JP6043385B2 - Bundling device and method using bag sealing tape - Google Patents
Bundling device and method using bag sealing tape Download PDFInfo
- Publication number
- JP6043385B2 JP6043385B2 JP2015042989A JP2015042989A JP6043385B2 JP 6043385 B2 JP6043385 B2 JP 6043385B2 JP 2015042989 A JP2015042989 A JP 2015042989A JP 2015042989 A JP2015042989 A JP 2015042989A JP 6043385 B2 JP6043385 B2 JP 6043385B2
- Authority
- JP
- Japan
- Prior art keywords
- sealing tape
- bag sealing
- adhesive region
- adhesive
- cutting
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Package Closures (AREA)
Description
本発明は、バッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法に関する。さらに詳しくは、被結束体を破損することなく、反復使用可能なバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法に関する。 The present invention relates to a bag sealing tape, a bundling apparatus using the bag sealing tape, and a bundling method. More specifically, the present invention relates to a bag sealing tape that can be used repeatedly without damaging the object to be bound, a binding device using the bag sealing tape, and a binding method.
従来、パン・菓子類、野菜、果物、生麺、冷凍食品などをビニール袋等に袋詰めした被結束体を、結束装置を用いて、その袋口(袋のネック)を片面粘着テープにて結束することが行われている。この場合、粘着テープを被結束体のネックに輪掛けして、粘着テープの両端の粘着領域を互いに重ね合わせて貼着しているため、開封時に、この粘着テープが剥れ難く、内容物を取り出すために、袋を破ったり、あるいは粘着テープや被結束体をはさみ等で切断したりすることが多い。したがって、被結束体の開封に手間がかかり、しかも内容物の残りを保存するには、他の容器に移さなければならなかった。 Conventionally, a bundling body in which bread / confectionery, vegetables, fruits, raw noodles, frozen foods, etc. are packed in a plastic bag, etc., using a bundling device and the bag mouth (bag neck) with a single-sided adhesive tape Bonding is done. In this case, the adhesive tape is hung around the neck of the bundle, and the adhesive areas at both ends of the adhesive tape are overlapped and adhered to each other. In order to take it out, the bag is often torn or the adhesive tape or the bound body is cut with scissors or the like. Therefore, it takes time to open the bound body, and in order to preserve the rest of the contents, it has to be transferred to another container.
また、被結束体のネックに捲回し、その両端部を互いに捩り合わせて被結束体を結束し、内容物を取り出す際にはその捩り部を解きほぐして開封する、反復使用可能な金属製の芯体(例えば針金)を有する樹脂製結束資材も知られているが、かかる結束資材は廃棄の際に針金と樹脂の分別が必要であり利便性が悪いという問題がある。 In addition, it is wound around the neck of the body to be bound and twisted at both ends to bind the body to be bound. When the contents are taken out, the twisted part is unraveled and opened, and the metal core can be used repeatedly. A resin binding material having a body (for example, a wire) is also known. However, such a binding material has a problem in that it is necessary to separate the wire and the resin at the time of disposal and is not convenient.
かかる問題を解決するために、特許文献1には、開封時に容易に引き裂くことが可能な結束構造および結束装置が開示されている。
In order to solve such a problem,
しかしながら、特許文献1に記載の結束構造によれば、袋を破損する可能性は軽減されているものの、反復使用ができず、内容物が残った場合の保存性に関して十分な解決は図られていない。
However, according to the bundling structure described in
そこで、本発明は、開封時に袋などの被結束体を破損することなく、反復使用が可能であり、かつ、分別廃棄が不要なバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法を提供することを目的とする。 Accordingly, the present invention provides a bag sealing tape that can be repeatedly used without damaging a bound object such as a bag at the time of opening, and that does not require separation and disposal, and a binding device and a binding method using the bag sealing tape The purpose is to provide.
本発明のバッグシーリングテープは、粘着領域と、非粘着領域とからなるバッグシーリングテープであって、
前記粘着領域を構成する粘着層が、基材フィルムの表面に、当該基材フィルムの長尺方向に飛び石状に固着されてなることを特長とする。当該バッグシーリングテープは、ユーザーが結束体を開封する際に、非粘着領域を容易に把持することが可能であり、開封時の利便性がよい。
The bag sealing tape of the present invention is a bag sealing tape comprising an adhesive region and a non-adhesive region,
The pressure-sensitive adhesive layer constituting the pressure-sensitive adhesive region is fixed to the surface of the base film in a stepping stone shape in the longitudinal direction of the base film. The bag sealing tape can easily grip the non-adhesive region when the user opens the bundle, and is convenient for opening.
前記粘着層同士が粘着した際の剥離に要する剥離強度(A)が、前記粘着層と前記基材フィルムとの固着強度(B)よりも小さいことが好ましく、前記剥離強度(A)が0.1〜10N/10mmであることがさらに好ましい。当該バッグシーリングテープは、ユーザーが結束体を開封する際に、基材フィルムに固着された粘着領域を引き剥がすことがないため、残った内容物を再度結束して保存する場合において、より確実に本発明のバッグシーリングテープを反復使用することが可能となる。 It is preferable that the peel strength (A) required for peeling when the pressure-sensitive adhesive layers adhere to each other is smaller than the adhesion strength (B) between the pressure-sensitive adhesive layer and the base film, and the peel strength (A) is preferably 0. More preferably, it is 1-10N / 10mm. Since the bag sealing tape does not peel off the adhesive area fixed to the base film when the user opens the bundle, the bag sealing tape is more reliable when the remaining contents are bound and stored again. The bag sealing tape of the present invention can be used repeatedly.
バッグシーリングテープの長尺方向における
前記粘着領域と、前記非粘着領域との長さの比が9:1〜1:1.5であることが好ましい。当該バッグシーリングテープは、余分な粘着領域および非粘着領域がないことから、歩留まりがより向上する。
It is preferable that the ratio of the length of the adhesive region and the non-adhesive region in the longitudinal direction of the bag sealing tape is 9: 1 to 1: 1.5. Since the bag sealing tape has no extra adhesive region and non-adhesive region, the yield is further improved.
前記非粘着領域が、切断基準位置を有し、該切断基準位置で切断された前記非粘着領域のそれぞれを第一の非粘着領域および第二の非粘着領域としたときの、前記第一の非粘着領域の長さ(h1)と前記第二の非粘着領域の長さ(h2)は、ユーザーが無理なく把持しうる長さであることが好ましい。また、両非粘着領域の長さの差(h1−h2)は、ユーザーが把持部を左右もしくは上下、すなわち相対する位置方向に広げながら結束部を開封しようとする際に、重なり合った両把持部を認識しやすく、かつ摘みやすくするために設けるものであるが、非粘着領域の全面もしくは一部分にエンボス加工を施すなどして、結束後に重なり合う両把持部の間に空隙を設けるなどしてもよい。これにより、把持する際の利便性が向上する。 The first non-adhesive region has a cutting reference position, and the first non-adhesive region and the second non-adhesive region are the non-adhesive regions cut at the cutting reference position, respectively. The length (h1) of the non-adhesive region and the length (h2) of the second non-adhesive region are preferably lengths that can be easily gripped by the user. Also, the difference in length between the two non-adhesive regions (h1-h2) indicates that when the user tries to open the bundling portion while expanding the gripping portion in the left-right or up-down direction, that is, in the opposite position direction, the overlapping gripping portions It is provided to make it easy to recognize and pick, but an embossing process may be applied to the entire surface or a part of the non-adhesive region, and a gap may be provided between the gripping portions that overlap after binding. . Thereby, the convenience at the time of holding | grip improves.
前記粘着領域が、前記基材フィルムの幅方向を横断する領域であることが好ましい。当該バッグシーリングテープは、粘着領域が幅方向に横断していることにより、結束体をより確実に結束することができる。 The adhesive region is preferably a region that crosses the width direction of the base film. The bag sealing tape, by adhesive region is traversing in the width direction, it is possible to reliably bundling Ri by the bundling body.
また、本発明の結束装置は、バッグシーリングテープを用いた結束装置であって、
前記バッグシーリングテープが、粘着領域と、非粘着領域とからなり、前記粘着領域が、基材フィルムの表面に、当該基材フィルムの長手方向に飛び石状に設けられてなり、
捲回された前記バッグシーリングテープを保持するテープ保持具と、切断手段と、切断基準位置調整機構とを有し、
前記切断基準位置調整機構は、前記切断手段により前記バッグシーリングテープが切断される際に得られるそれぞれの非粘着領域を第一の非粘着領域および第二の非粘着領域としたときに、前記第一の非粘着領域の長さ(h1)と前記第二の非粘着領域の長さ(h2)との差(h1−h2)が、ユーザーが把持部として認識しうる長さで切断されるよう切断基準位置を調整し、
前記切断手段は、前記切断基準位置調整機構により切断基準位置が調整された前記バッグシーリングテープを、調整後の前記切断基準位置で切断する手段であり、
前記切断基準位置調整機構が、
歯車状の巻付ローラと、保持部と、該保持部に設けられたピストン機構とを有し、
前記巻付ローラの歯車の先端部は、前記巻付ローラの歯車を包絡するように前記バッグシーリングテープが配置された状態で、包絡された前記バッグシーリングテープを介して前記保持部と当接し、
該ピストン機構は、前記歯車の先端部と前記保持部とが当接した状態で、包絡した前記バッグシーリングテープを、前記歯車の谷部方向に付勢することにより、切断基準位置を調整する機構であることを特徴とする。当該結束装置は、前記バッグシーリングテープを用いて被結束体を結束する際に、ユーザーが把持しうる程度に非粘着領域の長さに差(h1−h2)を設けることができ、結束体の開封を容易とする。
The bundling device of the present invention is a bundling device using a bag sealing tape,
The bag sealing tape is composed of an adhesive region and a non-adhesive region, and the adhesive region is provided on the surface of the base film in a stepping stone shape in the longitudinal direction of the base film,
A tape holder for holding the wound bag sealing tape, a cutting means, and a cutting reference position adjusting mechanism ;
The cutting reference position adjusting mechanism has the first non-adhesive region and the second non-adhesive region as the respective non-adhesive regions obtained when the bag sealing tape is cut by the cutting means. The difference (h1−h2) between the length (h1) of the one non-adhesive region and the length (h2) of the second non-adhesive region is cut to a length that the user can recognize as the grip portion. Adjust the cutting reference position,
Said cutting means, said bag sealing tape cutting reference position is adjusted by said cutting reference position adjusting mechanism, Ri means der cutting with the cutting reference position after adjustment,
The cutting reference position adjusting mechanism is
A gear-shaped winding roller, a holding portion, and a piston mechanism provided in the holding portion;
The front end portion of the winding roller gear abuts the holding portion via the enveloped bag sealing tape in a state where the bag sealing tape is disposed so as to envelope the winding roller gear,
The piston mechanism is a mechanism that adjusts the cutting reference position by urging the enveloped bag sealing tape in the direction of the trough of the gear while the front end of the gear and the holding portion are in contact with each other. and wherein the der Rukoto. The bundling device can provide a difference (h1-h2) in the length of the non-adhesive region to the extent that the user can grip when bundling the bundling body using the bag sealing tape. Easy opening.
当該結束装置は、より確実にバッグシーリングテープの切断基準位置調整することができ、確実な結束の再現性が向上する。 Those strapping apparatus, can be more reliably adjust the cutting reference position of the bag sealing tape is improved reproducibility of reliable cohesion.
前記巻付ローラの前段に把持機構がさらに設けられてなり、
該把持機構は、前記バッグシーリングテープの非粘着部を把持し、前記バッグシーリングテープの移動量を制御するストッパーとして機能することが好ましい。当該結束装置は、たとえば本結束装置をオートメーション化し、結束体を大量生産する場合においてもより確実にバッグシーリングテープの切断基準位置を調整することができる。
Gripping mechanism prior stage of the winding roller makes further provided,
The gripping mechanism preferably functions as a stopper that grips the non-adhesive portion of the bag sealing tape and controls the amount of movement of the bag sealing tape. The bundling apparatus can adjust the cutting reference position of the bag sealing tape more reliably even when, for example, the bundling apparatus is automated to mass-produce a bundling body.
また、本発明の結束方法は、バッグシーリングテープを用いた結束方法であって、
前記バッグシーリングテープが、粘着領域と、非粘着領域とからなり、前記粘着領域が、基材フィルムの表面に、当該基材フィルムの長尺方向に飛び石状に設けられてなり、
(1)捲回された前記バッグシーリングテープを保持するテープ保持具から、切断基準位置調整機構により前記バッグシーリングテープを引き出す引出工程と、
(2)該引き出されたバッグシーリングテープを、被結束体を誘導する谷部を有する歯車状の巻付ローラに誘導し、
前記被結束体を、誘導された前記バッグシーリングテープを介して前記谷部に押し当てながら誘導し、結束する結束工程と、
(3)前期巻付けローラの後段に設けられた切断手段により、当該切断手段により切断される際に得られるそれぞれの非粘着領域を第一の非粘着領域および第二の非粘着領域としたときに、前記第一の非粘着領域の長さ(h1)と前記第二の非粘着領域の長さ(h2)との差(h1−h2)が、ユーザーが把持部として認識しうる長さとなるように切断する切断工程とを有し、
前記切断基準位置調整機構が、
歯車状の巻付ローラと、保持部と、該保持部に設けられたピストン機構とを有し、
前記巻付ローラの歯車の先端部は、前記巻付ローラの歯車を包絡するよう前記バッグシーリングテープが配置された状態で、包絡された前記バッグシーリングテープを介して前記保持部と当接し、
該ピストン機構は、歯車の先端部と前記保持部とが当接した状態で、包絡した前記バッグシーリングテープを、前記歯車の谷部方向に進退することにより付勢することにより、切断基準位置を調整する機構であることを特徴とする。該結束方法は、前期バッグシーリングテープを用いて被結束体を結束する際に、ユーザーが把持部を認識しうる程度に非粘着領域の長さに差(h1−h2)を設けることができ、結束体の開封を容易とする。
The bundling method of the present invention is a bundling method using a bag sealing tape,
The bag sealing tape is composed of an adhesive region and a non-adhesive region, and the adhesive region is provided on the surface of the base film in a stepping stone shape in the longitudinal direction of the base film,
(1) A drawing step of pulling out the bag sealing tape from a tape holder for holding the wound bag sealing tape by a cutting reference position adjusting mechanism;
(2) The drawn bag sealing tape is guided to a gear-shaped winding roller having a trough that guides the bound object,
A bundling step of guiding and bundling the object to be bound while pressing against the valley portion via the induced bag sealing tape;
(3) When the first non-adhesive region and the second non-adhesive region are the respective non-adhesive regions obtained when the cutting means provided at the subsequent stage of the winding roller is cut by the cutting device. In addition, the difference (h1−h2) between the length (h1) of the first non-adhesive region and the length (h2) of the second non-adhesive region is a length that the user can recognize as a gripping portion. have a cutting step of cutting as,
The cutting reference position adjusting mechanism is
A gear-shaped winding roller, a holding portion, and a piston mechanism provided in the holding portion;
The front end portion of the winding roller gear abuts the holding portion via the enveloped bag sealing tape in a state where the bag sealing tape is disposed so as to envelope the winding roller gear,
The piston mechanism sets the cutting reference position by energizing the enveloped bag sealing tape by advancing and retreating in the trough direction of the gear in a state where the front end portion of the gear and the holding portion are in contact with each other. wherein the mechanism der Rukoto adjusted. The bundling method can provide a difference (h1-h2) in the length of the non-adhesive region to the extent that the user can recognize the gripping part when bundling the object to be bound using the bag sealing tape in the previous period, Easy to open the bundle.
当該結束方法は、より確実にバッグシーリングテープの切断基準位置を調整することができ、確実な結束の再現性が向上する。また、たとえば本結束方法を用いて生産ラインをオートメーション化し、結束体を大量生産するばあいにおいてもより確実にバッグシーリングテープの切断基準位置を調整することができる。 Those strapping process is more reliably can adjust the cutting reference position of the bag sealing tape is improved reproducibility of reliable cohesion. Further, for example, when the production line is automated using this bundling method and the bundling body is mass-produced, the cutting reference position of the bag sealing tape can be adjusted more reliably.
本発明によれば、開封時に袋などの被結束体を破損することなく、反復使用が可能であり、かつ、分別廃棄が不要なバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法を提供することができる。 According to the present invention, a bag sealing tape that can be used repeatedly without damaging a body to be bound such as a bag at the time of opening and does not require separation and disposal, and a binding device and a binding method using the bag sealing tape Can be provided.
(実施の形態1)
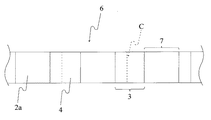
本発明の実施の形態1にかかるバッグシーリングテープ1を図1および図2に示す。本実施の形態にかかるバッグシーリングテープ1は、粘着領域2と、非粘着領域3とからなるバッグシーリングテープであって、前記粘着領域2を構成する粘着層2aが、基材フィルム4の表面に、当該基材フィルム4の長尺方向に飛び石状に固着されてなる。すなわち、基材フィルム4の表面に粘着剤が塗布されることにより、粘着層2aが形成されて粘着領域2を構成し、塗布されていない領域が非粘着領域3を構成している。
(Embodiment 1)
1 and 2 show a
基材フィルム4は長尺のフィルムであり、その材質としては特に限定されないが、たとえばポリエチレン、ポリプロピレン等のポリオレフィン系樹脂、ポリエチレンテレフタレート(PET)等のポリエステル系樹脂、塩化ビニル系樹脂、アクリル系樹脂、ポリスチレン等の芳香族ビニル系樹脂、ポリアミド系樹脂、ポリイミド系樹脂、ポリカーボネート系樹脂、セルローストリアセテート等の合成樹脂、ポリ乳酸等の生分解性樹脂からなるフィルム、紙、不織布、布、もしくはこれらの1種または2種以上を積層したものが挙げられ、適度な硬さを有し、被結束体5を結束しやすい観点から、PET、ニ軸延伸ポリプロピレン(OPP)が好ましい。
なお、これら基材に着色、印字、印刷などを適宜施したものを選択して採用することができることはいうまでもない。
本実施の形態ではPETが使用されている。基材フィルム4の厚さとしては、16μm〜100μmが好ましく、20μm〜75μmがさらに好ましく、25μm〜50μmが特に好ましい。16μmよりも薄い場合、テープにコシがなく、被結束体5に巻きつけにくい、伸びる、切れる、などの問題が発生する傾向があり、100μmよりも厚い場合、硬すぎて被結束体5に巻きつけにくい傾向がある。
The
Needless to say, those base materials appropriately colored, printed, printed, etc. can be selected and employed.
In the present embodiment, PET is used. As thickness of the
粘着剤としては、アクリル系粘着剤、半固状アクリル系共重合体、ゴム系粘着剤、ホットメルト系粘着剤、エマルジョン系粘着剤、UV硬化型粘着剤などを挙げることができ、初期接着力に優れる観点から、ゴム系粘着剤が好ましい。本実施の形態ではゴム系粘着剤が使用されている。 Examples of adhesives include acrylic adhesives, semi-solid acrylic copolymers, rubber adhesives, hot melt adhesives, emulsion adhesives, UV curable adhesives, etc. From the standpoint of superiority, a rubber-based pressure-sensitive adhesive is preferred. In this embodiment, a rubber-based adhesive is used.
粘着剤には、必要に応じて天然ゴムをベースポリマーとして、その他ポリマー、粘着付与樹脂、老化防止剤、無機充填剤、軟化剤などを配合することが好ましい。 It is preferable that the pressure-sensitive adhesive is blended with other polymers, tackifying resins, anti-aging agents, inorganic fillers, softeners, etc., if necessary, using natural rubber as a base polymer.
その他ポリマーとしては、ブチルゴム、ブタジエンゴム、イソブチレンゴム、クロロプレンゴム、スチレン−ブタジエン共重合ゴム、スチレン−ブタジエン−スチレン共重合ゴム、スチレン−イソプレン−スチレン共重合ゴムなどが挙げられ、その配合量は、粘着剤100重量部に対して30〜90重量%である。本実施の形態では、天然ゴムを15重量%、スチレン−ブタジエン共重合ゴムとしてアメリポール1013Nを30重量%、スチレン−イソプレン−スチレン共重合ゴムとしてクインタック3433Nを15重量%使用している。 Examples of other polymers include butyl rubber, butadiene rubber, isobutylene rubber, chloroprene rubber, styrene-butadiene copolymer rubber, styrene-butadiene-styrene copolymer rubber, and styrene-isoprene-styrene copolymer rubber. It is 30 to 90% by weight with respect to 100 parts by weight of the adhesive. In this embodiment, 15% by weight of natural rubber, 30% by weight of Ameripol 1013N as a styrene-butadiene copolymer rubber, and 15% by weight of quintack 3433N as a styrene-isoprene-styrene copolymer rubber are used.
粘着付与樹脂としては、水素化石油樹脂、脂肪族系石油樹脂、芳香族系石油樹脂、脂肪族/芳香族共重合系石油樹脂、脂環族系石油樹脂、ロジン系樹脂、テルペン系樹脂、テルペン−フェノール系樹脂、クマロン・インデン系樹脂などが挙げられ、その配合量は、粘着剤100重量部に対して10〜70重量%である。本実施の形態では、水素化石油樹脂としてアルコンP−100を5重量%、アルコンP−90を10重量%、テルペン−フェノール系樹脂としてYSレジンPX1000を13重量%使用している。 Examples of tackifying resins include hydrogenated petroleum resins, aliphatic petroleum resins, aromatic petroleum resins, aliphatic / aromatic copolymer petroleum resins, alicyclic petroleum resins, rosin resins, terpene resins, and terpenes. -Phenolic resins, coumarone / indene resins and the like are included, and the blending amount is 10 to 70% by weight with respect to 100 parts by weight of the adhesive. In this embodiment, 5% by weight of Alcon P-100 is used as the hydrogenated petroleum resin, 10% by weight of Alcon P-90, and 13% by weight of YS Resin PX1000 is used as the terpene-phenol resin.
老化防止剤の配合量は、粘着剤100重量部に対して0.1〜10重量部であり、本実施の形態ではヨシノックス425を1重量%、無機充填剤である亜鉛として亜鉛華3号を10重量部、顔料である酸化チタンとしてクロノスKA−10を1重量部使用している。
The blending amount of the anti-aging agent is 0.1 to 10 parts by weight with respect to 100 parts by weight of the pressure-sensitive adhesive. In the present embodiment, 1% by weight of Yoshinox 425 and
粘着層2aの厚さとしては、10μm〜25μmが好ましく、15μm〜20μmがさらに好ましく、17μm〜20μmが特に好ましい。10μmよりも薄い場合、粘着力が充分でなく、結束不良が生じる傾向があり、25μmよりも厚い場合、粘着力が強すぎて袋を開封することが困難となったり、開封の際に被結束体5を損傷するなど本発明の目的とする、被結束体5を損傷せず、容易に開封できて再結束が可能、を実現できない傾向がある。
As thickness of the
基材フィルム4に粘着剤を塗布する方法としては、特に限定されないが、種々汎用される方法、たとえば、はけ、ヘラ、ローラー、コーキングガンなどの器具を用いた塗布方法のほか、大量生産に対応するためにエアスプレー、ノズルスプレー、ロールコーター、ビードなど専用の設備を用いた塗工方法を採用することができる。本実施の形態ではダイコーターにより塗工している。なお、粘着剤を塗工する前に必要に応じてプライマーなどを塗工することが好ましい。
The method of applying the pressure-sensitive adhesive to the
図2に示されるように、本実施の形態では、粘着領域2は、基材フィルム4の表面に、基材フィルム4の長手方向に飛び石状に設けられてなる。これにより、たとえば非粘着領域3のたとえば切断基準位置Cにて切断し、被結束体5を結束した場合に、粘着領域2が充分に被結束体5を結束でき、かつ、切断後のバッグシーリングテープ1の端部に非粘着領域3が現れるよう構成することができる。そのため、ユーザーが端部の非粘着領域3を容易に把持することが可能であり、開封時に袋やバッグシーリングテープ1そのものを破損することがない。
As shown in FIG. 2, in the present embodiment, the adhesion region 2 is provided on the surface of the
ここで、粘着領域2同士を粘着した際の剥離に要する強度を剥離強度(A)とし、粘着領域2と基材フィルム4との固着強度を固着強度(B)とした場合において、剥離強度(A)が、固着強度(B)よりも小さいことが好ましい。前記剥離強度(A)は0.1〜10N/10mmであることがさらに好ましく、1〜8N/10mmであることが特に好ましく、3〜5N/10mmであれば極めて好ましい。剥離強度(A)が固着強度(B)よりも小さく構成させていることにより、たとえば被結束体5を結束する際に、被結束体5の太さ(胴回り長さ)よりも粘着領域2の長さが長く、その結果粘着領域2同士が接着されるような場合であっても、結束を解除する際に片方の粘着領域2が他方の粘着領域2と強く粘着して基材フィルム4から粘着領域2を引き剥がしてしまうことがない。その結果、再度の結束が可能となり、反復使用が実現しうる。
Here, in the case where the strength required for peeling when the adhesive regions 2 are adhered to each other is defined as the peel strength (A), and the adhesive strength between the adhesive region 2 and the
粘着領域2の長さは、被結束体5の太さ(胴回り長さ)により調整する必要があり、特に限定されないが、一般的には40〜90mm程度の長さがあり、その長さに対して最低でも5〜10mm程度の非粘着領域3が必要である。非粘着領域3の長さについても特に制限されないが、ユーザーが把持しうる長さであり、かつ、非粘着領域3の長さが長くなりすぎると必然的に粘着領域2の長さが短くなってしまい、結束不良の一因となってしまうため、かかる問題が生じない範囲であればよい。比率で表わすとすれば、粘着領域2と非粘着領域3との長さの比は、9:1〜1:1.5であることが好ましく、7:1〜1:1.2であることがさらに好ましく、4:1〜1:1であることが特に好ましい。粘着領域2の長さと非粘着領域3の長さの和(以下、1ピッチという)は、45mm〜100mm程度が好ましく、60mm〜90mmがさらに好ましく、70〜85mmが特に好ましい。前述の長さの比との関係から、1ピッチ長さが45mmよりも小さい場合、非粘着領域3が極端に短くなり、ユーザーが把持しにくい傾向がある。また、1ピッチ長さが100mmを超える場合、余分な粘着領域2および非粘着領域3を生じ、利便性が悪くなる傾向がある。
The length of the adhesive region 2 needs to be adjusted according to the thickness of the bundled body 5 (the waistline length), and is not particularly limited, but generally has a length of about 40 to 90 mm. On the other hand, the non-adhesion area |
切断基準位置Cにて非粘着領域3を切断し、それぞれ切断された非粘着領域を第一の非粘着領域3aおよび第二の非粘着領域3bとしたときに、第一の非粘着領域3aの長さ(
h1)と第二の非粘着領域3bの長さ(h2)との差(h1−h2)が、ユーザーが把持部を認識しうる長さであることが好ましい。ここで、ユーザーが把持部を認識しうる長さとは、ユーザーそれぞれの得手不得手に左右されるため厳密な定義はないが、たとえば0.5mm以上であれば多くのユーザーが把持部を認識しうると考えられる。
When the
The difference (h1−h2) between h1) and the length (h2) of the second
本実施の形態にかかるバッグシーリングテープ1によれば、開封時に袋などの被結束体5を破損することなく、反復使用が可能であり、かつ、分別廃棄が不要なバッグシーリングテープを提供することができる。
According to the
(実施の形態2)
本実施の形態にかかるバッグシーリングテープ6を図3に示す。本実施の形態にかかるバッグシーリングテープ6は、実施の形態1にかかるバッグシーリングテープ1の粘着領域7が、基材フィルム4の幅方向を横断する領域である点以外は異なる点がない。
(Embodiment 2)
A bag sealing tape 6 according to this embodiment is shown in FIG. The bag sealing tape 6 according to the present embodiment has no difference except that the adhesive region 7 of the
本実施の形態では、粘着領域7が基材フィルム4の幅方向を横断しているため、接着面積が大きく、結束後に被結束体5から結束されたバッグシーリングテープを開封した後に特段の結束装置を用いることなくユーザーが再貼付する際に、より貼付しやすく構成されており、再貼付の際の利便性が向上されている。
In this embodiment, since the adhesive region 7 crosses the width direction of the
基材フィルム4、非粘着領域3などの材質、長さ、物理特性などは上記差異点以外は実施の形態1と同様であり、図3において実施の形態1と同様の参照符号を付して説明を省略する。また、粘着領域7の材質、長さ、物理特性などは実施の形態1にかかる粘着領域2と同様である。
The material, length, physical characteristics, etc. of the
本実施の形態にかかるバッグシーリングテープ6によれば、実施の形態1のバッグシーリングテープ1が提供する効果に加え、粘着領域7が幅方向に横断していることにより、被結束体5をより確実に結束することができるとの効果を付与することができる。
According to the bag sealing tape 6 according to the present embodiment, in addition to the effect provided by the
(実施の形態3)
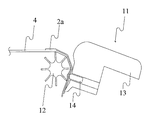
本実施の形態では、実施の形態1にかかるバッグシーリングテープ1を用いた結束装置8および実施の形態1にかかるバッグシーリングテープ1を用いた結束方法について説明する。本実施の形態にかかる結束装置8の模式図を図4、5に示す。図4、5では、本実施の形態の結束装置8を説明するうえで特に重要でない部分(結束装置8の筐体、など)は適宜省略している。
(Embodiment 3)
In the present embodiment, a bundling device 8 using the
本実施の形態にかかる結束装置8は、バッグシーリングテープ1を用いた結束装置であって、
前記バッグシーリングテープ1が、粘着領域2と、非粘着領域3とからなり、前記粘着領域2が、基材フィルム4の表面に、当該基材フィルム4の長手方向に飛び石状に設けられてなる。前記バッグシーリングテープ1の基材フィルム4、粘着領域2、非粘着領域3などの材質、長さ、物理特性などは実施の形態1と同様であり、図4において実施の形態1と同様の参照符号を付して説明を省略する。
The bundling device 8 according to the present embodiment is a bundling device using the
The
本実施の形態にかかる結束装置8は、捲回された前記バッグシーリングテープ1を保持するテープ保持具9と、切断手段10と、切断基準位置調整機構11とを有する。該切断手段は、前記切断基準位置調整機構11により切断基準位置Cが調整された前記バッグシーリングテープ1を切断基準位置Cで切断する手段である。前記切断基準位置調整機構11は、前記切断手段10により前記バッグシーリングテープ1が切断される際に得られるそれぞれの非粘着領域3を第一の非粘着領域3aおよび第二の非粘着領域3bとしたときに、前記第一の非粘着領域3aの長さ(h1)と前記第二の非粘着領域3bの長さ(h2)との差(h1−h2)が、ユーザーが把持部Gを認識しうる長さに切断するよう切断基準位置を調整する機構である。
The bundling device 8 according to this embodiment includes a tape holder 9 that holds the wound
バッグシーリングテープ1は、結束装置8に装填される際は、図4に示されるように、テープ保持具9に捲回された状態で、結束装置8の筐体(図示せず)に保持されている。テープ保持具9から引き出されたバッグシーリングテープ1は、ガイドローラを介して後段の切断基準位置調整機構11へ送られ、被結束体5を結束した後に切断手段10により切断される(図5参照)。
When the
切断基準位置調整機構11は、切断手段によりバッグシーリングテープが切断される際に得られる非粘着領域3をそれぞれ第一の非粘着領域3aおよび第二の非粘着領域3bとしたときに、前記第一の非粘着領域3aの長さ(h1)と前記第二の非粘着領域3bの長さ(h2)との差(h1−h2)が、ユーザーが把持部Gを認識しうる長さに切断するよう切断基準位置Cを調整する機構である。
Cutting reference
切断基準位置調整機構11は、歯車状の巻付ローラ12と、保持部13と、該保持部13に設けられたピストン機構14とを有し、巻付ローラ12の歯車の山部12aは、図4に示されるように、巻付ローラ12の歯車の山部12aを包絡するようバッグシーリングテープ1が配置された状態で、包絡されたバッグシーリングテープ1を介して保持部13と当接しており、ピストン機構14は、歯車の山部12aと保持部13とが当接した状態で、包絡したバッグシーリングテープ1を、歯車の谷部12b方向に進退するよう付勢し、切断基準位置Cを調整する機構である。
The cutting reference
図4に示されるように、被結束体5は、バッグシーリングテープ1を包絡させた巻付ローラ12の谷部12bに誘導される。誘導された被結束体5は、被結束体5の表面にバッグシーリングテープ1の粘着領域2が粘着する。このように押し当てられた状態で、被結束体5は、巻付ローラ12が図4の時計回り方向となるよう回転される。これにより、被結束体5の周囲はバッグシーリングテープ1に包まれた状態となる。この時点で切断手段10は機能していないため、被結束体5の進行に合わせてテープ保持具9から所定長のバッグシーリングテープ1が引き出される。
As shown in FIG. 4, the to-
次いで、図5に示される状態まで被結束体5が進行したときに、切断手段10の切断レバー15が押圧され、切断手段10の先端に設けられた切断部10aによりバッグシーリングテープ1の非粘着領域3が切断される。その際の切断基準位置Cは、矢印Aで示された位置であり、かかる位置で切断されて得られる第一の非粘着領域3aの長さ(h1)は、図6に示されるように第二の非粘着領域3bの長さ(h2)よりも長く構成されており、ユーザーが結束体を開封する際に認識する把持部Gが設けられている。図6は、本実施の形態にかかる結束装置を用いて結束される結束体を説明するための模式図である。
Next, when the bundled
切断後に、切断レバー15はたとえばバネなどの付勢部材(図示せず)により切断前の位置まで戻されるが、本実施の形態では、かかる付勢部材と、ピストン機構および後述の把持機構16とが、空気を充填したシリンダー機構(図示せず)と接続されており、切断レバー15が戻る際に該シリンダー機構が協働することにより、ピストン機構14が、図7に示すように、巻付ローラ12の山部12aに包絡するバッグシーリングテープ1を歯車の谷部12b方向に押圧する。図7は、本実施の形態にかかる結束装置の切断基準位置調整機構を説明するための模式図である。これにより、すでに所定長が引き出された新たなバッグシーリングテープ1の位置が長尺方向に微調整され、新たな被結束体5を結束するための準備が完了する。
After cutting, the cutting
本実施の形態では、図4および図5に示されるように、巻付ローラ12の前段に把持機構16がさらに設けられてなる。把持機構16は、被結束体5により切断レバー15が押圧される際に、前述のシリンダー機構と協働して動作し、バッグシーリングテープ1の非粘着領域3を把持することにより、バッグシーリングテープ1の移動量を制御するストッパーとして機能する機構である。前述のとおり、バッグシーリングテープ1は、被結束体5を巻きつける際に巻付ローラ12を回転させ、所定長の新たなバッグシーリングテープ1がテープ保持具9から引き出される。また、前述のとおり切断時にシリンダー機構とピストン機構14が協働し、新たなバッグシーリングテープ1の位置が微調整される。把持機構16は、かかる微調整によりバッグシーリングテープ1の初期位置を微調整する際に、誤ってバッグシーリングテープ1が引き出されすぎないように、バッグシーリングテープ1の非粘着領域3を把持し、前記バッグシーリングテープ1の移動量を制御するストッパーとして機能する。かかる機構は、前述のピストン機構14の動作のわずか先に時差を生じて起こるようシリンダー機構が調整されてなる。これにより、バッグシーリングテープ1のより正確な初期位置調整が可能となる。
In the present embodiment, as shown in FIGS. 4 and 5, a gripping
本実施の形態にかかる結束装置8および結束方法によれば、開封時に袋などの被結束体5を破損することなく、反復使用が可能であり、かつ、分別廃棄が不要なバッグシーリングテープ1の結束装置8および結束方法を提供することができる。
According to the bundling device 8 and the bundling method according to the present embodiment, the
なお、実施の形態1〜3では、粘着領域を形成する方法として、基材フィルムに粘着層を形成する間欠塗工方式を採用しているが、かかる方式に限定されることはない。すなわち、基材フィルム全面に粘着層を設けた後に、粘着層の一部について粘着力を削ぐ方式を採用してもよい。粘着力を削ぐ方法としては、たとえば部分的に粉体を吹き付ける方法や、離型剤を塗布する方法、別部材(フィルム、紙など)を貼り付ける方法などが挙げられ、特に限定されることはない。また、実施の形態3においては、ピストン機構、シリンダー機構、切断手段を有するものについて説明したが、かかる構成に限定されるものではなく、たとえばピストン機構を省略したり、シリンダー機構を省略したり、ピストン機構に代えてバネを採用することも可能である。また、これらの機構に代えてセンサー機能を設けてもよく、切断基準位置が微調整できれば、特に限定されることなく種々の機構を採用することができる。
In
以下、実施例により本発明のバッグシーリングテープを具体的に説明する。 Hereinafter, the bag sealing tape of the present invention will be described specifically by way of examples.
評価方法を以下に示す。
1.自着保持力
バッグシーリングテープを幅20mm、長さ150mmに切断し、粘着層同士を貼り合せて、2kgのゴムローラーにて1往復圧着して貼り合わせる。その片側に、#280の耐水研磨紙で研磨したSUS304鋼に貼り付けて2kgのゴムローラーで1往復圧着する。20分間静置させた後、40℃雰囲気下でもう片側に170gの荷重をかけ、落下した際の時間を測定する。
2.保持強度(ズレ距離)
ポリプロピレン製の袋(実施例において被結束体を構成する袋)を、結束装置((株)共和製、パイロンバッグシーラーエース)を用いて結束し、粘着層同士が貼り合わさった、最も袋に近い部分に印を入れる。4日間放置したあと、印と粘着層同士が剥がれた箇所とのズレ距離を測定する。
3.自着力
バッグシーリングテープを幅20mmに裁断し、粘着層同士を貼り合せて、2kgのゴムローラーにて1往復圧着し貼り合わせる。貼り合せて20分後、貼り合わせたバッグシーリングテープを引張試験機((株)島津製作所製、オートグラフAGS−J型)に固定して、300mm/minの引張速度でT型剥離し、その際の剥離力を測定して自着力とする。
4.実用試験
実施例1〜6、比較例1および比較例2で調製したバッグシーリングテープを、実施の形態3にかかる結束装置を用いて結束し、結束状態を評価した。結束状態の評価は、結束状態のバッグシーリングテープの開封しやすさを、4名のモニター(平均年齢43歳、男性2名、女性2名)で評価した。評価基準は以下のとおりである。
結束性
◎:何ら問題なく結束できる。
○:ズレ距離が気になるが、結束そのものには何ら問題はない。
△:結束されてはいるが、ズレ距離が大きく、密封性に欠ける。
×:結束が不十分、または結束できない。
開封性
◎:容易に把持部を把持でき、開封できる。
○:把持部を認識でき、開封できる。
×1:把持部を把持できない、または把持できても開封できない。
×2:開封できない、または開封の際に袋が破れる。
−:結束できなかったため評価せず。
再貼り性
◎:何ら問題なく、容易に再度貼り付けることができる。
○:わずかに粘着力が低下しているが、再度貼り付けることができる。
△:粘着力が低下しているが、再度貼り付けることができる。
−:結束できない、開封できない、袋が破れたことにより評価せず。
*袋の破れは、破れなかった物を○、破れた物を×とした。
総合評価
◎:結束性、開封性、再貼り性すべてにおいて満足できる結果である。
○:結束性、開封性、再貼り性すべてにおいてほぼ満足できる結果である。
△:個人差があるが、概ね満足できる結果である。
×:実用に供しがたい。
The evaluation method is shown below.
1. Self-adhesion holding force A bag sealing tape is cut into a width of 20 mm and a length of 150 mm, the adhesive layers are bonded to each other, and bonded together by one reciprocal pressing with a 2 kg rubber roller. On the strip side, affixed to SUS304 steel was polished with waterproof abrasive paper # 280 to 1 reciprocation of a rubber roller 2 kg. After leaving it to stand for 20 minutes, a load of 170 g is applied to the other side in an atmosphere of 40 ° C., and the time when it falls is measured.
2. Holding strength (deviation distance)
The part closest to the bag where the bag made of polypropylene (the bag constituting the object to be bound in the example) is bound using a binding device (manufactured by Kyowa Co., Ltd., Pylon Bag Sealer Ace), and the adhesive layers are bonded together. Mark After leaving for 4 days, the deviation distance between the mark and the part where the adhesive layer is peeled off is measured.
3. Self-adhesive strength The bag sealing tape is cut into a width of 20 mm, the adhesive layers are bonded together, and are bonded once by reciprocating with a 2 kg rubber roller. 20 minutes after bonding, the bonded bag sealing tape was fixed to a tensile tester (manufactured by Shimadzu Corporation, Autograph AGS-J type), and T-shaped peeling was performed at a tensile speed of 300 mm / min. The peel strength at the time is measured to determine the self-adhesion force.
4). Practical Test The bag sealing tapes prepared in Examples 1 to 6, Comparative Example 1 and Comparative Example 2 were bound using the binding device according to the third embodiment, and the binding state was evaluated. In the evaluation of the binding state, the ease of opening the bag sealing tape in the binding state was evaluated by four monitors (average age 43 years, two men, two women). The evaluation criteria are as follows.
Bindability ◎: Can bind without any problem.
○: I'm worried about the gap distance, but there is no problem with the unity.
(Triangle | delta): Although it is bound, the gap | interval distance is large and sealability is lacking.
X: Binding is insufficient or cannot be bound.
Openability ◎: The gripping part can be easily gripped and opened.
○: The gripping part can be recognized and opened.
X1: The gripping part cannot be gripped or cannot be opened even if it can be gripped.
X2: The bag cannot be opened or the bag is torn at the time of opening.
−: Not evaluated because they could not be bound.
Re-adhesiveness ◎: Can be easily re-applied without any problem.
○: Adhesive force slightly decreases, but can be pasted again.
(Triangle | delta): Although adhesive force has fallen, it can affix again.
-: Cannot be bundled, cannot be opened, and is not evaluated because the bag is torn.
* Bag tearing was marked as "O" when it was not torn and x when it was torn.
Comprehensive evaluation (double-circle): It is a result which is satisfactory in all of bundling property, opening property, and re-sticking property.
○: The results are almost satisfactory in all of the binding property, opening property, and re-sticking property.
Δ: Although there are individual differences, the results are generally satisfactory.
X: It is difficult to use for practical use.
使用原料を以下に示す。
基材フィルム 38μmPETフィルム(印刷なし) (二村化学株式会社製)
粘着剤 天然ゴム
クインタック3433N (日本ゼオン(株)製 ゴム)
アメリポール1013N ((株)ISP製 粘着付与剤)
アルコンP−90 (荒川化学工業株式会社製、水素化石油樹脂)
アルコンP−100(荒川化学工業株式会社製、水素化石油樹脂)
YSレジンPX1000 (ヤスハラケミカル(株)製 粘着付与剤)
ヨシノックス425 ((株)エーピーアイコーポレーション 老化防止剤)
亜鉛華3号 (正同化学工業(株)製 亜鉛、無機充填剤)
クロノスKA−10 (チタン工業(株)製 酸化チタン、顔料)
The raw materials used are shown below.
Substrate film 38 μm PET film (no printing) (Nimura Chemical Co., Ltd.)
Adhesive Natural rubber
Quintac 3433N (Nippon Zeon Co., Ltd. rubber)
AMERIPOL 1013N (Tackifier for ISP)
Alcon P-90 (Arakawa Chemical Industries, hydrogenated petroleum resin)
Alcon P-100 (Arakawa Chemical Industries, hydrogenated petroleum resin)
YS Resin PX1000 (Yasuhara Chemical Co., Ltd. tackifier)
Yoshinox 425 (Api Corporation Anti-aging agent)
Zinc Hana No. 3 (Zinc, inorganic filler manufactured by Shodo Chemical Industry Co., Ltd.)
Kronos KA-10 (Titanium Industry Co., Ltd. titanium oxide, pigment)
実施例1
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは60mmであり、非粘着領域の長さは20mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが11mm、第二の非粘着領域の長さが9mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 1
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the adhesion area | region of the obtained bag sealing tape was 60 mm, and the length of the non-adhesion area | region was 20 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 11 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 9 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
実施例2
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは60mmであり、非粘着領域の長さは20mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが11mm、第二の非粘着領域の長さが9mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 2
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the pressure-sensitive region of the obtained bag sealing tape is 60 mm, the length of the non-adhesion area was 20 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 11 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 9 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
実施例3
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは69mmであり、非粘着領域の長さは11mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが6mm、第二の非粘着領域の長さが5mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 3
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the pressure-sensitive region of the obtained bag sealing tape is 69 mm, the length of the non-adhesion area was 11 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 6 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 5 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
実施例4
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは60mmであり、非粘着領域の長さは20mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが11mm、第二の非粘着領域の長さが9mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 4
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the adhesion area | region of the obtained bag sealing tape was 60 mm, and the length of the non-adhesion area | region was 20 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 11 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 9 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
実施例5
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは28mmであり、非粘着領域の長さは20mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが11mm、第二の非粘着領域の長さが9mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 5
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the pressure-sensitive region of the obtained bag sealing tape is 28mm, the length of the non-adhesion area was 20 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 11 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 9 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
実施例6
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは76mmであり、非粘着領域の長さは5mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが3mm、第二の非粘着領域の長さが2mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Example 6
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the pressure-sensitive region of the obtained bag sealing tape is 76 mm, the length of the non-adhesion area was 5 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 3 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 2 mm, to complete the binding. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
比較例1
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープは、非粘着領域のない従来のものである。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、貼り合したテープのエッジに1mm程度のズレが生じるようにバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Comparative Example 1
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The obtained bag sealing tape are conventional without non-adhesive region. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, paste combined cutting the bag sealing tape as deviation of about 1mm to tape edge occurs, complete the binding. The obtained bundle was subjected to a practical test. The results are shown in Table 2.
比較例2
表1に示す原料を混合し、トルエンを混入して30℃で240分間、撹拌溶融して、粘着剤を得た。得られた粘着剤を、基材フィルム(厚さ38μmPETフィルム)に糊厚が20μmになるようにダイコーターを用いて塗工した後、80℃で加熱乾燥し、幅9mmにスリットして、バッグシーリングテープを得た。得られたバッグシーリングテープの粘着領域の長さは28mmであり、非粘着領域の長さは37mmであった。得られたバッグシーリングテープを用いて、自着保持力、保持強度、自着力を評価した。結果を表2に示す。また、得られたバッグシーリングテープを用いて、実施の形態3にかかる結束装置により被結束体(製パン業者向け仕様 食パン6枚入りPP製袋、ネック周囲の太さ32mm)を結束し、第一の非粘着領域の長さが20mm、第二の非粘着領域の長さが17mmとなるようバッグシーリングテープを切断し、結束を完了した。得られた結束体を実用試験に供した。結果を表2に示す。
Comparative Example 2
The raw materials shown in Table 1 were mixed, mixed with toluene, and stirred and melted at 30 ° C. for 240 minutes to obtain an adhesive. The obtained pressure-sensitive adhesive was coated on a base film (thickness 38 μm PET film) using a die coater so that the paste thickness was 20 μm, then dried by heating at 80 ° C., slit to a width of 9 mm, and bag to obtain a sealing tape. The length of the pressure-sensitive region of the obtained bag sealing tape is 28mm, the length of the non-adhesion area was 37 mm. Using the obtained bag sealing tape, self-adhesive holding force, the holding strength was evaluated self-adhesive strength. The results are shown in Table 2 . Further, by using the bag sealing tape obtained by bundling the object to be banded object (bakery skilled specification for bread 6 pieces PP bag, around the neck thickness 32 mm) With such a binding apparatus in the third embodiment, the length of the first non-adhesive region is 20 mm, the length of the second non-adhesive region is cut bag sealing tape so as to be 17 mm, complete unity. The obtained bundle was subjected to a practical test. The results are shown in Table 2.

本発明のバッグシーリングテープおよび該バッグシーリングテープを用いた結束装置ならびに結束方法は、パン・菓子類、野菜、果物、生麺、冷凍食品などをビニール袋等に袋詰めした被結束体を結束した後、結束体を開封する際に被結束体を破損することなく、反復使用可能である。また、分別不要な材料からなり、廃棄時の利便性もよい。 The bag sealing tape, the bundling apparatus using the bag sealing tape, and the bundling method of the present invention are obtained by bundling a bundled body in which bread, confectionery, vegetables, fruits, raw noodles, frozen food, etc. are packed in a plastic bag or the like. Later, when the bound body is opened, the bound body can be used repeatedly without damaging the bound body. In addition, it is made of materials that do not need to be sorted, and is convenient for disposal.
1、6 バッグシーリングテープ
2、7 粘着領域
2a 粘着層
3 非粘着領域
3a 第一の非粘着領域
3b 第二の非粘着領域
4 基材フィルム
5 被結束体
8 結束装置
9 テープ保持具
10 切断手段
10a 切断部
11 切断基準位置調整機構
12 巻付ローラ
12a 山部
12b 谷部
13 保持部
14 ピストン機構
15 切断レバー
16 把持機構
A、C 切断基準位置
G 把持部
h1 第一の非粘着領域の長さ
h2 第一の非粘着領域の長さ
DESCRIPTION OF
Claims (3)
前記バッグシーリングテープが、粘着領域と、非粘着領域とからなり、前記粘着領域が、基材フィルムの表面に、当該基材フィルムの長尺方向に飛び石状に設けられてなり、
捲回された前記バッグシーリングテープを保持するテープ保持具と、切断手段と、切断基準位置調整機構とを有し、
前記切断基準位置調整機構は、前記切断手段により前記バッグシーリングテープが切断される際に得られるそれぞれの非粘着領域を第一の非粘着領域および第二の非粘着領域としたときに、前記第一の非粘着領域の長さ(h1)と前記第二の非粘着領域の長さ(h2)との差(h1−h2)が、ユーザーが把持部として認識しうる長さで切断されるよう切断基準位置を調整し、
前記切断手段は、前記切断基準位置調整機構により切断基準位置が調整された前記バッグシーリングテープを、調整後の前記切断基準位置で切断する手段であり、
前記切断基準位置調整機構が、
歯車状の巻付ローラと、保持部と、該保持部に設けられたピストン機構とを有し、
前記巻付ローラの歯車の先端部は、前記巻付ローラの歯車を包絡するように前記バッグシーリングテープが配置された状態で、包絡された前記バッグシーリングテープを介して前記保持部と当接し、
該ピストン機構は、前記歯車の先端部と前記保持部とが当接した状態で、包絡した前記バッグシーリングテープを、前記歯車の谷部方向に付勢することにより、切断基準位置を調整する機構である結束装置。 A bundling device using bag sealing tape,
The bag sealing tape is composed of an adhesive region and a non-adhesive region, and the adhesive region is provided on the surface of the base film in a stepping stone shape in the longitudinal direction of the base film,
A tape holder for holding the wound bag sealing tape, a cutting means, and a cutting reference position adjusting mechanism ;
The cutting reference position adjusting mechanism has the first non-adhesive region and the second non-adhesive region as the respective non-adhesive regions obtained when the bag sealing tape is cut by the cutting means. The difference (h1−h2) between the length (h1) of the one non-adhesive region and the length (h2) of the second non-adhesive region is cut to a length that the user can recognize as the grip portion. Adjust the cutting reference position,
Said cutting means, said bag sealing tape cutting reference position is adjusted by said cutting reference position adjusting mechanism, Ri means der cutting with the cutting reference position after adjustment,
The cutting reference position adjusting mechanism is
A gear-shaped winding roller, a holding portion, and a piston mechanism provided in the holding portion;
The front end portion of the winding roller gear abuts the holding portion via the enveloped bag sealing tape in a state where the bag sealing tape is disposed so as to envelope the winding roller gear,
The piston mechanism is a mechanism that adjusts the cutting reference position by urging the enveloped bag sealing tape in the direction of the trough of the gear while the front end of the gear and the holding portion are in contact with each other. der Ru binding device.
該把持機構は、前記バッグシーリングテープの非粘着部を把持し、前記バッグシーリングテープの移動量を制御するストッパーとして機能する請求項1に記載の結束装置。 A gripping mechanism is further provided in the front stage of the winding roller,
Gripping mechanism grips the non-adhesive portion of the bag sealing tape, tie of claim 1 which functions as a stopper for controlling the movement of the bag sealing tape.
前記バッグシーリングテープが、粘着領域と、非粘着領域とからなり、前記粘着領域が、基材フィルムの表面に、当該基材フィルムの長尺方向に飛び石状に設けられてなり、
(1)捲回された前記バッグシーリングテープを保持するテープ保持具から、切断基準位置調整機構により前記バッグシーリングテープを引き出す引出工程と、
(2)該引き出されたバッグシーリングテープを、被結束体を誘導する谷部を有する歯車状の巻付ローラに誘導し、
前記被結束体を、誘導された前記バッグシーリングテープを介して前記谷部に押し当てながら誘導し、結束する結束工程と、
(3)前記巻付けローラの後段に設けられた切断手段により、当該切断手段により切断される際に得られるそれぞれの非粘着領域を第一の非粘着領域および第二の非粘着領域としたときに、前記第一の非粘着領域の長さ(h1)と前記第二の非粘着領域の長さ(h2)との差(h1−h2)が、ユーザーが把持部として認識しうる長さとなるように切断する切断工程とを有し、
前記切断基準位置調整機構が、
歯車状の巻付ローラと、保持部と、該保持部に設けられたピストン機構とを有し、
前記巻付ローラの歯車の先端部は、前記巻付ローラの歯車を包絡するよう前記バッグシーリングテープが配置された状態で、包絡された前記バッグシーリングテープを介して前記保持部と当接し、
該ピストン機構は、歯車の先端部と前記保持部とが当接した状態で、包絡した前記バッグシーリングテープを、前記歯車の谷部方向に進退することにより付勢することにより、切断基準位置を調整する機構である結束方法。 A bundling method using bag sealing tape,
The bag sealing tape is composed of an adhesive region and a non-adhesive region, and the adhesive region is provided on the surface of the base film in a stepping stone shape in the longitudinal direction of the base film,
(1) A drawing step of pulling out the bag sealing tape from a tape holder for holding the wound bag sealing tape by a cutting reference position adjusting mechanism;
(2) The drawn bag sealing tape is guided to a gear-shaped winding roller having a trough that guides the bound object,
A bundling step of guiding and bundling the object to be bound while pressing against the valley portion via the induced bag sealing tape;
(3) When the respective non-adhesive regions obtained when the cutting means is cut by the cutting means provided at the subsequent stage of the winding roller are used as the first non-adhesive region and the second non-adhesive region In addition, the difference (h1−h2) between the length (h1) of the first non-adhesive region and the length (h2) of the second non-adhesive region is a length that the user can recognize as a gripping portion. have a cutting step of cutting as,
The cutting reference position adjusting mechanism is
A gear-shaped winding roller, a holding portion, and a piston mechanism provided in the holding portion;
The front end portion of the winding roller gear abuts the holding portion via the enveloped bag sealing tape in a state where the bag sealing tape is disposed so as to envelope the winding roller gear,
The piston mechanism sets the cutting reference position by energizing the enveloped bag sealing tape by advancing and retreating in the trough direction of the gear in a state where the front end portion of the gear and the holding portion are in contact with each other. mechanism der Ru unity how to adjust.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015042989A JP6043385B2 (en) | 2015-03-04 | 2015-03-04 | Bundling device and method using bag sealing tape |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2015042989A JP6043385B2 (en) | 2015-03-04 | 2015-03-04 | Bundling device and method using bag sealing tape |
Related Parent Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010225260A Division JP5903211B2 (en) | 2010-10-04 | 2010-10-04 | Bag sealing tape |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2015098366A JP2015098366A (en) | 2015-05-28 |
| JP6043385B2 true JP6043385B2 (en) | 2016-12-14 |
Family
ID=53375277
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015042989A Active JP6043385B2 (en) | 2015-03-04 | 2015-03-04 | Bundling device and method using bag sealing tape |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6043385B2 (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS5446686U (en) * | 1977-09-08 | 1979-03-31 | ||
| JP2000072114A (en) * | 1998-08-27 | 2000-03-07 | Shohachi Nihei | Bag opening seal device |
| GB0018462D0 (en) * | 2000-07-27 | 2000-09-13 | Aew Thurne Ltd | Adhesive tapes and tiles |
-
2015
- 2015-03-04 JP JP2015042989A patent/JP6043385B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2015098366A (en) | 2015-05-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5903211B2 (en) | Bag sealing tape | |
| CN100457567C (en) | Wrapping material with a z-lock system and methods of making and using the same | |
| JP2681557B2 (en) | Label for squeeze container | |
| CN107278222A (en) | Adhesive tape | |
| JP3518469B2 (en) | Pressure-sensitive transfer adhesive tape | |
| CN101939228B (en) | Wrap film storing container and label for forming film holding part | |
| JP2013224430A (en) | Pressure-sensitive transfer-type adhesive tape and transfer tool | |
| JP6043385B2 (en) | Bundling device and method using bag sealing tape | |
| JP4276818B2 (en) | Bonding adhesive tape | |
| US5227210A (en) | Deadfold sticker systems | |
| JP6095524B2 (en) | Adhesive tape suitable for adhesion to water-repellent surfaces | |
| CN102509513B (en) | series label | |
| JP2004219621A (en) | Label for container and container with the label attached thereto | |
| JPH0767946B2 (en) | Labeled plastic bottle and manufacturing method thereof | |
| AU670601B2 (en) | Method and apparatus for producing tubular printed product packs with a tear-out aid | |
| JP5207435B2 (en) | Bag with tape | |
| JPH054279A (en) | Winding method of label round pet bottle | |
| JP3091170B2 (en) | Wrapping method of roll paper | |
| JPH0569486A (en) | Sticking method for label onto bottle | |
| JP2733079B2 (en) | Self-adhesive adhesive composition | |
| JP2901510B2 (en) | Roll paper body packaging method and hot melt adhesive | |
| JPH03200533A (en) | How to put labels on glass bottles | |
| JP2006044213A (en) | Antisplip material and container using this | |
| JPS6325026A (en) | Hot-melt adhesive for easily openable shrink packaging body | |
| JP2019094126A (en) | Packaging bag for can cover, can cover package body and sealing method of packaging bag for can cover |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150403 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20160510 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160708 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20161108 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161111 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 6043385 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |