JP5772584B2 - piston ring - Google Patents
piston ring Download PDFInfo
- Publication number
- JP5772584B2 JP5772584B2 JP2011288913A JP2011288913A JP5772584B2 JP 5772584 B2 JP5772584 B2 JP 5772584B2 JP 2011288913 A JP2011288913 A JP 2011288913A JP 2011288913 A JP2011288913 A JP 2011288913A JP 5772584 B2 JP5772584 B2 JP 5772584B2
- Authority
- JP
- Japan
- Prior art keywords
- dimple
- depth
- piston ring
- dimples
- types
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
Images






Description
本発明は、内燃機関のピストンに装着されるピストンリングに関する。 The present invention relates to a piston ring attached to a piston of an internal combustion engine.
通常内燃機関においては、ピストンにピストンリングが装着され、ピストンリングによりガスシール及びオイルシールを行う。近年燃費向上が要求されているが、燃費向上にはピストンリングのフリクション低減も重要な技術である。もちろんピストンリングの張力を下げるとピストンリングのフリクションは下がるが、むやみにピストンリングの張力を下げると、ピストンリングのガスシール性及びオイルシール性が低下する。 Usually, in an internal combustion engine, a piston ring is attached to a piston, and a gas seal and an oil seal are performed by the piston ring. In recent years, improvement in fuel efficiency has been demanded, but reducing the friction of the piston ring is also an important technology for improving fuel efficiency. Of course, when the tension of the piston ring is lowered, the friction of the piston ring is lowered. However, when the tension of the piston ring is lowered unnecessarily, the gas sealing performance and the oil sealing performance of the piston ring are lowered.
そこで、ピストンリングの外周摺動面に微細な凹み(ディンプル)を多数設けることで、ディンプルがオイルを保持する機能を発揮し、ピストンリングのフリクションが下がることが知られている(例えば、特許文献1参照)。 Therefore, it is known that by providing a large number of fine dents (dimples) on the outer peripheral sliding surface of the piston ring, the dimples function to retain oil and the friction of the piston ring is reduced (for example, Patent Documents). 1).
しかしながら、ディンプルの深さが単一の場合、図7に示すように、低軸受特性数領域ではかえって摩擦係数が増えてしまう。これは、ピストンの上下死点(特に上死点)付近で摩擦が増え、ピストンリングの摩耗も増える可能性があることを示唆していると考えられる。オイル粘度μ(即ち、潤滑油の粘度)及び荷重W(即ち、ピストンリングの張力)はほぼ一定とみなすことができるので、低軸受特性数領域は摺動速度U(即ち、ピストンの速度)が低い領域に相当するためである。なお、図7の「ディンプル付き」は、ディンプルの直径が100μmであり、ディンプルの深さが5μmである場合である。 However, when the depth of the dimple is single, as shown in FIG. 7, the friction coefficient increases on the contrary in the low bearing characteristic number region. This is considered to suggest that friction increases in the vicinity of the top and bottom dead center (especially top dead center) of the piston, and the wear of the piston ring may also increase. Since the oil viscosity μ (that is, the viscosity of the lubricating oil) and the load W (that is, the tension of the piston ring) can be regarded as almost constant, the low bearing characteristic number region has a sliding speed U (that is, the speed of the piston). This is because it corresponds to a low region. Note that “with dimple” in FIG. 7 is a case where the dimple has a diameter of 100 μm and the dimple has a depth of 5 μm.
一方、ディンプルの深さを浅くすると、低軸受特性数領域の摩擦係数を下げることはできる。ただし、ディンプルが浅すぎる場合は、ディンプルがオイルを保持する機能が弱くなり、内燃機関の長時間運転後に、ディンプルがピストンリングの摩耗により消失する可能性がある。 On the other hand, if the depth of the dimple is reduced, the friction coefficient in the low bearing characteristic number region can be lowered. However, when the dimple is too shallow, the dimple has a weak function of retaining oil, and the dimple may disappear due to wear of the piston ring after long-time operation of the internal combustion engine.
そこで、本発明の目的は、低フリクションで且つ耐摩耗性の高いディンプル付きピストンリングを提供することにある。 Accordingly, an object of the present invention is to provide a piston ring with dimples having low friction and high wear resistance.
上述の目的を達成するために、本発明は、ピストンリング本体と、前記ピストンリング本体の外周摺動面に形成された多数のディンプルとを有するピストンリングにおいて、前記多数のディンプルは、深さが複数種類となるように形成され、且つ、深さの異なる複数種類のディンプルが前記ピストンリング本体の周方向に交互に配設されるものである。 In order to achieve the above object, the present invention provides a piston ring having a piston ring body and a plurality of dimples formed on an outer peripheral sliding surface of the piston ring body. A plurality of types of dimples formed in a plurality of types and having different depths are alternately arranged in the circumferential direction of the piston ring body.
前記多数のディンプルは、深さが第1深さに形成された第1ディンプルと、深さが前記第1深さより浅い第2深さに形成された第2ディンプルとを含み、前記第1深さが4〜5μmとされ、前記第2深さが2〜3μmとされても良い。 The plurality of dimples include a first dimple having a depth of the first depth and a second dimple having a depth of a second depth shallower than the first depth. May be 4 to 5 μm, and the second depth may be 2 to 3 μm.
前記多数のディンプルは、深さが前記第2深さより浅い第3深さに形成された第3ディンプルをさらに含み、前記第3深さが1〜1.5μmとされても良い。 The plurality of dimples may further include a third dimple formed at a third depth shallower than the second depth, and the third depth may be 1 to 1.5 μm.
本発明によれば、低フリクションで且つ耐摩耗性の高いディンプル付きピストンリングを提供することができるという優れた効果を奏する。 ADVANTAGE OF THE INVENTION According to this invention, there exists an outstanding effect that the piston ring with a dimple which is low friction and high abrasion resistance can be provided.
以下、本発明の好適な実施形態を添付図面に基づいて詳述する。 DESCRIPTION OF EMBODIMENTS Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings.
図1に本実施形態に係るピストンリング10を示す。
FIG. 1 shows a
本実施形態に係るピストンリング(ディンプル付きピストンリング)10は、内燃機関(例えば、ディーゼルエンジンやガソリンエンジン等)のピストンに装着されるものである。また、本実施形態に係るピストンリング10は、ピストンに設けられる複数のピストンリング溝のうち最上段に位置するトップリング溝に取り付けられるトップリングである。
A piston ring (a piston ring with dimples) 10 according to this embodiment is attached to a piston of an internal combustion engine (for example, a diesel engine or a gasoline engine). Moreover, the
図1に示すように、本実施形態に係るピストンリング10は、ピストンリング本体11と、シリンダボア20の内周面21(図1(c)参照)に摺接するピストンリング本体11の外周摺動面12に規則的に設けられた多数のディンプル(微細な凹み)13(図1(b)参照)とを有する。
As shown in FIG. 1, the
ピストンリング本体11は、リングの一部を切り欠いて形成された合い口すきま(合い口)14を有する形状とされる。ピストンリング本体11は、例えば、ステンレス鋼(SUS材)からなる。
The piston ring
ピストンリング本体11の外周面には、耐摩耗性の向上のための硬質被膜15が形成されている。硬質被膜15は、例えば、PVD或いはメッキによるCrN被膜からなる。硬質被膜15の厚さT(図1(c)参照)は、例えば、30〜40μmとされる。係る硬質被膜15が、ピストンリング10(ピストンリング本体11)の外周摺動面12を構成する。
A
ピストンリング10の外周摺動面12(即ち、硬質被膜15)の表面には、多数のディンプル13が形成されている。本実施形態では、多数のディンプル13は、ピストンリング10(ピストンリング本体11)の周方向に関して等ピッチPx(図1(b)参照)で配置されていると共に、ピストンリング10(ピストンリング本体11)の軸方向に関して等ピッチPy(図1(b)参照)で配置されている。
A large number of
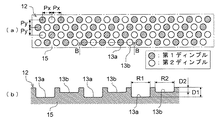
本実施形態に係るピストンリング10においては、深さが複数種類(本実施形態では、2種類)となるようにディンプル13を形成すると共に、深さの異なる複数種類のディンプル(第1ディンプル13a、第2ディンプル13b)をピストンリング10の周方向に交互に配設している(図2参照)。
In the
図2に本実施形態のディンプル13のパターン図を示す。なお、図2(a)中、ハッチングを付した丸が深めのディンプル(第1ディンプル13a)を示し、白丸が浅めのディンプル(第2ディンプル13b)を示す。
FIG. 2 shows a pattern diagram of the
即ち、本実施形態では、多数のディンプル13は、深さが第1深さD1に形成された第1ディンプル13aと、深さが第1深さD1より浅い第2深さD2に形成された第2ディンプル13bとを含んでいる。
In other words, in the present embodiment, a large number of
例えば、第1深さD1は4〜5μm(好ましくは、5μm程度)とし、第2深さD2は2〜3μm(好ましくは、2.5μm程度)とする。即ち、本実施形態では、第2深さを第1深さの約1/2倍(約0.5倍)とする。また、多数のディンプル(第1ディンプル13a、第2ディンプル13b)の直径R1、R2は、比較的大きくするものとし、深さの種類に拘わらず同じ径(例えば、100μm程度)とする。さらに、多数のディンプル(第1ディンプル13a、第2ディンプル13b)の断面形状は、略円弧状とするのではなく、ディンプル13の容積を大きくするために略U字状とした(図2(b)参照)。
For example, the first depth D1 is 4 to 5 μm (preferably about 5 μm), and the second depth D2 is 2 to 3 μm (preferably about 2.5 μm). That is, in the present embodiment, the second depth is set to about ½ times (about 0.5 times) the first depth. Further, the diameters R1 and R2 of a large number of dimples (the first dimple 13a and the
図2(a)においては、深さの種類が同じディンプル(第1ディンプル13a、第2ディンプル13b)を、ピストンリング10の外周摺動面12にピストンリング10の軸方向に対して傾斜配置している。即ち、複数の第1ディンプル13aを、ピストンリング10の軸方向と平行な方向に対して角度をつけて直線配置し、複数の第2ディンプル13bを、ピストンリング10の軸方向と平行な方向に対して角度をつけて直線配置している。
In FIG. 2A, dimples having the same depth type (first dimple 13 a and
また、図3にディンプル13の深さを3種類にした例(パターン図)を示す。なお、図3(a)中、ハッチングを付した丸が深めのディンプル(第1ディンプル13a)を示し、白丸が中くらいの深さのディンプル(第2ディンプル13b)を示し、×印を付した丸が浅めのディンプル(第3ディンプル13c)を示す。
FIG. 3 shows an example (pattern diagram) in which the depth of the
即ち、多数のディンプル13は、深さが第1深さD1に形成された第1ディンプル13aと、深さが第1深さD1より浅い第2深さD2に形成された第2ディンプル13bと、深さが第2深さD2より浅い第3深さD3に形成された第3ディンプル13cとを含んでいても良い。
That is, the plurality of
例えば、第1深さD1は4〜5μm(好ましくは、5μm程度)とし、第2深さD2は2〜3μm(好ましくは、2.5μm程度)とし、第3深さD3は1〜1.5μm(好ましくは、1.25μm程度)とする。即ち、第2深さを第1深さの約1/2倍(約0.5倍)とし、第3深さを第2深さの約1/2倍(約0.5倍)としている。また、多数のディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)の直径R1、R2、R3は、比較的大きくするものとし、深さの種類に拘わらず同じ径(例えば、100μm程度)とする。さらに、多数のディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)の断面形状は、略円弧状とするのではなく、ディンプル13の容積を大きくするために略U字状としている(図3(b)参照)。
For example, the first depth D1 is 4-5 μm (preferably about 5 μm), the second depth D2 is 2-3 μm (preferably about 2.5 μm), and the third depth D3 is 1-1. It is 5 μm (preferably about 1.25 μm). That is, the second depth is about 1/2 times (about 0.5 times) the first depth, and the third depth is about 1/2 times (about 0.5 times) the second depth. . The diameters R1, R2, and R3 of a large number of dimples (the
図3(a)においては、深さの種類が同じディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)を、ピストンリング10の外周摺動面12にピストンリング10の軸方向に対して傾斜配置している。即ち、複数の第1ディンプル13aを、ピストンリング10の軸方向と平行な方向に対して角度をつけて直線配置し、複数の第2ディンプル13bを、ピストンリング10の軸方向と平行な方向に対して角度をつけて直線配置し、複数の第3ディンプル13cを、ピストンリング10の軸方向と平行な方向に対して角度をつけて直線配置している。
In FIG. 3A, dimples having the same depth type (
次に、ディンプル13の形成方法を例示する。
Next, a method for forming the
〔1〕レーザー
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
[1] The case where the
レーザーとしては、例えば、エキシマレーザー等のガスレーザーを用いることができる。 As the laser, for example, a gas laser such as an excimer laser can be used.
レーザーの場合は照射時間によってディンプル13の深さが変わる。そのため、パターンに応じてそれぞれのディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)の照射時間を変えることで、ディンプル13の深さをコントロールする。
In the case of a laser, the depth of the
〔2〕エッチング
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
[2] Etching A case where the depth of the
図4に示す3種類のフォトマスクA〜Cを用いて、それぞれのディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)のエッチング時間を変えることで、ディンプル13の深さをコントロールする。
The depth of the
まず、光硬化樹脂に、第1ディンプル13a、第2ディンプル13b及び第3ディンプル13cのパターンを露光し、ピストンリング10の外周摺動面12上にフォトマスクAを作る。フォトマスクAを用いてエッチングし、全てのディンプル13にエッチングを行うことにより、全てのディンプル13を浅い状態(第3深さD3)にする。
First, a pattern of the
次に、光硬化樹脂に第1ディンプル13a及び第2ディンプル13bのパターンを露光し、フォトマスクA上にフォトマスクBを作る。フォトマスクBを用いてエッチングし、浅く残したいディンプル(第3ディンプル13c)以外のディンプル13にエッチングを行うことにより、浅く残したいディンプル(第3ディンプル13c)以外のディンプル13を中くらいの深さの状態(第2深さD2)とする。
Next, a pattern of the
次に、光硬化樹脂に第1ディンプル13aのパターンを露光し、フォトマスクB上にフォトマスクCを作る。フォトマスクCを用いてエッチングし、深くしたいディンプル(第1ディンプル13a)のみにエッチングを行うことにより、深くしたいディンプル(第1ディンプル13a)のみを深い状態(第1深さD1)とする。
Next, the pattern of the
最後に、フォトマスクA〜Cをピストンリング10の外周摺動面12から剥離させることにより、ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)としたピストンリング10が得られる。なお、フォトマスクB及びCをフォトマスクA上に順次重ねていくのではなく、エッチングが完了したフォトマスクAを剥離させ、フォトマスクB及びCを直接外周摺動面12上に作っても良い。
Finally, the photomasks A to C are peeled off from the outer peripheral sliding
〔3〕ショットブラスト
ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)とした場合について説明する。
[3] Shot Blast A case where the
エッチングの場合と同様に図4に示す3種類のフォトマスクA〜Cを用いて、それぞれのディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)のショットブラスト時間を変えることで、ディンプル13の深さをコントロールする。なお、フォトマスク以外のマスクを用いてピストンリング10の外周摺動面12にマスキングを施しても良い。
As in the case of etching, by using the three types of photomasks A to C shown in FIG. 4, by changing the shot blast time of each dimple (
まず、光硬化樹脂に、第1ディンプル13a、第2ディンプル13b及び第3ディンプル13cのパターンを露光し、ピストンリング10の外周摺動面12上にフォトマスクAを作る。フォトマスクAを用いてショットブラストをし、全てのディンプル13にショットブラストを行うことにより、全てのディンプル13を浅い状態(第3深さD3)にする。
First, a pattern of the
次に、光硬化樹脂に第1ディンプル13a及び第2ディンプル13bのパターンを露光し、フォトマスクA上にフォトマスクBを作る。フォトマスクBを用いてショットブラストをし、浅く残したいディンプル(第3ディンプル13c)以外のディンプル13にショットブラストを行うことにより、浅く残したいディンプル(第3ディンプル13c)以外のディンプル13を中くらいの深さの状態(第2深さD2)とする。
Next, a pattern of the
次に、光硬化樹脂に第1ディンプル13aのパターンを露光し、フォトマスクB上にフォトマスクCを作る。フォトマスクCを用いてショットブラストをし、深くしたいディンプル(第1ディンプル13a)のみにショットブラストを行うことにより、深くしたいディンプル(第1ディンプル13a)のみを深い状態(第1深さD1)とする。
Next, the pattern of the
最後に、フォトマスクA〜Cをピストンリング10の外周摺動面12から剥離させることにより、ディンプル13の深さを3種類(第1深さD1、第2深さD2、第3深さD3)としたピストンリング10が得られる。なお、フォトマスクB及びCをフォトマスクA上に順次重ねていくのではなく、エッチングが完了したフォトマスクAを剥離させ、フォトマスクB及びCを直接外周摺動面12上に作っても良い。
Finally, the photomasks A to C are peeled off from the outer peripheral sliding
次に、本実施形態の作用効果を説明する。 Next, the effect of this embodiment is demonstrated.
本実施形態に係るピストンリング10は、ピストンリング本体11と、ピストンリング本体11の外周摺動面12に形成された多数のディンプル13とを有するので、ディンプル13がオイルを保持する機能を発揮し、ピストンリング10のフリクションを下げることができる。
Since the
特に、本実施形態に係るピストンリング10では、多数のディンプル13は、深さが複数種類(本実施形態では、2種類)となるように形成され、且つ、深さの異なる複数種類のディンプル(第1ディンプル13a、第2ディンプル13b)がピストンリング10(ピストンリング本体11)の周方向に交互に配設されるので、低フリクションで且つ耐摩耗性の高いディンプル付きピストンリングを製作することが可能となる。
In particular, in the
即ち、多数のディンプル13は、深さが複数種類(本実施形態では、2種類)となるように形成されるので、深めのディンプル(第1ディンプル13a)によりピストンリング10の耐摩耗性を確保しつつ、浅めのディンプル(第2ディンプル13b)によりピストンリング10のフリクションを下げることができる。
That is, since a large number of
また、深さの異なる複数種類のディンプル(第1ディンプル13a、第2ディンプル13b)がピストンリング10(ピストンリング本体11)の周方向に交互に配設されるので、ピストンリング10(ピストンリング本体11)の外周摺動面12(硬質被膜15)の周方向に関する偏摩耗が抑制される。また、内燃機関の長時間運転後に、たとえ浅めのディンプル(第2ディンプル13b)がピストンリング10の摩耗により消失してしまったとしても、残りのディンプル(第1ディンプル13a)がピストンリング10(ピストンリング本体11)の周方向に等ピッチ(Pxの2倍)で配置されている状態は維持される。
Further, since plural types of dimples (
以上、本発明の好適な実施形態について説明したが、本発明は上述の実施形態には限定されず他の様々な実施形態を採ることが可能である。 The preferred embodiments of the present invention have been described above. However, the present invention is not limited to the above-described embodiments, and various other embodiments can be adopted.
図5及び図6にディンプル13の変形例を示す。図5(a)及び図5(b)においては、深さの種類が同じディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)を、ピストンリング10の外周摺動面12にピストンリング10の軸方向と平行な方向に沿って千鳥配置している。また、図6(a)及び図6(b)においては、深さの種類が同じディンプル(第1ディンプル13a、第2ディンプル13b、第3ディンプル13c)を、ピストンリング10の外周摺動面12にピストンリング10の軸方向と平行な方向に沿って直線配置している。
5 and 6 show a modification of the
また、上述の実施形態では、ピストンリング10はトップリングであるとしたが、これには限定はされず、本発明はトップリング以外のセカンドリングやオイルリングに適用することも可能である。なお、トップリングはセカンドリングやオイルリングと比較して外周摺動面が大きいので、本発明はトップリングに好適に適用される。
In the above embodiment, the
10 ピストンリング
11 ピストンリング本体
12 外周摺動面
13a 第1ディンプル(ディンプル)
13b 第2ディンプル(ディンプル)
13c 第3ディンプル(ディンプル)
10
13b Second dimple (dimple)
13c Third dimple (dimple)
Claims (3)
前記多数のディンプルは、深さが複数種類となるように形成され、且つ、深さの異なる複数種類のディンプルが前記ピストンリング本体の周方向に交互に配設されることを特徴とするピストンリング。 In a piston ring having a piston ring body and a large number of dimples formed on the outer peripheral sliding surface of the piston ring body,
The plurality of dimples are formed to have a plurality of types of depth, and a plurality of types of dimples having different depths are alternately arranged in the circumferential direction of the piston ring body. .
前記第1深さが4〜5μmとされ、前記第2深さが2〜3μmとされる請求項1に記載のピストンリング。 The plurality of dimples includes a first dimple having a depth of a first depth and a second dimple having a depth of a second depth shallower than the first depth,
2. The piston ring according to claim 1, wherein the first depth is 4 to 5 μm and the second depth is 2 to 3 μm.
前記第3深さが1〜1.5μmとされる請求項2に記載のピストンリング。 The plurality of dimples further includes a third dimple formed at a third depth shallower than the second depth,
The piston ring according to claim 2, wherein the third depth is 1 to 1.5 μm.
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011288913A JP5772584B2 (en) | 2011-12-28 | 2011-12-28 | piston ring |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2011288913A JP5772584B2 (en) | 2011-12-28 | 2011-12-28 | piston ring |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2013137080A JP2013137080A (en) | 2013-07-11 |
| JP5772584B2 true JP5772584B2 (en) | 2015-09-02 |
Family
ID=48912955
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2011288913A Active JP5772584B2 (en) | 2011-12-28 | 2011-12-28 | piston ring |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5772584B2 (en) |
Families Citing this family (4)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| DE102014002397A1 (en) * | 2014-02-24 | 2015-05-28 | Mtu Friedrichshafen Gmbh | Piston ring, cylinder liner and sliding mating |
| JP6584243B2 (en) * | 2015-09-04 | 2019-10-02 | 株式会社リケン | Piston ring and manufacturing method thereof |
| JP6860328B2 (en) * | 2016-11-16 | 2021-04-14 | 株式会社リケン | Pressure ring for internal combustion engine piston |
| EP3543552B1 (en) * | 2016-11-18 | 2021-11-10 | Eagle Industry Co., Ltd. | Sliding members |
Family Cites Families (3)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS62256960A (en) * | 1986-04-28 | 1987-11-09 | Mazda Motor Corp | Sliding member excellent in abrasion resistance and its production |
| JPH0542827U (en) * | 1991-11-13 | 1993-06-11 | 金井 宏之 | Wire rod for piston ring |
| JP5077798B2 (en) * | 2008-08-06 | 2012-11-21 | 三菱重工業株式会社 | Piston ring of reciprocating engine |
-
2011
- 2011-12-28 JP JP2011288913A patent/JP5772584B2/en active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2013137080A (en) | 2013-07-11 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| KR101665491B1 (en) | Combined oil ring | |
| JP5620794B2 (en) | piston ring | |
| JP5772584B2 (en) | piston ring | |
| US8820750B2 (en) | Internal combustion engine oil ring | |
| EP2562448A1 (en) | Oil ring for internal combustion engine | |
| JP2016169791A (en) | Side rail | |
| US9341267B2 (en) | Cylinder formed with uneven pattern on surface of inner wall | |
| JP6817374B2 (en) | piston ring | |
| JP2010038295A (en) | Piston ring for reciprocating engine | |
| JP2016205236A (en) | Engine piston | |
| JP2005264978A (en) | Pressure ring | |
| JPWO2020158949A1 (en) | Combination oil ring | |
| JP2014101893A (en) | Pressure ring attachment piston | |
| WO2014073430A1 (en) | Piston ring | |
| WO2016092776A1 (en) | Oil ring | |
| JP2017036823A (en) | piston ring | |
| JP7045383B2 (en) | piston ring | |
| JP2013148026A (en) | Cylinder liner | |
| JP5331235B2 (en) | Reciprocating engine | |
| JP6860328B2 (en) | Pressure ring for internal combustion engine piston | |
| WO2019167241A1 (en) | Piston ring | |
| JP2017020553A (en) | Piston ring for internal combustion engine | |
| JP2010112357A (en) | Piston for internal combustion engine | |
| JP2016118276A (en) | Combination oil ring | |
| JP2015197121A (en) | oil ring |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140918 |
|
| TRDD | Decision of grant or rejection written | ||
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20150528 |
|
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150602 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150615 |
|
| R150 | Certificate of patent (=grant) or registration of utility model |
Ref document number: 5772584 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |