JP6248616B2 - Sheet manufacturing equipment - Google Patents
Sheet manufacturing equipment Download PDFInfo
- Publication number
- JP6248616B2 JP6248616B2 JP2013266613A JP2013266613A JP6248616B2 JP 6248616 B2 JP6248616 B2 JP 6248616B2 JP 2013266613 A JP2013266613 A JP 2013266613A JP 2013266613 A JP2013266613 A JP 2013266613A JP 6248616 B2 JP6248616 B2 JP 6248616B2
- Authority
- JP
- Japan
- Prior art keywords
- unit
- manufacturing apparatus
- sheet manufacturing
- drum
- fixing member
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images







Description
本発明は、シート製造装置に関する。 The present invention relates to a sheet manufacturing apparatus.
従来、紙を粉砕して解繊する乾式解繊部と、乾式解繊部で解繊された解繊物を搬送する第1搬送部と、第1搬送部で搬送された解繊物を気流分級して脱墨する分級部と、分級部で脱墨された解繊物を搬送する第2搬送部と、第2搬送部で搬送された解繊物で紙を成形する紙成形部と、を有する紙再生装置が知られている。そして、紙成形部のフォーミングドラムの内部には回転可能なニードルロールが配置されている(例えば、特許文献1参照)。 Conventionally, a dry defibrating unit that pulverizes and defibrates paper, a first transport unit that transports the defibrated material that has been defibrated by the dry defibrating unit, and an air flow through the defibrated material transported by the first transport unit A classification unit for classifying and deinking; a second conveyance unit for conveying the defibrated material deinked by the classification unit; and a paper molding unit for forming paper with the defibrated material conveyed by the second conveyance unit; There is known a paper recycling apparatus having A rotatable needle roll is disposed inside the forming drum of the paper forming unit (see, for example, Patent Document 1).
しかしながら、上記装置では、回転するニードルロールに繊維を含む材料等が付着したり、絡まったりするため、篩機能の効率が低下してしまう、という課題があった。 However, the above-described apparatus has a problem that the efficiency of the sieving function is reduced because a material containing fibers is attached to or entangled with the rotating needle roll.
本発明は、上述の課題の少なくとも一部を解決するためになされたものであり、以下の形態または適用例として実現することが可能である。 SUMMARY An advantage of some aspects of the invention is to solve at least a part of the problems described above, and the invention can be implemented as the following forms or application examples.
[適用例1]本適用例にかかるシート製造装置は、繊維を含む材料を複数の開口を通過させる選別部と、前記開口を通過した前記材料を用いてシートを成形する成形部と、を備えるシート製造装置であって、前記選別部は、円筒面に前記複数の開口を有し回転中心軸回りに回転する円筒部と、前記円筒部内において、前記回転中心軸よりも鉛直方向における上側に離間して配置され、前記円筒部とは離間し、回転せずに固定されている固定部材と、を有することを特徴とする。 Application Example 1 A sheet manufacturing apparatus according to this application example includes a selection unit that allows a material containing fibers to pass through a plurality of openings, and a forming unit that forms a sheet using the material that has passed through the openings. In the sheet manufacturing apparatus, the sorting unit has a plurality of openings on a cylindrical surface and rotates around a rotation center axis, and is separated from the rotation center axis in the vertical direction within the cylinder unit. And a fixing member that is spaced from the cylindrical portion and fixed without rotating.
この構成によれば、選別部の円筒部を回転中心軸回りに回転させると、円筒部の回転に伴って円筒部内の材料も円筒部の回転方向に回転する。また、材料は遠心力により円筒部の内壁側に押し圧され、内壁面に材料が張り付いた状態で回転移動する。ここで、円筒部内における円筒部の回転中心軸よりも鉛直方向における上側に離間した位置には固定部材が配置されている。固定部材は円筒部とは離間し、回転せずに固定されている。従って、内壁面に材料が張り付いた状態で回転移動する材料は、円筒部と固定部材の隙間を通過する際に固定部材に接触する。そして、接触した材料は、円筒部の内壁側から剥がれ落ち、剥がれ落ちた材料は、再度回転移動される。これにより、篩機能の効率を向上させることができる。また、円筒部の内壁に張り付いた材料を剥がすことで、複数の開口を露出させることができ、材料が開口を通過しやすくなる。 According to this configuration, when the cylindrical portion of the sorting portion is rotated around the rotation center axis, the material in the cylindrical portion is also rotated in the rotation direction of the cylindrical portion as the cylindrical portion is rotated. Further, the material is pressed against the inner wall side of the cylindrical portion by centrifugal force, and rotates and moves in a state where the material sticks to the inner wall surface. Here, a fixing member is arranged at a position separated in the vertical direction above the rotation center axis of the cylindrical portion in the cylindrical portion. The fixing member is separated from the cylindrical portion and fixed without rotating. Therefore, the material that rotates while the material is stuck to the inner wall surface contacts the fixing member when passing through the gap between the cylindrical portion and the fixing member. The contacted material is peeled off from the inner wall side of the cylindrical portion, and the peeled material is rotated and moved again. Thereby, the efficiency of a sieving function can be improved. Further, by peeling the material stuck to the inner wall of the cylindrical portion, a plurality of openings can be exposed, and the material can easily pass through the openings.
[適用例2]上記適用例にかかるシート製造装置の前記固定部材は前記材料と接触可能であり、前記材料と接触する部分が面状であることを特徴とする。 Application Example 2 In the sheet manufacturing apparatus according to the application example, the fixing member can contact the material, and a portion in contact with the material is planar.
この構成によれば、固定部材における繊維を含む材料と接触する部分が面状なので、繊維が絡むことがない。これにより、篩機能の効率をさらに向上させることができる。 According to this structure, since the part which contacts the material containing the fiber in a fixing member is planar, a fiber does not get entangled. Thereby, the efficiency of a sieve function can further be improved.
[適用例3]上記適用例にかかるシート製造装置の前記固定部材は、断面が四角い板状部材であることを特徴とする。 Application Example 3 The fixing member of the sheet manufacturing apparatus according to the application example is a plate member having a square cross section.
この構成によれば、板状部材にすることで製造が容易で、回転により材料が衝突しても耐久性がよい。 According to this structure, it is easy to manufacture by using a plate-like member, and durability is good even if a material collides by rotation.
[適用例4]上記適用例にかかるシート製造装置は、前記円筒部における前記回転中心軸の延接方向に離間して両端に備えられ、回転しない2つの側部を有し、前記固定部材は前記2つの側部に固定されることを特徴とする。 Application Example 4 The sheet manufacturing apparatus according to the application example includes two side portions that are provided at both ends of the cylindrical portion so as to be spaced apart from each other in the extending direction of the rotation center shaft, and the fixing member is It is fixed to the two side portions.
この構成によれば、固定部材は回転しない側部に固定される。これにより、回転する円筒部の内部に容易に固定部材を固定配置することができる。 According to this structure, a fixing member is fixed to the side part which does not rotate. Thereby, a fixing member can be easily fixedly arranged inside the rotating cylindrical portion.
[適用例5]上記適用例にかかるシート製造装置の前記固定部材は、仮想鉛直面に対して傾斜していることを特徴とする。 Application Example 5 In the sheet manufacturing apparatus according to the application example, the fixing member is inclined with respect to a virtual vertical plane.
この構成によれば、固定部材は傾斜しているため、材料が固定部材に衝突した際の衝撃を緩和させることができる。 According to this configuration, since the fixing member is inclined, the impact when the material collides with the fixing member can be reduced.
[適用例6]上記適用例にかかるシート製造装置は、前記回転中心軸は水平方向に配置され、前記回転中心軸を通る仮想水平面よりも前記円筒部内の上側における回転方向において、前記回転中心軸を通る仮想鉛直面よりも下流側に前記固定部材を有することを特徴とする。 Application Example 6 In the sheet manufacturing apparatus according to the application example described above, the rotation center axis is disposed in a horizontal direction, and the rotation center axis in the rotation direction on the upper side in the cylindrical portion with respect to a virtual horizontal plane passing through the rotation center axis. The fixing member is provided on the downstream side of a virtual vertical plane that passes through.
この構成によれば、固定部材は、回転軸方向より上方、かつ、回転中心軸を通る仮想鉛直面よりも下流側に配置される。このため、円筒部の上方において円筒部の内壁に張り付いた材料が剥がされて下方側に落下することにより、開口から通過しやすくすることができる。 According to this configuration, the fixing member is disposed above the rotation axis direction and downstream of the virtual vertical plane passing through the rotation center axis. For this reason, when the material stuck to the inner wall of the cylindrical portion is peeled off above the cylindrical portion and falls downward, the material can easily pass through the opening.
[適用例7]上記適用例にかかるシート製造装置は、前記円筒部の内周面に凹凸を有することを特徴とする。 Application Example 7 The sheet manufacturing apparatus according to the application example described above is characterized in that the inner peripheral surface of the cylindrical portion has irregularities.
この構成によれば、凹凸により材料が円筒部とともに移動しやすくなり、さらに、篩の機能効率を高めることができる。 According to this structure, it becomes easy for a material to move with a cylindrical part by unevenness | corrugation, and also the functional efficiency of a sieve can be improved.
以下、本発明の実施形態について、図面を参照して説明する。なお、以下の各図においては、各部材等を認識可能な程度の大きさにするため、各部材等の尺度を実際とは異ならせて示している。また、鉛直方向における上方、下方や上側、下側は鉛直方向に沿う方向における上方、下方や上側、下側を示す。なお、鉛直方向における上方は鉛直方向と逆方向である。単に上方、下方や上側、下側という記載の場合も鉛直方向における上方、下方や上側、下側を示す。 Hereinafter, embodiments of the present invention will be described with reference to the drawings. In the following drawings, the scale of each member or the like is shown differently from the actual scale so as to make each member or the like recognizable. Further, the upper, lower, upper, and lower sides in the vertical direction indicate the upper, lower, upper, and lower sides in the direction along the vertical direction. Note that the upper direction in the vertical direction is opposite to the vertical direction. In the case of simply “upper”, “lower”, “upper”, and “lower”, the upper, lower, upper, and lower sides in the vertical direction are also indicated.
まず、シート製造装置の構成について説明する。シート製造装置は、例えば、純パルプシートや古紙などの原料(被解繊物)Puを新たなシートPrに成形する技術に基づくものである。シート製造装置は、繊維を含む材料を複数の開口を通過させる選別部と、開口を通過した材料を用いてシートを成形する成形部と、を備え、選別部は、円筒面に複数の開口を有し回転中心軸回りに回転する円筒部と、円筒部内において、回転中心軸よりも鉛直方向における上側に離間して配置され、前記円筒部とは離間し、回転せずに固定されている固定部材と、を有するものである。以下、具体的にシート製造装置の構成について説明する。 First, the configuration of the sheet manufacturing apparatus will be described. The sheet manufacturing apparatus is based on a technique for forming a raw material (defibrated material) Pu such as a pure pulp sheet or used paper into a new sheet Pr, for example. The sheet manufacturing apparatus includes a sorting unit that allows a material containing fibers to pass through a plurality of openings, and a forming unit that forms a sheet using the material that has passed through the openings. The sorting unit has a plurality of openings on a cylindrical surface. A cylindrical portion that rotates around the rotation center axis, and is arranged in the cylinder portion so as to be spaced apart from the rotation center axis in the vertical direction and is spaced apart from the cylindrical portion and fixed without rotating. And a member. Hereinafter, the configuration of the sheet manufacturing apparatus will be specifically described.
図1は、本実施形態にかかるシート製造装置の構成を示す概略図である。図1に示すように、本実施形態のシート製造装置1は、供給部10と、粗砕部20と、解繊部30と、分級部40と、選別部50と、添加物投入部60と、分散部70と、搬送部100と、切断部110及び成形部200等を備えている。そして、これらの部材を制御する制御部を備えている。
FIG. 1 is a schematic diagram illustrating a configuration of a sheet manufacturing apparatus according to the present embodiment. As shown in FIG. 1, the
供給部10は、粗砕部20に古紙Puを供給するものである。供給部10は、例えば、複数枚の古紙Puを重ねて貯めておくトレー11と、トレー11中の古紙Puを粗砕部20に連続して投入可能な自動送り機構12等を備えている。シート製造装置1に供給する古紙Puとしては、例えば、オフィスで現在主流となっているA4サイズの用紙等である。
The
粗砕部20は、供給された古紙Puを数センチメートル角の紙片に裁断するものである。粗砕部20では、粗砕刃21を備え、通常のシュレッダーの刃の切断幅を広げたような装置を構成している。これにより、供給された古紙Puを容易に紙片に裁断することができる。そして、分断された粗砕紙は、配管201を介して解繊部30に供給される。
The crushing
解繊部30は、回転する回転刃(図示せず)を備え、粗砕部20から供給された粗砕紙を繊維状に解きほぐす解繊を行うものである。なお、本実施形態の解繊部30は、空気中で乾式で解繊を行うものである。解繊部30の解繊処理により、印刷されたインクやトナー、にじみ防止材等の紙への塗工材料等は、数十μm以下の粒(以下、「インク粒」という)となって繊維と分離する。従って、解繊部30から出る解繊物は、紙片の解繊により得られる繊維とインク粒である。そして、回転刃の回転によって気流が発生する機構となっており、配管202を介して解繊された繊維はこの気流に乗って分級部40に搬送される。なお、風発生機構を備えていない乾式の解繊部30を用いる場合には、粗砕部20から解繊部30に向けて気流を発生させる気流発生装置を別途設けるようにすればよい。
The
分級部40は、導入された導入物を気流により分級するものである。本実施形態では、導入物としての解繊物をインク粒と繊維とに分級する。分級部40は、例えば、サイクロンを適用することにより、搬送された繊維をインク粒と脱墨繊維(脱墨解繊物)とに気流分級することができる。なお、サイクロンに替えて他の種類の気流式分級器を利用してもよい。この場合、サイクロン以外の気流式分級器としては、例えば、エルボージェットやエディクラシファイヤー等が用いられる。気流式分級器は旋回気流を発生させ、解繊物のサイズと密度により受ける遠心力の差によって分離、分級するもので、気流の速度、遠心力の調整により、分級点を調整することができる。これにより比較的小さく密度の低いインク粒と、インク粒より大きく密度の高い繊維とに分けられる。繊維からインク粒を除去することを脱墨と言う。
The classifying
本実施形態の分級部40は、解繊部30から導入される導入口40aと、導入口40aが接線方向についた筒部41と、筒部41の下部に続く円錐部42と、円錐部42の下部に設けられる下部取出口40bと、筒部41の上部中央に設けられる微粉排出のための上部排気口40cとから構成される。円錐部42は鉛直方向における下方に向かって径が小さくなる。
The classifying
分級処理において、分級部40の導入口40aから導入された解繊物をのせた気流は、筒部41、円錐部42で円周運動に変わり、遠心力がかかり分級される。そして、インク粒より大きく密度の高い繊維は下部取出口40bへ移動し、比較的小さく密度の低いインク粒は空気とともに微粉として上部排気口40cへ導出される。そして、分級部40の上部排気口40cからインク粒が多量に含まれた短繊維混合物が排出される。そして、排出されたインク粒が多量に含まれる短繊維混合物は、分級部40の上部排気口40cに接続された配管206を介して受け部80に回収される。一方、分級部40の下部取出口40bから配管203を介して分級された繊維を含む分級物が選別部50に向けて搬送される。なお、分級部40の上部排気口40cや配管206等に、上部排気口40cから短繊維混合物を効率よく吸引するための吸引部等を配置してもよい。
In the classification process, the airflow on which the defibrated material introduced from the
選別部50は、分級部40により分級された繊維を含む分級物を複数の開口311(図2参照)から通過させて選別するものである。さらに、具体的には、分級部40により分級された繊維を含む分級物を、開口311を通過する通過物と、開口311を通過しない残留物と、に選別するものである。本実施形態の選別部50では、分級物を回転運動により空気中で分散させる機構を備えている。そして、選別部50の選別により開口311を通過した通過物は、ホッパー部56で受けてから配管204を介して分散部70に搬送される。一方、選別部50の選別により開口311を通過しなかった残留物は、送り路としての配管205を介して再び被解繊物として解繊部30に戻される。これにより、残留物は廃棄されずに再使用(再利用)される。
The sorting
選別部50の選別により開口311を通過した通過物は配管204を介して分散部70に搬送される。配管204における選別部50と分散部70との間には、搬送される通過物に対して樹脂(例えば、融着樹脂あるいは熱硬化性樹脂)等の添加物を添加する添加物投入部60が設けられている。なお、添加物としては、融着樹脂の他、例えば、難燃剤、白色度向上剤、シート力増強剤やサイズ剤等を投入することも可能である。これらの添加物は、添加物貯留部61に貯留され、図示しない投入機構によって投入口62から投入される。
The passing material that has passed through the
分散部70は、配管204から投入された繊維を含む通過物と樹脂とを含む材料を用いてウエブを形成するものである。分散部70は、繊維を空気中に均一に分散させる機構と、分散された繊維をメッシュベルト73上に堆積する機構を有している。
The
まず、繊維を空気中に均一に分散させる機構として、分散部70には、繊維及び樹脂が内部に投入されるフォーミングドラム71が配置されている。そして、フォーミングドラム71を回転駆動させることにより通過物(繊維)中に樹脂(添加剤)を均一に混ぜることができる。フォーミングドラム71には複数の小孔を有するスクリーンが設けられている。そして、フォーミングドラム71を回転駆動させて、通過物(繊維)中に樹脂(添加剤)を均一に混ぜるとともに、小孔を通過した繊維や繊維と樹脂の混合物を空気中に均一に分散させることができる。
First, as a mechanism for uniformly dispersing the fibers in the air, the dispersing
フォーミングドラム71の下方には、張架ローラー72によって張架されるメッシュが形成されているエンドレスのメッシュベルト73が配されている。そして、張架ローラー72のうちの少なくとも1つが自転することで、このメッシュベルト73が一方向に移動するようになっている。
Below the forming
また、フォーミングドラム71の鉛直方向における下方には、メッシュベルト73を介して、鉛直方向における下方に向けた気流を発生させる吸引部としてのサクション装置75が設けられている。サクション装置75によって、空気中に分散された繊維をメッシュベルト73上に吸引することができる。
In addition, a
そして、フォーミングドラム71の小孔スクリーンを通過した繊維等は、サクション装置75による吸引力によって、メッシュベルト73上に堆積される。このとき、メッシュベルト73を一方向に移動させることにより、繊維と樹脂を含み長尺状に堆積させたウエブWを形成することができる。フォーミングドラム71からの分散とメッシュベルト73の移動を連続的に行うことで、帯状の連続したウエブWが成形される。なお、メッシュベルト73は金属製でも、樹脂製でも、不織布でもよく、繊維が堆積でき、気流を通過させることができれば、どのようなものでもあってもよい。なお、メッシュベルト73のメッシュの穴径が大きすぎるとメッシュの間に繊維が入り込み、ウエブ(シート)を成形したときの凸凹になり、一方、メッシュの穴径が小さすぎると、サクション装置75による安定した気流を形成しづらい。このため、メッシュの穴径は適宜調整することが好ましい。サクション装置75はメッシュベルト73の下に所望のサイズの窓を開けた密閉箱を形成し、窓以外から空気を吸引し箱内を外気より負圧にすることで構成できる。なお、本実施形態にかかるウエブWとは、繊維と樹脂とを含む物体の構成形態を言う。従って、ウエブWの加熱時や加圧時や切断時や搬送時等において寸法等の形態が変化した場合であってもウエブWとして示している。
The fibers and the like that have passed through the small hole screen of the forming
メッシュベルト73上に成形されたウエブWは、搬送部100によって搬送される。本実施形態の搬送部100は、メッシュベルト73から最終的にシートPr(ウエブW)としてスタッカー160に投入されるまでの間のウエブWの搬送過程を示している。従って、メッシュベルト73の他、各種ローラー等は搬送部100の一部として機能する。搬送部としては、搬送ベルトや搬送ローラーなどの少なくとも一つがあればよい。具体的には、まず、搬送部100の一部であるメッシュベルト73上に成形されたウエブWは、メッシュベルト73の回転移動により、搬送方向(図中の矢印)に従って搬送される。なお、本実施形態では、分散部70と搬送部100とにはウエブWを用いてシートPrを成形する成形部200が含まれている。
The web W formed on the
ウエブWの搬送方向における分散部70の下流側に加圧部が配置されている。なお、本実施形態の加圧部は、ウエブWを加圧するローラー141を有する加圧部140である。メッシュベルト73とローラー141との間にウエブWを通過させることにより、ウエブWを加圧することができる。これにより、ウエブWの強度を向上させることができる。
A pressure unit is disposed on the downstream side of the
ウエブWの搬送方向における加圧部140よりも下流側には、切断部前ローラー120が配置されている。切断部前ローラー120は、一対のローラー121で構成されている。一対のローラー121のうち、一方が駆動制御ローラーであり、他方が従動ローラーである。
A
また、切断部前ローラー120を回転させる駆動伝達部にはワンウエイクラッチが用いられている。ワンウエイクラッチは、一方の方向のみに回転力を伝達するクラッチ機構を有し、逆方向に対して空転するように構成されている。これにより、切断部後ローラー125と切断部前ローラー120との速度差でウエブWに過度のテンションがかけられた際、切断部前ローラー120側で空転するため、ウエブWへのテンションが抑制され、ウエブWが引きちぎられることを防止できる。
Further, a one-way clutch is used for a drive transmission unit that rotates the front
ウエブWの搬送方向における切断部前ローラー120の下流側には、搬送されるウエブWの搬送方向と交差する方向にウエブWを切断する切断部110が配置されている。切断部110は、カッターを備え、連続状のウエブWを所定の長さに設定された切断位置に従って枚葉状(シート状)に切断する。切断部110は、例えば、ロータリーカッターを適用することができる。これによれば、ウエブWを搬送させながら切断が可能となる。従って、切断時にウエブWの搬送を停止させないので、製造効率を向上させることができる。なお、切断部110は、ロータリーカッターの他、各種カッターを適用してもよい。
A
切断部110よりウエブWの搬送方向の下流側には、切断部後ローラー125が配置されている。切断部後ローラー125は、一対のローラー126で構成されている。一対のローラー126のうち、一方が駆動制御ローラーであり、他方が従動ローラーである。
A cutting portion
本実施形態では、切断部前ローラー120と切断部後ローラー125との速度差によってウエブWにテンションをかけることができる。そして、ウエブWにテンションをかけた状態で切断部110を駆動してウエブWを切断するように構成されている。
In the present embodiment, tension can be applied to the web W due to the speed difference between the
切断部後ローラー125よりもウエブWの搬送方向の下流側に、加熱加圧部150を構成する一対の加熱加圧ローラー151が配置されている。当該加熱加圧部150は、ウエブWに含まれる繊維同士を樹脂を介して結着(定着)させるものである。加熱加圧ローラー151の回転軸中心部にはヒーター等の加熱部材が設けられており、当該一対の加熱加圧ローラー151間にウエブWを通過させることにより、搬送されるウエブWが加熱加圧される。そして、ウエブWは一対の加熱加圧ローラー151によって加熱加圧されることで、樹脂が溶けて繊維と絡みやすくなるとともに繊維間隔が短くなり繊維間の接触点が増加する。これにより、密度が高まってウエブWとしての強度が向上する。
A pair of heating and
加熱加圧部150よりもウエブWの搬送方向の下流側に、ウエブWの搬送方向に沿ってウエブWを切断する後切断部130が配置されている。後切断部130は、カッターを備え、ウエブWの搬送方向における所定の切断位置に従って切断する。これにより、所望するサイズのシートPr(ウエブW)が成形される。そして、切断されたシートPr(ウエブW)はスタッカー160等に積載される。
A
なお、上記実施形態にかかるシートとは、古紙や純パルプなどの繊維を含むものを原料とし、シート状にしたものを主に言う。しかし、そのようなものに限らず、ボード状やウエブ状(や凸凹を有する形状で)あってもよい。また、原料としてはセルロースなどの植物繊維やPET(ポリエチレンテレフタレート)、ポリエステルなどの化学繊維や羊毛、絹などの動物繊維であってもよい。本願においてシートとは、紙と不織布に分かれる。紙は、薄いシート状にした態様などを含み、筆記や印刷を目的とした記録紙や、壁紙、包装紙、色紙、ケント紙などを含む。不織布は紙より厚いものや低強度のもので、不織布、繊維ボード、ティッシュペーパー、キッチンペーパー、クリーナー、フィルター、液体吸収材、吸音体、緩衝材、マットなどを含む。 In addition, the sheet | seat concerning the said embodiment mainly says what used the thing containing fibers, such as used paper and a pure pulp, as a raw material, and was made into the sheet form. However, the shape is not limited to that, and may be a board shape or a web shape (or a shape having irregularities). The raw material may be plant fibers such as cellulose, chemical fibers such as PET (polyethylene terephthalate) and polyester, and animal fibers such as wool and silk. In the present application, the sheet is divided into paper and non-woven fabric. The paper includes a thin sheet form, and includes recording paper for writing and printing, wallpaper, wrapping paper, colored paper, Kent paper, and the like. Nonwoven fabrics are thicker or lower in strength than paper and include nonwoven fabrics, fiber boards, tissue paper, kitchen paper, cleaners, filters, liquid absorbents, sound absorbers, cushioning materials, mats, and the like.
また、上記本実施形態において古紙とは、主に印刷された紙を指すが、紙として成形されたものを原料とするのであれば使用したか否かに関わらず古紙とみなす。 In the present embodiment, the used paper mainly refers to printed paper. However, if used as a raw material, it is regarded as used paper regardless of whether it is used.
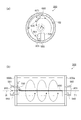
次に、分級部及び選別部の構成について詳細に説明する。図2は、分級部及び選別部の構成を示す詳細図であり、図3は、ドラム部の構成を示す概略図であり、図4から図6は選別部の構成を示す概略図である。なお、図6は図2における選別部を図2の上側から見た図である。 Next, the structure of a classification part and a selection part is demonstrated in detail. FIG. 2 is a detailed diagram illustrating the configuration of the classification unit and the sorting unit, FIG. 3 is a schematic diagram illustrating the configuration of the drum unit, and FIGS. 4 to 6 are schematic diagrams illustrating the configuration of the sorting unit. 6 is a view of the selection unit in FIG. 2 as viewed from the upper side of FIG.
分級部40は、選別部50よりも鉛直方向における上方に位置し、分級物は気流により選別部50に供給されるように構成されている。本実施形態では、図2に示すように、分級部40の一部が、選別部50の全体よりも上方に位置している。具体的には、分級部40の円錐部42の最下部の位置は、選別部50の材料供給口560よりも上方に位置している。このようにすれば、上方に配置された分級部40から下方に配置された選別部50に向けて気流と重力との作用により効率よく分級物を搬送することができる。また、本実施形態では、分級部40と選別部50とが、常に鉛直方向における下方に向かう管路としての配管203で接続されている。配管203は、湾曲した管路である。これにより、分級部40における搬送方向T1と選別部50の供給方向は異なるが、つなぎあわせることができる。また、配管203は常に鉛直方向における下方に向かっているため、配管203において分級物が滞留することがなく、円滑に分級部40から選別部50に搬送される。なお、配管203は湾曲せずに、常に下方に向かう直線路であってもよい。
The
ここで、選別部50の詳細な構成について説明する。図2に示すように、選別部50は、円筒部としてのドラム部300と、固定部材600と、ハウジング部400等を備えている。
Here, the detailed structure of the
ドラム部300には、図3に示すように、少なくとも繊維を含む材料が空気中で通過する複数の開口311を有する開口部310と、開口311を有しない筒状部315とを有している。開口部310と筒状部315は溶接やネジなどで締結され、一体的に回転する。ドラム部300は、均一の厚みを有するステンレス鋼等の金属板を用いて筒型に形成されており、その両端には開放口306が設けられている。
As shown in FIG. 3, the
開口部310は、複数の開口311(パンチングメタル)が設けられている。当該開口311から分散された繊維を含む材料が通過するように構成され、繊維を含む材料の大きさ、種類等により開口311の大きさや形成領域等が適宜設定されている。なお、開口部310は、パンチングメタルに限定されず、金網材であってもよい。複数の開口311の大きさ(面積)は同じで、それぞれが等間隔で配置されている。これにより、開口311を通過した材料は均一な厚み、密度でメッシュベルト73上に堆積する。また、開口311を通過する際に、絡みあった繊維はほぐされる。筒状部315は、開口311等を有しない部分であり、ハウジング部400と接する部分である。
The
ハウジング部400は、図2に示すように、枠体401を有し、ドラム部300の開口部310が枠体401の内側に来るように、ハウジング部400がドラム部300の一部を囲っている。つまり、ハウジング部400の内側の空間内にドラム部300の開口部310が位置している。そして、ハウジング部400と筒状部315とが接している。本実施形態では、図3に示すように、ドラム部300は、回転中心軸Rの延在方向に沿って、筒状部315a、開口部310、筒状部315bを有している。また、ハウジング部400は、図2に示すように、筒状部315a,315bにおける回転中心軸Rから離れる側の表面(円筒面)S1と接している。このように、ハウジング部400と筒状部315a,315bとが接することにより、開口311から通過した繊維を含む材料等をハウジング部400の内部から外側への拡散を抑制することができる。また、ドラム部300の回転軸方向Rにおいてドラム部300の内側にハウジング部400が配置されるため、ドラム部300の回転軸方向Rにおけるドラム部300の幅寸法よりも、ハウジング部400の幅寸法の方を短くする構成を得ることが可能となり、装置構成を小型にすることができる。なお、ハウジング部400の下方は、ホッパー部56が設けられている。なお、本実施形態では、選別部50のドラム部300が回転することで分級物が開口311を通過する。そして、ドラム部300の回転中心軸Rは水平方向である。
As shown in FIG. 2, the
また、分級部40内の気流により選別部50に供給される分級物の回転方向と、選別部50の回転方向とが、同じ方向である。具体的には、図2に示すように、分級部40から選別部50内に搬送される分級物の搬送方向T1において、分級物が同一方向にのみ回転しながら搬送される。すなわち、分級部40における気流の発生方向と選別部50のドラム部300の回転方向とが一致するように構成されている。
Further, the rotation direction of the classified product supplied to the
ハウジング部400は、パイルシール部410を有し、筒状部315の表面S1とパイルシール部410とが接している。パイルシール部410は、例えば、ベース部と、ベース部の一方面側に密に植えつけられた複数の繊維とで構成されたものである。パイルシール部は、ドラム部300の開口311から通過した繊維が通過できない程度に密に複数の繊維が植えつけられている。そして、パイルシール部410のベース部の他方面とハウジング部400の枠体接合面401aとが接合され、パイルシール部410の繊維の先端部が筒状部315の表面S1に接するように構成されている。パイルシール部410が接する筒状部315の表面S1は開口はない。また、少なくともパイルシール部410が接する表面S1は凸凹も無いのが望ましい。これにより、ハウジング部400の枠体401とドラム部300の筒状部315との隙間がパイルシール部410によってほぼ塞がれる。従って、ドラム部300の開口311から通過した繊維を含む材料等をハウジング部400の内部に留め、ハウジング部400の外側への排出を抑制することができる。また、ドラム部300は回転中心軸R回りに回転した際、筒状部315とパイルシール部410との摺動部における摩耗が抑制され、ドラム部300への回転負荷を低減することができる。なお、パイルシール部410の繊維の長さは、ハウジング部400の枠体401とドラム部300の筒状部315との間隔よりも長くなるように設定する。パイルシール部410が確実に筒状部315に接するためである。
The
また、本実施形態の選別部50では、図2及び図4に示すように、ドラム部300における回転中心軸Rの延接方向の両端には、回転しない2つの側部500(500a,500b)を有している。そして、本実施形態の選別部50では、一方の側部500aに備えられ、ドラム部300に材料を導入する導入部540と、他方の側部500bに備えられ、導入部540よりも鉛直方向における下方側に位置し、開口311を通過しなかった材料である残留物を排出する排出部550と、を備えている。なお、ドラム部300は図示しない支持部により回転可能に支持されている。
Further, in the
側部500a、500bは筒状部315a、315bの外側に固定のフランジ部501、503を有し、筒状部315とフランジ部501、503とは第2パイルシール部510を介して接している。側部500a、500bは、図示しない外部フレームに固定されている。側部500aには、繊維を含む材料をドラム部300内部に供給するための導入部540の一部を構成する材料供給口560が設けられている。側部500bには、開口311を通過しなかった材料である残留物を排出する排出部550の一部を構成する材料排出口561が設けられている。材料供給口560の配置位置は、回転中心軸Rと同じ中央部、或いは、回転中心軸Rよりも鉛直方向における上側に離間する位置に配置されている。なお、本実施形態では、図4に示すように、材料供給口560の配置位置は、回転中心軸Rと同じ位置、すなわち、材料供給口560の中心が回転中心軸Rと同じ位置である。選別部50のドラム部300内の材料は下方に溜まるので、材料供給口560を回転中心軸Rと同じ位置に配置することにより、ドラム部300の側部500aのほぼ真ん中から材料が供給される。すなわち、材料が溜まっていない(密度の低い)空間に供給されるので、材料同士の衝突が低減され、円滑に材料を供給することができる。
The
第2パイルシール部510は、例えば、ベース部と、ベース部の一方面側に密に植えつけられた繊維とで構成されたものである。そして、本実施形態では、第2パイルシール部510のベース部の他方面とフランジ部501,503の表面501a、503aとが接合され、第2パイルシール部510の繊維の先端部が筒状部315の表面S1に接するように構成されている。これにより、フランジ部501、503とドラム部300の筒状部315との隙間が第2パイルシール部510によってほぼ塞がれる。従って、ドラム部300の繊維を含む材料等をドラム部300の筒状部315とフランジ部501,503との隙間から排出されることを抑制することができる。また、ドラム部300は側部500に対して回転中心軸R回りに回転するため、側部500と筒状部315との摺動部に第2パイルシール部510を用いることにより側部500と筒状部315との摩擦の発生が抑制され、ドラム部300への回転負荷を低減することができる。なお、第2パイルシール部510の繊維の長さは、フランジ部501,503とドラム部300の筒状部315との間隔よりも長くなるように設定する。第2パイルシール部510が確実に筒状部315に接するためである。
The second
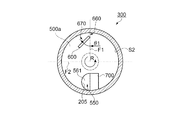
また、選別部には、図2及び図4から図6に示すように、ドラム部300内に固定部材600が固定して配置されている。固定部材600は、図5に示すように、ドラム部300内において、回転中心軸Rよりも鉛直方向における上側に離間して固定して配置されている。固定部材600は、回転するドラム部300とともに移動する材料と接触する部材である。回転中心軸Rの延設方向において、固定部材600は開口部310よりも大きく、ドラム部300よりも小さい。そのため、固定部材600は、少なくとも開口部310とともに移動する材料と接触する。
Further, as shown in FIGS. 2 and 4 to 6, the fixing
そして、図5に示すように、固定部材600は2つの側部500a,500bに固定されている。本実施形態では、固定部材600と筒状部315の裏面S2との間に隙間(空間)660を設けた状態で、固定部材600と各側部500a,500bとが固定具610で接続固定されている。つまり、固定部材600はドラム部300とは離間して配置されている。これにより、ドラム部300は回転するが、固定部材600、側部500a,500bは回転しないように固定されている。また、固定具610は、固定部材600から固定部材600の長手方向に延びて各側部500a,500bに接続される。すなわち、固定部材600の鉛直方向における下方のドラム部300の回転中心軸R付近には固定具610等が配置しておらず、固定部材600に接触した材料は、障害物等に接触することなく下方に落下する。なお、固定具610は固定部材600よりも小さく、回転するドラム部300とともに移動する材料と接触しない。
And as shown in FIG. 5, the fixing
また、固定部材600は、材料と接触する部分が面状である。本実施形態では、断面が四角い板状部材である。これにより、固定部材600に対して効率よく回転する繊維が接触する。また、固定部材600が容易な形状であるため、製造工数や設置工数等を低減することができる。なお、固定部材の材料と接触する部分は、面状であればよく、平面でも曲面でもよい。面状は、その面に凸や凹が無い状態を言う。凸や凹があると材料が引っかかってしまう。引っかからないように凸や凹の端部をテーパ形状にしたり湾曲形状にしていれば面状とみなす。
In addition, the fixing
また、図5に示すように、固定部材600は、回転中心軸を通る仮想鉛直面F1に対して傾斜している。本実施形態では、仮想鉛直面F1に対する固定部材600の設置角度θ1は、およそ40°〜50°に設定されているが、ドラム部300の容積の大きさ、回転速度数やドラム部300に投入される材料の容量等に応じて適宜設定することができる。また、本実施形態の固定部材600では、回転中心軸Rを通る仮想水平面F2よりもドラム部300内の鉛直方向における上側における回転方向において、仮想鉛直面F1よりも下流側に配置されている。これにより、ドラム部300の上方においてドラム部300の内壁に張り付いた材料が剥がされて下方側に落下する距離をより長くすることができる。これにより篩機能の効率を高めることができる。
As shown in FIG. 5, the fixing
さらに、図2及び図4から図6に示すように、選別部50は、ドラム部300内において残留物を排出部550に誘導する誘導部700を有している。当該誘導部700は、図2及び図5に示すように、回転中心軸Rの延接方向において排出部550側で、回転中心軸Rよりも鉛直方向における下方側に位置している。また、図5に示すように一方の側部500aを回転中心軸Rの延接方向に見た時に、誘導部700は排出部550に対して、ドラム部300の回転方向下流側に位置している。これにより、ドラム部300内の残留物を容易に排出部550の材料排出口561側に誘導させることができる。
Further, as shown in FIGS. 2 and 4 to 6, the sorting
本実施形態の誘導部700は断面が四角い板状部材で形成されている。そして、誘導部700は、他方の側部500bに備え付けられている。これにより、ドラム部300は回転するが、誘導部700、側部500a,500bは回転しないように構成されている。また、図6に示すように、ドラム部300の回転に伴って移動する残留物が誘導部700に当たり、排出部550側へ移動する方向に誘導部700は傾斜している。本実施形態では、回転中心軸に対して垂直な仮想鉛直面F3に対する誘導部700の設置角度θ2は、およそ60°〜70°に設定されているが、ドラム部300の容積の大きさ、回転速度数やドラム部300に投入される材料の容量等に応じて適宜設定することができる。
The
また、排出部550の内側における鉛直方向の最下部はドラム部300の内側における鉛直方向の最下部と鉛直方向で同じ高さ、或いは、それよりも低くなるように設定されている。本実施形態では、図2及び図5に示すように、排出部550の材料排出口561における鉛直方向の最下部とドラム部300の内側における鉛直方向の最下部とが鉛直方向において同じ高さである。また、誘導部700の鉛直方向の最下部がドラム部300の内側における鉛直方向の最下部と鉛直方向において同じ高さである。このように、ドラム部300と材料排出口561(排出部550)とが鉛直方向の最下部において平坦化されるため、残留物は、ドラム部300と材料排出口561(排出部550)との間で引っかかることなく、ドラム部300から配管205に向けて円滑に搬送される。配管205は鉛直方向における下方に向けて延設しており、重力で下方へ搬送される。
Further, the lowermost portion in the vertical direction inside the
次に、図2及び図7を参照して、シート製造装置1の動作方法について説明する。図7は、シート製造装置の動作方法を示す説明図である。
Next, an operation method of the
まず、解繊部30によって解繊された解繊物は、配管202を介して分級部40の導入口40aから気流に乗って導入される。分級部40に導入された解繊物の動きは、筒部41で円周運動に変わり、解繊物のサイズと密度により受ける遠心力の差によって分級される。そして、分級された分級物は搬送方向T1に対して一定方向に円周運動を維持しながら遠心力と重力によって円錐部42側に移動する。そして、円錐部42の下部の下部取出口40bから配管203を介して選別部50に搬送される。このとき、導入口40aから導入された気流のうち、下部取出口40bから出る残気流に乗って、分級物は選別部50に搬送される。なお、下部取出口40bから出る気流も円周運動を維持している。
First, the defibrated material defibrated by the
ここで、選別部50は、分級部40に対して下方に位置し、さらに、分級部40と選別部50とが常に鉛直方向における下方に向かう配管203で接続されているため、分級物が、重力によっても円滑に分級部40から選別部50に搬送される。
Here, the
そして、選別部50では、ドラム部300のドラム部300が回転中心軸Rを中心として分級部40における分級物の回転方向と同じ方向に回転している状態で、分級物が導入部540の材料供給口560から選別部50内に導入される。そして、分級物はドラム部300の回転による遠心力により開口311を通過し、通過したものは通過物としてホッパー部56から配管204へ搬送される。この場合の通過物としては、開口311の目開きの大きさより短い繊維が主となる。一方、開口311を通過しなかったものは、残留物として開口311を通過せずに、排出部550から排出される。この場合の残留物は、開口311を通過できない長さの繊維や十分に解繊されなかった未解繊片や繊維同士が絡み合ったダマ等である。
In the
ここで、選別部50に導入された分級物(繊維を含む材料)は、ドラム部300の回転と同じ回転方向に移動するが、分級物の一部が、図7(a)に示すように、ドラム部300の回転中心軸Rよりも鉛直方向における上側に離間して配置された固定部材600に接触(衝突)し、接触した分級物が固定部材600から下方に落下する。これにより、開口部310の内壁に張り付いた材料が開口部310の内壁から剥がれ落ち、再び回転移動する。また、固定部材600とドラム部300は離間しているので、一部の材料は、開口部310の内壁と固定部材600との隙間660に流れ込む。このとき隙間660を通った材料は、開口部310の内壁と固定部材600とで形成される空間670において負圧により開口部310の内壁に張り付いた材料が引き剥がされ、再び開口部310内を回転移動する。また、固定部材に衝突したり下方に落下した衝撃で、絡み合った繊維同士が分散されほぐされる。ほぐされた繊維は、張り付いた材料が引き剥がされた開口部310を通過しやすくなる。さらに、開口部310の内壁に張り付いた材料は、引き剥がされることで位置が変わりやすくなる。そして、回転移動を繰り返す材料は、排出部550側に移動する。そして、材料のうち開口311を通過したものは通過物としてホッパー部56へ流動する。一方、回転運動を繰り返しても開口311を通過しなかったものは、残留物として排出部550側に回転移動する。
Here, the classified product (material containing fiber) introduced into the sorting
そして、排出部550側に回転移動した残留物は、図7(b)に示すように、側部500bの配管205に対応する位置に配置された誘導部700に衝突するとともに、誘導部700における排出部550側へ移動する方向の傾斜により、配管205側に誘導される。これにより、ドラム部300内の残留物が効率よく排出される。排出部550から排出された残留物は、配管205を介して解繊部30に搬送される(図1参照)。
Then, as shown in FIG. 7B, the residue that has rotated and moved to the
以上、上記実施形態によれば、以下の効果を得ることができる。 As mentioned above, according to the said embodiment, the following effects can be acquired.
選別部50のドラム部300を回転中心軸回りに回転させると、ドラム部300の回転に伴ってドラム部300内の繊維を含む材料もドラム部300の回転方向に回転する。また、材料は遠心力により開口部310の内周面に押し圧され、開口311の目開きの大きさよりも小さい繊維は開口311を通過する。開口311を通過しない材料は、開口部310の内周面に材料が張り付いた状態で回転移動する。ここで、ドラム部300内におけるドラム部300の回転中心軸Rよりも鉛直方向における上側に離間した位置には固定部材600が配置されており、開口部310の内周面に材料が張り付いた状態で回転移動する材料は固定部材600に接触(衝突)する。そして、接触した材料は、開口部310の内周面から剥がれ落ち、剥がれ落ちた材料は、再度回転移動される。このとき、繊維が絡み合ったダマなどは衝突や落下の際に絡み合った状態が解けてほぐされる。これにより、開口311を通過しやすくなり、篩機能の効率を向上させることができる。また、開口部310の内周面(裏面S2)に張り付いた材料を剥がすことで、複数の開口を露出させることができ、材料が開口を通過しやすくすることができる。
When the
本発明は上述した実施形態に限定されず、上述した実施形態に種々の変更や改良などを加えることが可能である。変形例を以下に述べる。 The present invention is not limited to the above-described embodiment, and various modifications and improvements can be added to the above-described embodiment. A modification will be described below.
(変形例1)上記実施形態では、分級部40と選別部50とを配管203で接続したが、この構成に限定されない。例えば、分級部40と選別部50とが管路等を介さずに直結された構成であってもよい。図8は、変形例にかかる分級部及び選別部の構成を示す詳細図である。図8に示すように、分級部40’と選別部50’とが直結されている。このようにすれば、分級部40’と選別部50’との間に分級物が留まる箇所が低減されるため、確実に分級物を分級部40’から選別部50’に搬送することができる。さらに、分級部40’は円筒または円錐部を有し、円筒または円錐部の仮想中心線C1’は鉛直方向に対し傾斜している。このようにすれば、分級部40’と選別部50’とを容易に直結することができる。なお、他の部分は、上記実施形態の構成と同様なので説明を省略する。
(Modification 1) In the said embodiment, although the
(変形例2)上記実施形態では、ドラム部300の開口部310の内周面は平滑面であったが、この構成に限定されない。例えば、開口部310の内周面に凹凸を有していてもよい。図9は、変形例にかかる分級部の構成を示す概略部である。図9に示すように、開口部310の内周面に凸部333が形成されており、これにより内周面に凹凸が形成される。凸部333の形状は、ドラム部300の回転中心軸Rの延設方向に沿って延在する形状であってもよいし、ドット状であってもよい。このようにすれば、凹凸によって材料がドラム部300とともに移動しやすくなり、さらに篩機能を向上させることができる。
(Modification 2) In the above embodiment, the inner peripheral surface of the
(変形例3)上記実施形態では、ドラム部300の回転中心軸は水平方向としたが、これに限定されない。例えば、ドラム部300の回転中心軸Rが水平面に対して傾斜した構成であってもよい。この場合、排出部550側の方が、導入部540側よりも低くなるようにドラム部300の回転中心軸Rが水平面に対して傾斜させる。このようにすれば、ドラム部300内の残留物が重力で排出部550側に移動するため、さらに残留物の排出性を向上させることができる。
(Modification 3) In the above embodiment, the rotation center axis of the
(変形例4)上記実施形態では、固定部材600を選別部50のドラム部300に採用したが、これに限定されない。分散部70のフォーミングドラム71に採用してもよい。フォーミングドラム71の小孔(開口)も繊維を含む材料を通過させているので、選別部の一つとみなせる。この場合、フォーミングドラム71の小孔が開口311と同様の機能となる。その際、フォーミングドラム71の小孔の大きさは開口311と同じか大きい。これにより、開口311を通過した通過物はフォーミングドラム71の小孔を通過できるようになる。そのため、フォーミングドラム71の小孔を通過できない通過物はないので、フォーミングドラム71には誘導部700はない。
(Modification 4) In the above embodiment, the fixing
(変形例5)上記実施形態ではドラム部300を回転する駆動部を図示しなかった。駆動部は、例えば、図2においてハウジング部400の外側(パイルシール部410と接する部分より外側)に位置する筒状部315に歯車を設け、ベルトや歯車により駆動する。これにより、駆動部がハウジング部400の外側に位置することで、駆動部に繊維を含む材料が挟まって駆動不良になったり、駆動の負荷が増大することを抑制できる。
(Modification 5) In the above embodiment, the drive unit that rotates the
(変形例6)上記実施形態では開口部310と筒状部315は外表面及び内表面が面一となるような図であるが、段差があってもよい。
(Modification 6) In the above embodiment, the
(変形例7)上記実施形態において、「同じ」、「均一」、「等間隔」、「円」などの言葉は、誤差や誤差の累積などを含み、完全に同じや均一や等間隔や真円でなくてもよい。 (Modification 7) In the above embodiment, the words “same”, “uniform”, “equally spaced”, “circle”, etc. include errors and accumulated errors, and are completely the same, uniform, equally spaced, and true. It doesn't have to be a circle.
(変形例8)上記実施形態では、回転中心軸Rの延設方向において、固定部材600は開口部310よりも大きく、ドラム部300よりも小さいとした。これに限らず、ドラム部300と同じ大きさとしてもよい。その際には、固定具610は無くしてもよく、固定部材600が側部500a,500bに固定されてもよい。また、固定部材600の両側に固定具610を備えているが、片側だけでもよい。特に排出部550側は、誘導部700で残留物を排出するために、固定部材600で材料を引き剥がさないほうがよい。そのため、排出部550側だけ、固定具610を設けるか、固定部材600に切り欠きを設け、材料と接触しないようにしてもよい。
(Modification 8) In the above embodiment, the fixing
(変形例9)上記実施形態では、材料供給口560を側部500aにおいて回転中心軸Rと同じ中央部か、回転中心軸Rより鉛直方向における上側に離間した位置とした。これに限らず、中央部から水平方向に移動(離間)させた位置でもよい。その場合は、回転中心軸Rから、固定部材600とは反対側に向かって水平方向で移動させて位置がよい。これにより、材料供給口560から供給される材料と、固定部材600に接触し落下した材料が干渉することがなく、材料供給口560から速やかに供給されることが可能となる。
(Modification 9) In the above embodiment, the
(変形例10)上記実施形態では、固定部材600において、鉛直方向における上側の端部と下側の端部は回転中心軸Rと平行な図であった。しかし、固定部材600の鉛直方向における下側の端部は回転中心軸Rから鉛直方向における上側に離間していれば平行でなくてもよい。つまり、固定部材600と回転中心軸Rの離間距離は、一定とは限らない。なお、固定部材600の鉛直方向における上側の端部は、回転中心軸Rと平行が望ましい。
(Modification 10) In the above embodiment, in the fixing
1…シート製造装置、10…供給部、20…粗砕部、30…解繊部、40…分級部、40a…導入口、40b…下部取出口、40c…上部排気口、41…筒部、42…円錐部、50…選別部、60…添加物投入部、70…分散部、73…メッシュベルト、75…サクション装置、80…受け部、100…搬送部、110…切断部、120…切断部前ローラー、125…切断部後ローラー、130…後切断部、140…予備加熱加圧部、150…加熱加圧部、160…スタッカー、200…成形部、201,202,203,204,205,206…配管、300…ドラム部、306…開放口、310…開口部、311…開口、315,315a,315b…筒状部、333…凸部、400…ハウジング部、410…パイルシール部、500,500a,500b…側部、501…フランジ部、501a…表面、503…フランジ部、510…第2パイルシール部、540…導入部、550…排出部、560…材料供給口、600…固定部材、610…固定具、660…隙間、700…誘導部。
DESCRIPTION OF
Claims (7)
前記開口を通過した前記材料を用いてシートを成形する成形部と、を備えるシート製造装置であって、
前記選別部は、
円筒面に前記複数の開口を有し回転中心軸回りに回転する円筒部と、
前記円筒部内において、前記回転中心軸に対して上側に離間して配置され、前記円筒部とは離間し、回転せずに固定されている固定部材と、を有することを特徴とするシート製造装置。 A sorting section for passing a material containing fibers through a plurality of openings;
A sheet manufacturing apparatus comprising: a molding unit that molds a sheet using the material that has passed through the opening,
The sorting unit
A cylindrical portion having a plurality of openings on a cylindrical surface and rotating about a rotation center axis;
Within the cylindrical portion, the rotation center axis to be spaced upward, spaced from said cylindrical portion, the sheet manufacturing apparatus characterized by comprising a fixing member which is fixed to not rotate, the .
前記固定部材は前記材料と接触可能であり、前記材料と接触する部分が面状であることを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to claim 1,
The sheet manufacturing apparatus according to claim 1, wherein the fixing member is capable of contacting the material, and a portion in contact with the material is planar.
前記固定部材は、断面が四角い板状部材であることを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to claim 2,
The sheet manufacturing apparatus, wherein the fixing member is a plate-like member having a square cross section.
前記円筒部における前記回転中心軸の延設方向に離間して両端に備えられ、回転しない2つの側部を有し、
前記固定部材は前記2つの側部に固定されることを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to any one of claims 1 to 3,
Provided at both ends at a distance from each other in the extending direction of the rotation axis of the cylindrical part, has two sides which does not rotate,
The sheet manufacturing apparatus, wherein the fixing member is fixed to the two side portions.
前記固定部材は、仮想鉛直面に対して傾斜していることを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to any one of claims 1 to 4,
The sheet manufacturing apparatus, wherein the fixing member is inclined with respect to a virtual vertical plane.
前記回転中心軸は水平方向に配置され、
前記回転中心軸を通る仮想水平面よりも前記円筒部内の上側における回転方向において、前記回転中心軸を通る仮想鉛直面よりも下流側に前記固定部材を有することを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to any one of claims 1 to 5,
The rotation center axis is arranged in a horizontal direction,
The sheet manufacturing apparatus having the fixing member on a downstream side of a virtual vertical plane passing through the rotation center axis in a rotation direction on the upper side in the cylindrical portion with respect to a virtual horizontal plane passing through the rotation center axis.
前記円筒部の内周面に凹凸を有することを特徴とするシート製造装置。 In the sheet manufacturing apparatus according to any one of claims 1 to 6,
The sheet manufacturing apparatus according to claim 1, wherein the cylindrical portion has irregularities on an inner peripheral surface thereof.
Priority Applications (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013266613A JP6248616B2 (en) | 2013-12-25 | 2013-12-25 | Sheet manufacturing equipment |
| US14/569,930 US9255360B2 (en) | 2013-12-25 | 2014-12-15 | Sheet manufacturing apparatus |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013266613A JP6248616B2 (en) | 2013-12-25 | 2013-12-25 | Sheet manufacturing equipment |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2015120317A JP2015120317A (en) | 2015-07-02 |
| JP2015120317A5 JP2015120317A5 (en) | 2016-12-15 |
| JP6248616B2 true JP6248616B2 (en) | 2017-12-20 |
Family
ID=53532423
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013266613A Active JP6248616B2 (en) | 2013-12-25 | 2013-12-25 | Sheet manufacturing equipment |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6248616B2 (en) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP7306194B2 (en) | 2019-09-27 | 2023-07-11 | セイコーエプソン株式会社 | Fiber processing device and fiber body manufacturing device |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| AU547989B2 (en) * | 1980-01-18 | 1985-11-14 | Christensen, J.H.M. | A system for dry forming of paper or other sheet material of particles of fibres |
| JP2902631B1 (en) * | 1998-05-12 | 1999-06-07 | 義晴 高柳 | Centrifugal washing and dewatering machine for stock |
| FI107818B (en) * | 1999-05-27 | 2001-10-15 | Bki Holding Corp | Screen tube for use in dry forming of web material |
| FI20095769A (en) * | 2009-07-07 | 2011-01-08 | Andritz Oy | Apparatus for handling a fiber suspension |
| JP5720255B2 (en) * | 2011-01-12 | 2015-05-20 | セイコーエプソン株式会社 | Paper recycling apparatus and paper recycling method |
| JP6210308B2 (en) * | 2013-12-25 | 2017-10-11 | セイコーエプソン株式会社 | Sheet manufacturing equipment |
-
2013
- 2013-12-25 JP JP2013266613A patent/JP6248616B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015120317A (en) | 2015-07-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6492576B2 (en) | Sheet manufacturing equipment | |
| JP6277836B2 (en) | Sheet manufacturing equipment | |
| JP6354154B2 (en) | Sheet manufacturing equipment | |
| US9776213B2 (en) | Sheet manufacturing apparatus | |
| JP6357767B2 (en) | Sheet manufacturing equipment | |
| JP2016098470A (en) | Sheet manufacturing apparatus | |
| JP2015161047A (en) | Sheet production apparatus | |
| JP6569719B2 (en) | Sheet manufacturing equipment | |
| JP6252171B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| JP6252234B2 (en) | Sheet manufacturing equipment | |
| JP6248615B2 (en) | Sheet manufacturing equipment | |
| JP6210308B2 (en) | Sheet manufacturing equipment | |
| JP6418309B2 (en) | Sheet manufacturing equipment | |
| JP6340881B2 (en) | Sheet manufacturing equipment | |
| JP6248616B2 (en) | Sheet manufacturing equipment | |
| JP2016137608A (en) | Sheet manufacturing apparatus | |
| JP2016182726A (en) | Sheet manufacturing apparatus, and sheet manufacturing method | |
| US9255360B2 (en) | Sheet manufacturing apparatus | |
| JP6724963B2 (en) | Sheet manufacturing equipment | |
| JP2016113735A (en) | Apparatus for manufacturing sheet | |
| JP2016168678A (en) | Sheet production apparatus and sheet production method | |
| JP6439347B2 (en) | Sheet manufacturing equipment | |
| JP6464717B2 (en) | Sheet manufacturing apparatus and sheet manufacturing method | |
| JP6508362B2 (en) | Sheet manufacturing equipment | |
| JP6277831B2 (en) | Sheet manufacturing equipment |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20160617 |
|
| RD03 | Notification of appointment of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7423 Effective date: 20160627 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20161027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20161027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20171013 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20171024 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20171106 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6248616 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |