JP5559621B2 - 回転翼航空機用無関節型ロータハブ構造体およびその製造方法 - Google Patents
回転翼航空機用無関節型ロータハブ構造体およびその製造方法 Download PDFInfo
- Publication number
- JP5559621B2 JP5559621B2 JP2010157541A JP2010157541A JP5559621B2 JP 5559621 B2 JP5559621 B2 JP 5559621B2 JP 2010157541 A JP2010157541 A JP 2010157541A JP 2010157541 A JP2010157541 A JP 2010157541A JP 5559621 B2 JP5559621 B2 JP 5559621B2
- Authority
- JP
- Japan
- Prior art keywords
- arm
- bracket
- sheet
- layer
- arms
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Active
Links
- 238000004519 manufacturing process Methods 0.000 title claims description 22
- 238000000034 method Methods 0.000 title claims description 22
- 239000002131 composite material Substances 0.000 claims description 41
- 238000010030 laminating Methods 0.000 claims description 34
- 238000000465 moulding Methods 0.000 claims description 8
- 239000002243 precursor Substances 0.000 claims description 5
- 230000033001 locomotion Effects 0.000 description 27
- 230000000052 comparative effect Effects 0.000 description 14
- 238000003475 lamination Methods 0.000 description 11
- 230000008569 process Effects 0.000 description 11
- 238000005452 bending Methods 0.000 description 10
- 230000008859 change Effects 0.000 description 7
- 230000012447 hatching Effects 0.000 description 7
- 239000011342 resin composition Substances 0.000 description 7
- 239000000835 fiber Substances 0.000 description 6
- 230000015572 biosynthetic process Effects 0.000 description 5
- 239000002657 fibrous material Substances 0.000 description 5
- 230000007246 mechanism Effects 0.000 description 5
- 229920005989 resin Polymers 0.000 description 5
- 239000011347 resin Substances 0.000 description 5
- 238000005520 cutting process Methods 0.000 description 4
- 238000010586 diagram Methods 0.000 description 3
- 230000004048 modification Effects 0.000 description 3
- 238000012986 modification Methods 0.000 description 3
- 229920001187 thermosetting polymer Polymers 0.000 description 3
- 230000007423 decrease Effects 0.000 description 2
- 239000000463 material Substances 0.000 description 2
- 239000000203 mixture Substances 0.000 description 2
- 238000009966 trimming Methods 0.000 description 2
- 229920000049 Carbon (fiber) Polymers 0.000 description 1
- 230000005540 biological transmission Effects 0.000 description 1
- 239000004917 carbon fiber Substances 0.000 description 1
- 238000007796 conventional method Methods 0.000 description 1
- 239000003822 epoxy resin Substances 0.000 description 1
- 239000003365 glass fiber Substances 0.000 description 1
- LNEPOXFFQSENCJ-UHFFFAOYSA-N haloperidol Chemical compound C1CC(O)(C=2C=CC(Cl)=CC=2)CCN1CCCC(=O)C1=CC=C(F)C=C1 LNEPOXFFQSENCJ-UHFFFAOYSA-N 0.000 description 1
- 239000011159 matrix material Substances 0.000 description 1
- 235000013372 meat Nutrition 0.000 description 1
- 239000002184 metal Substances 0.000 description 1
- VNWKTOKETHGBQD-UHFFFAOYSA-N methane Chemical compound C VNWKTOKETHGBQD-UHFFFAOYSA-N 0.000 description 1
- 230000004899 motility Effects 0.000 description 1
- 239000005011 phenolic resin Substances 0.000 description 1
- 229920000647 polyepoxide Polymers 0.000 description 1
- 229920001721 polyimide Polymers 0.000 description 1
- 239000009719 polyimide resin Substances 0.000 description 1
- 230000004044 response Effects 0.000 description 1
- 230000035945 sensitivity Effects 0.000 description 1
- 238000007493 shaping process Methods 0.000 description 1
- 229920006337 unsaturated polyester resin Polymers 0.000 description 1
- 229920001567 vinyl ester resin Polymers 0.000 description 1
- 239000002759 woven fabric Substances 0.000 description 1
Images







Landscapes
- Laminated Bodies (AREA)
Description
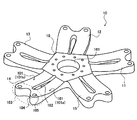
まず、本実施の形態に係る無関節型ロータハブ構造体の具体的な形状の一例について、図1および図2を参照して具体的に説明する。
次に、本実施の形態に係るロータハブ構造体10の製造に用いられる複合材料シートの基本的な構成について、図3(a),(b)を参照して具体的に説明する。
次に、ロータハブ構造体10を製造する際に、前述したブラケット状シート40を積層する方法の一例について、図2および図3(a),(b)に加えて、図4(a)〜(c)および図5(a)〜(c)を参照して具体的に説明する。
(1)A層:アーム11〜15のうち任意の基準アームP0のアーム中央線La−0を基準として、それぞれ対向して位置する2枚のブラケット状シート401,402の対である層
(2)B層:前記A層の上に積層され、隣接アームPiのアーム中央線La−iを基準とし、かつ、当該隣接アームPiの基準アームP0から離れた側の縦半分に、その一方の端部が位置する1枚のブラケット状シート403である層
(3)C層:前記B層の上に積層され、斜め向いアームPiiのアーム中央線La−iiを基準として、それぞれ対向して位置する2枚のブラケット状シート404,405の対である層
[ロータハブ構造体の製造方法]
次に、前記積層工程を含むロータハブ構造体10の製造方法の一例について、具体的に説明する。
次に、本実施の形態に係るロータハブ構造体10を用いたメインロータの構成の一例について、図6を参照して具体的に説明する。
このようにして得られる、本実施の形態に係るロータハブ構造体10は、従来のロータハブ構造体と比較して、優れた利点を有する。この点について、図7(a)〜(c)および図8を参照して説明する。
本実施の形態では、図4(a)〜(c)および図5(a)〜(c)で説明したように、アーム11〜15が、A層、B層およびC層からなる積層単位を含む積層構造を備えているが、本発明はこれに限定されない。すなわち、本発明においては、アーム11〜15に含まれる積層構造は、当該積層構造を構成する2枚のブラケット状シート40,40の位置関係を見たときに、次に示す2条件を少なくとも満たしていればよい。
(1)条件1:任意の1枚のブラケット状シート40に注目したとき、当該ブラケット状シート40の一方の端部40bが基準アームP0の一方の縦半分に位置し、その他方の端部40cが、2本の斜め向かいアームPiiのうち、前記縦半分に近い方の斜め向かいアームPiiにおける、基準アームP0に近い方の縦半分に位置し、かつ、その中間部40aが中央部16における各縦半分の間の部分に位置するように配置されている。
(2)条件2:条件1のブラケット状シートから見て、基準アームP0の他方の縦半分に、その一方の端部40cが位置する、もう1枚のブラケット状シート40は、その他方の端部40bが、2本の斜め向かいアームPiiのうち、条件1の他方のPiiにおける、基準アームP0に近い方の縦半分に位置し、かつ、その中間部40aが中央部16における各縦半分の間の部分に位置するように配置されている。
(3)条件3:各ブラケット状シート40において、その一方の端部40b(または40c)が基準アームP0の一方の縦半分に位置し、他方の端部40c(または40b)が、2本の斜め向いアームPiiのうち、前記縦半分に近い方の斜め向かいアームPiiにおける、の一方における基準アームP0に近い側の縦半分に位置し、その中間部40aが、中央部16における基準アームの縦半分と斜め向いアームの縦半分との間となる部位に位置している。
(4)条件4:上下に隣接して積層されるブラケット状シート40において、それぞれの端部40bまたは端部40cの位置するアームが異なり、かつ、それぞれの中間部40aが一部重なっている。
11〜15 アーム
16 中央部
40 ブラケット状シート
40a ブラケット状シートの中間部
40b・40c ブラケット状シートの端部
161 軸孔
Claims (4)
- 回転翼航空機のメインロータのロータハブとして用いられ、
回転軸が内挿される軸孔を有する中央部と、
前記中央部の外周から放射状に延伸して設けられ、それぞれが1枚の回転翼ブレードを支持する5本の平板状のアームと、を備え、
前記アームは、その外端の幅よりも前記中央部への付け根の幅が狭くなっており、
前記アームおよび前記中央部は、帯状の複合材料シートであって、その長手方向の両端部が、中間部に対して当該中間部の幅方向において同方向へ折れ曲がった形状のブラケット状シートが、複数枚積層された積層構造を含み、
さらに、1本の前記アームを延伸方向に沿って二等分した場合の半分となる部位を縦半分、5本の前記アームのいずれか1本を基準アーム、当該基準アームから見て1本置いた位置の前記アームを斜め向いアーム、と定義したときに、
前記積層構造においては、
1枚のブラケット状シートが、その一方の端部が前記基準アームの一方の縦半分に位置し、その他方の端部が、2本の前記斜め向かいアームのうち、前記縦半分に近い方の斜め向かいアームにおける、前記基準アームに近い方の縦半分に位置し、かつ、その中間部が前記中央部における前記各縦半分の間の部分に位置するように配置され、
当該ブラケット状シートから見て、前記基準アームの他方の縦半分に、その一方の端部が位置する、もう1枚のブラケット状シートは、その他方の端部が、2本の前記斜め向かいアームにおける前記基準アームに近い方の縦半分に位置し、かつ、その中間部が前記中央部における前記各縦半分の間の部分に位置するように配置されており、
前記基準アームにて互いに隣接する、前記ブラケット状シートの一方の端部同士の間隔は、当該基準アームの前記外端から前記中央部に向かって徐々に狭くなるように構成されていることを特徴とする、無関節型ロータハブ構造体。 - 前記積層構造は、前記基準アームに隣接する位置の前記アームを隣接アームと定義したときに、
前記基準アームの二等分線を基準として、それぞれ対向して位置する2枚の前記ブラケット状シートの対であるA層と、
当該A層の上に積層され、前記斜め向いアームの二等分線を基準とし、かつ、当該斜め向いアームの前記基準アームから離れた側の縦半分に、その一方の端部が位置する1枚の前記ブラケット状シートであるB層と、
当該B層の上に積層され、前記隣接アームの二等分線を基準として、それぞれ対向して位置する2枚のブラケット状シートの対であるC層と、
からなる積層単位を含むように構成されている、請求項1に記載の無関節型ロータハブ構造体。 - 回転翼航空機のメインロータのロータハブとして用いられる無関節型ロータハブ構造体の製造方法であって、
当該ロータハブ構造体は、それぞれが1枚の回転翼ブレードを支持する5本の平板状のアームと、回転軸が内挿される軸孔を有し、かつ、その外周に前記アームが放射状に延伸して設けられている中央部と、を備え、前記アームは、その外端の幅よりも前記中央部への付け根の幅が狭くなっており、前記アームおよび前記中央部は、帯状の複合材料シートが複数枚積層された積層構造を含むものであり、
帯状の前記複合材料シートとして、その長手方向の両端部が、中間部に対して当該中間部の幅方向において同方向へ折れ曲がった形状のブラケット状シートを用い、
1本の前記アームを延伸方向に沿って二等分した場合の半分となる部位を縦半分、5本の前記アームのいずれか1本を第一アーム、当該第一アームから見て一方の周方向に配列する前記アームを、当該第一アームから近い順に第二アームないし第五アーム、と定義したときに、
2枚の前記ブラケット状シートの一方の端部同士を、前記第一アームの前記縦半分にそれぞれ配し、一方の前記ブラケット状シートの他方の端部を、前記第三アームにおける前記第一アームに近い側の前記縦半分に配し、他方の前記ブラケット状シートの他方の端部を、前記第四アームにおける前記第一アームに近い側の前記縦半分に配するように、これら前記ブラケット状シートを、前記第一アームの二等分線を基準として、それぞれ対向して配置させてA層として積層するA層積層工程と、
1枚の前記ブラケット状シートの一方の端部を、第四アームまたは第三アームにおける前記第一アームから離れた側の縦半分に配し、他方の端部を、前記第二アームまたは前記第五アームにおける前記第一アームから離れた側の縦半分にするように、当該ブラケット状シートをB層として積層するB層積層工程と、
2枚の前記ブラケット状シートの一方の端部同士を、前記第五アームまたは前記第二アームの前記縦半分にそれぞれ配し、一方の前記ブラケット状シートの他方の端部を、前記B層となる前記ブラケット状シートの他方の端部に対して、前記第二アームまたは前記第五アームの二等分線を基準として対向して配置させ、他方の前記ブラケット状シートの他方の端部を、前記A層となる前記ブラケット状シートのいずれかの他方の端部に対して、前記第三アームまたは前記第四アームの二等分線を基準として対向して配置させるように、これら前記ブラケット状シートをC層として積層するC層積層工程と、を含み、
これらA層積層工程、B層積層工程、およびC層積層工程では、前記アームの縦半分として隣接する一対の前記ブラケット状シートが、その一方の端部同士の間隔が、当該アームの外端から前記中央部に向かって徐々に狭くなるように配置されており、
さらに、A層積層工程、B層積層工程、およびC層積層工程をこの順で複数回繰り返すことを特徴とする、無関節型ロータハブ構造体の製造方法。 - 前記各積層工程の後に得られる無関節型ロータハブ構造体の前駆体を成形し、仕上げ前の構造体を得る成形工程と、
前記仕上げ前の構造体における前記中央部の中心となる部位に、前記軸孔を形成するとともに、前記アームの前記外端に、前記回転翼ブレードを取り付けるための取付孔を形成する孔形成工程と、を含むことを特徴とする、請求項3に記載の無関節型ロータハブ構造体の製造方法。
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010157541A JP5559621B2 (ja) | 2010-07-12 | 2010-07-12 | 回転翼航空機用無関節型ロータハブ構造体およびその製造方法 |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2010157541A JP5559621B2 (ja) | 2010-07-12 | 2010-07-12 | 回転翼航空機用無関節型ロータハブ構造体およびその製造方法 |
Publications (2)
| Publication Number | Publication Date |
|---|---|
| JP2012020590A JP2012020590A (ja) | 2012-02-02 |
| JP5559621B2 true JP5559621B2 (ja) | 2014-07-23 |
Family
ID=45775223
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2010157541A Active JP5559621B2 (ja) | 2010-07-12 | 2010-07-12 | 回転翼航空機用無関節型ロータハブ構造体およびその製造方法 |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5559621B2 (ja) |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| KR102627083B1 (ko) | 2017-05-22 | 2024-01-18 | 오버에어, 인코퍼레이티드 | 대형 가변 속도 틸트 로터를 사용하는 eVTOL 항공기 |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| FR2041747A1 (ja) * | 1969-05-20 | 1971-02-05 | Sud Aviation | |
| US5158631A (en) * | 1991-01-15 | 1992-10-27 | United Technologies Corporation | Method of manufacturing a dog-leg shaped ply of composite material and the tool used in carrying out the method |
| FR2682663B1 (fr) * | 1991-10-16 | 1994-01-07 | Aerospatiale Ste Nationale Indle | Rotor multipale, notamment pour helice arriere anticouple d'helicoptere et procede pour sa realisation. |
| JP2655985B2 (ja) * | 1993-03-17 | 1997-09-24 | 防衛庁技術研究本部長 | 回転翼航空機の無関節ハブ構造 |
| JP4044462B2 (ja) * | 2003-03-05 | 2008-02-06 | 川崎重工業株式会社 | 回転翼航空機のロータハブ構造体 |
| JP4177313B2 (ja) * | 2004-09-24 | 2008-11-05 | 川崎重工業株式会社 | 回転翼航空機のロータハブ構造体 |
-
2010
- 2010-07-12 JP JP2010157541A patent/JP5559621B2/ja active Active
Also Published As
| Publication number | Publication date |
|---|---|
| JP2012020590A (ja) | 2012-02-02 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP2519199B2 (ja) | ヘリコプタ−用ロ−タ−装置 | |
| CA2596322C (en) | Assembly for providing flexure to blade system | |
| US7931240B2 (en) | Cellular support structures used for controlled actuation of fluid contact surfaces | |
| JP3631493B2 (ja) | ヘリコプタロータブレード用の複合材スパー及びその製造方法 | |
| JP2583259B2 (ja) | ヘリコプタ用フレックスビーム | |
| EP2682550B1 (en) | Flexible composite hinge | |
| JP5982999B2 (ja) | 動翼及びファン | |
| US5358381A (en) | Yoke for helicopter rotor systems | |
| JP2000506812A (ja) | ヘリコプターロータ用の軸対称弾性ベアリング・アッセンブリ | |
| CN110667825A (zh) | 螺旋桨 | |
| JP2014510866A (ja) | 複合材料製部品、とりわけ大規模な風車プロペラに対する機械的補強材 | |
| US20090010764A1 (en) | Blade provided with a horizontally-wound spar, and a method of fabricating such a spar | |
| JP5457110B2 (ja) | 船舶用プロペラ | |
| GB2048809A (en) | Helicopter rotor head | |
| CA2320606C (en) | Protective edge members for composite flexures | |
| JP5559621B2 (ja) | 回転翼航空機用無関節型ロータハブ構造体およびその製造方法 | |
| JP3737962B2 (ja) | フレックスビーム | |
| US10059064B2 (en) | Fiber orientation to allow for automated ply placement with composite rotor yokes | |
| US4403918A (en) | Hubless, hingeless and bearingless helicopter rotor system | |
| JP2014180934A (ja) | ホイール | |
| JP3805472B2 (ja) | ヘリコプタ用フレックスビーム | |
| JP2007191086A (ja) | 空気入りタイヤ用ランフラット支持体 | |
| JP4177313B2 (ja) | 回転翼航空機のロータハブ構造体 | |
| US6361278B2 (en) | Coupling membrane for a helicopter rotor head | |
| CN112055682A (zh) | 波状升力风扇转子 |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20121206 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20131024 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20131029 |
|
| A521 | Request for written amendment filed |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20131210 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20140513 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20140606 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5559621 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |