JP6586301B2 - Gravure coating equipment - Google Patents
Gravure coating equipment Download PDFInfo
- Publication number
- JP6586301B2 JP6586301B2 JP2015126353A JP2015126353A JP6586301B2 JP 6586301 B2 JP6586301 B2 JP 6586301B2 JP 2015126353 A JP2015126353 A JP 2015126353A JP 2015126353 A JP2015126353 A JP 2015126353A JP 6586301 B2 JP6586301 B2 JP 6586301B2
- Authority
- JP
- Japan
- Prior art keywords
- blade
- coating
- gravure
- coating apparatus
- doctor blade
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02E—REDUCTION OF GREENHOUSE GAS [GHG] EMISSIONS, RELATED TO ENERGY GENERATION, TRANSMISSION OR DISTRIBUTION
- Y02E60/00—Enabling technologies; Technologies with a potential or indirect contribution to GHG emissions mitigation
- Y02E60/10—Energy storage using batteries
Landscapes
- Rotary Presses (AREA)
- Inking, Control Or Cleaning Of Printing Machines (AREA)
- Coating Apparatus (AREA)
- Cell Separators (AREA)
- Battery Electrode And Active Subsutance (AREA)
Description
本発明は、連続して搬送される基材に対して、固体粒子を含有する塗液を塗布するグラビア塗工装置に関し、特に、固体粒子の影響で急速に摩耗が進むグラビアロールの耐久性を向上させる技術に関する。 The present invention relates to a gravure coating apparatus that applies a coating liquid containing solid particles to a substrate that is continuously conveyed, and in particular, the durability of a gravure roll that rapidly wears due to the influence of solid particles. It relates to technology to improve.
グラビアロールは、回転しながら一定量の塗液をその外周面に付着させ、その塗液を、連続して搬送される長尺の基材に、直接あるいは他のロールを介して転写する円柱状の部材である。通常、グラビアロールの外周面には、一群の凹部(セル)が形成された塗工領域が設けられていて、その塗工領域に塗液が付着されるようになっている。 A gravure roll is a cylindrical shape that adheres a certain amount of coating liquid to its outer peripheral surface while rotating, and transfers the coating liquid directly to a long substrate that is transported directly or via another roll. It is a member. Usually, the outer peripheral surface of the gravure roll is provided with a coating region in which a group of recesses (cells) is formed, and the coating liquid is attached to the coating region.
グラビアロールには、周回する塗工領域の表面を掻き取って過剰な塗液を除去する薄肉板状の部材(ドクターブレード)が付設されている。ドクターブレードには、塗工領域の全域に付着する塗液量を均一にするために、周回する塗工領域の全域に対して適度に接触する押圧力と、グラビアロールとの擦れ合いで生じる摩耗を抑制するために、摩耗耐性とが求められる。そのため、樹脂製のドクターブレードもあるが、一般に、撓みによって適度な押圧力が得られ、硬度も高くて摩耗耐性にも優れた金属製のドクターブレードが用いられている場合が多い。 The gravure roll is provided with a thin plate-like member (doctor blade) that scrapes off the surface of the coating area that circulates to remove excess coating liquid. For the doctor blade, in order to make the amount of coating liquid that adheres to the entire area of the coating area uniform, the pressing force that makes moderate contact with the entire area of the coating area that circulates and the abrasion that occurs due to friction with the gravure roll In order to suppress this, wear resistance is required. For this reason, although there are resin doctor blades, generally, metal doctor blades that can obtain an appropriate pressing force by bending, have high hardness, and have excellent wear resistance are often used.
ドクターブレードの刃先部分の形状は、薄板の端部そのままの角張ったものや、刃物状に先端が尖ったものなどが一般的であるが、刃先を丸めたもの、段差を設けて先端部分の厚みを薄くしたものなど、様々な形状がある(例えば、特許文献1〜3)。 The shape of the blade edge of the doctor blade is generally square with the end of the thin plate as it is, or a blade with a sharp tip, etc., but the tip of the blade is rounded or the thickness of the tip is increased. There are various shapes such as those made thinner (for example, Patent Documents 1 to 3).
また、グラビア塗工装置で用いられる塗液に関しては、液状成分だけで構成されているものが一般的であるが、固体粒子を含有する塗液が用いられる場合がある(例えば、特許文献4)。特許文献4のグラビア塗工装置では、リチウムイオン二次電池の製造に用いるシート状の電池部材に、アルミナ粉末などの無機酸化物の粒子を含む塗液を塗布している。 In addition, the coating liquid used in the gravure coating apparatus is generally composed only of a liquid component, but a coating liquid containing solid particles may be used (for example, Patent Document 4). . In the gravure coating apparatus of Patent Document 4, a coating liquid containing inorganic oxide particles such as alumina powder is applied to a sheet-like battery member used for manufacturing a lithium ion secondary battery.
固体粒子を含有した塗液の塗布を行う場合、金属製のドクターブレードを用いた一般的なグラビア塗工装置では、グラビアロールとドクターブレードの擦れ合いに固体粒子が介在することで、グラビアロール及びドクターブレードの双方の摩耗が急速に進行するという問題がある。 When applying a coating liquid containing solid particles, in a general gravure coating apparatus using a metal doctor blade, the gravure roll and the gravure roll and There is a problem that wear of both doctor blades proceeds rapidly.
特にグラビアロールは、ドクターブレードに比べて高額であるため、その摩耗耐性の向上は、コストの面で極めて重要な問題となる。 In particular, gravure rolls are expensive compared to doctor blades, and thus improvement in wear resistance is a very important issue in terms of cost.
また、電極材のような絶縁性が求められる部材に用いられる基材に塗工する場合には、ドクターブレードの摩耗によって発生する金属粉が塗液に混入し、内部短絡等の発生によって最終製品の品質を損うおそれがあるという問題もある。 In addition, when applying to a base material used for a member that requires insulation such as an electrode material, metal powder generated by wear of a doctor blade is mixed into the coating liquid, and the final product is caused by the occurrence of an internal short circuit or the like. There is also a problem that the quality of the product may be impaired.
そこで、特許文献4のグラビア塗工装置では、金属酸化物で表面を被覆したグラビアロールと樹脂製のドクターブレードを用いることで、ドクターブレード及びグラビアロールの摩耗を抑制し、これらの摩耗粉が塗液に混入しても電池性能が損なわれないようにしている。 Therefore, in the gravure coating apparatus of Patent Document 4, wear of the doctor blade and the gravure roll is suppressed by using a gravure roll whose surface is coated with a metal oxide and a resin doctor blade, and these wear powders are applied. Battery performance is not impaired even if mixed in the liquid.
金属製のドクターブレードに比べて、樹脂製のドクターブレードは強度が小さいことから、特許文献4のグラビア塗工装置では、適切な押圧力を確保するために、厚みの大きいドクターブレードが用いられている。そして、そうした場合、摩耗し易いうえに、固体粒子によって摩耗が促進されるため、掻き取り量が変動して塗工性能が不安定になり易く、ドクターブレードの大量の摩耗粉が発生するなど、樹脂製のドクターブレードを用いた場合のデメリットも示唆されている。 Since the resin doctor blade has a lower strength than the metal doctor blade, the gravure coating apparatus of Patent Document 4 uses a doctor blade having a large thickness in order to ensure an appropriate pressing force. Yes. And in that case, because it is easy to wear and wear is promoted by solid particles, the scraping amount fluctuates and the coating performance tends to become unstable, and a large amount of wear powder of the doctor blade is generated, etc. The disadvantages of using a plastic doctor blade are also suggested.
ところが、本発明者が検討したところ、樹脂製のドクターブレードを用いて固体粒子を含有した塗液を塗布する場合でも、ドクターブレード等の構成を工夫することによって、良好な塗工性能を確保しながらグラビアロールの摩耗耐性を著しく改善できることを見出した。 However, when the present inventors examined, even when applying a coating liquid containing solid particles using a resin doctor blade, good coating performance was ensured by devising the configuration of the doctor blade and the like. However, it was found that the abrasion resistance of the gravure roll can be remarkably improved.
すなわち、本発明の目的は、摩耗を促進させる固体粒子を含有する塗液を塗布する場合であっても、良好な塗工性能を確保しながらグラビアロールの摩耗耐性を向上させることができるグラビア塗工装置を提供することにある。 That is, an object of the present invention is to provide a gravure coating that can improve the wear resistance of a gravure roll while ensuring good coating performance even when a coating liquid containing solid particles that promote wear is applied. It is to provide a construction device.
本発明は、連続して搬送される基材に対して、固体粒子を含有する塗液を塗布するグラビア塗工装置に関するものであり、前記グラビア塗工装置は、前記塗液が付着する塗工領域を外周面に有し、前記基材の搬送に連動して回転するグラビアロールと、周回する前記塗工領域に前記塗液を供給する塗液供給部と、前記グラビアロールに沿って配置され、前記塗工領域の表面を掻き取るドクターブレードと、を備える。前記ドクターブレードは、前記グラビアロールの近傍に配置されたブレード支持部に着脱可能に固定される取付部と、前記ブレード支持部から前記グラビアロールに向かって突出し、前記塗工領域に接触する突出部と、を有しており、前記突出部が、前記突出部の先端部分を構成し、前記固体粒子よりも硬度の低い刃先部と、前記刃先部から前記取付部に至る部分を構成し、当該刃先部よりも剛性の高い刃基部と、を有している。 The present invention relates to a gravure coating apparatus for applying a coating liquid containing solid particles to a substrate that is continuously conveyed, and the gravure coating apparatus is a coating to which the coating liquid adheres. A gravure roll having an area on the outer peripheral surface and rotating in conjunction with the conveyance of the base material, a coating liquid supply unit for supplying the coating liquid to the coating area that circulates, and the gravure roll And a doctor blade that scrapes off the surface of the coating region. The doctor blade includes an attachment portion that is detachably fixed to a blade support portion disposed in the vicinity of the gravure roll, and a protrusion portion that protrudes from the blade support portion toward the gravure roll and contacts the coating region. And the projecting portion constitutes a tip portion of the projecting portion, a blade edge portion having a hardness lower than that of the solid particles, and a portion extending from the blade edge portion to the attachment portion, And a blade base having higher rigidity than the blade tip.
すなわち、このグラビア塗工装置では、まず、摩耗するドクターブレードが容易に交換できるように、その取付部がブレード支持部に着脱可能に固定されている。そして、塗工領域に接触するドクターブレードの刃先部が、塗液に含まれている固体粒子よりも硬度が低くなっているので、固体粒子と擦れ合った場合に相対的にグラビアロールが削れるのを抑制できる。 That is, in this gravure coating apparatus, first, the attachment portion is detachably fixed to the blade support portion so that the worn doctor blade can be easily replaced. And since the edge part of the doctor blade that contacts the coating region has a lower hardness than the solid particles contained in the coating liquid, the gravure roll can be scraped relatively when rubbed against the solid particles. Can be suppressed.
そして、刃先部から取付部に至る部分を構成しているドクターブレードの刃基部が、刃先部よりも剛性が高くなっているので、硬度を低くしたことによって刃先部が撓み易くなっても、ドクターブレード全体の撓み量を適正に維持することができる。従って、ドクターブレードに必要な押圧力を与えることができ、良好な塗工性能を確保できる。 And since the blade base part of the doctor blade that constitutes the part from the blade edge part to the mounting part is higher in rigidity than the blade edge part, even if the blade edge part is easily bent due to low hardness, the doctor blade The amount of deflection of the entire blade can be properly maintained. Therefore, a necessary pressing force can be applied to the doctor blade, and good coating performance can be ensured.
更に、刃先部の厚みを小さくしてグラビアロールと擦れ合う接触面積を小さくできるので、摩擦量を減少させることができる。しかも、刃先部自体は撓み易いので、固体粒子を噛み込んでも、擦れ合いへの影響が緩和され、ドクターブレード及びグラビアロールの摩耗耐性、特にグラビアロールの摩耗耐性を著しく向上できるようになる。 Furthermore, since the contact area that rubs against the gravure roll can be reduced by reducing the thickness of the blade edge portion, the amount of friction can be reduced. In addition, since the cutting edge itself is easily bent, even if solid particles are caught, the influence on the friction is alleviated, and the wear resistance of the doctor blade and the gravure roll, particularly the wear resistance of the gravure roll can be remarkably improved.
具体的には、前記刃先部における最先端から5mm以内の部分の厚みを0.5mm以下にするとよい。 Specifically, the thickness of the portion within 5 mm from the cutting edge at the cutting edge is preferably 0.5 mm or less.
好ましくは、前記刃先部の最先端から少なくとも1mm以内の部分の厚みが一定であるようにするとよい。 Preferably, the thickness of the portion within at least 1 mm from the forefront of the cutting edge is constant.
刃先部は、摩耗によって経時的に短くなっていくが、刃先部の最先端から少なくとも1mmの範囲内の厚みが一定であれば、ドクターブレードの摩耗耐性の向上により、安定した接触状態が長時間維持できるので、ドクターブレードの煩雑な交換を回避できる。 The cutting edge is shortened over time due to wear, but if the thickness within a range of at least 1 mm from the cutting edge of the cutting edge is constant, the doctor blade's wear resistance is improved and a stable contact state is maintained for a long time. Since it can be maintained, complicated replacement of the doctor blade can be avoided.
また、前記突出部は、前記塗工領域との接触部位における法線に対して傾斜して配置され、未使用時の前記刃先部の先端に、前記接触部位の接線方向に拡がる傾斜面が形成されているようにしてもよい。 Further, the protruding portion is arranged to be inclined with respect to the normal line at the contact portion with the coating region, and an inclined surface extending in the tangential direction of the contact portion is formed at the tip of the blade edge portion when not in use. You may be made to do.
そうすれば、使用開始時の段階から刃先部が塗工領域に円滑に接触するので、ドクターブレードがグラビアロールに引っ掛かったりがたついたりするのを最初から抑制でき、良好な塗工性能を確保しながら摩耗耐性をより向上させることができる。 By doing so, since the blade edge part smoothly contacts the coating area from the beginning of use, it is possible to suppress the doctor blade from being caught on the gravure roll from the beginning and to ensure good coating performance. The wear resistance can be further improved.
この場合、前記突出部が、前記塗工領域の周回方向に対して逆方向から前記グラビアロールに向かって突出している、すなわち、リバースアングルでドクターブレードを設定するのが好ましい。 In this case, it is preferable that the protruding portion protrudes from the reverse direction toward the gravure roll with respect to the circumferential direction of the coating region, that is, the doctor blade is set at a reverse angle.
そうすれば、刃先部の適度な撓みと押圧力とが得られるため、良好な塗工性能の確保とグラビアロールの摩耗耐性の向上とが容易に実現できる。 If it does so, since the moderate bending and pressing force of a blade edge | tip part will be obtained, ensuring of favorable coating performance and the improvement of the abrasion resistance of a gravure roll can be implement | achieved easily.
例えば、前記ドクターブレードは、前記固体粒子よりも硬度の低いメインブレードと、前記メインブレードに重ね合わせた状態で前記ブレード支持部に支持されるサポートプレートと、を含む複数の部材で構成することができ、その場合、前記メインブレードと前記サポートプレートとが重なり合って前記刃基部が構成され、前記メインブレードの先端側が前記サポートプレートから突出して前記刃先部が構成される。 For example, the doctor blade may be composed of a plurality of members including a main blade having a hardness lower than that of the solid particles and a support plate supported by the blade support portion in a state of being superimposed on the main blade. In this case, the main blade and the support plate are overlapped to form the blade base portion, and the tip end side of the main blade protrudes from the support plate to form the blade edge portion.
このようにドクターブレードを構成すれば、刃先部及び刃基部を簡単に構成できる。素材や厚みを調整することで、刃基部の剛性を自在に設定できるし、刃先部の硬度設定や長さ調整も容易であり、最適な状態に容易に設定できる。 If the doctor blade is configured in this way, the cutting edge portion and the blade base portion can be easily configured. By adjusting the material and thickness, the rigidity of the blade base can be freely set, and the hardness and length of the blade tip can be easily adjusted, and can be easily set to an optimum state.
また、前記ドクターブレードは、前記固体粒子よりも硬度の低い単一の部材でも構成でき、その場合、前記刃先部よりも厚みを大きくすることによって前記刃基部が構成される。このドクターブレードの場合、単一の部材で構成されているので、交換作業等の取り扱いが容易であり、作業性に優れる。 In addition, the doctor blade can be configured by a single member having a hardness lower than that of the solid particles. In this case, the blade base is configured by making the thickness larger than that of the blade tip. In the case of this doctor blade, since it is composed of a single member, handling such as replacement work is easy, and workability is excellent.
前記固体粒子が無機酸化物の粒子であり、前記基材が二次電池の電極材を構成するシート状の部材である場合には、前記刃先部が、エンジニアリングプラスチックからなるようにするのが好ましい。 In the case where the solid particles are inorganic oxide particles and the substrate is a sheet-like member constituting an electrode material of a secondary battery, it is preferable that the cutting edge portion is made of engineering plastic. .
そうすれば、固体粒子に対して適切な硬度の刃先部を容易に得ることができるし、刃先部の摩耗粉が塗液に混入しても、二次電池の性能が損なわれるのを防止できる。 By doing so, it is possible to easily obtain a blade edge portion having an appropriate hardness with respect to the solid particles, and it is possible to prevent the performance of the secondary battery from being impaired even if the wear powder of the blade edge portion is mixed into the coating liquid. .
この場合、前記塗工領域の少なくとも表面部分が、セラミック又はDLCからなるようにするとよい。 In this case, at least the surface portion of the coating region may be made of ceramic or DLC.
そうすれば、ポリエステル等からなるドクターブレードとの組み合わせにより、無機酸化物の粒子を含む塗液に対する摩耗耐性を効果的に向上できる。 If it does so, the abrasion resistance with respect to the coating liquid containing the particle | grains of an inorganic oxide can be improved effectively by the combination with the doctor blade which consists of polyester etc.
特に、前記塗液供給部は、前記グラビアロールに沿って配置されて前記ドクターブレード及び前記ブレード支持部を含んで構成されるチャンバーを有し、前記チャンバーと前記グラビアロールとの組み合わせにより、前記塗工領域に前記塗液を供給しながら貯留する密閉空間が形成されている、つまりはチャンバーを密閉型にするとよい。 In particular, the coating liquid supply unit has a chamber that is disposed along the gravure roll and includes the doctor blade and the blade support unit, and the coating liquid supply unit is configured by combining the chamber and the gravure roll. A sealed space for storing the coating liquid while supplying the coating liquid to the work area is formed, that is, the chamber may be a sealed type.
そうすれば、グラビアロールに横付けするチャンバーの縦置きが可能になり、より塗工性能及び摩耗耐性に優れたグラビア塗工装置を実現できる。 If it does so, the vertical installation of the chamber laterally placed on a gravure roll is attained, and the gravure coating apparatus which was more excellent in coating performance and abrasion resistance is realizable.
本発明のグラビア塗工装置によれば、摩耗を促進させる固体粒子を含有する塗液を塗布する場合であっても、良好な塗工性能を確保しながらグラビアロールの摩耗耐性を向上させることができるようになる。 According to the gravure coating apparatus of the present invention, it is possible to improve the abrasion resistance of the gravure roll while ensuring good coating performance even when applying a coating liquid containing solid particles that promote wear. become able to.
以下、本発明の実施形態を図面に基づいて詳細に説明する。ただし、以下の説明は、本質的に例示に過ぎず、本発明、その適用物あるいはその用途を制限するものではない。 Hereinafter, embodiments of the present invention will be described in detail with reference to the drawings. However, the following description is merely illustrative in nature and does not limit the present invention, its application, or its use.
<グラビア塗工装置の全体構成>
図1に、本実施形態でのグラビア塗工装置(単に、塗工装置1ともいう)の全体構成を示す。この塗工装置1は、巻出機2、塗工ユニット3、乾燥機4、巻取機5などで構成されており、これら各装置2〜5が協働して作動することにより、長尺の基材Wがロールツーロール方式で連続して搬送され、搬送の過程で基材Wに塗液を塗布してその塗液を乾燥させる処理が行われる。
<Overall configuration of gravure coating device>
FIG. 1 shows an overall configuration of a gravure coating apparatus (also simply referred to as a coating apparatus 1) in the present embodiment. The coating apparatus 1 is composed of an unwinding machine 2, a
具体的には、未塗工の基材Wがロールの状態で巻出機2にセットされる。塗工装置1が作動して塗工処理が開始されると、その基材Wが、巻出機2から連続して巻き出され、張力を調整しながら複数のローラで誘導され、巻取機5に向かって搬送される。その搬送の途中で、塗工ユニット3においてグラビアロール20からの転写によって基材Wの片面に塗液が塗布された後、乾燥機4を通過することによって塗布された塗液が乾燥される。そうして、塗工された基材Wが連続して巻取機5に巻き取られることにより、塗工が施されたロール状の基材Wが形成される。
Specifically, the uncoated base material W is set in the unwinder 2 in a roll state. When the coating apparatus 1 is actuated to start the coating process, the substrate W is continuously unwound from the unwinder 2 and guided by a plurality of rollers while adjusting the tension, and the winder It is conveyed toward 5. In the middle of the conveyance, after the coating liquid is applied to one surface of the substrate W by transfer from the
(基材)
この塗工装置1では、リチウムイオン二次電池の電極材を構成するシート状の部材が、基材Wとされている。その基材Wの具体例としては、リチウムイオン二次電池の正極シートと負極シートとの間に配置されるセパレータフィルムが挙げられる。その場合、この塗工装置1では、そのセパレータフィルムの片面に塗液を塗布することにより、セパレータフィルムの表面に、厚みが数μm〜数10μmの難燃性の絶縁層を形成する処理が行われる。
(Base material)
In this coating apparatus 1, a sheet-like member constituting the electrode material of the lithium ion secondary battery is a base material W. Specific examples of the substrate W include a separator film disposed between the positive electrode sheet and the negative electrode sheet of the lithium ion secondary battery. In that case, in this coating apparatus 1, the process which forms a flame-retardant insulating layer with a thickness of several micrometers to several tens of micrometers on the surface of the separator film is performed by applying a coating liquid to one surface of the separator film. Is called.
また、基材Wの別の具体例としては、銅箔等の金属薄膜の表面に黒鉛等の活物質層が形成されている負極シートが挙げられる。その場合、この塗工装置1では、その負極シートの片面に塗液を塗布することにより、活物質層の上に、厚みが数μm〜数10μmの難燃性の絶縁層を形成する処理が行われる。 Another specific example of the substrate W is a negative electrode sheet in which an active material layer such as graphite is formed on the surface of a metal thin film such as a copper foil. In that case, in this coating apparatus 1, the process which forms a flame retardant insulating layer with a thickness of several micrometers-several tens of micrometers on an active material layer by apply | coating a coating liquid to the single side | surface of the negative electrode sheet. Done.
(塗液)
これら難燃性の絶縁層を形成する塗液には、固体粒子が含まれている。具体的には、難燃剤として、無機酸化物であるアルミナ(酸化アルミニウム)の微粒子が多量に含まれている。アルミナは、非電導性、高硬度、高融点などの性質を有しており、その微粒子は研磨剤としても利用されているように、非常に高い硬度を有している。その硬度は純度にもよるが、少なくとも1000Hv以上であり、一般的には、1200〜1800HV程度である。また、その粒径は、0.1〜10μm程度(平均粒径)である。なお、固体粒子は、アルミナに限らず、酸化マグネシウム、シリカ、酸化チタン、酸化ジルコニウムなどの微粒子であってもよい。
(Coating solution)
The coating liquid that forms these flame-retardant insulating layers contains solid particles. Specifically, the flame retardant contains a large amount of fine particles of alumina (aluminum oxide) which is an inorganic oxide. Alumina has properties such as non-conductivity, high hardness, and high melting point, and its fine particles have a very high hardness so as to be used as an abrasive. Although the hardness depends on purity, it is at least 1000 Hv or more, and is generally about 1200 to 1800 HV. Moreover, the particle size is about 0.1-10 micrometers (average particle diameter). The solid particles are not limited to alumina, but may be fine particles such as magnesium oxide, silica, titanium oxide, and zirconium oxide.
通常用いられる塗液は液状成分だけで構成されているため、従来のグラビア塗工装置でこのような微粒子を含む特殊な塗液を用いる場合には、微粒子濃度の均一性の確保や消耗部品の耐久性の確保など、様々な問題が発生する。その中でも特に、微粒子の影響によるグラビアロールの急速な摩耗は極めて重要な課題となっている。グラビアロールは、高額な部品であるため、交換頻度が高いとそれだけランニングコストの上昇を招く。作業負担も増えるため、作業性も低下する。 Since the coating liquid that is normally used is composed of only liquid components, when using a special coating liquid containing such fine particles in a conventional gravure coating device, ensuring the uniformity of the fine particle concentration and consumable parts. Various problems occur, such as ensuring durability. Among them, in particular, rapid wear of gravure rolls due to the influence of fine particles is a very important issue. Since the gravure roll is an expensive part, the higher the replacement frequency, the higher the running cost. As the work load increases, workability also decreases.
そこで、この塗工装置1では、固体粒子を含有する塗液を塗布する場合であっても、塗工性能を維持しながら、グラビアロールの摩耗耐性が大幅に向上するように、塗工ユニット3、特に後述するドクターブレード50において工夫が施されている。
Therefore, in this coating apparatus 1, even when a coating liquid containing solid particles is applied, the
(塗工ユニット)
図2及び図3に、塗工ユニット3の詳細を示す。塗工ユニット3は、上側ガイドロール11、下側ガイドロール12、グラビアロール20、塗液供給部30などで構成されている。
(Coating unit)
2 and 3 show details of the
上側ガイドロール11及び下側ガイドロール12は、基材Wの搬送経路の途中に、上下に離れて互いに平行に配置されている。上側ガイドロール11及び下側ガイドロール12は、いずれも略水平方向に延びる横軸回りに回転自在な状態で、不図示の装置フレームに支持されている。搬送時の基材Wの裏面は、搬送方向に一定の張力で引っ張られた状態で、これら上側ガイドロール11及び下側ガイドロール12によって支持されており、基材Wは、下側ガイドロール12と上側ガイドロール11との間を、制御された速度で、上下方向(略鉛直方向)を上向きに走行する。
The
(塗液供給部)
塗液供給部30は、貯留槽31、送液ポンプ32、送液配管33、返液配管34、チャンバー40などで構成されている。貯留槽31は、塗液を貯留する容器であり、チャンバー40よりも低位置に設置されている。貯留槽31は、送液配管33を介してチャンバー40と接続されている。送液配管33の途中に送液ポンプ32が設置されており、送液ポンプ32の吐出力により、貯留槽31からチャンバー40に塗液が供給される。
(Coating liquid supply part)
The coating
貯留槽31はまた、返液配管34を介してチャンバー40と接続されている。返液配管34は、チャンバー40から貯留槽31に向かって下るように配索されているため、チャンバー40で溢れた塗液は、自由落下により、返液配管34を通じて貯留槽31に還される。従って、塗工時には、塗液は、貯留槽31とチャンバー40との間を絶えず循環する。
The
塗液が微粒子を多量に含有する場合、塗液中で微粒子の分布が偏ると塗工性能の低下を招くおそれがあるが、このように塗液を循環させることで、塗液中の微粒子を常に分散した状態に保持できるので、安定した塗工が行える。塗液は、チャンバー40を介してグラビアロール20に供給される。
When the coating liquid contains a large amount of fine particles, if the distribution of the fine particles is uneven in the coating liquid, the coating performance may be reduced. By circulating the coating liquid in this way, the fine particles in the coating liquid may be reduced. Since it can always be kept in a dispersed state, stable coating can be performed. The coating liquid is supplied to the
(チャンバー)
チャンバー40は、横長な構造物であり、グラビアロール20の横に沿って配置される。チャンバー40は、チャンバー本体41、ドクターブレード50、シールブレード43、サイドシール44、押付具45などで構成されている。チャンバー本体41は、グラビアロール20と同程度の長さを有し、アルミナを用いて形成されている。チャンバー本体41の側面の一方(グラビアロール20と対向する側面)には、横長な凹み(横長凹部41a)が形成されている。
(Chamber)
The
横長凹部41aの上側には、平坦なブレード支持面を有する上側支持部41bが横長凹部41aの上縁に沿って設けられている。横長凹部41aの下側には、平坦なブレード支持面を有する下側支持部41cが横長凹部41aの下縁に沿って設けられている。上側支持部41b及び下側支持部41cの各々には、複数のボルトで締結することによって押付具45が着脱自在に装着されている。
On the upper side of the horizontally
(ドクターブレードの基本的構成)
ドクターブレード50は、後述するグラビアロール20の塗工領域21の表面を掻き取る帯板形状の部材であり、グラビアロール20の側部の上寄りに沿って配置されている。シールブレード43は、塗工領域21の表面との間の隙間を塞ぐ帯板形状の部材であり、ドクターブレード50と上下に対向するように、グラビアロール20の側部の下寄りに沿って配置されている。この塗工装置1では、ドクターブレード50及びシールブレード43は共用されており、ドクターブレード50及びシールブレード43、並びに上側支持部41b及び下側支持部41cの構造は、上下対称状になっている。
(Basic configuration of doctor blade)
The
上側支持部41bと押付具45の間に、ドクターブレード50の基端側の部分(取付部51)が挟み込まれることにより、ドクターブレード50がチャンバー40に着脱可能に固定されている。すなわち、ドクターブレード50の交換が容易にできるように、上側支持部41b及び押付具45によってドクターブレード50を支持するブレード支持部が構成されている。
The
ドクターブレード50の先端側の部分(突出部52)は、ブレード支持部からグラビアロール20に向かって突出して塗工領域21に接触している。ドクターブレード50が、塗工領域21の表面を掻き取って過剰な塗液を除去することで、塗工領域21の全体に付着する塗液量が均等に調整される。なお、ドクターブレード50の詳細については後述する。
A portion (projecting portion 52) on the distal end side of the
横長凹部41aにおける長手方向の中央部の下側に、1つの流入口41dが形成されている。流入口41dは、横長凹部41aの底面の下端部と下側支持部41cとの境界の隅部に開口し、送液通路を通じて送液配管33に接続されている。
One
横長凹部41aにおける長手方向の各端部の上側に、2つの流出口41eが形成されている。各流入口41dは、横長凹部41aの底面の上端部と上側支持部41bとの境界の隅部に開口し、返液通路を通じて、左右に分岐した返液配管34の各端部に接続されている。これら流出口41eの総開口面積は、流入口41dの開口面積よりも大きくなっている。
Two
チャンバー本体41の各端面には、サイドシール44が取り付けられていて、これらサイドシール44,44により、横長凹部41aの両端及びドクターブレード50及びシールブレード43の各々の両端との間の隙間が塞がれている。こうして一体的に構成されたチャンバー40がグラビアロール20と組み合わされている。
Side seals 44 are attached to the respective end surfaces of the
(グラビアロール)
グラビアロール20は、横長な円柱形状を有し、耐摩耗性に優れたセラミックで形成されている。塗工性能等の観点から、グラビアロール20の直径は、40〜150mmが好ましく、特に60〜120mmが好ましい。グラビアロール20は、上側ガイドロール11と下側ガイドロール12との間の高さに位置し、基材Wの表面に接した状態で、これらと平行に配置されている。
(Gravure roll)
The
グラビアロール20は、横軸回りに回転自在な状態で不図示の装置フレームに支持されており、基材Wとの接触部位において、基材Wの搬送方向と逆方向に外周面が周回するように、モータ22の駆動により、基材Wの搬送に連動して回転駆動される(キスリバース方式)。
The
グラビアロール20の外周面の一定の領域(塗工領域21)には、一様な模様状に配置された多数の凹み(セル)が形成されている。グラビアロール20の回転に伴って周回するこの塗工領域21に、チャンバー40から塗液が連続的に供給され、塗工領域21に付着した塗液が、搬送される基材Wの表面に転写されるようになっている。
In a certain region (coating region 21) on the outer peripheral surface of the
なお、グラビアロール20の外周面(塗工領域21を含む)の表面部分は、硬度の高い保護膜で被覆してもよい。その場合、グラビアロール20の主材は金属であってもよい。例えば、金属製のグラビアロールの表面部分をセラミックで被覆することや、金属製やセラミック製のグラビアロールの表面部分をダイヤモンドライクカーボン(DLC)で被覆することなどが考えられる。そうすれば、固体粒子を含有する塗液に対して、摩耗耐性に優れたグラビアロール20を低コストで実現できる。
In addition, you may coat | cover the surface part of the outer peripheral surface (including the coating area | region 21) of the
チャンバー40は、ドクターブレード50及びシールブレード43が塗工領域21に押し付けられるように、グラビアロール20に横付けすることにより、グラビアロール20と組み合わされる。そうすることにより、グラビアロール20とチャンバー40との間に、塗液が貯留される密閉空間(液溜部46)が形成される。塗工時には、液溜部46の内部は塗液で満たされるため、液溜部46に面する塗工領域21の一部(接液部位)が常に塗液に接触した状態となり、この接液部位を介してグラビアロール20に塗液が供給される。
The
液溜部46では、塗液が下方の流入口41dから流入して上方の流出口41eから流出するため、下方から上方に向かう塗液の流れが形成される。加えて、接液部位が上方に向かって高速で周回するため、液溜部46の下部では、塗液が流入口41dから円滑に導入されてグラビアロール20によって巻き上げられるので、液圧が低く、シールブレード43や横長凹部41aの内面下部では、比較的摩耗は生じ難くなっている。
In the
一方、液溜部46の上部は、塗液の流速が大きくなるため液圧が高まり易く、流れが乱れ易い傾向がある。従って、塗液が微粒子を多量に含む場合には、液溜部46の上部で、塗液の摩擦抵抗が強まるため、ドクターブレード50や横長凹部41aの内面上部の摩耗が生じ易い。特に、ドクターブレード50がグラビアロール20と接触している部位は、塗液が介在した状態で擦れ合うため、急速に摩耗が進行する。
On the other hand, in the upper part of the
そこでまず、この塗工ユニット3では、流出口41eを液溜部46の上部の両端に設け、総開口面積を流入口41dよりも大きくすることで、塗液を液溜部46の全域に分散させながら、液溜部46の上部の液圧が過剰に高くなるのを抑制している。そして、ドクターブレード50及びグラビアロール20の接触部位での摩耗耐性、特にグラビアロール20の摩耗耐性が向上するように、ドクターブレード50の構成を工夫している。
Therefore, first, in the
(ドクターブレードの具体的構成)
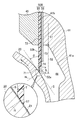
具体的には、図4〜図8に示すように、グラビアロール20に接触するドクターブレード50の突出部52の先端部分(刃先部52a)を、塗液が含有する固体粒子(本実施形態ではアルミナ粒子)よりも硬度を低く、つまりは固体粒子と擦れ合った場合にドクターブレード50が削れ易くするとともに、刃先部52aから取付部51に至る突出部52の中間部分(刃基部52b)の剛性を刃先部52aより高く、つまりは突出部52に横荷重が加わっても刃先部52a以外は撓み難くなるようにした。そうすることで、良好な塗工性能を確保しながらドクターブレード50及びグラビアロール20の摩耗耐性を向上でき、特にグラビアロール20の摩耗耐性を著しく向上できるようになる。
(Specific configuration of doctor blade)
Specifically, as shown in FIGS. 4 to 8, solid particles (in the present embodiment) in which the coating liquid contains tip portions (
すなわち、突出部52の大部分を占める刃基部52bの剛性を高めることで、硬度を低くして刃先部52aが撓み易くなっても、突出部52全体の撓み量を適正に維持できるので、突出部52に十分な押圧力を与えることができ、良好な塗工性能を確保できる。固体粒子と擦れ合った場合には、ドクターブレード50が削れ易くなっているので、相対的にグラビアロール20が削れるのを抑制できる。そして、刃先部52aの厚みを小さくしてグラビアロール20と擦れ合う面積を小さくできるので、摩擦量を減少させることができる。しかも、刃先部52a自体は撓み易いので、固体粒子を噛み込んでも、擦れ合いへの影響が緩和され、ドクターブレード50及びグラビアロール20の摩耗耐性、特にグラビアロール20の摩耗耐性を著しく向上できるようになる。
That is, by increasing the rigidity of the
具体的には、刃先部52aにおける最先端から5mm以内の、摩耗してグラビアロール20と接触する可能性のある部分Lの厚みT(最厚部)が0.5mm以下となるように設定するのが好ましい。更には、3mm以内の部分Lの厚みTを0.35mm以下に設定するのがより好ましく、2mm以内の部分Lの厚みTを0.5mm以下に設定するのがよりいっそう好ましい。なお、摩耗し得る部分Lは、最先端から1mm以上に設定するのが好ましい。また、厚みTは、その素材によるが、強度の観点から0.05mm以上に設定するのが好ましい。
Specifically, it is set so that the thickness T (the thickest portion) of the portion L within 5 mm from the foremost edge in the
図4に示したように、本実施形態のドクターブレード50は、メインブレード55及びサポートプレート56からなる複数の部材で構成されている。メインブレード55及びサポートプレート56の各々は、一定厚の帯板形状の部材である。メインブレード55及びサポートプレート56の各長辺はグラビアロール20と略同一の大きさであり、サポートプレート56の短辺はメインブレード55の短辺よりも小さく設定されている。例えば、メインブレード55の短辺を35mmに設定し、サポートプレート56の短辺を30mmに設定することができる。
As shown in FIG. 4, the
メインブレード55は、絶縁性に優れた合成樹脂からなる。その種類は、ポリエチレン等の汎用的な合成樹脂でもよいが、硬度や剛性が高いエンジニアリングプラスチック、例えば、ポリエステル、ポリアセタール、強化ポリエステル(ガラス繊維強化ポリエステル)、ポリカーボネイトなどが好ましい。メインブレード55の厚みは0.5mm以下に設定するのが好ましい。
The
サポートプレート56は、剛性の高い素材であればよく、ステンレス鋼等の金属やセラミックが好適であるが、合成樹脂であってもよい。例えば、厚みが1.0mmのステンレス鋼板をサポートプレート56に用いることができる。
The
サポートプレート56は、メインブレード55の液溜部46の側に向く面に重ね合わせ、突出部52の側の端部をずらした状態で、上側支持部41b及び押付具45(ブレード支持部)によって挟持されている。それにより、本実施形態のドクターブレード50では、メインブレード55とサポートプレート56とが重なり合って刃基部52bが構成され、メインブレード55の先端側がサポートプレート56から突出して刃先部52aが構成されている。
The
このように、メインブレード55とサポートプレート56とでドクターブレード50を構成すれば、上述した刃先部52a及び刃基部52bを簡単に構成できる。素材や厚みを調整することで、刃基部52bの剛性を自在に設定できる。刃先部52aの硬度設定や長さ調整も容易であり、最適な状態に容易に設定できる。
Thus, if the
ドクターブレード50の刃先部52aは、30〜40°のリバースアングルで塗工領域21に接触するように設定されている。すなわち、突出部52は、塗工領域21の周回方向に対して逆方向からグラビアロール20に向かって突出し、塗工領域21との接触部位における法線Hに対して傾斜して配置されている。そして、グラビアロール20の回転軸の方向から見て、接触部位における接線Sからの刃先部52aの傾斜角度θが、30〜40°の範囲内に設定されている。
The
このようにドクターブレード50の刃先部52aを設定することで、刃先部52aの適度な撓みと押圧力とが得られるため、良好な塗工性能の確保とグラビアロール20の摩耗耐性の向上とが容易に実現できる。ナチュアルアングル(塗工領域21の周回方向に対して順方向からグラビアロール20に向かって突出部52が突出)であれば、刃先の周りに固体粒子が堆積し易いが、リバースアングルであればそのような堆積が防げるので、高度な塗工性能を確保できる。また、グラビアロール20が高速で回転しても、ナチュアルアングルで生じ易い刃先部52aの浮き上がりが生じ難いため、生産効率に優れる点でも有利である。
By setting the
更に、この塗工装置1では、未使用時の刃先部52aの先端に、接線Sの方向に拡がる傾斜面57が形成されていて、使用開始時の段階から刃先部52aの先端が塗工領域21に円滑に接触するように設定されている。従って、ドクターブレード50がグラビアロール20に引っ掛かったりがたついたりするのを最初から抑制できるため、良好な塗工性能を確保しながら摩耗耐性をより向上させることができる。
Furthermore, in this coating apparatus 1, the
刃先部52aは、摩耗して次第に短くなっていくが、刃先部52aの全体の厚みが一定であるので、短くなっても安定した接触状態を維持することができる。なお、この塗工装置1では、グラビアロール20だけでなくドクターブレード50の摩耗耐性も向上できるので、刃先部52aの最先端から刃基部52bに向かって少なくとも1mm以内の部分の厚みを一定にしておけば、ドクターブレード50の煩雑な交換を回避できる。
The
(ドクターブレードの第1変形例)
図5に、第1変形例のドクターブレード50Aを示す。ドクターブレード50Aは、単一の部材で構成されている点で、実施形態のドクターブレード50と異なっている。すなわち、このドクターブレード50Aの場合、取付部51及び突出部52の全体が、固体粒子よりも硬度の低い合成樹脂等で形成されていて、刃先部52aよりも厚みを大きくすることによって刃基部52bが構成されている。
(First variant of doctor blade)
FIG. 5 shows a
具体的には、一定の厚みの刃先部52aが、突出部52の内面(液溜部46に向く面)を一段下げる段差部61を介して刃基部52bに連なっている。段差部61における刃先部52aと刃基部52bとの内面の境界部分は、断面円弧状の曲面で形成されている。このドクターブレード50Aの場合、単一の部材で構成されているので、交換作業等の取り扱いが容易であり、作業性に優れる利点がある。なお、便宜上、同じ機能の構成については同じ符号を用いてその説明は省略する(他の変形例も同様)。
Specifically, the
(ドクターブレードの第2変形例)
図6に、第2変形例のドクターブレード50Bを示す。ドクターブレード50Bは、メインブレード55が、第1変形例のドクターブレード50Aの形態を有している点で、実施形態のドクターブレード50と異なっている。すなわち、このドクターブレード50Bの場合、メインブレード55が、刃先部52aを構成する薄肉部71と、薄肉部71よりも厚みが厚く刃基部52bを構成する厚肉部72と、を有している。
(Second modification of doctor blade)
FIG. 6 shows a
そして、このドクターブレード50Bの場合、その刃基部52bが、厚肉部72とサポートプレート56とが重なり合って形成された高剛性部73と、厚肉部72の刃先部52aの側の部分がサポートプレート56から突出して形成された、高剛性部73よりも剛性の低い中剛性部74と、で構成されている。このように、刃基部52bを段階的に剛性が高くなるようにすれば、刃先部52aをよりバランスよく撓ませることができるので、良好な塗工性能の確保及び摩耗耐性の向上をよりいっそう安定して実現できる。
In the case of this
(ドクターブレードの第3変形例)
図7に、第3変形例のドクターブレード50Cを示す。ドクターブレード50Cは、第1変形例のドクターブレード50Aと同様に単一の部材で構成されており、第1変形例のドクターブレード50Aと比べると刃先部52aの形状が異なっている。
(Third modification of doctor blade)
FIG. 7 shows a
具体的には、刃先部52aの厚みが、一定でなく、先端側に向かうに従って次第に厚みが小さくなるテーパー形状に形成されている。より具体的には、刃先部52aの内面が、先端側に向かうに従って次第に外面に近づく平坦な傾斜面となっている。このドクターブレード50Cの場合、刃先部52aが摩耗すると、厚みが次第に大きくなって効果が得難くなっていくが、刃先部52aが、先端から離れるに従って次第に撓み難くなるので、先端の厚みを非常に小さくしても十分な押圧力でもって安定してグラビアロール20に刃先部52aを押し付けることができる利点がある。
Specifically, the thickness of the
(ドクターブレードの第4変形例)
図8に、第4変形例のドクターブレード50Dを示す。ドクターブレード50Dは、メインブレード55が、第3変形例のドクターブレード50Cの形態を有している点で第2変形例のメインブレード55と異なっている。
(Fourth modification of the doctor blade)
FIG. 8 shows a
すなわち、このドクターブレード50Dの場合、メインブレード55が、刃先部52aを構成するテーパー形状をした先端部81と、先端部81に連なって刃基部52bを構成する厚みが一定の本体部82と、を有している。そして、このドクターブレード50Dの刃基部52bは、本体部82とサポートプレート56とが重なり合って形成された高剛性部73と、本体部82の先端部81の側の部分がサポートプレート56から突出して形成された中剛性部74と、で構成されている。従って、このドクターブレード50Dの場合も、刃先部52aをよりバランスよく撓ませることができるので、良好な塗工性能の確保及び摩耗耐性の向上をよりいっそう安定して実現できる。
That is, in the case of this
<グラビアロールの摩耗試験>
樹脂製のドクターブレードの刃先部の厚みの違いが、グラビアロールの摩耗に対してどのような影響を及ぼすかについて調査した。比較例(刃先部の厚みが1mm)、実施例1(刃先部の厚みが0.2mm)、実施例2(刃先部の厚みが0.35mm)の試験結果を次に示す。
<Abrasion test of gravure roll>
The effect of the difference in the thickness of the cutting edge of the resin doctor blade on the wear of the gravure roll was investigated. The test results of the comparative example (thickness of the blade edge part 1 mm), Example 1 (thickness of the blade edge part 0.2 mm), and Example 2 (thickness of the blade edge part 0.35 mm) are shown below.
試験では、セラミック製のグラビアロールを装着し、ドクターブレードの刃先部が、略35°のリバースアングルでグラビアロールの塗工領域に接触するように設定された塗工試験機を使用し、同様の試験条件の下で連続塗工を行った。各試験では、塗工領域のセル深度の変化を測定し、その変化量を摩耗量として評価した。セル深度の測定は、(株)東京精密製のサーフコム130Aを使用し、塗工領域の所定部位を3回トレースして、その平均値をセル深度とした。 In the test, a coating gravure roll made of ceramic was installed, and a coating test machine set so that the blade edge of the doctor blade was in contact with the coating area of the gravure roll at a reverse angle of about 35 ° was used. Continuous coating was performed under the test conditions. In each test, the change in the cell depth in the coating area was measured, and the amount of change was evaluated as the amount of wear. The cell depth was measured by using Surfcom 130A manufactured by Tokyo Seimitsu Co., Ltd., tracing a predetermined portion of the coating region three times, and taking the average value as the cell depth.
比較例、実施例1、及び実施例2の各ドクターブレードの構成は次の通りである。 The configurations of the doctor blades of the comparative example, example 1, and example 2 are as follows.
(比較例)厚みが1mmで短辺長さが35mmの樹脂製(強化ポリエステル)のドクターブレードである。使用前の刃先部の先端には、塗工領域に円滑に接触するように傾斜面が形成されている。 (Comparative Example) A doctor blade made of resin (reinforced polyester) having a thickness of 1 mm and a short side length of 35 mm. An inclined surface is formed at the tip of the cutting edge before use so as to smoothly contact the coating region.
(実施例1)上述した第1変形例と同形態の樹脂製(強化ポリエステル)のドクターブレードである。刃先部の厚みは0.2mmでその長さは1.5mmであり、刃基部の厚みは1mmである。刃先部を含む短辺長さは35mmである。 (Example 1) This is a doctor blade made of resin (reinforced polyester) in the same form as the first modification described above. The blade tip has a thickness of 0.2 mm and a length of 1.5 mm, and the blade base has a thickness of 1 mm. The short side length including the cutting edge is 35 mm.
(実施例2)上述した実施形態と同形態のドクターブレードである。厚みが0.35mmで短辺長さが35mmの樹脂製(ポリエステル)のメインブレードと、厚みが1mmで短辺長さが30mmのステンレス鋼製のサポートプレートとで構成されている。 (Example 2) A doctor blade of the same form as the above-described embodiment. The main blade is made of a resin (polyester) main blade having a thickness of 0.35 mm and a short side length of 35 mm, and a stainless steel support plate having a thickness of 1 mm and a short side length of 30 mm.
図9に、これらのグラビアロールの摩耗量の経時変化を表したグラフを示す。比較例では、塗工時間の経過に従って摩耗量が増加する傾向が認められた。それに対し、実施例1及び実施例2では、比較例に比べて摩耗量が大幅に減少する傾向が認められた。実施例2は、比較例に比べて摩耗の変化量が3分の1以下となっており、グラビアロールの著しい摩耗耐性の向上効果が認められた。特に、刃先部の厚みがより薄い実施例1では、約30時間後においても、グラビアロールの摩耗量は誤差レベルであり、グラビアロールがほとんど摩耗していないという顕著な効果が認められた。 In FIG. 9, the graph showing the time-dependent change of the abrasion loss of these gravure rolls is shown. In the comparative example, the wear amount tended to increase as the coating time passed. On the other hand, in Example 1 and Example 2, the tendency for the amount of wear to decrease significantly was recognized compared with the comparative example. In Example 2, the amount of change in wear was 1/3 or less compared to the comparative example, and a remarkable effect of improving the wear resistance of the gravure roll was recognized. In particular, in Example 1 in which the blade edge portion is thinner, the wear amount of the gravure roll was at an error level even after about 30 hours, and a remarkable effect was observed that the gravure roll was hardly worn.
また、ドクターブレードで掻き取った後の塗工領域の状態についても、実施例1及び実施例2の双方ともに、従来と同等以上に塗液が均一に付着する傾向が認められたことから、良好な塗工性能が確保できることが示唆された。 In addition, as for the state of the coating area after scraping with a doctor blade, both Example 1 and Example 2 were found to have a tendency to uniformly adhere the coating liquid to the same level as before, and thus good. It was suggested that good coating performance could be secured.
従って、本実施形態及び各変形例のグラビア塗工装置1によれば、摩耗を促進させる固体粒子を含有する塗液を塗布する場合であっても、良好な塗工性能を確保しながらグラビアロール20の摩耗耐性を著しく向上させることができるようになる。 Therefore, according to the gravure coating apparatus 1 of the present embodiment and each modified example, a gravure roll while ensuring good coating performance even when a coating liquid containing solid particles that promote wear is applied. The wear resistance of 20 can be remarkably improved.
なお、本発明にかかるグラビア塗工装置は、上述した実施形態に限定されず、それ以外の種々の構成をも包含する。 In addition, the gravure coating apparatus concerning this invention is not limited to embodiment mentioned above, The other various structure is also included.
例えば、実施形態では、いわゆるキスコート方式の塗工ユニット3を例示したが、塗工ユニット3の塗工方式はそれに限らない。例えば、グラビアロール20とバックアップロールとで基材Wを挟んで塗液を転写するダイレクト方式や、グラビアロール20と基材Wとの間にゴムロール等を介して塗液を転写するオフセット方式であってもよい。
For example, in the embodiment, the so-called kiss coat
シールブレード43は、ドクターブレード50と共用しなくてもよく、材質や形状がドクターブレード50と異なっていてもよい。刃先部52aの材質は、樹脂が好ましいが、固体粒子よりも硬度が低ければ金属であってもよい。
The seal blade 43 may not be shared with the
1 グラビア塗工装置
3 塗工ユニット
20 グラビアロール
21 塗工領域
30 塗液供給部
40 チャンバー
41a 横長凹部
41b 上側支持部
41d 流入口
41e 流出口
45 押付具
46 液溜部
50,50A,50B,50C,50D ドクターブレード
51 取付部
52 突出部
52a 刃先部
52b 刃基部
55 メインブレード
56 サポートプレート
57 傾斜面
W 基材
DESCRIPTION OF SYMBOLS 1
Claims (10)
前記塗液が付着する塗工領域を外周面に有し、前記基材の搬送に連動して回転するグラビアロールと、
周回する前記塗工領域に前記塗液を供給する塗液供給部と、
前記グラビアロールに沿って配置され、前記塗工領域の表面を掻き取るドクターブレードと、
を備え、
前記ドクターブレードは、
前記グラビアロールの近傍に配置されたブレード支持部に着脱可能に固定される取付部と、
前記ブレード支持部から前記グラビアロールに向かって突出し、前記塗工領域に接触する突出部と、
を有し、
前記突出部が、
前記突出部の先端部分を構成し、前記固体粒子よりも硬度の低い刃先部と、
前記刃先部から前記取付部に至る部分を構成し、当該刃先部よりも剛性の高い刃基部と、
を有しているグラビア塗工装置。 A gravure coating device that applies a coating liquid containing solid particles to a substrate that is continuously conveyed,
A gravure roll having a coating area to which the coating liquid adheres on the outer peripheral surface and rotating in conjunction with the conveyance of the substrate;
A coating liquid supply unit that supplies the coating liquid to the coating region that circulates;
A doctor blade disposed along the gravure roll and scraping the surface of the coating area;
With
The doctor blade is
A mounting portion detachably fixed to a blade support portion disposed in the vicinity of the gravure roll;
Projecting toward the gravure roll from the blade support, and a projecting part that contacts the coating region;
Have
The protrusion is
The tip portion of the protruding portion is configured, and the cutting edge portion having a lower hardness than the solid particles,
A portion extending from the blade edge portion to the attachment portion, and a blade base portion having higher rigidity than the blade edge portion;
Gravure coating equipment.
前記刃先部における最先端から5mm以内の部分の厚みが0.5mm以下であるグラビア塗工装置。 In the gravure coating apparatus according to claim 1,
A gravure coating apparatus in which the thickness of a portion within 5 mm from the forefront of the cutting edge is 0.5 mm or less.
前記刃先部の最先端から少なくとも1mm以内の部分の厚みが一定であるグラビア塗工装置。 In the gravure coating apparatus according to claim 2,
A gravure coating apparatus in which the thickness of a portion within at least 1 mm from the cutting edge of the cutting edge is constant.
前記突出部は、前記塗工領域との接触部位における法線に対して傾斜して配置され、
未使用時の前記刃先部の先端に、前記接触部位の接線方向に拡がる傾斜面が形成されているグラビア塗工装置。 In the gravure coating apparatus according to claim 2 or claim 3,
The protruding portion is disposed to be inclined with respect to a normal line at a contact portion with the coating region,
A gravure coating apparatus in which an inclined surface extending in a tangential direction of the contact portion is formed at the tip of the blade edge when not in use.
前記突出部が、前記塗工領域の周回方向に対して逆方向から前記グラビアロールに向かって突出しているグラビア塗工装置。 In the gravure coating apparatus according to claim 4,
The gravure coating apparatus with which the said protrusion part protrudes toward the said gravure roll from the reverse direction with respect to the surrounding direction of the said coating area | region.
前記ドクターブレードは、
前記固体粒子よりも硬度の低いメインブレードと、
前記メインブレードに重ね合わせた状態で前記ブレード支持部に支持されるサポートプレートと、
を含む複数の部材からなり、
前記メインブレードと前記サポートプレートとが重なり合って前記刃基部が構成され、前記メインブレードの先端側が前記サポートプレートから突出して前記刃先部が構成されているグラビア塗工装置。 In the gravure coating apparatus according to claim 1,
The doctor blade is
A main blade having a lower hardness than the solid particles;
A support plate supported by the blade support in a state of being superimposed on the main blade;
A plurality of members including
The main blade and said support plate is formed said blade base overlap, the main blade tip side gravure coating apparatus before Symbol cutting edge is configured to protrude from the support plate.
前記ドクターブレードは、前記固体粒子よりも硬度の低い単一の部材からなり、
前記刃先部よりも厚みを大きくすることによって前記刃基部が構成されているグラビア塗工装置。 In the gravure coating apparatus according to claim 1,
The doctor blade is composed of a single member having a lower hardness than the solid particles,
A gravure coating apparatus in which the blade base is configured by making the thickness larger than the blade tip.
前記固体粒子は、無機酸化物の粒子であり、
前記基材は、エンジニアリングプラスチックからなるグラビア塗工装置。 In the gravure coating apparatus according to claim 1,
The solid particles are inorganic oxide particles,
The said base material is a gravure coating apparatus which consists of engineering plastics.
前記塗工領域の少なくとも表面部分が、セラミック又はDLCからなるグラビア塗工装置。 In the gravure coating apparatus according to claim 8,
A gravure coating apparatus in which at least a surface portion of the coating region is made of ceramic or DLC.
前記塗液供給部は、前記グラビアロールに沿って配置されて前記ドクターブレード及び前記ブレード支持部を含んで構成されるチャンバーを有し、
前記チャンバーと前記グラビアロールとの組み合わせにより、前記塗工領域に前記塗液を供給しながら貯留する密閉空間が形成されているグラビア塗工装置。 In the gravure coating apparatus according to any one of claims 1 to 9,
The coating liquid supply unit includes a chamber that is disposed along the gravure roll and includes the doctor blade and the blade support unit.
A gravure coating apparatus in which an airtight space for storing the coating liquid is supplied to the coating region by a combination of the chamber and the gravure roll.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015126353A JP6586301B2 (en) | 2015-06-24 | 2015-06-24 | Gravure coating equipment |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015126353A JP6586301B2 (en) | 2015-06-24 | 2015-06-24 | Gravure coating equipment |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2017006867A JP2017006867A (en) | 2017-01-12 |
| JP6586301B2 true JP6586301B2 (en) | 2019-10-02 |
Family
ID=57762322
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015126353A Active JP6586301B2 (en) | 2015-06-24 | 2015-06-24 | Gravure coating equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6586301B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP6932520B2 (en) * | 2016-03-08 | 2021-09-08 | 住友化学株式会社 | Manufacturing method for doctor blades, coating equipment and laminated separators |
| CN112403806A (en) * | 2019-08-20 | 2021-02-26 | 北京卫蓝新能源科技有限公司 | Gravure coating device and method for preparing large-width ultrathin metal lithium strip |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2005279344A (en) * | 2004-03-26 | 2005-10-13 | Fuji Photo Film Co Ltd | Method for manufacturing laminated product |
| JP5857395B2 (en) * | 2010-10-18 | 2016-02-10 | トヨタ自動車株式会社 | Gravure coating equipment |
| JP6041146B2 (en) * | 2013-03-19 | 2016-12-07 | 東レフィルム加工株式会社 | Method for producing laminated film |
| WO2015056708A1 (en) * | 2013-10-16 | 2015-04-23 | 住友化学株式会社 | Gravure roll, method for manufacturing separator, and separator |
| JP6220656B2 (en) * | 2013-12-03 | 2017-10-25 | 富士機械工業株式会社 | Coating equipment |
-
2015
- 2015-06-24 JP JP2015126353A patent/JP6586301B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2017006867A (en) | 2017-01-12 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5181870B2 (en) | Coating device | |
| JP4696011B2 (en) | Gravure coating equipment | |
| JP6013603B2 (en) | Gravure roll and separator manufacturing method | |
| US9604246B2 (en) | Double-sided coating device | |
| JP6371527B2 (en) | Coating equipment | |
| US20060016392A1 (en) | Gravure coating apparatus | |
| JP6586301B2 (en) | Gravure coating equipment | |
| JP5890303B2 (en) | Gravure coating equipment | |
| EP1876662B1 (en) | Electrode mixture paste coating method and coater | |
| JP5747459B2 (en) | Intermittent coating device | |
| US9427767B2 (en) | Apparatus for applying coating liquid and coating bar | |
| WO2018168234A1 (en) | Die head device, application method, and laminate forming device | |
| JP2015176842A (en) | Production apparatus of sheet for lithium ion secondary battery, production method of sheet for lithium ion secondary battery, and manufacturing method for lithium ion secondary battery | |
| WO2019181581A1 (en) | Coating device and coating method | |
| KR101778837B1 (en) | Substrate coating method | |
| JP2008237968A (en) | Coating method | |
| JP5857395B2 (en) | Gravure coating equipment | |
| JP6346820B2 (en) | Coating equipment | |
| JP5176687B2 (en) | Gravure coating apparatus and gravure coating method | |
| JP6879176B2 (en) | Coating equipment | |
| US20120255159A1 (en) | Method of manufacturing member made by stainless steel and method of manufacturing coating film | |
| JP2016087488A (en) | Wiper device | |
| JP2015208713A (en) | Coating device | |
| JP2011131126A (en) | Gravure coating apparatus | |
| JP2008019458A (en) | Film deposition apparatus |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20180509 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20190225 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20190305 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20190312 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20190827 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20190909 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6586301 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |