JP5770984B2 - Rotary kiln and metal recovery method - Google Patents
Rotary kiln and metal recovery method Download PDFInfo
- Publication number
- JP5770984B2 JP5770984B2 JP2010157877A JP2010157877A JP5770984B2 JP 5770984 B2 JP5770984 B2 JP 5770984B2 JP 2010157877 A JP2010157877 A JP 2010157877A JP 2010157877 A JP2010157877 A JP 2010157877A JP 5770984 B2 JP5770984 B2 JP 5770984B2
- Authority
- JP
- Japan
- Prior art keywords
- metal
- furnace
- rotary
- electric furnace
- slag
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 239000002184 metal Substances 0.000 title claims description 117
- 229910052751 metal Inorganic materials 0.000 title claims description 117
- 238000011084 recovery Methods 0.000 title claims description 31
- 238000000034 method Methods 0.000 title claims description 15
- 239000002893 slag Substances 0.000 claims description 91
- 239000000155 melt Substances 0.000 claims description 31
- 238000002485 combustion reaction Methods 0.000 claims description 23
- 239000010949 copper Substances 0.000 claims description 12
- 239000003638 chemical reducing agent Substances 0.000 claims description 11
- 238000010438 heat treatment Methods 0.000 claims description 9
- 238000007599 discharging Methods 0.000 claims description 7
- 230000005611 electricity Effects 0.000 claims description 6
- 229910052802 copper Inorganic materials 0.000 claims description 5
- 229910052737 gold Inorganic materials 0.000 claims description 5
- 239000010931 gold Substances 0.000 claims description 5
- 230000002093 peripheral effect Effects 0.000 claims description 5
- 229910052709 silver Inorganic materials 0.000 claims description 5
- 239000000758 substrate Substances 0.000 claims description 4
- 229910052745 lead Inorganic materials 0.000 claims description 3
- 229910052763 palladium Inorganic materials 0.000 claims description 3
- 229910052718 tin Inorganic materials 0.000 claims description 3
- 239000002699 waste material Substances 0.000 claims description 3
- RYGMFSIKBFXOCR-UHFFFAOYSA-N Copper Chemical compound [Cu] RYGMFSIKBFXOCR-UHFFFAOYSA-N 0.000 claims description 2
- BQCADISMDOOEFD-UHFFFAOYSA-N Silver Chemical compound [Ag] BQCADISMDOOEFD-UHFFFAOYSA-N 0.000 claims description 2
- 238000003723 Smelting Methods 0.000 claims description 2
- PCHJSUWPFVWCPO-UHFFFAOYSA-N gold Chemical compound [Au] PCHJSUWPFVWCPO-UHFFFAOYSA-N 0.000 claims description 2
- 150000002739 metals Chemical class 0.000 claims description 2
- 239000002994 raw material Substances 0.000 claims description 2
- 239000004332 silver Substances 0.000 claims description 2
- 238000011144 upstream manufacturing Methods 0.000 claims 1
- 238000004891 communication Methods 0.000 description 25
- 238000010079 rubber tapping Methods 0.000 description 17
- 239000000571 coke Substances 0.000 description 9
- 238000001816 cooling Methods 0.000 description 9
- 229910044991 metal oxide Inorganic materials 0.000 description 5
- 150000004706 metal oxides Chemical class 0.000 description 5
- 230000000694 effects Effects 0.000 description 4
- 239000000463 material Substances 0.000 description 4
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 description 4
- 239000000654 additive Substances 0.000 description 3
- 238000003780 insertion Methods 0.000 description 3
- 230000037431 insertion Effects 0.000 description 3
- 230000014759 maintenance of location Effects 0.000 description 3
- 238000002844 melting Methods 0.000 description 3
- 230000008018 melting Effects 0.000 description 3
- 238000006722 reduction reaction Methods 0.000 description 3
- XEEYBQQBJWHFJM-UHFFFAOYSA-N Iron Chemical compound [Fe] XEEYBQQBJWHFJM-UHFFFAOYSA-N 0.000 description 2
- 230000000996 additive effect Effects 0.000 description 2
- 230000007423 decrease Effects 0.000 description 2
- 238000002347 injection Methods 0.000 description 2
- 239000007924 injection Substances 0.000 description 2
- 239000012768 molten material Substances 0.000 description 2
- 230000000149 penetrating effect Effects 0.000 description 2
- 239000010970 precious metal Substances 0.000 description 2
- 238000012545 processing Methods 0.000 description 2
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 description 1
- 101100233916 Saccharomyces cerevisiae (strain ATCC 204508 / S288c) KAR5 gene Proteins 0.000 description 1
- XSQUKJJJFZCRTK-UHFFFAOYSA-N Urea Chemical compound NC(N)=O XSQUKJJJFZCRTK-UHFFFAOYSA-N 0.000 description 1
- 239000004202 carbamide Substances 0.000 description 1
- 229910052799 carbon Inorganic materials 0.000 description 1
- 239000003245 coal Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- QOGLYAWBNATGQE-UHFFFAOYSA-N copper;gold;silver Chemical compound [Cu].[Au][Ag] QOGLYAWBNATGQE-UHFFFAOYSA-N 0.000 description 1
- 150000002013 dioxins Chemical class 0.000 description 1
- 238000005265 energy consumption Methods 0.000 description 1
- 238000002474 experimental method Methods 0.000 description 1
- 239000010419 fine particle Substances 0.000 description 1
- 230000005484 gravity Effects 0.000 description 1
- 239000012535 impurity Substances 0.000 description 1
- 229910052742 iron Inorganic materials 0.000 description 1
- 239000006148 magnetic separator Substances 0.000 description 1
- 239000011819 refractory material Substances 0.000 description 1
- 230000008023 solidification Effects 0.000 description 1
- 238000007711 solidification Methods 0.000 description 1
- 238000003756 stirring Methods 0.000 description 1
- 239000000126 substance Substances 0.000 description 1
Images





Classifications
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B11/00—Obtaining noble metals
- C22B11/02—Obtaining noble metals by dry processes
- C22B11/021—Recovery of noble metals from waste materials
- C22B11/025—Recovery of noble metals from waste materials from manufactured products, e.g. from printed circuit boards, from photographic films, paper, or baths
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B7/00—Rotary-drum furnaces, i.e. horizontal or slightly inclined
- F27B7/20—Details, accessories, or equipment peculiar to rotary-drum furnaces
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B09—DISPOSAL OF SOLID WASTE; RECLAMATION OF CONTAMINATED SOIL
- B09B—DISPOSAL OF SOLID WASTE NOT OTHERWISE PROVIDED FOR
- B09B3/00—Destroying solid waste or transforming solid waste into something useful or harmless
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B11/00—Obtaining noble metals
- C22B11/02—Obtaining noble metals by dry processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
- C22B7/001—Dry processes
-
- C—CHEMISTRY; METALLURGY
- C22—METALLURGY; FERROUS OR NON-FERROUS ALLOYS; TREATMENT OF ALLOYS OR NON-FERROUS METALS
- C22B—PRODUCTION AND REFINING OF METALS; PRETREATMENT OF RAW MATERIALS
- C22B7/00—Working up raw materials other than ores, e.g. scrap, to produce non-ferrous metals and compounds thereof; Methods of a general interest or applied to the winning of more than two metals
- C22B7/04—Working-up slag
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B19/00—Combinations of furnaces of kinds not covered by a single preceding main group
- F27B19/04—Combinations of furnaces of kinds not covered by a single preceding main group arranged for associated working
-
- F—MECHANICAL ENGINEERING; LIGHTING; HEATING; WEAPONS; BLASTING
- F27—FURNACES; KILNS; OVENS; RETORTS
- F27B—FURNACES, KILNS, OVENS, OR RETORTS IN GENERAL; OPEN SINTERING OR LIKE APPARATUS
- F27B3/00—Hearth-type furnaces, e.g. of reverberatory type; Tank furnaces
- F27B3/10—Details, accessories, or equipment peculiar to hearth-type furnaces
- F27B3/18—Arrangements of devices for charging
-
- Y—GENERAL TAGGING OF NEW TECHNOLOGICAL DEVELOPMENTS; GENERAL TAGGING OF CROSS-SECTIONAL TECHNOLOGIES SPANNING OVER SEVERAL SECTIONS OF THE IPC; TECHNICAL SUBJECTS COVERED BY FORMER USPC CROSS-REFERENCE ART COLLECTIONS [XRACs] AND DIGESTS
- Y02—TECHNOLOGIES OR APPLICATIONS FOR MITIGATION OR ADAPTATION AGAINST CLIMATE CHANGE
- Y02P—CLIMATE CHANGE MITIGATION TECHNOLOGIES IN THE PRODUCTION OR PROCESSING OF GOODS
- Y02P10/00—Technologies related to metal processing
- Y02P10/20—Recycling
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Mechanical Engineering (AREA)
- Manufacturing & Machinery (AREA)
- Materials Engineering (AREA)
- Metallurgy (AREA)
- Organic Chemistry (AREA)
- Environmental & Geological Engineering (AREA)
- General Engineering & Computer Science (AREA)
- Life Sciences & Earth Sciences (AREA)
- General Life Sciences & Earth Sciences (AREA)
- Geology (AREA)
- Manufacture And Refinement Of Metals (AREA)
- Processing Of Solid Wastes (AREA)
- Muffle Furnaces And Rotary Kilns (AREA)
- Gasification And Melting Of Waste (AREA)
Description
本発明は、被処理物から金属を回収することのできるロータリーキルン及びそのロータリーキルンを用いた金属回収方法に関する。 The present invention relates to a rotary kiln capable of recovering metal from an object to be processed and a metal recovery method using the rotary kiln.
従来のロータリーキルンとして、金属を含有する被処理物を燃焼処理する回転炉を備えるものが知られている(例えば、特許文献1参照)。このロータリーキルンは、家電等の基板を回転炉内で回転させながら燃焼させることで溶融させ、溶融物を回転炉の出口からスラグ冷却装置へ落としている。スラグ冷却装置は、溶融物を水で冷却すると共に破砕することによって、砕塊を形成する。当該砕塊は、磁気選鉱装置などによって、金属の砕塊とスラグの砕塊とに分別される。 2. Description of the Related Art As a conventional rotary kiln, a rotary kiln having a rotary furnace that performs a combustion process on an object to be processed containing metal is known (for example, see Patent Document 1). This rotary kiln is melted by burning while rotating a substrate of a household appliance or the like in a rotary furnace, and dropping the melt from the outlet of the rotary furnace to a slag cooling device. The slag cooling device forms a crushed mass by cooling and crushing the melt with water. The crushed lump is separated into a metal crushed lump and a slag crushed litter by a magnetic separator or the like.
しかしながら、従来のロータリーキルンでは、一度溶融した被処理物を冷却し、砕塊を他の装置まで搬送し金属とスラグを分別する必要があり、非効率である。また、一度加熱した被処理物を冷却する必要があり、エネルギー効率の点でも改善の必要があった。更に、上述のような磁気選鉱法では、金属の回収率に限界があり、被処理物から十分に金属を回収できない場合があった。以上より、被処理物から金属を効率よく回収すると共に、回収率を向上させることが求められていた。 However, the conventional rotary kiln is inefficient because it is necessary to cool the workpiece once melted, transport the crushed mass to another apparatus, and separate the metal and slag. In addition, it is necessary to cool the workpiece once heated, and there is a need for improvement in terms of energy efficiency. Furthermore, the magnetic beneficiation method as described above has a limit in the metal recovery rate, and the metal may not be sufficiently recovered from the object to be processed. From the above, there has been a demand for efficiently recovering metal from the object to be processed and improving the recovery rate.
そこで、本発明は、被処理物から金属を効率よく回収すると共に、回収率を向上させることのできるロータリーキルンを提供することを目的とする。 Then, an object of this invention is to provide the rotary kiln which can improve a recovery rate while recovering | recovering a metal efficiently from a to-be-processed object.
本発明に係るロータリーキルンは、金属を含有する被処理物を燃焼処理する回転炉と、接続部を介して回転炉と接続され、回転炉で燃焼処理された被処理物の溶融物から、電気による加熱処理によって金属を分離させる電気炉と、電気炉に還元剤を供給する還元剤供給手段と、を備えることを特徴とする。 A rotary kiln according to the present invention is electrically connected to a rotary furnace that burns a workpiece containing metal, and a melt of the workpiece that is connected to the rotary furnace via a connecting portion and burned in the rotary furnace. An electric furnace for separating metal by heat treatment, and a reducing agent supply means for supplying a reducing agent to the electric furnace are provided.
本発明に係るロータリーキルンによれば、電気炉は、回転炉で燃焼処理された被処理物の溶融物から電気による加熱処理によって更に金属を分離させることができる。これによって、被処理物の溶融物に含有される金属を回収することできる。また、電気炉は回転炉と接続部を介して接続されているため、被処理物は回転炉にて燃焼処理された後、冷却工程や次の処理装置へ移動する工程などを要することなく、直ちに溶融物として電気炉へ投入される。従って、被処理物からの金属回収を効率的に行うことができる。更に、回転炉から排出された被処理物の溶融物を冷却する工程が入らないため、回転炉での燃焼処理による熱を電気炉における加熱処理に有効利用することができ、エネルギー効率を向上させることができる。また、還元剤供給手段が電気炉に還元剤を供給することができるため、電気炉内の溶融物中に含まれる金属酸化物を還元反応させることによって、より多くの金属を回収することができる。以上によって、被処理物から金属を効率よく回収すると共に、回収率を向上させることができる。 According to the rotary kiln according to the present invention, the electric furnace can further separate the metal from the melt of the object to be processed that has been subjected to the combustion process in the rotary furnace by an electric heat treatment. Thereby, the metal contained in the melt of the object to be processed can be recovered. In addition, since the electric furnace is connected to the rotary furnace via the connecting portion, the object to be processed is subjected to a combustion process in the rotary furnace, and without requiring a cooling process or a process of moving to the next processing apparatus. Immediately charged into the electric furnace as a melt. Therefore, metal recovery from the object to be processed can be performed efficiently. Furthermore, since there is no step for cooling the melt of the workpiece discharged from the rotary furnace, the heat from the combustion process in the rotary furnace can be effectively used for the heat treatment in the electric furnace, improving energy efficiency. be able to. Further, since the reducing agent supply means can supply the reducing agent to the electric furnace, more metal can be recovered by reducing the metal oxide contained in the melt in the electric furnace. . As described above, the metal can be efficiently recovered from the workpiece and the recovery rate can be improved.
また、本発明に係るロータリーキルンにおいて、電気炉は、回転炉の出口の下方に配置され、接続部と非接触で落下する被処理物が投入されることが好ましい。回転炉で燃焼処理されて排出される被処理物の溶融物は、接続部と接触することなく、そのまま下方に落下して電気炉に投入される。例えば、回転炉から排出された溶融物が接続部の内壁を伝って電気炉へ投入される場合、溶融物の熱が接続部の内壁に奪われて、固化・付着してしまう。一方、本発明に係るロータリーキルンによれば、回転炉での燃焼処理に係る熱を他の部材に奪われることなく、電気炉へ供給することができる。これによって、金属回収のためのエネルギー効率が一層向上する。 Moreover, in the rotary kiln according to the present invention, it is preferable that the electric furnace is disposed below the outlet of the rotary furnace, and an object to be processed falling in a non-contact manner with the connection portion is input. The melt of the object to be processed, which is burned and processed in the rotary furnace, falls down as it is without being brought into contact with the connecting portion and is put into the electric furnace. For example, when the melt discharged from the rotary furnace is introduced into the electric furnace through the inner wall of the connection portion, the heat of the melt is taken away by the inner wall of the connection portion and solidifies and adheres. On the other hand, according to the rotary kiln according to the present invention, heat related to the combustion process in the rotary furnace can be supplied to the electric furnace without being taken away by other members. This further improves energy efficiency for metal recovery.
また、本発明に係るロータリーキルンにおいて、電気炉は、被処理物の溶融物が投入される投入部と、被処理物の溶融物を電気によって加熱処理する電極と、被処理物の溶融物を排出する電気炉用排出口と、を備え、投入部、電極、及び電気炉用排出口は、所定の方向に投入部、電極、電気炉用排出口の順で配置されていることが好ましい。これによって、投入部から電気炉に投入された被処理物の溶融物は、電極付近を通過して十分に加熱されて金属を分離された後に、電気炉用排出口から排出される。これによって、金属の回収効率が向上する。 Further, in the rotary kiln according to the present invention, the electric furnace includes an input portion into which the melt of the object to be processed is charged, an electrode that heats the melt of the object to be processed by electricity, and discharges the melt of the object to be processed It is preferable that the charging portion, the electrode, and the discharging port for the electric furnace are arranged in the predetermined direction in the order of the charging portion, the electrode, and the discharging port for the electric furnace. As a result, the melt of the workpiece to be processed that has been input from the input unit into the electric furnace passes through the vicinity of the electrode, is sufficiently heated to separate the metal, and is then discharged from the discharge port for the electric furnace. This improves the metal recovery efficiency.
また、本発明に係るロータリーキルンにおいて、電気炉は、回転炉の出口の下方に配置され、回転炉の回転軸線方向から見た場合に、回転炉の回転方向における下流側に配置されることが好ましい。燃焼処理された被処理物の溶融物は、回転炉が回転した状態にて排出されるため、回転炉の出口において、回転軸線の真下の位置よりも回転方向の下流側の位置から落下する。電気炉は、回転方向における下流側に配置されているため、接続部も当該電気炉の位置に合わせた構成となる。これによって、回転によって落下位置がずれるにも関わらず、被処理物の溶融物は接続部の内壁などと接触することなく電気炉へ投入されることができる。 Moreover, in the rotary kiln according to the present invention, the electric furnace is preferably disposed below the outlet of the rotary furnace, and is disposed downstream of the rotary furnace in the rotation direction when viewed from the rotation axis direction of the rotary furnace. . Since the melt of the workpiece to be burned is discharged in a state where the rotary furnace is rotated, it falls from the position downstream of the rotational axis to the downstream side at the outlet of the rotary furnace. Since the electric furnace is disposed on the downstream side in the rotation direction, the connecting portion is also configured in accordance with the position of the electric furnace. As a result, the molten material of the object to be processed can be put into the electric furnace without coming into contact with the inner wall or the like of the connection portion, even though the dropping position is shifted by the rotation.
また、本発明に係るロータリーキルンにおいて、回転炉は、燃焼処理によって被処理物から分離した金属を、周面壁を介して排出する回転炉用排出口を有することが好ましい。これによって、回転炉での燃焼処理の段階で分離される純度の高い金属を、電気炉へ投入する前段階において回転炉用排出口から回収することもできる。 In the rotary kiln according to the present invention, the rotary furnace preferably has a rotary furnace discharge port for discharging the metal separated from the workpiece by the combustion process through the peripheral wall. As a result, the high-purity metal separated at the stage of the combustion treatment in the rotary furnace can also be recovered from the rotary furnace outlet in the stage before being introduced into the electric furnace.
本発明に係る金属回収方法は、上述のロータリーキルンを使用し、金属を含有する被処理物から金属を回収することを特徴とする。上述のロータリーキルンを用いることによって、被処理物から金属を効率よく回収すると共に、回収率を向上させることができる。 The metal recovery method according to the present invention is characterized by using the above-described rotary kiln to recover metal from an object to be processed containing metal. By using the above-described rotary kiln, the metal can be efficiently recovered from the object to be processed, and the recovery rate can be improved.
また、本発明に係る金属回収方法では、具体的に、Au,Ag,Cu,Pd,Pb,Snのうちいずれかを金属として回収する。また、本発明に係る金属回収方法では、金属を含有する被処理物として廃電子基板、電線屑あるいは、銅・金・銀のいずれかを製錬した際のスラグを原料としている。 In the metal recovery method according to the present invention, specifically, any one of Au, Ag, Cu, Pd, Pb, and Sn is recovered as a metal. Moreover, in the metal recovery method according to the present invention, slag obtained when smelting any one of waste electronic substrates, wire scraps, or copper, gold, and silver is used as a raw material.
本発明によれば、被処理物から金属を効率よく回収すると共に、回収率を向上させることができる。 ADVANTAGE OF THE INVENTION According to this invention, while recovering a metal efficiently from a to-be-processed object, a recovery rate can be improved.
以下、添付図面を参照して、本発明の好適な実施形態について詳細に説明する。 Hereinafter, preferred embodiments of the present invention will be described in detail with reference to the accompanying drawings.
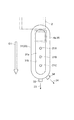
図1は本発明の実施形態に係るロータリーキルンの構成を示す概略断面図である。図1に示すように、ロータリーキルン1は、回転炉2と、二次燃焼室3と、連絡シュート(接続部)4と、電気炉6と、を備えている。ロータリーキルン1は、回転炉2や電気炉6を用いて金属を含有する被処理物Wをスラグと金属に分離し、金属を回収するものである。金属を含有する被処理物Wは、例えば家電等の基板や、電線屑、銅金銀滓などである。また、これらに含有される金属、すなわち本実施形態に係るロータリーキルン1によって回収することのできる金属は、Cu、Au、Ag、Pb、SnやPd等である。
FIG. 1 is a schematic cross-sectional view showing a configuration of a rotary kiln according to an embodiment of the present invention. As shown in FIG. 1, the
回転炉2は、被処理物Wを燃焼処理することによって溶融させる。回転炉2は、円筒状を呈し、その内壁が耐火材で内張りされている。回転炉2は、バーナ10からの熱風によって、被処理物Wを1400〜1500℃で燃焼処理することができる。この回転炉2は、ベース上に固定された支持部(不図示)により回転可能に支持されると共に駆動装置によって回転する。この回転炉2は、回転軸線を傾斜させて設置されており、これにより、回転炉2内に投入された被処理物Wを燃焼しつつ、高い側の入口2aから低い側の出口2bに流動させる。回転炉2の入口2a側には、被処理物Wを投入するための投入シュート7と、投入された被処理物Wを回転炉2へ押し込むための投入プッシャ8とが設けられている。本実施形態に係るロータリーキルン1では、添加剤などを入れることによる成分調整を行う必要がない。成分調整を行わないため、スラグSの増加が防止される。耐火物の損傷を防止するため、回転炉2を水膜冷却することで保護する。本実施形態に係るロータリーキルン1の燃焼処理温度は1400〜1500℃と高温であり耐火物の損傷が大きく、添加剤などを入れることによる成分調整を行い被処理物Wの溶融点を降下することも有効的な手段であるが、その場合、スラグSが増加する。従って、可能な限り添加剤を使用せずに燃焼させ、耐火物は回転炉2を水膜冷却することで保護する。
The
回転炉2において、燃焼処理された被処理物Wの溶融物は、比重差によってスラグSと金属M1に分離される。また、被処理物W中の可燃物は熱分解されてガス化する。被処理物Wから分離した金属M1は、溶融状態または半溶融状態となって下層側に溜まる。溶融した金属M1の表面は、十分な量のスラグで覆われる。これによって、溶融した金属M1の酸化は防止される。回転炉2は、タッピング法によって、溶融した金属M1を、円筒状の周面壁2cを介して取り出し可能に構成されている。具体的には、回転炉2は、回転炉2の底部に溜まっている溶融した金属M1を周面壁2cを介して下方向へ落として排出することのできる、タッピング用ノズル(排出口)9を有している。タッピング用ノズル9は、回転炉2の周面壁2cに取り付けられている。具体的には、回転炉2にて所定時間溶融運転を続けた後、タッピング用ノズル9が所定の位置(底部以外の位置)に配置されるタイミングで回転炉2を停止させ、タッピング用ノズル9を開口する。その後、回転炉2の回転を再開し、タッピング用ノズル9を底部の位置に配置することで溶融した金属M1の部分に潜り込ませる。これによって、金属M1は自重によってタッピング用ノズル9を介して排出され、モールド等の造塊装置に鋳込まれて冷却される。金属M1の排出が終了すると、スラグSもタッピング用ノズル9から排出されるため、当該スラグSの排出を確認したタイミングで回転炉2の回転を再開し、タッピング用ノズル9を閉口する。このような動作を繰り返すことによって、回転炉2内で分離されている金属M1を選択に回収することができる。なお、回転炉2から電気炉6へ投入される溶融物には、スラグSのみならず、回転炉2で回収しきれなかった金属M1が一部あるいは全部含まれていてもよい。
In the
二次燃焼室3は、回転炉2内で発生したガスを更に燃焼させることによって、例えば、ダイオキシンや悪臭物質などを分解し、排ガス処理設備へ供給することができる。二次燃焼室3は、回転炉2の出口2bと接続されている。二次燃焼室3には、回転炉2の出口2b付近に二次燃焼用のバーナ11が取り付けられると共に、更に上方に、尿素、空気、SCC温調水を供給する供給装置や攪拌ブロワが取り付けられている。
The
連絡シュート4は、回転炉2と電気炉6とを接続する連絡通路である。連絡シュート4は、二次燃焼室3の下側から下方に延びるように設けられており、当該二次燃焼室3と連通されている。連絡シュート4を構成する壁面部は、回転炉2の出口2bから排出されるスラグSと内壁面が接触しないように位置の調整が行われている。このような構成により、スラグSは、連絡シュート4の内壁面と非接触で、当該連絡シュート4内を垂直(あるいは、回転炉2の回転力や当該回転炉2内での流速によって、所定の角度を持って)に落下して電気炉6へ投入される。スラグSが連絡シュート4と接触しないため、スラグSの熱は連絡シュート4の壁面部に奪われることなく、あるいは付着固化することなく、電気炉6内に供給される。連絡シュート4には、バーナ12が取り付けられている。当該バーナ12は、スラグSが連絡シュート4で詰まったときや、スラグSが連絡シュート4の壁面に付着した場合における非常用の溶融手段である。すなわち、スラグSが詰まった場合などに加熱して溶融させ、落下させる。
The
電気炉6は、連絡シュート4を介して回転炉2と接続され、回転炉2で燃焼処理された被処理物Wの溶融物から、電気による加熱処理によって金属を分離させる。本実施形態では、回転炉2内で分離したスラグS中に残存している金属を回収することができる。電気炉6は、電気抵抗加熱炉であって、溶融物を滞留させてスラグSから金属M2を分離させる槽20と、スラグSを電気によって加熱する電極21A,21B,21Cを備えている。槽20内では、下側に溶融した金属M2の層が形成され、上側に溶融したスラグSの層が形成される。また、電気炉6には、還元剤としてのコークスを電気炉6内へ供給するコークス供給装置22Aが、供給ライン22Bを介して接続されている。還元剤として、コークスの他、石炭、廃カーボンを用いることができる。また、電気炉6は、金属回収ライン23を介して槽20内の金属M2を排出し、スラグ回収ライン24を介して槽20内のスラグSを排出する。このような電気炉6は、滞留するスラグSをバーナなどで加熱する場合に比して、熱効率よく加熱することが可能である。
The
回転炉2の出口2bから投入されるスラグSには数%の金属分が、金属微粒子あるいは金属酸化物として含有されている。電気炉6は、電極21A,21B,21C同士の間でのジュール熱でスラグS中の金属分を溶融させ、溶融した金属M2として分離させる。このとき、コークス供給装置22Aから供給されたコークスによる還元効果によって、スラグSに含まれている金属酸化物が還元され、金属M2として回収することができる。電気炉6の槽20に1400〜1500℃に保温した状態で3〜6時間滞留させることによって、スラグS中の金属成分をほぼ全量を金属M2として回収できる。
The slag S introduced from the
次に、図2、図3及び図4を参照して、ロータリーキルン1における電気炉6及びその周辺の構成について、より詳細に説明する。図2は、電気炉6の概略的な構成を示す断面図である。図3は、図2に示すIII−III線に沿った断面図である。図4は、図2に示すIV−IV線に沿った断面図である。図2、図3、図4に示すように、電気炉6の槽20は、スラグS及び金属M2を滞留させるための滞留部31と、当該滞留部31の上側を塞ぐ蓋部32を備えている。槽20は、上方から見た場合に、長円状の形状をなしており、滞留部31の部内側面31bで取り囲まれる部分も長円状の形状をなしている。また、滞留部31の底面31aは、金属排出口33及びスラグ排出口34側に傾斜している。
Next, with reference to FIG.2, FIG3 and FIG.4, the structure of the
槽20の蓋部32の上面壁32aには、連絡シュート4と連結される投入部35が形成されている。当該投入部35と連絡シュート4の下端部4aとが固定されることによって、連絡シュート4と電気炉6の槽20の内部とが連通される。投入部35及び連絡シュート4は、槽20の長円形状における一端側に配置される。すなわち、回転炉2から落下したスラグSは、槽20の長円形状における一端側へ投入される。
A
槽20の滞留部31は、槽20内の金属M2を排出する金属排出口33と、槽20内のスラグSを排出するスラグ排出口34と、を備えている。金属排出口33及びスラグ排出口34は、槽20の長円形状における他端側に配置される。すなわち、槽20内で滞留したスラグS及び金属M2は、槽20の長円形状における他端側から排出される。金属排出口33は、下側の金属M2の層の高さに合わせ、滞留部31の側面壁を貫通させることによって形成され、金属回収ライン23に接続される。スラグ排出口34は、上側のスラグSの層の高さに合わせ、金属排出口33よりも高い位置において滞留部31の側面壁を貫通させることによって形成され、スラグ回収ライン24に接続される。なお、上から見て、金属排出口33とスラグ排出口34は、ずれるように配置されている。
The
槽20の蓋部32の上面壁32aには、上下方向に延びる電極21A,21B,21Cがそれぞれ挿入されている。電極21A,21B,21Cは、投入部35と、金属排出口33及びスラグ排出口34との間に配置されており、槽20の長円形状の一端側から他端側へ向かう方向D1へ電極21A、電極21B、電極21Cの順で直線状に並んでいる(図4参照)。
Electrodes 21 </ b> A, 21 </ b> B, and 21 </ b> C extending in the vertical direction are inserted into the
ここで、図3に示すように、回転炉2内のスラグSは、回転炉2が回転している状態にて落下する。従って、スラグSは、回転炉2の底部において、回転軸線CLの真下の位置よりも回転方向における下流側の位置にて落下する。すなわち、図3において回転炉2が反時計回りに回転している場合、スラグSは紙面右側寄りの位置で落下する。このようなスラグSの落下位置のずれに合わせて、スラグSが内壁面と非接触で落下できるように、電気炉6の位置及び連絡シュート4の構成が設定される。具体的には、電気炉6は、回転軸線方向CLから見た場合に、回転炉2の回転方向における下流側に配置される。電気炉6の位置にあわせ、連絡シュート4の下端部4aも、回転炉2の回転方向における下流側に配置される。すなわち、電気炉6及び連絡シュート4の下端部4aが、回転軸線CLよりも、図3における紙面右側寄りに配置される。
Here, as shown in FIG. 3, the slag S in the
次に、上述のように構成されたロータリーキルン1におけるスラグ及び当該分離される金属の流れを説明する。まず、投入シュートへ投入された被処理物Wは、投入プッシャ8によって回転炉2へ押込まれる。被処理物Wは、バーナ10の熱風によって回転炉内で燃焼処理される。当該燃焼処理によって、被処理物Wは溶融し、スラグSの層と金属M1の層に分離される。下層側の金属M1は、タッピング用ノズル9から回収される。上層側のスラグSは、回転炉2の出口から落下し、連絡シュート4の内壁などには接触することなく、投入部35を介して電気炉6に投入される。槽20内において滞留しているスラグSからは、電極21A,21B,21Cでの電気による加熱処理によって、金属M2が分離される。また、スラグSに含まれている金属酸化物のコークスによる還元反応によって、より多くの金属M2が分離する。分離した金属M2は、槽20の底側に溜まる。分離した金属M2は金属回収ライン23から回収され、金属分が除去されたスラグSはスラグ回収ライン24から回収される。なお、投入部35から投入されたスラグSの槽20内での滞留時間、すなわち、投入部35を介してスラグSが落ちたときから当該スラグSが排出されるまでの時間は3〜6時間である。この滞留時間は、投入量、排出量及び槽20の容積によって調整される。
Next, the flow of the slag and the separated metal in the
次に、本実施形態に係るロータリーキルン1の作用・効果について説明する。
Next, the operation and effect of the
本実施形態に係るロータリーキルン1において、電気炉6は、回転炉2で燃焼処理された被処理物Wの溶融物(本実施形態ではスラグS)から電気による加熱処理によって更に金属を分離させることができる。これによって、被処理物Wの溶融物であるスラグSに含有される金属を回収することできる。また、電気炉6は回転炉2と連絡シュート4を介して接続されているため、被処理物Wは回転炉にて燃焼処理されてスラグSとなった後、冷却工程や次の処理装置へ移動する工程などを要することなく、直ちに電気炉6へ投入される。従って、被処理物Wからの金属回収を効率的に行うことができる。更に、回転炉2から排出されたスラグSを冷却する工程が入らないため、回転炉2での燃焼処理による熱を電気炉6における加熱処理に有効利用することができ、エネルギー効率を向上させることができる。また、コークス供給装置22Aが電気炉6に還元剤としてのコークスを供給することができるため、電気炉6内のスラグS中に含まれる金属酸化物を還元反応させることによって、より多くの金属を回収することができる。以上によって、被処理物Wから金属を効率よく回収すると共に、回収率を向上させることができる。
In the
また、本実施形態に係るロータリーキルン1において、電気炉6は、回転炉2の出口2bの下方に配置され、連絡シュート4と非接触で落下するスラグSが投入される。回転炉2で燃焼処理されて排出されるスラグSは、連絡シュート4と接触することなく、そのまま下方に落下して電気炉6に投入される。例えば、回転炉2から排出されたスラグSが連絡シュート4の内壁を伝って電気炉6へ投入される場合、スラグSの熱が連絡シュート4の内壁に奪われて、固化付着してしまう。一方、本実施形態に係るロータリーキルン1によれば、回転炉2での燃焼処理に係る熱を他の部材に奪われることなく、あるいは固化付着によるトラブルがなく電気炉6へ供給することができる。これによって、金属回収のためのエネルギー効率や稼働率が一層向上する。
Further, in the
また、本実施形態に係るロータリーキルン1において、投入部35と、電極21A,21B,21Cと、金属排出口33及びスラグ排出口34とは、図4に示す方向D1に向かって、この順番で配置されている。これによって、投入部35から電気炉6に投入されたスラグSは、電極21A,21B,21Cによって十分に加熱されて金属M2を分離された後に、スラグ排出口34から排出される。これによって、金属M2の回収効率が向上する。
Further, in the
また、本実施形態に係るロータリーキルン1において、電気炉6は、回転炉2の出口2bの下方に配置され、回転炉2の回転軸線CL方向から見た場合に、回転炉2の回転方向における下流側に配置されている。燃焼処理された被処理物Wの溶融物であるスラグSは、回転炉2が回転した状態にて排出されるため、回転炉2の出口2bにおいて、回転軸線CLの真下の位置よりも回転方向の下流側の位置から落下する。電気炉6は、回転方向における下流側に配置されているため、連絡シュート4も電気炉6の位置に合わせた構成となる。これによって、回転によって落下位置がずれるにも関わらず、スラグSは連絡シュート4の内壁などと接触することなく電気炉6へ投入されることができる。
Further, in the
また、本実施形態に係るロータリーキルン1において、回転炉2は、燃焼処理によって被処理物Wから分離した金属を、周面壁2cを介して排出するタッピング用ノズル9を有することが好ましい。これによって、回転炉2での燃焼処理の段階で分離する純度の高い金属を、電気炉6へ投入する前段階においてタッピング用ノズル9から回収することもできる。本実施形態において、回転炉2内で回収される金属M1は貴金属濃度が高く、電気炉6で分離される金属M2は、還元効果によってスラグS中の鉄分も還元するため、貴金属濃度が低くなる。従って、本実施形態に係るロータリーキルン1によれば、タッピング用ノズル9は、不純物の少ない品質の高い金属を回収し、電気炉6は、回転炉2内で回収し切れなかった金属を可能な限り多く回収することとして使い分けることができる。
Moreover, in the
以下、本発明の実施例について説明する。図6(a)に示す表1は、本発明に係る被処理物Wから回転炉2のタッピング用ノズル9から回収される金属M1と電気炉6から回収される金属M2の金属濃度と回収率における実験結果を示す。
Examples of the present invention will be described below. Table 1 shown in FIG. 6A shows the metal concentration and the recovery rate of the metal M1 recovered from the tapping
表1に記載した値は3日間の操業で得られた成果物の全体の質量をもとにしており、本発明に係るロータリーキルン1の電気炉6によって金属を回収する場合における実験で得られたマテリアルバランスを示している。図5は、回転炉2から投入されてからスラグ排出口34より排出されるまでの間における、電気炉6内のスラグSの濃度と滞留時間との関係を示すグラフである。図5は、被処理物Wに含まれる金属のうち、Cuの濃度を例にして示す。図5において、Aで示す部分は、回転炉2の出口2bから落下して電気炉6に投入されたばかりのスラグSのCu濃度を示している。一方、図5において、Bで示す部分は、電気炉6から排出される直前のスラグSのCu濃度を示している。図5に示すように、投入直後におけるスラグSのCu濃度は4〜5%程度であるのに対し、滞留時間の経過とともにCu濃度は徐々に低下し(すなわち、スラグSにおいてこのCu濃度低下分に相当するCuの分離が進行している)、2〜4時間炉内で処理されることでCu濃度が1%以下となっている。図6(b)に示す表2は従来方法とのメタル主要元素の含有率と回収率の比較を示すものである。図6(c)に示す表3は実施例と同様の回収率を得るための操作をした場合のエネルギー消費である。上層側のスラグSが、回転炉2の出口から落下し、投入部35を介して炉に投入される際の必要エネルギーを本発明において熱源を電気炉とガスバーナーで変更したケース、さらに従来方法で排出されたスラグSを冷却し凝固したのち電気炉で再溶解したケースとを比較したものである。このように、回転炉2に連結された電気炉6を用いることによって、従来になく高いエネルギー効率を達成し、同時に金属の回収効率を大きく向上させることができる。なお、スラグSの投入量や排出量を調整することによって、図5のBで示す位置よりも早い段階でスラグSを排出してもよい。
The values listed in Table 1 are based on the total mass of the product obtained in three days of operation, and were obtained in experiments in the case of recovering metal with the
本発明は、上述の実施形態に限定されるものではない。 The present invention is not limited to the embodiment described above.
例えば、上述の実施形態では、回転炉2内で分離した金属M1をタッピング用ノズル9で回収したが、当該タッピング用ノズル9がなく、被処理物Wの溶融物を全て電気炉6に投入してもよい。
For example, in the above-described embodiment, the metal M1 separated in the
また、電気炉6の形状や、投入部35、電極21、電極21A、電極21B、電極21C、スラグ排出口34及び金属排出口33の配置位置は、実施形態に示すものに限定されない。
Further, the shape of the
また、上述の実施形態においては、特に好ましい例として、回転炉2より排出された溶融物が装置におけるいずれの内壁面にも接触せずに電気炉6へ投入される構成となっているが、接触するような構成であってもよい。
Moreover, in the above-described embodiment, as a particularly preferable example, the melt discharged from the
1…ロータリーキルン、2…回転炉、4…連絡シュート(接続部)、9…タッピング用ノズル(回転炉用排出口)、22A…コークス供給装置(還元剤供給手段)、21A,21B,21C…電極、22B…供給ライン(還元剤供給手段)、33…金属排出口(電気炉用排出口)、34…スラグ排出口(電気炉用排出口)、35…投入部、W…被処理物、S…スラグ(被処理物の溶融物)、M1,M2…金属(被処理物の溶融物)。
DESCRIPTION OF
Claims (6)
接続部を介して前記回転炉と接続され、前記回転炉で燃焼処理された前記被処理物の溶融物から、電気による加熱処理によって金属を分離させる電気炉と、
前記電気炉に還元剤を供給する還元剤供給手段と、を備え、
前記電気炉は、
前記回転炉の出口の下方に配置され、前記接続部と非接触で落下する前記被処理物の前記溶融物が、前記接続部の下端側の開口部分と上下方向に連通するように開口する投入部から投入され、
前記回転炉の回転軸線方向から見た場合に、
前記回転炉の回転方向における下流側に配置されると共に、
前記投入部の開口部分の開口幅が前記回転炉の内周の半径よりも小さく、かつ、前記投入部の前記開口部分の前記回転方向における上流側の端部が、前記回転炉の前記回転軸線よりも前記回転方向における下流側に配置されることを特徴とするロータリーキルン。 A rotary furnace for burning the object to be treated containing metal;
An electric furnace that is connected to the rotary furnace via a connecting portion, and separates the metal from the melt of the object to be processed in the rotary furnace by heat treatment with electricity,
A reducing agent supply means for supplying a reducing agent to the electric furnace,
The electric furnace is
An input that is disposed below the outlet of the rotary furnace and opens so that the melt of the object to be processed that falls out of contact with the connection portion communicates with an opening portion on a lower end side of the connection portion in the vertical direction. From the department ,
When viewed from the rotation axis direction of the rotary furnace,
Arranged on the downstream side in the rotation direction of the rotary furnace ,
The opening width of the opening portion of the charging portion is smaller than the radius of the inner periphery of the rotary furnace, and the upstream end of the opening portion of the charging portion in the rotation direction is the rotation axis of the rotary furnace. It is arrange | positioned in the downstream in the said rotation direction rather than the rotary kiln characterized by the above-mentioned .
前記被処理物の前記溶融物が投入される前記投入部と、
前記被処理物の前記溶融物を電気によって加熱処理する電極と、
前記被処理物の前記溶融物を排出する電気炉用排出口と、を備え、
前記投入部、前記電極、及び前記電気炉用排出口は、所定の方向に前記投入部、前記電極、前記電気炉用排出口の順で配置されていることを特徴とする請求項1記載のロータリーキルン。 The electric furnace is
And the closing portion of the melt of the object to be treated is introduced,
An electrode for heat-treating the melt of the object to be processed by electricity;
An electric furnace discharge port for discharging the melt of the workpiece,
The said charging part, the said electrode, and the said outlet for electric furnace are arrange | positioned in the order of the said charging part, the said electrode, and the said outlet for electric furnace in a predetermined direction, The electric furnace of Claim 1 characterized by the above-mentioned. Rotary kiln.
The metal recovery method according to claim 4 or 5 , wherein a slag obtained by smelting waste electronic substrates, wire scraps, or copper, gold, or silver as the object to be treated containing metal is used as a raw material.
Priority Applications (4)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010157877A JP5770984B2 (en) | 2010-07-12 | 2010-07-12 | Rotary kiln and metal recovery method |
| KR1020137000167A KR101434807B1 (en) | 2010-07-12 | 2011-07-12 | Rotary kiln and metal recovery method |
| CN201180024750.7A CN102893113B (en) | 2010-07-12 | 2011-07-12 | Rotary kiln and metal recovery method |
| PCT/JP2011/065894 WO2012008453A1 (en) | 2010-07-12 | 2011-07-12 | Rotary kiln and metal recovery method |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010157877A JP5770984B2 (en) | 2010-07-12 | 2010-07-12 | Rotary kiln and metal recovery method |
Related Child Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2014149013A Division JP2014240748A (en) | 2014-07-22 | 2014-07-22 | Rotary kiln and metal recovery method |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012021664A JP2012021664A (en) | 2012-02-02 |
| JP5770984B2 true JP5770984B2 (en) | 2015-08-26 |
Family
ID=45469450
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010157877A Active JP5770984B2 (en) | 2010-07-12 | 2010-07-12 | Rotary kiln and metal recovery method |
Country Status (4)
| Country | Link |
|---|---|
| JP (1) | JP5770984B2 (en) |
| KR (1) | KR101434807B1 (en) |
| CN (1) | CN102893113B (en) |
| WO (1) | WO2012008453A1 (en) |
Families Citing this family (9)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR101469386B1 (en) * | 2013-10-04 | 2014-12-04 | 이영관 | Expanded Vermiculite Calcination Apparatus |
| CN104789793A (en) * | 2014-01-20 | 2015-07-22 | 中国瑞林工程技术有限公司 | Horizontal rotary furnace for smelting precious metals, and precious metal smelting method |
| DE102014008987A1 (en) * | 2014-06-13 | 2015-12-17 | Aurubis Ag | Process for the recovery of metals from secondary and other organic materials |
| US11725256B2 (en) | 2014-06-13 | 2023-08-15 | Aurubis Ag | Method for recovering metals from secondary materials and other materials comprising organic constituents |
| KR101842092B1 (en) | 2016-04-15 | 2018-03-26 | 고등기술연구원연구조합 | Direct Reduced Copper Apparatus and Method therefor |
| KR101690168B1 (en) * | 2016-04-18 | 2017-01-10 | 성일하이텍(주) | Dry reduction apparatus for tin wastes using a rotatory furnace |
| WO2020099910A1 (en) * | 2018-11-13 | 2020-05-22 | Franchi Massimo | Furnace for the production of ferrochromium alloys |
| CN112577053A (en) * | 2020-11-23 | 2021-03-30 | 辽宁东大矿冶工程技术有限公司 | Resourceful treatment system and method for urban household garbage |
| KR102498556B1 (en) * | 2022-07-15 | 2023-02-10 | (주)태연금속 | Melting furnace for Aluminum ingot manufacturing |
Family Cites Families (15)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JPS52152669A (en) * | 1976-06-15 | 1977-12-19 | Sanki Eng Co Ltd | Disperser in refuse incinerator |
| JPS5948939B2 (en) * | 1976-12-02 | 1984-11-29 | ゴスダルストヴエニイ・ナウチノ−イツスレドヴアテルスキイ・インステチユ−ト・ツヴエトニイフ・メタルロフ゛ギンツヴエトメト゛ | Complex continuous processing method and device for multi-metal raw materials |
| CN1043251C (en) * | 1995-05-31 | 1999-05-05 | 爱知制钢株式会社 | Method and apparatus of treating dusts containing oxides |
| ES2152480T3 (en) * | 1995-12-11 | 2001-02-01 | Sumitomo Heavy Industries | METHOD AND APPLIANCE FOR RECYCLING WASTE FROM IRON AND STEEL INDUSTRY. |
| JP3297350B2 (en) * | 1997-06-10 | 2002-07-02 | 住友重機械工業株式会社 | Treatment system for waste generated from steelworks |
| JPH11118125A (en) * | 1997-10-16 | 1999-04-30 | Ebara Corp | Apparatus and method for processing waste |
| JP3803763B2 (en) * | 1999-09-29 | 2006-08-02 | 三菱マテリアル株式会社 | Rotary kiln melting furnace |
| JP2001226719A (en) * | 2000-02-09 | 2001-08-21 | Sumitomo Heavy Ind Ltd | Method for recovering melt and recovering device for the same |
| JP3456577B2 (en) * | 2000-03-31 | 2003-10-14 | 日鉱金属株式会社 | Connecting chute structure between melting furnace and electric holding furnace |
| JP3959620B2 (en) * | 2002-03-29 | 2007-08-15 | 太平洋セメント株式会社 | Combustion method and apparatus for combustible waste in a rotary kiln. |
| JP3884676B2 (en) * | 2002-06-18 | 2007-02-21 | 住友重機械工業株式会社 | Operation control device for rotary kiln |
| CN100494423C (en) * | 2002-12-06 | 2009-06-03 | 三菱商事株式会社 | Method for recovering valuable metal from waste containing V, Mo, and nickel |
| JP2009155677A (en) * | 2007-12-25 | 2009-07-16 | Mitsubishi Materials Corp | Method for recovering noble metal, and recovered noble metal |
| JP5355977B2 (en) * | 2008-09-26 | 2013-11-27 | Dowaメタルマイン株式会社 | Method for treating materials containing platinum group elements, rhenium and arsenic |
| CN201514116U (en) * | 2009-10-27 | 2010-06-23 | 中信大锰矿业有限责任公司 | Electric furnace in direct connection with rotary kiln |
-
2010
- 2010-07-12 JP JP2010157877A patent/JP5770984B2/en active Active
-
2011
- 2011-07-12 CN CN201180024750.7A patent/CN102893113B/en active Active
- 2011-07-12 WO PCT/JP2011/065894 patent/WO2012008453A1/en active Application Filing
- 2011-07-12 KR KR1020137000167A patent/KR101434807B1/en active IP Right Grant
Also Published As
| Publication number | Publication date |
|---|---|
| WO2012008453A1 (en) | 2012-01-19 |
| CN102893113A (en) | 2013-01-23 |
| CN102893113B (en) | 2015-06-17 |
| KR20130045322A (en) | 2013-05-03 |
| KR101434807B1 (en) | 2014-08-27 |
| JP2012021664A (en) | 2012-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5770984B2 (en) | Rotary kiln and metal recovery method | |
| RU2639405C2 (en) | Plasma method and device for recovery precious metals | |
| JP5541736B2 (en) | Method and apparatus for recovering metal from furnace dust | |
| JPWO2007039938A1 (en) | Method for roasting inclusions containing at least one of V, Mo and Ni and rotary kiln for roasting | |
| JP7006438B2 (en) | Melting separation device, method for separating aluminum from waste lithium-ion batteries, and method for recovering valuable resources from waste lithium-ion batteries | |
| JP7322687B2 (en) | Valuable metal recovery method from waste batteries | |
| KR102176989B1 (en) | Plasma induced fuming | |
| JP2023063362A (en) | Noble metal recovery method | |
| WO2009114155A2 (en) | Feed material compostion and handling in a channel induction furnace | |
| CN110172588B (en) | Crude copper refining production equipment | |
| WO2009114159A2 (en) | Feed material compostion and handling in a channel induction furnace | |
| WO2009114157A2 (en) | Feed material compostion and handling in a channel induction furnace | |
| WO2009114156A2 (en) | Feed material compostion and handling in a channel induction furnace | |
| RU2487949C2 (en) | Method and device for production of hot metal or liquid steel semis | |
| JP2014240748A (en) | Rotary kiln and metal recovery method | |
| JP4120230B2 (en) | Operation method of mobile hearth furnace | |
| CA2809121A1 (en) | Rotary hearth furnace exhaust gas duct apparatus and method for operating same | |
| JP6999258B2 (en) | Operation method of rotary waste incinerator, rotary waste incinerator and method of forming protective layer | |
| JP3745996B2 (en) | Processing method of aluminum ash | |
| CN116194605A (en) | Method for obtaining nonferrous metals, especially black copper and/or blister copper, from scrap containing organic matter | |
| JP2009063286A (en) | Waste treatment method, metal manufacturing method and metal | |
| JP2001181719A (en) | Method of manufacturing reduced metal from metal- containing material | |
| JP5532823B2 (en) | Method for recovering valuable metals from waste batteries | |
| JP3456577B2 (en) | Connecting chute structure between melting furnace and electric holding furnace | |
| JP2011174150A (en) | Method for operating copper refining furnace, and copper refining furnace |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121026 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130910 |
|
| A02 | Decision of refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A02 Effective date: 20140422 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140722 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140731 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140820 |
|
| A911 | Transfer to examiner for re-examination before appeal (zenchi) |
Free format text: JAPANESE INTERMEDIATE CODE: A911 Effective date: 20140825 |
|
| A912 | Re-examination (zenchi) completed and case transferred to appeal board |
Free format text: JAPANESE INTERMEDIATE CODE: A912 Effective date: 20140912 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150626 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5770984 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |