JP6733040B2 - 多孔質製造およびアディティブ製造用装置 - Google Patents
多孔質製造およびアディティブ製造用装置 Download PDFInfo
- Publication number
- JP6733040B2 JP6733040B2 JP2019505327A JP2019505327A JP6733040B2 JP 6733040 B2 JP6733040 B2 JP 6733040B2 JP 2019505327 A JP2019505327 A JP 2019505327A JP 2019505327 A JP2019505327 A JP 2019505327A JP 6733040 B2 JP6733040 B2 JP 6733040B2
- Authority
- JP
- Japan
- Prior art keywords
- extrudate
- extruder
- coolant
- passage
- nozzle
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images




















































Classifications
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04B—GENERAL BUILDING CONSTRUCTIONS; WALLS, e.g. PARTITIONS; ROOFS; FLOORS; CEILINGS; INSULATION OR OTHER PROTECTION OF BUILDINGS
- E04B1/00—Constructions in general; Structures which are not restricted either to walls, e.g. partitions, or floors or ceilings or roofs
- E04B1/35—Extraordinary methods of construction, e.g. lift-slab, jack-block
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/05—Filamentary, e.g. strands
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/16—Articles comprising two or more components, e.g. co-extruded layers
- B29C48/18—Articles comprising two or more components, e.g. co-extruded layers the components being layers
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/10—Processes of additive manufacturing
- B29C64/106—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material
- B29C64/118—Processes of additive manufacturing using only liquids or viscous materials, e.g. depositing a continuous bead of viscous material using filamentary material being melted, e.g. fused deposition modelling [FDM]
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/205—Means for applying layers
- B29C64/209—Heads; Nozzles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/236—Driving means for motion in a direction within the plane of a layer
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C64/00—Additive manufacturing, i.e. manufacturing of three-dimensional [3D] objects by additive deposition, additive agglomeration or additive layering, e.g. by 3D printing, stereolithography or selective laser sintering
- B29C64/20—Apparatus for additive manufacturing; Details thereof or accessories therefor
- B29C64/227—Driving means
- B29C64/241—Driving means for rotary motion
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/06—Fibrous reinforcements only
- B29C70/10—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres
- B29C70/16—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length
- B29C70/20—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres
- B29C70/205—Fibrous reinforcements only characterised by the structure of fibrous reinforcements, e.g. hollow fibres using fibres of substantial or continuous length oriented in a single direction, e.g. roofing or other parallel fibres the structure being shaped to form a three-dimensional configuration
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29D—PRODUCING PARTICULAR ARTICLES FROM PLASTICS OR FROM SUBSTANCES IN A PLASTIC STATE
- B29D99/00—Subject matter not provided for in other groups of this subclass
- B29D99/001—Producing wall or panel-like structures, e.g. for hulls, fuselages, or buildings
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92504—Controlled parameter
- B29C2948/92571—Position, e.g. linear or angular
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C2948/00—Indexing scheme relating to extrusion moulding
- B29C2948/92—Measuring, controlling or regulating
- B29C2948/92819—Location or phase of control
- B29C2948/92857—Extrusion unit
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/02—Small extruding apparatus, e.g. handheld, toy or laboratory extruders
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/06—Rod-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/09—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels
- B29C48/11—Articles with cross-sections having partially or fully enclosed cavities, e.g. pipes or channels comprising two or more partially or fully enclosed cavities, e.g. honeycomb-shaped
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/03—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor characterised by the shape of the extruded material at extrusion
- B29C48/12—Articles with an irregular circumference when viewed in cross-section, e.g. window profiles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/266—Means for allowing relative movements between the apparatus parts, e.g. for twisting the extruded article or for moving the die along a surface to be coated
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C48/00—Extrusion moulding, i.e. expressing the moulding material through a die or nozzle which imparts the desired form; Apparatus therefor
- B29C48/25—Component parts, details or accessories; Auxiliary operations
- B29C48/92—Measuring, controlling or regulating
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29L—INDEXING SCHEME ASSOCIATED WITH SUBCLASS B29C, RELATING TO PARTICULAR ARTICLES
- B29L2031/00—Other particular articles
- B29L2031/10—Building elements, e.g. bricks, blocks, tiles, panels, posts, beams
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y10/00—Processes of additive manufacturing
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y30/00—Apparatus for additive manufacturing; Details thereof or accessories therefor
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B33—ADDITIVE MANUFACTURING TECHNOLOGY
- B33Y—ADDITIVE MANUFACTURING, i.e. MANUFACTURING OF THREE-DIMENSIONAL [3-D] OBJECTS BY ADDITIVE DEPOSITION, ADDITIVE AGGLOMERATION OR ADDITIVE LAYERING, e.g. BY 3-D PRINTING, STEREOLITHOGRAPHY OR SELECTIVE LASER SINTERING
- B33Y80/00—Products made by additive manufacturing
Description
本出願は、2016年4月14日に出願された米国仮出願第62/322,602号の優先権を主張し、その全内容は参照により本明細書に組み込まれる。
本装置およびプロセスの主な目的の1つは、様々な規模の構造体を効率的な方法で生成することである。これは従来の方法よりもより創造的かつ効率的な方法で建築物の構築を可能にする。これらは装置および方法が規模に依存しないため、これらをより小さい規模の構造体およびより大きい規模の構造体に適用できる。
[押出機]
[移動機構]
[ミニマム・ソリューション(Minimum solution)]
[プロセス]
[材料]
[押出機]
[ノズル]
[押出物]
[セプタム]
[セプタム・エンクロージャ(または囲いまたは包囲または封入されたもの;Enclosure)]
[複合体]
[自由形状アディティブ製造]
[選択的固化]
[マルチ・ブロック]
[押出機]
[ノズル]
[フィラメント]
[動作(MOTION)]
[シーケンス(Sequence)]
[セグメント]
[領域プログラミング]
[フィードバック・センサ]
[モーション方法]
[多孔質マトリックス]
[添加された材料]
[壁&建築物]
[スケールおよび利用]
[論理流れ]
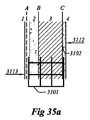
a.対象物または構造体は、工程3300において好ましくはCADプログラムを用いて表され、記録される。
b.この設計の体積は、工程3301において最終構造体に望ましい特性を有する多孔質マトリックスで充填する。
c.マトリックスの各セグメントをトレースする一連の経路を工程3302に引き出す。
d.運動機構は、工程3303のこの一連の運動経路を用いてプログラムする。速度、温度、停止/開始、流動および他の特性に関するさらなる情報は、プログラミングを用いて入力し得る。
e.工程3304において、プログラムを実行し、運動および押出を誘導して構造体を作り出す。
f.一部または全体を完成したら、工程3305において他の材料を構造体に添加し得る。
[セプタム]
[囲まれたセプタム]
[コンポジット]
[フリーフォーム付加製造]
[選択的固化]
[押出物形状]
[押出物温度の制御]
[押出方向]
[複数の材料の共押出]
[位置検出]
[プレファブリケーション]
[形成された押出物での層状押出し]
[多重ブロック構造]
Claims (36)
- 多孔質マトリックス構造体を構築する装置であって、
a.多孔質マトリックス構造体成分を押し出す押出機と、
b.前記押出機が構造体成分を押し出して前記構造体成分を所望の位置に配置して前記押出機が他の成分の選択されたものに連結されている間に、前記成分が製造される場合に、複数の所定の経路に沿って前記押出機を移動させる多軸運動デバイスと、
c.前記押出機を移動させ、前記押出機の稼働を制御する制御器と
を含んで成り、
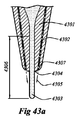
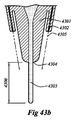
前記押出機は、ノズル本体内の押出オリフィスに延びる押出物通路を含んで成る前記ノズル本体をさらに含んで成り、前記押出物オリフィスはマルチアーム断面形状を含んで成り、前記ノズル本体が前記ノズル本体を介して少なくとも部分的に延びている冷却剤通路をさらに含んで成り、
前記マルチアーム断面形状は、前記マルチアーム断面形状の中央部から離れて延びる少なくとも2つのアームを含んで成り、前記冷却剤通路は、前記少なくとも2つのアーム間に少なくとも部分的に設置されており、
前記マルチアーム断面形状の少なくともいくつかのアームがブランチを含む、装置。 - 少なくともいくつかの前記ブランチは前記マルチアーム断面形状の前記中央部から離間している、請求項1に記載の装置。
- 前記マルチアーム断面形状は、押出物が該押出物と充填材料との間の機械的結合を強化するアンカー部を含むように、該押出物を成形する、請求項1に記載の装置。
- 多孔質マトリックス構造体を構築する装置であって、
a.多孔質マトリックス構造体成分を押し出し、
(i)前記ノズル本体内の押出物オリフィスへ延びている押出物通路、および
(ii)前記ノズル本体を介して少なくとも部分的に延びている冷却剤通路
を含んで成るノズル本体をさらに含んで成る押出機と、
b.前記成分が製造される場合に、前記押出機が構造体成分を押し出して前記構造体成分を所望の位置に配置して前記押出機が他の成分の選択されたものに連結されている間に、複数の所定の経路に沿って前記押出機を移動させる多軸運動デバイスと、
c.前記押出機を移動させ、前記押出機の稼働を制御する制御器と
を含んで成り、
前記押出物オリフィスはマルチアーム断面形状を含んで成り、
前記マルチアーム断面形状は、前記マルチアーム断面形状の中央部から離れて延びる少なくとも2つのアームと、その少なくとも一部が前記マルチアーム断面形状の2つのアームの間に少なくとも部分的に設置されている前記冷却剤通路とを含んで成る、装置。 - 前記冷却剤通路は冷却剤を運ぶように構成され、前記押出物通路は押出物を運ぶように構成されており、前記押出物が前記押出物通路内にある間、前記冷却剤は少なくとも部分的に前記押出物を固めるように構成されている、請求項4に記載の装置。
- 前記冷却剤通路は冷却剤を運ぶように構成されており、前記押出物通路は押出物を運ぶように構成されており、前記押出物が前記押出物オリフィスから押し出された後に前記冷却剤は前記押出物を少なくとも部分的に固めるように構成されている、請求項4に記載の装置。
- 前記冷却剤通路は冷却剤を運ぶように構成されており、前記押出物通路は押出物を運ぶように構成されており、前記押出物が前記押出物通路内にある間に前記押出物が前記押出物オリフィスから押し出された後に前記冷却剤は前記押出物を少なくとも部分的に固めるように構成されている、請求項4に記載の装置。
- 前記冷却剤通路は、冷却剤が前記押出物オリフィスで押出物と接触するように、冷却剤オリフィスへ延びている、請求項4に記載の装置。
- 冷却剤が前記押出物オリフィスの押出物ダウンストリームと接触するように、前記冷却剤通路が冷却剤オリフィスへ延びている、請求項4に記載の装置。
- 前記冷却剤通路は、前記押出物通路の一部分の周りに少なくとも部分的に延びている断面形状を有する少なくとも一部分を含む、請求項4に記載の装置。
- 前記装置は加熱流体通路をさらに含んで成る、請求項4に記載の装置。
- 加熱流体が加熱ゾーン内の前記ノズル本体の外で押出物と接触するように、前記加熱流体通路が前記ノズル本体内の加熱流体オリフィスへ延びている、請求項11に記載の装置。
- 前記加熱ゾーンは、前記押出物と第2構造体との間の連結点に設置されている、請求項12に記載の装置。
- 前記第2構造体が押し出された材料の第2セグメントである、請求項13に記載の装置。
- 前記装置は、前記押出機により押し出された押出物の一部分にマーキング媒体を向かわせるように構成されたマーキング媒体通路をさらに含んで成る、請求項4に記載の装置。
- 前記多軸運動デバイスは、少なくとも3つの自由度において移動可能なロボット・アームを含んで成る、請求項4に記載の装置。
- 前記押出機は押出スクリューを含んで成る、請求項4に記載の装置。
- 前記装置は非水平に、垂直にまたは天井に設置されたビルド・プラットフォームに押出物を押し出すように構成されている、請求項4に記載の装置。
- 前記装置は、非平面ビルド・プラットフォームまたは非平面オブジェクトに押出物を押し出すように構成されている、請求項4に記載の装置。
- 前記装置は、前記押出物がその下に直接支持されていない領域に、押出物を押し出すように構成されている、請求項4に記載の装置。
- 前記装置は、押出後に押し出された材料の位置及び方向の少なくとも1つにおいて、変化を感知するように構成されているセンサーをさらに含んで成る、請求項4に記載の装置。
- 前記制御器は、前記装置の冷却剤フローを適合させるように構成されている、請求項4に記載の装置。
- 前記冷却剤フローを適合することは、冷却剤のフロー速度またはフロー位置を適合することを含んで成る、請求項22に記載の装置。
- 前記冷却剤フローを適合することは、押出物の固化速度を適合することを含んで成る、請求項23に記載の装置。
- 前記押出機は第1材料および第2材料を含んで成る構造体成分を共押出するように構成されている、請求項4に記載の装置。
- 前記第1材料は第1硬化速度を含んで成り、前記第2材料は第2硬化速度を含んで成り、前記第2硬化速度は前記第1硬化速度に比べ速い、請求項25に記載の装置。
- 接合部で交差する複数の押出物部材のフレームワークを含んで成る多孔質マトリックス構造体を含んで成り、
個々の前記押出物部材の少なくともいくつかはマルチアーム断面形状を含んで成り、
前記フレームワークはさらに格子間空間を規定し、
前記押出物部材は複数のセルを規定し、前記複数のセルは複数の三次元トラスを規定し、
前記マルチアーム断面形状は、前記マルチアーム断面形状の中央部から離れて延びる少なくとも2つのアームを含んで成り、
前記マルチアーム断面形状の少なくともいくつかのアームがブランチを含む、三次元オブジェクト。 - 少なくともいくつかの前記格子間空間内にフィラー材料をさらに含んで成る、請求項27に記載の三次元オブジェクト。
- 前記三次元トラスは、前記三次元オブジェクトの耐荷重トラスまたは補強トラスの少なくとも1つを含んで成る、請求項27に記載の三次元オブジェクト。
- 第2群セルから第1群セルを分けるセプタムをさらに含んで成り、
第1タイプのフィラーは前記第1群セルの格子間空間内に存在しまたは前記第1群のセルの前記格子間空間から排除され、第2タイプのフィラーは前記第2群セルの格子間空間内に存在しまたは前記第2群セルの格子間空間から排除される、請求項27に記載の三次元オブジェクト。 - 前記三次元オブジェクトの第2領域から前記三次元オブジェクトの第1領域を分離するセプタムをさらに含んで成る、請求項27に記載の三次元オブジェクト。
- 少なくともいくつかの前記個々の押出物部材は第1押出物材料および第2押出物材料を含んで成る、請求項27に記載の三次元オブジェクト。
- 前記第2押出物材料は、断面において前記第1押出物材料を少なくとも部分的に取り囲む、請求項32に記載の三次元オブジェクト。
- 前記三次元オブジェクトは、翼、機体、船体、または衛星の構成要素を含んで成る、請求項27に記載の三次元オブジェクト。
- 前記押出物部材は、架橋ポリマー材料を含んで成る、請求項27に記載の三次元オブジェクト。
- 前記押出物部材はポリマー鎖延長化合物を含んで成る、請求項27に記載の三次元オブジェクト。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US201662322602P | 2016-04-14 | 2016-04-14 | |
| US62/322,602 | 2016-04-14 | ||
| PCT/US2017/027696 WO2017181060A1 (en) | 2016-04-14 | 2017-04-14 | Cellular fabrication and apparatus for additive manufacturing |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2019513600A JP2019513600A (ja) | 2019-05-30 |
| JP6733040B2 true JP6733040B2 (ja) | 2020-07-29 |
Family
ID=60042273
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2019505327A Active JP6733040B2 (ja) | 2016-04-14 | 2017-04-14 | 多孔質製造およびアディティブ製造用装置 |
Country Status (6)
| Country | Link |
|---|---|
| EP (1) | EP3442769A1 (ja) |
| JP (1) | JP6733040B2 (ja) |
| AU (1) | AU2017248748B2 (ja) |
| CA (1) | CA3020994C (ja) |
| SA (1) | SA518400223B1 (ja) |
| WO (1) | WO2017181060A1 (ja) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US10618217B2 (en) | 2013-10-30 | 2020-04-14 | Branch Technology, Inc. | Cellular fabrication and apparatus for additive manufacturing |
| EP3486069A1 (en) * | 2017-11-21 | 2019-05-22 | Siemens Aktiengesellschaft | Extrusion nozzle for three-dimensional printing |
| JP2019155881A (ja) * | 2018-03-16 | 2019-09-19 | 株式会社リコー | プログラム、3次元造形装置、及び3次元造形システム |
| US20190292803A1 (en) * | 2018-03-26 | 2019-09-26 | General Electric Company | Additively manufactured tower structure and method of fabrication |
| CA3102660C (en) * | 2018-07-31 | 2021-09-21 | Dyze Design Inc. | Apparatus and method for creating metal matrix composite three-dimensional objects |
| CN109263085B (zh) * | 2018-09-20 | 2021-07-20 | 广州阿旺斯复合材料技术有限公司 | 一种热塑性复合材料挤出装置及模压成型工艺 |
| DE102019215814B4 (de) * | 2019-10-15 | 2023-12-07 | Guangdong Yizumi Precision Machinery Co., Ltd. | Vorrichtung und Verfahren zur additiven Fertigung von Bauteilen |
| WO2022243665A1 (en) * | 2021-05-19 | 2022-11-24 | E3D-Online Limited | Liquefier nozzle for an additive manufacturing system |
| KR102565125B1 (ko) * | 2021-12-03 | 2023-08-09 | 창원대학교 산학협력단 | 3d 프린팅을 이용한 복합 소재 및 이의 제조방법 |
Family Cites Families (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62297109A (ja) * | 1986-06-17 | 1987-12-24 | 日本碍子株式会社 | セラミツクハニカム構造体押出成形用ダイス |
| US4877645A (en) * | 1988-02-26 | 1989-10-31 | American Telephone & Telegraph At&T Technologies, Inc. | Methods of and apparatus for applying a coating material to elongated material |
| US7874825B2 (en) * | 2005-10-26 | 2011-01-25 | University Of Southern California | Nozzle for forming an extruded wall with rib-like interior |
| US7153454B2 (en) * | 2003-01-21 | 2006-12-26 | University Of Southern California | Multi-nozzle assembly for extrusion of wall |
| DE102012101939A1 (de) * | 2012-03-08 | 2013-09-12 | Klaus Schwärzler | Verfahren und Vorrichtung zum schichtweisen Aufbau eines Formkörpers |
| EP4008521B1 (en) * | 2013-03-22 | 2024-01-03 | Markforged, Inc. | Three dimensional printing of reinforced filament |
| ES2879847T3 (es) * | 2013-10-30 | 2021-11-23 | Branch Tech Inc | Fabricación aditiva de edificios y otras estructuras |
| US20160346997A1 (en) * | 2014-02-10 | 2016-12-01 | President And Fellows Of Harvard College | Three-dimensional (3d) printed composite structure and 3d printable composite ink formulation |
| US20170113407A1 (en) * | 2014-06-16 | 2017-04-27 | Sabic Global Technologies B.V. | Crosslinkable polycarbonates for material extrusion additive manufacturing processes |
-
2017
- 2017-04-14 WO PCT/US2017/027696 patent/WO2017181060A1/en active Application Filing
- 2017-04-14 AU AU2017248748A patent/AU2017248748B2/en active Active
- 2017-04-14 JP JP2019505327A patent/JP6733040B2/ja active Active
- 2017-04-14 EP EP17783272.2A patent/EP3442769A1/en not_active Withdrawn
- 2017-04-14 CA CA3020994A patent/CA3020994C/en active Active
-
2018
- 2018-10-11 SA SA518400223A patent/SA518400223B1/ar unknown
Also Published As
| Publication number | Publication date |
|---|---|
| WO2017181060A1 (en) | 2017-10-19 |
| CA3020994C (en) | 2021-01-19 |
| EP3442769A1 (en) | 2019-02-20 |
| SA518400223B1 (ar) | 2022-09-11 |
| AU2017248748A1 (en) | 2018-11-22 |
| AU2017248748B2 (en) | 2020-04-30 |
| JP2019513600A (ja) | 2019-05-30 |
| CA3020994A1 (en) | 2017-10-19 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| US20210001549A1 (en) | Cellular fabrication and apparatus for additive manufacturing | |
| US10695973B2 (en) | Additive manufacturing of buildings and other structures | |
| JP6733040B2 (ja) | 多孔質製造およびアディティブ製造用装置 | |
| US10189187B2 (en) | Methods and apparatus for computer-assisted spray foam fabrication | |
| Jipa et al. | 3D printed formwork for concrete: State-of-the-art, opportunities, challenges, and applications | |
| US10688683B2 (en) | Method of reinforced cementitious construction by high speed extrusion printing and apparatus for using same | |
| US20240033971A1 (en) | Method for Casting a Construction Element | |
| US20210107177A1 (en) | Apparatus For Reinforced Cementitious Construction By High Speed 3D Printing | |
| Yossef et al. | Applicability and limitations of 3D printing for civil structures | |
| Yin et al. | 3D printing and buildings: A technology review and future outlook | |
| CN107405839B (zh) | 复合制品和方法 | |
| Coupek et al. | Fabrication of biomimetic and biologically inspired (Modular) structures for use in the construction industry | |
| Prusic | Perimeter | |
| Santi | PERKINS+ WILL RESEARCH JOURNAL/VOL 08.02 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20181212 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20181212 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20191030 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20191126 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200226 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20200317 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20200501 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20200609 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20200708 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6733040 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |