JP6028581B2 - Coking coal charging equipment and charging method for coke oven - Google Patents
Coking coal charging equipment and charging method for coke oven Download PDFInfo
- Publication number
- JP6028581B2 JP6028581B2 JP2013005565A JP2013005565A JP6028581B2 JP 6028581 B2 JP6028581 B2 JP 6028581B2 JP 2013005565 A JP2013005565 A JP 2013005565A JP 2013005565 A JP2013005565 A JP 2013005565A JP 6028581 B2 JP6028581 B2 JP 6028581B2
- Authority
- JP
- Japan
- Prior art keywords
- coal
- coke oven
- charging
- caking
- raw coal
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images


Landscapes
- Coke Industry (AREA)
Description
本発明は、コークスの製造に用いられる原料炭をコークス炉に装入する装置及び方法に関し、特に非微粘結炭を配合した原料炭をコークス炉に装入する装置及び方法に関する。 TECHNICAL FIELD The present invention relates to an apparatus and method for charging raw coal used in the production of coke into a coke oven, and more particularly to an apparatus and method for charging raw coal mixed with non-slightly caking coal into a coke oven.
高炉操業において還元材及び熱源として使用されるコークスは、高炉内の通気性を確保すると共に高温でも粉化しない強度が求められる。高強度のコークスを製造するためには、コークス製造用原料炭中に一定割合以上の強粘結炭を配合することが好ましい。しかし、強粘結炭は資源的に枯渇状態にあり、粘結性を僅かに示す微粘結炭ないし粘結性を示さない非粘結炭からなる非微粘結炭を用いてコークスを製造する技術が、これまで提案されてきている。具体的には、非微粘結炭を配合した原料炭に粘結補填材を添加して原料炭の粘結性を向上させることによりコークス強度を高めることが行われている。 Coke used as a reducing material and a heat source in blast furnace operation is required to have sufficient strength to ensure air permeability in the blast furnace and not to be pulverized even at high temperatures. In order to produce high-strength coke, it is preferable to blend a strong caking coal with a certain ratio or more in the raw coal for producing coke. However, strong caking coal is in a resource-depleted state, and coke is produced using non-caking coal consisting of slightly caking coal that shows a slight caking property or non-caking coal that does not show caking properties. Techniques to do so far have been proposed. Specifically, coke strength is increased by adding a caking filler to the raw coal containing non-slightly caking coal to improve the caking property of the raw coal.
例えば、特許文献1では、粘結剤(液状粘結補填材)を添加した後の配合炭(原料炭)の粘結性指数が、石炭の装入密度から決定される、全膨張率もしくは最高流動度の各下限値以上であり、さらに前記粘結性指数が全膨張率の上限値である100以下かつ最高流動度の上限値である3.0以下であることを特徴とする高炉用コークスの製造方法が開示されている。特許文献1によれば、この方法により、非微粘結炭を多量に配合した配合炭を用いてコークスを製造しても高炉用コークスとしての必要強度が安定的に得られるとされている。
For example, in
また、特許文献2では、粒径3mm未満の細粒を50%以上含む固形粘結補填材を固形のまま原料炭に混合し、そのままコークス炉に装入して乾留することを特徴とする高強度コークスの製造方法が開示されている。特許文献2によれば、この方法により、固形粘結補填材が石炭粒子中に均一に分散して固形粘結補填材と石炭粒子の接触面積が増加すると共に、強固なコークス構造を構成する接触態様になるとされている。
Moreover, in
しかしながら、液状粘結補填材は、液状であるが故に、液状粘結補填材を添加する配管や添加ノズルが詰まったり混練機内に付着する等、操業上のトラブルを引き起こすことがある。そのため、設備を定期的に停止させて清掃を行う必要があり、作業者の作業負荷につながるという問題がある。また、固形粘結補填材は、150℃〜250℃の高温炭操業では軟化溶融するため、搬送コンベアやシュートといった搬送経路で付着、堆積、閉塞を引き起こすおそれがある。そのため、実操業では、コークス炉にできるだけ近い位置で、原料炭に粘結補填材を添加することが望ましい。 However, since the liquid caking filler is in a liquid state, it may cause operational problems such as clogging of pipes and addition nozzles to which the liquid caking filler is added or adhering in the kneader. Therefore, there is a problem that it is necessary to periodically stop the equipment and perform cleaning, which leads to an operator's work load. In addition, since the solid caking filler softens and melts in high-temperature coal operations at 150 ° C. to 250 ° C., there is a risk of causing adhesion, accumulation, and clogging in a conveyance path such as a conveyance conveyor or a chute. Therefore, in actual operation, it is desirable to add a caking filler to the raw coal at a position as close as possible to the coke oven.
本発明はかかる事情に鑑みてなされたもので、非微粘結炭の配合比を高めても、コークス品質が低下することなく、低コストでコークスを製造することが可能な、コークス炉への原料炭装入装置及び装入方法を提供することを目的とする。 The present invention has been made in view of such circumstances, and even if the blending ratio of non-slightly caking coal is increased, coke quality can be produced at a low cost without reducing coke quality. An object is to provide a raw coal charging apparatus and a charging method.
なお、特許文献3には、石炭装入台車(装炭車)付帯のホッパーからテーブルフィーダー又はロータリーフィーダーにより石炭を切り出し、装入筒を介してコークス炉の炉室(炭化室)に石炭を装入する際に、コークス炉炉幅方向の中心部近傍に装入される石炭にのみ、装入筒に設けた噴霧ノズルから添加剤を噴射することを特徴とするコークス炉への石炭装入方法が開示されている。しかし、この発明は、コークス炉炉幅方向中心部に位置する石炭にのみ添加剤を添加して、コークス炉炉幅方向中心部に位置する石炭の嵩密度を増加させることにより、コークス炉幅方向のコークス強度を均一にする技術であって、非微粘結炭の配合比が高くて、低コストでコークスを製造することが可能な技術を提供するものではない。
In
上記目的を達成するため、第1の発明は、コークス炉の炉頂部を走行する装炭車に搭載されたホッパーの直下にスクリューフィーダが配置され、前記ホッパー内の原料炭を前記スクリューフィーダで切り出して前記コークス炉の炭化室に装入する装置において、
前記装炭車に搭載され、粘結補填材を貯留する粘結補填材タンクと、前記ホッパー内の下部に設置され、前記粘結補填材タンクから供給される粘結補填材を下方に向けて噴射するノズルとを備えることを特徴としている。
In order to achieve the above object, according to a first aspect of the present invention, a screw feeder is disposed immediately below a hopper mounted on a coal-carrying vehicle that runs on the top of a coke oven, and raw coal in the hopper is cut out by the screw feeder. In the apparatus charged into the coking chamber of the coke oven,
A caking filler tank that is mounted on the coal loading vehicle and stores caking filler material, and a caulking filler material that is installed in the lower part of the hopper and supplied from the caking filler tank is sprayed downward. It is characterized by providing the nozzle to do.
また、第2の発明は、第1の発明に係るコークス炉への原料炭装入装置を用いて、非微粘結炭が配合された原料炭をコークス炉へ装入する方法であって、
前記スクリューフィーダ内を搬送される前記原料炭に向けて、前記粘結補填材タンクから供給される粘結補填材を前記ノズルから噴射することを特徴としている。
In addition, the second invention is a method of charging raw coking coal blended with non-slightly caking coal into the coke oven using the raw coal charging apparatus to the coke oven according to the first invention,
The caking filler supplied from the caking filler tank is sprayed from the nozzle toward the raw coal conveyed in the screw feeder.
原料炭事前処理設備において、粘結補填材を原料炭に過剰添加すると、コークス炉まで設置された搬送コンベアや乗継ぎ部などの搬送経路に原料炭が付着、堆積して閉塞を引き起こすおそれがある。本発明では、装炭車に搭載されたホッパー内の原料炭を切り出してコークス炉の炭化室に装入するスクリューフィーダ内の原料炭に粘結補填材を添加するので、上記問題が発生することがなく、装入時の原料炭温度や使用する粘結補填材の種類に影響されることがない。加えて、スクリューフィーダ内で原料炭と粘結補填材が混練されるので、粘結補填材が原料炭と均一に混合されると共に原料炭内の脱気も促進され、非微粘結炭の配合比を高めても、コークス品質が低下することがない。 In coking coal pretreatment equipment, if caking filler is excessively added to the coking coal, the coking coal may adhere to and accumulate on the transfer route such as the transfer conveyor and connecting part installed up to the coke oven, causing clogging. . In the present invention, since the coking coal is added to the raw coal in the screw feeder that cuts out the raw coal in the hopper mounted on the charcoal car and inserts it into the carbonization chamber of the coke oven, the above problem may occur. It is not affected by the raw coal temperature at the time of charging or the type of caking filler used. In addition, since the raw coal and the caking filler are kneaded in the screw feeder, the caking filler is uniformly mixed with the raw charcoal, and degassing in the raw coal is also promoted. Even if the blending ratio is increased, the coke quality does not deteriorate.
また、第1の発明に係るコークス炉への原料炭装入装置では、前記ノズルが前記スクリューフィーダの上流側に配置されていることを好適とする。 Moreover, in the raw coal charging apparatus to the coke oven according to the first invention, it is preferable that the nozzle is disposed on the upstream side of the screw feeder.
本発明者等は、ホッパー内の原料炭をスクリューフィーダで切り出すと、ホッパー内部で原料炭の偏析が発生することを発見した。具体的には、ホッパー内の原料炭の高さは、スクリューフィーダの上流側ほど低くなる(図2参照)。従って、ホッパー内の下部に設置されるノズルをスクリューフィーダの上流側に配置すれば、原料炭の流れに粘結補填材が同伴されやすくなり、ノズルに掛かる原料炭荷重を低減させることができる。 The present inventors have discovered that when the raw coal in the hopper is cut out with a screw feeder, segregation of the raw coal occurs inside the hopper. Specifically, the height of the raw coal in the hopper becomes lower toward the upstream side of the screw feeder (see FIG. 2). Therefore, if the nozzle installed in the lower part in a hopper is arrange | positioned in the upstream of a screw feeder, it will become easy to accompany a caking filler with the flow of coking coal, and the coking coal load concerning a nozzle can be reduced.
また、第2の発明に係るコークス炉への原料炭装入方法では、前記原料炭に対する前記粘結補填材の添加量が1.0質量%以上3質量%以下であることを好適とする。 Moreover, in the raw coal charging method to the coke oven according to the second invention, it is preferable that the amount of the caking filler added to the raw coal is 1.0% by mass or more and 3% by mass or less.
原料炭に対する粘結補填材の添加量が1.0質量%未満の場合、所要のコークス強度が得られない一方、原料炭に対する粘結補填材の添加量が3質量%を超えると、粘結補填材からなる液滴のまわりに原料炭が付着しただけのダマが過剰に発生するだけでなく、スクリューフィーダへの付着物も多くなる。 When the amount of caking filler added to the raw coal is less than 1.0% by mass, the required coke strength cannot be obtained, while when the amount of caking filler added to the raw coal exceeds 3% by mass, caking is caused. Not only do the lumps of coking coal adhering around the droplets of the filler material, but also the deposits on the screw feeder increase.
本発明に係るコークス炉への原料炭装入装置及び装入方法では、ホッパー内の原料炭を切り出してコークス炉の炭化室に装入するスクリューフィーダ内の原料炭に粘結補填材を添加して、スクリューフィーダ内で原料炭と粘結補填材を混練するので、粘結補填材が原料炭と均一に混合されると共に原料炭内の脱気も促進されることから、非微粘結炭の配合比を高めても、コークス品質が低下することなく、低コストでコークスを製造することができる。 In the apparatus and method for charging raw coal to the coke oven according to the present invention, the caking coal in the hopper is cut out and added to the raw coal in the screw feeder charged in the carbonization chamber of the coke oven. Since the coking coal and the caking filler are kneaded in the screw feeder, the caking filler is uniformly mixed with the raw coal and the degassing in the coking coal is promoted. Even if the blending ratio is increased, coke can be produced at low cost without deteriorating coke quality.
続いて、添付した図面を参照しつつ、本発明を具体化した実施の形態について説明し、本発明の理解に供する。 Next, embodiments of the present invention will be described with reference to the accompanying drawings to provide an understanding of the present invention.
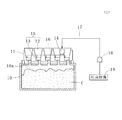
コークス炉は、原料炭を乾留してコークスを製造する炭化室と、炭化室に熱を供給する燃焼室とが炉幅方向に交互に並設された構成とされ、コークス炉の炉頂部を炉幅方向に走行する装炭車によって各炭化室に原料炭が装入される。装炭車11による炭化室10内への原料炭Cの装入方法を示した模式図を図1に示す。同図は、炭化室10及び装炭車11の各炉長方向断面を示している。
同図に示すように、炭化室10の頂部には、原料炭Cを装入するための装入口10aが、炉長方向に所定の間隔をあけて複数(本実施の形態では5箇所)設けられている。
一方、装炭車11には、炭化室10の頂部に設けられた装入口10aから炭化室10内に原料炭Cを装入するための原料炭装入部15が、装入口10aと同じ間隔をあけて複数(本実施の形態では5基)搭載されている。
The coke oven has a structure in which a coking chamber for producing coke by dry distillation of coking coal and a combustion chamber for supplying heat to the coking chamber are arranged alternately in the furnace width direction. Coking coal is charged into each carbonization chamber by a charcoal vehicle running in the width direction. A schematic diagram showing a method of charging the raw coal C into the
As shown in the figure, at the top of the
On the other hand, in the
また、装炭車11には、粘結補填材を貯留する粘結補填材タンク14が搭載され、粘結補填材タンク14内の粘結補填材が、装炭車11に配設された配管16を介して各原料炭装入部15に供給される。なお、粘結補填材タンク14は配管17を介して化成設備19に接続されており、化成設備19で製造された粘結補填材が、配管17の途中に設置されたポンプ18により粘結補填材タンク14に送給される。
Further, the coal-carrying
図2に示すように、原料炭装入部15は、原料炭Cを貯蔵するホッパー12と、ホッパー12の直下に配置され、ホッパー12内の原料炭Cを切り出してコークス炉の炭化室10に装入するスクリューフィーダ13とを備えている。
また、ホッパー12内の下部には、粘結補填材タンク14から配管16を介して供給される粘結補填材Mを下方に向けて噴射するノズル23が設置されている。
なお、本発明の一実施の形態に係るコークス炉への原料炭装入装置は、原料炭装入部15、原料炭装入部15に粘結補填材Mを供給する粘結補填材タンク14及びノズル23を有している。
As shown in FIG. 2, the raw
Further, a
In addition, the coking coal charging apparatus to the coke oven according to the embodiment of the present invention includes the raw
スクリューフィーダ13は、螺旋状の羽根が回転軸の回りに形成されたスクリュー20と、スクリュー20を収納する矩形状のケーシング25とを備えている。ケーシング25の一方の端部の底面には、スクリュー20によって切り出された原料炭Cを排出するための切出口21が設けられている。切出口21には下方に延びるシュート26が取り付けられており、シュート26内に設置されているダンパー22により切出口21の開閉が行われる。
The
スクリューフィーダ13内のスクリュー20付近の原料炭Cには、スクリュー20の回転によってケーシング25の内部へ向かう力が作用し、スクリュー20の回転と共に充填物の内圧が高まっていく。しかし、ホッパー12の直下を除くケーシング25内の上部だけは、充填物の存在しない空間が存在するため、スクリュー20の回転により上昇した内圧が上部空間で解放され、初動時と同様、充填物が流動できるようになる。原料炭Cが切り出されるまで、スクリューフィーダ13内では、この作用が繰り返し起こることで、原料炭Cと粘結補填材Mが均一に混練され、生成されるコークスの強度のバラツキが低減される。
また、上記作用が繰り返される過程で、原料炭Cと原料炭Cとの間、及び原料炭Cと粘結補填材Mとの間の空気が脱気されていき、擬似造粒物を発生させる働きも起きる。擬似造粒物が発生することにより、コークス炉内の装入物分布が広帯域となり、嵩密度が0.01ton/ch〜0.05ton/ch増加する。
The coking coal C in the vicinity of the
Moreover, in the process where the said effect | action is repeated, the air between the raw coal C and the raw coal C and between the raw coal C and the caking filler M is deaerated, and a pseudo granulated material is generated. Work also happens. Generation | occurrence | production of a pseudo granulated material becomes a broad distribution of the charging material in a coke oven, and a bulk density increases by 0.01 ton / ch-0.05 ton / ch.
粘結補填材Mを噴射するノズル23は、スクリューフィーダ13の上流側に配置され、ノズル23の噴射孔からスクリューフィーダ13までの鉛直距離は15cm程度とすることが望ましい(図3参照)。また、ノズル23の噴射孔が原料炭Cで閉塞されないように、噴射孔を除くノズル23の周囲は遮蔽板24で保護されている。
なお、スクリューフィーダ13内の原料炭Cに粘結補填材Mを均一に噴射するため、ノズル23は、噴霧形状が円錐状となるフルコーン型とすることが望ましい。
The
In order to uniformly inject the caking filler M into the raw coal C in the
ホッパー12に投入される原料炭Cに含まれる非微粘結炭(微粘結炭及び非粘結炭)の割合は30質量%〜90質量%程度である。また、原料炭Cの温度は、常温からほぼ250℃の間にある。
The ratio of the non-slightly caking coal (slightly caking coal and non-caking coal) contained in the raw coal C put into the
一方、原料炭Cに添加される粘結補填材Mは、液状粘結補填材、固形粘結補填材のいずれでもよい。ただし、原料炭Cに対する粘結補填材Mの添加量は、1.0質量%以上3質量%以下であることが好ましい。 On the other hand, the caking filler M added to the raw coal C may be either a liquid caking filler or a solid caking filler. However, the amount of the caking filler M added to the raw coal C is preferably 1.0% by mass or more and 3% by mass or less.
原料炭装入部15及び原料炭装入部15に粘結補填材Mを供給する粘結補填材タンク14を備える原料炭装入装置を用いて原料炭Cをコークス炉へ装入する際は、シュート26を炭化室10の装入口10aに接続し、ダンパー22を開放状態にした後、スクリューフィーダ13を駆動させ、ホッパー12内の原料炭Cをスクリューフィーダ13で切り出す。そして、スクリューフィーダ13内を切出口21に向けて搬送される原料炭Cに対して、粘結補填材タンク14から供給される粘結補填材Mをノズル23から噴射する。原料炭Cと粘結補填材Mはスクリュー20によって混練された後、切出口21からシュート26を介して炭化室10内に装入される。
When charging the raw coal C into the coke oven using the raw coal charging device including the raw
なお、スクリューフィーダ13の速度は常に一定というわけではなく、初動時は低速運転、定常時は高速運転、停止前は低速運転を行う。そのため、本実施の形態に係る原料炭装入装置では、原料炭Cに対する粘結補填材Mの添加割合が常に一定となるようにするため、スクリュー20の回転数から算出される単位時間当たりの原料炭C切出量に基づいて、ノズル23から噴射される粘結補填材Mの噴射量を制御する構成としている。
Note that the speed of the
また、粘結補填材タンク14に貯留されている粘結補填材Mの量は、粘結補填材タンク14に設置したレベル計(図示省略)で管理されており、粘結補填材Mの量が所定量以下になると、化成設備19から粘結補填材タンク14に粘結補填材Mが供給される。
Further, the amount of the caking filler M stored in the caking
以上、本発明の一実施の形態について説明してきたが、本発明は何ら上記した実施の形態に記載の構成に限定されるものではなく、特許請求の範囲に記載されている事項の範囲内で考えられるその他の実施の形態や変形例も含むものである。 Although one embodiment of the present invention has been described above, the present invention is not limited to the configuration described in the above-described embodiment, and is within the scope of matters described in the claims. Other possible embodiments and modifications are also included.
10:炭化室、10a:装入口、11:装炭車、12:ホッパー、13:スクリューフィーダ、14:粘結補填材タンク、15:原料炭装入部、16、17:配管、18:ポンプ、19:化成設備、20:スクリュー、21:切出口、22:ダンパー、23:ノズル、24:遮蔽板、25:ケーシング、26:シュート、C:原料炭、M:粘結補填材 10: carbonization chamber, 10a: charging inlet, 11: charcoal car, 12: hopper, 13: screw feeder, 14: caking filler tank, 15: raw coal charging section, 16, 17: piping, 18: pump, 19: Chemical conversion equipment, 20: Screw, 21: Cutout, 22: Damper, 23: Nozzle, 24: Shield plate, 25: Casing, 26: Chute, C: Coking coal, M: Adhesive filler
Claims (4)
前記装炭車に搭載され、粘結補填材を貯留する粘結補填材タンクと、前記ホッパー内の下部に設置され、前記粘結補填材タンクから供給される粘結補填材を下方に向けて噴射するノズルとを備えることを特徴とするコークス炉への原料炭装入装置。 In a device in which a screw feeder is disposed immediately below a hopper mounted on a coal-cooking vehicle that runs on the top of the coke oven, and the raw coal in the hopper is cut out by the screw feeder and charged into the coking chamber of the coke oven,
A caking filler tank that is mounted on the coal loading vehicle and stores caking filler material, and a caulking filler material that is installed in the lower part of the hopper and supplied from the caking filler tank is sprayed downward. A coking furnace charging apparatus for a coke oven, comprising:
前記スクリューフィーダ内を搬送される前記原料炭に向けて、前記粘結補填材タンクから供給される粘結補填材を前記ノズルから噴射することを特徴とするコークス炉への原料炭装入方法。 A method for charging raw coke mixed with non-slightly caking coal into a coke oven using the raw coal charging apparatus for the coke oven according to claim 1 or 2,
A method for charging coking coal into a coke oven, wherein a caking filler supplied from the caking filler tank is sprayed from the nozzle toward the coking coal conveyed in the screw feeder.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013005565A JP6028581B2 (en) | 2013-01-16 | 2013-01-16 | Coking coal charging equipment and charging method for coke oven |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013005565A JP6028581B2 (en) | 2013-01-16 | 2013-01-16 | Coking coal charging equipment and charging method for coke oven |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2014136739A JP2014136739A (en) | 2014-07-28 |
| JP6028581B2 true JP6028581B2 (en) | 2016-11-16 |
Family
ID=51414455
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013005565A Active JP6028581B2 (en) | 2013-01-16 | 2013-01-16 | Coking coal charging equipment and charging method for coke oven |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP6028581B2 (en) |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3141754B2 (en) * | 1995-10-13 | 2001-03-05 | 住友金属工業株式会社 | Coking method for coke oven |
| JP5316403B2 (en) * | 2009-12-25 | 2013-10-16 | 新日鐵住金株式会社 | Powder kneading method and apparatus, and powder agglomeration method |
| JP5682827B2 (en) * | 2011-04-18 | 2015-03-11 | 新日鐵住金株式会社 | Coke coking coal conveying device and method for stopping the same |
-
2013
- 2013-01-16 JP JP2013005565A patent/JP6028581B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014136739A (en) | 2014-07-28 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| CN101356289B (en) | Method for manufacturing molten irons and apparatus for manufacturing molten irons | |
| JP6226749B2 (en) | Coke coal drying apparatus and drying method | |
| CN104877694B (en) | Spiral pulsed the mixture of airstream and strength feeder for mobile biomass pyrolysis | |
| JP2014124602A (en) | Vibrating sieve device and cleaning method of the same | |
| WO2008007658A1 (en) | Mixing apparatus | |
| KR20170077149A (en) | Slag discharge apparatus and slag discharge method | |
| CN102049217A (en) | On-line filling device and method for catalyst | |
| JP6028581B2 (en) | Coking coal charging equipment and charging method for coke oven | |
| CN103557697B (en) | Novel rotary kiln | |
| US3775070A (en) | Fluidized solid particle fuel | |
| CN103238917B (en) | Device for adding liquid auxiliary materials into tobacco with high uniformity and auxiliary material adding method | |
| JP4837436B2 (en) | Method for producing pseudo-granulated product | |
| CN103242873B (en) | Pyrolyzer | |
| CN112961707B (en) | Fly ash furnace returning device, coal catalytic gasification system and fly ash furnace returning method | |
| JP5673319B2 (en) | Production method of agglomerated coal | |
| JP5834922B2 (en) | Blast furnace operation method | |
| CN202057170U (en) | Brown coal crushing and uniform feeding system | |
| JP6880948B2 (en) | Nozzle device | |
| JP2013043998A (en) | Pulverized coal injection method | |
| CN103201010A (en) | Method and device for removing dust particles from reducing gas | |
| CN206535680U (en) | A kind of aerosol dust-arrest device | |
| CN105110014A (en) | Method of conveying powdery monoammonium phosphate and achieving cooling function | |
| JP2005213062A (en) | Method and apparatus for producing granulated slag | |
| CN104673393A (en) | Coal gasification system, coal gasification method and solid chiller | |
| CN203518558U (en) | Novel rotary kiln |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| RD04 | Notification of resignation of power of attorney |
Free format text: JAPANESE INTERMEDIATE CODE: A7424 Effective date: 20140730 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150903 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20160908 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160920 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20161003 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 6028581 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |
|
| S533 | Written request for registration of change of name |
Free format text: JAPANESE INTERMEDIATE CODE: R313533 |
|
| R350 | Written notification of registration of transfer |
Free format text: JAPANESE INTERMEDIATE CODE: R350 |