007325823A (en) * | 2006-06-09 | 2007-12-20 | Maruman Kk | Golf club shaft and its manufacturing method |
| JP2008200272A (en) * | 2007-02-20 | 2008-09-04 | Yonex Co Ltd | Golf club shaft |
| JP2009165703A (en) * | 2008-01-17 | 2009-07-30 | Yonex Co Ltd | Racket |
| WO2010041362A1 (en) * | 2008-10-09 | 2010-04-15 | 株式会社薫風 | Badminton racket |
| JP2012143515A (en) * | 2011-01-14 | 2012-08-02 | Yonex Co Ltd | Golf club shaft and golf club |
| JP2012147846A (en) * | 2011-01-17 | 2012-08-09 | Yonex Co Ltd | Badminton racket |
| JP6521701B2 (en) * | 2015-03-31 | 2019-05-29 | ニッタ株式会社 | Method of manufacturing composite material |
-
2017
- 2017-07-03 JP JP2017130722A patent/JP6923272B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2018130524A (en) | 2018-08-23 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US9868275B2 (en) | Method for preparing carbon fiber composite material | |
| TWI791047B (en) | Composite material, prepreg, carbon fiber reinforced molded body, and method for producing composite material | |
| CA2583759A1 (en) | Preparation of fibers from a supported array of nanotubes | |
| JP6923272B2 (en) | Shafts and frames for badminton rackets, tennis rackets, golf clubs, snowboards, or bicycles | |
| JP2017115938A (en) | High pressure vessel and process of manufacture of high pressure vessel | |
| US8894517B2 (en) | Sporting goods with graphene material | |
| WO2018151009A1 (en) | Shaft and frame used for badminton racket, tennis racket, golf club, snowboard, or bicycle | |
| WO2018151053A1 (en) | Carbon-fiber-reinforced molded article | |
| Gumgol et al. | Influence of Kenaf and GO on interlaminar radial stresses in glass/epoxy L-bend laminates | |
| JP2004298357A (en) | Golf shaft | |
| JP2012143515A (en) | Golf club shaft and golf club | |
| JP2020141918A (en) | Golf club head and golf club | |
| JP2018531809A (en) | Incorporating and manufacturing graphene in various components | |
| WO2019208345A1 (en) | Badminton racket | |
| JP5349183B2 (en) | Racket frame | |
| JP7020633B2 (en) | Composite material and prepreg using it | |
| JP2002347148A (en) | Tubular body made of fiber-reinforced composite material and golf club shaft constituted by using the same | |
| JPH0331823B2 (en) | ||
| FR2815877A1 (en) | Tennis racquet has frame made of fiber-reinforced resin. whose weight and difference between its secondary fundamental frequency, at right angles to striking surface, and fundamental frequency of strings are in specified ranges | |
| JP2000024151A (en) | Tubular molding, shaft for golf club and rod for fishing rod | |
| JP2002282398A (en) | Tubular body made of fiber-reinforced composite material | |
| JPH09207132A (en) | Prepreg | |
| JP2007002217A (en) | Reinforced fiber prepreg material and method for producing the same | |
| JP2002200201A (en) | Racket frame | |
| JP2013202249A (en) | Golf club and shaft |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20200702 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200728 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20210629 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20210727 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6923272 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |