JP5822696B2 - 固定式分配器を使用する繊維配置のための方法およびシステム - Google Patents
固定式分配器を使用する繊維配置のための方法およびシステム Download PDFInfo
- Publication number
- JP5822696B2 JP5822696B2 JP2011264490A JP2011264490A JP5822696B2 JP 5822696 B2 JP5822696 B2 JP 5822696B2 JP 2011264490 A JP2011264490 A JP 2011264490A JP 2011264490 A JP2011264490 A JP 2011264490A JP 5822696 B2 JP5822696 B2 JP 5822696B2
- Authority
- JP
- Japan
- Prior art keywords
- fiber placement
- fiber
- mandrel
- delivery
- robot arm
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images








Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B29—WORKING OF PLASTICS; WORKING OF SUBSTANCES IN A PLASTIC STATE IN GENERAL
- B29C—SHAPING OR JOINING OF PLASTICS; SHAPING OF MATERIAL IN A PLASTIC STATE, NOT OTHERWISE PROVIDED FOR; AFTER-TREATMENT OF THE SHAPED PRODUCTS, e.g. REPAIRING
- B29C70/00—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts
- B29C70/04—Shaping composites, i.e. plastics material comprising reinforcements, fillers or preformed parts, e.g. inserts comprising reinforcements only, e.g. self-reinforcing plastics
- B29C70/28—Shaping operations therefor
- B29C70/30—Shaping by lay-up, i.e. applying fibres, tape or broadsheet on a mould, former or core; Shaping by spray-up, i.e. spraying of fibres on a mould, former or core
- B29C70/38—Automated lay-up, e.g. using robots, laying filaments according to predetermined patterns
Description
1. ロボットアームを備えるモーションシステムと、
前記ロボットアームに搭載された繊維配置レイアップ心棒と、
配送ヘッドを備える繊維配置配送システムと
を備えており、前記ロボットアームが、複合繊維部品を作製するために、前記配送ヘッドに対して前記配送ヘッドの近くで前記心棒を運動させるように動作することができ、前記繊維配置配送システムが、
表面に搭載された固定式システムと、
前記固定式システムに動作可能に装着された配送ヘッドであって、前記配送ヘッドの末端部に転圧ローラを備え、前記転圧ローラが単一の回転軸を有する、配送ヘッドと
を備える、繊維配置システム。
2. ロボットアームを備えるモーションシステムと、
前記ロボットアームに搭載された繊維配置レイアップ心棒と、
配送ヘッドを備える繊維配置配送システムと
を備えており、前記ロボットアームが、複合繊維部品を作製するために、前記配送ヘッドに対し前記配送ヘッドの近くで前記心棒を運動させるように動作することができ、前記ロボットアームを案内して前記繊維配置配送システムの動作を制御するようにプログラムされた処理装置をさらに備える、繊維配置システム。
3. 前記処理装置が、作製されるべき複合繊維部品のコンピュータ可読モデルと、前記心棒の表面のコンピュータ可読表現と、複合繊維部品が配置されるべき表面のコンピュータ可読表現と、作製されるべき複合繊維部品の厚さとのうちの少なくとも1つに対してプログラムされる、項目2に記載の繊維システム配置。
4. 前記処理装置が、前記モーションシステムに対する一式の運動命令と、前記繊維配置配送システムから繊維材料を分配するための一式の命令とのうちの少なくとも1つに対してプログラムされる、項目2に記載の繊維システム配置。
5. ロボットアームを備えるモーションシステムと、
前記ロボットアームに搭載された繊維配置レイアップ心棒と、
配送ヘッドを備える繊維配置配送システムと
を備えており、前記ロボットアームが、複合繊維部品を作製するために、前記配送ヘッドに対し前記配送ヘッドの近くで前記心棒を運動させるように動作することができ、前記ロボットアームが、2自由度以上で前記心棒を運動させるように動作することができる、繊維配置システム。
6. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、心棒を動かすようにロボットアームを動作させることが、ロボットアームを動作させて、固定式繊維配置配送システムに、配送ヘッドを介して複合繊維を分配させるように選択されたプログラムを実行することを含む方法。
7. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、作製されるべき複合繊維部品に関連するプログラムを選択することをさらに含む方法。
8. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、
作製された複合繊維部品が工具上に配置されるべき位置に心棒を動かすことと、
部品を心棒から取り外すことと
をさらに含む方法。
9. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、作製された複合繊維部品を心棒から組立体に移すために、ロボットアームを軌道に沿って動かすことをさらに含む方法。
10. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、繊維を配送ヘッドに配送するために、繊維配置配送システム内の材料配送構成要素を動作させるためのプログラムを実行することをさらに含む方法。
11. 複合繊維部品を作製する方法であって、
選択された部品を作製するための心棒をロボットアームに配置することと、
繊維配置配送システムが複合繊維を選択された心棒上に分配するにつれて、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすように、ロボットアームを動作させることと
を含み、固定式繊維配置配送システムの配送ヘッドに対して心棒を動かすようにロボットアームを動作させることが、ロボットアームを案内して繊維配置配送システムの動作を制御するように、処理装置内でプログラムを実行することを含む方法。
12. ロボットアームを案内して繊維配置配送システムの動作を制御するように、処理装置内でプログラムを実行することが、
作製されるべき複合繊維部品のコンピュータ可読モデルを供給するプログラムを実行することと、
選択された心棒の表面のコンピュータ可読表現を供給するプログラムを実行することと、
複合繊維部品が配置されるべき表面のコンピュータ可読表現を供給するプログラムを実行することと
のうちの少なくとも1つを含む、項目11に記載の方法。
13. ロボットアームを案内して繊維配置配送システムの動作を制御するように、処理装置内でプログラムを実行することが、ロボットアームに関連するモーションシステムに対する一式の運動命令と、繊維配置配送システムから繊維材料を分配するための一式の命令とを実行することを含む、項目11に記載の方法。
14. ロボットアームに搭載された繊維配置レイアップ心棒と、
固定式繊維配置配送システムと
を含み、前記ロボットアームが、前記固定式繊維配置配送システムに対して前記心棒を運動させるように動作することができる繊維配置システム。
15. 軌道を搭載されたモーションシステムと、前記ロボットアームが搭載された無人搬送車とのうちの少なくとも1つを備える、項目14に記載の繊維配置システム。
12 位置決め装置
14 エンドエフェクタ
16 品目
18 コース材料
20 型枠
24 コース
26 基板
110 レイアップ心棒
112 ロボット
120 固定式繊維配置システム
122 転圧ローラ
124 配送ヘッド
130 バレルレイアップ
140 クリール
142 スプール
144 繊維
150 パッチ
160 軌道
162 関節アーム
170 床
200 システム
202 制御器
204 コンピュータ可読の命令またはコード
206 ファイル
208 ネットワーク
210 データベース
212 サーバ
214 メモリ
216 位置決め装置制御器
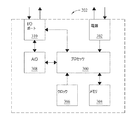
300 プロセッサ
302 電源
304 メモリ
306 クロック
308 アナログ−ディジタル変換器
310 入力/出力ポート
600 航空機
602 機体
604 システム
606 インテリア
608 推進システム
610 電気システム
612 油圧システム
614 環境システム
Claims (10)
- ロボットアームを備えるモーションシステムと、
前記ロボットアームに搭載された繊維配置レイアップ心棒と、
前記繊維配置レイアップ心棒に繊維を配置する配送ヘッドを備える繊維配置配送システムと
を備え、
前記ロボットアームが、複合繊維部品を作製するために、前記配送ヘッドに対し前記配送ヘッドの近くで前記繊維配置レイアップ心棒を運動させるように動作することができ、
前記モーションシステムが、
前記繊維配置レイアップ心棒を前記繊維配置配送システムから組立体へ動かし、
前記複合繊維部品を前記繊維配置レイアップ心棒から前記組立体へ移すように構成されている、繊維配置システム。 - ロボットアームを備えるモーションシステムと、
前記ロボットアームに搭載された繊維配置レイアップ心棒と、
前記繊維配置レイアップ心棒に繊維を配置する配送ヘッドを備える繊維配置配送システムと
を備え、
前記ロボットアームが、複合繊維部品を作製するために、前記配送ヘッドに対し前記配送ヘッドの近くで前記繊維配置レイアップ心棒を運動させるように動作することができ、
前記モーションシステムが、
前記複合繊維部品を前記繊維配置レイアップ心棒から組立体に移すために前記ロボットアームが沿って動くことができる軌道、又は、
前記複合繊維部品を前記繊維配置レイアップ心棒から組立体に移すために、前記ロボットアームを動かすように動作することができる無人搬送車を備える、繊維配置システム。 - 前記配送ヘッドが固定式である、請求項1又は2に記載の繊維配置システム。
- 前記繊維配置レイアップ心棒が複数の心棒を備えており、前記心棒が、前記ロボットアームから取り外し可能であり、複数の部品を作製するために、複数の寸法、形状および輪郭を有するように作製されている、請求項1又は2に記載の繊維配置システム。
- 前記ロボットアームが関節アームを備える、請求項1又は2に記載の繊維配置システム。
- 前記繊維配置配送システムが、繊維を前記配送ヘッドまで配送するように動作することができる材料配送構成要素を備える、請求項1又は2に記載の繊維配置システム。
- 複合繊維部品の作製方法であって、
複合繊維部品を作製するための繊維配置レイアップ心棒をロボットアーム上に配置することと、
繊維配置配送システムが前記複合繊維部品を作製するために繊維を前記繊維配置レイアップ心棒上に分配するにつれて、前記繊維配置レイアップ心棒に繊維を配置する固定式繊維配置配送システムの配送ヘッドに対して前記繊維配置レイアップ心棒を動かすように前記ロボットアームを動作させることと、
前記繊維配置レイアップ心棒を前記繊維配置配送システムから組立体へ動かすことと、
前記複合繊維部品を前記繊維配置レイアップ心棒から前記組立体へ移すことと
を含む方法。 - 前記配送ヘッドが固定式である、請求項7に記載の方法。
- 前記繊維配置レイアップ心棒が複数の心棒を備えており、前記心棒が、前記ロボットアームから取り外し可能であり、複数の部品を作製するために、複数の寸法、形状および輪郭を有するように作製されている、請求項7または8に記載の方法。
- 前記ロボットアームが関節アームを備える、請求項7または8に記載の方法。
Applications Claiming Priority (2)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| US12/969,106 US20120152432A1 (en) | 2010-12-15 | 2010-12-15 | Methods and systems for fiber placement using a stationary dispenser |
| US12/969,106 | 2010-12-15 |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2012126134A JP2012126134A (ja) | 2012-07-05 |
| JP2012126134A5 JP2012126134A5 (ja) | 2014-12-11 |
| JP5822696B2 true JP5822696B2 (ja) | 2015-11-24 |
Family
ID=45406456
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011264490A Active JP5822696B2 (ja) | 2010-12-15 | 2011-12-02 | 固定式分配器を使用する繊維配置のための方法およびシステム |
Country Status (6)
| Country | Link |
|---|---|
| US (1) | US20120152432A1 (ja) |
| EP (1) | EP2465668B1 (ja) |
| JP (1) | JP5822696B2 (ja) |
| CN (1) | CN102529114B (ja) |
| CA (1) | CA2756803A1 (ja) |
| ES (1) | ES2574304T3 (ja) |
Families Citing this family (8)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| CN103358564B (zh) * | 2013-07-05 | 2015-12-02 | 西安交通大学 | 整体式风电叶片紫外光/电子束原位固化纤维铺放成型装置及方法 |
| US9481158B2 (en) | 2013-07-11 | 2016-11-01 | The Boeing Company | Short course fiber placement head |
| SG11201607911SA (en) * | 2014-03-28 | 2016-10-28 | Composite Cluster Singapore Pte Ltd | Freespace composite manufacturing process and device |
| CN104570955B (zh) * | 2014-11-24 | 2018-06-22 | 中国科学院自动化研究所 | 一种复合材料自动铺丝机控制系统及控制方法 |
| CN104608398B (zh) * | 2015-02-16 | 2017-03-01 | 徐剑 | 一种纤维复合材料零部件预成型的铺设方法及设备 |
| GB2551247A (en) * | 2016-04-13 | 2017-12-13 | Composite Cluster Singapore Pte Ltd | Active steering end-effector for composite processing and polymer processing heat source |
| CN110723271A (zh) * | 2018-07-16 | 2020-01-24 | 波音公司 | 用于制作复合结构并且对放置力起反作用的设备和方法 |
| JP2022550615A (ja) * | 2019-10-07 | 2022-12-02 | フィブ・マシニング・システムズ,インコーポレーテッド | W軸繊維配置ヘッド |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| GB8328211D0 (en) * | 1983-10-21 | 1983-11-23 | Atomic Energy Authority Uk | Filament winding |
| US5454897A (en) * | 1994-05-02 | 1995-10-03 | Cincinnati Milacron Inc. | Presser member for fiber laying machine |
| US6073670A (en) * | 1997-10-31 | 2000-06-13 | Isogrid Composites, Inc. | Multiple fiber placement head arrangement for placing fibers into channels of a mold |
| US6038949A (en) * | 1998-09-14 | 2000-03-21 | Nv Owens-Corning S.A. | Method for dispensing reinforcement fibers |
| US7282107B2 (en) * | 2003-08-22 | 2007-10-16 | The Boeing Company | Multiple head automated composite laminating machine for the fabrication of large barrel section components |
| DE102004056284B4 (de) * | 2004-11-22 | 2010-08-26 | Airbus Deutschland Gmbh | Vorrichtung zum Transport von Bauteilen für Verkehrsmittel |
| US7472736B2 (en) * | 2005-02-14 | 2009-01-06 | The Boeing Company | Modular head lamination device and method |
| US7516944B2 (en) * | 2006-04-18 | 2009-04-14 | Cincinnati Machine, Llc | Swiveling and tilting roller axis for web guiding in a fiber placement machine |
| US20090084486A1 (en) * | 2007-09-27 | 2009-04-02 | The Boeing Company | Optimized ordering of doubler plies in composite structures |
| DE102007054645A1 (de) * | 2007-11-15 | 2009-05-28 | Airbus Deutschland Gmbh | Vorrichtung und Verfahren zur Herstellung eines Faserverbundwerkstoff-Bauteils |
| US8916010B2 (en) * | 2007-12-07 | 2014-12-23 | The Boeing Company | Composite manufacturing method |
| US8557074B2 (en) * | 2008-02-27 | 2013-10-15 | The Boeing Company | Reduced complexity automatic fiber placement apparatus and method |
| US20100200168A1 (en) * | 2009-02-06 | 2010-08-12 | Ingersoll Machine Tools, Inc. | Fiber delivery apparatus and system having a creel and fiber placement head sans fiber redirect |
| US8758538B2 (en) * | 2010-05-12 | 2014-06-24 | Fives Machining Systems, Inc. | Robotic based fiber placement cell with stationary dispensing head and creel |
-
2010
- 2010-12-15 US US12/969,106 patent/US20120152432A1/en not_active Abandoned
-
2011
- 2011-11-01 CA CA2756803A patent/CA2756803A1/en not_active Abandoned
- 2011-11-22 CN CN201110386092.8A patent/CN102529114B/zh active Active
- 2011-12-02 JP JP2011264490A patent/JP5822696B2/ja active Active
- 2011-12-14 ES ES11193564.9T patent/ES2574304T3/es active Active
- 2011-12-14 EP EP11193564.9A patent/EP2465668B1/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| US20120152432A1 (en) | 2012-06-21 |
| JP2012126134A (ja) | 2012-07-05 |
| CN102529114B (zh) | 2016-03-02 |
| EP2465668B1 (en) | 2016-05-18 |
| EP2465668A1 (en) | 2012-06-20 |
| CN102529114A (zh) | 2012-07-04 |
| ES2574304T3 (es) | 2016-06-16 |
| CA2756803A1 (en) | 2012-06-15 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5822696B2 (ja) | 固定式分配器を使用する繊維配置のための方法およびシステム | |
| US8454788B2 (en) | Method and apparatus for placing short courses of composite tape | |
| EP2903802B1 (en) | Method of composite tape lamination over convex radii | |
| US10717225B2 (en) | Drape forming end effector | |
| KR20170015220A (ko) | 복합 부품을 적층 가공하기 위한 시스템 및 방법 | |
| KR20170015222A (ko) | 복합 부품을 적층 가공하기 위한 시스템 및 방법 | |
| EP3536491B1 (en) | Three-dimensional printing of composite repair patches and structures | |
| EP3119592B1 (en) | Flexible fiber placement system for small composite parts manufacturing and methods | |
| CN103029309A (zh) | 材料布置系统 | |
| JP2022080868A (ja) | 胴体セクションのための製造ライン、システム、及び方法 | |
| US9522506B2 (en) | Methods for composite tape lamination over various angles between fibers and lines tangent to convex radii | |
| US11433575B2 (en) | Charge shaping system and apparatus | |
| NL2027419B1 (en) | Fabrication line, systems, and methods for fuselage sections | |
| NL2027417B1 (en) | Fabrication line, systems, and methods for fuselage sections | |
| EP4000910B1 (en) | Fabrication line, systems, and methods for fuselage sections | |
| NL2027415B1 (en) | Fabrication line, systems, and methods for fuselage sections | |
| EP4000888B1 (en) | Continuously moving line for making composite laminate parts | |
| EP4000847A1 (en) | Fabrication system for fuselage sections | |
| NL2027420B1 (en) | Fabrication line, systems, and methods for fuselage sections | |
| CN114516183A (zh) | 供逐层成型机使用的多道带束 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141027 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20141027 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150625 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150630 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150813 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150908 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20151006 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5822696 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |