JP5886535B2 - Manufacturing method of microneedle sheet - Google Patents
Manufacturing method of microneedle sheet Download PDFInfo
- Publication number
- JP5886535B2 JP5886535B2 JP2011071042A JP2011071042A JP5886535B2 JP 5886535 B2 JP5886535 B2 JP 5886535B2 JP 2011071042 A JP2011071042 A JP 2011071042A JP 2011071042 A JP2011071042 A JP 2011071042A JP 5886535 B2 JP5886535 B2 JP 5886535B2
- Authority
- JP
- Japan
- Prior art keywords
- stamper
- needle
- back surface
- filling
- sheet
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 55
- 239000000463 material Substances 0.000 claims description 139
- 239000002994 raw material Substances 0.000 claims description 80
- 238000001035 drying Methods 0.000 claims description 49
- 239000000853 adhesive Substances 0.000 claims description 46
- 230000001070 adhesive effect Effects 0.000 claims description 46
- 238000000034 method Methods 0.000 claims description 32
- 230000000149 penetrating effect Effects 0.000 claims description 11
- 238000005429 filling process Methods 0.000 claims description 10
- 238000002360 preparation method Methods 0.000 claims description 10
- 239000010410 layer Substances 0.000 description 45
- 229940079593 drug Drugs 0.000 description 19
- 239000003814 drug Substances 0.000 description 19
- 238000010008 shearing Methods 0.000 description 5
- 210000003491 skin Anatomy 0.000 description 5
- 239000000758 substrate Substances 0.000 description 5
- 229910052751 metal Inorganic materials 0.000 description 4
- 239000002184 metal Substances 0.000 description 4
- 238000000926 separation method Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 210000002615 epidermis Anatomy 0.000 description 3
- -1 polypropylene Polymers 0.000 description 3
- PXHVJJICTQNCMI-UHFFFAOYSA-N Nickel Chemical compound [Ni] PXHVJJICTQNCMI-UHFFFAOYSA-N 0.000 description 2
- 239000004698 Polyethylene Substances 0.000 description 2
- 229910052782 aluminium Inorganic materials 0.000 description 2
- XAGFODPZIPBFFR-UHFFFAOYSA-N aluminium Chemical compound [Al] XAGFODPZIPBFFR-UHFFFAOYSA-N 0.000 description 2
- 239000000919 ceramic Substances 0.000 description 2
- 238000007796 conventional method Methods 0.000 description 2
- 229910000856 hastalloy Inorganic materials 0.000 description 2
- NOESYZHRGYRDHS-UHFFFAOYSA-N insulin Chemical compound N1C(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(NC(=O)CN)C(C)CC)CSSCC(C(NC(CO)C(=O)NC(CC(C)C)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CCC(N)=O)C(=O)NC(CC(C)C)C(=O)NC(CCC(O)=O)C(=O)NC(CC(N)=O)C(=O)NC(CC=2C=CC(O)=CC=2)C(=O)NC(CSSCC(NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2C=CC(O)=CC=2)NC(=O)C(CC(C)C)NC(=O)C(C)NC(=O)C(CCC(O)=O)NC(=O)C(C(C)C)NC(=O)C(CC(C)C)NC(=O)C(CC=2NC=NC=2)NC(=O)C(CO)NC(=O)CNC2=O)C(=O)NCC(=O)NC(CCC(O)=O)C(=O)NC(CCCNC(N)=N)C(=O)NCC(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC=CC=3)C(=O)NC(CC=3C=CC(O)=CC=3)C(=O)NC(C(C)O)C(=O)N3C(CCC3)C(=O)NC(CCCCN)C(=O)NC(C)C(O)=O)C(=O)NC(CC(N)=O)C(O)=O)=O)NC(=O)C(C(C)CC)NC(=O)C(CO)NC(=O)C(C(C)O)NC(=O)C1CSSCC2NC(=O)C(CC(C)C)NC(=O)C(NC(=O)C(CCC(N)=O)NC(=O)C(CC(N)=O)NC(=O)C(NC(=O)C(N)CC=1C=CC=CC=1)C(C)C)CC1=CN=CN1 NOESYZHRGYRDHS-UHFFFAOYSA-N 0.000 description 2
- 238000000206 photolithography Methods 0.000 description 2
- 229920000573 polyethylene Polymers 0.000 description 2
- 238000003825 pressing Methods 0.000 description 2
- 229910001220 stainless steel Inorganic materials 0.000 description 2
- 239000010935 stainless steel Substances 0.000 description 2
- 239000000126 substance Substances 0.000 description 2
- 208000004998 Abdominal Pain Diseases 0.000 description 1
- 208000002881 Colic Diseases 0.000 description 1
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 description 1
- 102000003951 Erythropoietin Human genes 0.000 description 1
- 108090000394 Erythropoietin Proteins 0.000 description 1
- 102000018997 Growth Hormone Human genes 0.000 description 1
- 108010051696 Growth Hormone Proteins 0.000 description 1
- 102000004877 Insulin Human genes 0.000 description 1
- 108090001061 Insulin Proteins 0.000 description 1
- 102000014150 Interferons Human genes 0.000 description 1
- 108010050904 Interferons Proteins 0.000 description 1
- 239000004743 Polypropylene Substances 0.000 description 1
- XUIMIQQOPSSXEZ-UHFFFAOYSA-N Silicon Chemical compound [Si] XUIMIQQOPSSXEZ-UHFFFAOYSA-N 0.000 description 1
- RTAQQCXQSZGOHL-UHFFFAOYSA-N Titanium Chemical compound [Ti] RTAQQCXQSZGOHL-UHFFFAOYSA-N 0.000 description 1
- 229920000891 common polymer Polymers 0.000 description 1
- 230000000052 comparative effect Effects 0.000 description 1
- 229910052802 copper Inorganic materials 0.000 description 1
- 239000010949 copper Substances 0.000 description 1
- 238000005520 cutting process Methods 0.000 description 1
- 235000013399 edible fruits Nutrition 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 229940105423 erythropoietin Drugs 0.000 description 1
- 238000001704 evaporation Methods 0.000 description 1
- 230000008020 evaporation Effects 0.000 description 1
- 239000000122 growth hormone Substances 0.000 description 1
- 238000001746 injection moulding Methods 0.000 description 1
- 229940125396 insulin Drugs 0.000 description 1
- 229940079322 interferon Drugs 0.000 description 1
- 150000002739 metals Chemical class 0.000 description 1
- 238000005459 micromachining Methods 0.000 description 1
- 238000002156 mixing Methods 0.000 description 1
- 229910052759 nickel Inorganic materials 0.000 description 1
- 230000037368 penetrate the skin Effects 0.000 description 1
- 230000000704 physical effect Effects 0.000 description 1
- 230000001766 physiological effect Effects 0.000 description 1
- 239000004033 plastic Substances 0.000 description 1
- 229920003023 plastic Polymers 0.000 description 1
- 229920000642 polymer Polymers 0.000 description 1
- 239000002861 polymer material Substances 0.000 description 1
- 229920001155 polypropylene Polymers 0.000 description 1
- 239000004810 polytetrafluoroethylene Substances 0.000 description 1
- 229920001343 polytetrafluoroethylene Polymers 0.000 description 1
- OXCMYAYHXIHQOA-UHFFFAOYSA-N potassium;[2-butyl-5-chloro-3-[[4-[2-(1,2,4-triaza-3-azanidacyclopenta-1,4-dien-5-yl)phenyl]phenyl]methyl]imidazol-4-yl]methanol Chemical compound [K+].CCCCC1=NC(Cl)=C(CO)N1CC1=CC=C(C=2C(=CC=CC=2)C2=N[N-]N=N2)C=C1 OXCMYAYHXIHQOA-UHFFFAOYSA-N 0.000 description 1
- 108090000765 processed proteins & peptides Proteins 0.000 description 1
- 102000004169 proteins and genes Human genes 0.000 description 1
- 108090000623 proteins and genes Proteins 0.000 description 1
- 239000011347 resin Substances 0.000 description 1
- 229920005989 resin Polymers 0.000 description 1
- 229910052710 silicon Inorganic materials 0.000 description 1
- 239000010703 silicon Substances 0.000 description 1
- 239000002356 single layer Substances 0.000 description 1
- 239000002904 solvent Substances 0.000 description 1
- 239000010936 titanium Substances 0.000 description 1
- 229910052719 titanium Inorganic materials 0.000 description 1
- WFKWXMTUELFFGS-UHFFFAOYSA-N tungsten Chemical compound [W] WFKWXMTUELFFGS-UHFFFAOYSA-N 0.000 description 1
- 229910052721 tungsten Inorganic materials 0.000 description 1
- 239000010937 tungsten Substances 0.000 description 1
- 229940088594 vitamin Drugs 0.000 description 1
- 239000011782 vitamin Substances 0.000 description 1
- 229930003231 vitamin Natural products 0.000 description 1
- 235000013343 vitamin Nutrition 0.000 description 1
Images














Classifications
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
-
- A—HUMAN NECESSITIES
- A61—MEDICAL OR VETERINARY SCIENCE; HYGIENE
- A61M—DEVICES FOR INTRODUCING MEDIA INTO, OR ONTO, THE BODY; DEVICES FOR TRANSDUCING BODY MEDIA OR FOR TAKING MEDIA FROM THE BODY; DEVICES FOR PRODUCING OR ENDING SLEEP OR STUPOR
- A61M37/00—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin
- A61M37/0015—Other apparatus for introducing media into the body; Percutany, i.e. introducing medicines into the body by diffusion through the skin by using microneedles
- A61M2037/0053—Methods for producing microneedles
Landscapes
- Health & Medical Sciences (AREA)
- Engineering & Computer Science (AREA)
- Dermatology (AREA)
- Medical Informatics (AREA)
- Anesthesiology (AREA)
- Biomedical Technology (AREA)
- Heart & Thoracic Surgery (AREA)
- Hematology (AREA)
- Life Sciences & Earth Sciences (AREA)
- Animal Behavior & Ethology (AREA)
- General Health & Medical Sciences (AREA)
- Public Health (AREA)
- Veterinary Medicine (AREA)
- Media Introduction/Drainage Providing Device (AREA)
Description
本発明は、皮膚の表皮に薬物を注入するマイクロニードルシートおよびその製造方法に関する。 The present invention relates to a microneedle sheet for injecting a drug into the epidermis of the skin and a method for producing the same.
マイクロニードルシートは、微小な針(マイクロニードル)をシート基体上に所定の密度で配置したものである。マイクロニードルは、一般に根元から先端までの長さがおよそ1μmから600μm、根元の径がおよそ0.3μmから400μmのおおよそ円錐形状に形成されており、その根元の径と長さとの比率が、(1):(1.5〜3)と高いアスペクト比を有する。マイクロニードルシートは、人体の主として皮膚部分に当てて、マイクロニードルを皮膚の表皮部分に挿入し、薬物を注入するために用いられる。 The microneedle sheet is obtained by arranging minute needles (microneedles) at a predetermined density on a sheet substrate. The microneedle is generally formed in a conical shape having a length from the base to the tip of about 1 μm to 600 μm and a diameter of the base of about 0.3 μm to 400 μm. 1): It has a high aspect ratio of (1.5 to 3). The microneedle sheet is used for injecting a drug by placing the microneedle into the epidermis portion of the skin by applying it to the skin portion of the human body.
マイクロニードルの長さは、上述のように数百μm程度であり、ほとんど痒痛を伴わないで使用できる。また、マイクロニードルシートを皮膚から離す際に、マイクロニードルが皮膚内に残留しても人体に支障が生じないように、マイクロニードル部分は自己溶解性物質で形成される。 The length of the microneedle is about several hundred μm as described above, and can be used with almost no colic. Further, when the microneedle sheet is separated from the skin, the microneedle portion is formed of a self-dissolving substance so that the human body is not affected even if the microneedle remains in the skin.
このようなマイクロニードルを用いて人体に注入される薬物の中には高価な薬物も含まれる。そのため、マイクロニードルの先端部分にのみ薬物を含ませて、先端部分以外には薬物を含まないように、マイクロニードルを多層構造に形成することが提案されている(例えば、特許文献1参照)。 Among drugs injected into the human body using such microneedles, expensive drugs are included. Therefore, it has been proposed that the microneedle is formed in a multilayer structure so that the drug is included only in the tip portion of the microneedle and the drug is not included in the portion other than the tip portion (see, for example, Patent Document 1).
このような多層構造のマイクロニードルを備えた従来のマイクロニードルシートの製造方法について、図9を参照して説明する。 A conventional method for producing a microneedle sheet having such a multi-layered microneedle will be described with reference to FIG.
まず、複数の錐状の凹部91が形成されたスタンパ90を準備する。スタンパ90は、マイクロニードルの個々に対応する突起が形成された平板状の原版を、スタンパ母材に押し付けることにより形成される。スタンパ母材では、原版の複数の突起に対応した複数の錐状の凹部が形成され、これがスタンパ90となる。原版のそれぞれの突起は、微細機械加工、真空処理、またはフォトリソグラフィー等の方法で形成される。突起は、円、角、楕円などの断面形状を有する円錐状または角錐状である。
First, a
スタンパ90のそれぞれの凹部91内に薬物を含有する第1のニードル原料92が充填される。第1のニードル原料92は、それぞれの凹部91内の先端部分に例えばディスペンサを用いて定量充填され、その後乾燥される。
A
次に、第1のニードル原料92が充填されたそれぞれの凹部91内に、薬物を含有しない第2のニードル原料93を充填する。第2のニードル原料93は、例えばスキージ94を用いて第1のニードル原料92上に充填され、その後乾燥される。
Next, the second needle
その後、スタンパ90上に固定基盤を貼り付けて、それぞれの凹部91内に充填されたニードル原料を固定基盤に固定する。スタンパ90から固定基盤を剥離することにより、第1のニードル原料92からなる薬物を含有する第1層と、第2のニードル原料93からなる第2層とを備える2層構造のマイクロニードルシートが完成する。
Then, a fixed base is affixed on the
しかしながら、このような従来の多層構造のマイクロニードルを備えたマイクロニードルシートの製造方法では、次のような課題がある。凹部内に充填されたニードル原料は、乾燥工程、次層の充填工程および乾燥工程を含む一連の工程過程において、乾燥応力、スキージ等による充填時の剪断力により先に充填された第1のニードル原料が凹部内より離脱する場合がある(例えば、充填時の剪断力による離脱の例を図10に示す。)。凹部内に充填されたニードル原料を乾燥する乾燥工程において、ニードル原料の体積収縮が生じるような場合にあっては、乾燥応力により凹部内にニードル原料が固定されず、外力(スキージ等による剪断力等)が付加されることで、ニードル原料が凹部内より離脱する場合がある。さらに、先に充填された第1のニードル原料が凹部内にて固定されていない状態にて、第2のニードル原料の充填が行われると、所定のニードル高さが得られない場合がある。つまり、何れの場合においても所定の薬物量が変動するという課題がある。また、このような課題は多層構造のマイクロニードルに限られず、単層構造のマイクロニードルにおいても同様の課題がある。 However, the conventional method for manufacturing a microneedle sheet having a microneedle having a multilayer structure has the following problems. The needle material filled in the recess is a first needle that has been previously filled with a shearing force at the time of filling with a drying stress, a squeegee or the like in a series of steps including a drying step, a filling step for the next layer, and a drying step. There is a case where the raw material is detached from the inside of the concave portion (for example, an example of separation by a shearing force at the time of filling is shown in FIG. 10). In the drying process of drying the needle material filled in the recess, if the needle material shrinks in volume, the needle material is not fixed in the recess due to the drying stress, and an external force (shearing force due to squeegee etc.) Etc.) may be added to the needle material from the recess. Furthermore, if the second needle material is filled in a state where the previously filled first needle material is not fixed in the recess, a predetermined needle height may not be obtained. That is, in any case, there is a problem that the predetermined drug amount varies. In addition, such a problem is not limited to a microneedle having a multilayer structure, and the same problem exists in a microneedle having a single layer structure.
従って、本発明の目的は、上記課題を解決することにあって、マイクロニードルの先端部分に含まれる薬物量の変動を抑制するマイクロニードルシートの製造方法およびマイクロニードルシートを提供することにある。 Accordingly, an object of the present invention is to solve the above-described problems, and to provide a method for manufacturing a microneedle sheet and a microneedle sheet that suppress variation in the amount of drug contained in the tip portion of the microneedle.
上記目的を達成するために、本発明は以下のように構成する。 In order to achieve the above object, the present invention is configured as follows.
本発明の第1態様によれば、マイクロニードルシートの製造方法であって、シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、母材の裏面の貫通孔から吸引する吸引工程と、スタンパの表面からそれぞれの凹部内にニードル原料を充填する充填工程と、凹部内に充填されたニードル原料を乾燥するニードル原料乾燥工程とを含み、少なくともニードル原料乾燥工程の実施中に吸引工程を実施する、マイクロニードルシートの製造方法を提供する。 According to the first aspect of the present invention, there is provided a method for producing a microneedle sheet, wherein a plurality of conical recesses taper from the front surface to the back surface of a sheet-like base material, and the bottoms of the respective recesses A stamper preparation step for preparing a sheet-like stamper having a through-hole penetrating from the back surface to the back surface, a suction step for sucking from the through-hole on the back surface of the base material, and filling the needle material into the respective recesses from the surface of the stamper Provided is a method for producing a microneedle sheet, which includes a filling step and a needle raw material drying step for drying a needle raw material filled in a recess, and performing a suction step at least during the needle raw material drying step.
本発明の第2態様によれば、マイクロニードルシートの製造方法であって、シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、母材の裏面の貫通孔から吸引する吸引工程と、スタンパの表面からそれぞれの凹部内にニードル原料を充填する充填工程と、スタンパの表面に接着材料を配置する接着材料配置工程と、接着材料に固定基盤を貼り付けて、接着材料を介してそれぞれの凹部内のニードル材料を固定基盤に固定する固定基盤配置工程とを含み、少なくとも接着材料配置工程の実施中に吸引工程を実施する、マイクロニードルシートの製造方法を提供する。 According to the second aspect of the present invention, there is provided a method of manufacturing a microneedle sheet, wherein a plurality of conical recesses taper from the front surface to the back surface of the sheet-like base material, and the bottoms of the respective recesses. A stamper preparation step for preparing a sheet-like stamper having a through-hole penetrating from the back surface to the back surface, a suction step for sucking from the through-hole on the back surface of the base material, and filling the needle material into the respective recesses from the surface of the stamper The filling process, the adhesive material arrangement process for arranging the adhesive material on the surface of the stamper, and the fixed base arrangement for attaching the fixed base to the adhesive material and fixing the needle material in each recess to the fixed base via the adhesive material A method for producing a microneedle sheet, wherein the suction step is performed at least during the execution of the adhesive material arranging step.
本発明の第3態様によれば、固定基盤配置工程の後、接着材料を乾燥する接着材料乾燥工程をさらに含み、接着材料乾燥工程の実施中に吸引工程を実施する、第2態様に記載のマイクロニードルシートの製造方法を提供する。 According to a third aspect of the present invention, the method according to the second aspect, further comprising an adhesive material drying step for drying the adhesive material after the fixed substrate arranging step, and performing the suction step during the implementation of the adhesive material drying step. A method for producing a microneedle sheet is provided.
本発明の第4態様によれば、充填工程の実施中に吸引工程を実施する、第1態様から第3態様のいずれか1つに記載のマイクロニードルシートの製造方法を提供する。 According to the 4th aspect of this invention, the manufacturing method of the microneedle sheet | seat as described in any one of the 1st aspect to the 3rd aspect which implements a suction process during implementation of a filling process is provided.
本発明の第5態様によれば、マイクロニードルシートの製造方法であって、シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、母材の裏面の貫通孔から吸引する吸引工程と、スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程とを含み、少なくとも第2充填工程の実施中に吸引工程を実施する、マイクロニードルシートの製造方法を提供する。 According to the fifth aspect of the present invention, there is provided a method for manufacturing a microneedle sheet, wherein a plurality of conical recesses taper from the front surface to the back surface of the sheet-like base material, and the bottoms of the respective recesses A stamper preparation step for preparing a sheet-shaped stamper having a through hole penetrating from the back surface to the back surface, a suction step for sucking from the through hole on the back surface of the base material, and the first needle raw material into each recess from the surface of the stamper And a second filling step for filling the second needle raw material into each of the recesses filled with the first needle raw material, and at least a suction step during the second filling step. A method for producing a microneedle sheet is provided.
本発明の第6態様によれば、マイクロニードルシートの製造方法であって、シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、母材の裏面の貫通孔から吸引する吸引工程と、スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程と、スタンパの表面に接着材料を配置する接着材料配置工程と、接着材料に固定基盤を貼り付けて、接着材料を介してそれぞれの凹部内のニードル材料を固定基盤に固定する固定基盤配置工程とを含み、少なくとも接着材料配置工程の実施中に吸引工程を実施する、マイクロニードルシートの製造方法を提供する。 According to the sixth aspect of the present invention, there is provided a method for manufacturing a microneedle sheet, wherein a plurality of conical recesses taper from the front surface to the back surface of a sheet-like base material, and the bottoms of the respective recesses. A stamper preparation step for preparing a sheet-shaped stamper having a through hole penetrating from the back surface to the back surface, a suction step for sucking from the through hole on the back surface of the base material, and the first needle raw material into each recess from the surface of the stamper A first filling step for filling the first needle raw material, a second filling step for filling the second needle raw material into the respective recesses filled with the first needle raw material, and an adhesive material arranging step for arranging the adhesive material on the surface of the stamper And a fixing base arrangement step of attaching a fixing base to the adhesive material and fixing the needle material in each recess to the fixing base via the adhesive material, and at least performing the adhesive material arrangement step Implementing a suction process, to provide a method of manufacturing a microneedle sheet.
本発明の第7態様によれば、マイクロニードルシートの製造方法であって、シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、母材の裏面の貫通孔から吸引する吸引工程と、スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、凹部内に充填された第1のニードル原料を乾燥する第1原料乾燥工程と、第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程と、凹部内に充填された第2のニードル原料を乾燥する第2原料乾燥工程と、を含み、少なくとも第1原料乾燥工程または第2原料乾燥工程の実施中に吸引工程を実施する、マイクロニードルシートの製造方法を提供する。 According to a seventh aspect of the present invention, there is provided a method for manufacturing a microneedle sheet, wherein a plurality of conical recesses taper from the front surface to the back surface of a sheet-like base material, and the bottoms of the respective recesses A stamper preparation step for preparing a sheet-shaped stamper having a through hole penetrating from the back surface to the back surface, a suction step for sucking from the through hole on the back surface of the base material, and the first needle raw material into each recess from the surface of the stamper A first filling step for filling the first needle raw material filled in the recess, a first raw material drying step for drying the first needle raw material filled in the concave portion, and a second needle raw material in each concave portion filled with the first needle raw material. A suction step during at least the first raw material drying step or the second raw material drying step, including a second filling step of filling and a second raw material drying step of drying the second needle raw material filled in the recess. The fruit To provide a method for producing a microneedle sheet.
本発明の第8態様によれば、固定基盤配置工程の後、接着材料を乾燥する接着材料乾燥工程をさらに含み、接着材料乾燥工程の実施中に吸引工程を実施する、第6態様に記載のマイクロニードルシートの製造方法を提供する。 According to an eighth aspect of the present invention, the method according to the sixth aspect, further comprising an adhesive material drying step of drying the adhesive material after the fixed base plate arranging step, and performing the suction step during the execution of the adhesive material drying step. A method for producing a microneedle sheet is provided.
本発明の第9態様によれば、第1充填工程の実施中に吸引工程を実施する、第5態様から第8態様のいずれか1つに記載のマイクロニードルシートの製造方法を提供する。 According to a ninth aspect of the present invention, there is provided the method for producing a microneedle sheet according to any one of the fifth aspect to the eighth aspect, wherein the suction step is performed during the first filling step.
本発明の第10態様によれば、吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、第1態様から第9態様のいずれか1つに記載のマイクロニードルシートの製造方法を提供する。 According to the tenth aspect of the present invention, in the suction step, by sucking the porous member disposed on the back surface of the stamper, the suction of the concave portion through each through hole is performed via the porous member. A method for producing a microneedle sheet according to any one of the first to ninth aspects is provided.
本発明の第11態様によれば、シート状の固定部材と、固定部材の表面に固定された複数の錐状のニードルとを備えるマイクロニードルシートにおいて、ニードルは、その錐状の先端に配置された第1のニードル層と、錐状の一部を形成しかつ第1のニードル層に固定された第2のニードル層とを備え、第1のニードル層の先端径が1〜20μmの範囲内で形成され、第1のニードル層の先端が平坦状または凸状に形成されている、マイクロニードルシートを提供する。 According to an eleventh aspect of the present invention, in a microneedle sheet comprising a sheet-like fixing member and a plurality of conical needles fixed to the surface of the fixing member, the needle is disposed at the conical tip. A first needle layer and a second needle layer that forms a part of a cone and is fixed to the first needle layer, the tip diameter of the first needle layer being in the range of 1 to 20 μm And the tip of the first needle layer is formed in a flat shape or a convex shape.
本発明では、スタンパ母材の表面に形成された凹部内へ充填されたニードル原料に対して、乾燥応力や剪断力などの力が付加される工程が実施されるタイミングにおいて、母材裏面の貫通孔から吸引する吸引工程を実施する。したがって、貫通孔を通じた吸引によりニードル原料が凹部内に固定されるため、乾燥応力や剪断力などの力に抗して、ニードル原料が凹部内から離脱することを防止できる。よって、所定数のマイクロニードルが確保され、薬物量の変動を抑制できる。 In the present invention, the back surface of the base material is penetrated at the timing when a process such as a drying stress or a shearing force is applied to the needle raw material filled in the recess formed on the surface of the stamper base material. A suction step of sucking from the hole is performed. Therefore, since the needle material is fixed in the recess by suction through the through hole, it is possible to prevent the needle material from being detached from the recess against a force such as a drying stress or a shearing force. Therefore, a predetermined number of microneedles is secured, and fluctuations in drug amount can be suppressed.
以下に、本発明にかかる実施の形態を図面に基づいて詳細に説明する。 Embodiments according to the present invention will be described below in detail with reference to the drawings.
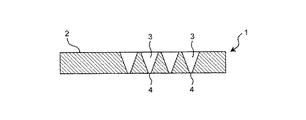
本発明の実施の形態にかかるマイクロニードルシートの製造方法にて用いられるスタンパ1の模式図を図1に示す。
A schematic diagram of a
図1に示すように、スタンパ1は、シート状の母材2に錐状の凹部3が形成されたものである。母材2の材質は特に限定されるものではないが、マイクロニードルシートが医薬品であるため、コンタミネーション(汚染)がされにくい材質または人体に影響がない材質が良い。例えば、金属であればSUS316L、ハステロイ、プラスチックであればPTFE、ポリプロピレン、ポリエチレンなどが好適に用いられる。
As shown in FIG. 1, the
それぞれの凹部3は、母材2の表面(一方の面(図1の上面))から裏面(他方の面(図1の下面))に向かって先細りに延在している。凹部3は、円、角、楕円などの断面形状を有する円錐状または角錐状の空間として形成される。凹部3の底(先端部分)には、母材2の裏面に貫通する貫通孔4が形成されている。
Each
このようなスタンパ1は、マイクロニードルの個々に対応する錐状の突起が形成された平板状の原版を、スタンパ母材2に押し付けることにより形成される。また、スタンパ1は原版に溶融させた樹脂で型取りを行う射出成形などによる方法で形成しても良い。原版の材質は特に限定されないものの、スタンパ作製時の繰り返しの耐久性が優れた金属や被切削性の高くて安価な材料でも良い。例えば、ステンレス、チタン、タングステン、ハステロイ、銅、アルミニウム、ニッケル、シリコン等が利用できる。また、突起は本体からの削り出しによる加工の他、フォトリソグラフィーを用いた方法で形成しても良い。
Such a
原版の突起は、高さ1μmから500μm程度の高さを有する。経皮投与したい体の部位と薬物の仕様によって突起の高さが好適に決定される。また、突起は根元断面径と長さの比率が、(1):(1.5〜3)の範囲の比較的高いアスペクト比を有する針形状を有する。突起は、円、角、楕円などの断面形状を有する円錐状または角錐状である。スタンパ母材2では、原版の複数の突起に対応した複数の錐状の凹部3が形成され、これがスタンパ1となる。
The projections of the original plate have a height of about 1 μm to 500 μm. The height of the protrusion is suitably determined by the body part to be transdermally administered and the specification of the drug. Further, the protrusion has a needle shape in which the ratio of the root cross-sectional diameter to the length has a relatively high aspect ratio in the range of (1) :( 1.5 to 3). The protrusion has a conical shape or a pyramid shape having a cross-sectional shape such as a circle, a corner, or an ellipse. In the
スタンパ1に凹部3が形成された後、凹部3の底に貫通孔4を形成する。貫通孔4は、マイクロドリルで形成することができる。なお、螺旋刃が形成されていない針状の突起を有するマイクロドリルを用いて、貫通孔4を形成しても良い。
After the
このようにマイクロドリルを用いて貫通孔4を形成するような場合に代えて、母材2の厚さを原版の突起の高さよりも小さくしておき、原版をスタンパ母材2に押し付けて凹部3とともに貫通孔4を形成しても良い。
Instead of forming the through-
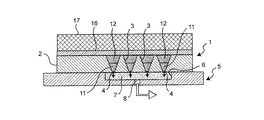
次に、マイクロニードルシートの製造工程において、このようなスタンパ1が載置されるベース部材5の模式図を図2に示す。
Next, FIG. 2 shows a schematic diagram of the
図2に示すように、ベース部材5において、スタンパ1の載置面には、凹状の溝部6が形成され、この溝部に配置された多孔質部材7を通じて複数の貫通孔4に吸引力を作用させることが可能である。溝部6の底には吸引孔8が形成されており、吸引孔8は吸引管9などを通じて吸引装置10に接続されている。また、多孔質部材7としては、後述するニードル原料のスキージによる充填工程において充填量のバラツキが生じないように、比較的硬い材料にて形成されることが好ましい。多孔質部材7としては、例えば、多孔質ポリエチレンやセラミック、金属フィルターなどが挙げられる。また、ここで使用しているベース部材5はステンレスやアルミ等の金属板が用いられるが、セラミックなどの多孔質板を用いることで溝部6を省略することも可能である。
As shown in FIG. 2, in the
次に、本実施の形態のマイクロニードルシートの製造方法について具体的に説明する。説明にあたって、マイクロニードルシートの製造方法の手順を示すフローチャートを図3に示し、それぞれの手順(工程)におけるスタンパ等の状態の模式説明図を図4A〜図4Gに示す。 Next, the manufacturing method of the microneedle sheet of this Embodiment is demonstrated concretely. In the description, a flowchart showing the procedure of the microneedle sheet manufacturing method is shown in FIG. 3, and schematic explanatory views of the state of the stamper and the like in each procedure (process) are shown in FIGS. 4A to 4G.
まず、図3のフローチャートのステップS1にて、図1に示す構成を有するスタンパ1を準備し、図2に示す構成を有するベース部材5上にこのスタンパ1を載置する。図4Aに示すように、スタンパ1の裏面に形成されたそれぞれの貫通孔4が、ベース部材5の溝部6内に配置された多孔質部材7上に位置するように、スタンパ1がベース部材5上に載置される。
First, in step S1 of the flowchart of FIG. 3, the
次に、吸引装置10を作動させて、吸引管9および吸引孔8を通じて多孔質部材7に吸引力が付加される。これにより、スタンパ1のそれぞれの凹部3内対して貫通孔4を通じた吸引が開始される(ステップS2)。なお、このそれぞれの貫通孔4に対する吸引は、共通の多孔質部材7を通じて行われるため、それぞれの凹部3内に付加される吸引力(負圧)はほぼ均一となる。
Next, the
次に、図4Aに示すように、第1のニードル原料11がスタンパ1の表面上に供給され、スタンパ1の表面に沿ってスキージ13を移動させることにより、それぞれの凹部3内に所定量の第1のニードル原料11が充填される(ステップS3)。この第1のニードル原料11の充填工程の際に、それぞれの貫通孔4を通じて空気が排出されながら充填が行われる。したがって、気泡(空気)が溜まることなく第1のニードル原料11を凹部3内にスムーズに充填することができる。また、複数の凹部3の貫通孔4に対して共通の多孔質部材7が配置されているため、スキージ13によりそれぞれの凹部3内に均一に第1のニードル原料11を充填できる。なお、本実施の形態では、スキージ13を用いて第1のニードル原料11を充填する場合について例示するが、ディスペンサを用いて充填を行っても良い。また、第1のニードル原料11は、後述する第2のニードル原料と共通のベース材料に薬物を混入させて構成しても良い。ここで薬物とは例えば生理活性作用を有する純粋な化学物質のことであり、インスリン、成長ホルモン、エリスロポエチン、インターフェロン等のペプチド蛋白薬や、高分子薬、ビタミン等が挙げられ、またこれらを主成分とする物であっても良い。なお、第1および第2のニードル原料は、体内に残留せずに排出される材料を用いるのが好適である。
Next, as shown in FIG. 4A, the first needle
その後、図4Bに示すように、充填された第1のニードル原料11の乾燥処理が行われる(ステップS4)。この乾燥処理は、例えばスタンパ1を所定の温湿度環境下に配置されることで、第1のニードル原料11からの蒸発速度を制御しながら乾燥速度を制御して行われる。その結果、それぞれの凹部3内の先端部分において、第1のニードル原料11が略錐状にて固化した状態となり、マイクロニードルの第1層11(第1のニードル原料11と同じ参照符号を用いる)が形成される。
Thereafter, as shown in FIG. 4B, the filled
次に、図4Cに示すように、第2のニードル原料12がスタンパ1の表面上に供給され、スタンパ1の表面に沿ってスキージ14を移動させることにより、第1層11が形成されたそれぞれの凹部3内に第2のニードル原料12が充填される(ステップS5)。この第2のニードル原料12の充填工程の際に、スキージ14の移動により生じる外力が第2のニードル原料12を介して凹部3内の第1層11に付加される。しかしながら、凹部3内では第1層11に対して貫通孔4を通じて吸引力が付加されているため、このような外力に抗して第1層11が凹部3の先端部分に固定された状態となる。よって、スキージ14を用いた第2のニードル原料12の充填工程の際に、先に充填された第1層11が凹部3内から離脱することが防止される。
Next, as shown in FIG. 4C, the second needle
その後、図4Dに示すように、充填された第2のニードル原料12の乾燥処理が行われる(ステップS6)。それぞれの凹部3内において、第2のニードル原料12から溶媒が蒸発されて固化し、第1層11と接合された第2層12(第2のニードル原料12と同じ参照符号を用いる)が形成される。特に、第1のニードル原料11と第2のニードル原料12には共通のポリマー材料として相溶性の材料を用いることで、第1層11と第2層12との結合性を高めることができ、多層構造のマイクロニードルの一体性を高めることができる。
Thereafter, as shown in FIG. 4D, the filled second needle
次に、図4Eに示すように、それぞれの凹部3内に第2層12が形成された状態のスタンパ1の表面に、スキージ15を用いて接着材料16を配置する(ステップS7)。この接着材料16の配置工程においても例えばスキージ15が用いられるが、凹部3内には貫通孔4を通じて吸引力が継続して付加された状態にあるため、第1層11および第2層12が凹部3内から離脱することが防止される。
Next, as shown in FIG. 4E, the
その後、図4Fに示すように、接着材料16上に固定基盤17が貼り付けられ(ステップS8)、接着材料16の乾燥処理が行われる。その後、吸引装置10による吸引を停止し(ステップS9)、固定基盤17および接着材料16をスタンパ1の表面から剥離する。これにより、接着材料16を介して固定基盤17上に固定された複数のマイクロニードル21を備えるマイクロニードルシート20を得ることができる(図4G、ステップS10)。それぞれのマイクロニードル21は、第1層11と第2層12とからなる2層構造を有する一体的な錐状のニードルとして形成される。
Thereafter, as shown in FIG. 4F, the fixed
ここで、このように製造されるマイクロニードルシート20が有するマイクロニードル21の構造について、図5から図8の模式図を用いて説明する。
Here, the structure of the microneedle 21 which the microneedle sheet |
本実施の形態の製造方法では、第1のニードル原料11の充填が行われる際に、凹部3内に対して貫通孔4を通じた吸引が行われる。そのため、凹部3内に充填された第1のニードル原料11は、微小な吸引力により吸着固定される。したがって、図5に示すようにマイクロニードル21の先端に平坦面21aが形成される、あるいは図6に示すように先端に僅かに突出した凸部21bが形成された状態とすることができる。
In the manufacturing method of the present embodiment, when the first needle
一方、吸引力を付加しない状態で、第1のニードル原料11の充填を行った場合には、図7に示すマイクロニードル81のように先端に凹部81aが形成された状態となる傾向が高い。これは、凹部3に貫通孔4が形成されてはいるものの、吸引力が付加されていないため、第1のニードル原料11はスタンパ母材2との界面張力により支配されるものと推定される。
On the other hand, when the first needle
皮膚を貫通させるためには、マイクロニードル21の先端径を20μm以下とすることが好ましく、より好ましくは10μm程度とすることが良い。さらに、マイクロニードル21の先端は尖鋭化されていることが好ましい。第1のニードル原料11の充填時および乾燥時に貫通孔4を通じて吸引を行うことで、マイクロニードル21が離脱することを抑制できるとともに、マイクロニードル21の先端を尖鋭化することができる。なお、それぞれの貫通孔4の径は、要求されるマイクロニードル21の先端径に合わせて設定され、例えば、1μm〜20μmの範囲で設定される。
In order to penetrate the skin, the tip diameter of the microneedle 21 is preferably 20 μm or less, more preferably about 10 μm. Furthermore, it is preferable that the tip of the microneedle 21 is sharpened. By performing suction through the through-
また、図5および図6に示す形態では、マイクロニードル21における第1層11と第2層12の間の層界面はほぼ平坦面とされている。このように界面を平坦面とする場合には、個々の凹部3に対する第1のニードル原料11の充填量を充填後の第1層11の形状に基づく体積で管理することが容易となる。一方、図8に示すマイクロニードル21では、この層界面が平面状ではなく、曲面状となる。このように層界面が曲面状となるような場合は、第1層11と第2層12との接触面積を増加させることができ、結合強度を高めることができる。なお、このような層界面の形態は、貫通孔4を通じた吸引力や第1のニードル原料11の乾燥時間(例えば、温湿度環境条件)などにより所望の形状に制御できる。
5 and FIG. 6, the layer interface between the
本実施の形態のマイクロニードルシートの製造方法によれば、第1のニードル原料11が充填されたスタンパ1の凹部3に対して貫通孔4を通じて吸引しながら、スキージ14を用いてスタンパ1の表面からそれぞれの凹部3内に第2のニードル原料12を充填する。この第2のニードル原料12の充填の際に、先に充填された第1のニードル原料11(第1層11)が貫通孔4を通じた吸引により凹部3内の先端部分に固定された状態とされるため、スキージ14を用いて第2のニードル原料12を充填する際に、第1層11が凹部3外へ離脱することを防止できるとともに、所定のニードル高さを得ることができる。よって、それぞれのマイクロニードル21間において、先端部分に含まれる薬物量を均一に保つことができる。
According to the microneedle sheet manufacturing method of the present embodiment, the surface of the
また、スキージ15を用いて接着材料16をスタンパ1の表面に配置する際においても、それぞれの貫通孔4を通じて凹部3内に吸引力が付加されているため、凹部3内から第1層11および第2層12が離脱することを防止できる。
In addition, when the
さらに、凹部3内に第1のニードル原料11を充填する際に、貫通孔4を通じて凹部3内が吸引されているため、錐状の凹部3の先端部分にまで第1のニードル原料11を充填することができる。したがって、先端が凹状となることを防止でき、尖鋭化されたマイクロニードル21を形成することができる。さらに、第1のニードル原料11の乾燥処理を行う際に貫通孔4を通じて凹部3内を吸引することで、マイクロニードル21を尖鋭化できる。
Furthermore, when filling the first needle
また、凹部3内に充填されたニードル原料11、12の乾燥処理や接着材料16の乾燥処理の際に、ニードル原料11、12や接着材料16の体積収縮が生じるような場合がある。しかしながら、凹部3内には貫通孔4を通じて吸引力が付加されているため、ニードル原料11、12や接着材料16に生じる乾燥応力に抗してニードル原料が凹部3内に固定された状態とされる。したがって、このような乾燥処理の際に、凹部3内からニードル原料が離脱することを防止できる。
Further, when the needle
それぞれの貫通孔4を通じて凹部3内に付加される吸引力は、貫通孔4から第1のニードル原料11が抜けない程度に設定することが好ましい。使用する第1のニードル原料11の物性や貫通孔4の径などにより異なるが、大気圧を0kPaとして、−1kPa〜−10kPaの範囲で吸引圧力を設定することが好ましい。
The suction force applied to the
また、それぞれの貫通孔4から第1のニードル原料11が僅かに抜けて多孔質部材7に付着することを考慮し、多孔質部材を2層構造として原料が付着した上層のみを交換するようにしても良い。
Further, considering that the
また、複数の貫通孔4のグループに対して共通の多孔質部材7を設けても良く、あるいは複数のグループに対して共通の多孔質部材を設けるようにしても良い。
Further, a common
上述の説明では、第1のニードル原料11の充填工程(ステップS3)から固定基盤17の配置工程(ステップS8)まで、それぞれの貫通孔4を通じた凹部3内への吸引が継続して行われる場合を例としたが、本発明はこのような場合のみに限定されない。第1のニードル原料11の乾燥工程(ステップS4)、第2のニードル原料12の充填工程(ステップS5)、第2のニードル原料12の乾燥工程(ステップS6)、接着材料16の配置工程(ステップS7)、接着材料16の乾燥工程のいずれかの工程において、少なくとも貫通孔4を通じた吸引が行われていれば、第1層11あるいは第2層12が凹部3内から離脱することを防止できる。
In the above description, the suction into the
また、上述の説明では、吸引によるマイクロニードルの離脱を防止しているが、スタンパ母材2の表面から裏面に対して負の圧力差が生じていれば離脱が防止できるので必ずしも吸引する場合に限定されない。
In the above description, the microneedle is prevented from being detached by suction. However, if a negative pressure difference from the front surface to the back surface of the
また、マイクロニードル21が2層構造を有する場合を例として便宜上説明したが、1層以上の層構造のマイクロニードルにおいても適用できる。さらに、スキージ以外の充填方法例えば、特定の凹部吐出させて充填させるインクジェット法や、所定の位置に塗布させるディスペンスによる充填方法なども利用できる。 In addition, the case where the microneedle 21 has a two-layer structure has been described as an example for convenience. Further, a filling method other than the squeegee, for example, an ink jet method in which specific concave portions are discharged and filled, or a filling method by dispensing that is applied to a predetermined position can be used.
なお、上記様々な実施形態のうちの任意の実施形態を適宜組み合わせることにより、それぞれの有する効果を奏するようにすることができる。 It is to be noted that, by appropriately combining arbitrary embodiments of the various embodiments described above, the effects possessed by them can be produced.
本発明は、薬物を表皮に注入するマイクロニードルシートだけでなく、基材上に微小突起を形成する方法に広く利用することができる。 The present invention can be widely used not only for a microneedle sheet for injecting a drug into the epidermis, but also for a method for forming microprojections on a substrate.
1 スタンパ
2 母材
3 凹部
4 貫通孔
5 ベース部材
6 溝部
7 多孔質部材
8 吸引孔
9 吸引管
10 吸引装置
11 第1のニードル原料、第1層
12 第2のニードル原料、第2層
13〜15 スキージ
16 接着材料
17 固定基盤
20 マイクロニードルシート
21 マイクロニードル
DESCRIPTION OF
Claims (9)
シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、
母材の裏面の貫通孔から吸引して、母材の表面側に対して裏面側に負の圧力差を生じさせる吸引工程と、
スタンパの表面からそれぞれの凹部内にニードル原料を充填する充填工程と、
凹部内に充填されたニードル原料を乾燥するニードル原料乾燥工程とを含み、
少なくともニードル原料乾燥工程の実施中に吸引工程を実施し、
吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、マイクロニードルシートの製造方法。 A method of manufacturing a microneedle sheet,
A stamper preparation step of preparing a sheet-shaped stamper having a plurality of conical concave portions extending tapered from the front surface to the back surface of the sheet-shaped base material and through holes penetrating from the bottom of each concave portion to the back surface When,
A suction step that sucks from the through hole on the back surface of the base material and creates a negative pressure difference on the back surface side with respect to the front surface side of the base material;
A filling step of filling the needle material into each recess from the surface of the stamper;
A needle raw material drying step of drying the needle raw material filled in the recess,
At least during the needle material drying process ,
A method of manufacturing a microneedle sheet, wherein, in the suction step, the porous member disposed on the back surface of the stamper is sucked so that the recesses are sucked through the respective through-holes through the porous member .
シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、
母材の裏面の貫通孔から吸引して、母材の表面側に対して裏面側に負の圧力差を生じさせる吸引工程と、
スタンパの表面からそれぞれの凹部内にニードル原料を充填する充填工程と、
スタンパの表面に接着材料を配置する接着材料配置工程と、
接着材料に固定基盤を貼り付けて、接着材料を介してそれぞれの凹部内のニードル材料を固定基盤に固定する固定基盤配置工程とを含み、
少なくとも接着材料配置工程の実施中に吸引工程を実施し、
吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、マイクロニードルシートの製造方法。 A method of manufacturing a microneedle sheet,
A stamper preparation step of preparing a sheet-shaped stamper having a plurality of conical concave portions extending tapered from the front surface to the back surface of the sheet-shaped base material and through holes penetrating from the bottom of each concave portion to the back surface When,
A suction step that sucks from the through hole on the back surface of the base material and creates a negative pressure difference on the back surface side with respect to the front surface side of the base material;
A filling step of filling the needle material into each recess from the surface of the stamper;
An adhesive material placement step of placing an adhesive material on the surface of the stamper;
A fixing base placement step of attaching a fixing base to the adhesive material and fixing the needle material in each recess to the fixing base via the adhesive material,
At least during the implementation of the adhesive material placement process ,
A method of manufacturing a microneedle sheet, wherein, in the suction step, the porous member disposed on the back surface of the stamper is sucked so that the recesses are sucked through the respective through-holes through the porous member .
接着材料乾燥工程の実施中に吸引工程を実施する、請求項2に記載のマイクロニードルシートの製造方法。 The method further includes an adhesive material drying step of drying the adhesive material after the fixed base plate arranging step,
The manufacturing method of the microneedle sheet | seat of Claim 2 which implements a suction process during implementation of an adhesive material drying process.
シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、
母材の裏面の貫通孔から吸引して、母材の表面側に対して裏面側に負の圧力差を生じさせる吸引工程と、
スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、
第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程とを含み、
少なくとも第2充填工程の実施中に吸引工程を実施し、
吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、マイクロニードルシートの製造方法。 A method of manufacturing a microneedle sheet,
A stamper preparation step of preparing a sheet-shaped stamper having a plurality of conical concave portions extending tapered from the front surface to the back surface of the sheet-shaped base material and through holes penetrating from the bottom of each concave portion to the back surface When,
A suction step that sucks from the through hole on the back surface of the base material and creates a negative pressure difference on the back surface side with respect to the front surface side of the base material;
A first filling step of filling the first needle material into the respective recesses from the surface of the stamper;
A second filling step of filling the second needle raw material into each of the recesses filled with the first needle raw material,
Performing a suction step during at least the second filling step ;
A method of manufacturing a microneedle sheet, wherein, in the suction step, the porous member disposed on the back surface of the stamper is sucked so that the recesses are sucked through the respective through-holes through the porous member .
シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、
母材の裏面の貫通孔から吸引して、母材の表面側に対して裏面側に負の圧力差を生じさせる吸引工程と、
スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、
第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程と、
スタンパの表面に接着材料を配置する接着材料配置工程と、
接着材料に固定基盤を貼り付けて、接着材料を介してそれぞれの凹部内のニードル材料を固定基盤に固定する固定基盤配置工程とを含み、
少なくとも接着材料配置工程の実施中に吸引工程を実施し、
吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、マイクロニードルシートの製造方法。 A method of manufacturing a microneedle sheet,
A stamper preparation step of preparing a sheet-shaped stamper having a plurality of conical concave portions extending tapered from the front surface to the back surface of the sheet-shaped base material and through holes penetrating from the bottom of each concave portion to the back surface When,
A suction step that sucks from the through hole on the back surface of the base material and creates a negative pressure difference on the back surface side with respect to the front surface side of the base material;
A first filling step of filling the first needle material into the respective recesses from the surface of the stamper;
A second filling step of filling the second needle raw material into the respective recesses filled with the first needle raw material;
An adhesive material placement step of placing an adhesive material on the surface of the stamper;
A fixing base placement step of attaching a fixing base to the adhesive material and fixing the needle material in each recess to the fixing base via the adhesive material,
At least during the implementation of the adhesive material placement process ,
A method of manufacturing a microneedle sheet, wherein, in the suction step, the porous member disposed on the back surface of the stamper is sucked so that the recesses are sucked through the respective through-holes through the porous member .
シート状の母材の表面から裏面に向かって先細りに延在する複数の錐状の凹部と、それぞれの凹部の底から裏面に貫通する貫通孔とを有するシート状のスタンパを準備するスタンパ準備工程と、
母材の裏面の貫通孔から吸引して、母材の表面側に対して裏面に負の圧力差を生じさせる吸引工程と、
スタンパの表面からそれぞれの凹部内に第1のニードル原料を充填する第1充填工程と、
凹部内に充填された第1のニードル原料を乾燥する第1原料乾燥工程と、
第1のニードル原料が充填されたそれぞれの凹部内に第2のニードル原料を充填する第2充填工程と、
凹部内に充填された第2のニードル原料を乾燥する第2原料乾燥工程と、を含み、
少なくとも第1原料乾燥工程または第2原料乾燥工程の実施中に吸引工程を実施し、
吸引工程において、スタンパの裏面に配置された多孔質部材を吸引することで、それぞれの貫通孔を通じた凹部の吸引が多孔質部材を介して行われる、マイクロニードルシートの製造方法。 A method of manufacturing a microneedle sheet,
A stamper preparation step of preparing a sheet-shaped stamper having a plurality of conical concave portions extending tapered from the front surface to the back surface of the sheet-shaped base material and through holes penetrating from the bottom of each concave portion to the back surface When,
A suction step of sucking from the through-hole on the back surface of the base material and creating a negative pressure difference on the back surface with respect to the front surface side of the base material;
A first filling step of filling the first needle material into the respective recesses from the surface of the stamper;
A first raw material drying step of drying the first needle raw material filled in the recess;
A second filling step of filling the second needle raw material into the respective recesses filled with the first needle raw material;
A second raw material drying step of drying the second needle raw material filled in the recess,
Performing the suction step at least during the first raw material drying step or the second raw material drying step ,
A method of manufacturing a microneedle sheet, wherein, in the suction step, the porous member disposed on the back surface of the stamper is sucked so that the recesses are sucked through the respective through-holes through the porous member .
接着材料乾燥工程の実施中に吸引工程を実施する、請求項6に記載のマイクロニードルシートの製造方法。 The method further includes an adhesive material drying step of drying the adhesive material after the fixed base plate arranging step,
The manufacturing method of the microneedle sheet | seat of Claim 6 which implements a suction process during implementation of an adhesive material drying process.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071042A JP5886535B2 (en) | 2011-03-28 | 2011-03-28 | Manufacturing method of microneedle sheet |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011071042A JP5886535B2 (en) | 2011-03-28 | 2011-03-28 | Manufacturing method of microneedle sheet |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012200572A JP2012200572A (en) | 2012-10-22 |
| JP5886535B2 true JP5886535B2 (en) | 2016-03-16 |
Family
ID=47182126
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011071042A Active JP5886535B2 (en) | 2011-03-28 | 2011-03-28 | Manufacturing method of microneedle sheet |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5886535B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023146061A1 (en) * | 2022-01-28 | 2023-08-03 | 주식회사 페로카 | Method for manufacturing microneedle patch, and apparatus for manufacturing microneedle patch |
Families Citing this family (13)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN104780967B (en) * | 2012-11-13 | 2017-04-12 | 富士胶片株式会社 | Method for manufacturing transdermal-absorption sheet |
| WO2014077243A1 (en) | 2012-11-13 | 2014-05-22 | 富士フイルム株式会社 | Molding mold, and manufacturing method for transdermal absorption sheet |
| EP2921203A4 (en) | 2012-11-13 | 2016-07-13 | Fujifilm Corp | Transdermal absorption sheet, and manufacturing method for same |
| JP5931130B2 (en) * | 2014-06-20 | 2016-06-08 | 三島光産株式会社 | Microneedle array manufacturing method and injection mold used therefor |
| JP6001043B2 (en) * | 2014-12-15 | 2016-10-05 | 日本写真印刷株式会社 | Microneedle array manufacturing apparatus, microneedle array manufacturing method, and product having microneedle array |
| EP4205793A1 (en) * | 2015-04-17 | 2023-07-05 | Georgia Tech Research Corporation | Drug delivery devices having separable microneedles |
| US20180344998A1 (en) | 2015-11-27 | 2018-12-06 | Labo Juversa Co., Ltd. | Microneedle and method for producing same |
| US20190001108A1 (en) * | 2015-12-18 | 2019-01-03 | Labo Juversa Co., Ltd. | Microneedle and microneedle patch |
| JP6746910B2 (en) * | 2015-12-28 | 2020-08-26 | 三菱ケミカル株式会社 | Nanofiber molded body and method for producing the same |
| JP7062049B2 (en) * | 2018-03-30 | 2022-05-02 | 富士フイルム株式会社 | Mold for manufacturing transdermal absorption sheet, manufacturing equipment and method for percutaneous absorption sheet having needle-shaped protrusions |
| CN111801135B (en) * | 2018-03-30 | 2023-06-27 | 富士胶片株式会社 | Method for manufacturing microneedle array |
| JP6997038B2 (en) * | 2018-05-16 | 2022-01-17 | 富士フイルム株式会社 | Manufacturing method of microneedle array |
| DE102018215324A1 (en) * | 2018-09-10 | 2020-03-12 | Lts Lohmann Therapie-Systeme Ag | Device and method for producing microstructures |
Family Cites Families (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2007089792A (en) * | 2005-09-28 | 2007-04-12 | Nano Device & System Research Inc | Percutaneous administration apparatus |
| JP2009061219A (en) * | 2007-09-10 | 2009-03-26 | Kagawa Univ | Manufacturing method of fine needle |
| JP2010094414A (en) * | 2008-10-20 | 2010-04-30 | Kyokko Seiko Co Ltd | Microneedle sheet patch, and method and apparatus for manufacturing the same |
| JP2011012050A (en) * | 2009-06-03 | 2011-01-20 | Bioserentack Co Ltd | Microneedle array using porous substrate and method for producing the same |
-
2011
- 2011-03-28 JP JP2011071042A patent/JP5886535B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| WO2023146061A1 (en) * | 2022-01-28 | 2023-08-03 | 주식회사 페로카 | Method for manufacturing microneedle patch, and apparatus for manufacturing microneedle patch |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012200572A (en) | 2012-10-22 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5886535B2 (en) | Manufacturing method of microneedle sheet | |
| JP5558772B2 (en) | STAMPER FOR MICRO NEEDLE SHEET, PROCESS FOR PRODUCING THE SAME, AND METHOD FOR MANUFACTURING MICRO NEEDLE USING THE SAME | |
| JP5897293B2 (en) | Microneedle sheet and manufacturing method thereof, and stamper for microneedle sheet | |
| US9987236B2 (en) | Transdermal absorption sheet, and manufacturing method for the same | |
| US10045936B2 (en) | Method for manufacturing transdermal-absorption sheet | |
| JP5063544B2 (en) | Transdermal absorption sheet and method for producing the same | |
| JP5020080B2 (en) | Manufacturing method of medical equipment | |
| JP6304431B2 (en) | Microneedle device | |
| WO2012126784A1 (en) | Devices for puncturing a human or animal body's membrane | |
| JP2013248299A (en) | Microneedle device | |
| KR101746024B1 (en) | Micro needle which coated porous coating layer and manufacturing method of this and micro needle patch using the micro needle | |
| JP2006341089A (en) | Instrument for carrying medicinal material and manufacturing method of the same | |
| WO2004108204A1 (en) | Process for producing pad base for transdermal drug administration, pad base for transdermal drug administration and needle | |
| JP2010502267A (en) | Microneedle and method for producing microneedle | |
| JP6074889B2 (en) | Micro needle tip | |
| JP2013153866A (en) | Transdermal absorption sheet and method for manufacturing transdermal absorption sheet | |
| TW201113057A (en) | Method for manufacturing stamper for micro needle sheet | |
| JP2012217653A (en) | Microneedle, microneedle array, and method for manufacturing the microneedle array | |
| JP6525017B2 (en) | Microneedle device | |
| JP2020048782A (en) | Method of producing transdermal absorption sheet | |
| JP6519632B2 (en) | Microneedle device | |
| TWI857570B (en) | Dissolvable microneedle patch and method to produce dissolvable microneedle patch | |
| JP2015208479A (en) | Stylet device | |
| CA2696956A1 (en) | Stamper for microneedle sheet, production method thereof, and microneedle production method using stamper |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140130 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20141121 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150106 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150306 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20150707 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20151005 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A821 Effective date: 20151005 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20151113 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20160202 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20160212 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5886535 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |