JP5758917B2 - 石膏ボードおよび石膏ボードの作製方法 - Google Patents
石膏ボードおよび石膏ボードの作製方法 Download PDFInfo
- Publication number
- JP5758917B2 JP5758917B2 JP2012552365A JP2012552365A JP5758917B2 JP 5758917 B2 JP5758917 B2 JP 5758917B2 JP 2012552365 A JP2012552365 A JP 2012552365A JP 2012552365 A JP2012552365 A JP 2012552365A JP 5758917 B2 JP5758917 B2 JP 5758917B2
- Authority
- JP
- Japan
- Prior art keywords
- gypsum
- board
- carbon particles
- graphite
- gypsum board
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
- 229910052602 gypsum Inorganic materials 0.000 title claims description 58
- 239000010440 gypsum Substances 0.000 title claims description 58
- 238000004519 manufacturing process Methods 0.000 title claims description 6
- OKTJSMMVPCPJKN-UHFFFAOYSA-N Carbon Chemical compound [C] OKTJSMMVPCPJKN-UHFFFAOYSA-N 0.000 claims description 54
- 239000002245 particle Substances 0.000 claims description 33
- 239000010439 graphite Substances 0.000 claims description 28
- 229910002804 graphite Inorganic materials 0.000 claims description 28
- 229910052799 carbon Inorganic materials 0.000 claims description 24
- 239000002002 slurry Substances 0.000 claims description 17
- 239000011087 paperboard Substances 0.000 claims description 16
- VTYYLEPIZMXCLO-UHFFFAOYSA-L Calcium carbonate Chemical compound [Ca+2].[O-]C([O-])=O VTYYLEPIZMXCLO-UHFFFAOYSA-L 0.000 claims description 14
- 239000011888 foil Substances 0.000 claims description 10
- 239000011159 matrix material Substances 0.000 claims description 8
- 229910000019 calcium carbonate Inorganic materials 0.000 claims description 7
- 238000000034 method Methods 0.000 claims description 6
- 229910021382 natural graphite Inorganic materials 0.000 claims description 5
- XLYOFNOQVPJJNP-UHFFFAOYSA-N water Substances O XLYOFNOQVPJJNP-UHFFFAOYSA-N 0.000 claims description 5
- 239000012634 fragment Substances 0.000 claims description 3
- 239000004014 plasticizer Substances 0.000 claims description 3
- 238000005520 cutting process Methods 0.000 claims description 2
- 239000011162 core material Substances 0.000 description 12
- OSGAYBCDTDRGGQ-UHFFFAOYSA-L calcium sulfate Chemical compound [Ca+2].[O-]S([O-])(=O)=O OSGAYBCDTDRGGQ-UHFFFAOYSA-L 0.000 description 6
- 239000000203 mixture Substances 0.000 description 4
- 239000003795 chemical substances by application Substances 0.000 description 3
- 229910000831 Steel Inorganic materials 0.000 description 2
- 229910003481 amorphous carbon Inorganic materials 0.000 description 2
- 238000004080 punching Methods 0.000 description 2
- 239000010959 steel Substances 0.000 description 2
- 229910001335 Galvanized steel Inorganic materials 0.000 description 1
- 238000010521 absorption reaction Methods 0.000 description 1
- 238000006243 chemical reaction Methods 0.000 description 1
- 239000002131 composite material Substances 0.000 description 1
- 238000001035 drying Methods 0.000 description 1
- 230000000694 effects Effects 0.000 description 1
- 239000008397 galvanized steel Substances 0.000 description 1
- 239000004615 ingredient Substances 0.000 description 1
- 239000000463 material Substances 0.000 description 1
- 238000005259 measurement Methods 0.000 description 1
- 239000000843 powder Substances 0.000 description 1
- 239000000758 substrate Substances 0.000 description 1
Classifications
-
- B—PERFORMING OPERATIONS; TRANSPORTING
- B32—LAYERED PRODUCTS
- B32B—LAYERED PRODUCTS, i.e. PRODUCTS BUILT-UP OF STRATA OF FLAT OR NON-FLAT, e.g. CELLULAR OR HONEYCOMB, FORM
- B32B13/00—Layered products comprising a a layer of water-setting substance, e.g. concrete, plaster, asbestos cement, or like builders' material
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B14/00—Use of inorganic materials as fillers, e.g. pigments, for mortars, concrete or artificial stone; Treatment of inorganic materials specially adapted to enhance their filling properties in mortars, concrete or artificial stone
- C04B14/02—Granular materials, e.g. microballoons
- C04B14/022—Carbon
- C04B14/024—Graphite
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B28/00—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements
- C04B28/14—Compositions of mortars, concrete or artificial stone, containing inorganic binders or the reaction product of an inorganic and an organic binder, e.g. polycarboxylate cements containing calcium sulfate cements
-
- E—FIXED CONSTRUCTIONS
- E04—BUILDING
- E04C—STRUCTURAL ELEMENTS; BUILDING MATERIALS
- E04C2/00—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels
- E04C2/02—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials
- E04C2/04—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres
- E04C2/043—Building elements of relatively thin form for the construction of parts of buildings, e.g. sheet materials, slabs, or panels characterised by specified materials of concrete or other stone-like material; of asbestos cement; of cement and other mineral fibres of plaster
-
- C—CHEMISTRY; METALLURGY
- C04—CEMENTS; CONCRETE; ARTIFICIAL STONE; CERAMICS; REFRACTORIES
- C04B—LIME, MAGNESIA; SLAG; CEMENTS; COMPOSITIONS THEREOF, e.g. MORTARS, CONCRETE OR LIKE BUILDING MATERIALS; ARTIFICIAL STONE; CERAMICS; REFRACTORIES; TREATMENT OF NATURAL STONE
- C04B2111/00—Mortars, concrete or artificial stone or mixtures to prepare them, characterised by specific function, property or use
- C04B2111/00474—Uses not provided for elsewhere in C04B2111/00
- C04B2111/00612—Uses not provided for elsewhere in C04B2111/00 as one or more layers of a layered structure
- C04B2111/0062—Gypsum-paper board like materials
Landscapes
- Engineering & Computer Science (AREA)
- Chemical & Material Sciences (AREA)
- Ceramic Engineering (AREA)
- Structural Engineering (AREA)
- Materials Engineering (AREA)
- Organic Chemistry (AREA)
- Civil Engineering (AREA)
- Architecture (AREA)
- Chemical Kinetics & Catalysis (AREA)
- Inorganic Chemistry (AREA)
- Curing Cements, Concrete, And Artificial Stone (AREA)
- Laminated Bodies (AREA)
- Building Environments (AREA)
- Producing Shaped Articles From Materials (AREA)
Description
・0.1〜10重量%の炭素粒子を含み、該炭素粒子の粒子径(d50)が0.5〜4mmの範囲内である凝結性石膏スラリーを作製するステップ、
・前記石膏スラリーを板紙シートに塗布するステップ、
・スラリーを第2の板紙シートで覆うステップ、
・石膏スラリーが少なくとも部分的に凝結した後、板紙シート切断してボードにするステップ、を含む本発明の石膏ボードの作製方法にも関する。
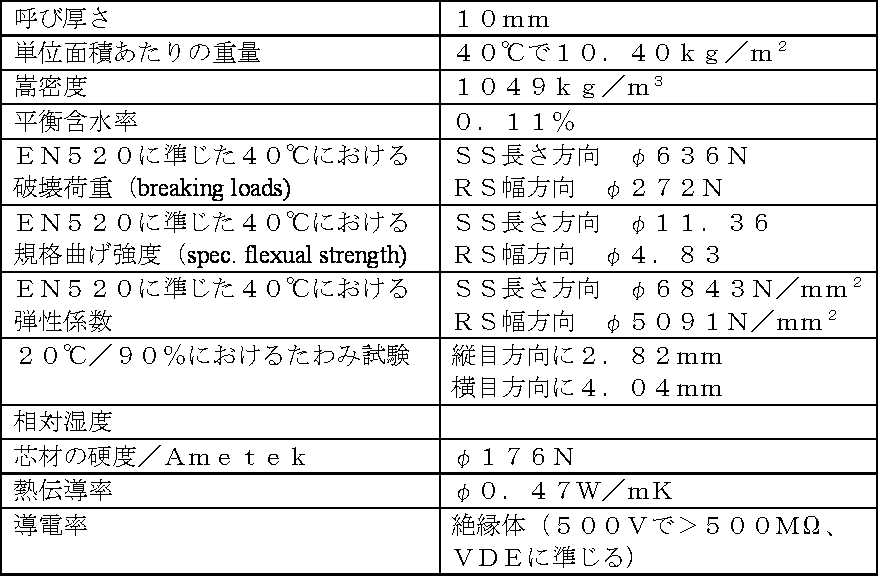
芯材強度の決定
石膏ボードから、ボード幅にわたって、40℃で300mm幅のストリップを切り取り、穴を有する厚さ10mmのスチールプレート上に置く。長さ40mm、厚さ2.1〜2.4mmの先のとがったスチール製のクギを、表面から裏面へ毎分200mmの速度で、ボードの裏面からクギが見えるまでボードに突き刺す。最大抵抗を決定し、ボードの少なくとも6箇所の測定点についての平均値を決定する。
たわみ試験
たわみ試験用に、厚さ12.5mmのボードを、高精度丸鋸を使用して、100*670サイズの、複数の長さ方向および幅方向のストリップに慎重に切り分ける。長さ方向の切り口を下にして置きながら、試料を恒量(constant weight)まで40℃で乾燥させる。600mmの間隔で試料を試料スタックに置き、0.01mmの精度でたわみを測定する(開始たわみ)。次に、20℃±1℃および相対湿度90%±1%の耐候試験キャビネット中で、軸受間に距離60mmの領域を有するステージ上に、表面を下にして7日間試料を保存する。たわみは、その後測定されるたわみから開始たわみを引くことで得られる。
以下の組成を有する石膏スラリーを作製した。
127.55g 焼き石膏
90.00g 水
0.45g 可塑剤
10.00g CaCO3
7.50g 黒鉛箔断片 O/SMF
1.50g 膨張性黒鉛 EGMP
3g FLP黒鉛
Claims (10)
- 石膏マトリクスおよび0.1〜10重量%の炭素粒子を含み、前記炭素粒子の粒径(d50)が0.5〜4mmの範囲内である石膏ボードであり、前記炭素粒子が、黒鉛箔断片、膨張した黒鉛、非晶質黒鉛および天然黒鉛からなる群から選択される少なくとも2種以上の異なる炭素粒子である、石膏ボード。
- 前記炭素粒子の含有量が5〜8重量%の範囲内である、請求項1に記載の石膏ボード。
- 前記炭素粒子の粒径(d50)が1〜3mmの範囲内であることを特徴とする、請求項1または請求項2に記載の石膏ボード。
- 前記石膏マトリクスがさらに1〜10重量%の炭酸カルシウムを含むことを特徴とする、請求項1〜3のいずれか1項に記載の石膏ボード。
- 前記石膏ボードが打ち抜き可能であることを特徴とする、請求項1〜4のいずれか1項に記載の石膏ボード。
- 請求項1〜5のいずれか1項に記載の石膏ボードの作製方法であって、
0.1〜10重量%の炭素粒子を含み、前記炭素粒子の粒子径(d50)が0.5〜4mmの範囲内であり、かつ、前記炭素粒子が、黒鉛箔断片、膨張した黒鉛、非晶質黒鉛および天然黒鉛からなる群から選択される少なくとも2種以上の異なる炭素粒子である凝結性石膏スラリーを作製するステップ、
前記石膏スラリーを板紙シートに塗布するステップ、
前記石膏スラリーを第2の板紙シートで覆うステップ、
前記石膏スラリーが少なくとも部分的に凝結した後、前記板紙シートを切断してボードにするステップ、
を含む方法。 - 凝結後に前記ボードに孔を開けて孔あきボードを得ることを特徴とする、請求項6に記載の方法。
- 前記石膏スラリーに1〜10重量%の炭酸カルシウムが添加される、請求項6に記載の方法。
- 前記石膏スラリーの作製に、水および焼き石膏が使用されることを特徴とする、請求項6〜請求項8のいずれか1項に記載の方法。
- 可塑剤が添加されることを特徴とする、請求項6〜請求項9のいずれか1項に記載の方法。
Applications Claiming Priority (3)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| EP10152909 | 2010-02-08 | ||
| EP10152909.7 | 2010-02-08 | ||
| PCT/EP2011/051801 WO2011095634A1 (de) | 2010-02-08 | 2011-02-08 | Gipskartonplatte und ein verfahren zur herstellung einer gipskartonplatte |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2013518803A JP2013518803A (ja) | 2013-05-23 |
| JP2013518803A5 JP2013518803A5 (ja) | 2014-03-27 |
| JP5758917B2 true JP5758917B2 (ja) | 2015-08-05 |
Family
ID=42110198
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2012552365A Expired - Fee Related JP5758917B2 (ja) | 2010-02-08 | 2011-02-08 | 石膏ボードおよび石膏ボードの作製方法 |
Country Status (10)
| Country | Link |
|---|---|
| US (1) | US9283732B2 (ja) |
| EP (1) | EP2533976B1 (ja) |
| JP (1) | JP5758917B2 (ja) |
| CN (1) | CN104136216B (ja) |
| AU (1) | AU2011212357B2 (ja) |
| DK (1) | DK2533976T3 (ja) |
| EA (1) | EA022141B1 (ja) |
| SI (1) | SI2533976T1 (ja) |
| UA (1) | UA102050C2 (ja) |
| WO (1) | WO2011095634A1 (ja) |
Families Citing this family (10)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| PL3008032T3 (pl) * | 2013-06-12 | 2025-04-07 | Anhydritec | Wylewka przewodząca ciepło |
| FR3033789B1 (fr) * | 2015-03-17 | 2017-03-24 | Saint Gobain Placo | Plaque acoustique a base de platre |
| ES2794611T3 (es) * | 2015-05-26 | 2020-11-18 | Etex Building Performance Int Sas | Método para fabricar una placa de yeso |
| IL258427B (en) * | 2015-11-11 | 2022-07-01 | Knauf Gips Kg | Building products with graphene or graphene oxide |
| CU20180045A7 (es) * | 2015-11-30 | 2019-05-03 | Knauf Gips Kg | Productos de construcción que comprenden grafeno u óxido de grafeno en el material a granel y método para la producción de tales productos de construcción |
| US10604929B2 (en) | 2016-11-01 | 2020-03-31 | United States Gypsum Company | Fire resistant gypsum board comprising expandable graphite and related methods and slurries |
| DE102018000406A1 (de) | 2018-01-19 | 2018-09-06 | Malte Seidel, Dr. Andreas und Andrea, als gesetzliche Vertreter des minderjährigen Seidel | Werkstoff mit freuchtigkeitsabhängiger elektrischer Leitfähigkeit und Feuchtigkeitssensor |
| US11186066B2 (en) * | 2018-08-14 | 2021-11-30 | United States Gypsum Company | Gypsum board from gypsum having high level of chloride salt and a perforated sheet and methods associated therewith |
| DE102022112515A1 (de) * | 2022-05-18 | 2023-11-23 | Saint-Gobain Rigips Gmbh | Verfahren zum herstellen eines plattenförmigen flächenheizelements und flächenheizelement hergestellt nach diesem verfahren, sowie wandabschnitt oder deckenabschnitt oder bodenabschnitt aufweisend das flächenheizelement |
| KR102668413B1 (ko) * | 2023-11-21 | 2024-05-23 | 주식회사 제이포트 | 친환경 폴리에스테르 보드 |
Family Cites Families (14)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| US4009062A (en) | 1974-07-23 | 1977-02-22 | United States Gypsum Company | Gypsum wallboard -- making process and product |
| DE3135865A1 (de) | 1981-09-10 | 1983-03-24 | Rigips GmbH, 3452 Bodenwerder | Gipskartonplatte |
| US4645548A (en) * | 1984-02-14 | 1987-02-24 | Onoda Cement Co Ltd | Process for producing non-combustible gypsum board and non-combustible laminated gypsum board |
| JP3293938B2 (ja) | 1993-03-30 | 2002-06-17 | 株式会社エーアンドエーマテリアル | 繊維含有石膏板及びその製造方法 |
| CH688475A5 (fr) * | 1994-06-24 | 1997-10-15 | Elfinco Sa | Matériau de construction conducteur d'électricité. |
| GB9911165D0 (en) * | 1999-05-14 | 1999-07-14 | Castle Cement Limited | Carbon loaded concrete products |
| CN1276354A (zh) * | 2000-07-03 | 2000-12-13 | 童忠良 | 新型增强石膏板及制备方法 |
| FR2821838B1 (fr) | 2001-03-06 | 2003-06-06 | Lafarge Platres | Procede d'allegement de plaques de platre |
| US7354876B2 (en) * | 2003-07-09 | 2008-04-08 | Saint-Gobain Technical Fabrics Canada Ltd. | Fabric reinforcement and cementitious boards faced with same |
| EP1773731A1 (en) * | 2004-08-04 | 2007-04-18 | BENNETT, Ronald Wilfred Murdoch | Electrically conductive building material and process for producing it |
| WO2007015407A1 (en) | 2005-08-04 | 2007-02-08 | Semiconductor Energy Laboratory Co., Ltd. | Carbazole derivative, light-emitting element material obtained by using carbazole derivative, light-emitting element, and electronic device |
| PL1749805T3 (pl) * | 2005-08-04 | 2016-06-30 | Sgl Carbon Se | Materiał budowlany na bazie gipsu o podwyższonej przewodności cieplnej i ekranowaniu promieniowania elektromagnetycznego |
| JP4832872B2 (ja) | 2005-12-01 | 2011-12-07 | 花王株式会社 | 石膏スラリー |
| US7503430B2 (en) * | 2006-09-07 | 2009-03-17 | Usg Interiors, Inc. | Reduced dust acoustic panel |
-
2011
- 2011-02-08 JP JP2012552365A patent/JP5758917B2/ja not_active Expired - Fee Related
- 2011-02-08 CN CN201180007016.XA patent/CN104136216B/zh active Active
- 2011-02-08 US US13/577,681 patent/US9283732B2/en active Active
- 2011-02-08 SI SI201130540T patent/SI2533976T1/sl unknown
- 2011-02-08 DK DK11702251.7T patent/DK2533976T3/en active
- 2011-02-08 EA EA201201119A patent/EA022141B1/ru not_active IP Right Cessation
- 2011-02-08 UA UAA201210575A patent/UA102050C2/ru unknown
- 2011-02-08 WO PCT/EP2011/051801 patent/WO2011095634A1/de not_active Ceased
- 2011-02-08 EP EP11702251.7A patent/EP2533976B1/de active Active
- 2011-02-08 AU AU2011212357A patent/AU2011212357B2/en not_active Ceased
Also Published As
| Publication number | Publication date |
|---|---|
| WO2011095634A1 (de) | 2011-08-11 |
| DK2533976T3 (en) | 2015-07-27 |
| US9283732B2 (en) | 2016-03-15 |
| EA201201119A1 (ru) | 2013-01-30 |
| JP2013518803A (ja) | 2013-05-23 |
| EP2533976A1 (de) | 2012-12-19 |
| EP2533976B1 (de) | 2015-05-27 |
| AU2011212357B2 (en) | 2014-12-18 |
| EA022141B1 (ru) | 2015-11-30 |
| SI2533976T1 (sl) | 2015-08-31 |
| UA102050C2 (ru) | 2013-05-27 |
| CN104136216A (zh) | 2014-11-05 |
| AU2011212357A1 (en) | 2012-08-02 |
| CN104136216B (zh) | 2017-10-27 |
| US20120305162A1 (en) | 2012-12-06 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5758917B2 (ja) | 石膏ボードおよび石膏ボードの作製方法 | |
| JP6416074B2 (ja) | 高デンプンおよび高分散剤レベルで形成された石膏ウォールボードの微小構造特徴 | |
| KR101672222B1 (ko) | 경량 석고 보드와 슬러리 및 이의 제조방법 | |
| ES2585704T3 (es) | Alto nivel de almidón hidroxietilado y alto nivel de dispersante en panel de yeso para paredes | |
| WO2017013413A1 (en) | Building product | |
| JP5392469B2 (ja) | 複合ボード | |
| US11884040B2 (en) | Light weight gypsum board | |
| US11306028B2 (en) | Light weight gypsum board | |
| JP3191552U (ja) | 軽量石膏ボード | |
| CA3025424C (en) | Building product |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20140205 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20140205 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20140718 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20140729 |
|
| A601 | Written request for extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A601 Effective date: 20141009 |
|
| A602 | Written permission of extension of time |
Free format text: JAPANESE INTERMEDIATE CODE: A602 Effective date: 20141017 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20141125 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20150512 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20150604 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5758917 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |