JP6345521B2 - Terminal-processed elastic transmitter - Google Patents
Terminal-processed elastic transmitter Download PDFInfo
- Publication number
- JP6345521B2 JP6345521B2 JP2014144319A JP2014144319A JP6345521B2 JP 6345521 B2 JP6345521 B2 JP 6345521B2 JP 2014144319 A JP2014144319 A JP 2014144319A JP 2014144319 A JP2014144319 A JP 2014144319A JP 6345521 B2 JP6345521 B2 JP 6345521B2
- Authority
- JP
- Japan
- Prior art keywords
- transmission line
- core material
- transmission
- stretchable
- elastic
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 230000005540 biological transmission Effects 0.000 claims description 186
- 239000011162 core material Substances 0.000 claims description 123
- 239000011247 coating layer Substances 0.000 claims description 25
- 239000000835 fiber Substances 0.000 description 72
- 238000004804 winding Methods 0.000 description 36
- 239000000853 adhesive Substances 0.000 description 27
- 238000000034 method Methods 0.000 description 27
- 230000001070 adhesive effect Effects 0.000 description 26
- 239000010410 layer Substances 0.000 description 22
- 230000007246 mechanism Effects 0.000 description 19
- 239000011347 resin Substances 0.000 description 12
- 229920005989 resin Polymers 0.000 description 12
- 238000005304 joining Methods 0.000 description 11
- 238000012360 testing method Methods 0.000 description 11
- 239000011248 coating agent Substances 0.000 description 10
- 238000000576 coating method Methods 0.000 description 10
- 238000012545 processing Methods 0.000 description 10
- YCKRFDGAMUMZLT-UHFFFAOYSA-N Fluorine atom Chemical compound [F] YCKRFDGAMUMZLT-UHFFFAOYSA-N 0.000 description 9
- 238000005452 bending Methods 0.000 description 9
- 239000011737 fluorine Substances 0.000 description 9
- 229910052731 fluorine Inorganic materials 0.000 description 9
- 229920001971 elastomer Polymers 0.000 description 8
- -1 etc.) Chemical compound 0.000 description 8
- 239000005060 rubber Substances 0.000 description 8
- 238000010586 diagram Methods 0.000 description 7
- 229920000728 polyester Polymers 0.000 description 7
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 6
- 230000000694 effects Effects 0.000 description 6
- 229920001778 nylon Polymers 0.000 description 6
- 239000005871 repellent Substances 0.000 description 6
- 230000008602 contraction Effects 0.000 description 5
- 230000006866 deterioration Effects 0.000 description 5
- 239000000463 material Substances 0.000 description 5
- 239000013307 optical fiber Substances 0.000 description 5
- 239000000126 substance Substances 0.000 description 5
- 125000000391 vinyl group Chemical group [H]C([*])=C([H])[H] 0.000 description 5
- 229920002554 vinyl polymer Polymers 0.000 description 5
- RNFJDJUURJAICM-UHFFFAOYSA-N 2,2,4,4,6,6-hexaphenoxy-1,3,5-triaza-2$l^{5},4$l^{5},6$l^{5}-triphosphacyclohexa-1,3,5-triene Chemical compound N=1P(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP(OC=2C=CC=CC=2)(OC=2C=CC=CC=2)=NP=1(OC=1C=CC=CC=1)OC1=CC=CC=C1 RNFJDJUURJAICM-UHFFFAOYSA-N 0.000 description 4
- 229920002972 Acrylic fiber Polymers 0.000 description 4
- 244000043261 Hevea brasiliensis Species 0.000 description 4
- 239000004698 Polyethylene Substances 0.000 description 4
- 239000003063 flame retardant Substances 0.000 description 4
- 239000007788 liquid Substances 0.000 description 4
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 229920003052 natural elastomer Polymers 0.000 description 4
- 229920001194 natural rubber Polymers 0.000 description 4
- 229920000573 polyethylene Polymers 0.000 description 4
- 229920003051 synthetic elastomer Polymers 0.000 description 4
- 239000005061 synthetic rubber Substances 0.000 description 4
- 239000004743 Polypropylene Substances 0.000 description 3
- 229910052782 aluminium Inorganic materials 0.000 description 3
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 3
- 229920006231 aramid fiber Polymers 0.000 description 3
- 238000009954 braiding Methods 0.000 description 3
- 239000004020 conductor Substances 0.000 description 3
- 229910052802 copper Inorganic materials 0.000 description 3
- 239000010949 copper Substances 0.000 description 3
- 238000005520 cutting process Methods 0.000 description 3
- 229920001155 polypropylene Polymers 0.000 description 3
- 229920002635 polyurethane Polymers 0.000 description 3
- 239000004814 polyurethane Substances 0.000 description 3
- 230000002940 repellent Effects 0.000 description 3
- 230000008054 signal transmission Effects 0.000 description 3
- 238000011282 treatment Methods 0.000 description 3
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 3
- 229920000742 Cotton Polymers 0.000 description 2
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 229920000297 Rayon Polymers 0.000 description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 description 2
- 230000000844 anti-bacterial effect Effects 0.000 description 2
- 239000004760 aramid Substances 0.000 description 2
- 230000008859 change Effects 0.000 description 2
- 230000000052 comparative effect Effects 0.000 description 2
- 238000011156 evaluation Methods 0.000 description 2
- 239000003365 glass fiber Substances 0.000 description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 description 2
- 229910052737 gold Inorganic materials 0.000 description 2
- 239000010931 gold Substances 0.000 description 2
- 238000010438 heat treatment Methods 0.000 description 2
- 238000009413 insulation Methods 0.000 description 2
- 238000012423 maintenance Methods 0.000 description 2
- 230000003287 optical effect Effects 0.000 description 2
- BASFCYQUMIYNBI-UHFFFAOYSA-N platinum Chemical compound [Pt] BASFCYQUMIYNBI-UHFFFAOYSA-N 0.000 description 2
- 229920002492 poly(sulfone) Polymers 0.000 description 2
- 229920006306 polyurethane fiber Polymers 0.000 description 2
- 239000002964 rayon Substances 0.000 description 2
- 229920006298 saran Polymers 0.000 description 2
- 229910052709 silver Inorganic materials 0.000 description 2
- 239000004332 silver Substances 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 230000000638 stimulation Effects 0.000 description 2
- 229910000881 Cu alloy Inorganic materials 0.000 description 1
- 229910001111 Fine metal Inorganic materials 0.000 description 1
- 229920002821 Modacrylic Polymers 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- OAICVXFJPJFONN-UHFFFAOYSA-N Phosphorus Chemical compound [P] OAICVXFJPJFONN-UHFFFAOYSA-N 0.000 description 1
- 239000004734 Polyphenylene sulfide Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- 239000002174 Styrene-butadiene Substances 0.000 description 1
- ATJFFYVFTNAWJD-UHFFFAOYSA-N Tin Chemical compound [Sn] ATJFFYVFTNAWJD-UHFFFAOYSA-N 0.000 description 1
- 238000005299 abrasion Methods 0.000 description 1
- 230000003373 anti-fouling effect Effects 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- MTAZNLWOLGHBHU-UHFFFAOYSA-N butadiene-styrene rubber Chemical compound C=CC=C.C=CC1=CC=CC=C1 MTAZNLWOLGHBHU-UHFFFAOYSA-N 0.000 description 1
- 125000000484 butyl group Chemical group [H]C([*])([H])C([H])([H])C([H])([H])C([H])([H])[H] 0.000 description 1
- 239000003795 chemical substances by application Substances 0.000 description 1
- YACLQRRMGMJLJV-UHFFFAOYSA-N chloroprene Chemical compound ClC(=C)C=C YACLQRRMGMJLJV-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000011231 conductive filler Substances 0.000 description 1
- 230000001877 deodorizing effect Effects 0.000 description 1
- 238000013461 design Methods 0.000 description 1
- 238000006073 displacement reaction Methods 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000005611 electricity Effects 0.000 description 1
- 150000002148 esters Chemical class 0.000 description 1
- HQQADJVZYDDRJT-UHFFFAOYSA-N ethene;prop-1-ene Chemical group C=C.CC=C HQQADJVZYDDRJT-UHFFFAOYSA-N 0.000 description 1
- 238000005187 foaming Methods 0.000 description 1
- 239000011888 foil Substances 0.000 description 1
- 239000011521 glass Substances 0.000 description 1
- 229910052738 indium Inorganic materials 0.000 description 1
- APFVFJFRJDLVQX-UHFFFAOYSA-N indium atom Chemical compound [In] APFVFJFRJDLVQX-UHFFFAOYSA-N 0.000 description 1
- 239000011810 insulating material Substances 0.000 description 1
- 239000012212 insulator Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 229920000126 latex Polymers 0.000 description 1
- 238000004519 manufacturing process Methods 0.000 description 1
- 229910001120 nichrome Inorganic materials 0.000 description 1
- 239000003921 oil Substances 0.000 description 1
- 238000013021 overheating Methods 0.000 description 1
- 230000003647 oxidation Effects 0.000 description 1
- 238000007254 oxidation reaction Methods 0.000 description 1
- 229910052698 phosphorus Inorganic materials 0.000 description 1
- 239000011574 phosphorus Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 239000013308 plastic optical fiber Substances 0.000 description 1
- 238000007747 plating Methods 0.000 description 1
- 229910052697 platinum Inorganic materials 0.000 description 1
- 229920003229 poly(methyl methacrylate) Polymers 0.000 description 1
- 229920002647 polyamide Polymers 0.000 description 1
- 239000004417 polycarbonate Substances 0.000 description 1
- 229920000515 polycarbonate Polymers 0.000 description 1
- 229920001470 polyketone Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000004926 polymethyl methacrylate Substances 0.000 description 1
- 229920000098 polyolefin Polymers 0.000 description 1
- 229920000069 polyphenylene sulfide Polymers 0.000 description 1
- 229920001296 polysiloxane Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 230000002265 prevention Effects 0.000 description 1
- 230000001681 protective effect Effects 0.000 description 1
- 230000009467 reduction Effects 0.000 description 1
- 230000000452 restraining effect Effects 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000011115 styrene butadiene Substances 0.000 description 1
- 229920003048 styrene butadiene rubber Polymers 0.000 description 1
- 230000008719 thickening Effects 0.000 description 1
- 239000011135 tin Substances 0.000 description 1
- 229910052718 tin Inorganic materials 0.000 description 1
- 229910000597 tin-copper alloy Inorganic materials 0.000 description 1
- 229920006312 vinyl chloride fiber Polymers 0.000 description 1
- 239000011800 void material Substances 0.000 description 1
- 238000004073 vulcanization Methods 0.000 description 1
- 210000002268 wool Anatomy 0.000 description 1
Images








Landscapes
- Insulated Conductors (AREA)
Description
本発明は伸縮性を失うことが無いように端末加工された伸縮性伝送体に関するものである。さらに詳しくは、伸縮性を有する芯材の周りに伝送線が螺旋状に捲回され、その外側に必要に応じて外部被覆層が設けられた伸縮性の経時劣化が少ない伸縮伝送体に関する。 The present invention relates to a stretchable transmission body that is terminal-processed so as not to lose stretchability. More specifically, the present invention relates to a stretchable transmission body with little deterioration with time of stretchability, in which a transmission line is spirally wound around a stretchable core material, and an outer coating layer is provided on the outside as necessary.
伸縮性伝送体は数多く研究されており、特許文献として伸縮電線及びその製造方法(下記特許文献1参照)、伸縮性信号伝送ケーブル(下記特許文献2参照)および伸縮性光信号伝送ケーブル(下記特許文献3参照)などが知られている。また伸縮電線を用いた伸縮性ワイヤーハーネス(下記特許文献4参照)も知られている。
近年伸縮性伝送体が広く使用されるようになるに従い、伸縮性伝送体をそのまま取扱いたいというニーズが強くなっている。ところが通常のケーブルと同様に伸縮性伝送体を端末加工すると伸縮性が失われるという問題があった。すなわち伸縮性が失われないように端末加工された伸縮性伝送体が求められている。
A lot of stretchable transmitters have been studied. Patent documents include a stretchable electric wire and a manufacturing method thereof (see
In recent years, as the elastic transmission body is widely used, there is an increasing need to handle the elastic transmission body as it is. However, there is a problem that the stretchability is lost when the stretchable transmission body is processed in the same manner as a normal cable. That is, there is a demand for a stretchable transmitter that has been terminal-processed so as not to lose stretchability.
伸縮性伝送体は伸縮性の芯材と伝送線を含んでおり、そのほとんどが芯材の周囲に伝送線がらせん状に捲回されている。この伸縮性伝送体の伸縮性が失われる原因は、端子処理をした際に芯材が縮み伸縮性伝送体の内部へ引っ込んでしまうか、使用時に伸縮を繰り返すことで芯材が伸縮性伝送体の内部へ引っ込んでしまうためである。
これを避けるため、特許文献4には、芯材を伸縮性伝送体の端部に設けられたハウジングに接合することが開示されている。しかし、伸縮性伝送体を単独で使用する方法については開示も示唆もない。
The stretchable transmission body includes a stretchable core material and a transmission line, and most of them are wound around the core material in a spiral shape. The reason why the stretchability of this stretchable transmission body is lost is that the core material shrinks when the terminal is processed and retracts into the stretchable transmission body, or the core material becomes stretchable by repeatedly stretching during use. It is because it will be retracted into the inside.
In order to avoid this,
本発明の目的は、伸縮性を有する芯材の周りに伝送線が螺旋状に捲回され、その外側に必要に応じて外部被覆層が設けられた伸縮伝送体において、伸縮性に優れ、その経時劣化の少ない伸縮性伝送体を提供することである。 An object of the present invention is to provide a stretchable transmission body in which a transmission line is spirally wound around a stretchable core material, and an outer covering layer is provided on the outer side as necessary. It is to provide an elastic transmission body with little deterioration with time.
本発明者等は、伸縮性伝送体の伸縮性が失われないように鋭意検討した結果、芯材が伸縮性伝送体の内部に引っ込むことが伸縮性減少の原因あることを見出し、芯材の端部の外径を螺旋状に捲回された伝送線の捲回内径以上の大きさにするか、芯材の端部を伝送線の端部または外部被覆層の端部に接合するか、これらを併用するかのいずれかの方法を用いることで伸縮させても芯材が内部に引き込まれることが無く伸縮性が失われないことを見出し、本発明に至ったものである。
すなわち、本発明は下記の発明を提供する。
As a result of intensive studies so that the stretchability of the stretchable transmission body is not lost, the present inventors have found that the core material is retracted into the stretchable transmission body, causing a reduction in stretchability. The outer diameter of the end is made larger than the wound inner diameter of the transmission wire wound spirally, or the end of the core is joined to the end of the transmission line or the end of the outer coating layer, It has been found that the core material is not drawn into the interior and the stretchability is not lost even if it is expanded or contracted by using any of these methods in combination, and the present invention has been achieved.
That is, the present invention provides the following inventions.
(1)伸縮性の芯材の周りに伝送線が螺旋状に捲回されている構造を有する伸縮性伝送体であって、芯材の端部が伝送線の端部に接合していることを特徴とする伸縮性伝送体。
(2)伸縮性の芯材の周りに伝送線が螺旋状に捲回され、その外側に外部被覆層が設けられている構造を有する伸縮性伝送体であって、下記構造のいずれか1つ以上を有することを特徴とする伸縮性伝送体。
イ)芯部の端部が伝送線の端部に接合している、
ロ)芯部の端部が外部被覆層の端部に接合している。
(3)前記芯材の端部の外径が螺旋状に捲回された伝送線の捲回内径よりも大きい、前記(1)又は(2)に記載の伸縮性伝送体。
(1) An elastic transmission body having a structure in which a transmission line is spirally wound around an elastic core material, and an end portion of the core material is joined to an end portion of the transmission line. An elastic transmission body characterized by
(2) A stretchable transmission body having a structure in which a transmission line is spirally wound around a stretchable core material and an outer coating layer is provided on the outside thereof, and any one of the following structures: The elastic transmission body characterized by having the above.
B ) The end of the core is joined to the end of the transmission line.
B ) The end of the core is joined to the end of the outer coating layer.
(3) The stretchable transmission body according to (1) or (2), wherein an outer diameter of an end portion of the core member is larger than a wound inner diameter of a transmission line wound in a spiral shape.
本発明の伸縮性伝送体は、伸縮性が失われないように端末加工されたもので、伸縮動作を伴う機器の配線として有用である。 The stretchable transmitter of the present invention is terminal-processed so that the stretchability is not lost, and is useful as a wiring for equipment that involves stretching operations.
本発明について、以下具体的に説明する。
本発明の伸縮性伝送体は、芯材端部の外径を、螺旋状に捲回された伝送線の捲回内径以上の大きさにするか、芯材の端部を伝送線の端部、または外部被覆層の端部に接合するか、または、これらを併用するかのいずれかの方法を用いて端末加工されている。
The present invention will be specifically described below.
The stretchable transmission body of the present invention has an outer diameter at the end of the core material that is greater than or equal to the wound inner diameter of the spirally wound transmission line, or the end of the core material is the end of the transmission line. Or end processing using either a method of joining to an end portion of the outer coating layer or a combination thereof.
芯材は、弾性長繊維、弾性チューブまたはコイルバネ等から形成することができる。
また、芯材は内部に空隙を有していても良い。空隙は、伸縮性を阻害せず、伝送線の捲回径を大きくできるため、伸縮応力を小さくする効果がある。空隙を形成する方法は、例えば、弾性長繊維の周囲に絶縁繊維を配置する方法、弾性長繊維または、弾性長繊維の周囲に絶縁繊維を配置した糸状体を編み組みする方法、弾性長繊維を発泡させる方法、弾性長繊維を中空にする方法、またはこれらを組み合わせた方法などがある。弾性チューブまたはコイルバネから形成した場合は当然中空になる。
The core material can be formed from an elastic long fiber, an elastic tube, a coil spring, or the like.
Moreover, the core material may have a space | gap inside. The voids do not hinder the stretchability and can increase the winding diameter of the transmission line, and thus have the effect of reducing the stretch stress. The method of forming the void includes, for example, a method of arranging insulating fibers around the elastic long fibers, a method of braiding elastic long fibers or a thread-like body in which insulating fibers are arranged around the elastic long fibers, and elastic long fibers. There are a method of foaming, a method of hollowing out elastic long fibers, or a method of combining them. When formed from an elastic tube or coil spring, it is naturally hollow.
本発明で用いる弾性長繊維は、伸縮性に富むものであればよく、ポリマーの種類は特に限定されない。例えば、ポリウレタン系弾性長繊維、ポリオレフィンン系弾性長繊維、ポリエステル系弾性長繊維、ポリアミド系弾性長繊維、天然ゴム系弾性長繊維、合成ゴム系弾性長繊維および天然ゴムと合成ゴムの複合ゴム系弾性長繊維等をあげることができる。
ポリウレタン系弾性長繊維は、耐久性にもすぐれるため好適である。天然ゴム系長繊維は、断面積あたりの応力が他の弾性長繊維に対比して小さく、所定の芯材直径を得やすく、曲げ荷重が小さくなるという利点がある。しかし、劣化しやすいため短期の使用を目的とする用途に好適である。合成ゴム系弾性長繊維は、耐久性にすぐれ好適である。弾性長繊維は、モノフィラメントでもマルチフィラメントでも良い。
The elastic long fiber used in the present invention is not particularly limited as long as it is rich in stretchability. For example, polyurethane-based elastic long fibers, polyolefin-based elastic long fibers, polyester-based elastic long fibers, polyamide-based elastic long fibers, natural rubber-based elastic long fibers, synthetic rubber-based elastic long fibers, and composite rubber systems of natural rubber and synthetic rubber Examples thereof include elastic long fibers.
Polyurethane-based elastic long fibers are preferable because they have excellent durability. Natural rubber-based long fibers have the advantage that the stress per cross-sectional area is small compared to other elastic long fibers, a predetermined core material diameter is easily obtained, and the bending load is small. However, since it is easy to deteriorate, it is suitable for applications intended for short-term use. Synthetic rubber-based elastic long fibers are suitable because of their excellent durability. The elastic long fiber may be monofilament or multifilament.
弾性チューブは、内部に空隙を有しており、そのままで芯材として用いることも、弾性チューブの外層に繊維層を形成し、芯材とすることもでききる。伝送線と弾性チューブが直接接触すると、弾性チューブに傷が付きやすいため、弾性チューブの外層に繊維層を形成することが好ましい。
また、弾性チューブの中に伝送線を埋め込むこともできる。例えば、ステンレス棒に伝送線を捲回し、これをゴムラテックス中に浸漬または塗布した後、公知の方法(例えば、加硫処理、熱処理および乾燥処理等)を行った後、内部のステンレス棒を抜き去る等することにより、弾性チューブの中に導体線を埋め込むことができる。
The elastic tube has a gap inside, and can be used as a core material as it is, or can be formed as a core material by forming a fiber layer on the outer layer of the elastic tube. When the transmission line and the elastic tube are in direct contact with each other, the elastic tube is easily damaged. Therefore, it is preferable to form a fiber layer on the outer layer of the elastic tube.
Also, the transmission line can be embedded in the elastic tube. For example, after winding a transmission line on a stainless steel rod and immersing or coating it in a rubber latex, after performing a known method (for example, vulcanization treatment, heat treatment and drying treatment), the internal stainless steel rod is removed. By leaving or the like, the conductor wire can be embedded in the elastic tube.
芯材端部の外径を大きくする方法には、芯材の端部に接着剤を付与する、接着剤付の熱収縮チューブを付与する、芯材の端部にリング状の金属(所謂スリーブ等)をかしめて取り付ける、芯材の端部に紐、糸、針金、ビニタイ等を結びつける、芯材の端部に結び目をつくる等の方法がある。ただし、芯材の端部が太くなっても、伝送線の端部の螺旋形状がくずれると効果が発揮できないので、伝送線の端部を接着剤で固めるなどして、螺旋形状を一定に保持することが好ましい。図1は後述の実施例1における伸縮性伝送体で、芯材端部の外径を大きくする方法の一例である。図1には芯材の端部を太くする方法として、芯材の端部(1)に樹脂付の熱収縮チューブ(5)を付与し、螺旋形状の伝送線端部(2)に接着剤(4)を付与した例を示している。なお、図1において(3)は外部被覆層である。 In order to increase the outer diameter of the core end, an adhesive is applied to the end of the core, a heat-shrinkable tube with an adhesive is applied, and a ring-shaped metal (so-called sleeve) is applied to the end of the core. Or the like), a string, a thread, a wire, a tie or the like is tied to the end of the core, and a knot is made to the end of the core. However, even if the end of the core becomes thick, the effect cannot be achieved if the spiral shape of the end of the transmission line breaks down, so the end of the transmission line is hardened with an adhesive, etc. so that the spiral shape is kept constant. It is preferable to do. FIG. 1 shows an example of a method for increasing the outer diameter of an end portion of a core material, which is an elastic transmission body in Example 1 described later. In FIG. 1, as a method of thickening the end of the core material, a heat-shrinkable tube (5) with resin is applied to the end portion (1) of the core material, and an adhesive is applied to the end portion (2) of the spiral transmission line. The example which provided (4) is shown. In FIG. 1, (3) is an outer coating layer.
芯材端部と伝送線端部を接合する方法には、芯材の端部と伝送線の端部を接着剤で固定する方法、芯材の端部と伝送線の双方にまたがる接着剤付熱収縮チューブを介して接着する方法、芯材の端部を螺旋状伝送線の端部で折り返し、折り返した芯材端部と螺旋状に配置されている伝送線を接着剤で接着したり、ビニルテープを巻き付け固定したり、紐、糸、針金、ビニルタイ等で縛ったりする方法等がある。
なお、本発明で言う接合とは、対象となる2つの物体を直接または第三の物質を介して接着、または、しばりつけることを言う。
図2は後述の実施例2における伸縮性伝送体で、芯材端部と伝送線端部を接合する方法の一例である。図2には、芯材端部(1)と伝送線端部(2)を相互にまたがる樹脂付熱収縮チューブ(6)で接合している例を示している。
The method of joining the end of the core material and the end of the transmission line is to fix the end of the core material and the end of the transmission line with an adhesive, with an adhesive that extends over both the end of the core material and the transmission line. A method of bonding via a heat-shrinkable tube, the end of the core material is folded back at the end of the helical transmission line, and the folded core material end and the transmission line arranged in a spiral shape are bonded with an adhesive, There are methods such as wrapping and fixing vinyl tape or tying it with a string, thread, wire, vinyl tie, or the like.
Note that the term “joining” as used in the present invention means that two target objects are bonded or bonded directly or via a third substance.
FIG. 2 is an example of a method for joining the end of the core material and the end of the transmission line in the stretchable transmitter in Example 2 described later. FIG. 2 shows an example in which the core end portion (1) and the transmission line end portion (2) are joined together by a heat-shrinkable tube (6) with resin.
芯材端部と外部被覆端部を接合する方法には、芯材の端部と外部被覆の端部を接着剤で接合する方法、芯材の端部と外部被覆の端部にまたがる接着剤付熱収縮チューブを介して接合する方法、芯材の端部を折り返し、折り返した芯材の端部と外部被覆の端部を接着剤で接着したり、ビニルテープを巻き付け固定したり、紐、糸、針金、ビニタイ等で縛ったりする方法等がある。
図3および図4は後述の実施例3および4における伸縮性伝送体で、芯材端部と外部被覆端部を接合する方法の一例である。図3(実施例3)には芯材端部(1)と外部被覆層端部(3)相互にまたがる接着剤付熱収縮チューブ(7)を介して接合している例を示している。 図4(実施例4)には、芯材端部(1)を折り返し、折り返した芯材端部と外部被覆層端部(3)をインシュロック(8)で縛っている例を示している。
また、図5は後述の実施例5における伸縮性伝送体で、図5には、芯材端部(1)と伝送線端部(2)と外部被覆層端部(3)を相互にまたがる接着剤付熱収縮チューブ(7)を介して接合している例を示した。
The method of joining the end of the core material and the end of the outer coating includes the method of joining the end of the core material and the end of the outer coating with an adhesive, and the adhesive spanning the end of the core material and the end of the outer coating. The method of joining via a heat-shrinkable tube, the end of the core material is folded back, the end of the folded core material and the end of the outer coating are adhered with an adhesive, the vinyl tape is wrapped and fixed, There are methods such as tying with thread, wire, vinyl tie, etc.
3 and 4 show an example of a method of joining the core material end and the outer covering end in the stretchable transmission body in Examples 3 and 4 to be described later. FIG. 3 (Example 3) shows an example in which the core material end portion (1) and the outer coating layer end portion (3) are joined via a heat-shrinkable tube (7) with an adhesive. FIG. 4 (Example 4) shows an example in which the core end (1) is folded and the folded core end and the outer covering layer end (3) are bound by an insulation lock (8).
FIG. 5 shows a stretchable transmission body in Example 5 to be described later. FIG. 5 shows the core material end (1), the transmission line end (2), and the outer covering layer end (3). The example which joined via the heat-shrinkable tube (7) with an adhesive agent was shown.
伸縮性伝送体の端末処理は、端末を切断し、捲回されている伝送線を数mm解き、芯材を露出させ、芯材端部の外径を大きくする、または、芯材端部を伝送線端部または外部被覆層端部に接合する、または、芯材端部を伝送線の端部で折り返し、芯材の端部を外部被覆層端部または伝送線端部体に接合する、等の手順で行われる。
伸縮性伝送体を切断する場合、芯材部が中に引き戻されることがあるので、切断する場所近く(切断予定場所から概ね10mm〜50mm手前(端末加工しようとしている伸縮性伝送体側))を紐、インシュロック、クリップなどで押さえて、芯部が引き戻りにくいようにして加工することもできる。
The terminal treatment of the elastic transmission body is performed by cutting the terminal, unwinding several millimeters of the wound transmission line, exposing the core material, and increasing the outer diameter of the core material end, or the core material end Join the transmission line end or the outer covering layer end, or fold the core end at the end of the transmission line, and join the end of the core to the outer covering layer end or the transmission line end body. Etc.
When cutting the elastic transmission body, the core part may be pulled back inside, so the string near the place to be cut (approximately 10mm to 50mm before the planned cutting position (on the side of the elastic transmission body to be processed)) It can also be processed by pressing with an insulation lock, a clip or the like so that the core portion is not easily pulled back.
上記に従い、芯材の端部を伝送線または外部被覆層の端部に接合した上で、さらにその外周を接合部全体にまたがるように、ビニルテープ、チューブ、熱収縮チューブ、接着剤付熱収縮チューブなどで覆うこともできる。図6は後述の実施例6における伸縮性伝送体で、芯材端部(1)と伝送線端部(2)を接着剤付熱収縮チューブ(6)で接合し、この接着剤付熱収縮チューブ(6)と外部被覆層端部(3)とを相互にまたがる接着剤付熱収縮チューブ(7)で接合するとともに被覆している例を示している。
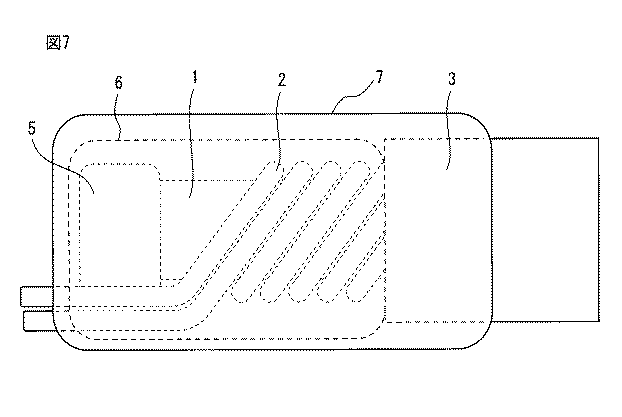
図7は後述の実施例7における伸縮性伝送体で、芯材端部(1)の外径を接着剤付熱収縮チューブ(5)で大きくした上で、芯材端部(1)及びそれを覆う接着剤付熱収縮チューブ(5)と伝送線端部(2)とを相互にまたがる接着剤付熱収縮チューブ(6)で接合し、この接着剤付熱収縮チューブ(6)と外部被覆層端部(3)を相互にまたがる接着剤付熱収縮チューブ(7)で接合するとともに被覆している例を示している。
In accordance with the above, after joining the end of the core material to the end of the transmission line or the outer coating layer, and further extending the outer periphery of the entire joint, vinyl tape, tube, heat shrink tube, heat shrink with adhesive It can be covered with a tube. FIG. 6 shows a stretchable transmission body in Example 6 to be described later, in which the core end (1) and the transmission line end (2) are joined together by a heat-shrinkable tube (6) with an adhesive, and this heat-shrink with an adhesive. An example is shown in which the tube (6) and the outer coating layer end (3) are joined and covered with a heat-shrinkable tube (7) with an adhesive that straddles each other.
FIG. 7 shows a stretchable transmission body in Example 7 to be described later. The outer diameter of the core material end (1) is increased by the heat-shrinkable tube (5) with an adhesive, and then the core material end (1) and the core material end (1). The heat-shrinkable tube with adhesive (5) and the transmission line end (2) are bonded to each other by the heat-shrinkable tube with adhesive (6), and the heat-shrinkable tube with adhesive (6) and the outer coating An example is shown in which the layer end (3) is joined and covered with a heat-shrinkable tube (7) with an adhesive straddling each other.
これらの方法は、単独でも複数を組み合わせても良い。外観の良さと信頼性の高さは、複数を組み合わせたものが推奨される(例えば図6および図7)。一方、伸縮性伝送体端末部全体の外径が細くできるという観点からは、芯材端部の外径を大きくするか芯材端部と伝送線端部を接合する方法が推奨される。芯材端部と伝送線端部を接着剤付熱収縮チューブで接合する方法は、一段で、伝送線の螺旋形状の維持と芯材の抜けを防止でき、かつ全体の外径があまり大きくならないので好ましい。しかし、外部被覆層を有する場合は、外部被覆層端部が解けないように熱を加えるか、接着剤を付与する等の処置が必要となる。外観や外径を気にしない場合は、芯材を折り返しインシュロックで止める図4の方法が簡単である。 These methods may be used alone or in combination. A combination of a plurality of good appearance and high reliability is recommended (for example, FIGS. 6 and 7). On the other hand, from the viewpoint that the outer diameter of the entire stretchable transmission terminal can be reduced, a method of increasing the outer diameter of the core material end or joining the core material end and the transmission line end is recommended. The method of joining the end of the core material and the end of the transmission line with a heat-shrinkable tube with adhesive is one step, can maintain the spiral shape of the transmission line and prevent the core material from coming off, and the overall outer diameter does not become too large Therefore, it is preferable. However, when it has an outer coating layer, it is necessary to take measures such as applying heat or applying an adhesive so that the end of the outer coating layer cannot be unwound. If the external appearance and outer diameter are not concerned, the method shown in FIG.
本発明で用いられる伝送線は、電気を送る電力伝送線、電気信号を送る電子信号伝送線、光を送る光伝送線、熱を送る熱伝送線、液体を送る液体伝送線、気体を送る気体伝送線等が挙げられる。
電力または電気信号を送る伝送線は、一般に電線と呼ばれるもので、導電性のよい物質からなる細線の集合線であることが好ましい。金属細線の集合線は、やわらかく、伸縮性に富んだ伸縮性伝送体を得やすい。
The transmission line used in the present invention includes a power transmission line for sending electricity, an electronic signal transmission line for sending electrical signals, an optical transmission line for sending light, a heat transmission line for sending heat, a liquid transmission line for sending liquid, and a gas for sending gas. A transmission line etc. are mentioned.
A transmission line for sending electric power or an electric signal is generally called an electric wire, and is preferably a collection of thin wires made of a material having good conductivity. The assembly line of fine metal wires is soft and it is easy to obtain a stretchable transmission body rich in stretchability.
導電性の良い物質とは比抵抗が1×10-4Ω・cm以下の電気伝導体を言う。特に好ましくは比抵抗が1×10-5Ω・cm以下の金属である。具体的な例としては、所謂銅(比抵抗が0.2×10-5Ω・cm)およびアルミ(比抵抗が0.3×10-5Ω・cm)などを挙げることができる。 A substance having good conductivity means an electric conductor having a specific resistance of 1 × 10 −4 Ω · cm or less. Particularly preferred is a metal having a specific resistance of 1 × 10 −5 Ω · cm or less. Specific examples include so-called copper (specific resistance is 0.2 × 10 −5 Ω · cm) and aluminum (specific resistance is 0.3 × 10 −5 Ω · cm).
銅線は、比較的安価で電気抵抗が低く細線化も容易で、最も好ましい。アルミニウム線は軽量であるから、銅線に続いて好ましい。銅線は軟銅線または錫銅合金線が一般的であるが、強力を高めた強力銅合金(例えば、無酸素銅に鉄、燐およびインジウム等を添加したもの)、錫、金、銀または白金などでメッキして酸化を防止したもの、金その他の元素で表面処理したものなどを用いることもできるが、これらに限定されるものではない。 The copper wire is most preferable because it is relatively inexpensive, has low electrical resistance, and can be easily thinned. Aluminum wires are preferred after copper wires because they are lightweight. Copper wire is generally annealed copper wire or tin-copper alloy wire, but strong copper alloy with enhanced strength (eg, oxygen-free copper added with iron, phosphorus, indium, etc.), tin, gold, silver or platinum For example, it is possible to use a material that has been plated to prevent oxidation, a surface treated with gold or another element, and the like, but is not limited thereto.
光を送る伝送線は一般に光ファイバと呼ばれ、本発明で用いられる光ファイバは、伝送性がよく、柔軟な光ファイバが好ましい。小さな曲げ半径でも伝送ロスが小さいものとして、コア周辺に多数の空孔を有するホーリ型や、多数の細線に分割したマルチコア型が知られている。本発明では、ガラス光ファイバとしてはホーリ型が好ましく用いられ、プラスチック光ファイバとしてはマルチ型が好ましく用いられる。また近年開発されたGI型マルチモード光ファイバも好ましく用いられる。プラスチックの材料はポリメタクリル酸メチル、ポリカーボネート、フッ素系ポリマー等が挙げられる。
熱を送る伝送線は、ニクロム線などが挙げられる。空気や液体を送る伝送線はチューブが挙げられる。
A transmission line for sending light is generally called an optical fiber, and the optical fiber used in the present invention is preferably a flexible optical fiber having good transmission characteristics. As the transmission loss is small even with a small bending radius, a holey type having a large number of holes around the core and a multi-core type divided into a large number of fine wires are known. In the present invention, a holey type is preferably used as the glass optical fiber, and a multi-type is preferably used as the plastic optical fiber. A GI type multimode optical fiber developed in recent years is also preferably used. Examples of the plastic material include polymethyl methacrylate, polycarbonate, and fluorine-based polymer.
Examples of the transmission line for sending heat include a nichrome wire. A tube is an example of a transmission line for sending air or liquid.
本発明の伸縮性伝送体は伝送線が芯材の周囲に螺旋状に捲回されており、複数の伝送線が捲回される場合は、S/Zに捲回されても同一方向に捲回されてもよい。伸縮しやすく、断線しにくいという点で、同一方向に捲回されているものが好ましい。
本発明の伸縮性伝送体は、芯材と伝送線が相互にずれ得ることが好ましく、芯材と伝送線がずれないように接着されているものは、芯材が伸縮性伝送体内部に引っ込むことが無いが、伸縮性が乏しくなるという欠点がある。
In the stretchable transmission body of the present invention, the transmission line is spirally wound around the core material. When a plurality of transmission lines are wound, the transmission line is wound in the same direction even when wound by S / Z. May be turned. Those that are wound in the same direction are preferable in that they are easy to expand and contract and are not easily broken.
In the stretchable transmission body of the present invention, it is preferable that the core material and the transmission line can be displaced from each other, and the core material is retracted into the stretchable transmission body so that the core material and the transmission line are not displaced. However, there is a drawback that the stretchability is poor.
伝送線は捲回1周毎に1箇所以上、絶縁性の糸状体で芯材に拘束されていることがさらに好ましい。非拘束の場合は、伸縮や屈曲により伝送線間の間隔が変動し、応力集中しやすくなり伝送性や寿命が低下しやすくなる。
絶縁性糸状体には、公知の絶縁性糸状体を任意に用いることができる。例えば、マルチフィラメント、モノフィラメント、または、紡績糸を用いることができる。好ましくはマルチフィラメントである。細く、柔らかく、拘束力が強く(高強度)、安価という観点からは、ポリエステル繊維、ナイロン繊維が挙げられる。誘電率が低いという観点からはフッ素繊維、ポリエチレン繊維、ポリプロピレン繊維が挙げられる。難燃性の観点からは、塩化ビニル繊維、サラン繊維、ガラス繊維を挙げることができる。伸縮性の観点からは、ポリウレタン繊維または、ポリウレタン繊維の外部を他の絶縁繊維で被覆したもの等を挙げることができる。その他、絹、レーヨン繊維、キュプラ繊維、コットン紡績糸を用いることもできる。しかし、これらに限定されるものではなく、公知の絶縁繊維を任意に用いることができる。
More preferably, the transmission line is constrained to the core by an insulating thread-like body at one or more places per winding. In the case of unconstrained, the distance between the transmission lines fluctuates due to expansion and contraction and bending, and stress concentration is likely to occur, so that the transmission performance and life are likely to be reduced.
A known insulating filamentous body can be arbitrarily used for the insulating filamentous body. For example, multifilament, monofilament, or spun yarn can be used. A multifilament is preferable. From the viewpoint of being thin, soft, strongly binding (high strength), and inexpensive, polyester fibers and nylon fibers can be mentioned. From the viewpoint of a low dielectric constant, fluorine fibers, polyethylene fibers, and polypropylene fibers can be mentioned. From the viewpoint of flame retardancy, examples include vinyl chloride fiber, saran fiber, and glass fiber. From the viewpoint of stretchability, polyurethane fibers or those obtained by coating the outside of the polyurethane fibers with other insulating fibers can be used. In addition, silk, rayon fiber, cupra fiber, and cotton spun yarn can also be used. However, it is not limited to these, and known insulating fibers can be arbitrarily used.
伝送線を1方向(例えばZ方向)に捲回し、その上から絶縁性糸条体を逆方向(S方向)に捲回することで、伝送線を拘束し、伸縮や屈曲によるズレを防止することができる。
さらに好ましくは、伝送線と逆方向に伝送線の内側(芯材側)と外側を交互に通って絶縁性糸状態を捲回し伝送線を拘束することである。伝送線の内側と外側を交互に通って、伝送線と逆方向に絶縁性糸状体を捲回することで、伸縮や屈曲によっても、伝送線間隔の変化が少なく、かつ繰り返しの伸縮や屈曲によって伝送線間隔の変化が少ない伸縮性伝送体を得ることができる。伝送線の内側と外側を交互に通す場合、伝送線1本ずつ交互に通してもよいし、複数の伝送線を纏めて交互に通してもよい。
当該絶縁性糸条体は、伝送線より細いものが好ましい。太い絶縁性糸状態を用いると、伝送線そのものが、変形せざるをえなくなり、伸縮性や伸縮寿命や屈曲寿命が低下する。
The transmission line is wound in one direction (for example, the Z direction), and the insulating thread body is wound in the reverse direction (S direction) from above, thereby restraining the transmission line and preventing displacement due to expansion and contraction or bending. be able to.
More preferably, the transmission line is constrained by alternately winding the inner side (core material side) and the outer side of the transmission line in the opposite direction to the transmission line and winding the insulating yarn state. By alternately winding the inner and outer sides of the transmission line and winding the insulating filament in the opposite direction to the transmission line, there is little change in the transmission line spacing due to expansion and contraction, and repeated expansion and contraction. An elastic transmission body with little change in the transmission line spacing can be obtained. When the inside and the outside of the transmission line are alternately passed, the transmission lines may be alternately passed, or a plurality of transmission lines may be alternately passed.
The insulating thread is preferably thinner than the transmission line. When a thick insulating yarn state is used, the transmission line itself is inevitably deformed, and the stretchability, the stretch life, and the flex life are reduced.
拘束力を高めるためには、1周につき1箇所以上好ましくは4箇所以上さらに好ましくは8箇所以上拘束点を持つように、絶縁性糸状態を伝送線の内側と外側を交互に通って捲回することが好ましい。
捲回する糸に荷重をかけることで、捲回張力を高めることができ、拘束力を増すことができる。
In order to increase the binding force, the insulating yarn state is wound by alternately passing the inner side and the outer side of the transmission line so as to have one or more points, preferably four points or more, more preferably eight points or more per round. It is preferable to do.
By applying a load to the yarn to be wound, the winding tension can be increased and the binding force can be increased.
また、互いの伝送線の位置がずれないように、伝送線間に絶縁性の糸状体を介在させて、伝送線と介在させた糸状体を一緒にして、または別々に、それらの内側と外側を交互に通って前記絶縁性糸状体を捲回することもできる。この介在物により、伝送線間にクッション性を持たせることができ寿命を伸ばすことができる。 Also, in order to prevent the positions of the transmission lines from shifting, an insulating thread is interposed between the transmission lines, and the transmission line and the interposed thread are combined together or separately, inside and outside of them. It is also possible to wind the insulating filaments alternately. By this inclusion, a cushioning property can be given between the transmission lines, and the life can be extended.
伝送線は同一方向に一定のピッチで、捲回されていることが好ましい。長さ方向でピッチがばらつくと、局部変形しやすくなり、応力集中し、断線しやすくなる。
伝送線の捲回ピッチは0.05〜50mmが好ましい。0.05mm以下の場合は、捲回される伝送線の長さが長くなりすぎ、伝送性が低下する。50mm以上の場合は、伸縮性が乏しくなる。好ましくは、捲回ピッチが0.1〜20mmであり、特に好ましくは捲回ピッチが1〜10mmである。
The transmission lines are preferably wound at a constant pitch in the same direction. If the pitch varies in the length direction, local deformation is likely to occur, stress is concentrated, and disconnection is likely to occur.
The winding pitch of the transmission line is preferably 0.05 to 50 mm. In the case of 0.05 mm or less, the length of the wound transmission line becomes too long, and the transmission performance deteriorates. In the case of 50 mm or more, the stretchability becomes poor. The winding pitch is preferably 0.1 to 20 mm, and particularly preferably the winding pitch is 1 to 10 mm.
伝送線の捲回径は0.05〜30mmが好ましい。さらに好ましくは0.1〜20mmであり、特に好ましくは0.5〜10mmである。30mm以上の場合は、できあがり外径が大きくなりすぎるため好ましくない。0.05mm以下の場合は、伝送線を捲回することが困難となる。 The wound diameter of the transmission line is preferably 0.05 to 30 mm. More preferably, it is 0.1-20 mm, Most preferably, it is 0.5-10 mm. In the case of 30 mm or more, the finished outer diameter becomes too large, which is not preferable. In the case of 0.05 mm or less, it is difficult to wind the transmission line.
伝送線が、導体または発熱体である場合、近接する2本の伝送線の間隔は、0.01〜20mmであることが好ましい。0.01mm未満の場合は、ショートや過熱する危険性がある。より好ましくは0.02〜10mmであり、特に好ましくは0.05〜5mmである。 When the transmission line is a conductor or a heating element, the distance between two adjacent transmission lines is preferably 0.01 to 20 mm. If it is less than 0.01 mm, there is a risk of short circuit or overheating. More preferably, it is 0.02-10 mm, Most preferably, it is 0.05-5 mm.
並列に捲回される独立した近接する伝送線の間隔は、まっすぐにおいた状態で、30箇所の捲回状態を観察し求めた平均間隔dと、ばらつきr(r=最大間隔−最小間隔)との関係が0≦r<4dであることが好ましい。4d以上のばらつきがある場合は、屈曲寿命が低下する。好ましくは3d以下、さらに好ましくは2d以下である。なお、本発明において、近接する伝送線の間隔は隣接する伝送線間の距離のうち短い方で、中心間の距離で表すものとする。
伝送線のピッチ、捲回径、間隔を上記のような範囲にすると、伸縮性や屈曲性に優れた伸縮性伝送体を得やすくなる。
The distance between the adjacent transmission lines wound in parallel is an average distance d obtained by observing 30 winding states in a straight line, and a variation r (r = maximum distance−minimum distance). Is preferably 0 ≦ r <4d. When there is a variation of 4d or more, the bending life is reduced. Preferably it is 3d or less, More preferably, it is 2d or less. In the present invention, the distance between adjacent transmission lines is the shorter of the distances between adjacent transmission lines, and is represented by the distance between the centers.
When the pitch, winding diameter, and interval of the transmission line are set in the above ranges, it becomes easy to obtain a stretchable transmission body excellent in stretchability and flexibility.
本発明の伸縮性伝送体は外部被覆層を有していても良い。
外部被覆層を有することにより、物理的な刺激や、化学的な刺激から保護され、耐久性が向上する。外部被覆層は絶縁繊維またはゴム弾性を持つ弾性樹脂により形成することが好ましい。
The stretchable transmission body of the present invention may have an outer coating layer.
By having the outer coating layer, it is protected from physical stimulation and chemical stimulation, and durability is improved. The outer coating layer is preferably formed of an insulating fiber or an elastic resin having rubber elasticity.
絶縁繊維による被覆は屈曲による表面劣化が少なく、クッション効果により伝送線を保護する役割を長期にわたり保持するという効果を有している。
絶縁繊維は空気層を含む観点からバルキー性のあるものが好ましい。ウーリー加工されたナイロン、エステルなどを用いることができる。
The coating with insulating fibers has little effect on surface deterioration due to bending, and has an effect of maintaining the role of protecting the transmission line by a cushion effect for a long period of time.
Insulating fibers are preferably those having a bulky property from the viewpoint of including an air layer. Wooled nylon or ester can be used.
絶縁繊維層は、伝送性などの観点から誘電率の低い、フッ素繊維、ポリエチレン繊維、ポリプロポレン繊維を用いることもできる。
また、撥水性の絶縁繊維は、水の浸入を防ぐ効果があり、好ましい。具体的には、フッ素繊維や、ポリプロピレン繊維などの撥水性の絶縁繊維を用いることも、ポリエステル繊維や、ナイロン繊維に撥水加工を施して用いることもできる。撥水加工剤は、公知の加工剤から任意に選定することができる。具体的にはフッ素系、シリコン系の撥水加工剤等を挙げることができる。
For the insulating fiber layer, a fluorine fiber, a polyethylene fiber, or a polypropylene fiber having a low dielectric constant can be used from the viewpoint of transmission properties.
Water-repellent insulating fibers are preferable because they have the effect of preventing water from entering. Specifically, a water-repellent insulating fiber such as a fluorine fiber or a polypropylene fiber can be used, or a polyester fiber or a nylon fiber can be subjected to a water-repellent finish. The water repellent finish can be arbitrarily selected from known finishes. Specific examples include fluorine-based and silicon-based water repellent finishing agents.
絶縁繊維は、マルチフィラメント、モノフィラメント、または紡績糸を用いることができる。マルチフィラメントは、被覆性が良く、毛羽も発生しにくく好ましい。
絶縁繊維は、絶縁繊維は生糸のままでも良いが、意匠性や劣化防止の観点から原着糸や先染め糸を用いることもできる。仕上げ加工により、柔軟性や摩擦性の向上を図ることもできる。さらに、難燃加工、撥油加工、防汚加工、抗菌加工、制菌加工および消臭加工など、公知の繊維の加工を施すことにより、実用時の取り扱い性を向上させることもできる。
As the insulating fiber, a multifilament, a monofilament, or a spun yarn can be used. Multifilaments are preferable because they have good coverage and are less likely to cause fluff.
The insulating fiber may be a raw yarn as it is, but an original yarn or a pre-dyed yarn can also be used from the viewpoint of design and prevention of deterioration. By finishing, flexibility and friction can be improved. Furthermore, the handleability at the time of practical use can be improved by performing known fiber processing such as flame retardant processing, oil repellent processing, antifouling processing, antibacterial processing, antibacterial processing, and deodorizing processing.
耐熱性と耐磨耗性を両立させる絶縁繊維としては、アラミド繊維、ポリスルホン繊維およびフッ素繊維が挙げられる。耐火性の観点からは、ガラス繊維、耐炎化アクリル繊維、フッ素繊維およびサラン繊維が挙げられる。耐磨耗性や強度の観点からは、高強力ポリエチレン繊維およびポリケトン繊維が付加される。コストと耐熱性の観点からは、ポリエステル繊維、ナイロン繊維およびアクリル繊維がある。これらに、難燃性を付与した難燃ポリエステル繊維、難燃ナイロン繊維および難燃アクリル繊維(モダクリル繊維)なども好適である。摩擦熱による局部的な劣化に対しては、非溶融繊維を用いることが好ましい。その例としては、アラミド繊維、ポリスルホン繊維、コットン、レーヨン、キュプラ、ウール、絹およびアクリル繊維を挙げることができる。強度を重視する場合は高強力ポリエチレン繊維、アラミド繊維およびポリフェニレンサルファイド繊維が挙げられる。摩擦性を重視する場合は、フッ素繊維、ナイロン繊維およびポリエステル繊維が挙げられる。 Examples of insulating fibers that achieve both heat resistance and wear resistance include aramid fibers, polysulfone fibers, and fluorine fibers. From the viewpoint of fire resistance, glass fiber, flame-resistant acrylic fiber, fluorine fiber and saran fiber can be mentioned. From the viewpoint of wear resistance and strength, high-strength polyethylene fibers and polyketone fibers are added. From the viewpoint of cost and heat resistance, there are polyester fiber, nylon fiber and acrylic fiber. Also suitable are flame retardant polyester fiber, flame retardant nylon fiber, flame retardant acrylic fiber (modacrylic fiber) and the like imparted with flame retardancy. For local deterioration due to frictional heat, it is preferable to use non-melted fibers. Examples thereof include aramid fibers, polysulfone fibers, cotton, rayon, cupra, wool, silk and acrylic fibers. When importance is attached to strength, high-strength polyethylene fiber, aramid fiber and polyphenylene sulfide fiber can be mentioned. When importance is attached to frictional properties, examples thereof include fluorine fibers, nylon fibers, and polyester fibers.
弾性樹脂による被覆、または、ゴムチューブによる被覆は、液体が内部に侵入する危険性のある用途に好ましく用いられる。
弾性樹脂は、様々な弾性の絶縁樹脂から耐屈曲性、耐磨耗性、耐熱性および耐薬品性、伝送性などを考慮して選択することができる。
耐磨耗性、耐熱性、耐薬品性に優れるものとしては合成ゴム系弾性体が挙げられ、フッ素系ゴム、シリコーン系ゴム、エチレン・プロピレン系ゴム、クロロプレン系ゴムおよびブチル系ゴムが好ましい。
曲げやすいものとしては、所謂天然ゴム系の弾性樹脂、スチレンブタジエン系の弾性樹脂が挙げられる。
絶縁体からなる外部被覆層は、絶縁繊維により編組されたものと弾性樹脂とを組み合わせることもできる。耐屈曲ケーブルは曲げやすく、かつ長寿命を望むケースが多いが、弾性樹脂のみでの被覆の場合は、弾性樹脂の摩擦力が強いため屈曲時に劣化しやすくなるため、弾性樹脂層の外周に絶縁繊維による外部被覆層を組み合わせることもできる。
Coating with an elastic resin or coating with a rubber tube is preferably used for applications where there is a risk that liquid may enter the interior.
The elastic resin can be selected from various elastic insulating resins in consideration of bending resistance, wear resistance, heat resistance and chemical resistance, transmission properties, and the like.
Synthetic rubber-based elastic bodies can be cited as those excellent in abrasion resistance, heat resistance and chemical resistance, and fluorine-based rubber, silicone-based rubber, ethylene / propylene-based rubber, chloroprene-based rubber and butyl-based rubber are preferable.
Examples of materials that are easily bent include so-called natural rubber-based elastic resins and styrene-butadiene-based elastic resins.
The outer covering layer made of an insulating material can be a combination of an elastic resin and one braided with insulating fibers. Bend-resistant cables are easy to bend and often have a long service life. However, when coated with elastic resin alone, the elastic resin has a strong frictional force and tends to deteriorate during bending, so it is insulated from the outer periphery of the elastic resin layer. A fiber outer covering layer can also be combined.
本発明の伸縮性伝送体は、シールドされていても良い。シールドの方法は、電気伝導性のある有機繊維または、電気伝導性の良い金属細線により編み組すること、電気伝導性の良いテープ状物(例えばアルミ箔)を捲回することなどにより得ることができる。 The stretchable transmission body of the present invention may be shielded. The shielding method can be obtained by braiding with electrically conductive organic fibers or metal wires with good electrical conductivity, winding a tape-like material (eg, aluminum foil) with good electrical conductivity, etc. it can.
芯材に伝送線を捲回した後、絶縁繊維により絶縁層を構成し、その外周にシールド層を形成する。シールド層は電気伝導性のある有機繊維又は電気伝導性の良い金属細線又はその組み合わせで編み組することにより得ることができる。シールド層を保護する目的から、シールド層の外層に絶縁体による外部被覆層を形成ことが好ましい。
電気伝導性のある有機繊維とは、比抵抗1Ω・cm以下のものを言う。例えばメッキ繊維や、導電性フィラーを充填した繊維が上げられる。より具体的には銀メッキ繊維などが挙げられる。
After winding the transmission line on the core material, an insulating layer is constituted by insulating fibers, and a shield layer is formed on the outer periphery thereof. The shield layer can be obtained by braiding with electrically conductive organic fibers, metal wires with good electrical conductivity, or a combination thereof. For the purpose of protecting the shield layer, it is preferable to form an outer covering layer of an insulator on the outer layer of the shield layer.
The electrically conductive organic fiber means a specific resistance of 1 Ω · cm or less. For example, a plated fiber or a fiber filled with a conductive filler can be raised. More specifically, silver plating fiber etc. are mentioned.
本発明の伸縮性伝送体は、容易に伸縮できるものが好ましい。30%伸長荷重は5000cN未満が好ましい。さらに好ましくは3000cN以下、より好ましくは1000cN以下である。5000cN以上のものは、伸張させるために大きな負荷が必要となり好ましくない。 The stretchable transmitter of the present invention is preferably one that can be easily stretched. The 30% elongation load is preferably less than 5000 cN. More preferably, it is 3000 cN or less, More preferably, it is 1000 cN or less. Those having a viscosity of 5000 cN or more are not preferable because a large load is required for stretching.
本発明の端末加工された伸縮性伝送体は、所定の伸縮試験で、1万回伸縮させても端末部の芯材の抜けが無い。好ましくは10万回以上、さらに好ましくは100万回以上繰り返しても端末部の芯材の抜けが無く、かつ伝送線が断線せず、実用性に優れている。 The terminal-processed stretchable transmission body of the present invention does not come off the core material of the terminal portion even when it is stretched 10,000 times in a predetermined stretch test. Even if it is repeated 100,000 times or more, more preferably 1,000,000 times or more, the core material of the terminal portion does not come off and the transmission line does not break, which is excellent in practicality.
本発明の伸縮性伝送体は、伸縮性の芯材を伸長させた状態で、芯材の周囲に複数の伝送線を並列に捲回する機能と、伝送線の捲回方向と逆方向に絶縁性糸状体を捲回する機能を有する装置により、芯材の周囲に1本以上の伝送線を並列に捲回し、伝送線と反対方向に絶縁性糸状体を伝送線の外側に捲回することによって得ることができる。 The stretchable transmission body of the present invention has a function of winding a plurality of transmission lines in parallel around the core material in a state where the stretchable core material is stretched, and is insulated in a direction opposite to the winding direction of the transmission line. One or more transmission lines are wound in parallel around the core material by a device having a function of winding the conductive filamentous body, and the insulating filamentous body is wound outside the transmission line in a direction opposite to the transmission line. Can be obtained by:
好ましくは、伝送線の捲回方向と逆方向に絶縁性糸状体を捲回する機能を、絶縁性糸状体を伝送線の内側(弾性円筒体側)と外側を交互に通って捲回できる機能とし、1本以上の伝送線を並列に捲回し、かつ、伝送線と反対方向に1本または複数本の伝送線の内側と外側を交互に通って絶縁性糸状体を捲回し、伝送線を拘束する構造とすることである。
上記機能を有する装置であれば、用いる装置は特に限定されない。
Preferably, the function of winding the insulating filament in the direction opposite to the winding direction of the transmission line is a function capable of winding the insulating filament through the inner side (elastic cylinder side) and the outer side of the transmission line alternately. Wind one or more transmission lines in parallel, and wind the insulating filaments through the inside and outside of one or more transmission lines in the opposite direction to the transmission lines to constrain the transmission lines It is to make the structure.
The device to be used is not particularly limited as long as the device has the above function.
上記機能を有する装置が備える主たる機構は次の通りである。
(1)芯材を供給する機構。
(2)芯材を把持し、一定速度でフィードする機構(好ましくはニップせずに把持して一定速度でフィードする機構、例えば複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、フィードする機構)。
(3)芯材を把持し、一定速度で巻き取る機構(好ましくはニップせずに把持して一定速度で巻き取る機構、例えば複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、巻き取る機構か、または、V溝を持った直径の大きなドラムのV溝に複数回巻き付けて巻き取る機構)。
The main mechanisms provided in the device having the above functions are as follows.
(1) A mechanism for supplying a core material.
(2) A mechanism that grips the core material and feeds it at a constant speed (preferably a mechanism that grips and feeds the core material at a constant speed without a nip, for example, a figure 8 in a V-groove of a double roll having a plurality of V-grooves A mechanism to grip and feed along the hook).
(3) A mechanism for gripping the core material and winding it at a constant speed (preferably a mechanism for gripping and winding at a constant speed without nip, for example, a figure of 8 in a V-groove of a double roll having a plurality of V-grooves. A mechanism that grips and winds along the hook, or a mechanism that winds by winding a plurality of times around the V-groove of a large-diameter drum having a V-groove).
(4)芯材に張力をかけた状態で、伝送線または伝送線と絶縁性糸状体を芯材に並列に捲回する機構(例えば伝送線または絶縁性糸状体を巻いたボビンを把持された芯材の周囲を旋回させる機構、把持された芯材を回転させて伝送線または絶縁性糸状体を芯材の周囲に捲回する機構、または、伝送線または絶縁性糸状体を巻いた複数の中空ボビンを直列に配置し、芯材を中空ボビンの中空部を通過させつつ、中空ボビンを回転させて伝送線を芯材に捲回させる機構)。 (4) A mechanism that winds the transmission line or the transmission line and the insulating filament in parallel with the core while tension is applied to the core (for example, the bobbin around which the transmission line or the insulating filament is wound is gripped) A mechanism for turning around the core material, a mechanism for rotating the gripped core material to wind the transmission line or the insulating filament around the core material, or a plurality of windings around the transmission line or the insulating filament A mechanism in which the hollow bobbins are arranged in series, and the transmission wire is wound around the core material by rotating the hollow bobbin while passing the core material through the hollow portion of the hollow bobbin).
(5)芯材に張力をかけた状態で、絶縁性糸状体を伝送線の捲回方向と逆方向に芯材に並列に捲回する機構、特に好ましくは、芯材を伸張した状態で、伝送線の捲回方向と逆方向に伝送線の内側と外側を交互に通って絶縁性糸状体を捲回する機構(例えば、伝送線を巻いた1本以上のボビンと絶縁性糸状体を巻いた1本以上のボビンが、前後または上下に移動し、相互に逆方向に芯材の回りを旋回する機構)。 (5) A mechanism for winding the insulating filament in parallel with the core material in a direction opposite to the winding direction of the transmission line in a state where tension is applied to the core material, particularly preferably, in a state where the core material is stretched, A mechanism for winding the insulating filaments alternately through the inside and outside of the transmission line in the direction opposite to the winding direction of the transmission line (for example, winding one or more bobbins wrapped around the transmission line and the insulating filament) One or more bobbins that have been moved back and forth or up and down and swivel around the core material in opposite directions).
以下に、本発明を実施例および比較例に基づき詳細に説明するが、本発明はこれらの実施例にのみ限定されるものではない。
本発明で用いた評価方法は以下の通りである。
Hereinafter, the present invention will be described in detail based on examples and comparative examples, but the present invention is not limited to these examples.
The evaluation method used in the present invention is as follows.
(1)伸縮試験
伸縮性伝送体の外部被覆層端部間距離が300mm、伝送線端部間距離が380mmとなるように試料を準備し、この試料の伝送線両端各々20mmをデマッチャ試験機のチャック部に図8に示したように把持し、チャック間距離が340mm〜510mmとなるようにストローク長を調整し200rpmで伸縮を1万回繰り返した。
(1) Stretch test A sample was prepared so that the distance between the outer coating layer end portions of the stretchable transmission body was 300 mm and the distance between the transmission line end portions was 380 mm. As shown in FIG. 8, the chuck portion was gripped, the stroke length was adjusted so that the distance between chucks was 340 mm to 510 mm, and expansion and contraction were repeated 10,000 times at 200 rpm.
(2)タルミ判定
伸縮試験前と、伸縮試験終了後水平化で18時間以上放置した上で外部被覆層端部間の距離を求め、下記式に従ってタルミ率を求めた。
タルミ率:X(%)=(L2−L1)/L1×100
上式において、L1は伸縮試験前の外部被覆層端部間距離であり、L2は伸縮試験後の外部被覆層端部距離である。
得られたタルミ率を下記基準に従って判定した。
○:X<10(タルミが小さい)
×:X≧10(タルミが大きい)
(2) Talmi determination The distance between the end portions of the outer coating layer was obtained before the stretching test and after standing for 18 hours or more after leveling after the stretching test, and the tarmi rate was determined according to the following formula.
Tarmi rate: X (%) = (L2−L1) / L1 × 100
In the above formula, L1 is the distance between the end portions of the outer coating layer before the stretching test, and L2 is the distance between the end portions of the outer coating layer after the stretching test.
The obtained tarmi rate was determined according to the following criteria.
○: X <10 (small tarmi)
X: X ≧ 10 (large tarmi)
(3)伸縮率
試料の中央部に長さ20cmのマークを付けて垂直にたらし、300cNの荷重をかけてマークの長さを測定し、300cN伸張率を求め、下記式に従って伸縮性維持率を求めた。
伸縮性維持率:X(%)=(B/A)×100
上式において、Aは伸縮試験前の伸長率であり、Bは伸縮試験後の伸長率である。
得られた伸縮性維持率を下記基準に従って判定した。
○:X≧90(伸縮性が維持されている)
×:X<90(伸縮性が失われた)
(3) Stretch rate A mark with a length of 20 cm is attached to the center of the sample and placed vertically, the length of the mark is measured by applying a load of 300 cN, and a stretch rate of 300 cN is obtained. Asked.
Elasticity maintenance ratio: X (%) = (B / A) × 100
In the above formula, A is the elongation rate before the stretch test, and B is the stretch rate after the stretch test.
The obtained stretchability maintenance rate was determined according to the following criteria.
○: X ≧ 90 (stretchability is maintained)
X: X <90 (elasticity was lost)
(実施例1〜8および比較例1)
940dtexのポリウレタン弾性長繊維(旭化成せんい(株)製、商品名:ロイカ)を芯にして、伸張倍率を4.2倍下で、230dtexのウーリーナイロン(黒染め糸)を700T/Mの下撚りおよび500T/Mの上撚りで捲回し、ダブルカバー糸を得た。得られたダブルカバー糸を製紐用ボビンに巻き取り、当該ボビン4本を、8本打ち製紐機((有)桜井鉄工製)のS方向に2本、Z方向に2本、均等に配置して組み紐を作製し、直径1.8mmの芯材を得た。当該芯材を、特殊製紐機((1)芯材を芯部として供給する機構、(2)芯材を、複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、フィードする機構、(3)芯材を、複数のV溝を有する2連のロールのV溝に8の字掛けに沿わせて把持し、巻き取る機構、(4)芯材を伸張した状態で、伝送線を芯材に並列に捲回する機構、および(5)芯材を伸張した状態で、伝送線の捲回方向と逆方向に伝送線の内側と外側を交互に通って絶縁性糸状体を捲回する機構を備えた製紐機)により、2.2倍に伸張しながら、芯材に所定の伝送線((住友電工製) AWM1571 AWG28:44/0.05)4本をZ方向に並列に等間隔で捲回し、ポリエステル繊維(56dtex(12f))4本をS方向に伝送線の内側と外側を交互に通して並列に等間隔で捲回して伸縮性伝送体を得た。
この伸縮性伝送体を用いて、上述の各種方法で端末加工を行い、伸縮試験を行った。
得られた伸縮性伝送体の評価結果を端末加工状態と共に表1に示す。
(Examples 1-8 and Comparative Example 1)
A 940 dtex polyurethane elastic long fiber (Asahi Kasei Fibers Co., Ltd., trade name: Leica) is used as the core, and the stretch ratio is 4.2 times lower. And it twisted by the top twist of 500T / M, and the double cover yarn was obtained. The obtained double cover yarn is wound around a bobbin for string making, and the four bobbins are evenly distributed in the S direction of the 8-pitch stringing machine (manufactured by Sakurai Tetsuko) and two in the Z direction. A braid was prepared by placing the core, and a core material having a diameter of 1.8 mm was obtained. The core material is fed into a special stringing machine ((1) a mechanism for supplying the core material as a core part, and (2) the core material is attached to the V-groove of a double roll having a plurality of V-grooves in the shape of 8 characters. (3) A mechanism for gripping and winding the core material along the V-shaped groove of a double roll having a plurality of V-grooves along the shape of 8; (4) Core material A mechanism for winding the transmission line in parallel with the core material in the stretched state, and (5) the inner side and the outer side of the transmission line alternately in the direction opposite to the winding direction of the transmission line in the stretched state of the core material. A predetermined transmission line (manufactured by Sumitomo Electric) AWM1571 AWG28: 44 / 0.05 while being stretched 2.2 times by a stringing machine having a mechanism for winding an insulating filament through ) Four pieces are wound in parallel in the Z direction at equal intervals, and four polyester fibers (56 dtex (12f)) are placed in the S direction on the inside and outside of the transmission line. The elastic transmission body was obtained by alternately winding and winding in parallel at equal intervals.
Using this stretchable transmitter, terminal processing was performed by the various methods described above, and a stretch test was performed.
The evaluation results of the obtained stretchable transmission body are shown in Table 1 together with the terminal processing state.
本発明の伸縮性伝送体は、ロボット分野をはじめとして、身体装着機器および衣服装着機器等の曲げ伸ばしなどの伸縮性が求められる機器、装置の配線として好適であり、特にヒューマノイド型ロボット(内部配線及び外皮配線)、パワーアシスト装置およびウエアラブル電子機器等に好適である。その他、各種ロボット(産業用ロボット、家庭用ロボット、ホビーロボット等)、リハビリ用補助具、バイタルデータ測定機器、モーションキャプチャー、電子機器付き防護服、ゲーム用コントローラー(人体装着型を含む)およびマイクロヘッドフォン等の分野に好適に利用できる。 The stretchable transmission body of the present invention is suitable for wiring of devices and devices that require stretchability such as bending and stretching, such as body-worn devices and clothes-worn devices, in the field of robots, and particularly humanoid robots (internal wiring). And outer wiring), power assist devices, wearable electronic devices and the like. Other robots (industrial robots, home robots, hobby robots, etc.), rehabilitation aids, vital data measuring equipment, motion capture, protective clothing with electronic equipment, game controllers (including human-mounted type) and microphones It can be suitably used in such fields.
1 芯材端部
2 伝送線端部
3 外部被覆層端部
4 接着剤
5 接着剤付熱収縮チューブ
6 接着剤付熱収縮チューブ
7 接着剤付熱収縮チューブ
8 インシュロック
DESCRIPTION OF
Claims (3)
イ)芯部の端部が伝送線の端部に接合している、
ロ)芯部の端部が外部被覆層の端部に接合している。 An elastic transmission body having a structure in which a transmission line is spirally wound around an elastic core material and an outer coating layer is provided on the outside thereof, and has one or more of the following structures: An elastic transmission body characterized by that.
B ) The end of the core is joined to the end of the transmission line.
B ) The end of the core is joined to the end of the outer coating layer.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014144319A JP6345521B2 (en) | 2014-07-14 | 2014-07-14 | Terminal-processed elastic transmitter |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2014144319A JP6345521B2 (en) | 2014-07-14 | 2014-07-14 | Terminal-processed elastic transmitter |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2016021312A JP2016021312A (en) | 2016-02-04 |
| JP6345521B2 true JP6345521B2 (en) | 2018-06-20 |
Family
ID=55266057
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014144319A Active JP6345521B2 (en) | 2014-07-14 | 2014-07-14 | Terminal-processed elastic transmitter |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6345521B2 (en) |
Families Citing this family (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2018220765A1 (en) * | 2017-05-31 | 2018-12-06 | 旭化成株式会社 | Electronic apparatus equipped with stretchable transmission line and method for manufacturing same |
| CN110459369A (en) * | 2019-08-07 | 2019-11-15 | 东莞市依顿电子科技有限公司 | A kind of production technology of retractable wire |
Family Cites Families (2)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2002117725A (en) * | 2000-10-12 | 2002-04-19 | Mitsubishi Heavy Ind Ltd | Spiral electric wire |
| JP2012198992A (en) * | 2011-03-18 | 2012-10-18 | Hara Doki Kk | Reduction structure of deformation or entanglement of curl occurring at curl forming part of curl cord |
-
2014
- 2014-07-14 JP JP2014144319A patent/JP6345521B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2016021312A (en) | 2016-02-04 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5576961B2 (en) | Elastic optical signal transmission cable | |
| CA2674555C (en) | Expandable electric cord and production method thereof | |
| WO2009157070A1 (en) | Elastic signal transmission cable | |
| JP5354966B2 (en) | Telescopic wire | |
| JP2011082050A (en) | Expansive wire | |
| JP5828743B2 (en) | Flexible cable | |
| JP5872787B2 (en) | Multi-core telescopic cable for signal transmission | |
| JP6345521B2 (en) | Terminal-processed elastic transmitter | |
| JP2015026476A (en) | Multi-layer type stretchable transmission line | |
| JP2010040337A (en) | Highly durable expansion wire | |
| JP2009054312A (en) | Elastic optic fiber composite cable, and manufacturing method thereof | |
| JP2014096262A (en) | Shield-fitted telescopic electric wire | |
| JP5465856B2 (en) | Elastic wire harness | |
| JP6497927B2 (en) | Telescopic transmission line | |
| JP5339798B2 (en) | Telescopic wire | |
| JP6600494B2 (en) | Telescopic cable with excellent twisting resistance | |
| JP2010040339A (en) | Expansion wire | |
| JP2017183238A (en) | Stretchable electrical line | |
| JP2021111588A (en) | Expansion electric wire and cable | |
| JP2012216469A (en) | Electrical cable | |
| JP2019067709A (en) | Expansive electric wire | |
| JP2009014903A (en) | Stretchable optical fiber cord | |
| JP2011071075A (en) | Fiber-film small-diameter wire cord |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A711 | Notification of change in applicant |
Free format text: JAPANESE INTERMEDIATE CODE: A712 Effective date: 20160405 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20170630 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20180227 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20180423 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20180515 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20180523 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6345521 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| S531 | Written request for registration of change of domicile |
Free format text: JAPANESE INTERMEDIATE CODE: R313531 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| S111 | Request for change of ownership or part of ownership |
Free format text: JAPANESE INTERMEDIATE CODE: R313113 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |