JP5773769B2 - Heat treatment method for powder particles and toner production method - Google Patents
Heat treatment method for powder particles and toner production method Download PDFInfo
- Publication number
- JP5773769B2 JP5773769B2 JP2011130925A JP2011130925A JP5773769B2 JP 5773769 B2 JP5773769 B2 JP 5773769B2 JP 2011130925 A JP2011130925 A JP 2011130925A JP 2011130925 A JP2011130925 A JP 2011130925A JP 5773769 B2 JP5773769 B2 JP 5773769B2
- Authority
- JP
- Japan
- Prior art keywords
- processing chamber
- powder particles
- powder
- heat treatment
- particles
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images





Landscapes
- Developing Agents For Electrophotography (AREA)
- Glanulating (AREA)
Description
本発明は、電子写真法、静電記録法、静電印刷法、またはトナージェット方式記録法の如き画像形成方法に用いられるトナーの熱処理装置及びトナーの製造方法に関する。 The present invention relates to a toner heat treatment apparatus and a toner manufacturing method used in an image forming method such as an electrophotographic method, an electrostatic recording method, an electrostatic printing method, or a toner jet recording method.
電子写真技術を用いた画像形成装置は、オフィスや家庭におけるプリンターや複合機としてのみならず、近年では、広告やパンフレットなどの商業印刷用途においても用いられるようになってきた。そのため現像剤としてのトナーに求められる性能も多種多様化し、その用途ごとに応じた多品種のトナーが求められている。 Image forming apparatuses using electrophotographic technology have been used not only as printers and multifunction machines in offices and homes, but also in commercial printing applications such as advertisements and brochures in recent years. For this reason, the performance required for the toner as the developer is diversified, and various types of toners are required depending on the application.
近年、複写機やプリンター用の転写材として、普通紙やオーバーヘッドプロジェクター用フィルム(OHT)以外に、光沢紙等の厚紙やカード、葉書等の小サイズ紙等への多様なマテリアル対応の必要性が求められてきている。そのため転写性能としてトナーに要求される性能も一段と厳しくなりつつある。 In recent years, as a transfer material for copying machines and printers, in addition to plain paper and overhead projector film (OHT), there is a need for various materials for thick paper such as glossy paper, cards, and small size paper such as postcards. It has been demanded. For this reason, the performance required for toner as transfer performance is becoming more severe.
これら転写効率を上げる手法の一つとして、粉砕法により製造されたトナー(以下、粉砕トナーともいう)を熱により球形化することにより改良させる検討が近年行われてきている。しかしながら、トナー形状を球形化しすぎると、電子写真工程内のクリーニング工程にて不具合が発生し易く、転写性とクリーニング性を両立するためトナーの球形化度の高度な制御が求められている。 As one of the techniques for increasing these transfer efficiencies, studies have been made in recent years to improve a toner produced by a pulverization method (hereinafter also referred to as a pulverized toner) by sphering it with heat. However, if the toner shape is made too spherical, problems are likely to occur in the cleaning process in the electrophotographic process, and a high degree of control of the degree of spheroidization of the toner is required in order to achieve both transferability and cleaning ability.
粉砕トナーにおける熱球形化の方法としては、例えば、特許文献1においては、原料である粉体粒子を分散させるための旋回機構と、分散された粉体粒子を、その内側から加熱する加熱機構を持つ熱処理装置が提案されている。上記装置構成においては、原料の粉体粒子の分散気流と加熱気流が、逆の旋回方向となる様に粉体粒子を供給することにより分散を容易にし、所望の球形化度を確保している。しかしながら、粉体粒子の処理量の増加或いは長期の使用においては装置内への原料の融着等の弊害が発生することがあった。 For example, in Patent Document 1, a slewing mechanism for dispersing powder particles as a raw material and a heating mechanism for heating the dispersed powder particles from the inside thereof are used as a method for thermal spheronization of the pulverized toner. A heat treatment apparatus is proposed. In the above apparatus configuration, the powder particles are supplied so that the dispersed air flow and heated air flow of the raw material powder particles are in the opposite swirl direction, thereby facilitating dispersion and ensuring the desired sphericity. . However, when the processing amount of the powder particles is increased or used for a long period of time, there are cases where problems such as fusion of raw materials in the apparatus occur.
また、上記装置構成においては、組成、物性等の異なる多品種の粉体粒子を連続的に製造する場合において、原料である粉体粒子の粒子径或いは比重の違いにより、装置内での原料分散が不十分となり、所望の球形度が得られなかったり、装置内への融着等を引き起こし易かった。 Moreover, in the above apparatus configuration, when continuously producing various types of powder particles having different compositions, physical properties, etc., the dispersion of the raw materials in the apparatus depends on the particle diameter or the specific gravity of the raw material powder particles. As a result, the desired sphericity could not be obtained, and it was easy to cause fusion in the apparatus.
また特許文献2においては、原料である粉体粒子の分散気流を外周部から熱風を加え熱処理を行った後、側壁上部からの冷却風をスリット状に吹き込むことにより粒子の付着及び乱流を抑え、生産性を向上させるという提案がなされている(特許文献2参照)。
Moreover, in
しかし、この装置構成では、原料である粉体粒子の分散気流を大量に必要とされるため加熱気流が冷却されてしまい、粉体粒子の球形化に必要以上の熱量をかけなくてはならない。このため、粉体粒子が装置内で受ける熱量にばらつきが生じ、均一な熱処理を行えず、処理後のトナー粒子の形状を均一化できない場合がある。また同様にして組成、物性等の異なる多品種の粉体粒子を連続的に製造する場合において、熱風温度及び熱風量調整が困難であり運転時間の延長、消費エネルギー増加の原因となり易かった。 However, in this apparatus configuration, a large amount of dispersed air flow of the powder particles as the raw material is required, so that the heated air flow is cooled, and more heat than necessary is required to spheroidize the powder particles. For this reason, the amount of heat that the powder particles receive in the apparatus varies, and uniform heat treatment cannot be performed, and the shape of the toner particles after processing may not be uniform. Similarly, in the case of continuously producing various types of powder particles having different compositions and physical properties, it is difficult to adjust the hot air temperature and the amount of hot air, which tends to increase the operating time and increase the energy consumption.
このように、一定条件下での粉体粒子の球形化は可能であるものの、球形化度調整が容易で、多品種粉体粒子を連続的且つ、長期にわたり安定的に作り出すことのできる熱処理装置、製造方法が未だないのが現状である。 In this way, although it is possible to spheroidize powder particles under a certain condition, the degree of spheroidization can be easily adjusted, and a variety of powder particles can be produced continuously and stably over a long period of time. There is no manufacturing method yet.
尚、本発明明細書内に記載されるトナー粒子の粗大粒子は、トナー粒子重量平均粒子径(D4)の2倍以上の粒子群を示す。 Incidentally, the coarse particles of the toner particles described in the specification of the present invention indicate a particle group that is twice or more the toner particle weight average particle diameter (D4).
本発明の目的は、組成、物性等の異なる多品種の粉体粒子を連続的に製造する場合においても、条件変更時間を短縮化するとともに、長期に渡り安定的に、粉体粒子の球形化が可能な製造方法を提供することである。 The object of the present invention is to reduce the time for changing the conditions and stably spheroidize the powder particles over a long period of time even when continuously producing various types of powder particles having different compositions and physical properties. It is to provide a manufacturing method capable of.
本発明の目的は、転写性とクリーニング性を両立し高精細・高品位な画像を満足するトナーが得られる製造方法を提供することである。 An object of the present invention is to provide a production method capable of obtaining a toner satisfying both high transferability and cleanability and satisfying a high-definition and high-quality image.
本発明は、結着樹脂及び着色剤を含有する粉体粒子を、熱処理装置を用いて熱処理する粉体粒子の熱処理方法であって、
該熱処理装置は、
(1)該粉体粒子の熱処理が行われる円筒形状の処理室と、
(2)該処理室に該粉体粒子を供給するための粉体粒子供給手段と、
(3)該処理室に供給された該粉体粒子を熱処理するための熱風を該処理室に供給するための熱風供給手段と、
(4)熱処理された該粉体粒子を冷却するための冷風を該処理室に供給するための冷風供給手段と、
(5)該処理室の下端部側から熱処理された該粉体粒子を回収する回収手段と、
を有し、
円筒形状の該処理室は、その中心軸が垂直方向になるように設置されており、
該粉体粒子供給手段は、
(i)該処理室の外周部の、熱風供給手段の出口部よりも下流側に複数設けられており、
(ii)該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向を該処理室の垂直方向及び水平方向に関して調整可能な調整機構を具備しており、
該熱風供給手段は、該処理室に供給される熱風が該処理室内を旋回するように設けられており、
該回収手段は、該処理室内を旋回する該粉体粒子の旋回方向を維持するように、該処理室の外周部に設けられており、
該処理室の垂直方向の断面において、
該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向と
水平方向と
により成される角度を垂直噴出角度α(°)とし、
該処理室の水平方向の断面において、
該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向と
該粉体粒子供給手段の出口部と該処理室の該中心軸とを水平方向に結ぶ方向と
により成される角度を水平噴射角度β(°)としたとき、
該垂直噴出角度α(°)及び該水平噴射角度β(°)が、
−45(°)≦α≦+45(°)
−20(°)≦β≦+90(°)
を満足するように、該処理室に該粉体粒子を供給する
ことを特徴とする粉体粒子の熱処理方法に関する。
The present invention, the powder particles containing a binder resin and a colorant, a heat treatment method of the powder particles heat treatment using a heat treatment apparatus,
The heat treatment apparatus
(1) a cylindrical processing chamber in which the powder particles are heat-treated;
(2) powder particle supply means for supplying the powder particles to the processing chamber;
(3) a hot air supply means for the hot air for heat treating the supplied powder particles in the processing chamber for supplying to the processing chamber,
( 4) cold air supply means for supplying cold air for cooling the heat treated powder particles to the processing chamber ;
(5) recovery means for recovering the powder particles heat-treated from the lower end side of the processing chamber;
Have
The cylindrical processing chamber is installed so that its central axis is in the vertical direction,
The powder particle supply means includes
(I) the outer peripheral portion of the processing chamber is provided plurality of lower flow side than the outlet portion of the hot air supply means,
(Ii) the direction of injection the powder particles ejected from the outlet portion of the powder particle supply means is provided with an adjustable adjustment mechanism with respect to the vertical direction and the horizontal direction of the treatment chamber,
The hot air supply means is provided so that hot air supplied to the processing chamber swirls in the processing chamber,
The recovery means so as to maintain the turning direction of the powder particles to pivot the processing chamber are arranged on the outer peripheral portion of the processing chamber,
In the vertical cross section of the processing chamber,
An injection direction of the powder particles injected from an outlet of the powder particle supply means;
Horizontal and
The angle formed by the vertical ejection angle α (°),
In the horizontal cross section of the processing chamber,
An injection direction of the powder particles injected from an outlet of the powder particle supply means;
A direction connecting the outlet of the powder particle supplying means and the central axis of the processing chamber in a horizontal direction;
When the angle formed by the horizontal injection angle β (°),
The vertical ejection angle α (°) and the horizontal ejection angle β (°) are
−45 (°) ≦ α ≦ + 45 (°)
−20 (°) ≦ β ≦ + 90 (°)
The present invention relates to a heat treatment method for powder particles , wherein the powder particles are supplied to the treatment chamber so as to satisfy the above .
また、本発明は、結着樹脂及び着色剤を含有する粉体粒子を、熱処理装置を用いて熱処理する熱処理工程を有するトナーの製造方法において、該熱処理工程が、上記構成の熱処理方法によって行われることを特徴とするトナーの製造方法に関する。 Further, the present invention is that the powder particles containing a binder resin and a colorant, in the method for producing a toner having a heat treatment step of heat treatment using a heat treatment apparatus, the heat treatment step is performed by heat treatment method having the aforementioned configuration The present invention relates to a toner production method.
本発明の粉体粒子の製造装置によれば、組成、物性等の異なる多品種のトナー粒子を連続的に製造する場合においても、条件変更時間を短縮化するとともに、処理量に左右されることなく所望の球形化度のトナーを得ることができる。 According to the apparatus for producing powder particles of the present invention, even when continuously producing various types of toner particles having different compositions, physical properties, etc., the condition change time is shortened and the processing amount is affected. Thus, a toner having a desired sphericity can be obtained.
以下、好ましい実施の形態を挙げて本発明を更に詳細に説明する。 Hereinafter, the present invention will be described in more detail with reference to preferred embodiments.
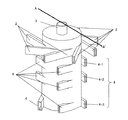
まず、本発明に用いる熱処理装置の概略を、図1、図2、図3、図4を用いて説明する。 First, the outline of the heat processing apparatus used for this invention is demonstrated using FIG.1, FIG.2, FIG.3 and FIG.
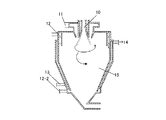
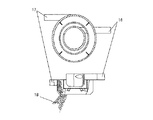
図1は本発明による熱処理装置の一例を示した概略的断面図である。また、図2は図1における、A−A’面での概略的断面図である。さらに図3は、本発明の熱処理装置に用いられる、熱風を螺旋状に旋回させるための旋回部材である。さらに図4は、本発明の熱処理装置に用いられる粉体粒子供給手段分割の概略的断面図である。 FIG. 1 is a schematic sectional view showing an example of a heat treatment apparatus according to the present invention. FIG. 2 is a schematic cross-sectional view taken along the plane A-A ′ in FIG. 1. Furthermore, FIG. 3 is a turning member for turning hot air spirally used in the heat treatment apparatus of the present invention. FIG. 4 is a schematic cross-sectional view of the powder particle supply means division used in the heat treatment apparatus of the present invention.
図1、図2に示したように、本発明の熱処理装置は、トナー粒子の原材料である粉体粒子の熱処理が行われる円筒形状の処理室1を持つことを特徴とする。 As shown in FIGS. 1 and 2, the heat treatment apparatus of the present invention has a cylindrical processing chamber 1 in which heat treatment of powder particles, which are raw materials of toner particles, is performed.
本発明の熱処理装置において、処理室の形状は円筒形状であればよいが、処理室の直径T(mm)は、350mm≦T≦900mmであることが好ましい。処理室の直径が上記の範囲内であれば、熱処理トナー粒子を効率よく製造することができる。処理室の直径T(mm)がT<350mmとなると、処理室における粉体粒子の粉塵濃度が増加してしまい、粉体粒子の処理量を増加させることができない場合がある。また、900mm<Tとなると、ブロワーやヒーター、冷風発生装置などの熱処理装置の付帯設備を大型化しなくてはならず、トナーの製造エネルギー上好ましくない場合がある。 In the heat treatment apparatus of the present invention, the shape of the processing chamber may be a cylindrical shape, but the diameter T (mm) of the processing chamber is preferably 350 mm ≦ T ≦ 900 mm. If the diameter of the processing chamber is within the above range, the heat-treated toner particles can be produced efficiently. When the diameter T (mm) of the processing chamber is T <350 mm, the dust concentration of the powder particles in the processing chamber increases, and the processing amount of the powder particles may not be increased. On the other hand, if 900 mm <T, it is necessary to increase the size of ancillary equipment of a heat treatment device such as a blower, a heater, or a cold air generator, which may be undesirable in terms of toner production energy.
さらに処理室内部は、粉体粒子の融着を防止するために、冷却ジャケットによって冷却されていることが好ましい。冷却ジャケットには冷却水(好ましくはエチレングリコール等の不凍液)を導入することが望ましく、冷却ジャケットの表面温度が40℃以下であることが好ましい。 Further, the inside of the processing chamber is preferably cooled by a cooling jacket in order to prevent fusion of the powder particles. It is desirable to introduce cooling water (preferably an antifreeze such as ethylene glycol) into the cooling jacket, and the surface temperature of the cooling jacket is preferably 40 ° C. or lower.
本発明の熱処理装置におけるトナーの原材料である粉体粒子を熱処理するための熱風は、熱風供給手段3から供給される。処理室内に供給される熱風は、熱風供給手段3の出口部における温度N(℃)が100℃≦N≦300℃であることが好ましい。熱風供給手段の出口部における温度が上記の範囲内であれば、過剰な加熱による粉体粒子の融着や合一を防止しつつ、均一に球形化処理されたトナー粒子を得ることができる。 Hot air for heat-treating the powder particles that are the raw material of the toner in the heat treatment apparatus of the present invention is supplied from the hot air supply means 3. The hot air supplied into the processing chamber preferably has a temperature N (° C.) at the outlet of the hot air supply means 3 of 100 ° C. ≦ N ≦ 300 ° C. If the temperature at the outlet of the hot air supply means is within the above range, it is possible to obtain toner particles that are uniformly spheroidized while preventing fusion and coalescence of the powder particles due to excessive heating.
また本発明の熱処理装置における熱風供給手段は、供給される熱風が装置内を旋回するように設けられていることを特徴とする。その構成としては、例えば図3に示す旋回部材8のように、複数のブレード9を有し、その枚数や角度により、熱風の旋回を制御することができるブレードを熱供給手段出口部に配置させる構成が好ましい。
The hot air supply means in the heat treatment apparatus of the present invention is characterized in that the supplied hot air is provided so as to swirl within the apparatus. As its configuration, for example, a revolving
なお、熱風供給手段の旋回部材から処理室に導入された熱風の風速Vh(m/s)は、25m/s≦Vh≦85m/sであることが好ましい。熱風の流速が上記の範囲内であれば、トナーに与えるせん断力が向上し、より分散した状態で粉体粒子が熱処理される。 In addition, it is preferable that the wind speed Vh (m / s) of the hot air introduced into the processing chamber from the swirling member of the hot air supply means is 25 m / s ≦ Vh ≦ 85 m / s. If the flow velocity of the hot air is within the above range, the shearing force applied to the toner is improved, and the powder particles are heat-treated in a more dispersed state.
旋回部材から処理室に導入された熱風の風速Vh(m/s)が、Vh<25m/sとなると、処理室における熱風旋回が弱まるため、粉体粒子に十分な遠心力がかからず、粉体粒子の分散が向上しない場合がある。また、85m/s<Vとなると、処理室における熱風の流速が速くなりすぎ、十分な熱処理が行われない場合がある。 When the wind velocity Vh (m / s) of the hot air introduced from the swirling member into the processing chamber becomes Vh <25 m / s, the hot air swirling in the processing chamber is weakened, so that sufficient centrifugal force is not applied to the powder particles, The dispersion of the powder particles may not be improved. On the other hand, when 85 m / s <V, the flow rate of hot air in the processing chamber becomes too fast, and sufficient heat treatment may not be performed.
本発明の熱処理装置において、粉体粒子を処理室に供給するための粉体粒子供給手段は、図1、2の粉体供給手段2に示すように熱風供給手段出口部3aよりも下流の装置外周部に複数設けられることを特徴とする。
In the heat treatment apparatus of the present invention, the powder particle supply means for supplying the powder particles to the processing chamber is an apparatus downstream from the hot air supply means
また、図4に示すように、本発明の熱処理装置の粉体供給手段の分割数は、好ましくは4分割であり、より好ましくは8分割導入である。粉体供給手段が8分割されると、熱処理時に、処理量を増加させても、粉体粒子の合一粒子の増加を抑制することができる。粉体粒子供給手段の分割数が多くなるほど、処理室に導入された粉体粒子は粉塵濃度が低下した状態で、熱処理を行うことが可能となり、熱処理に必要な熱量を減少させることができる。つまり、同一温度では粉体粒子供給手段の分割数が多くなるほど熱処理後のトナー粒子の円形度は高くなる。さらには、装置外周部から処理室内に供給されるよう構成されているため、処理室内における熱風の旋回に接触時間が増加し効率よく表面処理が行うことが可能となる。 As shown in FIG. 4, the number of divisions of the powder supply means of the heat treatment apparatus of the present invention is preferably 4 divisions, more preferably 8 divisions. When the powder supply means is divided into eight parts, an increase in the coalesced particles of the powder particles can be suppressed even if the amount of treatment is increased during the heat treatment. As the number of divisions of the powder particle supply means increases, the powder particles introduced into the processing chamber can be heat-treated in a state where the dust concentration is reduced, and the amount of heat necessary for the heat treatment can be reduced. That is, at the same temperature, the circularity of the toner particles after the heat treatment increases as the number of divided powder particle supply means increases. Furthermore, since it is configured to be supplied from the outer peripheral portion of the apparatus into the processing chamber, the contact time is increased in the swirling of hot air in the processing chamber, and the surface treatment can be performed efficiently.
また、本発明の特徴のひとつは、原料の組成及び状態、或いは求められる球形度に応じ、原料導入方向を調整できることにある。 Further, one of the features of the present invention is that the raw material introduction direction can be adjusted according to the composition and state of the raw material or the required sphericity.
通常、トナー粒子の原料である粉体粒子の粒子径及び比重等の諸物性の違いにより、処理室内、熱風旋回中での対流時間が変化し処理後のトナー粒子の球形化度、粒度分布等に影響を及ぼす。そのため通常は、装置構成、或いは熱風風量及び熱風温度等の運転条件を調整し、原料粒子へ掛る熱量を制御することが必要になる。しかしながら連続生産時においてこのような条件調整を行う場合、運転条件が安定するのにある程度の時間を要してしまい。消費エネルギーの増加につながるとともに、さらには装置安定化時に残存原料が装置内融着を引き起こし易い。そのため本発明の如く、原料組成、物性に応じ粉体粒子導入方向を調整し、処理室内での原料の振る舞いを一定にすることにより製造安定性、効率化を達成することができる。 Normally, the convection time in the processing chamber and hot air swirl changes due to differences in physical properties such as the particle size and specific gravity of the powder particles that are the raw material of the toner particles, and the sphericity of the processed toner particles, the particle size distribution, etc. Affects. For this reason, it is usually necessary to control the amount of heat applied to the raw material particles by adjusting the apparatus configuration or operating conditions such as the amount of hot air and the temperature of hot air. However, when such a condition adjustment is performed during continuous production, it takes a certain amount of time for the operating conditions to stabilize. This leads to an increase in energy consumption, and the remaining raw material tends to cause fusion in the apparatus when the apparatus is stabilized. Therefore, as in the present invention, production stability and efficiency can be achieved by adjusting the powder particle introduction direction according to the raw material composition and physical properties, and making the behavior of the raw material constant in the processing chamber.
また、本発明熱処理装置の粉体粒子供給手段は、粉体粒子供給手段出口部から噴射される方向が該本体垂直方向/水平方向の何れの方向にも噴射可能な調整機構を具備している。具体的に粉体粒子導入(噴射)方向は、図5及び図6に示すように、装置の垂直断面における該粉体粒子供給手段出口から噴射される該粉体粒子の噴射方向と水平方向とにより成される垂直噴出角度α(°)、
及び、該装置の水平断面における該粉体粒子供給手段出口から噴射される該粉体粒子の噴射方向と該粉体粒子供給手段出口部と該装置中心部を結ぶ方向により成される水平噴射角度β(°)が
−45(°)≦α≦+45(°)
−20(°)≦β≦+90(°)
を満足する範囲で調整可能とすることが、処理後の表面改質粒子の球形化度及び粒度分布を制御する上で好ましい。なお、図6におけるαは「+」の場合を示し、粉体粒子噴射方向が上向きでは「−」になる。また、図5におけるβは「+」の場合を示し、粉体粒子噴射方向が熱風旋回方向に抗する向きでは「−」になる。
Moreover, the powder particle supply means of the heat treatment apparatus of the present invention includes an adjustment mechanism that can inject the powder particles from the powder particle supply means outlet in either the vertical direction or the horizontal direction of the main body. . Specifically, the powder particle introduction (injection) direction is, as shown in FIGS. 5 and 6, the injection direction and the horizontal direction of the powder particles injected from the powder particle supply means outlet in the vertical section of the apparatus. Vertical ejection angle α (°),
And a horizontal injection angle formed by the injection direction of the powder particles injected from the outlet of the powder particle supply means in the horizontal section of the apparatus and the direction connecting the outlet portion of the powder particle supply means and the center of the apparatus β (°) is −45 (°) ≦ α ≦ + 45 (°)
−20 (°) ≦ β ≦ + 90 (°)
In order to control the degree of spheroidization and particle size distribution of the surface-modified particles after the treatment, it is preferable to make the adjustment within the range satisfying the above. Note that α in FIG. 6 indicates a case of “+”, and becomes “−” when the powder particle injection direction is upward. In addition, β in FIG. 5 indicates a case of “+”, and becomes “−” when the powder particle injection direction opposes the hot air swirling direction.
α(°)が45(°)より大きい場合、粉体粒子が、熱風旋回領域から離れる方向であり所望の球形度をえるために多くのエネルギーを要し好ましくない。−45(°)より小さい場合、粉体粒子が熱風旋回領域に急激に突入することになり、粒子間の合一等の影響により粗大粒子が発生し易い。 When α (°) is larger than 45 (°), the powder particles are in a direction away from the hot air swirl region, and a large amount of energy is required to obtain a desired sphericity, which is not preferable. When it is smaller than −45 (°), the powder particles suddenly enter the hot air swirl region, and coarse particles are likely to be generated due to the influence of coalescence between the particles.
また水平噴射角度β(°)が−20(°)より小さい場合、装置内の旋回流を乱し、粉体粒子の分散が不十分となり同様に粒子間合一等が発生し易い。 On the other hand, when the horizontal injection angle β (°) is smaller than −20 (°), the swirling flow in the apparatus is disturbed, and the dispersion of the powder particles becomes insufficient, and similarly, the unity between particles is likely to occur.
本発明の熱処理装置において、熱処理された粉体粒子を冷却するための、冷風供給手段は、図1、2の冷風供給手段4に示すように粉体粒子供給手段出口部よりも下流に配置されることを特徴とする。 In the heat treatment apparatus of the present invention, the cold air supply means for cooling the heat-treated powder particles is disposed downstream of the powder particle supply means outlet as shown in the cold air supply means 4 of FIGS. It is characterized by that.
冷風供給手段を、粉体粒子供給手段より下流側に配置させることにより、導入された冷風が処理室内の熱処理ゾーンを過剰に冷却してしまうことがなく、粉体粒子の球形化に必要な熱処理温度が過剰になることを防止する。 By arranging the cold air supply means downstream of the powder particle supply means, the introduced cold air does not excessively cool the heat treatment zone in the processing chamber, and the heat treatment necessary for making the powder particles spherical. Prevent excessive temperature.
冷風供給手段4から供給される温度R(℃)は−20℃≦R≦30℃であることが好ましい。冷風の温度が上記の範囲内であれば、粉体粒子を効率的に冷却することができ、粉体粒子の均一な球形化処理を阻害することなく、粉体粒子の融着や合一を防止することができる。 The temperature R (° C.) supplied from the cold air supply means 4 is preferably −20 ° C. ≦ R ≦ 30 ° C. If the temperature of the cold air is within the above range, the powder particles can be efficiently cooled, and the powder particles can be fused or coalesced without hindering the uniform spheroidization of the powder particles. Can be prevented.
また、本発明の熱処理装置の冷風供給手段4は処理室の外周部に複数設けられ、かつ、冷風供給手段から供給された冷風が処理室の内周面に沿って熱風の旋回方向と同方向に供給されるように設けられていることが好ましい。 A plurality of cold air supply means 4 of the heat treatment apparatus of the present invention are provided on the outer periphery of the processing chamber, and the cold air supplied from the cold air supply means is in the same direction as the swirling direction of the hot air along the inner peripheral surface of the processing chamber. It is preferable that it is provided so that it may be supplied to.
上記構成をとることにより、冷風供給手段から供給される冷風は、装置外周部から処理室内周面に、水平かつ接線方向から供給され、処理室内周面近傍を旋回する粉体粒子をより均一かつ効率的に冷却することが可能となり処理室壁面への粉体粒子の付着が抑制される。 By taking the above configuration, the cold air supplied from the cold air supply means is supplied from the outer periphery of the apparatus to the peripheral surface of the processing chamber in a horizontal and tangential direction, and the powder particles rotating around the peripheral surface of the processing chamber are more uniformly and Cooling can be efficiently performed, and adhesion of powder particles to the processing chamber wall surface is suppressed.
また、冷風供給手段から供給される冷風の旋回方向が、熱風の旋回方向と同方向であることによって、処理室内で乱流が起こらないため、処理量が上がり装置内の粉塵濃度が上昇した際にも粉体粒子の合一を防止することができる。 In addition, since the swirl direction of the cool air supplied from the cool air supply means is the same direction as the swirl direction of the hot air, no turbulent flow occurs in the processing chamber, so when the processing amount increases and the dust concentration in the apparatus increases. In addition, coalescence of the powder particles can be prevented.
さらに、冷風供給手段が複数設けられ、冷風が分割導入される構成をとることにより装置内の風の流れを均一に制御し易くするとともに、旋回流をさらに強化され粉体粒子に遠心力がかかり、長期の使用においても装置内での粉体粒子の分散性が向上し、粉体粒子の合一等の不具合が発生しずらい。 In addition, by adopting a configuration in which a plurality of cold air supply means are provided and the cold air is divided and introduced, it is easy to uniformly control the flow of air in the apparatus, and the swirl flow is further strengthened, and centrifugal force is applied to the powder particles. Even in long-term use, the dispersibility of the powder particles in the apparatus is improved, and problems such as coalescence of the powder particles are less likely to occur.
また、導入された冷風の風量や温度は独立して制御可能であることが好ましい。たとえば、図1に示したように、冷風供給手段が同一周方向とはならないように3段設けられていることが好ましい。 Moreover, it is preferable that the air volume and temperature of the introduced cold air can be controlled independently. For example, as shown in FIG. 1, it is preferable that the cold air supply means is provided in three stages so as not to be in the same circumferential direction.
この場合、図1に示したように、1段目の冷風(4−1)は処理室内に導入されたトナーを熱処理ゾーンに効率よく送り込むための冷風、2段目(4−2)は粉体粒子を冷却するため冷風と、機能分離することができる。さらに、3段目の冷風(4−3)はトナー回収手段を冷却するための冷風とし、それぞれの冷風の機能を分離することが可能となる。なお、冷風導入が2段の場合は、上記3つの冷風の機能の内、2つの組み合わせを任意に選べばよい。 In this case, as shown in FIG. 1, the first stage cool air (4-1) is a cool air for efficiently feeding the toner introduced into the processing chamber into the heat treatment zone, and the second stage (4-2) is a powder. In order to cool the body particles, the function can be separated from the cold air. Further, the third stage cool air (4-3) is used to cool the toner collecting means, and the functions of the respective cool air can be separated. In addition, when cold air introduction is two-stage, two combinations among the above three cold air functions may be arbitrarily selected.
さらに処理室の下端部側から熱処理された粉体粒子を回収する回収手段は、図1、2の回収手段6に示すように、旋回された粉体粒子の旋回方向を維持するように、処理室の外周部に設けられていることを特徴とする。 Further, the recovery means for recovering the heat-treated powder particles from the lower end side of the processing chamber, as shown in the recovery means 6 of FIGS. 1 and 2, maintains the swirling direction of the swirled powder particles. It is provided in the outer peripheral part of a chamber.
これによって、装置内の旋回流を維持することができ、粉体粒子にかかる遠心力が維持され、装置内での原料粒子の流れを安定化させ、装置部材への付着、融着が軽減される。なお、本発明の熱処理装置においては、粉体粒子回収手段は装置内の最下端に、旋回流を維持する方向にあればよく、粉体粒子回収手段が複数あってもよい。なお、回収手段の先にはブロワー(不図示)が設けられ、ブロワーにより吸引搬送される構成となる。 As a result, the swirling flow in the apparatus can be maintained, the centrifugal force applied to the powder particles is maintained, the flow of the raw material particles in the apparatus is stabilized, and adhesion and fusion to the apparatus members are reduced. The In the heat treatment apparatus of the present invention, the powder particle recovery means may be in the direction of maintaining the swirling flow at the lowermost end in the apparatus, and there may be a plurality of powder particle recovery means. In addition, a blower (not shown) is provided at the tip of the collecting means, and is configured to be sucked and conveyed by the blower.
本発明の熱処理装置において、装置内に供給される圧縮エア、熱風及び冷風の流量の総量QINと、ブロワーにより吸引される風量QOUTの関係は、QIN≦QOUTの関係となるように調整されるのが好ましい。QIN≦QOUTであれば、装置内の圧力が負圧となるため、処理室内のトナー粒子が装置外に排出されやすくなり、トナー粒子が過剰に熱を受けることを防止できる。その結果、合一した粉体粒子の増加や装置内での融着を防止することができ長期の使用においても安定してトナーを製造できる。 In the heat treatment apparatus of the present invention, the relationship between the total amount QIN of the flow rate of compressed air, hot air, and cold air supplied into the device and the air amount QOUT sucked by the blower is adjusted to satisfy the relationship of QIN ≦ QOUT. Is preferred. If QIN ≦ QOUT, the pressure in the apparatus becomes negative, so that the toner particles in the processing chamber are easily discharged out of the apparatus, and the toner particles can be prevented from receiving excessive heat. As a result, an increase in united powder particles and fusion within the apparatus can be prevented, and a toner can be manufactured stably even in long-term use.
また、本発明の熱処理装置においては、粉体粒子の流れを規制するために図2の規制手段5の如き断面が円形状である柱状部材を処理室の下端部から上端部に向けて突出するように処理室の中心軸上に配置させることが好ましい。尚、図2においては、規制手段5の上部に、円錐状部材7が設けられているが、本発明においては、特に関与しない。
Further, in the heat treatment apparatus of the present invention, in order to regulate the flow of the powder particles, a columnar member having a circular cross section like the regulating means 5 in FIG. 2 protrudes from the lower end portion to the upper end portion of the processing chamber. Thus, it is preferable to arrange on the central axis of the processing chamber. In FIG. 2, the
これにより、粉体粒子回収手段側端部のトナー流速が速くなり、粉体粒子の排出性を向上させることができるとともに、回収部における付着や融着、粉体粒子の合一を防止することができる。 As a result, the toner flow rate at the end of the powder particle collecting means side can be increased, the powder particle discharge performance can be improved, and adhesion and fusion in the collecting unit and coalescence of the powder particles can be prevented. Can do.
本発明の熱処理装置において、粉体粒子の流れを規制するための規制手段5が、処理室に占める割合V(体積%)は、5体積%≦V≦60体積%であることが好ましい。上記範囲内であることにより、処理室における粉体粒子の流速を制御することができ、粉体粒子の分散性や排出性が向上するものと考えられる。粉体粒子の流れを規制するための規制手段5が、処理室に占める割合V(体積%)は、V<5体積%となると、処理室におけるトナーの旋回が弱まるため、粉体粒子に十分な遠心力がかからず、粉体粒子の分散が向上しない場合がある。また、60体積%<Vとなると、処理室における粉体粒子の流速が速くなりすぎ、十分な熱処理が行われない場合がある。 In the heat treatment apparatus of the present invention, the ratio V (% by volume) of the regulating means 5 for regulating the flow of the powder particles in the processing chamber is preferably 5% by volume ≦ V ≦ 60% by volume. By being within the above range, it is considered that the flow rate of the powder particles in the processing chamber can be controlled, and the dispersibility and dischargeability of the powder particles are improved. When the ratio V (volume%) of the regulating means 5 for regulating the flow of the powder particles in the processing chamber is V <5% by volume, the toner swirl in the processing chamber is weakened. The centrifugal force is not applied and the dispersion of the powder particles may not be improved. On the other hand, if 60% by volume <V, the flow rate of the powder particles in the processing chamber becomes too fast, and sufficient heat treatment may not be performed.
なお、柱状部材は、粉体粒子の融着を防止するために、冷却ジャケットを設けることが好ましい。更に冷却ジャケットには冷却水(好ましくはエチレングリコール等の不凍液)を導入することが望ましく、冷却ジャケットの表面温度が40℃以下であることが好ましい。 The columnar member is preferably provided with a cooling jacket in order to prevent fusion of the powder particles. Further, it is desirable to introduce cooling water (preferably an antifreeze such as ethylene glycol) into the cooling jacket, and the surface temperature of the cooling jacket is preferably 40 ° C. or lower.
次に、本発明のトナー粒子製造装置を用いて、トナーを製造する手順について説明する。 Next, a procedure for producing toner using the toner particle production apparatus of the present invention will be described.
まず、原料混合工程では、トナー原料として、少なくとも樹脂、着色剤を所定量秤量して配合し、混合する。混合装置の一例としては、ヘンシェルミキサー(三井鉱山社製);スーパーミキサー(カワタ社製);リボコーン(大川原製作所社製);ナウターミキサー、タービュライザー、サイクロミックス(ホソカワミクロン社製);スパイラルピンミキサー(太平洋機工社製);レーディゲミキサー(マツボー社製)等がある。 First, in the raw material mixing step, at least a resin and a colorant are weighed and mixed as a toner raw material, and mixed. As an example of a mixing apparatus, Henschel mixer (Mitsui Mining Co., Ltd.); Super mixer (Kawata Co., Ltd.); Ribocorn (Okawara Seisakusho Co., Ltd.); There are mixers (manufactured by Taiheiyo Kiko Co., Ltd.);
更に、混合したトナー原料を溶融混練工程にて、溶融混練して、樹脂類を溶融し、その中の着色剤等を分散させる。混練装置の一例としては、TEM型押し出し機(東芝機械社製);TEX二軸混練機(日本製鋼所社製);PCM混練機(池貝鉄工所社製);ニーデックス(三井鉱山社製)等が挙げられるが、連続生産できる等の優位性から、バッチ式練り機よりも、1軸または2軸押出機といった連続式の練り機が好ましい。 Further, the mixed toner material is melt-kneaded in a melt-kneading step to melt the resins and disperse the colorant and the like therein. As an example of a kneading apparatus, a TEM type extruder (manufactured by Toshiba Machine Co., Ltd.); a TEX twin-screw kneader (manufactured by Nippon Steel Works); a PCM kneader (manufactured by Ikekai Iron Works Co., Ltd.); However, a continuous kneader such as a single-screw or twin-screw extruder is preferable to a batch kneader because of the advantage of being capable of continuous production.
更に、トナー原料を溶融混練することによって得られる着色樹脂組成物は、溶融混練後、2本ロール等で圧延され、水冷等で冷却する冷却工程を経て冷却される。 Furthermore, the colored resin composition obtained by melt-kneading the toner raw material is rolled by a two-roll roll after melt-kneading, and then cooled through a cooling step of cooling by water cooling or the like.
上記で得られた着色樹脂組成物の冷却物は、次いで、粉砕工程で所望の粒径にまで粉砕される。粉砕工程では、まず、クラッシャー、ハンマーミル、フェザーミル等で粗粉砕され、更に、クリプトロンシステム(川崎重工業社製)、スーパーローター(日清エンジニアリング社製)等で微粉砕され、トナー微粒子を得る。 The cooled product of the colored resin composition obtained above is then pulverized to a desired particle size in a pulverization step. In the pulverization step, first, coarse pulverization is performed with a crusher, a hammer mill, a feather mill, etc., and further finely pulverized with a kryptron system (manufactured by Kawasaki Heavy Industries, Ltd.), a super rotor (manufactured by Nisshin Engineering Co., Ltd.) to obtain toner fine particles. .
得られたトナー微粒子は、分級工程にて、所望の粒径を有する粉体粒子に分級される。分級機としては、ターボプレックス、ファカルティ 、TSPセパレータ、TTSPセパレータ(ホソカワミクロン社製);エルボージェット(日鉄鉱業社製)等がある。 The obtained toner fine particles are classified into powder particles having a desired particle diameter in the classification step. Examples of the classifier include turboplex, faculty, TSP separator, TTSP separator (manufactured by Hosokawa Micron), elbow jet (manufactured by Nippon Steel Mining).
続いて、得られた粉体粒子を熱処理工程で本発明の熱処理装置を用いて球形化処理を行い、トナー粒子とする。 Subsequently, the obtained powder particles are subjected to a spheronization treatment in the heat treatment step using the heat treatment apparatus of the present invention to obtain toner particles.
本発明のトナーの製造方法においては、熱処理工程の前に、得られた粉体粒子に必要に応じて無機微粒子等を添加することが好ましい。粉体粒子に無機微粉体を添加する方法としては、粉体粒子粒子と公知の各種無機微粉体を所定量配合し、ヘンシェルミキサー、メカノハイブリッド(三井鉱山社製)、スーパーミキサー、ノビルタ(ホソカワミクロン社製)等の粉体にせん断力を与える高速撹拌機を用いて、撹拌・混合する。 In the method for producing a toner of the present invention, it is preferable to add inorganic fine particles or the like to the obtained powder particles as necessary before the heat treatment step. As a method of adding the inorganic fine powder to the powder particles, a predetermined amount of the powder particle particles and various known inorganic fine powders are blended, and the Henschel mixer, Mechano Hybrid (Mitsui Mining Co., Ltd.), Super Mixer, Nobilta (Hosokawa Micron Co., Ltd.) The mixture is stirred and mixed using a high-speed stirrer that applies shear force to the powder.
本発明のトナーの製造方法では、熱処理工程の前に、粉体粒子に無機微粉体が添加されていることで、粉体粒子に流動性が付与され、処理室に導入された粉体粒子がより均一に分散して熱風と接触することが可能となり、均一性に優れた表面改質粒子を得ることができる。 In the toner manufacturing method of the present invention, before the heat treatment step, the inorganic fine powder is added to the powder particles so that fluidity is imparted to the powder particles, and the powder particles introduced into the processing chamber are It becomes possible to disperse more uniformly and contact with hot air, and surface-modified particles having excellent uniformity can be obtained.
本発明のトナーの製造方法では、熱処理後のトナー粒子に粗大な粒子が存在する場合、必要に応じて、分級によって粗大粒子を除去する工程を有していても構わない。粗大粒子を除去する分級機としては、分級機としては、ターボプレックス、TSPセパレータ、TTSPセパレータ(ホソカワミクロン社製);エルボージェット(日鉄鉱業社製)等が挙げられる。 In the toner manufacturing method of the present invention, when coarse particles exist in the toner particles after the heat treatment, a step of removing the coarse particles by classification may be included as necessary. Examples of the classifier for removing coarse particles include a turboplex, a TSP separator, a TTSP separator (manufactured by Hosokawa Micron), and an elbow jet (manufactured by Nippon Steel Mining).
さらに、表面改質後、必要に応じて、粗粒等を篩い分けるために、例えば、ウルトラソニック(晃栄産業社製);レゾナシーブ、ジャイロシフター(徳寿工作所社);ターボスクリーナー(ターボ工業社製);ハイボルター(東洋ハイテック社製)等の篩分機を用いても良い。 Furthermore, after the surface modification, for example, Ultrasonic (manufactured by Koei Sangyo Co., Ltd.); Resona sieve, Gyroshifter (Tokuju Kogakusha Co., Ltd.); A sieving machine such as Hivolter (Toyo Hitec Co., Ltd.) may be used.
尚、本発明の熱処理工程は上記微粉砕後であっても良いし、分級後でもよい。 The heat treatment step of the present invention may be after the fine pulverization or after classification.
次に本発明のトナーの製造方法に用いるトナー構成材料について説明する。 Next, the toner constituent materials used in the toner manufacturing method of the present invention will be described.
本発明で用いられる結着樹脂としては、公知の樹脂が用いられるが、例えば、ポリスチレン、ポリビニルトルエンの如きスチレン誘導体の単重合体;スチレン−プロピレン共重合体、スチレン−ビニルトルエン共重合体、スチレン−ビニルナフタリン共重合体、スチレン−アクリル酸メチル共重合体、スチレン−アクリル酸エチル共重合体、スチレン−アクリル酸ブチル共重合体、スチレン−アクリル酸オクチル共重合体、スチレン−アクリル酸ジメチルアミノエチル共重合体、スチレン−メタクリル酸メチル共重合体、スチレン−メタクリル酸エチル共重合体、スチレン−メタクリル酸ブチル共重合体、スチレン−メタクリル酸オクチル共重合体、スチレン−メタクリル酸ジメチルアミノエチル共重合体、スチレン−ビニルメチルエーテル共重合体、スチレン−ビニルエチルエーテル共重合体、スチレン−ビニルメチルケトン共重合体、スチレン−ブタジエン共重合体、スチレン−イソプレン共重合体、スチレン−マレイン酸共重合体、スチレン−マレイン酸エステル共重合体の如きスチレン系共重合体;ポリメチルメタクリレート、ポリブチルメタクリレート、ポリ酢酸ビニル、ポリエチレン、ポリプロピレン、ポリビニルブチラール、シリコーン樹脂、ポリエステル樹脂、ポリアミド樹脂、エポキシ樹脂、ポリアクリル樹脂、ロジン、変性ロジン、テルペン樹脂、フェノール樹脂、脂肪族又は脂環族炭化水素樹脂、芳香族石油樹脂が挙げられ、これらの樹脂は単独もしくは混合して用いても良い。 As the binder resin used in the present invention, known resins can be used. For example, homopolymers of styrene derivatives such as polystyrene and polyvinyltoluene; styrene-propylene copolymers, styrene-vinyltoluene copolymers, styrene -Vinylnaphthalene copolymer, styrene-methyl acrylate copolymer, styrene-ethyl acrylate copolymer, styrene-butyl acrylate copolymer, styrene-octyl acrylate copolymer, styrene-dimethylaminoethyl acrylate Copolymer, styrene-methyl methacrylate copolymer, styrene-ethyl methacrylate copolymer, styrene-butyl methacrylate copolymer, styrene-octyl methacrylate copolymer, styrene-dimethylaminoethyl methacrylate copolymer , Styrene-vinyl methyl ether Polymer, styrene-vinyl ethyl ether copolymer, styrene-vinyl methyl ketone copolymer, styrene-butadiene copolymer, styrene-isoprene copolymer, styrene-maleic acid copolymer, styrene-maleic acid ester copolymer Styrene copolymer such as coalesced; polymethyl methacrylate, polybutyl methacrylate, polyvinyl acetate, polyethylene, polypropylene, polyvinyl butyral, silicone resin, polyester resin, polyamide resin, epoxy resin, polyacrylic resin, rosin, modified rosin, terpene Examples thereof include resins, phenol resins, aliphatic or alicyclic hydrocarbon resins, and aromatic petroleum resins, and these resins may be used alone or in combination.
これらの中で、本発明の結着樹脂として好ましく用いられる重合体としては、スチレン系共重合体とポリエステルユニットを有する樹脂である。 Among these, the polymer preferably used as the binder resin of the present invention is a resin having a styrene copolymer and a polyester unit.
スチレン系共重合体に用いる重合性モノマーとしては、次のようなものが挙げられる。例えば、スチレン;o−メチルスチレン、m−メチルスチレン、p−メチルスチレン、α−メチルスチレン、p−フェニルスチレン、p−エチルスチレン、2,4−ジメチルスチレン、p−n−ブチルスチレン、p−tert−ブチルスチレン、p−n−ヘキシルスチレン、p−n−オクチルスチレン、p−n−ノニルスチレン、p−n−デシルスチレン、p−n−ドデシルスチレン、p−メトキシスチレン、p−クロルスチレン、3,4−ジクロルスチレン、m−ニトロスチレン、o−ニトロスチレン、p−ニトロスチレンの如きスチレン及びその誘導体;エチレン、プロピレン、ブチレン、イソブチレンの如き不飽和モノオレフィン類;ブタジエン、イソプレンの如き不飽和ポリエン類;塩化ビニル、塩化ビニリデン、臭化ビニル、フッ化ビニルの如きハロゲン化ビニル類;酢酸ビニル、プロピオン酸ビニル、ベンゾエ酸ビニルの如きビニルエステル類;メタクリル酸メチル、メタクリル酸エチル、メタクリル酸プロピル、メタクリル酸n−ブチル、メタクリル酸イソブチル、メタクリル酸n−オクチル、メタクリル酸ドデシル、メタクリル酸2−エチルヘキシル、メタクリル酸ステアリル、メタクリル酸フェニル、メタクリル酸ジメチルアミノエチル、メタクリル酸ジエチルアミノエチルの如きα−メチレン脂肪族モノカルボン酸エステル類;アクリル酸メチル、アクリル酸エチル、アクリル酸プロピル、アクリル酸n−ブチル、アクリル酸イソブチル、アクリル酸n−オクチル、アクリル酸ドデシル、アクリル酸2−エチルヘキシル、アクリル酸ステアリル、アクリル酸2−クロルエチル、アクリル酸フェニルの如きアクリル酸エステル類;ビニルメチルエーテル、ビニルエチルエーテル、ビニルイソブチルエーテルの如きビニルエーテル類;ビニルメチルケトン、ビニルヘキシルケトン、メチルイソプロペニルケトンの如きビニルケトン類;N−ビニルピロール、N−ビニルカルバゾール、N−ビニルインドール、N−ビニルピロリドンの如きN−ビニル化合物;ビニルナフタリン類;アクリロニトリル、メタクリロニトリル、アクリルアミドの如きアクリル酸もしくはメタクリル酸誘導体。 The following are mentioned as a polymerizable monomer used for a styrene-type copolymer. For example, styrene; o-methylstyrene, m-methylstyrene, p-methylstyrene, α-methylstyrene, p-phenylstyrene, p-ethylstyrene, 2,4-dimethylstyrene, pn-butylstyrene, p- tert-butyl styrene, pn-hexyl styrene, pn-octyl styrene, pn-nonyl styrene, pn-decyl styrene, pn-dodecyl styrene, p-methoxy styrene, p-chloro styrene, Styrene and its derivatives such as 3,4-dichlorostyrene, m-nitrostyrene, o-nitrostyrene, p-nitrostyrene; unsaturated monoolefins such as ethylene, propylene, butylene and isobutylene; and styrene and derivatives thereof such as butadiene and isoprene. Saturated polyenes; vinyl chloride, vinylidene chloride, vinyl bromide, fluorine Vinyl halides such as vinyl; vinyl esters such as vinyl acetate, vinyl propionate, vinyl benzoate; methyl methacrylate, ethyl methacrylate, propyl methacrylate, n-butyl methacrylate, isobutyl methacrylate, n-methacrylate Α-methylene aliphatic monocarboxylic acid esters such as octyl, dodecyl methacrylate, 2-ethylhexyl methacrylate, stearyl methacrylate, phenyl methacrylate, dimethylaminoethyl methacrylate, diethylaminoethyl methacrylate; methyl acrylate, ethyl acrylate Propyl acrylate, n-butyl acrylate, isobutyl acrylate, n-octyl acrylate, dodecyl acrylate, 2-ethylhexyl acrylate, stearyl acrylate, 2-acrylate Acrylic esters such as lorethyl and phenyl acrylate; vinyl ethers such as vinyl methyl ether, vinyl ethyl ether and vinyl isobutyl ether; vinyl ketones such as vinyl methyl ketone, vinyl hexyl ketone and methyl isopropenyl ketone; N-vinyl pyrrole; N-vinyl compounds such as N-vinyl carbazole, N-vinyl indole and N-vinyl pyrrolidone; vinyl naphthalenes; acrylic acid or methacrylic acid derivatives such as acrylonitrile, methacrylonitrile and acrylamide.
更に、マレイン酸、シトラコン酸、イタコン酸、アルケニルコハク酸、フマル酸、メサコン酸の如き不飽和二塩基酸;マレイン酸無水物、シトラコン酸無水物、イタコン酸無水物、アルケニルコハク酸無水物の如き不飽和二塩基酸無水物;マレイン酸メチルハーフエステル、マレイン酸エチルハーフエステル、マレイン酸ブチルハーフエステル、シトラコン酸メチルハーフエステル、シトラコン酸エチルハーフエステル、シトラコン酸ブチルハーフエステル、イタコン酸メチルハーフエステル、アルケニルコハク酸メチルハーフエステル、フマル酸メチルハーフエステル、メサコン酸メチルハーフエステルの如き不飽和二塩基酸のハーフエステル;ジメチルマレイン酸、ジメチルフマル酸の如き不飽和二塩基酸エステル;アクリル酸、メタクリル酸、クロトン酸、ケイヒ酸の如きα,β−不飽和酸;クロトン酸無水物、ケイヒ酸無水物の如きα,β−不飽和酸無水物、前記α,β−不飽和酸と低級脂肪酸との無水物;アルケニルマロン酸、アルケニルグルタル酸、アルケニルアジピン酸、これらの酸無水物及びこれらのモノエステルの如きカルボキシル基を有するモノマーが挙げられる。 In addition, unsaturated dibasic acids such as maleic acid, citraconic acid, itaconic acid, alkenyl succinic acid, fumaric acid, mesaconic acid; maleic anhydride, citraconic anhydride, itaconic anhydride, alkenyl succinic anhydride, etc. Unsaturated dibasic acid anhydride; maleic acid methyl half ester, maleic acid ethyl half ester, maleic acid butyl half ester, citraconic acid methyl half ester, citraconic acid ethyl half ester, citraconic acid butyl half ester, itaconic acid methyl half ester, Unsaturated dibasic acid half esters such as alkenyl succinic acid methyl half ester, fumaric acid methyl half ester, mesaconic acid methyl half ester; dimethyl maleic acid, unsaturated dibasic acid ester such as dimethyl fumaric acid; acrylic acid, Α, β-unsaturated acids such as phosphoric acid, crotonic acid and cinnamic acid; α, β-unsaturated acid anhydrides such as crotonic acid anhydride and cinnamic acid anhydride, the α, β-unsaturated acids and lower fatty acids And monomers having a carboxyl group such as alkenylmalonic acid, alkenylglutaric acid, alkenyladipic acid, acid anhydrides and monoesters thereof.
更に、2−ヒドロキシエチルアクリレート、2−ヒドロキシエチルメタクリレート、2−ヒドロキシプロピルメタクリレートなどのアクリル酸またはメタクリル酸エステル類;4−(1−ヒドロキシ−1−メチルブチル)スチレン、4−(1−ヒドロキシ−1−メチルヘキシル)スチレンの如きヒドロキシ基を有するモノマーが挙げられる。 Furthermore, acrylic acid or methacrylic acid esters such as 2-hydroxyethyl acrylate, 2-hydroxyethyl methacrylate, 2-hydroxypropyl methacrylate; 4- (1-hydroxy-1-methylbutyl) styrene, 4- (1-hydroxy-1) -Methylhexyl) Monomers having a hydroxy group such as styrene.
本発明ではポリエステルユニットを有する樹脂が特に好ましく用いられる。 In the present invention, a resin having a polyester unit is particularly preferably used.
前記「ポリエステルユニット」とは、ポリエステルに由来する部分を意味し、ポリエステルユニットを構成する成分としては、具体的には、2価以上のアルコールモノマー成分と2価以上のカルボン酸、2価以上のカルボン酸無水物及び2価以上のカルボン酸エステル等の酸モノマー成分が挙げられる。 The “polyester unit” means a part derived from polyester. Specifically, as a component constituting the polyester unit, a divalent or higher alcohol monomer component and a divalent or higher carboxylic acid, a divalent or higher valent acid, and the like. Examples include acid monomer components such as carboxylic acid anhydrides and divalent or higher carboxylic acid esters.
本発明に用いられるトナーは、これらのポリエステルユニットを構成する成分を原料の一部とし、縮重合された部分を有する樹脂を用いることができる。
例えば、2価以上のアルコールモノマー成分として、具体的には、2価アルコールモノマー成分としては、ポリオキシプロピレン(2.2)−2,2−ビス(4−ヒドロキシフェニル)プロパン、ポリオキシプロピレン(3.3)−2,2−ビス(4−ヒドロキシフェニル)プロパン、ポリオキシエチレン(2.0)−2,2−ビス(4−ヒドロキシフェニル)プロパン、ポリオキシプロピレン(2.0)−ポリオキシエチレン(2.0)−2,2−ビス(4−ヒドロキシフェニル)プロパン、ポリオキシプロピレン(6)−2,2−ビス(4−ヒドロキシフェニル)プロパン等のビスフェノールAのアルキレンオキシド付加物、エチレングリコール、ジエチレングリコール、トリエチレングリコール、1,2−プロピレングリコール、1,3−プロピレングリコール、1,4−ブタンジオール、ネオペンチルグリコール、1,4−ブテンジオール、1,5−ペンタンジオール、1,6−ヘキサンジオール、1,4−シクロヘキサンジメタノール、ジプロピレングリコール、ポリエチレングリコール、ポリプロピレングリコール、ポリテトラメチレングリコール、ビスフェノールA、水素添加ビスフェノールA等が挙げられる。
For the toner used in the present invention, a resin having a polycondensation portion using a component constituting these polyester units as a part of a raw material can be used.
For example, as a dihydric or higher alcohol monomer component, specifically, as a dihydric alcohol monomer component, polyoxypropylene (2.2) -2,2-bis (4-hydroxyphenyl) propane, polyoxypropylene ( 3.3) -2,2-bis (4-hydroxyphenyl) propane, polyoxyethylene (2.0) -2,2-bis (4-hydroxyphenyl) propane, polyoxypropylene (2.0) -poly Alkylene oxide adducts of bisphenol A such as oxyethylene (2.0) -2,2-bis (4-hydroxyphenyl) propane, polyoxypropylene (6) -2,2-bis (4-hydroxyphenyl) propane, Ethylene glycol, diethylene glycol, triethylene glycol, 1,2-propylene glycol, 1, -Propylene glycol, 1,4-butanediol, neopentyl glycol, 1,4-butenediol, 1,5-pentanediol, 1,6-hexanediol, 1,4-cyclohexanedimethanol, dipropylene glycol, polyethylene glycol , Polypropylene glycol, polytetramethylene glycol, bisphenol A, hydrogenated bisphenol A, and the like.
3価以上のアルコールモノマー成分としては、例えばソルビット、1,2,3,6−ヘキサンテトロール、1,4−ソルビタン、ペンタエリスリトール、ジペンタエリスリトール、トリペンタエリスリトール、1,2,4−ブタントリオール、1,2,5−ペンタントリオール、グリセリン、2−メチルプロパントリオール、2−メチル−1,2,4−ブタントリオール、トリメチロールエタン、トリメチロールプロパン、1,3,5−トリヒドロキシメチルベンゼン等が挙げられる。 Examples of the trivalent or higher alcohol monomer component include sorbit, 1,2,3,6-hexanetetrol, 1,4-sorbitan, pentaerythritol, dipentaerythritol, tripentaerythritol, 1,2,4-butanetriol. 1,2,5-pentanetriol, glycerin, 2-methylpropanetriol, 2-methyl-1,2,4-butanetriol, trimethylolethane, trimethylolpropane, 1,3,5-trihydroxymethylbenzene, etc. Is mentioned.
2価のカルボン酸モノマー成分としては、フタル酸、イソフタル酸及びテレフタル酸の如き芳香族ジカルボン酸類又はその無水物;コハク酸、アジピン酸、セバシン酸及びアゼライン酸の如きアルキルジカルボン酸類又はその無水物;炭素数6〜18のアルキル基又はアルケニル基で置換されたコハク酸もしくはその無水物;フマル酸、マレイン酸及びシトラコン酸の如き不飽和ジカルボン酸類又はその無水物;が挙げられる。 Examples of the divalent carboxylic acid monomer component include aromatic dicarboxylic acids such as phthalic acid, isophthalic acid and terephthalic acid or anhydrides thereof; alkyldicarboxylic acids such as succinic acid, adipic acid, sebacic acid and azelaic acid or anhydrides thereof; And succinic acid substituted with an alkyl group or alkenyl group having 6 to 18 carbon atoms or an anhydride thereof; unsaturated dicarboxylic acids such as fumaric acid, maleic acid and citraconic acid, or anhydrides thereof.
3価以上のカルボン酸モノマー成分としては、トリメリット酸、ピロメリット酸、ベンゾフェノンテトラカルボン酸やその無水物等の多価カルボン酸等が挙げられる。 Examples of the trivalent or higher carboxylic acid monomer component include trimellitic acid, pyromellitic acid, polyvalent carboxylic acid such as benzophenone tetracarboxylic acid and its anhydride, and the like.
また、その他のモノマーとしては、ノボラック型フェノール樹脂のオキシアルキレンエーテル等の多価アルコール類等が挙げられる。 Examples of other monomers include polyhydric alcohols such as oxyalkylene ethers of novolak type phenol resins.
本発明で使用される着色剤としては、以下のものが挙げられる。 The following are mentioned as a coloring agent used by this invention.
黒色着色剤としては、カーボンブラック;磁性体;イエロー着色剤、マゼンタ着色剤及びシアン着色剤とを用いて黒色に調整したものが挙げられる。 Examples of the black colorant include carbon black; a magnetic material; a black colorant prepared using a yellow colorant, a magenta colorant, and a cyan colorant.
マゼンタトナー用着色顔料しては、以下のものが挙げられる。縮合アゾ化合物、ジケトピロロピロール化合物、アンスラキノン、キナクリドン化合物、塩基染料レーキ化合物、ナフトール化合物、ベンズイミダゾロン化合物、チオインジゴ化合物、ペリレン化合物が挙げられる。具体的には、C.I.ピグメントレッド1、2、3、4、5、6、7、8、9、10、11、12、13、14、15、16、17、18、19、21、22、23、30、31、32、37、38、39、40、41、48:2、48:3,48:4、49、50、51、52、53、54、55、57:1、58、60、63、64、68、81:1、83、87、88、89、90、112、114、122、123、144、146、150、163、166、169、177、184、185、202、206、207、209、220、221、238、254、269;C.I.ピグメントバイオレット19、C.I.バットレッド1、2、10、13、15、23、29、35が挙げられる。
Examples of the color pigment for magenta toner include the following. Examples include condensed azo compounds, diketopyrrolopyrrole compounds, anthraquinones, quinacridone compounds, basic dye lake compounds, naphthol compounds, benzimidazolone compounds, thioindigo compounds, and perylene compounds. Specifically, C.I. I.
着色剤には、顔料単独で使用してもかまわないが、染料と顔料とを併用してその鮮明度を向上させた方がフルカラー画像の画質の点から好ましい。 The colorant may be used alone as a pigment, but it is preferable from the viewpoint of the image quality of a full-color image to improve the sharpness by using a dye and a pigment together.
マゼンタトナー用染料としては、以下のものが挙げられる。C.Iソルベントレッド1、3、8、23、24、25、27、30、49、81、82、83、84、100、109、121、C.I.ディスパースレッド9、C.I.ソルベントバイオレット8、13、14、21、27、C.I.ディスパーバイオレット1の如き油溶染料、C.I.ベーシックレッド1、2、9、12、13、14、15、17、18、22、23、24、27、29、32、34、35、36、37、38、39、40、C.I.ベーシックバイオレット1、3、7、10、14、15、21、25、26、27、28などの如きの塩基性染料。
Examples of the magenta toner dye include the following. C. I solvent red 1, 3, 8, 23, 24, 25, 27, 30, 49, 81, 82, 83, 84, 100, 109, 121, C.I. I. Disper thread 9, C.I. I.
シアントナー用着色顔料としては、以下のものが挙げられる。C.I.ピグメントブルー1、2、3、7、15:2、15:3、15:4、16、17、60、62、66;C.I.バットブルー6、C.I.アシッドブルー45、フタロシアニン骨格にフタルイミドメチルを1乃至5個置換した銅フタロシアニン顔料。
Examples of the color pigment for cyan toner include the following. C. I.
イエロー用着色顔料としては、以下のものが挙げられる。縮合アゾ化合物、イソインドリノン化合物、アンスラキノン化合物、アゾ金属化合物、メチン化合物、アリルアミド化合物。具体的には、C.I.ピグメントイエロー1、2、3、4、5、6、7、10、11、12、13、14、15、16、17、23、62、65、73、74,83、93、95、97,109、110、111、120、127、128、129、147、155、168、174、180、181、185、191;C.I.バットイエロー1、3、20が挙げられる。また、C.I.ダイレクトグリーン6、C.I.ベーシックグリーン4、C.I.ベーシックグリーン6、ソルベントイエロー162などの染料も使用することができる。
Examples of the color pigment for yellow include the following. Condensed azo compounds, isoindolinone compounds, anthraquinone compounds, azo metal compounds, methine compounds, allylamide compounds. Specifically, C.I. I.
また、上記トナーにおいて、結着樹脂に予め、着色剤を混合し、マスターバッチ化させたものを用いることが好ましい。そして、この着色剤マスターバッチとその他の原材料(結着樹脂及びワックス等)を溶融混練させることにより、トナー中に着色剤を良好に分散させることが出来る。 Further, in the toner, it is preferable to use a toner obtained by mixing a colorant with a binder resin in advance to form a master batch. Then, the colorant can be favorably dispersed in the toner by melt-kneading the colorant master batch and other raw materials (binder resin, wax, etc.).
結着樹脂に着色剤を混合し、マスターバッチ化させる場合は、多量の着色剤を用いても着色剤の分散性を悪化させず、また、トナー粒子中における着色剤の分散性を良化し、混色性や透明性等の色再現性が優れる。また、転写材上でのカバーリングパワーが大きいトナーを得ることが出来る。また、着色剤の分散性が良化することにより、トナー帯電性の耐久安定性が優れ、高画質を維持した画像を得ることが可能となる。 When a colorant is mixed with the binder resin to make a master batch, even if a large amount of colorant is used, the dispersibility of the colorant is not deteriorated, and the dispersibility of the colorant in the toner particles is improved. Excellent color reproducibility such as color mixing and transparency. Further, a toner having a large covering power on the transfer material can be obtained. Further, since the dispersibility of the colorant is improved, it is possible to obtain an image having excellent durability stability of toner chargeability and maintaining high image quality.
本発明においては、粉体粒子、或いはトナー粒子に、流動化剤、転写助剤、帯電安定化剤などの無機微粉体をヘンシェルミキサーの如き混合機で混合して用いることができる。 In the present invention, inorganic fine powders such as a fluidizing agent, a transfer aid, and a charge stabilizer can be mixed with powder particles or toner particles using a mixer such as a Henschel mixer.
また、流動化剤としては、流動性が添加前後を比較すると増加し得るものであれば、どのようなものでも使用可能である。例えば、フッ化ビニリデン微粉末、ポリテトラフルオロエチレン微粉末の如きフッ素系樹脂粉末;酸化チタン微粉末、アルミナ微粉末、湿式製法シリカ、乾式製法シリカの如き微粉末シリカ;それらをシラン化合物、及び有機ケイ素化合物、チタンカップリング剤、シリコーンオイルにより表面処理を施した処理シリカを使用することが可能である。 As the fluidizing agent, any fluidizing agent can be used as long as it can increase the fluidity before and after the addition. For example, fluorine resin powders such as vinylidene fluoride fine powder and polytetrafluoroethylene fine powder; fine powder silica such as titanium oxide fine powder, alumina fine powder, wet process silica, and dry process silica; and silane compounds and organic It is possible to use treated silica that has been surface treated with a silicon compound, a titanium coupling agent, or silicone oil.
また酸化チタン微粉末であれば、硫酸法、塩素法、揮発性チタン化合物例えばチタンアルコキシド,チタンハライド,チタンアセチルアセトネートの低温酸化(熱分解,加水分解)により得られる酸化チタン微粒子が用いられる。結晶系としてはアナターゼ型,ルチル型,これらの混晶型,アモルファスのいずれのものも用いることができる。 In the case of titanium oxide fine powder, fine particles of titanium oxide obtained by low-temperature oxidation (thermal decomposition, hydrolysis) of sulfuric acid method, chlorine method, volatile titanium compounds such as titanium alkoxide, titanium halide and titanium acetylacetonate are used. As the crystal system, any of anatase type, rutile type, mixed crystal type thereof, and amorphous type can be used.
そしてアルミナ微粉末であれば、バイヤー法、改良バイヤー法、エチレンクロルヒドリン法、水中火花放電法、有機アルミニウム加水分解法、アルミニウムミョウバン熱分解法、アンモニウムアルミニウム炭酸塩熱分解法、塩化アルミニウムの火焔分解法により得られるアルミナ微粉体が用いられる。結晶系としてはα,β,γ,δ,ξ,η,θ,κ,χ,ρ型、これらの混晶型、アモルファスのいずれのものも用いられ、α,δ,γ,θ,混晶型,アモルファスのものが好ましく用いられる。 And if it is alumina fine powder, buyer method, improved buyer method, ethylene chlorohydrin method, underwater spark discharge method, organoaluminum hydrolysis method, aluminum alum pyrolysis method, ammonium aluminum carbonate pyrolysis method, aluminum chloride flame Alumina fine powder obtained by a decomposition method is used. As the crystal system, α, β, γ, δ, ξ, η, θ, κ, χ, ρ type, mixed crystal type, amorphous type, α, δ, γ, θ, mixed crystal can be used. A mold or an amorphous material is preferably used.
前記微粉体は、その表面がカップリング剤やシリコーンオイルによって疎水化処理をされていることがより好ましい。 More preferably, the surface of the fine powder is subjected to a hydrophobic treatment with a coupling agent or silicone oil.
微粉体の表面の疎水化処理方法は、微粉体と反応あるいは物理吸着する有機ケイ素化合物等で化学的、または物理的に処理する方法である。 The method of hydrophobizing the surface of the fine powder is a method of chemically or physically treating with an organosilicon compound that reacts or physically adsorbs with the fine powder.
上記疎水化処理方法として好ましい方法は、ケイ素ハロゲン化合物の蒸気相酸化により生成されたシリカ微粒子を有機ケイ素化合物で処理する方法である。そのような方法に使用される有機ケイ素化合物の例は、以下のものが挙げられる。ヘキサメチルジシラザン、トリメチルシラン、トリメチルクロルシラン、トリメチルエトキシシラン、ジメチルジクロルシラン、メチルトリクロルシラン、アリルジメチルクロルシラン、アリルフェニルジクロルシラン、ベンジルジメチルクロルシラン、ブロムメチルジメチルクロルシラン、α−クロルエチルトリクロルシラン、β−クロルエチルトリクロルシラン、クロルメチルジメチルクロルシラン、トリオルガノシリルメルカプタン、トリメチルシリルメルカプタン、トリオルガノシリルアクリレート、ビニルジメチルアセトキシシラン、ジメチルエトキシシラン、ジメチルジメトキシシラン、ジフェニルジエトキシシラン、ヘキサメチルジシロキサン、1,3−ジビニルテトラメチルジシロキサン、1,3−ジフェニルテトラメチルジシロキサンおよび1分子当り2から12個のシロキサン単位を有し末端に位置する単位にそれぞれ1個宛のSiに結合した水酸基を含有するジメチルポリシロキサン。 A preferable method for the hydrophobic treatment is a method in which silica fine particles produced by vapor phase oxidation of a silicon halogen compound are treated with an organosilicon compound. Examples of the organosilicon compound used in such a method include the following. Hexamethyldisilazane, trimethylsilane, trimethylchlorosilane, trimethylethoxysilane, dimethyldichlorosilane, methyltrichlorosilane, allyldimethylchlorosilane, allylphenyldichlorosilane, benzyldimethylchlorosilane, bromomethyldimethylchlorosilane, α-chloro Ethyltrichlorosilane, β-chloroethyltrichlorosilane, chloromethyldimethylchlorosilane, triorganosilyl mercaptan, trimethylsilyl mercaptan, triorganosilyl acrylate, vinyldimethylacetoxysilane, dimethylethoxysilane, dimethyldimethoxysilane, diphenyldiethoxysilane, hexamethyl Disiloxane, 1,3-divinyltetramethyldisiloxane, 1,3-diphenyltetramethyldisiloxane Siloxane and dimethylpolysiloxane containing 2 to 12 siloxane units per molecule and containing hydroxyl groups bonded to one Si at each terminal unit.
上記流動化剤は単独で用いても、複数種を組合せて用いても良い。 The above fluidizing agents may be used alone or in combination of two or more.
また、上記流動化剤は、粉体粒子或いは、トナー粒子100質量部に対して流動化剤0.1乃至8.0質量部、好ましくは0.1乃至4.0質量部使用するのが良い。添加量が0.1質量部未満では粉体粒子、或いはトナー粒子に流動性を付与することができなく、好ましくない。また、4.0質量部を超える場合では粉体粒子、或いはトナー粒子と無機微粉体の混合が困難になり、材料分散性の面で好ましくない。 The fluidizing agent may be used in an amount of 0.1 to 8.0 parts by mass, preferably 0.1 to 4.0 parts by mass with respect to 100 parts by mass of powder particles or toner particles. . If the addition amount is less than 0.1 parts by mass, it is not preferable because the fluidity cannot be imparted to the powder particles or toner particles. When the amount exceeds 4.0 parts by mass, mixing of the powder particles or toner particles and the inorganic fine powder becomes difficult, which is not preferable in terms of material dispersibility.
上記粉体粒子、及びトナー粒子の各種物性の測定方法及び、以下の実施例中で測定した各種物性の測定方法に関して以下に説明する。 A method for measuring various physical properties of the powder particles and toner particles and a method for measuring various physical properties measured in the following examples will be described below.
<重量平均粒径(D4)の測定方法>
粉体粒子及びトナー粒子の重量平均粒径(D4)は、以下のようにして算出する。測定装置としては、100μmのアパーチャーチューブを備えた細孔電気抵抗法による精密粒度分布測定装置「コールター・カウンター Multisizer 3」(登録商標、ベックマン・コールター社製)を用いる。測定条件の設定及び測定データの解析は、付属の専用ソフト「ベックマン・コールター Multisizer 3 Version3.51」(ベックマン・コールター社製)を用いる。尚、測定は実効測定チャンネル数2万5千チャンネルで行う。
<Measurement method of weight average particle diameter (D4)>
The weight average particle diameter (D4) of the powder particles and toner particles is calculated as follows. As a measuring device, a precise particle size distribution measuring device “
測定に使用する電解水溶液は、特級塩化ナトリウムをイオン交換水に溶解して濃度が約1質量%となるようにしたもの、例えば、「ISOTON II」(ベックマン・コールター社製)が使用できる。 As the electrolytic aqueous solution used for the measurement, special grade sodium chloride is dissolved in ion-exchanged water so as to have a concentration of about 1% by mass, for example, “ISOTON II” (manufactured by Beckman Coulter, Inc.) can be used.
尚、測定、解析を行う前に、以下のように専用ソフトの設定を行なった。 Prior to measurement and analysis, dedicated software was set up as follows.
専用ソフトの「標準測定方法(SOM)を変更」画面において、コントロールモードの総カウント数を50000粒子に設定し、測定回数を1回、Kd値は「標準粒子10.0μm」(ベックマン・コールター社製)を用いて得られた値を設定する。「閾値/ノイズレベルの測定ボタン」を押すことで、閾値とノイズレベルを自動設定する。また、カレントを1600μAに、ゲインを2に、電解液をISOTON IIに設定し、「測定後のアパーチャーチューブのフラッシュ」にチェックを入れる。 On the “Change Standard Measurement Method (SOM)” screen of the dedicated software, set the total count in the control mode to 50000 particles, set the number of measurements once, and set the Kd value to “standard particles 10.0 μm” (Beckman Coulter, Inc.) Set the value obtained using By pressing the “Threshold / Noise Level Measurement Button”, the threshold and noise level are automatically set. In addition, the current is set to 1600 μA, the gain is set to 2, the electrolyte is set to ISOTON II, and the “aperture tube flush after measurement” is checked.
専用ソフトの「パルスから粒径への変換設定」画面において、ビン間隔を対数粒径に、粒径ビンを256粒径ビンに、粒径範囲を2μmから60μmまでに設定する。 In the “Pulse to particle size conversion setting” screen of the dedicated software, the bin interval is set to logarithmic particle size, the particle size bin is set to 256 particle size bin, and the particle size range is set to 2 μm to 60 μm.
具体的な測定法は以下の通りである。
(1)Multisizer 3専用のガラス製250ml丸底ビーカーに前記電解水溶液約200mlを入れ、サンプルスタンドにセットし、スターラーロッドの撹拌を反時計回りで24回転/秒にて行なう。そして、専用ソフトの「アパーチャーのフラッシュ」機能により、アパーチャーチューブ内の汚れと気泡を除去しておく。
(2)ガラス製の100ml平底ビーカーに前記電解水溶液約30mlを入れる。この中に分散剤として「コンタミノンN」(非イオン界面活性剤、陰イオン界面活性剤、有機ビルダーからなるpH7の精密測定器洗浄用中性洗剤の10質量%水溶液、和光純薬工業社製)をイオン交換水で約3質量倍に希釈した希釈液を約0.3ml加える。
(3)発振周波数50kHzの発振器2個を位相を180度ずらした状態で内蔵し、電気的出力120Wの超音波分散器「Ultrasonic Dispension System Tetora150」(日科機バイオス社製)を準備する。超音波分散器の水槽内に約3.3lのイオン交換水を入れ、この水槽中にコンタミノンNを約2ml添加する。
(4)前記(2)のビーカーを前記超音波分散器のビーカー固定穴にセットし、超音波分散器を作動させる。そして、ビーカー内の電解水溶液の液面の共振状態が最大となるようにビーカーの高さ位置を調整する。
(5)前記(4)のビーカー内の電解水溶液に超音波を照射した状態で、トナー約10mgを少量ずつ前記電解水溶液に添加し、分散させる。そして、さらに60秒間超音波分散処理を継続する。尚、超音波分散にあたっては、水槽の水温が10℃以上40℃以下となる様に適宜調節する。
(6)サンプルスタンド内に設置した前記(1)の丸底ビーカーに、ピペットを用いてトナーを分散した前記(5)の電解質水溶液を滴下し、測定濃度が約5%となるように調整する。そして、測定粒子数が50000個になるまで測定を行う。
(7)測定データを装置付属の前記専用ソフトにて解析を行い、重量平均粒径(D4)を算出する。尚、専用ソフトでグラフ/体積%と設定したときの、「分析/体積統計値(算術平均)」画面の「平均径」が重量平均粒径(D4)である。
The specific measurement method is as follows.
(1) About 200 ml of the electrolytic aqueous solution is put in a glass 250 ml round bottom beaker exclusively for
(2) About 30 ml of the electrolytic aqueous solution is put into a glass 100 ml flat bottom beaker. In this, "Contaminone N" (nonionic surfactant, anionic surfactant, 10% by weight aqueous solution of neutral detergent for pH7 precision measuring instrument cleaning, made by organic builder, manufactured by Wako Pure Chemical Industries, Ltd. About 0.3 ml of a diluted solution obtained by diluting 3) with ion-exchanged water is added.
(3) Two oscillators with an oscillation frequency of 50 kHz are incorporated with the phase shifted by 180 degrees, and an ultrasonic disperser “Ultrasonic Dissipation System Tetora 150” (manufactured by Nikki Bios Co., Ltd.) having an electrical output of 120 W is prepared. About 3.3 l of ion-exchanged water is placed in the water tank of the ultrasonic disperser, and about 2 ml of Contaminone N is added to the water tank.
(4) The beaker of (2) is set in the beaker fixing hole of the ultrasonic disperser, and the ultrasonic disperser is operated. And the height position of a beaker is adjusted so that the resonance state of the liquid level of the electrolyte solution in a beaker may become the maximum.
(5) In a state where the electrolytic aqueous solution in the beaker of (4) is irradiated with ultrasonic waves, about 10 mg of toner is added to the electrolytic aqueous solution little by little and dispersed. Then, the ultrasonic dispersion process is continued for another 60 seconds. In the ultrasonic dispersion, the temperature of the water tank is appropriately adjusted so as to be 10 ° C. or higher and 40 ° C. or lower.
(6) To the round bottom beaker of (1) installed in the sample stand, the electrolyte solution of (5) in which the toner is dispersed is dropped using a pipette, and the measurement concentration is adjusted to about 5%. . Measurement is performed until the number of measured particles reaches 50,000.
(7) The measurement data is analyzed with the dedicated software attached to the apparatus, and the weight average particle diameter (D4) is calculated. The “average diameter” on the “analysis / volume statistics (arithmetic average)” screen when the graph / volume% is set in the dedicated software is the weight average particle diameter (D4).
<微粉量の算出方法>
粉体粒子及びトナー粒子の個数基準の微粉量(個数%)は、前記のMultisizer 3の測定を行った後、データを解析することにより算出する。
<Calculation method of fine powder amount>
The number-based fine powder amount (number%) of the powder particles and toner particles is calculated by analyzing the data after measuring the
例えば、トナー中の4.0μm以下の粒子の個数%は、以下の手順で算出する。まず、専用ソフトでグラフ/個数%に設定して測定結果のチャートを個数%表示とする。そして、「書式/粒径/粒径統計」画面における粒径設定部分の「<」にチェックし、その下の粒径入力部に「4」を入力する。「分析/個数統計値(算術平均)」画面を表示したときの「<4μm」表示部の数値が、トナー中の4.0μm以下の粒子の個数%である。 For example, the number% of particles of 4.0 μm or less in the toner is calculated by the following procedure. First, the graph / number% is set with the dedicated software, and the measurement result chart is displayed in number%. Then, check “<” in the particle size setting portion on the “format / particle size / particle size statistics” screen, and enter “4” in the particle size input section below. The numerical value of the “<4 μm” display portion when the “analysis / number statistics (arithmetic mean)” screen is displayed is the number% of particles of 4.0 μm or less in the toner.
<粗粉量の算出方法>
粉体粒子及びトナー粒子中の体積基準の粗粉量(体積%)は、前記のMultisizer 3の測定を行った後、データを解析することにより算出する。
<Calculation method of coarse powder amount>
The volume-based coarse powder amount (volume%) in the powder particles and toner particles is calculated by analyzing the data after measuring the above-mentioned
例えば、粉体粒子及びトナー粒子中の10.0μm以上の粒子の体積%は、以下の手順で算出する。まず、専用ソフトでグラフ/体積%に設定して測定結果のチャートを体積%表示とする。そして、「書式/粒径/粒径統計」画面における粒径設定部分の「>」にチェックし、その下の粒径入力部に「10」を入力する。「分析/体積統計値(算術平均)」画面を表示したときの「>10μm」表示部の数値が、トナー中の10.0μm以上の粒子の体積%である。 For example, the volume percentage of particles of 10.0 μm or more in the powder particles and toner particles is calculated by the following procedure. First, graph / volume% is set with dedicated software, and the measurement result chart is displayed as volume%. Then, check “>” in the particle size setting portion on the “format / particle size / particle size statistics” screen, and enter “10” in the particle size input section below. When the “analysis / volume statistic (arithmetic average)” screen is displayed, the numerical value of the “> 10 μm” display portion is the volume% of particles of 10.0 μm or more in the toner.
<平均円形度の測定方法>
粉体粒子及びトナー粒子の平均円形度は、フロー式粒子像分析装置「FPIA−3000」(シスメックス社製)によって、校正作業時の測定及び解析条件で測定する。
<Measuring method of average circularity>
The average circularity of the powder particles and the toner particles is measured by a flow type particle image analyzer “FPIA-3000” (manufactured by Sysmex Corporation) under the measurement and analysis conditions during the calibration operation.
具体的な測定方法は、以下の通りである。まず、ガラス製の容器中に予め不純固形物などを除去したイオン交換水約20mlを入れる。この中に分散剤として「コンタミノンN」(非イオン界面活性剤、陰イオン界面活性剤、有機ビルダーからなるpH7の精密測定器洗浄用中性洗剤の10質量%水溶液、和光純薬工業社製)をイオン交換水で約3質量倍に希釈した希釈液を約0.2ml加える。更に測定試料を約0.02g加え、超音波分散器を用いて2分間分散処理を行い、測定用の分散液とする。その際、分散液の温度が10℃以上40℃以下となる様に適宜冷却する。超音波分散器としては、発振周波数50kHz、電気的出力150Wの卓上型の超音波洗浄器分散器(「VS−150」(ヴェルヴォクリーア社製))を用い、水槽内には所定量のイオン交換水を入れ、この水槽中に前記コンタミノンNを約2ml添加する。 A specific measurement method is as follows. First, about 20 ml of ion-exchanged water from which impure solids are removed in advance is put in a glass container. In this, "Contaminone N" (nonionic surfactant, anionic surfactant, 10% by weight aqueous solution of neutral detergent for pH7 precision measuring instrument cleaning, made by organic builder, manufactured by Wako Pure Chemical Industries, Ltd. About 0.2 ml of a diluted solution obtained by diluting the solution with ion exchange water about 3 times by mass. Further, about 0.02 g of a measurement sample is added, and dispersion treatment is performed for 2 minutes using an ultrasonic disperser to obtain a dispersion for measurement. In that case, it cools suitably so that the temperature of a dispersion liquid may become 10 to 40 degreeC. As the ultrasonic disperser, a desktop ultrasonic cleaner disperser (“VS-150” (manufactured by Vervo Creer)) having an oscillation frequency of 50 kHz and an electric output of 150 W is used. Exchange water is added, and about 2 ml of the above-mentioned Contaminone N is added to this water tank.
測定には、標準対物レンズ(10倍)を搭載した前記フロー式粒子像分析装置を用い、シース液にはパーティクルシース「PSE−900A」(シスメックス社製)を使用した。前記手順に従い調整した分散液を前記フロー式粒子像分析装置に導入し、HPF測定モードで、トータルカウントモードにて3000個のトナー粒子を計測する。そして、粒子解析時の2値化閾値を85%とし、解析粒子径を円相当径1.985μm以上、39.69μm未満に限定し、トナー粒子の平均円形度を求める。 The flow type particle image analyzer equipped with a standard objective lens (10 ×) was used for the measurement, and a particle sheath “PSE-900A” (manufactured by Sysmex Corporation) was used as the sheath liquid. The dispersion prepared in accordance with the above procedure is introduced into the flow type particle image analyzer, and 3000 toner particles are measured in the HPF measurement mode and in the total count mode. Then, the binarization threshold at the time of particle analysis is set to 85%, the analysis particle diameter is limited to the circle equivalent diameter of 1.985 μm or more and less than 39.69 μm, and the average circularity of the toner particles is obtained.
測定にあたっては、測定開始前に標準ラテックス粒子(Duke Scientific社製の「RESEARCH AND TEST PARTICLES Latex Microsphere Suspensions 5200A」をイオン交換水で希釈)を用いて自動焦点調整を行う。その後、測定開始から2時間毎に焦点調整を実施することが好ましい。 In the measurement, automatic focus adjustment is performed using standard latex particles ("DISE Scientific AND RESPARTIC AND TEST PARTILES Latex Microsphere Suspensions 5200A" diluted with ion-exchanged water) before starting the measurement. Thereafter, it is preferable to perform focus adjustment every two hours from the start of measurement.
なお、本願実施例では、シスメックス社による校正作業が行われた、シスメックス社が発行する校正証明書の発行を受けたフロー式粒子像分析装置を使用した。解析粒子径を円相当径1.985μm以上、39.69μm未満に限定した以外は、校正証明を受けた時の測定及び解析条件で測定を行った。 In the examples of the present application, a flow-type particle image analyzer that has been issued a calibration certificate issued by Sysmex Corporation, which has been calibrated by Sysmex Corporation, was used. Measurement was performed under the measurement and analysis conditions when the calibration certificate was received, except that the analysis particle size was limited to a circle equivalent diameter of 1.985 μm or more and less than 39.69 μm.
<円形度が0.990以上の粒子の割合の算出方法>
本発明において、円形度が0.990以上の粒子の割合は、円形度の分布を示す指標として用いており、頻度(%)で表わされる。具体的には、FPIA−3000によって測定した粉体粒子及びトナー粒子の平均円形度における、頻度テーブルの範囲1.00の頻度(%)の値と、0.990−>1.000の頻度(%)の値を足した値を用いた。
<Calculation method of the proportion of particles having a circularity of 0.990 or more>
In the present invention, the proportion of particles having a circularity of 0.990 or more is used as an index indicating the distribution of circularity, and is represented by frequency (%). Specifically, in the average circularity of the powder particles and toner particles measured by FPIA-3000, the frequency (%) value in the frequency table range 1.00 and the frequency 0.990-> 1.000 ( %) Value was used.
以下、本発明の実施例および比較例を挙げて本発明を更に具体的に説明するが、本発明はこれらの実施例に限定されるものではない。 EXAMPLES Hereinafter, the present invention will be described more specifically with reference to examples and comparative examples of the present invention, but the present invention is not limited to these examples.
(粉体粒子の製造例1)
ポリエステルユニットを有する樹脂:100質量部
(重量平均分子量(Mw):87000、平均分子量(Mn):3300、ピーク分子量:(Mp)9200)
パラフィンワックス:6質量部
(最大吸熱ピーク温度78℃)
3,5−ジ−t−ブチルサリチル酸アルミニウム化合物:1.5質量部
カーボンブラック:7.5質量部
上記の処方の材料をヘンシェルミキサーFM−75型(三井三池化工機社製)で混合した後、温度を120℃に設定した二軸混練機PCM−30型(池貝鉄工社製)にて混練した。得られた混練物を冷却し、ハンマーミルにて1mm以下に粗粉砕し、トナー粗砕物とし、得られたトナー粗砕物を、機械式粉砕機T−250(ターボ工業社製)にて粉砕し、トナー微粒子を得た。続いて、得られたトナー微粒子を、ファカルティ(ホソカワミクロン社製)により分級した。
(Production example 1 of powder particles)
Resin having a polyester unit: 100 parts by mass (weight average molecular weight (Mw): 87000, average molecular weight (Mn): 3300, peak molecular weight: (Mp) 9200)
Paraffin wax: 6 parts by mass (maximum endothermic peak temperature 78 ° C.)
3,5-di-t-butylsalicylic acid aluminum compound: 1.5 parts by mass Carbon black: 7.5 parts by mass After mixing the materials of the above formulation with a Henschel mixer FM-75 type (manufactured by Mitsui Miike Chemical Co., Ltd.) The mixture was kneaded with a biaxial kneader PCM-30 type (manufactured by Ikekai Tekko Co., Ltd.) set at a temperature of 120 ° C. The obtained kneaded product is cooled and coarsely pulverized to 1 mm or less with a hammer mill to obtain a toner crushed material. The obtained toner crushed material is pulverized with a mechanical pulverizer T-250 (manufactured by Turbo Kogyo Co., Ltd.). Thus, toner fine particles were obtained. Subsequently, the obtained toner fine particles were classified by a faculty (manufactured by Hosokawa Micron).
このとき得られた粉体粒子は、重量平均粒径(D4)が6.5μm、粒径4.0μm以下のトナー粒子が28.5個数%であり、粒径10.0μm以上の粉体粒子が3.0体積%、真比重は1.15g/ccであった。更に、FPIA3000にて円形度を測定した結果、平均円形度が0.950であり、円形度が0.990以上の粒子の頻度は1.5(%)であった。以下、これを粉体粒子Aとする。 The obtained powder particles have a weight average particle diameter (D4) of 6.5 μm, 28.5% by number of toner particles having a particle diameter of 4.0 μm or less, and powder particles having a particle diameter of 10.0 μm or more. Was 3.0 vol% and the true specific gravity was 1.15 g / cc. Furthermore, as a result of measuring the circularity with FPIA3000, the average circularity was 0.950, and the frequency of particles having a circularity of 0.990 or more was 1.5 (%). Hereinafter, this is referred to as powder particle A.
さらに、下記材料をヘンシェルミキサー(FM−75型、日本コークス社製)に投入し、回転羽根の周速を50.0m/secとし、混合時間5分で混合することにより、粉体粒子Aの表面に、シリカと酸化チタンを付着させた粉体処理粒子A−1を得た。
トナー粒子A:100質量部
シリカ:3.0質量部
(ゾルゲル法で作成したシリカ微粒子にヘキサメチルジシラザン処理1.5質量%で表面処理した後、分級によって所望の粒度分布に調整したもの。)
酸化チタン:0.5質量部
(アナターゼ形の結晶性を有するメタチタン酸を表面処理したもの。)
Furthermore, the following materials were put into a Henschel mixer (FM-75 type, manufactured by Nippon Coke Co., Ltd.), and the peripheral speed of the rotary blade was 50.0 m / sec. Powder-treated particles A-1 having silica and titanium oxide adhered to the surface were obtained.
Toner particles A: 100 parts by mass Silica: 3.0 parts by mass (Silica fine particles prepared by the sol-gel method were surface-treated with 1.5% by mass of hexamethyldisilazane treatment and then adjusted to a desired particle size distribution by classification. )
Titanium oxide: 0.5 part by mass (surface-treated metatitanic acid having anatase crystallinity)
(粉体粒子の製造例2)
シリカの添加量を1.0質量部に、酸化チタン添加量を0.2質量部に変更する以外は粉体粒子の製造例1と同様にして粉体処理粒子A−2を得た。
(Production example 2 of powder particles)
Powder-treated particles A-2 were obtained in the same manner as in Production Example 1 of powder particles except that the addition amount of silica was changed to 1.0 part by mass and the addition amount of titanium oxide was changed to 0.2 part by mass.
(粉体粒子の製造例3)
ポリエステルユニットを有する樹脂:100質量部
(重量平均分子量(Mw):82400、平均分子量(Mn):3300、ピーク分子量:(Mp)8450)
炭化水素系ワックス:6質量部
(最大吸熱ピーク温度102℃)
3,5−ジ−t−ブチルサリチル酸アルミニウム化合物:1.0質量部
磁性酸化鉄(平均粒子径0.20μm):70質量部
上記の処方の材料をヘンシェルミキサーFM−75型(日本コークス社製)で混合した後、温度を140℃に設定した二軸混練機PCM−30型(池貝鉄工社製)にて混練した。得られた混練物を冷却し、ハンマーミルにて1mm以下に粗粉砕し、トナー粗砕物とし、得られたトナー粗砕物を、機械式粉砕機T−250(ターボ工業社製)にて粉砕し、トナー微粒子を得た。続いて、得られたトナー微粒子を、ファカルティ(ホソカワミクロン社製)により分級した。
(Production example 3 of powder particles)
Resin having a polyester unit: 100 parts by mass (weight average molecular weight (Mw): 82400, average molecular weight (Mn): 3300, peak molecular weight: (Mp) 8450)
Hydrocarbon wax: 6 parts by mass (maximum endothermic peak temperature 102 ° C.)
3,5-di-t-butylsalicylic acid aluminum compound: 1.0 part by mass Magnetic iron oxide (average particle size 0.20 μm): 70 parts by mass The material of the above prescription is made into a Henschel mixer FM-75 type (manufactured by Nippon Coke) ), And then kneaded in a biaxial kneader PCM-30 type (manufactured by Ikekai Tekko Co., Ltd.) with the temperature set at 140 ° C. The obtained kneaded product is cooled and coarsely pulverized to 1 mm or less with a hammer mill to obtain a toner crushed material. The obtained toner crushed material is pulverized with a mechanical pulverizer T-250 (manufactured by Turbo Kogyo Co., Ltd.). Thus, toner fine particles were obtained. Subsequently, the obtained toner fine particles were classified by a faculty (manufactured by Hosokawa Micron).
このとき得られた粉体粒子は、重量平均粒径(D4)が6.8μm、粒径4.0μm以下の粉体粒子が23.4個数%であり、粒径10.0μm以上のトナー粒子が2.5体積%、真比重1.65g/ccであった。更に、FPIA3000にて円形度を測定した結果、平均円形度が0.945であり、円形度が0.990以上の粒子の頻度は1.0(%)であった。以下、これを粉体粒子Bとする。 The obtained powder particles have a weight average particle diameter (D4) of 6.8 μm, 23.4% by number of powder particles having a particle diameter of 4.0 μm or less, and toner particles having a particle diameter of 10.0 μm or more. Was 2.5 vol% and the true specific gravity was 1.65 g / cc. Further, as a result of measuring the circularity with FPIA3000, the average circularity was 0.945, and the frequency of particles having a circularity of 0.990 or more was 1.0 (%). Hereinafter, this is referred to as powder particle B.
さらに、下記材料をヘンシェルミキサー(FM−75型、日本コークス社製)に投入し、回転羽根の周速を50.0m/secとし、混合時間5分で混合することにより、粉体粒子Bの表面に、シリカと酸化チタンを付着させた粉体処理粒子B−1を得た。
トナー粒子A:100質量部
シリカ:3.0質量部
(ゾルゲル法で作成したシリカ微粒子にヘキサメチルジシラザン処理1.5質量%で表面処理した後、分級によって所望の粒度分布に調整したもの。)
酸化チタン:0.5質量部
(アナターゼ形の結晶性を有するメタチタン酸を表面処理したもの。)
Furthermore, the following materials were put into a Henschel mixer (FM-75 type, manufactured by Nippon Coke Co., Ltd.), the peripheral speed of the rotary blade was 50.0 m / sec, and the mixing was performed for 5 minutes. Powder-treated particles B-1 having silica and titanium oxide adhered to the surface were obtained.
Toner particles A: 100 parts by mass Silica: 3.0 parts by mass (Silica fine particles prepared by the sol-gel method were surface-treated with 1.5% by mass of hexamethyldisilazane treatment and then adjusted to a desired particle size distribution by classification. )
Titanium oxide: 0.5 part by mass (surface-treated metatitanic acid having anatase crystallinity)
(粉体粒子の製造例4)
シリカ添加量を1.0質量部に、酸化チタン添加量を0.2質量部に変更する以外は粉体粒子の製造例3と同様にして粉体処理粒子B−2を得た。
(Production example 4 of powder particles)
Powder-treated particles B-2 were obtained in the same manner as in Powder Particle Production Example 3 except that the silica addition amount was changed to 1.0 part by mass and the titanium oxide addition amount was changed to 0.2 part by mass.
〔実施例1〕
図1に示した熱処理装置を用い、図3の旋回部材を用い、粉体粒子供給手段を図5の8分割とし、粉体粒子導入方向の垂直角α=10°、水平角度β=90°になるように調整し粉体粒子の熱処理を行った。尚、熱処理装置本体の内径はΦ450mm、センターポールの外径はΦ330mm、装置の天板から底面までの高さは1350mmとした。
[Example 1]
Using the heat treatment apparatus shown in FIG. 1, using the swiveling member of FIG. 3, the powder particle supply means is divided into eight parts of FIG. 5, the vertical angle α = 10 ° in the powder particle introduction direction, and the horizontal angle β = 90 °. Then, the powder particles were heat-treated. The inner diameter of the heat treatment apparatus main body was Φ450 mm, the outer diameter of the center pole was Φ330 mm, and the height from the top plate to the bottom surface of the apparatus was 1350 mm.
更に、冷風は、図1に示したように3段で供給し、1段目、2段目の冷風は接線方向に4分割に供給し、3段目の冷風は接線方向に3分割で供給した。 Furthermore, the cool air is supplied in three stages as shown in FIG. 1, the first and second cool air are supplied in four tangential directions, and the third cool air is supplied in three tangential directions. did.
以上の装置構成を装置構成1とする。 The above apparatus configuration is referred to as apparatus configuration 1.
上記装置構成1にて、粉体処理粒子A−1を用い、供給量を150kg/hrとし、平均円形度0.970のトナー粒子を得るように運転条件を調整し熱処理を行いトナー粒子a−1を得た。 In the apparatus configuration 1 described above, the powder-treated particles A-1 are used, the supply amount is 150 kg / hr, the operating conditions are adjusted so as to obtain toner particles having an average circularity of 0.970, and heat treatment is performed. 1 was obtained.
この時の運転条件は、熱風温度175℃、熱風流量27.0m3/min、冷風温度が−5℃、高圧エア供給ノズルから供給されるインジェクションエア流量がそれぞれ1.75m3/minであった。 The operating conditions at this time were a hot air temperature of 175 ° C., a hot air flow rate of 27.0 m 3 / min, a cold air temperature of −5 ° C., and a flow rate of injection air supplied from the high pressure air supply nozzle was 1.75 m 3 / min. .
また、1段目の冷風は、6.0m3/minを4分割し、それぞれ1.5m3/minの冷風を処理室内に供給した。また、2段目の冷風は、2.0m3/minを4分割し、それぞれ0.5m3/minの冷風を処理室内に供給した。さらに三段目の冷風は、4.2m3/minを3分割で供給し、それぞれ1.4m3/minの冷風を処理室に供給した。 Moreover, the cold air of the 1st step | paragraph divided into 6.0 m < 3 > / min into 4 parts, and supplied the cold air of 1.5 m < 3 > / min in the process chamber, respectively. Further, the cold air at the second stage was divided into 2.0 m 3 / min into four, and 0.5 m 3 / min of cold air was supplied into the processing chamber. Furthermore, the cold air of the 3rd stage supplied 4.2 m < 3 > / min by 3 divisions, and supplied the cold air of 1.4 m < 3 > / min to the process chamber, respectively.
以上の運転条件を運転条件R−1とする。 The above operating condition is set as operating condition R-1.
このとき得られたトナー粒子a−1は、重量平均粒径(D4)が6.8μm、粒径4.0μm以下の粒子が25.3個数%、粒径10.0μm以上の粒子が3.8体積%であり、粗大な粒子が非常に少ないトナー粒子であった。 The toner particles a-1 obtained at this time have a weight average particle diameter (D4) of 6.8 μm, 25.3% by number of particles having a particle diameter of 4.0 μm or less, and 3.3% of particles having a particle diameter of 10.0 μm or more. The toner particles were 8% by volume, and there were very few coarse particles.
更に、FPIA3000にて円形度が0.990以上の粒子の頻度を測定した結果、その値は29.0(%)であり、非常に均一性に優れたトナー粒子が得られた。 Furthermore, as a result of measuring the frequency of particles having a circularity of 0.990 or more with an FPIA 3000, the value was 29.0 (%), and toner particles having excellent uniformity were obtained.
次に、粉体処理粒子B−1を用い、運転条件R−1のまま熱処理を行った。得られたトナーの、平均円形度は0.963であり十分な熱処理を行うことができなかった。また、その時の重量平均粒径(D4)が6.8μm、粒径4.0μm以下の粒子が26.4個数%、粒径10.0μm以上の粒子が1.2体積%であった。 Next, heat treatment was performed using the powder-treated particles B-1 while maintaining the operating conditions R-1. The obtained toner had an average circularity of 0.963 and could not be sufficiently heat-treated. The weight average particle size (D4) at that time was 6.8 μm, particles having a particle size of 4.0 μm or less were 26.4% by number, and particles having a particle size of 10.0 μm or more were 1.2% by volume.
次に、同様に粉体処理粒子B−1を用い、同様に供給量を150kg/hrとし、平均円形度0.970のトナー粒子が得られるように運転条件R−1において熱風温度のみを調整して熱処理を行った。この時熱風温度は185℃必要であった。 Next, similarly, the powder-treated particles B-1 are used, the supply amount is similarly set to 150 kg / hr, and only the hot air temperature is adjusted under the operating condition R-1 so that toner particles having an average circularity of 0.970 can be obtained. Then, heat treatment was performed. At this time, the hot air temperature required 185 ° C.
引き続き、同様に粉体処理粒子B−1を用い、供給量を150kg/hrとし粉体粒子導入方向をα=−15°、β=45°と変更して、平均円形度0.970のトナー粒子を得るように運転条件を調整し熱処理を行いトナー粒子b−1を得た。 Subsequently, similarly, the powder treated particles B-1 are used, the supply amount is 150 kg / hr, the powder particle introduction direction is changed to α = −15 ° and β = 45 °, and the toner has an average circularity of 0.970. The operating conditions were adjusted to obtain particles and heat treatment was performed to obtain toner particles b-1.
この時の運転条件は、粉体粒子の導入方向以外は、運転条件R−1と同様であった。この運転条件をQ−1とする。 The operating conditions at this time were the same as the operating conditions R-1 except for the introduction direction of the powder particles. Let this operating condition be Q-1.
得られたトナー粒子b−1は、重量平均粒径(D4)が6.6μm、粒径4.0μm以下の粒子が27.2個数%であり、粒径10.0μm以上の粒子が4.3体積%であった。 The obtained toner particles b-1 have a weight average particle diameter (D4) of 6.6 μm, 27.2% by number of particles having a particle diameter of 4.0 μm or less, and 4.2% by weight of particles having a particle diameter of 10.0 μm or more. It was 3% by volume.
また、トナー粒子a−1とトナー粒子b−1の粗粉量の差Δs(体積%)をとると、0.5体積%となり、本実施例の装置構成では、原料である粉体粒子の変更に関わらず安定した結果となった。 Further, when the difference Δs (volume%) in the amount of coarse powder between the toner particles a-1 and the toner particles b-1 is taken, it becomes 0.5 volume%. The result was stable regardless of the change.
また、粉体粒子A−1を運転条件R−1で1時間運転後、粉体粒子B−1を運転条件Q−1で1時間運転後の装置内の融着状況を確認したところ、融着物が全く認められないレベルであった。 Also, when the powder particles A-1 were operated for 1 hour under the operating condition R-1 and the powder particles B-1 were operated for 1 hour under the operating condition Q-1, the fusion situation in the apparatus was confirmed. Kimono was not recognized at all.
得られたトナー粒子a−1、b−1及び、その運転状況を、以下の項目について評価した。結果を表1に示す。 The resulting toner particles a-1 and b-1 and their operating conditions were evaluated for the following items. The results are shown in Table 1.
<円形度が0.990以上の粒子の頻度に対する評価>
トナー粒子a−1、及びトナー粒子b−1について、円形度が0.990以上の粒子の頻度s(%)をトナー粒子の形状均一性の指標とし、以下の基準で評価した。
A:s<30.0
B:30.0≦s<35.0
C:35.0≦s<40.0
D:40.0≦s<45.0
E:45.0≦s
<Evaluation for the frequency of particles having a circularity of 0.990 or more>
The toner particles a-1 and toner particles b-1 were evaluated according to the following criteria, using the frequency s (%) of particles having a circularity of 0.990 or more as an index of toner particle shape uniformity.
A: s <30.0
B: 30.0 ≦ s <35.0
C: 35.0 ≦ s <40.0
D: 40.0 ≦ s <45.0
E: 45.0 ≦ s
<粗粉量に対する評価>
熱処理前の粉体粒子と、熱処理後のトナー粒子中の10.0μm以上の粒子の割合の差Δm(体積%)を、熱処理における粗大な粒子増減の指標として用い、下記の基準で判断した。
A:Δm<5.0
B:5.0≦Δm<10.0
C:10.0≦Δm<15.0
D:15.0≦Δm<20.0
E:20.0≦Δm
<Evaluation for the amount of coarse powder>
The difference Δm (volume%) between the ratio of the powder particles before heat treatment and the particles of 10.0 μm or more in the toner particles after heat treatment was used as an index of coarse particle increase / decrease in the heat treatment, and judged according to the following criteria.
A: Δm <5.0
B: 5.0 ≦ Δm <10.0
C: 10.0 ≦ Δm <15.0
D: 15.0 ≦ Δm <20.0
E: 20.0 ≦ Δm
<原料である粉体粒子の比重変更を行った際の粗粉量の変化量に対する評価>
トナー粒子a−1、及びトナー粒子b−1の粗粉量の差Δp(体積%)をとり、原料である粉体粒子変更時の安定生産性の指標とし、下記の基準で判断した。
A:2.0<Δp
B:2.0≦Δp<4.0
C:4.0≦Δp<6.0
D:6.0≦Δp<8.0
E:8.0≦Δp
<Evaluation of the amount of change in the amount of coarse powder when the specific gravity of the powder particles as the raw material is changed>
The difference Δp (volume%) between the amounts of the coarse particles of the toner particles a-1 and the toner particles b-1 was taken as an index of stable productivity when changing the powder particles as a raw material, and the following criteria were used.
A: 2.0 <Δp
B: 2.0 ≦ Δp <4.0
C: 4.0 ≦ Δp <6.0
D: 6.0 ≦ Δp <8.0
E: 8.0 ≦ Δp
<装置内融着に関する評価>
粉体処理粒子A−1を用いて1時間処理後、及び粉体処理粒子B−1を用いて1時間処理を行った後の夫々について、工業用ビデオスコープ「IPLEX SA II R」(オリンパス社製)のスコープ部を熱処理装置側面の点検口(不図示)から挿入し、装置内の融着状況を確認し、下記の基準で判断した。
A:融着物が全く認められないレベル
B:融着物が僅かに認められるが、運転上支障のないレベル
C:融着が認められるが、運転上支障のないレベル
D:融着が認められ、運転を中止する必要があるレベル
E:大きな融着物が認められ、運転を中止する必要があるレベル
<Evaluation for fusion in the device>
An industrial videoscope “IPLEX SA II R” (Olympus Corporation) was used after processing for 1 hour using the powder-treated particles A-1 and after processing for 1 hour using the powder-treated particles B-1. The scope part of the product was inserted from an inspection port (not shown) on the side surface of the heat treatment apparatus, the fusion situation inside the apparatus was confirmed, and judged according to the following criteria.
A: No fusion material is observed at all level B: Fused material is slightly recognized, but there is no operational trouble level C: Fusion is observed, but there is no operational trouble level D: Fusion is recognized, Level E at which operation must be stopped: Level at which large fusion material is recognized and operation must be stopped
〔実施例2〕
実施例1において、粉体処理粒子A−1を粉体処理粒子A−2へ、粉体粒子B−1を粉体粒子B−2へ変更する以外は実施例1と同様にしてトナー粒子a−2、トナー粒子b−2を製造し、同様の評価を行った。運転条件、評価結果を表1に示す。
[Example 2]
In Example 1, the toner particles a-1 were changed in the same manner as in Example 1 except that the powder-treated particles A-1 were changed to the powder-treated particles A-2 and the powder particles B-1 were changed to the powder particles B-2. -2 and toner particles b-2 were produced and evaluated in the same manner. Table 1 shows operating conditions and evaluation results.
〔実施例3〕
装置構成1において、図1に示した熱処理装置の規制手段5を取り除いた装置構成2を用いる以外は実施例2と同様にして、トナー粒子a−3、トナー粒子b−3を製造し、同様の評価を行った。運転条件、評価結果を表1に示す。
Example 3
In the apparatus configuration 1, toner particles a-3 and toner particles b-3 are manufactured in the same manner as in Example 2 except that the
〔実施例4〕
装置構成2において、図1に示した熱処理装置の2段目の冷風供給手段4−2を無くし、供給する冷風を2段とした装置構成3を用いる以外は実施例3と同様にして、トナー粒子a−4、トナー粒子b−4を製造し、同様の評価を行った。
Example 4
In the
尚、このときの運転条件は、2段目の冷風を供給しなかった以外は運転条件R−1及びQ−1と同様にした。運転条件、評価結果を表1に示す。 The operating conditions at this time were the same as the operating conditions R-1 and Q-1, except that the second stage cold air was not supplied. Table 1 shows operating conditions and evaluation results.
〔実施例5〕
装置構成3において、図1に示した熱処理装置の3段目の冷風供給手段4−3を無くし、供給する冷風を1段とした装置構成4を用いる以外は実施例4と同様にして、トナー粒子a−5、トナー粒子b−5を製造し、同様の評価を行った。
Example 5
In the
尚、このときの運転条件は、2段目、3段目の冷風を供給しなかった以外は運転条件R−1及びQ−1と同様にした。運転条件、評価結果を表1に示す。 The operating conditions at this time were the same as the operating conditions R-1 and Q-1, except that the second and third cold air were not supplied. Table 1 shows operating conditions and evaluation results.
〔実施例6〕
装置構成4において、図1に示した熱処理装置の1段目の冷風の分割数を2分割とした装置構成5を用いる以外は実施例5と同様にして、トナー粒子a−6、トナー粒子b−6を製造し、同様の評価を行った。
Example 6
In the apparatus configuration 4, the toner particles a-6 and the toner particles b are the same as in Example 5 except that the
尚、このときの運転条件は、1段目の冷風6.0m3/min.を2分割し、2段目、3段目の冷風を供給しなかった以外は運転条件R−1及びQ−1と同様にした。運転条件、評価結果を表1に示す。 The operating condition at this time is the first stage cold air of 6.0 m 3 / min. The operation conditions R-1 and Q-1 were the same except that the second and third stages of cold air were not supplied. Table 1 shows operating conditions and evaluation results.
〔実施例7〕
装置構成5において、図1に示した熱処理装置の1段目の冷風を分割せず、1方向とした装置構成6を用いる以外は実施例6と同様にして、トナー粒子a−7、トナー粒子b−7を製造し、同様の評価を行った。
Example 7
In the
尚、このときの運転条件は、1段目の冷風6.0m3/minとし、2段目、3段目の冷風を供給しなかった以外は運転条件R−1及びQ−1と同様にした。運転条件、評価結果を表1に示す。 The operating conditions at this time are the same as operating conditions R-1 and Q-1, except that the first stage cold air is 6.0 m 3 / min and the second and third stages are not supplied. did. Table 1 shows operating conditions and evaluation results.
〔実施例8〕
装置構成6の装置構成において、運転条件を、原料導入方向をα=−40°/β=45°とする以外は実施例7と同様の運転条件にて、粉体処理粒子A−2を用い、供給量150kg/hrとし、熱処理を行いトナー粒子a−8を得た。
Example 8
In the apparatus configuration of
次に、粉体処理粒子B−2を用い、同様に供給量を150kg/hrとし、平均円形度0.970のトナー粒子が得られるように熱風温度のみを調整して熱処理を行った。この時熱風温度は185℃必要であった。 Next, using the powder-treated particles B-2, similarly, the supply rate was 150 kg / hr, and heat treatment was performed by adjusting only the hot air temperature so as to obtain toner particles having an average circularity of 0.970. At this time, the hot air temperature required 185 ° C.
引き続き、同様に粉体処理粒子B−2を用い、供給量を150kg/hrとし粉体粒子導入方向をα=40°、β=−15°と変更して、平均円形度0.970のトナー粒子を得るように運転条件を調整し熱処理を行いトナー粒子b−8を得た。この時の熱風温度は185℃であった。運転条件、評価結果を表1に示す。 Subsequently, similarly, the powder treated particle B-2 is used, the supply amount is 150 kg / hr, the powder particle introduction direction is changed to α = 40 ° and β = −15 °, and the toner has an average circularity of 0.970. The operating conditions were adjusted to obtain particles and heat treatment was performed to obtain toner particles b-8. The hot air temperature at this time was 185 ° C. Table 1 shows operating conditions and evaluation results.
〔参考例9〕
装置構成6の装置構成において、運転条件を、原料導入方向をα=50°/β=50°とする以外は実施例7と同様の運転条件にて、粉体処理粒子A−2を用い、供給量150kg/hrとし、熱処理を行いトナー粒子a−9を得た。
[ Reference Example 9]
In the apparatus configuration of the
次に、粉体処理粒子B−2を用い、同様に供給量を150kg/hrとし、平均円形度0.970のトナー粒子が得られるように熱風温度のみを調整して熱処理を行った。この時熱風温度は185℃必要であった。 Next, using the powder-treated particles B-2, similarly, the supply rate was 150 kg / hr, and heat treatment was performed by adjusting only the hot air temperature so as to obtain toner particles having an average circularity of 0.970. At this time, the hot air temperature required 185 ° C.
引き続き、同様に粉体処理粒子B−2を用い、供給量を150kg/hrとし粉体粒子導入方向をα=−50°、β=−25°と変更して、平均円形度0.970のトナー粒子を得るように運転条件を調整し熱処理を行いトナー粒子b−9を得た。この時の熱風温度は185℃であった。運転条件、評価結果を表1に示す。 Subsequently, similarly, the powder treated particles B-2 were used, the supply amount was 150 kg / hr, the powder particle introduction direction was changed to α = −50 ° and β = −25 °, and the average circularity was 0.970. The operating conditions were adjusted to obtain toner particles and heat treatment was performed to obtain toner particles b-9. The hot air temperature at this time was 185 ° C. Table 1 shows operating conditions and evaluation results.
〔比較例1〕
図7に示した熱処理装置で、粉体粒子を熱処理した。
[Comparative Example 1]
The powder particles were heat-treated with the heat treatment apparatus shown in FIG.
図7の熱処理装置における、粉体粒子供給手段10は、その上流に旋回室(不図示)を具備しているため、粉体粒子は旋回しながら熱処理室15に導入される。導入された粉体粒子は、熱風供給手段11から供給される熱風により、熱処理される。
Since the powder particle supply means 10 in the heat treatment apparatus of FIG. 7 includes a swirl chamber (not shown) upstream thereof, the powder particles are introduced into the
冷風の供給方法は、第一の冷風供給手段12から接線方向より旋回しながら吹き込まれ、垂直案内羽根、及び冷却規制板(いずれも不図示)によって熱処理室軸中心方向に沿って垂直スリット状に吹き出される。また、第二の冷風供給手段12−2から、冷風を旋回させながら導入することにより、熱処後の粉体粒子を冷却する。 The method of supplying cold air is blown from the first cold air supply means 12 while turning from the tangential direction, and is formed into a vertical slit shape along the axial direction of the heat treatment chamber by vertical guide vanes and a cooling restriction plate (both not shown). Blown out. Moreover, the powder particle | grains after heat processing are cooled by introduce | transducing it from the 2nd cold air supply means 12-2, turning cold air.
尚、本比較例の熱処理装置では、装置外周部にジャケット構造が設けられており、冷却水入口13から冷媒が導入され、冷却水出口14から排出される。
In the heat treatment apparatus of this comparative example, a jacket structure is provided on the outer periphery of the apparatus, and the refrigerant is introduced from the cooling
以上の装置構成を装置構成7とする。
The above apparatus configuration is referred to as
上記装置構成にて、粉体粒子の供給量を150kg/hrとし、平均円形度0.970のトナー粒子を得るために、熱風温度250℃、熱風流量27.0m3/min.で粉体粒子を熱処理した。このときの運転条件は、冷風温度が−5℃、高圧エア供給ノズルから供給されるインジェクションエア流量が3.5m3/min.であった。また、1段目の冷風は、6.0m3/min.の冷風を処理室内に供給した。また、第二の冷風は、4.2m3/min.の冷風を処理室に供給した。 In the above apparatus configuration, in order to obtain toner particles having a powder particle supply rate of 150 kg / hr and an average circularity of 0.970, a hot air temperature of 250 ° C. and a hot air flow rate of 27.0 m 3 / min. The powder particles were heat treated. The operating conditions at this time were a cold air temperature of −5 ° C. and a flow rate of injection air supplied from the high pressure air supply nozzle of 3.5 m 3 / min. Met. The first stage cold air is 6.0 m 3 / min. Was supplied into the processing chamber. The second cold air is 4.2 m 3 / min. Was supplied to the processing chamber.
トナー粒子A−2を用い上記運転条件にて、1時間処理行いトナー粒子a−10を得た。その後、原料を粉体粒子B−2に変更し、同様にして1時間処理を行にトナー粒子b−10を得た。運転条件、評価結果を表1に示す。 Toner particles a-10 were obtained by using toner particles A-2 for 1 hour under the above operating conditions. Thereafter, the raw material was changed to powder particles B-2, and toner particles b-10 were obtained in the same manner for 1 hour. Table 1 shows operating conditions and evaluation results.
〔比較例2〕
図8に示した熱処理装置の熱風供給手段と粉体粒子供給手段を図7に示したように改造した以外は上記装置構成7と同様の装置構成で、粉体粒子を熱処理した。
[Comparative Example 2]
The powder particles were heat-treated with the same apparatus configuration as the
図8に示した熱処理装置では、熱風は熱風供給手段16から旋回しながら供給される。また、粉体粒子は、熱風供給手段の外側に位置する粉体粒子供給手段17から、熱風と逆方向に旋回供給される。 In the heat treatment apparatus shown in FIG. 8, hot air is supplied while turning from the hot air supply means 16. The powder particles are swirled and supplied in a direction opposite to that of the hot air from the powder particle supply means 17 located outside the hot air supply means.
以上の装置構成を装置構成8とする。
The above apparatus configuration is referred to as
上記装置構成にて、粉体粒子A−2を用い供給量を150kg/hrとし、平均円形度0.970のトナー粒子を得るために、熱風温度270℃、熱風流量27.0m3/min.で粉体粒子を熱処理した。このときの運転条件は、冷風温度が−5℃、高圧エア供給ノズルから供給されるインジェクションエア流量が3.5m3/min.であった。また、1段目の冷風は、6.0m3/min.の冷風を処理室内に供給した。また、第二の冷風は、4.2m3/min.の冷風を処理室に供給した。 In the above apparatus configuration, in order to obtain toner particles having an average circularity of 0.970 using powder particles A-2 at a supply rate of 150 kg / hr, a hot air temperature of 270 ° C. and a hot air flow rate of 27.0 m 3 / min. The powder particles were heat treated. The operating conditions at this time were as follows: the cold air temperature was −5 ° C., and the injection air flow rate supplied from the high pressure air supply nozzle was 3.5 m 3 / min. Met. The first stage cold air is 6.0 m 3 / min. Was supplied into the processing chamber. The second cold air is 4.2 m 3 / min. Was supplied to the processing chamber.
粉体粒子A−2を用い上記運転条件にて、1時間処理行いトナー粒子a−11を得た。次に、原料を粉体粒子B−2に変更し、同様にし1時間処理を行いトナー粒子b−11を得た。運転条件、評価結果を表1に示す。 Toner particles a-11 were obtained by using powder particles A-2 for 1 hour under the above operating conditions. Next, the raw material was changed to powder particle B-2, and the same treatment was performed for 1 hour to obtain toner particle b-11. Table 1 shows operating conditions and evaluation results.
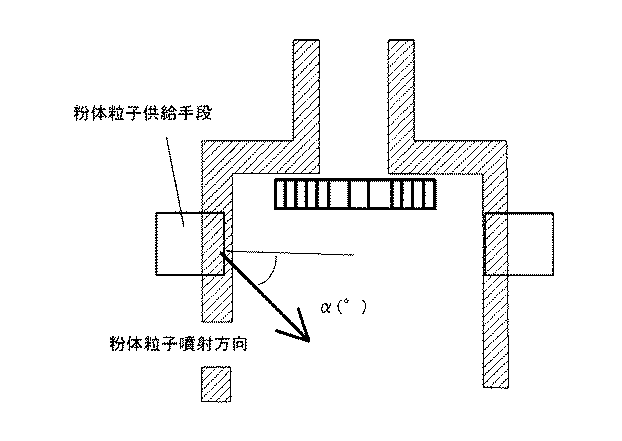
1:熱処理が行われる円筒形状の処理室、2:粉体粒子供給手段、3:熱風供給手段、3a:熱風供給手段出口部、4:冷風供給手段、4−1:一段目の冷風供給手段、4−2:二段目の冷風供給手段、4−3:三段目の冷風供給手段、5:粉体粒子の流れを規制するための規制手段、6:回収手段、7:円錐状部材、8:旋回部材、9:旋回部材のブレード、10:比較例1の粉体粒子供給手段、11:比較例1の熱風供給手段、12:比較例1の第一の冷風供給手段、12−2:比較例1の第二の冷風供給手段、13:比較例1の冷却水入口、14:比較例1の冷却水出口、15:比較例1の熱処理室、16:比較例2の熱風供給手段、17:比較例2の粉体粒子供給手段、18:粉体粒子 1: cylindrical processing chamber in which heat treatment is performed, 2: powder particle supply means, 3: hot air supply means, 3a: hot air supply means outlet, 4: cold air supply means, 4-1: first stage cold air supply means 4-2: second-stage cold air supply means, 4-3: third-stage cold air supply means, 5: restriction means for restricting the flow of powder particles, 6: recovery means, 7: conical member , 8: swirl member, 9: blade of swivel member, 10: powder particle supply means of Comparative Example 1, 11: hot air supply means of Comparative Example 1, 12: first cold air supply means of Comparative Example 1, 12- 2: Second cold air supply means of Comparative Example 1, 13: Cooling water inlet of Comparative Example 1, 14: Cooling water outlet of Comparative Example 1, 15: Heat treatment chamber of Comparative Example 1, 16: Hot air supply of Comparative Example 2 Means 17: Powder particle supply means of Comparative Example 2 18: Powder particles
Claims (5)
該熱処理装置は、
(1)該粉体粒子の熱処理が行われる円筒形状の処理室と、
(2)該処理室に該粉体粒子を供給するための粉体粒子供給手段と、
(3)該処理室に供給された該粉体粒子を熱処理するための熱風を該処理室に供給するための熱風供給手段と、
(4)熱処理された該粉体粒子を冷却するための冷風を該処理室に供給するための冷風供給手段と、
(5)該処理室の下端部側から熱処理された該粉体粒子を回収する回収手段と、
を有し、
円筒形状の該処理室は、その中心軸が垂直方向になるように設置されており、
該粉体粒子供給手段は、
(i)該処理室の外周部の、熱風供給手段の出口部よりも下流側に複数設けられており、
(ii)該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向を該処理室の垂直方向及び水平方向に関して調整可能な調整機構を具備しており、
該熱風供給手段は、該処理室に供給される熱風が該処理室内を旋回するように設けられており、
該回収手段は、該処理室内を旋回する該粉体粒子の旋回方向を維持するように、該処理室の外周部に設けられており、
該処理室の垂直方向の断面において、
該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向と
水平方向と
により成される角度を垂直噴出角度α(°)とし、
該処理室の水平方向の断面において、
該粉体粒子供給手段の出口部から噴射される該粉体粒子の噴射方向と
該粉体粒子供給手段の出口部と該処理室の該中心軸とを水平方向に結ぶ方向と
により成される角度を水平噴射角度β(°)としたとき、
該垂直噴出角度α(°)及び該水平噴射角度β(°)が、
−45(°)≦α≦+45(°)
−20(°)≦β≦+90(°)
を満足するように、該処理室に該粉体粒子を供給する
ことを特徴とする粉体粒子の熱処理方法。 The powder particles containing a binder resin and a colorant, a heat treatment method of the powder particles heat treatment using a heat treatment apparatus,
The heat treatment apparatus
(1) a cylindrical processing chamber in which the powder particles are heat-treated;
(2) powder particle supply means for supplying the powder particles to the processing chamber;
(3) a hot air supply means for the hot air for heat treating the supplied powder particles in the processing chamber for supplying to the processing chamber,
( 4) cold air supply means for supplying cold air for cooling the heat treated powder particles to the processing chamber ;
(5) recovery means for recovering the powder particles heat-treated from the lower end side of the processing chamber;
Have
The cylindrical processing chamber is installed so that its central axis is in the vertical direction,
The powder particle supply means includes
(I) the outer peripheral portion of the processing chamber is provided plurality of lower flow side than the outlet portion of the hot air supply means,
(Ii) the direction of injection the powder particles ejected from the outlet portion of the powder particle supply means is provided with an adjustable adjustment mechanism with respect to the vertical direction and the horizontal direction of the treatment chamber,
The hot air supply means is provided so that hot air supplied to the processing chamber swirls in the processing chamber,
The recovery means so as to maintain the turning direction of the powder particles to pivot the processing chamber are arranged on the outer peripheral portion of the processing chamber,
In the vertical cross section of the processing chamber,
An injection direction of the powder particles injected from an outlet of the powder particle supply means;
Horizontal and
The angle formed by the vertical ejection angle α (°),
In the horizontal cross section of the processing chamber,
An injection direction of the powder particles injected from an outlet of the powder particle supply means;
A direction connecting the outlet of the powder particle supplying means and the central axis of the processing chamber in a horizontal direction;
When the angle formed by the horizontal injection angle β (°),
The vertical ejection angle α (°) and the horizontal ejection angle β (°) are
−45 (°) ≦ α ≦ + 45 (°)
−20 (°) ≦ β ≦ + 90 (°)
The powder particles are supplied to the treatment chamber so as to satisfy the above-described conditions, and a method for heat-treating the powder particles.
該規制手段は、前記処理室の前記中心軸上に、前記処理室の下端部から上端部に向けて突出するように配置された、断面が円形状である柱状部材である
請求項1〜3のいずれか1項に記載の粉体粒子の熱処理方法。 The heat treatment apparatus has a regulating means for regulating the flow of the supplied powder particles in the processing chamber into the processing chamber,
The regulating means, on the central axis of the processing chamber, arranged so as to protrude toward the upper portion from the lower portion of the processing chamber, Ru pillars der cross section is circular
Heat treatment method of the powder particles according to Izu Re or one of 請 Motomeko 1-3.
該熱処理工程が、請求項1〜4のいずれか1項に記載の熱処理方法によって行われることを特徴とするトナーの製造方法。 The powder particles containing a binder resin and a colorant, in the method for producing a toner having a heat treatment step of heat treatment using a heat treatment apparatus,
Heat treatment step, method for producing a toner according to claim Rukoto performed by heat treatment method according to Izu Re one of claims 1-4.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011130925A JP5773769B2 (en) | 2011-06-13 | 2011-06-13 | Heat treatment method for powder particles and toner production method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011130925A JP5773769B2 (en) | 2011-06-13 | 2011-06-13 | Heat treatment method for powder particles and toner production method |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013003181A JP2013003181A (en) | 2013-01-07 |
| JP2013003181A5 JP2013003181A5 (en) | 2014-07-24 |
| JP5773769B2 true JP5773769B2 (en) | 2015-09-02 |
Family
ID=47671852
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011130925A Active JP5773769B2 (en) | 2011-06-13 | 2011-06-13 | Heat treatment method for powder particles and toner production method |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5773769B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013020246A (en) * | 2011-06-13 | 2013-01-31 | Canon Inc | Powder particle thermal treatment equipment and toner manufacturing method |
Families Citing this family (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR20160055955A (en) * | 2011-06-13 | 2016-05-18 | 캐논 가부시끼가이샤 | Heat treating apparatus for powder particles and method of producing toner |
| CN103620503B (en) * | 2011-06-13 | 2016-08-24 | 佳能株式会社 | Equipment for Heating Processing and the production method of toner for powder particle |
| JP6000799B2 (en) * | 2012-10-19 | 2016-10-05 | キヤノン株式会社 | Toner production method |
| JP2016032783A (en) * | 2014-07-31 | 2016-03-10 | キヤノン株式会社 | Heat treatment device for powder particle, and method for producing powder particle |
| JP6516420B2 (en) * | 2014-07-31 | 2019-05-22 | キヤノン株式会社 | Heat treatment apparatus for powder particles and method for producing powder particles |
| CN106334494B (en) * | 2016-10-31 | 2018-09-21 | 重庆市南川区庆岩福利碱厂 | It is granulated collection device |
Family Cites Families (5)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS59125742A (en) * | 1982-12-31 | 1984-07-20 | Konishiroku Photo Ind Co Ltd | Heat treating equipment of powder or granular |
| JPS62132533A (en) * | 1985-12-05 | 1987-06-15 | Konishiroku Photo Ind Co Ltd | Apparatus for heat-treating granule |
| JP2004188725A (en) * | 2002-12-10 | 2004-07-08 | Seiko Epson Corp | Method and apparatus for heat-treating resin particle |
| JP5366510B2 (en) * | 2008-11-14 | 2013-12-11 | キヤノン株式会社 | Toner heat treatment apparatus and toner manufacturing method |
| JP5366524B2 (en) * | 2008-12-05 | 2013-12-11 | キヤノン株式会社 | Toner heat treatment apparatus and toner manufacturing method |
-
2011
- 2011-06-13 JP JP2011130925A patent/JP5773769B2/en active Active
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP2013020246A (en) * | 2011-06-13 | 2013-01-31 | Canon Inc | Powder particle thermal treatment equipment and toner manufacturing method |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013003181A (en) | 2013-01-07 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5917309B2 (en) | Powder particle heat treatment apparatus and toner manufacturing method | |
| JP5917308B2 (en) | Powder particle heat treatment apparatus and toner manufacturing method | |
| JP5773769B2 (en) | Heat treatment method for powder particles and toner production method | |
| JP5925060B2 (en) | Powder particle heat treatment apparatus and toner manufacturing method | |
| JP2015079166A (en) | Production method of toner | |
| JP5366510B2 (en) | Toner heat treatment apparatus and toner manufacturing method | |
| JP6000799B2 (en) | Toner production method | |
| JP5366524B2 (en) | Toner heat treatment apparatus and toner manufacturing method | |
| JP6516420B2 (en) | Heat treatment apparatus for powder particles and method for producing powder particles | |
| JP6533432B2 (en) | Heat treatment apparatus for powder particles and method for producing powder particles | |
| JP6533431B2 (en) | Heat treatment apparatus for powder particles and method of manufacturing toner | |
| JP6957303B2 (en) | Heat treatment equipment and powder particle manufacturing method | |
| JP4869168B2 (en) | Toner surface reformer | |
| JP5641959B2 (en) | Heat treatment apparatus for resin particles and toner production method | |
| JP2016032783A (en) | Heat treatment device for powder particle, and method for producing powder particle | |
| JP5366509B2 (en) | Toner heat treatment apparatus and toner manufacturing method | |
| JP6532356B2 (en) | Heat treatment apparatus and method of manufacturing toner | |
| JP5322618B2 (en) | Toner manufacturing system and gas supply device | |
| JP2012173446A (en) | Heat treatment device of resin particle and method of manufacturing toner | |
| JPH11184151A (en) | Production of toner particle | |
| JP2023079431A (en) | Method for manufacturing toner |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140605 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140605 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150210 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20150224 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20150424 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150630 |
|
| R151 | Written notification of patent or utility model registration |
Ref document number: 5773769 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R151 |