JP5968245B2 - 清掃具および清掃シートの製造方法 - Google Patents
清掃具および清掃シートの製造方法 Download PDFInfo
- Publication number
- JP5968245B2 JP5968245B2 JP2013022753A JP2013022753A JP5968245B2 JP 5968245 B2 JP5968245 B2 JP 5968245B2 JP 2013022753 A JP2013022753 A JP 2013022753A JP 2013022753 A JP2013022753 A JP 2013022753A JP 5968245 B2 JP5968245 B2 JP 5968245B2
- Authority
- JP
- Japan
- Prior art keywords
- sheet
- fiber assembly
- cleaning
- base
- sheet material
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004140 cleaning Methods 0.000 title claims description 247
- 238000004519 manufacturing process Methods 0.000 title claims description 55
- 238000000034 method Methods 0.000 title claims description 26
- 239000000835 fiber Substances 0.000 claims description 257
- 239000000463 material Substances 0.000 claims description 171
- 238000003780 insertion Methods 0.000 claims description 17
- 230000037431 insertion Effects 0.000 claims description 17
- 238000003466 welding Methods 0.000 claims description 11
- 230000008569 process Effects 0.000 claims description 10
- 210000000707 wrist Anatomy 0.000 claims description 9
- 238000005520 cutting process Methods 0.000 claims description 4
- 230000004048 modification Effects 0.000 description 49
- 238000012986 modification Methods 0.000 description 49
- -1 polypropylene Polymers 0.000 description 16
- 230000000694 effects Effects 0.000 description 14
- 239000004698 Polyethylene Substances 0.000 description 12
- 229920000573 polyethylene Polymers 0.000 description 12
- 239000005020 polyethylene terephthalate Substances 0.000 description 12
- 229920000139 polyethylene terephthalate Polymers 0.000 description 12
- 239000004745 nonwoven fabric Substances 0.000 description 10
- 238000012360 testing method Methods 0.000 description 10
- 238000005304 joining Methods 0.000 description 9
- 239000004743 Polypropylene Substances 0.000 description 8
- 239000000428 dust Substances 0.000 description 8
- 229920001155 polypropylene Polymers 0.000 description 8
- 239000000853 adhesive Substances 0.000 description 7
- 230000001070 adhesive effect Effects 0.000 description 7
- 239000011162 core material Substances 0.000 description 4
- 230000009471 action Effects 0.000 description 3
- 239000002131 composite material Substances 0.000 description 3
- 238000010030 laminating Methods 0.000 description 3
- 238000012423 maintenance Methods 0.000 description 3
- 229920005989 resin Polymers 0.000 description 3
- 239000011347 resin Substances 0.000 description 3
- XECAHXYUAAWDEL-UHFFFAOYSA-N acrylonitrile butadiene styrene Chemical compound C=CC=C.C=CC#N.C=CC1=CC=CC=C1 XECAHXYUAAWDEL-UHFFFAOYSA-N 0.000 description 2
- 239000004676 acrylonitrile butadiene styrene Substances 0.000 description 2
- 229920000122 acrylonitrile butadiene styrene Polymers 0.000 description 2
- 239000003795 chemical substances by application Substances 0.000 description 2
- 238000013461 design Methods 0.000 description 2
- 238000011086 high cleaning Methods 0.000 description 2
- 229920001169 thermoplastic Polymers 0.000 description 2
- 239000004416 thermosoftening plastic Substances 0.000 description 2
- 239000004831 Hot glue Substances 0.000 description 1
- 239000004677 Nylon Substances 0.000 description 1
- 229920000297 Rayon Polymers 0.000 description 1
- 230000000712 assembly Effects 0.000 description 1
- 238000000429 assembly Methods 0.000 description 1
- 230000008901 benefit Effects 0.000 description 1
- 230000008859 change Effects 0.000 description 1
- 230000008602 contraction Effects 0.000 description 1
- 239000004744 fabric Substances 0.000 description 1
- 229940057995 liquid paraffin Drugs 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 230000007246 mechanism Effects 0.000 description 1
- 229920001778 nylon Polymers 0.000 description 1
- 229920000728 polyester Polymers 0.000 description 1
- 238000003825 pressing Methods 0.000 description 1
- 239000002964 rayon Substances 0.000 description 1
- 230000000630 rising effect Effects 0.000 description 1
- 238000009958 sewing Methods 0.000 description 1
- 238000010408 sweeping Methods 0.000 description 1
- 229920002994 synthetic fiber Polymers 0.000 description 1
- 239000012209 synthetic fiber Substances 0.000 description 1
- 229920003002 synthetic resin Polymers 0.000 description 1
- 239000000057 synthetic resin Substances 0.000 description 1
- 229920002725 thermoplastic elastomer Polymers 0.000 description 1
- 230000009466 transformation Effects 0.000 description 1
- 238000005406 washing Methods 0.000 description 1
- 238000004804 winding Methods 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images
























Landscapes
- Cleaning Implements For Floors, Carpets, Furniture, Walls, And The Like (AREA)
Description
そこで、本発明は上記に鑑み、清掃効果の高い清掃具および清掃シートの製造方法を提供することを目的とする。
さらに、清掃シートは、当該清掃シートに保持具を挿入する方向によって規定される長手方向と、長手方向と交差する方向によって規定される長手交差方向の双方に延在するように構成される。基部は、長手交差方向において第1の繊維集合体よりも突出する突出領域を有し、清掃作業中にユーザが保持具を把持して手首を返した場合において、突出領域が清掃対象に接触した状態にて刷毛部の端部領域が清掃対象から離間可能に構成される。
また、清掃シートは、第1のシート体を形成する第1のシート資材と、第2のシート体を形成する第2のシート資材と、第1の繊維集合体の一部分を形成する第1の繊維集合資材の夫々に対し張力を加えるとともに、第1のシート資材の一方側に第2のシート資材を重ね、第1のシート資材の他方側に第1の繊維集合資材を重ねる第1工程と、重ねられた第1のシート資材と、第2のシート資材と、第1の繊維集合資材の一部を所定領域の2か所により溶着し一対の第1接合部を形成する第2工程と、第1の繊維集合資材における第1のシート資材の配置側とは反対側に、第1の繊維集合体の他部分を形成する第2の繊維集合資材を、張力を加えた状態で重ねる第3工程と、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを一対の第1接合部の中間部分で溶着し第2接合部を形成する第4工程と、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを所定の領域で切断し、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを張力から開放する第5工程と、第1の繊維集合資材と第2の繊維集合資材とを長手交差方向における内側に収縮させることにより突出領域を構成する第6工程と、により形成される。
さらに、清掃シートは、当該清掃シートに保持具を挿入する方向によって規定される長手方向と、長手方向と交差する方向によって規定される長手交差方向の双方に延在するように構成される。基部は、長手交差方向において第1の繊維集合体よりも突出する突出領域を有し、清掃作業中にユーザが保持具を把持して手首を返した場合において、突出領域が清掃対象に接触した状態にて刷毛部の端部領域が清掃対象から離間可能に構成される。
また、清掃シートは、第1のシート体を形成する第1のシート資材と、第2のシート体を形成する第2のシート資材と、第1の繊維集合体の一部分を形成する第1の繊維集合資材の夫々に対し張力を加えるとともに、第1のシート資材の一方側に第2のシート資材を重ね、第1のシート資材の他方側に第1の繊維集合資材を重ねる第1工程と、重ねられた第1のシート資材と、第2のシート資材と、第1の繊維集合資材の一部を所定領域の2か所により溶着し一対の第1接合部を形成する第2工程と、第1の繊維集合資材における第1のシート資材の配置側とは反対側に、第1の繊維集合体の他部分を形成する第2の繊維集合資材を、張力を加えた状態で重ねる第3工程と、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを一対の第1接合部の中間部分で溶着し第2接合部を形成する第4工程と、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを所定の領域で切断し、第2のシート資材と、第1のシート資材と、第1の繊維集合資材と、第2の繊維集合資材とを張力から開放する第5工程と、第1の繊維集合資材と第2の繊維集合資材とを長手交差方向における内側に収縮させることにより突出領域を構成する第6工程と、により形成される。
以下、本発明の実施形態について、図1〜図8を参照しつつ詳細に説明する。まず、本発明における「清掃具」の一実施の形態である清掃用具Aの構成につき説明する。この清掃用具Aを用いて清掃される清掃対象としては、一戸建て、マンション、ビル、工場、車両などの室内、室外、屋外における被清掃面(床面、壁面、窓、天井面、外壁面、家具面、衣類、カーテン、寝具、照明、家電品など)や、人体の各構成部位における被清掃面などが挙げられる。これら各種の被清掃面は、平面として構成されてもよいし、或いは曲面、凹凸面、段差面として構成されてもよい。
長手方向Yおよび長手交差方向Xのそれぞれと交差する方向は、厚み方向Zとされる。なお、本発明に係る実施形態の説明において、特別の記載がない限りは、「交差」とは「直交」を意味するものである。
そして、長手交差方向中心点XCPを通過する、長手方向Yと平行な直線を長手方向中心線YCLと規定する。
図2に示すように、清掃体ホルダ200は、ハンドル部210および清掃体保持部220を主体として構成されている。ハンドル部210は、長尺状に形成されており、清掃時にユーザに保持される部材である。ハンドル部210は、ハンドル211とハンドル接合部212を有している。ハンドル接合部212は、清掃体保持部220の連接部230に接合されている。そして、ハンドル211は、ハンドル接合部212から延在する長尺状に形成されている。このハンドル部210が、本発明における「把持部」の一例である。この清掃体保持部220が、本発明における「保持部」の一例である。
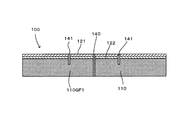
次に図3〜図7を参照しつつ、清掃体100について説明する。清掃体100は、清掃対象の塵芥などの汚れを捕集する、汚れ捕集機能を有するシート状の清掃体である。図4、図5に示すように、清掃体100は、平面視で長方形状に形成されている。
この清掃体100は、一回使用を目安とした使い捨てタイプのものや、清掃対象の被清掃面から除去したごみや埃を保持しつつ複数回の使用を目安として交換を行う使い捨てタイプのものであってもよいし、或いは洗濯などを行ったうえで繰り返し使用することが可能なタイプのものであってもよい。
これらの積層された基部120、繊維集合体110GF、第2のシート体122は、いずれも清掃体100の長手方向Yに長尺状に延在している。
繊維集合体110GFは、汚れ捕集機能を有する刷毛部110を形成する。この繊維集合体110GFが、本発明に係る「繊維集合体」の一例である。この刷毛部110が本発明における「刷毛部」の一例である。なお、この実施形態に係る清掃体100のように、基部120の一方の面120C側に配置されている繊維集合体110GFを、第1の繊維集合体110GF1とする。この第1の繊維集合体110GF1が、本発明に係る「第1の繊維集合体」の一例である。
線維110SFは熱可塑性繊維を一部に含み、それぞれの繊維110SFが融着(「溶着」ともいう)可能とされている。
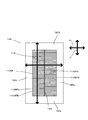
繊維集合体110GFは、所定の繊維配向方向110Dにて並列に並べられるとともに、厚み方向Zに積層された複数の繊維110SGにより形成される。本発明の実施形態において、繊維配向方向110Dは、長手交差方向Xと概ね合致する。一方、繊維110SGは柔軟な素材であるため、容易に屈曲、変形される。よって、繊維110SGの繊維配向方向110Dとは、製品の設計上における繊維配向性のことを示すものである。
また、清掃時の掃き出し機能を向上させるためには、剛性の高い繊維110SF、すなわち繊度が高い繊維110SFを含む繊維集合体110GFを用いるのが好ましい。また、繊維集合体110GFは、捲縮繊維を有する構成されるのが好ましい。ここでいう捲縮繊維は、所定の巻き縮み処理が付与された繊維として構成され、繊維同士が絡み易い構造とされる。このような捲縮繊維を用いると、繊維集合体110GFが清掃体ホルダ200装着前の状態よりも嵩高となり、更に捲縮部分にごみを取り込み易い構造とされる。本構造は、特にトウ繊維から形成された捲縮繊維を用いることによって実現され得る。
基部120(第1のシート体121)および第2のシート体122を構成する不織布は、いずれも典型的には熱溶融性繊維(熱可塑性繊維)からなるシート状の不織布が使用されている。すなわち、これら基部120および第2のシート体122は、「不織布シート」とも称呼される。なお、清掃時の掃き出し機能を向上させるためには、剛性の高い不織布を用いるのが好ましい。
なお、この不織布は、ポリエチレン(PE)、ポリプロピレン(PP)、ポリエチレンテレフタレート(PET)などの合成繊維が使用される。また、不織布の形態としては、エアースルー法や、スパンボンド法により形成されたものが使用される。
一方、不織布以外であっても、布帛や、合成樹脂によるフィルム体などを使用することもできる。
なお、換言すると、保持空間130は、長手交差方向Xにおける一対の第1の接合部141同士の間における基部120の所定領域と、第2のシート体122の所定領域とにより形成される。
一方、本発明に係る接合部は、超音波溶着、縫製、ホットメルト接着剤などによる粘着剤にて形成することも可能である。
なお、本発明に係る実施形態においては、第1のシート体121と第2のシート体122は、長手交差方向において同一の長さを有するものである。
次に図6、図7を参照しつつ、清掃体ホルダ200と清掃体100の係合について説明する。図6に示すように、保持部材221はそれぞれ、保持空間130に挿入が可能とされている。保持部材221が挿入方向Y1に沿って保持空間130に挿入されることで、清掃体100が清掃体ホルダ200に保持される。一方、係合している清掃体ホルダ200と清掃体100とを分離するためには、清掃体ホルダ200を、引抜方向Y2に沿って保持空間130から引き抜く。
また、押え板270は、保持部材221とともに第2のシート体122を挟持する。
本発明の実施形態に係る清掃用具Aの作用につき、図8に基づき説明する。
ユーザは、ハンドル部210のハンドル211を把持し、清掃体100を清掃対象へ当接させる。これにより、刷毛部110にて、清掃対象の塵芥を刷毛部110に捕集することや、払うことが可能となる。
つぎに、図9〜図17において、本発明に係る実施形態の清掃用具Aの製造方法を説明する。まず、具体的な製造工程の説明をする前に、本発明に係る繊維集合体110GFを形成する繊維110SFの説明を行う。
図9は、繊維集合体110を形成する繊維110SFである。なお、図9に係る繊維110SFは、外力がかかっていない静止状態を示す。繊維110SFは、捲縮繊維であるため、複数の屈曲部110SFCを有し、ジグザグ状とされている。この屈曲部110SFCはクリンプ部とも呼ばれる。
繊維110SFは、屈曲部110SFCを有することにより、伸縮が可能となっている。図10は、静止状態の繊維110SFの両端部に対し、それぞれ対向する方向へ外力(張力)を加えた状態を示す。このように、繊維110SFは、屈曲部110SF間の距離が離間することにより延びることが可能となる。一方、この外力を解除した状態においては、繊維110SFは、図10に示す延ばされた状態から、図9に示す静止状態へと復帰する。
なお、伸縮弾性率の測定においては、次の試験により行った。
(1)繊維集合体110GFの試験片と、基部120の試験片を準備する。試験片は、500mmの長さとする。
なお、繊維集合体110GFは、ポリエチレン(PE)が鞘材、ポリエチレンテレフタレート(PET)が芯材の芯鞘複合繊維により形成されたトウ繊維を用いた。このトウ繊維は、繊維1本に係る繊度が3.5dtexである。繊維集合体全体としての繊度は110,000dtexである。
また、基部120は、ポリエチレン(PE)が鞘材、ポリエチレンテレフタレート(PET)が芯材の芯鞘複合繊維により形成されたスパンボンド不織布を用いた。この不織布は、坪量が20g/m2である。また、幅を190mmとした。
(2)試験片中の長手方向に、所定の長さの始端と終端を示す印を付す。なお、この印は200mmの長さを示すものとする。この状態における始端と終端間の長さをL0とする。L0は、すなわち200mmとなる。
(2)試験片の上端をクリップにて固定する。
(3)試験片の下端における全幅に荷重がかかるよう、5kgの錘を吊るす。
(4)30秒経過後に、試験片中に付した始端と終端の間の長さを測定する。この長さをL1とする。
(5)錘を除き30秒経過後に、試験片に付した始端と終端の間の長さを測定する。この長さをL2とする。
(6)L1とL2の差を、L1とL0との差で除し、さらに100を乗した数値を、伸縮弾性率とした。
(7)この試験を5回行い、平均の数値を求めた。
なお、本発明の製造工程においては、各資材は支持ロールRにより支持されるとともに、図示しない駆動機構により、機械方向Mに移送される。
なお、第1の繊維集合資材110GF1Aの繊維配向方向110Dは、機械方向Mとおおよそ一致する。
なお、第2の繊維集合資材110GF1Bの繊維配向方向110Dは、機械方向Mとおおよそ一致する。
これによって、特に第2の工程S12においては、所定の張力がかけられた第1の繊維集合資材110GF1Aが、基部120となる第1のシート資材1211に接合されることとなる。これが、本発明に係る「前記第1の繊維集合体110が伸長された状態にて、当該第1の繊維集合体を前記基部に接合する工程」の一例である。
さらに、この張力は、後述する製造工程において、繊維集合資材110GFの繊維110SFを収縮させ、基部120にたわみ領域120Eを形成させるために掛けられる。
この意味において、基部120にたわみ領域Eを形成するためには、第1の繊維集合資材110GF1Aのみに所定の張力を掛ければ足りる。
なお、この所定の張力は、第2の繊維集合資材110GF1Bに掛けることもできる。この場合、後の製造工程において第2の繊維集合資材110GF1Bの繊維110SFも収縮する。よって、第2の繊維集合資材110GF1Bが、第1の繊維集合資材110GF1Aの収縮を阻害しないこととなる。
なお、第1のシート資材1211、第2のシート資材1221においても、形状を安定させるために張力が掛けられる。これが、本発明に係る「前記第1の繊維集合体が伸長された状態にて、当該第1の繊維集合体を前記基部に接合する工程において、前記基部に所定の張力が付与されている」の一例である。
これが、本発明に係る「前記第1の繊維集合体への張力の付与を解除し、前記張力によって伸長された状態とされた前記繊維が収縮することにより、前記基部に突出領域を形成する工程」の一例である。
このようにして、本発明に係る清掃用具Aの清掃体100が製造される。
図18に基づき第1の変形例を説明する。なお、第1の変形例に係る清掃体101は、上述の実施形態における清掃体100に比して、保持空間130の構成が異なるものである。
すなわち、第1の変形例に係る清掃体101の保持空間130は、基部120を構成する第1のシート体121のみにて形成される。すなわち、第1のシート体121における所定の面同士を当接させ、接合シート領域121Aを形成する。この接合シート領域121Aにおける所定領域を溶着し、第2の接合部142を形成する。
これにより、長手方向Yに延びる空間である、保持空間130を形成することができる。
なお、この第1の変形例の場合、中央接合部140は、刷毛部110のみを接合することができる。この場合、刷毛部110と基部120とは、接着剤(図示せず)などにより接合することができる。
この第1の変形例に係る清掃体101であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
図19に基づき第2の変形例を説明する。なお、第2の変形例に係る清掃体102は、上述の実施形態における清掃体100に比して、保持空間130の構成が異なるものである。
すなわち、第2の変形例に係る清掃体102の保持空間130は、基部120とは独立して形成される。第3のシート体123と、第4のシート体124を重ねる。そして、第3のシート123と第4のシート124における長手交差方向X上の両端部近傍の領域を、長手方向Y方向に沿って溶着し、第4の接合部144を形成する。
これにより、第3のシート123と第4のシート124との間に、長手方向Yに延びる空間である、保持空間130を形成することができる。
なお、この第2の変形例の場合、中央接合部140は、刷毛部110と基部120のみを接合する。第3のシート123は、接着剤などにより基部120と接合され、第5の接合部145を形成する。
この第2の変形例に係る清掃体101であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
図20に基づき第3の変形例を説明する。なお、第3の変形例に係る清掃体103は、上述の実施形態における清掃体100に比して、保持空間130の構成が異なるものである。
すなわち、第3の変形例に係る清掃体103の保持空間130は、基部120とは独立して形成される。すなわち、第5のシート体125における所定の面同士を当接させ、接合シート領域125Aを形成する。この接合シート領域125Aにおける所定領域を溶着し、第6の接合部146を形成する。これにより、長手方向Yに延びる空間である、保持空間130を形成することができる。
なお、この第3の変形例の場合、中央接合部140は、刷毛部110と基部120のみを接合する。第5のシート125は、接着剤などにより基部120と接合され、第7の接合部147を形成する。
この第3の変形例に係る清掃体103であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
図21に基づき第4の変形例を説明する。なお、第4の変形例に係る清掃体104は、上述の実施形態における清掃体100に比して、基部120の一方の面120C側だけではなく、他方の面120D側にも刷毛部110が形成されているものである。
すなわち、基部120の一方の面120C側には第1の繊維集合体110GF1が重ねられる。基部120の他方面120Dには、第2のシート122と、第2の繊維集合体110GF2が重ねられる。この第2の繊維集合体110GF2が、本発明に係る「第2の繊維集合体」の一例である。すなわち、2つの繊維集合体110GFの間に、基部120と第2のシート体122が挟持された積層体となる。この積層体において、基部120および第2のシート体122における長手交差方向X上の端部領域が溶着され、一対の第8の接合部148を形成する。さらに、一対の第8の接合部148の間における領域において、積層体が溶着され、第9の接合部149を形成する。このようにして、清掃体104が形成される。
この第4の変形例に係る清掃体104であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
さらに、基部120の他方の面120D側にも刷毛部110が形成されているため、ユーザの利便性が向上する。
図22に基づき第5の変形例を説明する。なお、第5の変形例に係る清掃体105は、上述の第1の変形例における清掃体101に比して、基部120の一方の面120C側だけではなく、他方の面120D側にも刷毛部110が形成されているものである。
すなわち、保持空間130を形成する第1のシート体121に、第2の繊維集合体110GF2が接合されるものである。基部120の他方の面120D側の繊維集合体110GFは、中央領域において溶着される。この中央領域における溶着箇所は、第10の接合部1410を形成する。この第10の接合部1410を有する繊維集合体110GFは、図示しない接着剤などにより、保持空間130を形成する第1のシート体121に接合する。このようにして、清掃体105が形成される。
この第5の変形例に係る清掃体105であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
さらに、基部120の他方の面120D側にも刷毛部110が形成されているため、上述の第1の変形例に係る清掃体101よりも、ユーザの利便性が向上する。
図23に基づき第6の変形例を説明する。なお、第6の変形例に係る清掃体106は、上述の第2の変形例における清掃体102に比して、基部120の一方の面120C側だけではなく、他方の面120D側にも刷毛部110が形成されているものである。
すなわち、第2の繊維集合体110GF2と、第6のシート体126とを中央領域において溶着し、第11の接合部1411を形成する。そして、第6のシート体126における第2の繊維集合体110GF2が配置されていない面と、第4のシート体124とを接着剤などにより接合し、第12の接合部1412を形成する。このようにして、清掃体106が形成される。
この第6の変形例に係る清掃体106であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
さらに、基部120の他方の面120D側にも刷毛部110が形成されているため、上述の第2の変形例に係る清掃体102よりも、ユーザの利便性が向上する。
図24に基づき第7の変形例を説明する。なお、第7の変形例に係る清掃体107は、上述の第3の変形例における清掃体103に比して、基部120の一方の面120C側だけではなく、他方の面120D側にも刷毛部110が形成されているものである。
すなわち、第2の繊維集合体110GF2と、第7のシート体127とを中央領域において溶着し、第13の接合部1413を形成する。そして、第7のシート体127における繊維集合体110が配置されていない面と、第5のシート体125とを接着剤などにより接合し、第14の接合部1414を形成する。このようにして、清掃体107が形成される。
この第7の変形例に係る清掃体107であっても、基部120に突出領域120Lが形成されるため、上述の実施形態における清掃体100と同様の作用および効果を奏する。
さらに、基部120の他方の面120D側にも刷毛部110が形成されているため、上述の第3の変形例に係る清掃体103よりも、ユーザの利便性が向上する。
図25に基づき第8の変形例を説明する。なお、第8の変形例に係る清掃体108は、上述の実施形態における清掃体100に比して、突出領域120Lが、基部120における長手方向Yの両端部120B方向に形成されているものである。
すなわち、長手交差方向Xにおいて、基部120と、第2のシート122と、刷毛部110の長さは同一である。一方、長手方向Yにおいて、刷毛部110の長さよりも、基部120の長さが長く形成されている。
このため、清掃体108を長手方向Yに移動させる清掃作業において、上述の実施形態における清掃体100と同様の作用および効果を奏する。
図26に基づき第9の変形例を説明する。なお、第9の変形例に係る清掃体109は、上述の実施形態における清掃体100に比して、突出領域120Lが、基部120における長手交差方向X上の端部120A方向よび長手方向Yの両端部120B方向に形成されているものである。
すなわち、長手交差方向Xおよび長手方向Yにおいて、刷毛部110の長さよりも、基部120の長さが長く形成されている。
この第9の変形例に係る清掃体108は、基部120における長手交差方向X上の端部120Aおよび長手方向Y上の端部120B方向に突出領域120Lが形成される。このため、上述した実施形態に係る清掃体100および第8の変形例に係る清掃体108の作用・効果を同時に達成する。
清掃具Aは、本発明に係る「清掃具」の一例である。清掃体100、101、102、103、104、105、106、107、108、109は、本発明に係る「清掃シート」の一例である。清掃体ホルダ200は、本発明に係る「保持具」の一例である。基部120は、本発明に係る「基部」の一例である。第1の繊維集合体110GF1は、本発明に係る「第1の繊維集合体」の一例である。繊維110SFは、本発明に係る「繊維」の一例である。突出領域120Lは、保持空間130は、本発明に係る「挿入部」の一例である。本発明に係る「突出領域」の一例である。第1のシート体121は、本発明に係る「第1のシート体」の一例である。第1のシート体121は、本発明に係る「第1のシート体」の一例である。第2のシート体122は、本発明に係る「第2のシート体」の一例である。第3のシート体123は、本発明に係る「第3のシート体」の一例である。第4のシート体124は、本発明に係る「第4のシート体」の一例である。第5のシート体121は、本発明に係る「第5のシート体」の一例である。一方の面120Aは、本発明に係る「一方の側」の一例である。他方の面120Dは、本発明に係る「他方の側」の一例である。
(態様1)
清掃シートと、前記清掃シートを保持する保持具とを有する清掃具の製造方法において、
前記清掃シートは、基部と、当該基部に接合された第1の繊維集合体を有する構成であって、
少なくとも前記第1の繊維集合体に所定の張力を付与することで、前記第1の繊維集合体を構成する繊維の少なくとも一部を伸長する工程と、
前記第1の繊維集合体が伸長された状態にて、当該第1の繊維集合体を前記基部に接合する工程と、
前記第1の繊維集合体への張力の付与を解除し、前記張力によって伸長された状態とされた前記繊維が収縮することにより、前記基部に突出領域を形成する工程と、
を有することを特徴とする清掃具の製造方法。
(態様2)
態様1に記載された清掃具の製造方法において、
前記第1の繊維集合体が伸長された状態にて、当該第1の繊維集合体を前記基部に接合する工程において、前記基部に所定の張力が付与されていることを特徴とする清掃具の製造方法。
(態様3)
態様1または2のいずれか1項に記載された清掃具の製造方法において、
前記基部と前記第1の繊維集合体は、弾性定数が異なることを特徴とする清掃具。
(態様4)
態様1〜3のいずれか1項に記載された清掃具の製造方法において、
前記基部に、前記保持具の保持部を挿入する挿入部を設ける工程を有することを特徴とする清掃具の製造方法。
(態様5)
態様1〜4のいずれか1項に記載された清掃具の製造方法において、
前記基部は、第1のシート体により形成されていることを特徴とする清掃具の製造方法。
(態様6)
態様5に記載された清掃具の製造方法において、
前記第1のシート体と重ねられる第2のシート体を有し、
前記挿入部は、前記第1のシート体と、前記第2とシート体との間に形成されることを特徴とする清掃具の製造方法。
(態様7)
態様5に記載された清掃具の製造方法において、
前記挿入部は、前記第1のシート体における所定の面同士を当接させ接合シート領域を形成するとともに、当該接合シート領域における前記所定の面同士を接合することにより形成されていることを特徴とする清掃具の製造方法。
(態様8)
態様5に記載された清掃具の製造方法において、
前記第1のシート体に重ねられる第3のシート体と、当該第3のシート体に重ねられる第4のシート体とを有し、
前記挿入部は、前記第3のシート体と、前記第4とシート体との間に形成されることを特徴とする清掃具の製造方法。
(態様9)
態様5に記載された清掃具の製造方法において、
前記第1のシート体に重ねられる第5のシート体を有し、
前記挿入部は、前記第5のシート体における所定の面同士を当接させ接合シート領域を形成するとともに、当該接合シート領域における前記所定の面同士を接合することにより形成されていることを特徴とする清掃具の製造方法。
(態様10)
態様1〜9のいずれか1項に記載された清掃具の製造方法において、
前記第1の繊維集合体は、前記基部の一方の側に設けられていることを特徴とする清掃具の製造方法。
(態様11)
態様1〜9のいずれか1項に記載された清掃具の製造方法において、
前記基部の他方の側には、第2の繊維集合体が設けられていることを特徴とする清掃具の製造方法。
(態様12)
保持具に保持されることにより清掃具を構成する清掃シートの製造方法において、
前記清掃シートは、基部と、当該基部に接合された第1の繊維集合体を有する構成であって、
少なくとも前記第1の繊維集合体に所定の張力を付与することで、前記第1の繊維集合体を構成する繊維の少なくとも一部を伸長する工程と、
前記第1の繊維集合体が伸長された状態にて、当該第1の繊維集合体を前記基部に接合する工程と、
前記第1の繊維集合体への張力の付与を解除し、前記張力によって伸長された状態とされた前記繊維が収縮することにより、前記基部に突出領域を形成する工程と、
を有することを特徴とする清掃シートの製造方法。
(態様13)
態様1〜11に記載された清掃具の製造方法において、
前記第1の繊維集合体に付与された所定の張力は、前記第1の繊維集合体を構成する繊維の全てに付与されていることを特徴とする清掃具の製造方法。
(態様14)
態様1〜11に記載された清掃具の製造方法において、
前記第1の繊維集合体に付与された所定の張力は、前記基部と接合される領域における繊維にのみ付与されていることを特徴とする清掃具の製造方法。
100、101、102、103、104、105、106、107、108、109 清掃シート(清掃体)
100D1 外側方向
100D2 内側方向
110 刷毛部
110D 繊維配向方向
110GF 繊維集合体
110GF1 第1の繊維集合体
110GF1A 第1の繊維集合資材
110GF1B 第2の繊維集合資材
110GF2 第2の繊維集合体
110SF 繊維
110SFA 接続端部
110SFB 開放端部
120 基部
120A 長手交差方向上の端部
120B 長手方向上の端部
120C 一方の面(一方の側)
120D 他方の面(他方の側)
120L 突出領域
121 第1のシート体
121A 接合シート領域
1211 第1のシート資材
122 第2のシート体
1221 第2のシート資材
123 第3のシート体
124 第4のシート体
125 第5のシート体
130 保持空間(挿入部)
131 挿入開口部
140 中央接合部
141 第1の接合部
142 第2の接合部
143 第3の接合部
144 第4の接合部
145 第5の接合部
146 第6の接合部
147 第7の接合部
148 第8の接合部
149 第9の接合部
1410 第10の接合部
1411 第11の接合部
1412 第12の接合部
1413 第13の接合部
1414 第14の接合部
200 保持具(清掃体ホルダ)
210 ハンドル部(把持部)
211 ハンドル
212 ハンドル接合部
220 清掃体保持部(保持部)
221 保持部材
230 連接部
240 先端部
250 中間部
260 凸部
261 第1の凸部
262 第2の凸部
270 押え板
Y 長手方向
Y1 挿入方向
Y2 引抜方向
YCL 長手方向中心線
X 長手交差方向
XCP 長手交差方向中心点
Z 厚み方向
Claims (4)
- 清掃シートと、前記清掃シートを保持する保持具とを有する清掃具の製造方法において、
前記清掃シートは、第1のシート体により構成される基部と、前記基部に接合されるとともに前記基部の伸縮弾性率よりも高い伸縮弾性率を有する第1の繊維集合体と、前記基部に重ねられる第2のシート体と、前記基部と前記第2のシート体との間に形成される挿入部と、を有するとともに、当該清掃シートに前記保持具を挿入する方向によって規定される長手方向と、前記長手方向と交差する方向によって規定される長手交差方向の双方に延在するように構成され、
前記基部は、前記長手交差方向において前記第1の繊維集合体よりも突出する突出領域を有し、清掃作業中にユーザが前記保持具を把持して手首を返した場合において、前記突出領域が清掃対象に接触した状態にて前記刷毛部の端部領域が清掃対象から離間可能に構成され、
さらに、前記清掃シートは、
前記第1のシート体を形成する第1のシート資材と、前記第2のシート体を形成する第2のシート資材と、前記第1の繊維集合体の一部分を形成する第1の繊維集合資材の夫々に対し張力を加えるとともに、前記第1のシート資材の一方側に前記第2のシート資材を重ね、前記第1のシート資材の他方側に前記第1の繊維集合資材を重ねる第1工程と、
重ねられた前記第1のシート資材と、前記第2のシート資材と、前記第1の繊維集合資材の一部を所定領域の2か所により溶着し一対の第1接合部を形成する第2工程と、
前記第1の繊維集合資材における前記第1のシート資材の配置側とは反対側に、前記第1の繊維集合体の他部分を形成する第2の繊維集合資材を、張力を加えた状態で重ねる第3工程と、
前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを前記一対の第1接合部の中間部分で溶着し第2接合部を形成する第4工程と、
前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを所定の領域で切断し、前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを張力から開放する第5工程と、
前記第1の繊維集合資材と前記第2の繊維集合資材とを前記長手交差方向における内側に収縮させることにより前記突出領域を構成する第6工程と、
により形成されることを特徴とする清掃用具の製造方法。 - 請求項1に記載された清掃具の製造方法において、
前記第1の繊維集合体は、前記基部の一方の側に設けられていることを特徴とする清掃具の製造方法。 - 請求項1または2に記載された清掃具の製造方法において、
前記基部の他方の側には、第2の繊維集合体が設けられていることを特徴とする清掃具の製造方法。 - 保持具に保持されることにより清掃具を構成する清掃シートの製造方法において、
前記清掃シートは、第1のシート体により構成される基部と、前記基部に接合されるとともに前記基部の伸縮弾性率よりも高い伸縮弾性率を有する第1の繊維集合体と、前記基部に重ねられる第2のシート体と、前記基部と前記第2のシート体との間に形成される挿入部と、を有するとともに、当該清掃シートに前記保持具を挿入する方向によって規定される長手方向と、前記長手方向と交差する方向によって規定される長手交差方向の双方に延在するように構成され、
前記基部は、前記長手交差方向において前記第1の繊維集合体よりも突出する突出領域を有し、清掃作業中にユーザが前記保持具を把持して手首を返した場合において、前記突出領域が清掃対象に接触した状態にて前記刷毛部の端部領域が清掃対象から離間可能に構成され、
さらに、前記清掃シートは、
前記第1のシート体を形成する第1のシート資材と、前記第2のシート体を形成する第2のシート資材と、前記第1の繊維集合体の一部分を形成する第1の繊維集合資材の夫々に対し張力を加えるとともに、前記第1のシート資材の一方側に前記第2のシート資材を重ね、前記第1のシート資材の他方側に前記第1の繊維集合資材を重ねる第1工程と、
重ねられた前記第1のシート資材と、前記第2のシート資材と、前記第1の繊維集合資材の一部を所定領域の2か所により溶着し一対の第1接合部を形成する第2工程と、
前記第1の繊維集合資材における前記第1のシート資材の配置側とは反対側に、前記第1の繊維集合体の他部分を形成する第2の繊維集合資材を、張力を加えた状態で重ねる第3工程と、
前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを前記一対の第1接合部の中間部分で溶着し第2接合部を形成する第4工程と、
前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを所定の領域で切断し、前記第2のシート資材と、前記第1のシート資材と、前記第1の繊維集合資材と、前記第2の繊維集合資材とを張力から開放する第5工程と、
前記第1の繊維集合資材と前記第2の繊維集合資材とを前記長手交差方向における内側に収縮させることにより前記突出領域を構成する第6工程と、
により形成されることを特徴とする清掃シートの製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013022753A JP5968245B2 (ja) | 2013-02-07 | 2013-02-07 | 清掃具および清掃シートの製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2013022753A JP5968245B2 (ja) | 2013-02-07 | 2013-02-07 | 清掃具および清掃シートの製造方法 |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2015085484A Division JP6195863B2 (ja) | 2015-04-17 | 2015-04-17 | 清掃具の製造方法および清掃シートの製造方法 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2014150966A JP2014150966A (ja) | 2014-08-25 |
| JP2014150966A5 JP2014150966A5 (ja) | 2015-06-11 |
| JP5968245B2 true JP5968245B2 (ja) | 2016-08-10 |
Family
ID=51573456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2013022753A Active JP5968245B2 (ja) | 2013-02-07 | 2013-02-07 | 清掃具および清掃シートの製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5968245B2 (ja) |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3668630B2 (ja) * | 1999-02-26 | 2005-07-06 | ユニ・チャーム株式会社 | 清掃用シート |
| ES2386065T3 (es) * | 2004-04-01 | 2012-08-08 | Yamada, Chiyoe | Lámina para utensilio de limpieza y utensilio de limpieza |
| JP4738311B2 (ja) * | 2006-06-01 | 2011-08-03 | 花王株式会社 | 清掃用物品及びその製造方法 |
| JP4709105B2 (ja) * | 2006-09-12 | 2011-06-22 | ユニ・チャーム株式会社 | 清掃体及び清掃用具 |
| JP5235478B2 (ja) * | 2007-04-27 | 2013-07-10 | 花王株式会社 | 清掃用シート |
-
2013
- 2013-02-07 JP JP2013022753A patent/JP5968245B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2014150966A (ja) | 2014-08-25 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP6323980B2 (ja) | 清掃具 | |
| JP6323981B2 (ja) | 清掃具 | |
| JP6228366B2 (ja) | 清掃具 | |
| JP6195863B2 (ja) | 清掃具の製造方法および清掃シートの製造方法 | |
| JP5968245B2 (ja) | 清掃具および清掃シートの製造方法 | |
| JP6346586B2 (ja) | 清掃具 | |
| JP6208949B2 (ja) | 清掃具 | |
| JP6126398B2 (ja) | 清掃具 | |
| JP5973930B2 (ja) | 清掃具 | |
| JP6060000B2 (ja) | 清掃具 | |
| JP6126399B2 (ja) | 清掃具および清掃シートの製造方法 | |
| JP6126397B2 (ja) | 清掃具 | |
| JP6239828B2 (ja) | 清掃具 | |
| JP2014150966A5 (ja) | ||
| JP2014150965A5 (ja) | ||
| JP6228407B2 (ja) | 清掃用具および清掃用具の製造方法 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150417 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20150417 |
|
| A871 | Explanation of circumstances concerning accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A871 Effective date: 20150417 |
|
| A975 | Report on accelerated examination |
Free format text: JAPANESE INTERMEDIATE CODE: A971005 Effective date: 20150821 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150825 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150826 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150908 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20151002 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151125 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20160201 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160418 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20160425 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160628 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160705 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5968245 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |