上記各視点の好ましい形態を以下に記載する。
上記第1視点の好ましい形態によれば、(凹面に変形した底面と接地面との最大間隔)/(幅方向における接地部分間の距離)×100が0.1以下である。
上記第1視点の好ましい形態によれば、複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なる。
上記第2視点の好ましい形態によれば、一端から他端に向かう第1方向に延在する直線上において、一端から全長の25%までの区間にある第1点のL*a*b*表色系による色度(L*,a*,b*)を(L1,a1,b1)とし、他端から全長の25%までの区間にある第2点のL*a*b*表色系による色度(L*,a*,b*)を(L2,a2,b2)としたとき、L1が58.0以上76.0以下であり、a1が−1.6以上7.6以下であり、b1が5.5以上26.7以下であり、L2が71.8以上84.2以下であり、a2が−2.1以上1.8以下であり、b2が1.9以上16.0以下であり、L1<L2であり、a1>a2であり、b1>b2であり、第1点から第2点に向かってL*a*b*表色系による色度の増減傾向が変化しない。
上記第2視点の好ましい形態によれば、第1点と第2点とを結ぶ直線上において、第1点から第2点に向かってL*値が1以上減少する区間が存在せず、第1点から第2点に向かってa*値が1以上増加する区間が存在せず、第1点から第2点に向かってb*値が1以上増加する区間が存在しない。
上記第2視点の好ましい形態によれば、第1点から第2点を結ぶ直線上において、第1点と第2点の間にある第3点のL*a*b*表色系による色度(L*,a*,b*)を(L3,a3,b3)としたとき、L3が62.5以上80.5以下であり、a3が−1.8以上5.5以下であり、b3が4.8以上21.8以下であり、L1<L3<L2であり、a1>a3>a2であり、b1>b3>b2である。
上記第2視点の好ましい形態によれば、第1点から第2点を結ぶ直線上において、第3点と第2点の間にある第4点のL*a*b*表色系による色度(L*,a*,b*)を(L4,a4,b4)としたとき、L4が69.1以上82.3以下であり、a4が−2.1以上1.8以下であり、b4が3.5以上16.2以下であり、a1>a3>a4>a2であり、b1>b3>b4>b2である。
上記第2視点の好ましい形態によれば、第3点は一端から全長の45%の距離にある。第4点は一端から全長の55%の距離にある。
上記第2視点の好ましい形態によれば、第1点、第3点、第4点及び第2点において、隣接する2点におけるL*値の差をΔL*とし、隣接する2点におけるa*値の差をΔa*とし、隣接する2点におけるb*値の差をΔb*とし、以下の式1よりΔE*abを算出した場合、第1点と第3点間のΔE*abは3.7以上14.3以下であり、第3点と第4点間のΔE*abは1.8以上17.9以下であり、第4点と第2点間のΔE*abは1.0以上9.0以下である。
式1
上記第2視点の好ましい形態によれば、第1点から第2点を結ぶ直線上において、第1点と第2点の間にある第3点のL*a*b*表色系による色度(L*,a*,b*)を(L3,a3,b3)としたとき、L3が69.1以上82.3以下であり、a3が−2.1以上1.8以下であり、b3が3.5以上16.2以下であり、L1<L3<L2であり、a1>a3>a2であり、b1>b3>b2である。
上記第2視点の好ましい形態によれば、一端から他端に向かう第1方向に向かって色が変化しており、一端から他端に向かう直線上においてL*a*b*表色系による色度の増減傾向が変化しない。
上記第2視点の好ましい形態によれば、一端と他端とを結ぶ直線上において、第1点から第2点に向かってL*値は増加傾向にあり、a*値及びb*値は減少傾向にある。
上記第2視点の好ましい形態によれば、一端から他端までの距離は5mm〜18mmである。
上記第2視点の好ましい形態によれば、第1方向と直交する第2方向に沿って色が変化しない。
上記第2視点の好ましい形態によれば、第2方向に延在する直線上の2点において、2点間のL*値の差をΔL*とし、2点間のa*値の差をΔa*とし、2点間のb*値の差をΔb*とし、上記式1よりΔE*abを算出した場合、ΔE*abが1未満である。
上記第2視点の好ましい形態によれば、JISR1601に準拠して測定した曲げ強度が1000MPa以上である。
上記第2視点の好ましい形態によれば、JISR1607に準拠して測定した破壊靭性が3.5MPa・m1/2以上である。
上記第2視点の好ましい形態によれば、180℃、1MPaで5時間水熱処理試験を施した後のジルコニア焼結体のX線回折パターンにおいて、2θが30°付近の正方晶由来の[111]ピークが生ずる位置付近に存在するピークの高さに対する、2θが28°付近の単斜晶由来の[11−1]ピークが生ずる位置付近に存在するピークの高さの比が1以下である。
上記第5視点の好ましい形態によれば、切削加工は、CAD/CAMシステムを用いて行う。
本発明において、例えば、ジルコニア焼結体が歯冠形状を有する場合、上記「一端」及び「他端」とは、切端側の端部の一点及び根元側の端部の一点を指すと好ましい。当該一点は、端面上の一点でもよいし、断面上の一点でもよい。一端又は他端から全長の25%までの区間にある点とは、例えば、一端又は他端から、歯冠の高さの10%に相当する距離離れた点をいう。
ジルコニア焼結体が、円板形状や直方体等の六面体形状を有する場合、上記「一端」及び「他端」とは、上面及び下面(底面)上の一点を指すと好ましい。当該一点は、端面上の一点でもよいし、断面上の一点でもよい。一端又は他端から全長の25%までの区間にある点とは、例えば、一端又は他端から、六面体又は円板の厚さの10%に相当する距離離れた点をいう。
本発明において、「一端から他端に向かう第1方向」とは、色が変化している方向を意味する。例えば、第1方向とは、後述の製造方法における粉末を積層する方向であると好ましい。例えば、ジルコニア焼結体が歯冠形状を有する場合、第1方向は、切端側と根元側を結ぶ方向であると好ましい。
本発明のジルコニア仮焼体及び組成物について説明する。本発明のジルコニア仮焼体及び組成物は、本発明のジルコニア焼結体を製造するための組成物及び仮焼体であり、後述の本発明のジルコニア焼結体の前駆体(中間製品)となるものである。仮焼体は、組成物を焼結に至らない温度で焼成(即ち仮焼)したものである。また、仮焼体には、成形加工したものも含まれる。たとえば、仮焼したジルコニアディスクをCAD/CAM(Computer-Aided Design/Computer-Aided Manufacturing)システムで加工した歯科用補綴物(例えば歯冠形状)も仮焼体に含まれる。
本発明の組成物及び仮焼体は、組成の異なるジルコニア粉末を積層させて作製したものである。
組成物及び仮焼体は、(主として単斜晶系)ジルコニア結晶粒子と、安定化剤と、酸化チタンと、を含有する。組成物は、酸化アルミニウムを含有してもよい。酸化アルミニウムはαアルミナであると好ましい。
組成物におけるジルコニア粉末(顆粒状態)の平均粒径は、20μm〜40μmであると好ましい。
組成物及び仮焼体中の安定化剤としては、例えば、酸化カルシウム(CaO)、酸化マグネシウム(MgO)、イットリア、酸化セリウム(CeO2)等の酸化物が挙げられる。安定化剤は、焼結体中のジルコニア粒子が部分安定化できるような量を添加すると好ましい。例えば、安定化剤としてイットリアを使用する場合、イットリアの含有率は、ジルコニアとイットリアの合計mol数に対して、2.5mol%〜4.5mol%であると好ましく、3mol%〜4.5mol%であると好ましく、3.5mol%〜4.5mol%であるとより好ましい。
組成物及び仮焼体における酸化アルミニウムの含有率は、ジルコニア結晶粒子及び安定化剤の合計質量に対して、0質量%(無含有)〜0.3質量%であると好ましい。ジルコニア焼結体の強度を高めるためである。0.3質量%より多いとジルコニア焼結体の透明度が低下してしまう。
組成物及び仮焼体における酸化チタンの含有率は、ジルコニア結晶粒子及び安定化剤の合計質量に対して、0質量%(無含有)〜0.6質量%であると好ましい。ジルコニア結晶を粒成長させるためである。0.6質量%より多いとジルコニア焼結体の強度が低下してしまう。
本発明の組成物及び仮焼体において、酸化ケイ素の含有率は、ジルコニア結晶粒子及び安定化剤の合計質量に対して、0.1質量%以下であると好ましく、組成物及び仮焼体は、酸化ケイ素(SiO2;シリカ)を実質的に含有しないと好ましい。酸化ケイ素が含有すると、ジルコニア焼結体の透明度が低下してしまうからである。ここに「実質的に含有しない」とは、本発明の性質、特性に影響を特に与えない範囲内という意義であり、好ましくは不純物レベルを超えて含有しないという趣旨であり、必ずしも検出限界未満であるということではない。
本発明の組成物及び仮焼体は、着色用の顔料を含有してもよい。例えば、本発明の組成物及び仮焼体から作製されるジルコニア焼結体が歯科用材料に適用される場合、顔料としては、例えば、酸化クロム(Cr2O3)、酸化エルビウム(Er2O3)、酸化鉄(Fe2O3)、酸化プラセオジム(Pr6O11)等を使用することができる。これらの顔料を複合的に用いてもよい。顔料の含有率は、部分的に異ならせることもできる。
例えば、成形した組成物及び仮焼体において、全体を4層に分け、下端から全体の厚さに対して25%〜45%の領域を第1層、第1層上の、全体の厚さに対して5%〜25%の領域を第2層、第2層上の、全体の厚さに対して5%〜25%の領域を第3層、及び第3層上から上端までの、全体の厚さに対して25%〜45%の領域を第4層としたとき、第1層から第4層に向かって顔料の含有率が低下すると好ましい。
例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、顔料として、酸化エルビウム及び酸化鉄を添加することができる。この場合、第1層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.33質量%〜0.52質量%であり、酸化鉄の含有率が0.05質量%〜0.12質量%であると好ましい。第2層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.26質量%〜0.45質量%であり、酸化鉄の含有率が0.04質量%〜0.11質量%であると好ましい。第3層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.05質量%〜0.24質量%であり、酸化鉄の含有率が0.012質量%〜0.08質量%であると好ましい。第4層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0質量%〜0.17質量%であり、酸化鉄の含有率が0質量%〜0.07質量%であると好ましい。酸化エルビウム及び酸化鉄の含有率は、第1層から第4層へ順に低下していくと好ましい。
例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、顔料として、酸化エルビウム、酸化鉄及び酸化クロムを添加することができる。例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、第1層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.08質量%〜0.37質量%であり、酸化鉄の含有率が0.08質量%〜0.15質量%であり、酸化クロムの含有率が0.0008質量%〜0.0012質量%であると好ましい。第2層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.06質量%〜0.42質量%であり、酸化鉄の含有率が0.06質量%〜0.18質量%であり、酸化クロムの含有率が0.0006質量%〜0.001質量%であると好ましい。第3層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.06質量%〜0.17質量%であり、酸化鉄の含有率が0.018質量%〜0.042質量%であり、酸化クロムの含有率が0.0001質量%〜0.0003質量%であると好ましい。第4層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0質量%〜0.12質量%であり、酸化鉄の含有率が0質量%〜0.001質量%であり、酸化クロムの含有率が0質量%〜0.0001質量%であると好ましい。酸化エルビウム、酸化鉄及び酸化クロムの含有率は、第1層から第4層へ順に低下していくと好ましい。
例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、顔料として、酸化エルビウム、酸化鉄及び酸化プラセオジムを添加することができる。例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、第1層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.08質量%〜2.2質量%であり、酸化鉄の含有率が0.003質量%〜0.12質量%であり、酸化プラセオジムの含有率が0.003質量%〜0.12質量%であると好ましい。第2層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.06質量%〜1.9質量%であり、酸化鉄の含有率が0.002質量%〜0.11質量%であり、酸化プラセオジムの含有率が0.002質量%〜0.11質量%であると好ましい。第3層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0.018質量%〜1質量%であり、酸化鉄の含有率が0.008質量%〜0.06質量%であり、酸化プラセオジムの含有率が0.0008質量%〜0.06質量%であると好ましい。第4層においては、ジルコニアと安定化剤の合計質量に対して、酸化エルビウムの含有率が0質量%〜0.7質量%であり、酸化鉄の含有率が0質量%〜0.05質量%であり、酸化プラセオジムの含有率が0質量%〜0.05質量%であると好ましい。酸化エルビウム、酸化鉄及び酸化プラセオジムの含有率は、第1層から第4層へ順に低下していくと好ましい。
顔料の含有率は、ジルコニアと安定化剤の合計質量に対する添加量及び製造方法から理論的に算出することができる。
本発明の仮焼体について、JISR1601に準拠して測定した曲げ強度は38MPa以上であると好ましく、40MPa以上であるとより好ましく、42MPa以上であるとさらに好ましい。
本発明の仮焼体においては、3点曲げ試験において、後述の製造方法に示すように、組成の異なるジルコニア粉末を積層させたときの層間の境界部分に荷重点が位置している場合であっても上記曲げ強度を得ることができる。例えば、後述の焼結体の曲げ試験と同じ試験によって曲げ強度を測定すると、粉末を単純に積層して作製した仮焼体と比べて、より高い強度を得ることができる。また、境界に負荷の掛かる試験によって曲げ強度を測定しても、積層していない(境界のない)仮焼体と同様の強度を得ることができる。本発明の仮焼体において、層間の境界に負荷を掛けて測定した曲げ強度は、境界以外の領域の曲げ強度(例えば、積層体でない組成物から同様の条件(例えば同じ仮焼温度・仮焼時間)で作製した仮焼体の曲げ強度)の90%以上であると好ましく、95%以上であるとより好ましい。
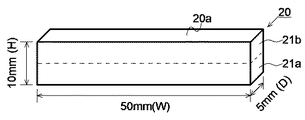
本発明の組成物及び仮焼体は、仮焼や焼結のために加熱処理を施したとしても、組成の異なるジルコニア粉末を積層させた層間の境界に剥離が生じることが無く、また全体的な変形も抑制することができる。図1及び図2に、焼結時の変形量を測定するための試験片の模式図を示す。図1は、2層の積層体の模式図である。図2は、4層の積層体の模式図である。図3に、変形量の測定方法を説明するための模式図を示す。例えば、組成が異なる複数のジルコニア粉末を積層して組成物を形成し、当該組成物を800℃〜1200℃で2時間焼成して仮焼体を作製する。そして、図1及び図2に示すように、仮焼体をCAD/CAMシステムで幅50mm×高さ10mm×奥行き5mmの寸法の直方体形状に成形する。これが試験片となる。例えば、図1に示す、2層の積層体の試験片20は、第1層21aと、第2層21bと、を有する。第1層21aの厚さと第2層21bの厚さは、全体の厚さに対してそれぞれ50%とする。図2に示す、4層の積層体の試験片22は、第1層23aと、第2層23bと、第3層23cと、第4層23dと、を有する。第1層23a及び第4層23dの厚さは全体の厚さに対してそれぞれ35%とする。第2層23b及び第3層23cの厚さは全体の厚さに対してそれぞれ15%とする。試験片20,22において50mm×5mmの面を底面(上面及び下面)とすると、各層は底面20a,22aと同方向に延在しており、好ましくは平行に延在している。すなわち、層間の境界は底面20a,22aに平行となっている。この試験片を1500℃で2時間焼成して焼結させると、底面20a,22aが湾曲するように変形する。この試験片20,22を、底面20a,22aのうち、凹面となった方を下にして平坦な場所(接地面30)に載置する。そして、試験片20,22の変形後の幅、すなわち幅方向における接地部分間の距離L、を測定する。また、凹面状に変形した底面20a,22aと接地面30との間隔のうち、もっとも大きい部分の間隔dを測定する。そして、変形量を(d/L×100)として算出する。この変形量は、0.15以下であると好ましく、0.1以下であるとより好ましく、0.05以下であるとより好ましく、0.03以下であるとさらに好ましい。
組成の異なるジルコニア粉末を積層させて作製した組成物及び仮焼体は焼結すると変形しやすくなるが、本発明の組成物及び仮焼体によれば、単純に積層して作製した組成物及び仮焼体と比べて、変形量を小さくすることができる。これにより、最終製品の寸法精度を高めることができる。例えば、本発明の組成物及び仮焼体は、個人差の大きい歯科用補綴物に好適に適用することができる。なお、図1及び図2において、各層の境界に形成されていると推測される上下層の混合層については簡略化のため図示していない。
本発明の組成物には、粉体、粉体を溶媒に添加した流体、及び粉体を所定の形状に成形した成形体も含まれる。すなわち、組成物は、粉末状であってもよいし、ペースト状ないしウェット組成物でもよい(すなわち、溶媒中にあってもよいし、溶媒を含んでいてもよい)。また、組成物は、バインダ、顔料等の添加物を含有するものであってもよい。なお、上記含有率の算出において、溶媒やバインダ等の添加物の質量は考慮しない。
本発明の組成物は、成形体である場合、いずれの成形方法によって成形されたものでもよく、例えばプレス成形、射出成形、光造形法によって成形されたものとすることができ、多段階的な成形を施したものでもよい。例えば、本発明の組成物をプレス成形した後に、さらにCIP(Cold Isostatic Pressing;冷間静水等方圧プレス)処理を施したものでもよい。
本発明の仮焼体は、本発明の組成物を常圧下で800℃〜1200℃で焼成することによって得ることができる。
組成物及び仮焼体の積層方向の長さ(厚さ)は、焼結収縮を考慮し、焼結体が目標とする長さを実現するように決定すると好ましい。例えば、組成物及び仮焼体から製造された焼結体を歯科用材料として使用する場合、例えば、目標とする焼結体の積層方向の長さが5mm〜18mmとなり、組成物及び仮焼体の積層方向の長さ(厚さ)は10mm〜26mmに設定することができる。
次に、本発明のジルコニア焼結体について説明する。本発明のジルコニア焼結体は、部分安定化ジルコニア結晶粒子が主として焼結された焼結体であり、部分安定化ジルコニアをマトリックス相として有する。本発明のジルコニア焼結体において、ジルコニアの主たる結晶相は正方晶系又は正方晶系及び立方晶系である。(後述の水熱処理試験未処理の段階において)ジルコニア焼結体は単斜晶系を実質的に含有しないと好ましい。
本発明のジルコニア焼結体には、成形したジルコニア粒子を常圧下ないし非加圧下において焼結させた焼結体のみならず、HIP(Hot Isostatic Pressing;熱間静水等方圧プレス)処理等の高温加圧処理によって緻密化させた焼結体も含まれる。
本発明のジルコニア焼結体は、ジルコニア及びその安定化剤を含有する。安定化剤は、正方晶系のジルコニアが単斜晶系へ相転移することを抑制する。相転移を抑制することにより、強度、耐久性及び寸法精度を高めることができる。安定化剤としては、例えば、酸化カルシウム(CaO)、酸化マグネシウム(MgO)、酸化イットリウム(Y2O3)(以下、「イットリア」という。)、酸化セリウム(CeO2)等の酸化物が挙げられる。安定化剤は、正方晶系ジルコニア粒子が部分安定化できるような量を添加すると好ましい。例えば、安定化剤としてイットリアを使用する場合、イットリアの含有率は、ジルコニアとイットリアの合計mol数に対して、2.5mol%〜5mol%であると好ましく、3mol%〜4.5mol%であるとより好ましく、3.5mol%〜4.5mol%であるとより好ましい。安定化剤の含有率を高めすぎると、相転移を抑制できても、曲げ強度及び破壊靭性が低下してしまう。一方、安定化剤の含有率が低すぎると、曲げ強度及び破壊靭性の低下を抑制できても、相転移の進行の抑制が不十分となる。なお、安定化剤を添加して部分的に安定化させた正方晶系ジルコニアは、部分安定化ジルコニア(PSZ;Partially Stabilized Zirconia)と呼ばれている。
本発明のジルコニア焼結体は、酸化アルミニウム(Al2O3;アルミナ)を含有すると好ましい。酸化アルミニウムはαアルミナであると好ましい。酸化アルミニウムを含有させると強度を高めることができる。ジルコニア焼結体における酸化アルミニウムの含有率は、ジルコニアと安定化剤の合計質量に対して、0質量%(無含有)〜0.3質量%であると好ましい。酸化アルミニウムを0.3質量%より多く含有させると透明度が低下してしまう。
本発明のジルコニア焼結体は、酸化チタン(TiO2;チタニア)を含有すると好ましい。酸化チタンを含有させると粒成長を促すことができる。ジルコニア焼結体における酸化チタンの含有率は、ジルコニアと安定化剤の合計質量に対して、0質量%(無含有)〜0.6質量%であると好ましい。酸化チタンを0.6質量%より多く含有させると強度が低下してしまう。
本発明のジルコニア焼結体において、酸化ケイ素(SiO2;シリカ)の含有率は、ジルコニアと安定化剤の合計質量に対して、0.1質量%以下であると好ましく、ジルコニア焼結体は、酸化ケイ素を実質的に含有しないと好ましい。酸化ケイ素が含有すると、ジルコニア焼結体の透明度が低下してしまうからである。ここに「実質的に含有しない」とは、本発明の性質、特性に影響を特に与えない範囲内という意義であり、好ましくは不純物レベルを超えて含有しないという趣旨であり、必ずしも検出限界未満であるということではない。
本発明のジルコニア焼結体は、着色用の顔料を含有してもよい。ジルコニア焼結体が歯科用材料に適用される場合、顔料として、例えば、酸化クロム(Cr2O3)、酸化エルビウム(Er2O3)、酸化鉄(Fe2O3)、酸化プラセオジム(Pr6O11)等を使用することができる。これらの顔料を複合的に用いてもよい。顔料の含有率は、部分的に異ならせることができる。
例えば、歯科用材料として使用するジルコニア焼結体が酸化クロムを含有する場合、酸化クロムを含有する領域における酸化クロムの部分的含有率は、ジルコニアと安定化剤の合計質量に対して、0.001質量%以下であると好ましい。歯科用材料として使用するジルコニア焼結体が酸化エルビウムを含有する場合、酸化エルビウムを含有する領域における酸化エルビウムの部分的含有率は、ジルコニアと安定化剤の合計質量に対して、2質量%以下であると好ましい。例えば、歯科用材料として使用するジルコニア焼結体が酸化鉄を含有する場合、酸化鉄を含有する領域における酸化鉄の部分的含有率は、ジルコニアと安定化剤の合計質量に対して、0.1質量%以下であると好ましい。例えば、歯科用材料として使用するジルコニア焼結体が酸化プラセオジムを含有する場合、酸化プラセオジムを含有する領域における酸化プラセオジムの部分的含有率は、ジルコニアと安定化剤の合計質量に対して、0.1質量%以下であると好ましい。
ジルコニア焼結体の焼結後、劣化加速試験である水熱処理試験(後述)未処理状態のジルコニア焼結体のCuKα線で測定したX線回折パターンにおいて、2θが30°付近の正方晶由来の[111]ピークが生ずる位置付近に存在するピーク(以下「第1ピーク」という)の高さに対する、2θが28°付近の単斜晶由来の[11−1]ピークが生ずる位置付近に存在するピーク(以下「第2ピーク」という)の高さの比(すなわち、「第2ピークの高さ/第1ピークの高さ」;以下「単斜晶のピーク比」という)は、0.1以下であると好ましく、0.05以下であるとより好ましい。
本発明のジルコニア焼結体は、水熱処理試験を施しても正方晶から単斜晶への相転移の進行が抑制されている。例えば、180℃、1MPaで5時間の水熱処理を本発明のジルコニア焼結体に施した場合、水熱処理後のジルコニア焼結体の表面におけるCuKα線で測定したX線回折パターンにおいて、単斜晶のピーク比は、好ましくは1以下であり、より好ましくは0.8以下であり、さらに好ましくは0.7以下であり、さらに好ましくは0.6以下である。
本書において「水熱処理試験」とは、ISO13356に準拠した試験をいう。ただし、ISO13356に規定されている条件は、「134℃、0.2MPa、5時間」であるが、本発明においては、試験条件をより過酷にするため、その条件を「180℃、1MPa」とし、試験時間は目的に応じて適宜設定する。水熱処理試験は、「低温劣化加速試験」や「水熱劣化試験」とも呼ばれる。
本発明のジルコニア焼結体について、JISR1601に準拠して測定した曲げ強度は1000MPa以上であると好ましく、1100MPa以上であるとより好ましく、1200MPa以上であるとさらに好ましい。なお、これらは水熱処理試験未処理の状態の数値である。
本発明のジルコニア焼結体においては、3点曲げ試験において、後述の製造方法における層間の境界部分に荷重点が位置している場合であっても上記曲げ強度を得ることができる。図4に、3点曲げ試験の模式図を示す。例えば、試験片において、組成の異なるジルコニア粉末を積層させたときの境界が、試験片の中央(長手方向の真ん中)に位置している。当該境界は、荷重印加方向に沿って(最も小さい面積方向に沿って)延在し、試験片を横断している。3点曲げ試験の荷重点は、当該境界の位置に合わせてある。このように境界に負荷の掛かる試験によって曲げ強度を測定しても、積層していない(境界のない)焼結体と同様の強度を得ることができる。例えば、本発明の焼結体において、層間の境界に負荷を掛けて測定した曲げ強度は、境界以外の領域の曲げ強度(例えば、積層体でない組成物から同様の条件(例えば同じ仮焼温度・仮焼時間)で作製した仮焼体の曲げ強度)の90%以上であると好ましく、95%以上であるとより好ましい。
本発明のジルコニア焼結体について、JISR1607に準拠して測定した破壊靭性は3.5MPa・m1/2以上であると好ましく、3.8MPa・m1/2以上であるとより好ましく、4MPa・m1/2以上であるとさらに好ましく、4.2MPa・m1/2以上であるとより好ましい。なお、これらは水熱処理試験未処理の状態の数値である。
本発明のジルコニア焼結体においては、破壊靭性測定試験において、後述の製造方法における層間の境界部分に荷重点が位置している場合であっても上記破壊靭性を得ることができる。例えば、試験片において、組成の異なるジルコニア粉末を積層させたときの境界が、試験片の中央(長手方向の真ん中)に位置している。当該境界は、荷重印加方向に沿って(最も小さい面積方向に沿って)延在し、試験片を横断している。測定試験のダイヤモンド圧子の位置は当該境界上に合わせてある。このように境界に負荷の掛かる試験によって破壊靭性を測定しても、積層していない(境界のない)焼結体と同様の破壊靭性を得ることができる。
本発明のジルコニア焼結体は、水熱処理後の単斜晶のピーク比、曲げ強度及び破壊靭性のいずれについても上記数値を満たすと好ましい。例えば、本発明のジルコニア焼結体は、水熱処理後の単斜晶のピーク比が1以下であり、破壊靭性が3.5MPa・m1/2以上であり、曲げ強度が1000MPa以上であると好ましい。より好ましくは、本発明のジルコニア焼結体は、水熱処理後の単斜晶のピーク比が0.6以下であり、破壊靭性が4MPa・m1/2以上であり、曲げ強度が1000MPa以上である。
本発明のジルコニア焼結体は着色されている場合、特に一方向に色が徐々に変化している(グラデーションとなっている)場合であっても、本発明のジルコニア焼結体には、色が実質的に変化しない方向が存在すると好ましい。図5に、ジルコニア焼結体の模式図を示す。例えば、図5に示すジルコニア焼結体10においては、第1方向Xにおいて、色が実質的に変化しないと好ましい。例えば、第1方向Xに延在する直線上の任意の2点間において、L*a*b*表色系(JISZ8729)における色度であるL*値、a*値及びb*値の差をそれぞれΔL*、Δa*及びΔb*とし、以下の式よりΔE*abを算出した場合、ΔE*abは1未満であると好ましく、0.5未満であるとより好ましい。
式2
また、本発明のジルコニア焼結体は着色されている場合、両端を結ぶ一端から他端に向かって色が変化している(グラデーションを有する)と好ましい。図5に示すジルコニア焼結体10の一端Pから他端Qに向かう第2方向Yに延在する直線上において、L*値、a*値及びb*値の増加傾向又は減少傾向は逆方向に変化しないと好ましい。すなわち、一端Pから他端Qに向かう直線上においてL*値が増加傾向にある場合、L*値が実質的に減少する区間は存在しないと好ましい。例えば、一端Pから他端Qに向かう直線上においてL*値が増加傾向にある場合、L*値が1以上減少する区間が存在しないと好ましく、0.5以上減少する区間が存在しないとより好ましい。一端Pから他端Qに向かう直線上においてa*値が減少傾向にある場合、a*値が実質的に増加する区間は存在しないと好ましい。例えば、一端Pから他端Qに向かう直線上においてa*値が減少傾向にある場合、a*値が1以上増加する区間が存在しないと好ましく、0.5以上増加する区間が存在しないとより好ましい。また、一端Pから他端Qに向かう直線上においてb*値が減少傾向にある場合、b*値が実質的に増加する区間は存在しないと好ましい。例えば、一端Pから他端Qに向かう直線上においてb*値が減少傾向にある場合、b*値が1以上増加する区間が存在しないと好ましく、0.5以上増加する区間が存在しないとより好ましい。
ジルコニア焼結体10における色の変化方向は、一端Pから他端Qに向かって、L*値が増加傾向にあるとき、a*値及びb*値は減少傾向にあると好ましい。例えば、ジルコニア焼結体10を歯科用補綴材として使用する場合、一端Pから他端Qに向かって、薄黄色、薄オレンジ又は薄茶色から白色方向へと変化すると好ましい。
図5において、一端Pから他端Qを結ぶ直線上の点を、一端P側から順に、第1点A、第2点B、第3点C及び第4点Dとする。ジルコニア焼結体10を歯科用補綴材として使用する場合、第1点Aは、一端Pから、一端Pと他端Q間の長さ(以下、「全長」という)の25%〜45%までの区間にあると好ましい。第2点Bは、一端Pから全長の長さの30%離れた所から、一端Pから全長の70%までの区間にあると好ましい。第4点Dは、他端Qから、全長の25%〜45%までの区間にあると好ましい。第3点Cは、他端Qから全長の30%離れた所から、他端Qから全長の70%までの区間にあると好ましい。
第1点A、第2点B、第3点C及び第4点DにおけるL*a*b*表色系(JISZ8729)によるジルコニア焼結体10の色度(L*,a*,b*)を(L1,a1,b1)、(L2,a2,b2)、(L3,a3,b3)及び(L4,a4,b4)とする。このとき、以下の大小関係が成立すると好ましい。なお、各点の色度は、各点に対応する組成物単独のジルコニア焼結体を作製し、当該ジルコニア焼結体の色度を測定することによって求めることができる。
L1<L2<L3<L4
a1>a2>a3>a4
b1>b2>b3>b4
本発明のジルコニア焼結体を歯科用材料に適用する場合、例えば、L1は、58.0以上76.0以下であると好ましい。L2は、62.5以上80.5以下であると好ましい。L3は、69.1以上82.3以下であると好ましい。L4は、71.8以上84.2以下であると好ましい。
本発明のジルコニア焼結体を歯科用材料に適用する場合、例えば、a1は、−1.6以上7.6以下であると好ましい。a2は、−1.8以上5.5以下であると好ましい。a3は、−2.1以上1.6以下であると好ましい。a4は、−2.1以上1.8以下であると好ましい。
本発明のジルコニア焼結体を歯科用材料に適用する場合、例えば、b1は、5.5以上26.7以下であると好ましい。b2は、4.8以上21.8以下であると好ましい。b3は、3.5以上16.2以下であると好ましい。b4は、1.9以上16.0以下であると好ましい。
本発明のジルコニア焼結体を歯科用材料に適用する場合、好ましくは、L1は60.9以上72.5以下であり、a1は0.2以上5.9以下であり、b1は11.5以上24.9以下であり、L4は72.2以上79.2以下であり、a4は−1.2以上1.7以下であり、b4は6.0以上15.8以下である。より好ましくは、L1は63.8以上68.9以下であり、a1は2.0以上4.1以下であり、b1は17.5以上23.4以下であり、L4は72.5以上74.1以下であり、a4は−0.2以上1.6以下であり、b4は10.1以上15.6以下である。これにより、平均的な歯の色調に適合させることができる。
隣接する2点間の色差ΔE*abは以下の式で表すことができる。ΔL*は、隣接する2層におけるL*値の差(例えばL1−L2)である。Δa*は、隣接する2層におけるa*値の差(例えばa1−a2)である。Δb*は、隣接する2層におけるb*値の差(例えばb1−b2)である。第1点Aと第2点Bの色差をΔE*ab1、第2点Bと第3点Cの色差をΔE*ab2、及び第3点Cと第4点Dの色差をΔE*ab3としたとき、第1点A、第2点B、第3点C及び第4点Dの色度に上記関係がある場合、例えば、ΔE*ab1は3.7以上14.3以下であると好ましい。ΔE*ab2は1.8以上17.9以下であると好ましい。ΔE*ab3は1.0以上9.0以下であると好ましい。これにより、天然歯と同様の色変化を再現することができる。
式3
第1点Aと第4点Dの色差をΔE*ab4としたとき、第1点A、第2点B、第3点C及び第4点Dの色度に上記関係がある場合、例えば、ΔE*ab4は36以下であると好ましい。第1点Aと第2点Bの色差ΔE*ab1、第2点Bと第3点Cの色差ΔE*ab2及び第3点Cと第4点の色差ΔE*ab3の合計から、第1点Aと第4点Dの色差ΔE*ab4を差し引いた値は、1以下であると好ましい。これにより、自然な色の変化を示すことができる。
本発明のジルコニア焼結体において、後述の製造方法において異なる組成の粉末を積層したときの層を横断するように(境界と交差するように)直線上の、すなわち図5に示す第2方向Yに沿った、L*a*b*表色系(JISZ8729)のb*値の連続的変化を測定すると、層を横断してもb*値は一定にならず、緩やかな増加傾向(又は減少傾向)を示すと好ましい。また、境界部分を交差する場合であっても、b*値に急激な増減は観察されないと好ましい。このb*値の変化は、例えば有限会社パパラボの2次元色彩計RC−300を用いて測定することができる。この測定において、隣接する測定点の間隔は、例えば13μmに設定することができる。
本発明のジルコニア焼結体を歯科用材料に適用するとき、第4点Dの色度が上記範囲にある場合、第4点に対応する組成物単独でジルコニア焼結体を作製し、両面を鏡面加工した厚さ0.5mmの試料を作製してJISK7361に準拠して測定した光透過率は、27%以上であると好ましい。また、第1点Aの色度が上記範囲にある場合、第1点に対応する組成物単独でジルコニア焼結体を作製し、両面を鏡面加工した厚さ0.5mmの試料を作製してJISK7361に準拠して測定した光透過率は、10%以上であると好ましい。
本発明のジルコニア焼結体を歯科用材料に適用する場合、本発明のジルコニア焼結体10の第1方向Yの長さLは、少なくとも天然歯の露出部分に相当する長さを満たすと好ましい。例えば、ジルコニア焼結体10の長さLは5mm〜18mmであると好ましい。
本発明の焼結体は、本発明の仮焼体又は組成物を常圧下で1350℃〜1600℃で焼成することにより作製することができる。
次に、本発明の組成物、仮焼体及び焼結体の製造方法の一例について説明する。ここでは、焼結体の色を徐々に変化させる(グラデーション化させる)方法についても合わせて説明する。
まず、水中でジルコニアと安定化剤を湿式混合してスラリーを形成する。次に、スラリーを乾燥させて造粒する。次に、造粒物を仮焼して、1次粉末を作製する。
次に、焼結体にグラデーションをつける場合には、1次粉末を2つに分ける。次に、顔料の添加率に差が生じるように、2つの1次粉末のうち、少なくとも一方に顔料を添加する。例えば、一方には、顔料を添加せず、他方には、顔料を添加してもよい。以下、特定の顔料の添加率が低い方の粉末を低添加率粉末と称し、特定の顔料の添加率の高い方の2次粉末を高添加率粉末と称する。高添加率粉末における顔料の添加量は、焼結体の最も色の濃い領域の添加量に合わせると好ましい。そして、それぞれについて、水中で所望の粒径になるまでジルコニアを粉砕混合して、ジルコニアスラリーを形成する。次に、スラリーを乾燥させて造粒し、2次粉末を作製する。酸化アルミニウム、酸化チタン、バインダ等の添加剤を添加する場合には、1次粉末の作製時に添加してもよいし、2次粉末の作製時に添加してもよい。
次に、低添加率粉末及び高添加率粉末の2次粉末を基にして、顔料の含有割合が異なる複数の粉末を作製する。例えば、上述の計4層の組成物及び仮焼体を作製する場合、第1層用の第1粉末は、低添加率粉末を混合せずに、高添加率粉末100%とする。第2層用の第2粉末は、低添加率粉末:高添加率粉末=5:95〜15:85の割合で混合する。第3層用の第3粉末は、低添加率粉末:高添加率粉末=35:65〜45:55の割合で混合する。第4層用の第4粉末は、低添加率粉末:高添加率粉末=45:55〜55:45の割合で混合する。他の混合割合として、例えば、上述の計4層の組成物及び仮焼体を作製する場合、第1層用の第1粉末は、低添加率粉末を混合せずに、高添加率粉末100%とする。第2層用の第2粉末は、低添加率粉末:高添加率粉末=10:90〜30:70の割合で混合する。第3層用の第3粉末は、低添加率粉末:高添加率粉末=70:30〜90:10の割合で混合する。第4層用の第4粉末は、高添加率粉末を混合せずに、低添加率粉末100%とする。
ジルコニア焼結体を歯科用材料に用いる場合、第2層と第3層間の配合差を第1層と第2層の配合差及び第3層及び第4層の配合差よりも大きくすると好ましい。これにより、天然歯と同様の色変化を再現することができる。
このように、焼結体が異なる色を呈する2種類の粉末を基にして、各層の顔料含有率を調整することにより、各粉末を順に積層すると色を自然に変化させることができる(グラデーションを作り出すことができる)。
着色以外の目的で積層させる場合には、2次粉末を積層させる層の数に分ける。各粉末に所望の添加剤を添加してもよい。
次に、顔料の含有率が異なる複数の粉末を順に積層させていく。焼結体にグラデーションを形成する場合には、積層する順に、ある特定の顔料の添加率が段階的に高く又は低くなるように積層すると好ましい。まず、型に、1層目の粉末を充填した後、1層目の粉末の上面を平坦にならす。平坦に均す方法としては、例えば、型を振動させたり、1層目の粉末の上面をすりきったりする方法を採用することができる。ただし、全層を積層するまではプレス処理を施さないと好ましい。次に、1層目の粉末の上に、2層目の粉末を充填する。次に、型に振動を与える。型内の粉末に振動が伝達するようにする。振動を与える方法としては、例えば、型に機械的振動を与えたり、手動で型を揺らしたり、金づち等で型を叩いたり、適宜所望の方法を採ることができる。これにより、第1層目の粉末と第2層目の粉末の境界において、第1層目の粉末と第2層目の粉末が部分的に混合するものと考えられる。すなわち、振動を与える回数や強さ、機械的振動の場合には周波数や振幅等は、層間の境界において上下層の粉末の混合が起こるように、粉末の粒径、粒径分布、粒子形状等に応じて適宜設定することができる。次に、第1層目の粉末と同様にして、第2層目の粉末の上面をならす。全層積層するまでこの作業を繰り返す。
例えば、上述の計4層の組成物及び仮焼体を作製する場合、型に、第1粉末を所定の厚さ(例えば全体の厚さの25%〜45%)まで充填する。このとき、第1粉末の上面を平坦に均すが、プレス処理は施さない。次に、第1粉末の上に、第2粉末を所定の厚さ(例えば全体の厚さの5%〜25%)まで充填する。次に、型に振動を与える。この振動により、第1粉末の上面と第2粉末の下面との境界において、第1粉末と第2粉末とが混合した第1境界層が形成されると推測される。次に、第2粉末の上面を平坦に均す。第3粉末充填前に、第2粉末に対してはプレス処理を施さない。次に、第2粉末の上に、第3粉末を所定の厚さ(例えば全体の厚さの5%〜25%)まで充填する。次に、型に振動を与える。この振動により、第2粉末の上面と第3粉末の下面との境界において、第2粉末と第3粉末とが混合した第2境界層が形成されると推測される。次に、第3粉末の上面を平坦に均す。第4粉末充填前に、第3粉末に対してはプレス処理を施さない。次に、第3粉末の上に、第4粉末を所定の厚さ(例えば全体の厚さの25%〜45%)まで充填する。次に、型に振動を与える。この振動により、第3粉末の上面と第4粉末の下面との境界において、第3粉末と第4粉末とが混合した第3境界層が形成されると推測される。
全層を積層したら、プレス成形して、本発明の組成物としての成形物を作製する。成形物にさらにCIP処理を施してもよい。
次層の粉末を充填する前にプレス処理を施さないこと、及び各層を充填する度に振動を与えることにより、隣接する層間において、上下層の粉末が混合した境界層を形成することができると考えられる。これにより、焼結体において、隣接する層間の密着性を高めることができる。加熱処理時の収縮量又は収縮速度を各層で同等にすることができ、加熱処理時に層間に剥離を生じさせたり、焼結体が目標とする形状に対していびつに変形したりすることを防止することができる。さらに、隣接する層間の色の差異を緩和することができる。これにより、焼結体において、積層方向に色を自然に変化させることができる(グラデーションを作り出すことができる)。
また、この方法によれば、各主要層の間に中間層を必要としない。すなわち、主要層を4層積層する場合、4層だけを積層すればよい。また、各層毎にプレス処理を必要としない。これにより、手間及び時間を大きく削減することができ、製造コストを低下させることができる。
仮焼体を作製しない場合には、組成物を1400℃〜1600℃、好ましくは1450℃〜1550℃で焼成することにより、ジルコニア粉末を焼結させて、本発明のジルコニア焼結体を製造する。成形物の段階で所望の形状に成形してもよい。
仮焼体を作製する場合には、組成物を800℃〜1200℃で焼成して、仮焼体を作製する。次に、仮焼体を1400℃〜1600℃、好ましくは1450℃〜1550℃で焼成することにより、ジルコニア粉末を焼結させて、本発明のジルコニア焼結体を製造する。成形は、仮焼体の段階で切削加工等により実施してもよいし、焼結後に実施してもよい。成形は、CAD/CAMシステムで実施することができる。
歯科用補綴物の製造方法は、仮焼体又は焼結体を歯冠形状に成形する以外は、焼結体の上記製造方法と同様である。
なお、上記実施形態においては、4層の積層体に基づく組成物、仮焼体及び焼結体を例示したが、4層に限定されるものではない。例えば、上述の第1層及び第4層の2層の積層体から作製された組成物、仮焼体及び焼結体であってもよい。または、上述の第1層、第2層及び第4層、もしくは第1層、第3層及び第4層の3層の積層体から作製された組成物、仮焼体及び焼結体であってもよい。また、図4は、各点の位置関係や方向の説明を容易にするためのものであり、形状や寸法は図4に示す形態に限定されるものではない。
[実施例1〜4]
[組成物、仮焼体及び焼結体の製造]
組成の異なるジルコニア粉末を積層させて作製した組成物を基に焼結体を作製し、曲げ強度、色度、変形量を測定した。
まず、安定化剤を含有するジルコニア粉末を作製した。主として単斜晶のジルコニア粉末92.8質量%に、安定化剤としてイットリア7.2質量%(4mol%)添加した。ジルコニアとイットリアの混合粉末(100質量%)に対して、アルミナ0.1質量%添加するようにアルミナゾルを添加し、さらにジルコニアとイットリアの混合粉末(100質量%)に対して、水150質量%、消泡剤0.2質量%、及び分散剤1質量%を添加して、この混合物をボールミルで10時間粉砕した。粉砕後にできたスラリーの平均粒子径は0.12μmであった。次に、スプレードライヤにて造粒し、できた顆粒を1000℃で2時間仮焼して1次粉末を作製した。
次に、1次粉末を2つに分けて、少なくとも一方に顔料を添加した。顔料の添加率の低い方を低添加率粉末とし、顔料の添加率の高い方を高添加率粉末をとした。表1に、実施例1〜3の添加率を示す。表4に、実施例4の添加率を示す。表1及び2に示す数値は、ジルコニアとイットリアの混合粉末(100質量%)に対する添加率である。また、各粉末に、ジルコニアとイットリアの混合粉末(100質量%)に対して、チタニア0.2質量%、水200質量%、消泡剤0.2質量%、及び分散剤1質量%を添加して、この混合物をボールミルで15時間粉砕した。粉砕後にできたスラリーの平均粒子径は0.13μmであった。次に、バインダ6質量%及び離型剤0.5質量%を添加して、ボールミルで15分間混合した。次に、できたスラリーをスプレードライヤにて造粒して、低添加率粉末及び高添加率粉末の2次粉末を作製した。
次に、低添加率粉末と高添加率粉末とを表3〜6に示す割合で混合し、第1〜第4粉末を作製した。
次に、成形体を作製した。実施例1、3及び4においては、内寸82mm×25mmの金型に、第1粉末を35g充填し、上面をすりきって第1粉末の上面を平坦にならした。次に、第1粉末上に、第2粉末を15g充填し、振動装置によって金型を振動させた。その後、第2粉末の上面をすりきって第2粉末の上面を平坦にならした。次に、第2粉末上に、第3粉末を15g充填し、振動装置によって金型を振動させた。その後、第3粉末の上面をすりきって第3粉末の上面を平坦にならした。次に、第3粉末上に、第4粉末を35g充填し、振動装置によって金型を振動させた。その後、第4粉末の上面をすりきって第4粉末の上面を平坦にならした。実施例2においては、第1粉末を50g充填し、第2粉末を50g充填した以外は、実施例1、3及び4と同様である。次に、上型をセットし、一軸プレス成形機によって、面圧200kg/cm2で90秒間、1次プレス成形した。次に、1次プレス成形体を1500kg/cm2で5分間、CIP成形して、成形体を作製した。
次に、成形体を1000℃で2時間焼成して仮焼体を作製した。次に、CAD/CAMシステム(カタナシステム、クラレノリタケデンタル社)を用いて歯冠形状に成形した。次に、仮焼体を1500℃で2時間焼成して、焼結体を作製した。第1〜第4粉末の積層方向の焼結体の長さは17mmであった。
実施例1〜4のいずれの焼結体も、組成物の第1層に相当する領域から第4層に相当する領域に向かって、薄黄色から黄白色へと変化するグラデーションが形成され、天然歯と同様の外観を呈していた。
[曲げ強度の測定]
実施例4において作製した仮焼体及び焼結体について、JISR1601に準拠して曲げ強度を測定した。比較例として、各粉末を充填する際に振動を与えなかった仮焼体及び焼結体についても曲げ強度を測定した。比較例1は、各層を充填するたびにプレス処理を施していない組成物から作製した仮焼体及び焼結体である。比較例2は、各層を充填するたびにプレス処理を施した組成物から作製した仮焼体及び焼結体である。曲げ強度は、JISR1601に準拠して測定した。ただし、試験片は、長手方向を積層方向に沿って切り出したものである。試験片における、粉末間の境界(混合層)に相当する部分は、荷重印加方向に沿って(最も小さい面積方向に沿って)延在し、試験片を横断している。3点曲げ試験の荷重点を試験片における、第2粉末と第3粉末間の混合層に相当する部分の位置に合わせて曲げ強度を測定した結果を表7に示す。
仮焼体について、実施例4の曲げ強度は40MPa以上となったが、比較例の曲げ強度は36MPa以下であった。これより、粉末積層時に振動を与えることにより、仮焼体の段階において層間の接合強度を高めることができていることが分かる。焼結体については、実施例4においては1200MPa以上となったが、比較例1及び2は1100MPa未満と100MPa以上実施例4より低くなった。焼結体についても同様に層間の接合強度を高めることができていることが分かる。
また、後述の実施例9に示すように、実施例4の曲げ強度は、焼結体及び仮焼体のいずれにおいても、積層無しに作製した焼結体の曲げ強度と同様であり、積層によって接合強度の低下が引き起こされていないことが分かる。これより、粉末積層時に振動を与えることにより、焼結体及び仮焼体のいずれにおいても、積層間の境界は、境界以外の領域と同等の強度を有していることが分かる。
これは、一次的には、各層の粉末積層時に振動を与えることによって、境界において上下層の粉末が部分的に混合し、層間の接合強度を高めたものと推察される。また、2次的には、第1〜第4粉末を2種類の粉末の混合によって作製したため、各粉末間に性状の差異が小さくなり、なじみやすかったものと推察される。
[破壊靭性の測定]
実施例4において作製した焼結体について、JISR1607に準拠して破壊靭性を測定した。試験片における境界の位置は、上述の曲げ試験と同様である。また、押圧子は第2粉末と第3粉末間の境界の位置に合わせてある。この結果、破壊靭性も4.3MPa・m1/2であった。後述の実施例9に示すように、この数値は、積層無しに作製した焼結体の破壊靭性と同様であり、積層によって破壊靭性の低下が引き起こされていないことが分かる。
[焼結時の収縮変形量の測定]
実施例4において、1000℃で2時間の仮焼によって作製した仮焼体をもって、上述の図1及び図2に示す試験片を作製し、当該試験片を1500℃で2時間焼成して、変形量(d/L×100)を測定した。変形量の測定方法は、上述の測定方法と同様とした。また、比較例として、曲げ試験と同様に、比較例1及び比較例2についても同じ試験片を作製し、焼結後の変形量を測定した。表8に、測定結果を示す。
比較例においては、いずれも変形量は0.15以上となった。一方、実施例4においては、変形量を0.05以下とすることができ、比較例に比べて変形量を大きく抑制できていることが分かる。これより、組成の異なる粉末の積層時に組成物に振動を与えることによって焼結時の収縮変形を抑制することができると考えられる。
また、比較例1と比較例2とを比べると、比較例1の方が変形量が小さくなっている。これより、各層を充填した後のプレス処理を施さない方が焼結時の収縮変形をより抑制することができると考えられる。
さらに、2層積層体と4層積層体とを比較すると、2層積層体より4層積層体のほうが変形量が小さくなっている。これより、層の数を多くした方が収縮変形をより抑制できると考えられる。
[色度及び色差の測定]
実施例1〜4における、第1粉末、第2粉末、第3粉末、及び第4粉末について、それぞれ単独の焼結体を作製し、L*a*b*表色系による色度を測定した。色度は、焼結体を直径14mm、厚さ1.2mmの円板に加工し、その両面を研磨した後、オリンパス社製の測定装置CE100-DC/USを用いて測定した。また、色度の測定結果に基づき、隣接する層間の色差ΔE*ab1〜3を算出した。さらに、第1層と第4層間の色差ΔE*ab4を算出した。そして、(ΔE*ab1+ΔE*ab2+ΔE*ab3)−ΔE*ab4を算出した。表9〜12に色度を示す。表13に色差を示す。
各粉末の焼結体の色度は、ジルコニア焼結体の部分的に呈している色の色度を表しているものと考えられる。
4層の積層体の第1層の焼結体において、L*は58〜73、a*は0〜8、b*は14〜27であった。第2層の焼結体において、L*は64〜73、a*は0〜6、b*は16〜22であった。第3層の焼結体において、L*は70〜78、a*は−2〜2、b*は5〜17であった。第4層の焼結体において、L*は72〜84、a*は−2〜1、b*は4〜15であった。
第1層の焼結体と第2層の焼結体の色差は7〜14であった。第2層の焼結体と第3層の焼結体の色差は10〜18であった。第3層の焼結体と第4層の焼結体の色差は4〜9であった。第1層の焼結体と第4層の焼結体の色差は28〜36であった。第1層の焼結体と第2層の焼結体の色差、第2層の焼結体と第3層の焼結体の色差及び第3層の焼結体と第4層の焼結体の色差の合計から、第1層の焼結体と第4層の焼結体の色差を差し引いた値は、1以下となった。
[実施例5]
[b*値の変化の測定]
ジルコニアとイットリアの混合粉末(100質量%)に対して、表14に示す添加率で顔料を添加した低添加率粉末及び高添加率粉末を作製し、表15に示す配合割合で組成物を作製し、実施例1〜4と同様にして焼結体を作製し、積層方向に沿って(図1にいう第2方向Yに沿って)L*a*b*表色系のb*値の変化を測定した。図6に、作製した試験片の模式図及び測定結果を示す。図6の上図は、試験片の模式図であり、寸法及び測定方向を示す。図6の下図は、測定結果を示すグラフである。焼結後の試験片は、焼結後に20mm×20mm×1mmの寸法を有するように作製した。第1層が第1粉末を充填した領域であり、第4層が第4粉末を充填した領域である。b*値の測定は、パパラボ社の2次元色彩計RC−300を用いて、29mm×22mmサイズの画像の中央に試験片を載置し、各層の境界面に対して垂直方向に走査して、約13μm間隔で実施した。図6の下図のグラフのX軸の数値は測定点数を示す。比較例3として、各層の粉末を積層する際に、振動を与えず、かつ各層を充填する度にプレス処理を施して作製した焼結体についても、同様にb*値の変化を測定した。比較例3における低添加率粉末及び高添加率粉末の組成及び配合割合は実施例5と同様である。図7に、試験片の模式図及び測定結果を示す。
図7のグラフを見ると、各層の中央部分では、b*値は平坦に推移する傾向が見受けられる。また、層間の境界においては、段差状の急激なb*値の変化も見受けられる。これは、顔料組成の異なる各層の粉末が独立して焼結しているためであると考えられる。これによれば、比較例3の試験片の外観は、きれいなグラデーションが形成されていない。一方、図6のグラフを見ると、各層の中央部分でもb*値は緩やかな増加傾向にある。また、各層間の境界においては、段差状のb*値の変化は見受けられず、どこに境界にあるかは判別することが困難である。特に、第1層と第2層との境界及び第3層と第4層との境界においては直線的に推移している。これによれば、本発明の焼結体の外観には、きれいなグラデーションが形成されていることが分かる。この結果は、本発明においては、第1〜第4粉末の充填時に振動を与えたことによって、上下層間の境界付近において隣接する層間で粉末の混合が生じ、隣接する層間の顔料含有率の差が小さくなったためと考えられる。なお、第2粉末と第3粉末とは顔料の含有量の差が大きいため、グラフのb*値の変化においても他の部分より急激に変化しているものと考えられる。
[実施例6〜15]
顔料組成の異なるジルコニア粉末を積層させて作製した組成物を基に、歯科用補綴物となる焼結体を作製した。また、各層の基とした各粉末の焼結体の色度を測定した。さらに、実施例9に係る焼結体について、曲げ強度、破壊靭性及び水熱処理後の単斜晶のピーク比を測定した。
まず、実施例1〜4と同様にして1次粉末を作製した。次に、1次粉末を4つに分けた。各粉末を第1〜第4粉末とする。実施例6〜15において、各粉末に、下記表6〜16に示す顔料を添加した。表に示す数値は、ジルコニアとイットリアの混合粉末(100質量%)に対する添加率である。そして、低添加率粉末及び高添加率粉末を作製していないこと及び顔料の添加率以外は、実施例1〜4と同様にして、第1〜第4粉末の2次粉末を作製した。
次に、実施例1〜4と同様の方法で成形体を作製した。次に、成形体を1000℃で2時間焼成して仮焼体を作製した。次に、CAD/CAMシステム(カタナシステム、クラレノリタケデンタル社)を用いて歯冠形状に成形した。次に、仮焼体を1500℃で2時間焼成して、焼結体を作製した。第1〜第4粉末の積層方向の焼結体の長さは8mmであった。
実施例6〜16のいずれの焼結体も、組成物の第1層に相当する領域から第4層に相当する領域に向かって、薄黄色から黄白色へと変化するグラデーションが形成され、天然歯と同様の外観を呈していた。
実施例1〜4と同様にして、そこで、第1粉末、第2粉末、第3粉末、及び第4粉末の焼結体の色度及び色差を測定した。表26〜35に色度を示す。表36〜37に色差を示す。
各粉末の色度は、複数の粉末の積層体から作製したジルコニア焼結体の各点の色度を表しているものと考えられる。実施例9の4つ焼結体の組み合わせは全体として明るい色を呈した。実施例10の4つの焼結体の組み合わせは全体として暗い色を呈した。
第1層の焼結体において、L*は58〜76、a*は−2〜8、b*は5〜27であった。第2層の焼結体において、L*は66〜81、a*は−2〜6、b*は4〜21であった。第3層の焼結体において、L*は69〜83、a*は−2〜2、b*は3〜17であった。第4層の焼結体において、L*は71〜84、a*は−2〜1、b*は2〜15であった。
第1層の焼結体と第2層の焼結体の色差は3〜15であった。第2層の焼結体と第3層の焼結体の色差は1〜11であった。第3層の焼結体と第4層の焼結体の色差は1〜4であった。第1層から第4層に向けて、隣接する層間の色差は小さくなる傾向にあった。また、第1層の焼結体と第4層の焼結体の色差は8〜29であった。第1層の焼結体と第2層の焼結体の色差、第2層の焼結体と第3層の焼結体の色差及び第3層の焼結体と第4層の焼結体の色差の合計から、第1層の焼結体と第4層の焼結体の色差を差し引いた値は、1以下となった。
実施例9における第1粉末、第2粉末、第3粉末、及び第4粉末について、それぞれ単独のジルコニア焼結体を作製し、曲げ強度、破壊靭性及び水熱処理後の単斜晶のピーク比を測定した。測定結果を表38に示す。ジルコニア焼結体の曲げ強度はJISR1601に準拠して測定した。ジルコニア焼結体の破壊靭性はJISR1607に準拠して測定した。水熱処理試験は、180℃、1MPa、5時間の条件でISO13356に準拠した。水熱処理試験を施した後、CuKα線でジルコニア焼結体のX線回折パターンを測定し、単斜晶のピーク比、すなわち水熱処理試験によって単斜晶へ相転移した程度を測定した。いずれの焼結体も曲げ強度は1200MPa以上、破壊靭性も4MPa・m1/2以上、かつ単斜晶のピーク比も1以下であった。他の実施例におけるジルコニア焼結体も組成は同様であるので同様の結果が得られると考えられる。曲げ強度及び破壊靭性の試験結果は、積層体の境界に負荷を掛けて試験したときの数値と同様であった。
また、第2粉末については、1000℃で2時間焼成して作製した仮焼体の曲げ強度もJISR1601に準拠して測定した。第2粉末の仮焼体の曲げ強度は41MPaであった。この数値は、積層体の境界に負荷を掛けて試験したときの数値と同様であった。
[実施例16]
上記実施例においては、イットリアの含有率はジルコニア及びイットリアの合計モル数において4mol%であったが、実施例16においては3mol%の焼結体を作製して色度を測定した。測定に用いた焼結体は、イットリアの含有率以外は、表14及び表15に示す実施例4と同じである。表39に測定結果を示す。表12に示す色度と比較すると、イットリア含有率を下げると、L*が減少する傾向にあり、a*及びb*が増加する傾向にあった。
本発明のジルコニア焼結体、並びにジルコニア焼結体用の組成物及び仮焼体は、上記実施形態に基づいて説明されているが、上記実施形態に限定されることなく、本発明の範囲内において、かつ本発明の基本的技術思想に基づいて、種々の開示要素(各請求項の各要素、各実施形態ないし実施例の各要素、各図面の各要素等を含む)に対し種々の変形、変更及び改良を含むことができることはいうまでもない。また、本発明の請求の範囲の枠内において、種々の開示要素(各請求項の各要素、各実施形態ないし実施例の各要素、各図面の各要素等を含む)の多様な組み合わせ・置換ないし選択が可能である。
本発明のさらなる課題、目的及び展開形態は、請求の範囲を含む本発明の全開示事項からも明らかにされる。
本書に記載した数値範囲については、当該範囲内に含まれる任意の数値ないし小範囲が、別段の記載のない場合でも具体的に記載されているものと解釈されるべきである。
上記実施形態の一部又は全部は、以下の付記のようにも記載されうるが、以下の記載には限定されない。
[付記1]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を焼結させたジルコニア焼結体を作製し、
JISR1601に準拠し、前記複数のジルコニア粉末の境界が荷重印加方向に沿って試験片を横断するように存在する焼結体の試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度が1100MPa以上であることを特徴とするジルコニア焼結体。
[付記2]
前記曲げ強度が1200MPa以上であることを特徴とする付記に記載のジルコニア焼結体。
[付記3]
前記ジルコニア組成物を800℃〜1200℃で仮焼させたジルコニア仮焼体を作製したとき、
JISR1601に準拠し、前記複数のジルコニア粉末の境界が荷重印加方向に沿って試験片を横断するように存在する仮焼体の試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度は、前記ジルコニア粉末の1つを単独で前記試験片の仮焼温度と同じ温度で仮焼させたジルコニア仮焼体の曲げ強度の90%以上であることを特徴とする付記に記載のジルコニア焼結体。
[付記4]
前記複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なることを特徴とする付記に記載のジルコニア焼結体。
[付記5]
前記複数のジルコニア粉末を単独で1500℃で焼結させた各焼結体について、JISR1601に準拠して測定した曲げ強度が1100MPa以上であることを特徴とする付記に記載のジルコニア焼結体。
[付記6]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記組成物を800℃〜1200℃で仮焼させたジルコニア仮焼体であって、
JISR1601に準拠し、前記複数のジルコニア粉末の境界が荷重印加方向に沿って試験片を横断するように存在する仮焼体の試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度は、前記ジルコニア粉末の1つを単独で前記試験片の仮焼温度と同じ温度で仮焼させたジルコニア仮焼体の曲げ強度の90%以上であることを特徴とするジルコニア仮焼体。
[付記7]
前記複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なることを特徴とする付記に記載のジルコニア仮焼体。
[付記8]
ジルコニア、ジルコニアの相転移を抑制する安定化剤及び顔料を含有し、前記顔料の含有率が異なる複数の積層用粉末を作製する工程と、
複数の前記積層用粉末を型内に積層する積層工程と、を含み、
前記積層工程において、少なくとも2つの前記積層用粉末を前記型に充填した後、前記型を振動させることを特徴とするジルコニア組成物の製造方法。
[付記9]
前記積層工程において、1つの前記積層用粉末を前記型に充填する度に前記型を振動させることを特徴とする付記に記載のジルコニア組成物の製造方法。
[付記10]
ジルコニア、ジルコニアの相転移を抑制する安定化剤及び顔料を含有し、前記顔料の含有率が異なる低添加率粉末及び高添加率粉末を作製する工程と、
前記低添加率粉末と前記高添加率粉末とを混合して少なくとも1つの積層用粉末を作製する混合工程と、
前記低添加率粉末、前記高添加率粉末及び前記積層用粉末のうち、少なくとも2つの粉末を型内に積層する積層工程と、
を含むことを特徴とするジルコニア組成物の製造方法。
[付記11]
前記積層工程において、少なくとも2つの粉末を前記型に充填した後、前記型を振動させることを特徴とする付記に記載のジルコニア組成物の製造方法。
[付記12]
前記混合工程において、前記低添加率粉末と前記高添加率粉末の混合割合が異なる2以上の前記積層用粉末を作製し、
前記積層工程において、前記低添加率粉末又は前記高添加率粉末の含有率が順に変化するように、複数の粉末を積層することを特徴とする付記に記載のジルコニア組成物の製造方法。
[付記13]
前記積層工程において、1つの粉末を前記型に充填した後、当該粉末の上面を平坦にならすことを特徴とする付記に記載のジルコニア組成物の製造方法。
[付記14]
前記積層工程において、粉末中の顔料の含有率が順に変化するように、前記粉末を積層することを特徴とする付記に記載のジルコニア組成物の製造方法。
[付記15]
付記に記載のジルコニア組成物の製造方法と、
前記組成物を800℃〜1200℃で焼成する工程と、
を含むことを特徴とするジルコニア仮焼体の製造方法。
[付記16]
付記に記載のジルコニア組成物の製造方法と、
前記組成物を1400℃〜1600℃で焼成する工程と、
を含むことを特徴とするジルコニア焼結体の製造方法。
[付記17]
付記に記載のジルコニア仮焼体の製造方法と、
前記仮焼体を1400℃〜1600℃で焼成する工程と、
を含むことを特徴とするジルコニア焼結体の製造方法。
[付記18]
ジルコニア及びジルコニアの相転移を抑制する安定化剤としてイットリアを含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を800℃〜1200℃で焼成して製造された状態のジルコニア仮焼体であって、
前記仮焼体を幅50mm×高さ10mm×奥行き5mmの寸法の直方体形状に成形したものを試験片とし、前記試験片において、幅50mm×奥行き5mmとなる面を底面としたとき、前記ジルコニア粉末の積層によって形成される境界面が前記底面と平行になっており、
前記試験片を1500℃で2時間焼成し、
2つの前記底面のうち、凹面に変形した底面を下にして載置したとき、
(凹面に変形した前記底面と接地面との最大間隔)/(前記幅方向における接地部分間の距離)×100が0.15以下であることを特徴とするジルコニア仮焼体。
[付記19]
(凹面に変形した前記底面と接地面との最大間隔)/(前記幅方向における接地部分間の距離)×100が0.1以下であることを特徴とする付記に記載のジルコニア仮焼体。
[付記20]
前記複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なることを特徴とする付記に記載のジルコニア仮焼体。
[付記21]
付記に記載のジルコニア仮焼体を1400℃〜1600℃で焼結した状態であることを特徴とするジルコニア焼結体。
[付記22]
一端から他端に向かう第1方向に延在する直線上において、
前記一端から全長の25%までの区間にある第1点のL*a*b*表色系による色度(L*,a*,b*)を(L1,a1,b1)とし、
前記他端から全長の25%までの区間にある第2点のL*a*b*表色系による色度(L*,a*,b*)を(L2,a2,b2)としたとき、
L1が58.0以上76.0以下であり、
a1が−1.6以上7.6以下であり、
b1が5.5以上26.7以下であり、
L2が71.8以上84.2以下であり、
a2が−2.1以上1.8以下であり、
b2が1.9以上16.0以下であり、
L1<L2であり、
a1>a2であり、
b1>b2であり、
前記第1点から前記第2点に向かってL*a*b*表色系による色度の増減傾向が変化しないことを特徴とする付記に記載のジルコニア焼結体。
[付記23]
前記第1点と前記第2点とを結ぶ直線上において、
前記第1点から前記第2点に向かってL*値が1以上減少する区間が存在せず、
前記第1点から前記第2点に向かってa*値が1以上増加する区間が存在せず、
前記第1点から前記第2点に向かってb*値が1以上増加する区間が存在しない
ことを特徴とする付記に記載のジルコニア焼結体。
[付記24]
前記第1点から前記第2点を結ぶ直線上において、前記第1点と前記第2点の間にある第3点のL*a*b*表色系による色度(L*,a*,b*)を(L3,a3,b3)としたとき、
L3が62.5以上80.5以下であり、
a3が−1.8以上5.5以下であり、
b3が4.8以上21.8以下であり、
L1<L3<L2であり、
a1>a3>a2であり、
b1>b3>b2である、
ことを特徴とする付記に記載のジルコニア焼結体。
[付記25]
前記第1点から前記第2点を結ぶ直線上において、前記第3点と前記第2点の間にある第4点のL*a*b*表色系による色度(L*,a*,b*)を(L4,a4,b4)としたとき、
L4が69.1以上82.3以下であり、
a4が−2.1以上1.8以下であり、
b4が3.5以上16.2以下であり、
L1<L3<L4<L2であり、
a1>a3>a4>a2であり、
b1>b3>b4>b2である、
ことを特徴とする付記に記載のジルコニア焼結体。
[付記26]
前記第3点は前記一端から全長の45%の距離にあり、
前記第4点は前記一端から全長の55%の距離にある、
ことを特徴とする付記に記載のジルコニア焼結体。
[付記27]
前記第1点、前記第3点、前記第4点及び前記第2点において、
隣接する2点におけるL*値の差をΔL*とし、
隣接する2点におけるa*値の差をΔa*とし、
隣接する2点におけるb*値の差をΔb*とし、
以下の式1よりΔE*abを算出した場合、
前記第1点と前記第3点間のΔE*abは3.7以上14.3以下であり、
前記第3点と前記第4点間のΔE*abは1.8以上10.5以下であり、
前記第4点と前記第2点間のΔE*abは1.0以上9.0以下である、
ことを特徴とする付記に記載のジルコニア焼結体。
[式1]
[付記28]
前記第1点から前記第2点を結ぶ直線上において、前記第1点と前記第2点の間にある第3点のL*a*b*表色系による色度(L*,a*,b*)を(L3,a3,b3)としたとき、
L3が69.1以上82.3以下であり、
a3が−2.1以上1.8以下であり、
b3が3.5以上16.2以下であり、
L1<L3<L2であり、
a1>a3>a2であり、
b1>b3>b2である、
ことを特徴とする付記に記載のジルコニア焼結体。
[付記29]
一端から他端に向かう第1方向に向かって色が変化しており、
前記一端から前記他端に向かう直線上においてL*a*b*表色系による色度の増減傾向が変化しないことを特徴とする付記に記載のジルコニア焼結体。
[付記30]
前記一端と前記他端とを結ぶ直線上において、前記第1点から前記第2点に向かってL*値は増加傾向にあり、a*値及びb*値は減少傾向にあることを特徴とする付記に記載のジルコニア焼結体。
[付記31]
前記一端から前記他端までの距離は5mm〜18mmであることを特徴とする付記に記載のジルコニア焼結体。
[付記32]
前記第1方向と直交する第2方向に沿って色が変化しないことを特徴とする付記に記載のジルコニア焼結体。
[付記33]
前記第2方向に延在する直線上の2点において、
前記2点間のL*値の差をΔL*とし、
前記2点間のa*値の差をΔa*とし、
前記2点間のb*値の差をΔb*とし、
以下の式2よりΔE*abを算出した場合、
ΔE*abが1未満であることを特徴とする付記に記載のジルコニア焼結体。
[式2]
[付記34]
JISR1601に準拠して測定した曲げ強度が1000MPa以上であることを特徴とする付記に記載のジルコニア焼結体。
[付記35]
JISR1607に準拠して測定した破壊靭性が3.5MPa・m1/2以上であることを特徴とする付記に記載のジルコニア焼結体。
[付記36]
180℃、1MPaで5時間水熱処理試験を施した後のジルコニア焼結体のX線回折パターンにおいて、2θが30°付近の正方晶由来の[111]ピークが生ずる位置付近に存在するピークの高さに対する、2θが28°付近の単斜晶由来の[11−1]ピークが生ずる位置付近に存在するピークの高さの比が1以下であることを特徴とする付記に記載のジルコニア焼結体。
[付記37]
800℃〜1200℃で焼成することにより付記に記載の仮焼体となることを特徴とするジルコニア組成物。
[付記38]
1400℃〜1600℃で焼結することにより付記に記載のジルコニア焼結体となることを特徴とするジルコニア組成物。
[付記39]
付記に記載の仮焼体を切削加工した後に焼結した状態であることを特徴とする歯科用補綴物。
[付記40]
切削加工は、CAD/CAMシステムを用いて切削加工した後に焼結した状態であることを特徴とする付記に記載の歯科用補綴物。
[付記41]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を焼成して製造された状態のジルコニア仮焼体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成して製造されたジルコニア仮焼体を幅50mm×高さ10mm×奥行き5mmの寸法の直方体形状に成形したものを試験片とし、前記試験片において、幅50mm×奥行き5mmとなる面を底面としたとき、前記ジルコニア粉末の積層によって形成される境界面が前記底面と平行になっており、
前記試験片を1500℃で2時間焼成し、
2つの前記底面のうち、凹面に変形した底面を下にして載置したとき、
(凹面に変形した前記底面と接地面との最大間隔)/(前記幅方向における接地部分間の距離)×100が0.15以下であることを特徴とするジルコニア仮焼体。
[付記42]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を焼成して製造された状態のジルコニア仮焼体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成して製造されたジルコニア仮焼体の試験片を作製し、
JISR1601に準拠し、層間の境界が荷重印加方向に沿って前記試験片を横断するように存在する前記試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度が、前記複数のジルコニア粉末の1つを単独で前記試験片の仮焼温度と同じ温度で仮焼させたジルコニア仮焼体の曲げ強度の90%以上であることを特徴とする、ジルコニア仮焼体。
[付記43]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を焼成して製造された状態のジルコニア仮焼体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成してジルコニア仮焼体を製造し、前記仮焼体を1400〜1600℃で焼成して製造されたジルコニア焼結体の試験片を作製し、
JISR1601に準拠し、層間の境界が荷重印加方向に沿って前記試験片を横断するように存在する前記試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度が、前記複数のジルコニア粉末の1つを単独で前記試験片の焼結温度と同じ温度で焼結させたジルコニア焼結体の曲げ強度の90%以上であることを特徴とする、ジルコニア仮焼体。
[付記44]
前記複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なることを特徴とする付記41〜43のいずれか一に記載のジルコニア仮焼体。
[付記45]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を用いて製造された状態のジルコニア焼結体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成して製造されたジルコニア仮焼体を幅50mm×高さ10mm×奥行き5mmの寸法の直方体形状に成形したものを試験片とし、前記試験片において、幅50mm×奥行き5mmとなる面を底面としたとき、前記ジルコニア粉末の積層によって形成される境界面が前記底面と平行になっており、
前記試験片を1500℃で2時間焼成し、
2つの前記底面のうち、凹面に変形した底面を下にして載置したとき、
(凹面に変形した前記底面と接地面との最大間隔)/(前記幅方向における接地部分間の距離)×100が0.15以下であることを特徴とするジルコニア焼結体。
[付記46]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を用いて製造された状態のジルコニア焼結体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成して製造されたジルコニア仮焼体の試験片を作製し、
JISR1601に準拠し、層間の境界が荷重印加方向に沿って前記試験片を横断するように存在する前記試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度が、前記複数のジルコニア粉末の1つを単独で前記試験片の仮焼温度と同じ温度で仮焼させたジルコニア仮焼体の曲げ強度の90%以上であることを特徴とする、ジルコニア焼結体。
[付記47]
ジルコニア及びジルコニアの相転移を抑制する安定化剤を含有し、組成が異なる複数のジルコニア粉末を形成し、
前記複数のジルコニア粉末を積層させてジルコニア組成物を形成し、
前記ジルコニア組成物を用いて製造された状態のジルコニア焼結体であって、
前記ジルコニア組成物を800℃〜1200℃で焼成してジルコニア仮焼体を製造し、前記仮焼体を1400〜1600℃で焼成して製造されたジルコニア焼結体の試験片を作製し、
JISR1601に準拠し、層間の境界が荷重印加方向に沿って前記試験片を横断するように存在する前記試験片に対して、3点曲げ試験の荷重点を前記境界の位置に合わせて測定した曲げ強度が、前記複数のジルコニア粉末の1つを単独で前記試験片の焼結温度と同じ温度で焼結させたジルコニア焼結体の曲げ強度の90%以上であることを特徴とする、ジルコニア焼結体。
[付記48]
前記複数のジルコニア粉末は、顔料を含有し、顔料の含有率がそれぞれ異なることを特徴とする付記44〜46のいずれか一に記載のジルコニア焼結体。