JP5905965B2 - Cutting insert, cutting tool, and method of manufacturing cut workpiece - Google Patents
Cutting insert, cutting tool, and method of manufacturing cut workpiece Download PDFInfo
- Publication number
- JP5905965B2 JP5905965B2 JP2014528136A JP2014528136A JP5905965B2 JP 5905965 B2 JP5905965 B2 JP 5905965B2 JP 2014528136 A JP2014528136 A JP 2014528136A JP 2014528136 A JP2014528136 A JP 2014528136A JP 5905965 B2 JP5905965 B2 JP 5905965B2
- Authority
- JP
- Japan
- Prior art keywords
- cutting
- inclined portion
- cutting insert
- groove
- rotation axis
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000005520 cutting process Methods 0.000 title claims description 272
- 238000004519 manufacturing process Methods 0.000 title claims description 11
- 238000000034 method Methods 0.000 claims description 10
- 239000000463 material Substances 0.000 description 29
- 230000002093 peripheral effect Effects 0.000 description 11
- 230000004048 modification Effects 0.000 description 6
- 238000012986 modification Methods 0.000 description 6
- MTPVUVINMAGMJL-UHFFFAOYSA-N trimethyl(1,1,2,2,2-pentafluoroethyl)silane Chemical compound C[Si](C)(C)C(F)(F)C(F)(F)F MTPVUVINMAGMJL-UHFFFAOYSA-N 0.000 description 6
- 230000007423 decrease Effects 0.000 description 5
- 229910009043 WC-Co Inorganic materials 0.000 description 3
- 239000011195 cermet Substances 0.000 description 3
- 239000012141 concentrate Substances 0.000 description 3
- 229910001018 Cast iron Inorganic materials 0.000 description 2
- 229910000831 Steel Inorganic materials 0.000 description 2
- NRTOMJZYCJJWKI-UHFFFAOYSA-N Titanium nitride Chemical compound [Ti]#N NRTOMJZYCJJWKI-UHFFFAOYSA-N 0.000 description 2
- 238000005229 chemical vapour deposition Methods 0.000 description 2
- 229910052751 metal Inorganic materials 0.000 description 2
- 239000002184 metal Substances 0.000 description 2
- NFFIWVVINABMKP-UHFFFAOYSA-N methylidynetantalum Chemical compound [Ta]#C NFFIWVVINABMKP-UHFFFAOYSA-N 0.000 description 2
- 238000003801 milling Methods 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000005240 physical vapour deposition Methods 0.000 description 2
- 230000000452 restraining effect Effects 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910003468 tantalcarbide Inorganic materials 0.000 description 2
- UONOETXJSWQNOL-UHFFFAOYSA-N tungsten carbide Chemical compound [W+]#[C-] UONOETXJSWQNOL-UHFFFAOYSA-N 0.000 description 2
- 229910018072 Al 2 O 3 Inorganic materials 0.000 description 1
- 229910000851 Alloy steel Inorganic materials 0.000 description 1
- 229910000975 Carbon steel Inorganic materials 0.000 description 1
- CWYNVVGOOAEACU-UHFFFAOYSA-N Fe2+ Chemical compound [Fe+2] CWYNVVGOOAEACU-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 230000001154 acute effect Effects 0.000 description 1
- PNEYBMLMFCGWSK-UHFFFAOYSA-N aluminium oxide Inorganic materials [O-2].[O-2].[O-2].[Al+3].[Al+3] PNEYBMLMFCGWSK-UHFFFAOYSA-N 0.000 description 1
- 230000037237 body shape Effects 0.000 description 1
- 239000010962 carbon steel Substances 0.000 description 1
- 239000000919 ceramic Substances 0.000 description 1
- 239000011248 coating agent Substances 0.000 description 1
- 238000000576 coating method Methods 0.000 description 1
- 239000010941 cobalt Substances 0.000 description 1
- 229910017052 cobalt Inorganic materials 0.000 description 1
- GUTLYIVDDKVIGB-UHFFFAOYSA-N cobalt atom Chemical compound [Co] GUTLYIVDDKVIGB-UHFFFAOYSA-N 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 239000000470 constituent Substances 0.000 description 1
- 238000007599 discharging Methods 0.000 description 1
- 230000035515 penetration Effects 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 238000007873 sieving Methods 0.000 description 1
- 238000005245 sintering Methods 0.000 description 1
- 239000010935 stainless steel Substances 0.000 description 1
- 229910001220 stainless steel Inorganic materials 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- 150000003609 titanium compounds Chemical class 0.000 description 1
Images














Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/02—Milling-cutters characterised by the shape of the cutter
- B23C5/06—Face-milling cutters, i.e. having only or primarily a substantially flat cutting surface
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C5/00—Milling-cutters
- B23C5/16—Milling-cutters characterised by physical features other than shape
- B23C5/20—Milling-cutters characterised by physical features other than shape with removable cutter bits or teeth or cutting inserts
- B23C5/22—Securing arrangements for bits or teeth or cutting inserts
- B23C5/2204—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert
- B23C5/2208—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts
- B23C5/2213—Securing arrangements for bits or teeth or cutting inserts with cutting inserts clamped against the walls of the recess in the cutter body by a clamping member acting upon the wall of a hole in the insert for plate-like cutting inserts having a special shape
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/08—Rake or top surfaces
- B23C2200/085—Rake or top surfaces discontinuous
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/12—Side or flank surfaces
- B23C2200/128—Side or flank surfaces with one or more grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/28—Angles
- B23C2200/286—Positive cutting angles
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2200/00—Details of milling cutting inserts
- B23C2200/32—Chip breaking or chip evacuation
- B23C2200/326—Chip breaking or chip evacuation by chip-breaking grooves
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B23—MACHINE TOOLS; METAL-WORKING NOT OTHERWISE PROVIDED FOR
- B23C—MILLING
- B23C2210/00—Details of milling cutters
- B23C2210/16—Fixation of inserts or cutting bits in the tool
- B23C2210/168—Seats for cutting inserts, supports for replacable cutting bits
Landscapes
- Engineering & Computer Science (AREA)
- Mechanical Engineering (AREA)
- Milling Processes (AREA)
Description
本発明は、切削インサート、切削工具および切削加工物の製造方法に関する。 The present invention relates to a cutting insert, a cutting tool, and a method for manufacturing a cut workpiece.
従来、被削材の切削加工に用いられる切削インサートとして、特許文献1に記載の切削要素が知られている。特許文献1に記載の切削要素(切削インサート)は、具体的には、正面フライス加工またはエンドミル加工のような転削加工に用いられる。特許文献1に記載の切削インサートは、2つの傾斜した切開表面によって形成されたV字型の断面を有する接触面を備えている。接触面がキャリア本体(ホルダ)に接触した状態で切削インサートはホルダに固定される。
Conventionally, the cutting element of
特許文献1に記載の切削インサートにおいては、V字型の接触面をホルダに接触させることによって、切削インサートをホルダに固定している。しかしながら、切削加工時において、切削抵抗に伴う力が切削インサートからホルダへと伝わる。一例として、接触面からホルダへと背分力が加わる。このとき、接触面がV字型の断面を有していることから、V字の底に背分力が集中して切削インサートに亀裂が生じる可能性がある。
In the cutting insert of
本発明は、上記の課題に鑑みてなされたものであり、耐久性の良好な切削インサート、切削工具および切削加工物の製造方法を提供することにある。
本発明の一態様に基づく切削インサートは、下面と、上面と、前記下面および前記上面のそれぞれに接続された側面と、前記上面と前記側面との交線部に位置した上切刃とを備えている。また、前記上切刃は、平面視した場合に、凸曲線形状である主切刃及び直線形状である副切刃を有している。前記側面は、側面視した場合に前記下面の中心および前記上面の中心を通る回転軸に対して直交する方向に向かって延びる溝部を有している。前記回転軸を含むとともに前記溝部を通る断面において、前記溝部は、内面が前記回転軸に対して傾斜した第1傾斜部と、該第1傾斜部よりも前記溝部の開口側に位置して、内面が前記回転軸に対して傾斜した第2傾斜部とを備えている。そして、この断面において、前記第1傾斜部の傾斜角が、前記第2傾斜部の傾斜角よりも大きく、前記第2傾斜部の前記回転軸に平行な方向の幅は、前記第1傾斜部の前記回転軸に平行な方向の幅よりも大きく、かつ、前記第2傾斜部の前記回転軸に直交する方向の深さが、前記第1傾斜部の前記回転軸に直交する方向の深さよりも大きい。さらに、前記溝部における深さの最も深い位置が、前記副切刃の下方に位置している。 The cutting insert based on 1 aspect of this invention is equipped with the lower surface, the upper surface, the side surface connected to each of the said lower surface and the said upper surface, and the upper cutting blade located in the intersection part of the said upper surface and the said side surface ing. The upper cutting edge has a main cutting edge having a convex curve shape and a secondary cutting edge having a linear shape when viewed in plan. The side surface has a groove portion extending in a direction orthogonal to a rotation axis passing through the center of the lower surface and the center of the upper surface when viewed from the side. In the cross section including the rotating shaft and passing through the groove portion, the groove portion is located on the opening side of the groove portion with respect to the first inclined portion with the inner surface inclined with respect to the rotating shaft, A second inclined portion having an inner surface inclined with respect to the rotation axis. In this cross section, the inclination angle of the first inclined portion is larger than the inclination angle of the second inclined portion, and the width of the second inclined portion in the direction parallel to the rotation axis is the first inclined portion. wherein greater than the width in a direction parallel to the rotation axis, and the direction of depth perpendicular to the rotation axis of the second inclined portion, the depth in the direction perpendicular to the rotation axis of the first inclined portion of the Bigger than. Furthermore, the deepest position in the groove is located below the auxiliary cutting edge.
<切削インサート>
以下、一実施形態の切削インサート1について、図面を用いて詳細に説明する。但し、以下で参照する各図は、説明の便宜上、実施形態の構成部材のうち、本発明を説明するために必要な主要部材のみを簡略化して示したものである。従って、本発明の切削インサートは、本明細書が参照する各図に示されていない任意の部材を備え得る。また、各図中の部材の寸法は、実際の構成部材の寸法および各部材の寸法比率等を忠実に表したものではない。<Cutting insert>
Hereinafter, the cutting insert 1 of one Embodiment is demonstrated in detail using drawing. However, in the drawings referred to below, for convenience of explanation, among the constituent members of the embodiment, only the main members necessary for explaining the present invention are shown in a simplified manner. Therefore, the cutting insert of the present invention may include any member not shown in the drawings to which the present specification refers. Moreover, the dimension of the member in each figure does not represent the dimension of an actual structural member, the dimension ratio of each member, etc. faithfully.
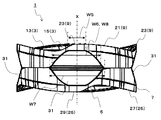
図1〜7に示すように、本実施形態の切削インサート1は、上面3、下面5および側面7を有している。側面7は、上面3および下面5にそれぞれ接続されている。上面3と側面7との交線部には上切刃9が形成されている。下面5と側面7との交線部には下切刃25が形成されている。上面3および下面5は、それぞれ平面視した場合の形状が略円形状であって、ほぼ同じ形状となっている。具体的には、上面3の外周が4つの円弧形状の曲線部位を有している。4つの曲線部位は、それぞれ平面視した場合に直線形状である部位によって連結されている。また、本実施形態の切削インサート1は、図4に示すように、下面5の中心および上面3の中心を通る回転軸Xを有している。
As shown in FIGS. 1 to 7, the
切削インサートの上面が複数の角部を有する多角形状である場合には、切削加工時においてこの角部に被削材から大きな負荷が加わりやすい。しかしながら、本実施形態の切削インサート1のように上面3が略円形状である場合には、このような上面3の特定の箇所に過度に力が集中することが避けられるので、切削インサート1の耐久性を高めることができる。
When the upper surface of the cutting insert has a polygonal shape having a plurality of corners, a large load is easily applied to the corners from the work material during cutting. However, when the
切削インサート1の材質としては、例えば、超硬合金あるいはサーメットなどが挙げられる。超硬合金の組成としては、例えば、炭化タングステン(WC)にコバルト(Co)の粉末を加えて焼結して生成されるWC−Co、WC−Coに炭化チタン(TiC)を添加したWC−TiC−Co、あるいはWC−TiC−Coに炭化タンタル(TaC)を添加したWC−TiC−TaC−Coがある。また、サーメットは、セラミック成分に金属を複合させた焼結複合材料である。サーメットとして、具体的には、炭化チタン(TiC)または窒化チタン(TiN)を主成分としたチタン化合物が挙げられる。
Examples of the material of the
切削インサート1の表面は、化学蒸着(CVD)法または物理蒸着(PVD)法を用いて被膜でコーティングされていてもよい。被膜の組成としては、炭化チタン(TiC)、窒化チタン(TiN)、炭窒化チタン(TiCN)およびアルミナ(Al2O3)などが挙げられる。The surface of the
本実施形態の切削インサート1における上面3および下面5の最大幅は、それぞれ5〜20mmである。また、下面5から上面3までの高さは2〜8mmである。ここで、下面5から上面3までの高さとは、上面3の上端と下面5の下端との間における回転軸Xに平行な方向での幅を意味している。
The maximum width of the
図4に示すように、上面3の中央部分から下面5の中央部分にかけて貫通孔11が形成されている。そのため、貫通孔11の貫通方向は、上記の回転軸Xに対して平行である。貫通孔11は、切削インサート1を切削工具のホルダにネジ止め固定する際にネジを挿入するために設けられている。
As shown in FIG. 4, a
図1および図2に示すように、上面3は、ランド面13、すくい面15、ブレーカ面17および主面19を有している。ランド面13は、上面3の外周に位置して上切刃9に接続されている。すくい面15は、ランド面13よりも上面3の中心側に位置している。また、すくい面15は、上面3の中心に向かうにつれて高さが低くなる傾斜面である。ブレーカ面17は、すくい面15よりも上面3の中心側に位置している。また、ブレーカ面17は、上面3の中心に向かうにつれて高さが高くなる傾斜面である。主面19は、ブレーカ面17よりも上面3の中心側に位置している。また、主面19は、回転軸Xに対して垂直な平坦面である。
As shown in FIGS. 1 and 2, the
ランド面13は、下面5に対してほぼ平行か、上面3の中心に向かうにつれて高さが低くなる傾斜面となるように形成されている。なお「ほぼ平行」とは、厳密に平行であることを意味するものではなく、下面5に対して±5°程度のわずかな傾斜となっていてもよいことを意味している。下面5が平坦ではなく下面5に対して平行であるか否かの評価が難しい場合においては、下面5の代わりに回転軸Xと比較すればよい。すなわち、ランド面13は回転軸Xに対して垂直であるか否かによって評価すればよい。
The
図1および図3に示すように、ランド面13と側面7との交線部には上切刃9が形成されている。ランド面13は、上切刃9の強度を高めるために設けられている。ランド面13を有していない場合には、すくい面15と側面7との交線部に上切刃9が形成される。ランド面13の内側に位置するすくい面15は、上述の様に、上面3の中心に向かうにつれて高さが低くなる傾斜面である。そのため、すくい面15と側面7とのなす内角は小さい。しかしながら、ランド面13と側面7とのなす内角は、すくい面15と側面7とのなす内角よりも大きい。そのため、ランド面13を有することによって、上切刃9の強度を高めることができる。
As shown in FIGS. 1 and 3, an
なお、上切刃9の切削性を高めることを目的とするのであれば、すくい面15と側面7との交線部に上切刃9が形成された構成としてもよい。上切刃9が鋭利な形状となるからである。ランド面13の幅は、上面3の外周とすくい面15の外周との間隔で示される。ランド面13の幅は、切削条件によって適宜設定されるが、例えば0.05〜0.2mmの範囲で設定される。
In addition, if it aims at improving the machinability of the
図1および図2に示すように、すくい面15は、ランド面13の内側に位置している。すくい面15は、上切刃9において切削された切屑をすくい取るような役割をしている。そのため、被削材の切屑はすくい面15の表面を伝うように流れる。すくい面15は、切屑を良好にすくい取るために、上面3の中心に向かうにつれて高さが低くなる傾斜面となっている。すくい面15に垂直な断面における下面5とすくい面15とのなす角で示される傾斜角度は、例えば10°〜50°の範囲で設定すればよい。
As shown in FIGS. 1 and 2, the
すくい面15は、上面3の中心に向かうにつれて高さが低くなっていればよい。そのため、図4に示すように、断面視した場合に傾斜角度の互いに異なる複数の領域によって構成されていてもよく、また、凹曲線形状となっていてもよい。
The rake face 15 only needs to decrease in height toward the center of the
図1および図2に示すように、ブレーカ面17は、すくい面15の内側に位置している。ブレーカ面17は、すくい面15の上を流れてきた切屑を螺旋状にカールさせる役割をしている。切屑が螺旋状に変形することによって、切削インサート1は、優れた切屑排出性を発揮することが可能となる。そのため、ブレーカ面17における主面19に近い領域は、外周から遠ざかるにつれて高さが高くなっている。具体的には、ブレーカ面17は、外周側よりも上面3の中心側の高さが高い傾斜面となっている。ブレーカ面17に垂直な断面における、下面5とブレーカ面17とのなす角で示される傾斜角度は、例えば5°〜45°の範囲で設定される。
As shown in FIGS. 1 and 2, the
図1および図3に示すように、上面3と側面7との交線部には上切刃9が形成されている。上切刃9は、平面視した場合に、外側に凸曲線形状である第1の主切刃21と、直線形状である第1の副切刃23とを有している。本実施形態の切削インサート1は、第1の主切刃21として、4つの円弧形状の部位を有している。また、4つの第1の主切刃21の間には、それぞれ直線形状の第1の副切刃23が位置している。すなわち、4つの第1の主切刃21が4つの第1の副切刃23によってそれぞれ連結されている。それぞれの第1の主切刃21は、それぞれの第1の副切刃23よりも長い構成となっている。
As shown in FIGS. 1 and 3, an
なお、本実施形態の切削インサート1は、4つの第1の主切刃21および4つの第1の副切刃23を有しているが、第1の主切刃21および第1の副切刃23の数は、4つに限定されず、例えば、2つ,3つ,5つあるいは6つ以上であっても何ら問題ない。
The cutting
本実施形態の切削インサート1を用いた図11に示す切削工具においては、4つの第1の主切刃の1つが主切刃として被削材の切削加工に用いられる。このとき、この切削加工に用いられる第1の主切刃に隣接する第1の副切刃が、「さらい刃」として切削加工に用いられる。さらい刃として用いられる第1の副切刃は、被削材の上面3に対して平行となるようにホルダに配置されることが好ましい。
In the cutting tool shown in FIG. 11 using the
主切刃として用いていた4つの第1の主切刃21の1つが長時間の切削加工によって劣化した場合には、切削インサート1をホルダから一旦取り外した後に、切削インサート1を回転軸Xに対して90°回転させて再度ホルダに取り付ければよい。4つの第1の主切刃21の別の1つを主切刃として被削材の切削加工に用いることができる。
When one of the four first main cutting edges 21 used as the main cutting edge deteriorates due to long-time cutting, the cutting
なお、このとき上面3と側面7との交線部は、2つの面が交わることによる厳密な線形状ではない。上面3と側面7との交線部が鋭角に尖っていると、上切刃9の耐久性が低下する。そのため、上面3と側面7とが交わる部分がわずかに曲面形状となるように、いわゆるホーニング加工が上面3と側面7との交線部に施されていてもよい。
At this time, the intersection line between the
また、上切刃9は、図1および図3に示すように、側面視した場合に直線形状ではなく、凹凸に波打った曲線形状となっている。特に、凹形状の部分が第1の主切刃21に位置するように形成されている。上切刃9がこのような形状である場合には、上切刃9が上面3に平行な直線形状である場合と比較して、上切刃9を被削材に対して傾斜して接触させ易くなる。そのため、切削力を小さくできるので、被削材を良好に加工できる。
Further, as shown in FIGS. 1 and 3, the
また、本実施形態の切削インサート1は、図1および図3に示すように、上面3と側面7との交線部に形成された上切刃9に加えて、下面5と側面7との交線部に形成された下切刃25を備えている。切削インサート1をホルダに装着する際に、上下反転させて装着することによって下切刃25を上切刃9と同様に機能させることができる。そのため、本実施形態の切削インサート1においては、下面5は、上面3と同様の構成を備えている。具体的には、下面5は、上面3と同様に、ランド面、すくい面、ブレーカ面および主面を有している。
Further, as shown in FIGS. 1 and 3, the cutting
また、下切刃25が上切刃9と同様の機能を有するため、下切刃25は、図1および図3に示すように、下面視した場合に、外側に凸曲線形状である第2の主切刃27と、直線形状である第2の副切刃29とを有している。本実施形態の切削インサート1は、第2の主切刃27として、4つの円弧形状の部位を有している。また、4つの第2の主切刃27の間には、それぞれ直線形状の第2の副切刃29が位置している。すなわち、4つの第2の主切刃27が4つの第2の副切刃29によって連結されている。それぞれの第2の主切刃27は、それぞれの第2の副切刃29よりも長い構成となっている。
In addition, since the
図1および図3に示すように、上面3と下面5との間には側面7が形成されている。側面7は、上面3および下面5のそれぞれに接続されている。具体的には、側面7は、上面3の外周縁における曲線部位すなわち第1の主切刃21に接続された曲面形状の部位と、上面3の外周縁における直線部位すなわち第1の副切刃23に接続された平面形状の部位とを有している。
As shown in FIGS. 1 and 3, a
切削インサート1を用いて切削加工を行う場合において、切削インサート1をホルダに固定する際あるいは切削加工を行う際に、切削インサート1の回転軸Xに対して回転方向に力が加わる。これは、例えば、切削加工時において切削インサート1に背分力が加わるからである。
When cutting using the
切削インサート1の上面3が略円形である場合のように円弧形状の部位を有している場合には、この円弧形状の部位に接続される側面7の部位が曲面形状となる。そのため、切削インサート1をホルダに固定する際あるいは切削加工を行う際に、特に、切削インサート1の回転軸Xに対して回転方向に、切削インサート1が位置ずれを起こし易くなる。
When the
本実施形態の切削インサート1は、図3に示すように側面視した場合において、側面7が回転軸Xに対して直交する方向に向かって延びる溝部31を有している。溝部31は、切削インサート1をホルダに取り付けて使用する際におけるホルダへの拘束面として機能している。すなわち、複数の凹形状の拘束面を側面7に有している、と言い換えることができる。溝部31の内面をホルダに当接させることによって、切削インサート1が回転することが抑制される。
The cutting
さらに、本実施形態の切削インサート1においては、図7に示すように、回転軸Xを含むとともに溝部31を通る断面において、溝部31が、第1傾斜部33および第2傾斜部35を備えている。第1傾斜部33は第2傾斜部35よりも溝部31の底側に位置している。言い換えれば、第2傾斜部35は第1傾斜部33よりも溝部31の開口側に位置している。第1傾斜部33および第2傾斜部35の内面は、それぞれ回転軸Xに対して傾斜している。
Furthermore, in the
このとき、第2傾斜部35の回転軸に直交する方向の幅が、第1傾斜部33の回転軸に直交する方向の幅よりも大きい。すなわち、切削インサート1をホルダに拘束する際に、第1傾斜部33よりも第2傾斜部35が拘束面として主に機能する。第1傾斜部33よりも大きい第2傾斜部35において切削インサート1がホルダに拘束されるため、第2傾斜部35において切削インサート1が安定してホルダに固定される。
At this time, the width of the second
さらに、図7に示すように、第1傾斜部33の傾斜角θ1が、第2傾斜部35の傾斜角θ2よりも大きい。そのため、切削インサート1をホルダに装着して固定する際に、溝部31の内面をホルダに当接させることができる一方で、溝部31の底部がホルダに当接する可能性が小さくなる。第2傾斜部35の内面がホルダに接触する一方で、第1傾斜部33の内面がホルダに接触せずにホルダから離れた状態で、本実施形態の切削インサート1がホルダに取り付けられる。従って、ホルダが当接することによるホルダからの力が溝部31の底部に集中する可能性が小さくなるので、切削インサート1の耐久性が向上する。
Furthermore, as shown in FIG. 7, the inclination angle θ <b> 1 of the
溝部31の内面をホルダに安定して固定するため、第1傾斜部33よりも第2傾斜部35が大きい方が好ましい。本実施形態の切削インサート1においては、回転軸Xを含むとともに溝部31を通る断面において、第2傾斜部35の回転軸Xに平行な方向の幅W3が、第1傾斜部33の回転軸Xに平行な方向の幅W4よりも大きい。
In order to stably fix the inner surface of the
本実施形態における第2傾斜部35は、平坦面形状となっている。第2傾斜部35が、このような形状となっていることで、第2傾斜部35を安定してホルダに当接させることができるとともに、切削インサート1が回転することが安定して抑制される。
The second
本実施形態における溝部31は、第1傾斜部33および第2傾斜部35のみによって構成されているが、溝部31の形状としてはこのような形態に限定されるものではない。例えば、図8に示すように、第1傾斜部33および第2傾斜部35に加えて底面37を有した形状であってもよい。図7に示す溝部31の底部はV字形状であるが、図8に示す溝部31の底部は面形状であるので、ホルダから切削インサート1に加わる力が底部の特定の箇所に過度に集中することを抑制できる。図8は、図7に示す領域と同様の断面における拡大断面図である。
Although the
逆に、図7に示す溝部31の場合においては、図8に示す溝部31と比較して、上面3と第1傾斜部33の内面との間の間隔を大きくすることができる。つまり、上面3と第1傾斜部33の内面との間での切削インサート1の厚みを大きくできるので、溝部31の深さを確保すると同時に、切削加工時において被削材から切削インサート1に加わる力に対する耐久性を高めることができる。なお、溝部31の深さとは、図7に示す断面において、溝部31の底部と開口部との間での回転軸に対して直交する方向の幅を意味する。
On the contrary, in the case of the
本実施形態の切削インサート1においては、図4に示すように、溝部31における深さの最も深い位置が、さらい刃である第1の副切刃23の下方に位置している。溝部31はホルダへの拘束面として機能しているが、このような溝部31が形成されている部分では、回転軸Xに平行な方向の厚みが小さくなるので耐久性が相対的に小さくなる。一方、切削加工時において、被削材から第1の副切刃23に加わる力は第1の主切刃21に加わる力よりも小さい。
In the
本実施形態の切削インサート1においては、耐久性が相対的に最も小さくなる部分である、溝部31における深さの最も深い位置が、図1および図3に示すように、切削加工時において被削材から加わる力の相対的に小さい位置である第1の副切刃23の下方に位置している。そのため、側面7に溝部31を有しつつも耐久性の良好な切削インサート1とすることができる。
In the
図9に示す変形例においては、溝部31が、図8に示す溝部31と同様に底面37を備えている。図7および図8に示す溝部31においては、第1傾斜部33が平坦面形状であるが、図9に示す溝部31においては、第1傾斜部33が曲面形状となっている。そのため、溝部31の底部が第1傾斜部33によって構成された曲面形状となるので、底部の耐久性が良好となる。ホルダから溝部31の内面に力が加わった場合に、この力が溝部31の内面を伝って溝部31の底部に集まる場合があるが、このような場合であっても底部に亀裂が生じる可能性が小さくなる。
In the modification shown in FIG. 9, the
なお、第1傾斜部33の一部が曲面形状である場合には、平坦な部分における傾斜角を第1傾斜部33の傾斜角θ1とすればよい。また、第1傾斜部33の全体が曲面形状である場合には、第1傾斜部33におけるもっとも開口側での傾斜角を第1傾斜部33の傾斜角θ1とすればよい。
When a part of the first
図10に示す変形例においては、溝部31が、第1傾斜部33と第2傾斜部35との間に曲面部39をさらに備えている。平坦な第1傾斜部33と平坦な第2傾斜部35とが直接に繋がっている場合には、これらの傾斜部の境界が折れ曲がった形状となる。一方、本実施形態における溝部31のように第1傾斜部33と第2傾斜部35との間に曲面部39が形成されている場合には、第1傾斜部33と第2傾斜部35とが曲面部39を介して滑らかにつながる。そのため、切削インサート1をホルダに取り付ける際に、溝部31の内面へホルダを滑らかに接触させることができる。結果として、切削インサート1またはホルダが損傷する可能性が小さくなる。
In the modification shown in FIG. 10, the
本実施形態における溝部31の第1傾斜部33および第2傾斜部35はそれぞれ内面が平坦面形状である。特に、ホルダに当接する第2傾斜部35の内面が平坦面形状であることによって、切削インサート1をホルダに安定して装着させることができる。
Each of the first
図3に示すように、溝部31を開口側から側面視した場合において、溝部31の上端側および下端側における回転軸Xに直交する方向の幅W5が、溝部31の中心側における回転軸Xに直交する方向の幅W6よりも小さい。
As shown in FIG. 3, when the
第2傾斜部35が傾斜していることから、第2傾斜部35の底部側における上面3と溝部31との間の厚みよりも第2傾斜部35の開口側における上面3と溝部31との間の厚みが小さい。そのため、第2傾斜部35の底部側よりも第2傾斜部35の開口側において耐久性が相対的に小さくなる傾向にある。しかしながら、溝部31の上端側および下端側における回転軸Xに直交する方向の幅W5が、溝部31の中心側における回転軸Xに直交する方向の幅W6よりも小さいことから、相対的に耐久性の大きな第2傾斜部35の底部側において大きな範囲で切削インサート1をホルダに当接させることができる。
Since the second
また、図3に示すように、溝部31を開口側から側面視した場合において、第1傾斜部33における回転軸Xに直交する方向の幅の最大値W7は、第2傾斜部35における回転軸Xに直交する方向の幅の最大値W8よりも大きい。
In addition, as shown in FIG. 3, when the
切削抵抗に伴う力が、第2傾斜部35から第1傾斜部33に伝わった場合であっても、上記の幅の最大値W7がW8よりも大きいことによって、上記の力を広い範囲に分散させることができる。そのため、幅W7の最大値が幅W8よりも小さい場合あるいは同等である場合と比較して、溝部31の底部の特定の領域に切削抵抗に伴う力が集中する可能性が小さくなる。
Even when the force accompanying the cutting force is transmitted from the second
<切削工具>
次に、本発明の一実施形態の切削工具101について図面を用いて説明する。なお、図13は、切削インサート1の溝部31がホルダ103に取り付けられている部分を拡大した拡大断面図である。<Cutting tools>
Next, a
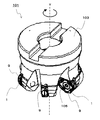
本実施形態の切削工具101は、図11〜13に示すように、回転中心軸Yを有するホルダ103と、複数の上記の切削インサート1とを備えている。ホルダ103は、先端側の外周面に複数のインサートポケット107を有している。複数の切削インサート1は、それぞれインサートポケット107に装着される。
The
ホルダ103は、回転中心軸Yを中心とする略回転体形状である。そして、ホルダ103の先端側の外周面には、インサートポケット107が等間隔に複数設けられている。インサートポケット107は、切削インサート1が装着される部分であり、ホルダ103の外周面および先端面に開口している。具体的には、インサートポケット107は、回転方向に対向する着座面と、着座面に交差する方向に位置する、複数の拘束側面とを有している。それぞれの拘束側面には、凸部109が形成されている。凸部109は、その表面が切削インサート1をホルダ103に装着した際に切削インサート1の溝部31における第2傾斜部35と接するように形成されている。
The
そして、ホルダ103に設けられた複数のインサートポケット107に、切削インサート1がそれぞれ装着される。複数の切削インサート1は、上切刃9が外周面から外方、すなわちホルダ103の側方に突出するように装着される。具体的には、複数の切削インサート1は、上切刃9における円弧形状の曲線部位がホルダ103の外周面から突出するようにホルダ103に装着されている。これにより、上切刃9の曲線部位が切削時にホルダ103の外周面から最も突出した位置に拘束される。
Then, the cutting inserts 1 are mounted in a plurality of insert pockets 107 provided in the
なお、切削インサート1が上切刃9だけでなく下切刃も有している場合においては、切削インサート1を上下反転させ、下切刃が外周面からホルダ103の側方に突出するように切削インサート1をインサートポケット107に装着してもよい。
When the cutting
本実施形態の切削工具101においては、図13に示すように、切削インサート1の溝部31における第2傾斜部35がインサートポケット107の凸部109に接触している。一方、溝部31における第1傾斜部33が凸部109に接触していない。そのため、切削インサート1の溝部31の底部が、ホルダ103のインサートポケット107に対して非接触である。これにより、溝部31の底部が損傷することが抑制されるので、安定して切削インサート1による切削加工を行うことができる。また、インサートポケット107の凸部109が損傷することが抑制される。そのため、切削インサート1を複数回交換した場合であっても、良好に切削インサート1をホルダ103に取り付けることができる。
In the
また、本実施形態の切削工具101においては、第1傾斜部33を間に挟んで上側および下側に位置する第2傾斜部35のそれぞれがインサートポケット107の凸部109に接触している。この接触によってホルダ103に切削インサート1が固定されているが、上側および下側の第2傾斜部35の一方のみにインサートポケット107の凸部109が接触していてもよい。
Further, in the
このような場合においては、第1傾斜部33がホルダ拘束面である凸部に対して離れる構成となっている。そのため、凸部109による拘束面の位置が若干ずれた場合であっても溝部31の底部とインサートポケット107の凸部109との間で干渉することが抑制される。すなわち、ホルダ103の拘束面を広くすることが可能となる。
In such a case, the first
本実施形態においては、切削インサート1は、ネジ105によって、インサートポケット107に装着されている。すなわち、切削インサート1の貫通孔にネジ105を挿入し、このネジ105の先端をインサートポケット107に形成されたネジ孔(不図示)に挿入してネジ部同士を螺合させることによって、切削インサート1がホルダ103に装着されている。
In the present embodiment, the cutting
また、本実施形態においては、外周面から外方に突出する上切刃9が負のアキシャルレーキ角および負のラジアルレーキ角を有するように、切削インサート1がホルダ103に対して装着されている。
In this embodiment, the cutting
ホルダ103としては、鋼、鋳鉄などを用いることができる。本実施形態の切削工具101においては、これらの部材の中で靱性の高い鋼を用いている。
As the
切削インサート1は、ネジ105によって、インサートポケット107に装着される。このとき、上側および下側の第2傾斜部35の一方のみをインサートポケット107の凸部109に接触させる場合であれば、この凸部109の形状を溝部31の形状に精度良く合わせる必要がないので、容易に作製することができる。
The cutting
また、上記する上側の第2傾斜部35がインサートポケット107に接触している場合には、ネジ105と、インサートポケット107における上側の第2傾斜部35に接触する部分とによって、切削インサート1が挟まれる構成となる。溝部31をインサートポケット107により確実に接触させることができるので、切削インサート1をホルダ103に安定して固定することができる。
When the upper second
そのため、図14に示すように、第1傾斜部33を間に挟んで、上側および下側に位置する第2傾斜部35のうち、上側の第2傾斜部35がインサートポケット107に接触するとともに、下側の第2傾斜部35がインサートポケット107から離れていることが特に好ましい。
Therefore, as shown in FIG. 14, among the second
切削インサート1が有する複数の溝部31のそれぞれがインサートポケット107の凸部109に接触している場合においては、複数の溝部31の少なくとも一つが上記のようにインサートポケット107に接触していることによって、切削インサート1をホルダ103に安定して固定することができる。しかしながら、より安定して切削インサート1をホルダ103に固定するためには、複数の溝部31のそれぞれにおける上側の第2傾斜部35がインサートポケット107に接触するとともに、下側の第2傾斜部35がインサートポケット107から離れていることが好ましい。
In the case where each of the plurality of
<切削加工物の製造方法>
次に、本発明の一実施形態の切削加工物の製造方法について図面を用いて説明する。<Manufacturing method of cut product>
Next, the manufacturing method of the cut workpiece of one Embodiment of this invention is demonstrated using drawing.
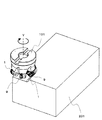
切削加工物は、被削材を切削加工することによって作製される。本実施形態における製造方法は、図14〜17に示すように、以下の工程を備えている。すなわち、
(1)上記実施形態に代表される切削工具101を回転させる工程と、
(2)回転している切削工具101における上切刃9または下切刃を被削材201に接触させる工程と、
(3)切削工具101を被削材201から離す工程と、
を備えている。The cut workpiece is produced by cutting a work material. The manufacturing method in the present embodiment includes the following steps as shown in FIGS. That is,
(1) a step of rotating the
(2) contacting the
(3) a step of separating the
It has.
より具体的には、まず、切削工具101を回転させながら被削材201に相対的に近付ける。次に、図15,16に示すように、切削工具101の上切刃9を被削材201に接触させて、被削材201を切削する。そして、図17に示すように、切削工具101を被削材201から相対的に遠ざける。
More specifically, first, the
本実施形態においては、被削材201を固定するとともに切削工具101を近付けている。また、図15,16においては、被削材201を固定するとともに切削工具101を回転中心軸Yの周りで回転させている。また、図17においては、被削材201を固定するとともに切削工具101を遠ざけている。なお、本実施形態の製造方法における切削加工では、それぞれの工程において、被削材201を固定するとともに切削工具101を動かしているが、当然ながらこのような形態に限定されるものではない。
In the present embodiment, the
例えば、(1)の工程において、被削材201を切削工具101に近付けてもよい。同様に、(3)の工程において、被削材201を切削工具101から遠ざけてもよい。切削加工を継続する場合には、切削工具101を回転中心軸Yの周りで回転させた状態を保持して、被削材201の異なる箇所に切削インサート1の上切刃9または下切刃を接触させる工程を繰り返せばよい。使用している上切刃9または下切刃が摩耗した際には、切削インサート1を貫通孔の回転軸Xに対して90度回転させて、未使用の上切刃9または下切刃を用いればよい。
For example, the
なお、被削材201の材質の代表例としては、炭素鋼、合金鋼、ステンレス、鋳鉄または非鉄金属などが挙げられる。
Note that typical examples of the material of the
1・・・切削インサート
3・・・上面
5・・・下面
7・・・側面
9・・・上切刃
11・・・貫通孔
13・・・ランド面
15・・・すくい面
17・・・ブレーカ面
19・・・主面
21・・・第1の主切刃
23・・・第1の副切刃
25・・・下切刃
27・・・第2の主切刃
29・・・第2の副切刃
31・・・溝部
33・・・第1傾斜部
35・・・第2傾斜部
37・・・底面
39・・・曲面部
101・・・切削工具
103・・・ホルダ
105・・・ネジ
107・・・インサートポケット
109・・・凸部
201・・・被削材DESCRIPTION OF
Claims (8)
上面と、
前記下面および前記上面のそれぞれに接続された側面と、
前記上面と前記側面との交線部に位置した上切刃とを備えた切削インサートであって、
前記上切刃は、平面視した場合に、凸曲線形状である主切刃及び直線形状である副切刃を有し、
前記側面は、側面視した場合に前記下面の中心および前記上面の中心を通る回転軸に対して直交する方向に向かって延びる溝部を有し、
前記回転軸を含むとともに前記溝部を通る断面において、前記溝部は、内面が前記回転軸に対して傾斜した第1傾斜部と、該第1傾斜部よりも前記溝部の開口側に位置して、内面が前記回転軸に対して傾斜した第2傾斜部とを有し、
前記回転軸を含むとともに前記溝部を通る断面において、前記第1傾斜部の傾斜角が、前記第2傾斜部の傾斜角よりも大きく、前記第2傾斜部の前記回転軸に平行な方向の幅は、前記第1傾斜部の前記回転軸に平行な方向の幅よりも大きく、かつ、前記第2傾斜部の前記回転軸に直交する方向の深さが、前記第1傾斜部の前記回転軸に直交する方向の深さよりも大きく、
前記溝部における深さの最も深い位置が、前記副切刃の下方に位置していることを特徴とする切削インサート。 The bottom surface,
The top surface;
A side surface connected to each of the lower surface and the upper surface;
A cutting insert provided with an upper cutting edge located at the intersection of the upper surface and the side surface,
The upper cutting edge has a main cutting edge that is a convex curve shape and a secondary cutting edge that is a linear shape when viewed in plan,
The side surface has a groove extending in a direction orthogonal to a rotation axis passing through the center of the lower surface and the center of the upper surface when viewed from the side,
In the cross section including the rotating shaft and passing through the groove portion, the groove portion is located on the opening side of the groove portion with respect to the first inclined portion with the inner surface inclined with respect to the rotating shaft, A second inclined portion having an inner surface inclined with respect to the rotation axis;
In a cross section including the rotation axis and passing through the groove portion, the inclination angle of the first inclination portion is larger than the inclination angle of the second inclination portion, and the width of the second inclination portion in the direction parallel to the rotation axis Is larger than the width of the first inclined part in the direction parallel to the rotation axis, and the depth of the second inclined part in the direction perpendicular to the rotation axis is the rotation axis of the first inclined part. much larger than the direction of depth perpendicular to,
The cutting insert characterized in that the deepest position in the groove is located below the auxiliary cutting edge .
前記第1傾斜部と前記第2傾斜部とが前記曲面部を介して滑らかに繋がっていることを特徴とする請求項1〜4のいずれか1つに記載の切削インサート。 The groove portion further includes a curved surface portion between the first inclined portion and the second inclined portion,
The cutting insert according to any one of claims 1 to 4, wherein the first inclined portion and the second inclined portion are smoothly connected via the curved surface portion.
前記溝部が前記凸部に接触するとともに上切刃が前記ホルダの側方に突出するように前記インサートポケットに装着された、請求項1〜5のいずれか1つに記載の切削インサートとを具備した切削工具。 A holder having a plurality of insert pockets having convex portions on the tip side;
The cutting insert according to any one of claims 1 to 5, wherein the groove portion is in contact with the convex portion, and the upper cutting blade is attached to the insert pocket so as to protrude to the side of the holder. Cutting tool.
回転している前記切削工具における前記上切刃を被削材に接触させる工程と、
前記切削工具を前記被削材から離す工程とを備えた切削加工物の製造方法。 Rotating the cutting tool according to claim 6;
Contacting the work piece with the upper cutting edge in the rotating cutting tool;
The manufacturing method of the cut workpiece provided with the process of separating the said cutting tool from the said workpiece.
Applications Claiming Priority (5)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2012169090 | 2012-07-31 | ||
| JP2012169090 | 2012-07-31 | ||
| JP2013015093 | 2013-01-30 | ||
| JP2013015093 | 2013-01-30 | ||
| PCT/JP2013/070444 WO2014021250A1 (en) | 2012-07-31 | 2013-07-29 | Cutting insert, cutting tool, and method for producing cut workpiece |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP5905965B2 true JP5905965B2 (en) | 2016-04-20 |
| JPWO2014021250A1 JPWO2014021250A1 (en) | 2016-07-21 |
Family
ID=50027925
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014528136A Active JP5905965B2 (en) | 2012-07-31 | 2013-07-29 | Cutting insert, cutting tool, and method of manufacturing cut workpiece |
Country Status (2)
| Country | Link |
|---|---|
| JP (1) | JP5905965B2 (en) |
| WO (1) | WO2014021250A1 (en) |
Families Citing this family (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2015159897A1 (en) * | 2014-04-15 | 2015-10-22 | 株式会社タンガロイ | Cutting insert, tool body, and replaceable cutting edge type rotary cutting tool |
| JP6576338B2 (en) * | 2014-06-05 | 2019-09-18 | 株式会社タンガロイ | Cutting insert and cutting edge exchangeable cutting tool |
| EP3112066B1 (en) * | 2015-07-03 | 2023-09-27 | Sandvik Intellectual Property AB | A tool, a cutting insert and a compacted powder part |
Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6219302A (en) * | 1985-07-16 | 1987-01-28 | Honda Motor Co Ltd | Fitting equipment for compound tool |
| JPH04125504U (en) * | 1991-04-26 | 1992-11-16 | 三菱マテリアル株式会社 | Cutting tools |
| JPH0871809A (en) * | 1994-09-12 | 1996-03-19 | Mitsubishi Materials Corp | Grooving tool, tool holder and throw away tip |
| JP2001502252A (en) * | 1996-10-17 | 2001-02-20 | ジーグラ、カール | Cutting tool assembly |
| JP2001517556A (en) * | 1997-09-24 | 2001-10-09 | サンドビック アクティエボラーグ | Tools for chip removal machining |
| JP2007515303A (en) * | 2003-12-23 | 2007-06-14 | ゲーエムベーハー ウント カンパニー ケージー、エミューゲ ヴェルク リチャード グリンペル | Cutting element and tool comprising at least one cutting element |
| WO2010101514A1 (en) * | 2009-03-06 | 2010-09-10 | Seco Tools Ab | Cutting insert with recessed insert supporting surface, and cutting tool |
| WO2010100953A1 (en) * | 2009-03-06 | 2010-09-10 | 三菱マテリアル株式会社 | Cutting inset and tool having cutting inserts |
| JP2011520630A (en) * | 2008-05-18 | 2011-07-21 | イスカーリミテッド | Cutting tool and cutting tip therefor |
| WO2012043822A1 (en) * | 2010-09-30 | 2012-04-05 | 株式会社タンガロイ | Blade edge exchangeable cutting tool |
Family Cites Families (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| SE452713B (en) * | 1986-04-07 | 1987-12-14 | Sandvik Ab | CUTTING TOOLS AND SHOULD BE USED IN THESE TOOLS |
-
2013
- 2013-07-29 JP JP2014528136A patent/JP5905965B2/en active Active
- 2013-07-29 WO PCT/JP2013/070444 patent/WO2014021250A1/en active Application Filing
Patent Citations (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS6219302A (en) * | 1985-07-16 | 1987-01-28 | Honda Motor Co Ltd | Fitting equipment for compound tool |
| JPH04125504U (en) * | 1991-04-26 | 1992-11-16 | 三菱マテリアル株式会社 | Cutting tools |
| JPH0871809A (en) * | 1994-09-12 | 1996-03-19 | Mitsubishi Materials Corp | Grooving tool, tool holder and throw away tip |
| JP2001502252A (en) * | 1996-10-17 | 2001-02-20 | ジーグラ、カール | Cutting tool assembly |
| JP2001517556A (en) * | 1997-09-24 | 2001-10-09 | サンドビック アクティエボラーグ | Tools for chip removal machining |
| JP2007515303A (en) * | 2003-12-23 | 2007-06-14 | ゲーエムベーハー ウント カンパニー ケージー、エミューゲ ヴェルク リチャード グリンペル | Cutting element and tool comprising at least one cutting element |
| JP2011520630A (en) * | 2008-05-18 | 2011-07-21 | イスカーリミテッド | Cutting tool and cutting tip therefor |
| WO2010101514A1 (en) * | 2009-03-06 | 2010-09-10 | Seco Tools Ab | Cutting insert with recessed insert supporting surface, and cutting tool |
| WO2010100953A1 (en) * | 2009-03-06 | 2010-09-10 | 三菱マテリアル株式会社 | Cutting inset and tool having cutting inserts |
| WO2012043822A1 (en) * | 2010-09-30 | 2012-04-05 | 株式会社タンガロイ | Blade edge exchangeable cutting tool |
Also Published As
| Publication number | Publication date |
|---|---|
| JPWO2014021250A1 (en) | 2016-07-21 |
| WO2014021250A1 (en) | 2014-02-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5591409B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece | |
| JP6356781B2 (en) | Cutting insert, cutting tool, and manufacturing method of cut workpiece | |
| JP6386524B2 (en) | Cutting insert for turning tool, turning tool, and method for producing cut product | |
| JP5944527B2 (en) | Cutting insert, cutting tool, and method of manufacturing cut workpiece | |
| JP6194013B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece | |
| JP6462845B2 (en) | Insert, drill, and method of manufacturing a cut product using the same | |
| JP6420239B2 (en) | Cutting insert, cutting tool, and method of manufacturing cut workpiece | |
| JP6185376B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece | |
| WO2013129016A1 (en) | Cutting insert, cutting tool, and method for manufacturing cut product | |
| JP5905965B2 (en) | Cutting insert, cutting tool, and method of manufacturing cut workpiece | |
| JP5905123B2 (en) | Cutting insert, cutting tool, and method of manufacturing cut workpiece | |
| JP6352639B2 (en) | Cutting insert, cutting tool, and method of manufacturing cut workpiece | |
| JP5898028B2 (en) | Cutting tool and method of manufacturing workpiece | |
| JP5815858B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece | |
| WO2014034614A1 (en) | Cutting insert, cutting tool, and method for manufacturing cut product | |
| JP5952073B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece | |
| JP2016179542A (en) | Cutting insert, cutting tool, and manufacturing method of workpiece | |
| JP5783922B2 (en) | Cutting insert, cutting tool, and cutting method of work material using cutting tool | |
| JP6616176B2 (en) | Cutting tools | |
| WO2023176619A1 (en) | Cutting insert, cutting tool, and method for manufacturing cut workpiece | |
| JP6717951B2 (en) | Manufacturing method of cutting insert, cutting tool, and cut product | |
| JP5956307B2 (en) | Cutting insert, cutting tool and method of manufacturing workpiece |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20160125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160216 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160317 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5905965 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |