JP5334375B2 - Thermosetting resin composition, fiber reinforced molding material and molded body - Google Patents
Thermosetting resin composition, fiber reinforced molding material and molded body Download PDFInfo
- Publication number
- JP5334375B2 JP5334375B2 JP2007091156A JP2007091156A JP5334375B2 JP 5334375 B2 JP5334375 B2 JP 5334375B2 JP 2007091156 A JP2007091156 A JP 2007091156A JP 2007091156 A JP2007091156 A JP 2007091156A JP 5334375 B2 JP5334375 B2 JP 5334375B2
- Authority
- JP
- Japan
- Prior art keywords
- thermosetting resin
- resin composition
- kaolin clay
- smc
- fiber
- Prior art date
- Legal status (The legal status is an assumption and is not a legal conclusion. Google has not performed a legal analysis and makes no representation as to the accuracy of the status listed.)
- Expired - Fee Related
Links
Images


Landscapes
- Reinforced Plastic Materials (AREA)
- Compositions Of Macromolecular Compounds (AREA)
Description
本発明は、特に繊維質基材の結合剤として有用である熱硬化性樹脂組成物、及びこれを用いて得られる繊維強化成形材料、並びにこの繊維強化成形材料を成形硬化して得られる成形体に関するものである。 The present invention relates to a thermosetting resin composition particularly useful as a binder for a fibrous base material, a fiber-reinforced molding material obtained using the same, and a molded body obtained by molding and curing the fiber-reinforced molding material It is about.
従来より、FRPと称される繊維強化成形材料からなる成形体は、よく知られているように、優れた機械的強度及び耐久性を有することから、例えば浴槽、貯水槽、浄化槽、外装・内装用パネルの住宅関連部品の他、車両関連部品、広告用ボード、レジャーボート、ボビン等として、実用されている。
Conventionally, a molded body made of a fiber reinforced molding material called FRP has excellent mechanical strength and durability, as is well known. For example, a bathtub, a water tank, a septic tank, an exterior / interior In addition to housing-related parts for automobile panels, they are used as vehicle-related parts, advertising boards, leisure boats, bobbins and the like .
そして、かかる繊維強化成形材料としては、熱硬化性樹脂に無機充填剤及び必要に応じて硬化促進剤、離型剤等の添加剤を加えて混合したものを、補強用繊維である繊維質基材に含浸乃至は被覆(以下、単に「含浸」という。)せしめ、そして必要に応じて熟成処理を行って半硬化させた複合材料が用いられており、この複合材料を、加熱加圧成形することにより、上述せる如き優れた特性を有する成形体が製造されているのである。なお、このような繊維強化成形材料の代表的なものとしては、成形時の材料形態により、シートモールディングコンパウンド(SMC)、バルクモールディングコンパウンド(BMC)、プリプレグ、プレミックス等を挙げることができる。 And as such fiber reinforced molding material, a fiber base which is a reinforcing fiber is obtained by adding an inorganic filler and additives such as a curing accelerator and a release agent to a thermosetting resin and mixing them. A composite material that is impregnated or coated (hereinafter simply referred to as “impregnation”) and semi-cured by aging as necessary is used, and this composite material is heated and pressed. Thus, a molded article having excellent characteristics as described above is manufactured. Typical examples of such fiber-reinforced molding materials include sheet molding compound (SMC), bulk molding compound (BMC), prepreg, premix, and the like depending on the material form at the time of molding.
より具体的に、上記SMCを例に挙げて詳述すると、SMCは、シート状形態を有する繊維強化成形材料であって、通常、熱硬化性樹脂に、無機充填剤を加え、更に必要に応じて硬化促進剤(増粘剤)、離型剤等の添加剤を加えて攪拌混合してペースト状の熱硬化性樹脂組成物(以下、本段落において、単に「ペースト」という。)を予め調製し、そして、このペーストをSMC製造装置にて、離型性キャリアフイルム上に塗布した後、この塗布されたペースト上に、繊維質基材を撒布し、更にこの上に、ペーストを塗布した別のキャリアフイルムを、繊維質基材をペーストで上下から挟み込むようにして重ね合わせて三層構造のシートとした後、これを複数のローラ間に通して加圧することにより、繊維質基材にペーストを含浸させると共に厚さ調整を行って、所定厚さのシートと為し、更に、通常は、熟成処理を行なって、製造されるのである。そして、このようにして製造されたSMCは、上述せるように、繊維で強化された熱硬化性の成形材料が有する特性を活かして、住宅関連部品や車両関連部品等の素材として利用されている。 More specifically, taking the above SMC as an example, SMC is a fiber reinforced molding material having a sheet-like form, and usually an inorganic filler is added to a thermosetting resin, and further if necessary. Then, an additive such as a curing accelerator (thickening agent) and a release agent is added and mixed by stirring to prepare a pasty thermosetting resin composition (hereinafter simply referred to as “paste” in this paragraph). Then, after applying this paste on a releasable carrier film with an SMC manufacturing apparatus, a fibrous base material is spread on the applied paste, and further, the paste is further applied thereon. The carrier film is laminated so that the fibrous base material is sandwiched from above and below to form a sheet having a three-layer structure, and is then passed through a plurality of rollers and pressed to paste the fibrous base material. Impregnation with Performing thickness adjustment, without the sheet of predetermined thickness, further, typically by performing aging treatment, it is being produced. And as described above, the SMC manufactured in this way is utilized as a material for housing-related parts, vehicle-related parts, etc., taking advantage of the properties of thermosetting molding materials reinforced with fibers. .
しかしながら、SMC等の繊維強化成形材料は、繊維質基材による異方性を伴い易く、これにより、繊維強化成形材料を加熱加圧成形して得られる成形体に、そり変形による寸法精度の悪化や、表面平滑性の欠如による美観の低下が、惹起され易い等の問題を、内在しているのである。 However, fiber reinforced molding materials such as SMC are likely to be accompanied by anisotropy due to the fibrous base material, which reduces the dimensional accuracy due to warpage deformation in a molded body obtained by heating and pressing the fiber reinforced molding material. In addition, there are inherent problems such as a decrease in aesthetics due to lack of surface smoothness.
かかる状況下、特開2001−261976号公報(特許文献1)においては、そりや歪みの原因となる異方性を抑制するために、フィラーとして、特定の板状ベーマイト又は板状アルミナが有効であることが、明らかにされている。また、特開昭59−36143号公報(特許文献2)においては、強化材として雲母粉末を用いることにより、無そり性が付与されることが、明らかにされている。何れの文献においても、耐そり性の向上が図られているものの、繊維質基材を必須成分として用いる場合における異方性の抑制効果については、未だ十分であるとは言い難く、改善の余地を有するものであったのである。 Under such circumstances, in Japanese Patent Laid-Open No. 2001-261976 (Patent Document 1), specific plate-like boehmite or plate-like alumina is effective as a filler in order to suppress anisotropy that causes warpage and distortion. It has been made clear that there is. Japanese Patent Application Laid-Open No. 59-36143 (Patent Document 2) clarifies that no warpage is imparted by using mica powder as a reinforcing material. Although any document has improved warping resistance, it is still difficult to say that the effect of suppressing anisotropy when a fibrous base material is used as an essential component, and there is room for improvement. It was what had.
また、上述せる如き繊維強化成形材料の中でも、特に、SMCにあっては、深絞り加工による成形体の製造にも採用されることから、異方性がないことが望ましく、このため、異方性の抑制に有利な低圧成形性(低い圧力で成形することができる性質)を有するものが、強く要請されているのである。 Further, among the fiber reinforced molding materials as described above, in particular, in SMC, since it is also used for manufacturing a molded body by deep drawing, it is desirable that there is no anisotropy. There is a strong demand for a material having low-pressure moldability (property that can be molded at a low pressure), which is advantageous for suppressing property.
ここにおいて、本発明は、かかる事情を背景にして為されたものであって、その解決すべき課題とするところは、低圧成形性に優れた繊維強化成形材料の製造に有利に用いられ得る熱硬化性樹脂組成物を提供することにあり、また、低圧成形性に優れると共に、成形体に耐そり性及び表面平滑性を与え得る繊維強化成形材料を提供することにあり、更に、耐そり性及び表面平滑性が高められた成形体を提供することにある。 Here, the present invention has been made in the background of such circumstances, and the problem to be solved is a heat that can be advantageously used for the production of a fiber-reinforced molding material having excellent low-pressure moldability. It is to provide a curable resin composition, and to provide a fiber-reinforced molding material that is excellent in low-pressure moldability and can impart warpage resistance and surface smoothness to a molded body, and further warpage resistance. Another object of the present invention is to provide a molded article having improved surface smoothness.
そして、本発明者が、繊維強化成形材料の製造に用いられる熱硬化性樹脂組成物について鋭意検討を重ねた結果、特定の密充填かさ密度を有するカオリンクレーを無機充填剤として含有せしめることによって、上述の如き課題が悉く解決されることを見出し、本発明を完成するに至ったのである。 And, as a result of intensive studies on the thermosetting resin composition used in the production of the fiber-reinforced molding material, the inventor of the present invention includes kaolin clay having a specific densely packed bulk density as an inorganic filler. The present inventors have found that the problems as described above can be solved eagerly and have completed the present invention.
すなわち、本発明は、繊維質基材の結合剤として用いられる熱硬化性樹脂組成物であって、熱硬化性樹脂を35〜70質量%の割合で含有し、且つ密充填かさ密度が0.71〜1.15g/cm3 のカオリンクレーを30〜65質量%の割合において含有すると共に、チキソトロピック指数が2.0以上、4.0以下であることを特徴とする熱硬化性樹脂組成物を、その要旨とするものである。 That is, the present invention is a thermosetting resin composition used as a binder for a fibrous base material, containing the thermosetting resin in a proportion of 35 to 70% by mass, and having a tightly packed bulk density of 0.1. A thermosetting resin composition containing 71 to 1.15 g / cm 3 of kaolin clay in a proportion of 30 to 65% by mass and having a thixotropic index of 2.0 or more and 4.0 or less . Is the gist of this.
また、かかる本発明に従う熱硬化性樹脂組成物における好ましい態様の一つにおいては、前記カオリンクレーが、扁平状乃至は薄片状のカオリンクレーとされる。
In one preferred embodiment of the thermosetting resin composition according to the present invention, the kaolin clay is a flat or flaky kaolin clay .
さらに、本発明に従う熱硬化性樹脂組成物における別の好ましい態様の一つにおいては、前記熱硬化性樹脂として、熱硬化性フェノール樹脂が採用される。 Furthermore, in another preferred embodiment of the thermosetting resin composition according to the present invention, a thermosetting phenol resin is employed as the thermosetting resin.
また、本発明は、上述の如き熱硬化性樹脂組成物と、繊維質基材とを必須成分として含有することを特徴とする繊維強化成形材料をも、その要旨とするものである。 The gist of the present invention is also a fiber-reinforced molding material characterized by containing the thermosetting resin composition as described above and a fibrous base material as essential components.
なお、そのような本発明に従う繊維強化成形材料における好ましい態様の一つにおいては、前記繊維強化成形材料が、シート状の形態、即ち、シートモールディングコンパウンド(SMC)とされる。 In one preferred embodiment of the fiber reinforced molding material according to the present invention, the fiber reinforced molding material is in a sheet form, that is, a sheet molding compound (SMC).
加えて、本発明は、かかる繊維強化成形材料を成形硬化せしめてなる成形体をも、その要旨とするものである。 In addition, the gist of the present invention is a molded body obtained by molding and curing the fiber-reinforced molding material.
このように、本発明に従う熱硬化性樹脂組成物にあっては、0.71〜1.15g/cm3 の密充填かさ密度を有するカオリンクレーが無機充填剤として含有せしめられているところから、該組成物は高粘度で顕著なチキソトロピー性を発現し、外圧を加えた際の流動性が、効果的に高められるようになっているのである。
Thus, in the thermosetting resin composition according to the present invention, kaolin clay having a densely packed bulk density of 0.71 to 1.15 g / cm 3 is contained as an inorganic filler. The composition exhibits a high viscosity and remarkable thixotropy, and the fluidity when an external pressure is applied is effectively enhanced.
このため、かかる熱硬化性樹脂組成物と繊維質基材とを含有する本発明に従う繊維強化成形材料にあっては、成形時における流動性が効果的に高められ得て、従来よりも低い圧力で成形することが可能となっており、低圧成形性に優れている。 For this reason, in the fiber reinforced molding material according to the present invention containing such a thermosetting resin composition and a fibrous base material, the fluidity at the time of molding can be effectively enhanced, and the pressure is lower than before. It is possible to mold with a low pressure moldability.
従って、このような繊維強化成形材料を成形硬化して得られる成形体にあっては、繊維質基材による異方性を伴い難く、耐そり性に優れ、良好なる寸法精度が実現され得ていると共に、表面平滑性も有利に向上せしめられて、美観も改善され得たものとなっているのである。 Therefore, in a molded body obtained by molding and curing such a fiber reinforced molding material, it is difficult to be accompanied by anisotropy due to the fibrous base material, has excellent warpage resistance, and good dimensional accuracy can be realized. In addition, the surface smoothness is advantageously improved, and the aesthetics can be improved.
また、特に、熱硬化性樹脂として、熱硬化性フェノール樹脂を用いた場合には、得られる成形体に優れた難燃性が付与されることとなる。 In particular, when a thermosetting phenol resin is used as the thermosetting resin, excellent flame retardancy is imparted to the obtained molded body.
加えて、本発明に従う繊維強化成形材料をシート状とした場合には、上述せるように、低圧成形性に優れたものであるところから、深絞り成形を容易に行うことが可能となる。 In addition, when the fiber-reinforced molding material according to the present invention is formed into a sheet shape, as described above, since it is excellent in low-pressure moldability, deep drawing can be easily performed.
ところで、本発明に従う熱硬化性樹脂組成物は、熱硬化性樹脂と特定の密充填かさ密度を有するカオリンクレーを必須成分とする組成物であって、繊維質基材や必要に応じて併用される他の無機充填剤等の結合剤として、有利に用いられるのである。 By the way, the thermosetting resin composition according to the present invention is a composition having a thermosetting resin and kaolin clay having a specific close-packed bulk density as essential components, and is used in combination with a fibrous base material or as necessary. It is advantageously used as a binder for other inorganic fillers.
ここにおいて、上記熱硬化性樹脂としては、一般に、熱硬化性フェノール樹脂や不飽和ポリエステル樹脂が用いられているものの、その他の熱硬化性樹脂、例えば、エポキシ樹脂、メラミン樹脂、グアナミン樹脂等の少なくとも1種を単独で、又は上記熱硬化性フェノール樹脂や不飽和ポリエステル樹脂の硬化性を阻害しない量的範囲で、併用することも可能である。これらの中でも、熱硬化性フェノール樹脂にあっては、難燃性の点で有利であることから、特に好適に用いられるのであり、かかる熱硬化性フェノール樹脂としては、例えば、レゾール型フェノール樹脂、ベンジルエーテル型フェノール樹脂、ノボラック型フェノール樹脂、及びこれらの変性乃至は改質フェノール樹脂、並びにこれらの混合物を例示することができる。かかる熱硬化性フェノール樹脂の中でも、とりわけ、被覆性や硬化特性の観点から、レゾール型フェノール樹脂が好適に採用され得る。 Here, as the thermosetting resin, although thermosetting phenol resin and unsaturated polyester resin are generally used, other thermosetting resins, for example, at least epoxy resin, melamine resin, guanamine resin, etc. One kind can be used alone or in combination within a quantitative range that does not impair the curability of the thermosetting phenol resin or unsaturated polyester resin. Among these, the thermosetting phenol resin is particularly preferably used because it is advantageous in terms of flame retardancy. Examples of such thermosetting phenol resins include resol type phenol resins, Examples thereof include benzyl ether type phenol resins, novolac type phenol resins, modified or modified phenol resins thereof, and mixtures thereof. Among such thermosetting phenol resins, in particular, a resol type phenol resin can be suitably employed from the viewpoints of coatability and curing characteristics.
そして、かかる熱硬化性樹脂は、熱硬化性樹脂組成物中において、一般に、35〜70質量%の割合で、難燃性の点から、好ましくは、40〜60質量%の割合で含有されるのである。 And in this thermosetting resin composition, this thermosetting resin is generally contained in the ratio of 35-70 mass%, and preferably 40-40 mass% from the point of a flame retardance. It is.
一方、本発明に従う熱硬化性樹脂組成物に含有されるカオリンクレーは、ケイ酸アルミニウムを主成分とする天然に産出する粘土(カオリナイト、ハロイサイト)及びろう石(パイロフィライト)を原料として製造されるカオリンクレー及びろう石クレーであって、密充填かさ密度が、特に、0.71〜1.15g/cm3 の範囲内にあるもの、好ましくは0.71〜1.10g/cm3 、更に好ましくは0.71〜1.00g/cm3 の範囲内にあるものが用いられるのである。なぜなら、密充填かさ密度が小さくなると、成形体の難燃性の低下を伴うおそれがあるからであり、逆に、密充填かさ密度が1.15g/cm3 を超えると、該組成物に対するチキソトロピー性の付与効果が十分ではなく、繊維質基材の結合剤として用いたとしても、繊維強化成形材料に低圧成形性を付与できず、また、かかる繊維強化成形材料を成形硬化させてなる成形体の表面平滑性や耐そり性を向上せしめ得なくなるからである。なお、上記密充填かさ密度とは、文字通り、密充填した場合におけるかさ密度であって、本発明では、タッピング速度:1回/秒、タッピング時間:10分間、タッピングの合計回数:600回の条件で密充填を行って、単位面積あたりのカオリンクレーの質量(かさ密度)を求めるものとする。
On the other hand, kaolin clay contained in the thermosetting resin composition according to the present invention is produced from raw materials such as clay (kaolinite, halloysite) and wax stone (pyrophyllite), which are mainly produced from aluminum silicate. a kaolin clay and pyrophyllite clays are, close-packed bulk density, in particular, those in the range of 0.71 ~1.15g / cm 3, preferably 0.71 ~1.10g / cm 3, More preferably, those in the range of 0.71 to 1.00 g / cm 3 are used. This is because if the densely packed bulk density is decreased , the flame retardancy of the molded product may be decreased. Conversely, if the densely packed bulk density exceeds 1.15 g / cm 3 , the thixotropy for the composition is obtained. Even if it is used as a binder for a fibrous base material, it does not give low-pressure formability to the fiber reinforced molding material, and a molded product obtained by molding and curing the fiber reinforced molding material. This is because it is impossible to improve the surface smoothness and warpage resistance. The above-mentioned densely packed bulk density is literally a bulk density when densely packed. In the present invention, the condition of tapping speed: 1 time / second, tapping time: 10 minutes, total number of tapping: 600 times The mass (bulk density) of kaolin clay per unit area is obtained by close packing.
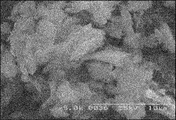
また、本発明においては、そのような密充填かさ密度を有するカオリンクレーの中でも、特に、図1又は図2の走査型電子顕微鏡(SEM)写真に示されるような形状のカオリンクレー、具体的には、平均粒子径が約5μm程度の大きさを有する、扁平状乃至は薄片状のカオリンクレーが、好適に用いられ得るのであり、このような形状のカオリンクレーを用いることによって、後述するように、熱硬化性樹脂組成物の粘度が高くなると共に、チキソトロピー性がより一層有利に高められ、これにより、該組成物に延展性が付与され、外圧による繊維質基材への含浸性が効果的に高められるのみならず、外圧を受けない位置での過度な横流れを防止することができる。加えて、該組成物は、繊維強化成形材料の加圧流動性の向上に効果的なチキソトロピック指数を有するため、従来よりも低圧で成形することが可能となると共に、目的とする成形体にそり等が発生するようなことが有利に防止され得ることとなるのである。なお、かかる形状のカオリンクレーは、商業的に入手することが可能であって、例えば、フジライト工業株式会社から市販されているカオリンクレー(品名:FY86)を例示することができる。 Further, in the present invention, among kaolin clay having such densely packed bulk density, in particular, kaolin clay having a shape as shown in the scanning electron microscope (SEM) photograph of FIG. 1 or FIG. Is a flat or flaky kaolin clay having an average particle diameter of about 5 μm, and by using such a kaolin clay, as described later, In addition, the viscosity of the thermosetting resin composition is increased and the thixotropy is further advantageously enhanced, thereby imparting extensibility to the composition and effective impregnation of the fibrous base material by external pressure. It is possible to prevent excessive lateral flow at a position not subject to external pressure. In addition, the composition has a thixotropic index that is effective in improving the pressure fluidity of the fiber-reinforced molding material, so that it can be molded at a lower pressure than in the past, and the desired molded article can be obtained. The occurrence of warp or the like can be advantageously prevented. In addition, the kaolin clay of this shape can be obtained commercially, For example, the kaolin clay (product name: FY86) marketed from Fujilite Industry Co., Ltd. can be illustrated.
そして、上述せる如き密充填かさ密度を有するカオリンクレーは、熱硬化性樹脂組成物中において、一般に30〜65質量%、好ましくは40〜60質量%の割合で含有されていることが望ましい。この理由は、カオリンクレーの含有量が上記範囲よりも少ない場合には、繊維質基材の結合剤として用いたとしても、上述の如き低圧成形性や表面平滑性、耐そり性等の効果が有利に発現され得なくなるおそれがあるからであり、また、上記範囲を超える場合には、熱硬化性樹脂組成物の粘度が高くなりすぎてしまうと共に、上記熱硬化性樹脂の含有量が相対的に少なくなって、結合剤としての機能を奏し得なくなるおそれがあるからである。 And the kaolin clay which has the above-mentioned close-packed bulk density is generally 30-65 mass% in the thermosetting resin composition, Preferably it is desirable to contain in the ratio of 40-60 mass%. The reason for this is that when the content of kaolin clay is less than the above range, effects such as low-pressure moldability, surface smoothness, warpage resistance, etc., even if used as a binder for a fibrous base material, are used. This is because it may not be able to be expressed advantageously, and when it exceeds the above range, the viscosity of the thermosetting resin composition becomes too high and the content of the thermosetting resin is relatively high. This is because the function as a binder may not be achieved.
なお、本発明に従う熱硬化性樹脂組成物には、上記熱硬化性樹脂や特定の密充填かさ密度を有するカオリンクレーに加えて、更に必要に応じて、本発明の効果を阻害しない量的範囲において、上記カオリンクレー以外の他の無機充填剤や、硬化促進剤(増粘剤)、離型剤、シランカップリング剤等の従来と同様な各種の添加剤が、配合され得るのである。ここで、上記無機充填剤としては、水酸化アルミニウム、炭酸カルシウム、タルク、マイクロバルーン、ケイ砂、ケイ酸カルシウム等を例示することができ、これらのうちの1種又は2種以上が必要に応じて配合され得る。また、硬化促進剤としては、例えば水酸化マグネシウム、水酸化カルシウム、酸化マグネシウム等のアルカリ土類金属の水酸化物や酸化物を、また離型剤としては、例えばステアリン酸亜鉛、ステアリン酸カルシウム等のステアリン酸系金属塩等を、それぞれ、例示することができる。 The thermosetting resin composition according to the present invention includes, in addition to the above thermosetting resin and kaolin clay having a specific close-packed bulk density, a quantitative range that does not hinder the effects of the present invention, if necessary. In addition, other inorganic fillers other than the above kaolin clay, various conventional additives such as a curing accelerator (thickening agent), a release agent, and a silane coupling agent can be blended. Here, examples of the inorganic filler include aluminum hydroxide, calcium carbonate, talc, microballoon, silica sand, calcium silicate and the like, and one or more of these may be used as necessary. Can be formulated. Examples of the curing accelerator include hydroxides and oxides of alkaline earth metals such as magnesium hydroxide, calcium hydroxide, and magnesium oxide. Examples of the mold release agent include zinc stearate and calcium stearate. Examples include stearic acid-based metal salts.
かくして、本発明に従う熱硬化性樹脂組成物を調製するに際しては、従来と同様な手法が採用され得る。例えば、月島機械株式会社製MTI・ユニバーサルミキサー等の公知の混合装置を用いて、この混合装置内に、必須成分である熱硬化性樹脂と密充填かさ密度が0.71〜1.15g/cm3 であるカオリンクレー、更に必要に応じて他の各種添加剤を同時に又は任意の順序で投入し、撹拌混合することによって、ペースト状の本発明に従う熱硬化性樹脂組成物が調製されるのである。なお、かかる熱硬化性樹脂組成物の調製に際しては、必要に応じて、水、アルコール、アセトン等の溶媒を添加することも可能である。
Thus, in preparing the thermosetting resin composition according to the present invention, the same technique as in the past can be employed. For example, using a known mixing apparatus such as MTI / Universal Mixer manufactured by Tsukishima Kikai Co., Ltd., the thermosetting resin as an essential component and the densely packed bulk density are 0.71 to 1.15 g / cm. 3. A paste-like thermosetting resin composition according to the present invention is prepared by adding kaolin clay, 3 and, if necessary, other various additives simultaneously or in any order, and stirring and mixing. . In preparing the thermosetting resin composition, it is possible to add a solvent such as water, alcohol, or acetone as necessary.
上述のようにして得られる熱硬化性樹脂組成物にあっては、0.71〜1.15g/cm3 の密充填かさ密度を有するカオリンクレーが用いられていることから、1.15g/cm3 を超える密充填かさ密度を有するカオリンクレーを用いた熱硬化性樹脂組成物に比して、粘度が極端に高くなると共に、チキソトロピー性も付与され、チキソトロピック指数が有利に向上せしめられることとなるのである。なお、ここにおいて、チキソトロピック指数は、「攪拌回転数:n1 における粘度」に対する「攪拌回転数:n2 における粘度」の比(ただし、n1 >n2 )にて表されるものであり、本発明においては、市販の粘度計(例えば、米国ブルックフィールド社製プログラマブルデジタル粘度計)を用い、25℃において、10rpmにおける粘度(A)と100rpmにおける粘度(B)を測定して算出された比(A/B)を、チキソトロピック指数とする。
In the thermosetting resin composition obtained as described above, a kaolin clay having a closely packed bulk density of 0.71 to 1.15 g / cm 3 is used, and therefore, 1.15 g / cm. Compared to a thermosetting resin composition using kaolin clay having a densely packed bulk density exceeding 3 , the viscosity becomes extremely high, and thixotropic property is imparted, and the thixotropic index is advantageously improved. It becomes. Note that in this case, thixotropic index is: for "stirring speed n viscosity at 1": the ratio of "agitation rotational speed viscosity at n 2" (where, n 1> n 2) are those represented by In the present invention, the viscosity was calculated by measuring the viscosity (A) at 10 rpm and the viscosity (B) at 100 rpm at 25 ° C. using a commercially available viscometer (for example, a programmable digital viscometer manufactured by Brookfield, USA). Let the ratio (A / B) be a thixotropic index.
そして、本発明に従う熱硬化性樹脂組成物にあっては、効果的な低圧成形性を得るために、上記チキソトロピック指数が2.0以上とされることが望ましい。また、チキソトロピック指数の上限としては、ペーストの急激な粘度上昇に伴う繊維質基材への含浸性の悪化を考慮して、好ましくは4.0以下、より好ましくは3.5以下とされることが望ましい。このように、チキソトロピック指数が2.0以上となると、外圧を加えた際の流動性が、効果的に高められることとなって、繊維質基材の結合剤として用いた場合、繊維強化成形材料に対して、優れた低圧成形性を付与することができるのである。 In the thermosetting resin composition according to the present invention, it is desirable that the thixotropic index is 2.0 or more in order to obtain effective low-pressure moldability. In addition, the upper limit of the thixotropic index is preferably 4.0 or less, more preferably 3.5 or less in consideration of deterioration of the impregnation property to the fibrous base material due to the rapid increase in viscosity of the paste. It is desirable. Thus, when the thixotropic index is 2.0 or more, the fluidity when external pressure is applied is effectively enhanced, and when used as a binder for a fibrous base material, fiber reinforced molding Excellent low pressure formability can be imparted to the material.
かくして、本発明に従う熱硬化性樹脂組成物は、繊維質基材の結合剤として、繊維強化成形材料の製造に有利に用いられるのであるが、以下では、そのような熱硬化性樹脂組成物と繊維質基材を含んで構成される、本発明に従う繊維強化成形材料について具体的に説明する。なお、そこでは、繊維強化成形材料として、シート状形態を有するシートモールディングコンパウンド(SMC)を代表的に取り上げて、詳述することとする。 Thus, the thermosetting resin composition according to the present invention is advantageously used for the production of a fiber-reinforced molding material as a binder for a fibrous base material. Hereinafter, such a thermosetting resin composition and The fiber reinforced molding material according to the present invention that is configured to include a fibrous base material will be specifically described. Here, as a fiber-reinforced molding material, a sheet molding compound (SMC) having a sheet-like form is taken up as a representative and will be described in detail.
すなわち、本発明に従う繊維強化成形材料は、上述せる如きペースト状の熱硬化性樹脂組成物(以下、ペーストと呼称する。)と繊維質基材とを必須成分として含有するものであって、ペーストとしては、上述せる如き熱硬化性樹脂と特定の密充填かさ密度を有するカオリンクレーを少なくとも含有するものが用いられる。 That is, the fiber-reinforced molding material according to the present invention contains a paste-like thermosetting resin composition (hereinafter referred to as a paste) as described above and a fibrous base material as essential components. As the above, those containing at least a thermosetting resin as described above and kaolin clay having a specific close-packed bulk density are used.
一方、繊維質基材としては、繊維質であるものを主体として補強機能を有するものであれば、特に限定されるものではなく、繊維強化成形材料に要求される特性やその適用分野等に応じて、任意の形状と材質のものが適宜に選択されて、用いられることとなる。かかる繊維質基材の形状としては、例えばフィラメント、ロービング、ストランド、チョップドストランド、ペーパー、マット、クロス等の形状を有する各種繊維を挙げることができる。また、繊維質基材の材質としては、例えば、ガラス繊維、炭素繊維、アラミド繊維、フェノール繊維、ポリアミド繊維、ポリエステル繊維、アルミナ繊維、金属繊維の他、ウイスカー、ミルドファイバー、リンターパルプ、麻繊維、木材チップ等を挙げることができる。これらの繊維質基材は単独で用いてもよいし、2種以上を併用してもよい。なお、これらの中でも、SMCにおいては、コストや強度、入手容易性等の観点から、ガラス繊維が最も好適に用いられるのである。
On the other hand, the fibrous base material is not particularly limited as long as it has a reinforcing function mainly composed of fibrous materials, depending on the characteristics required for the fiber reinforced molding material and the application field thereof. Thus, an arbitrary shape and material are appropriately selected and used. Examples of the shape of the fibrous base material include various fibers having shapes such as filament, roving, strand, chopped strand, paper, mat, and cloth. The material for the fibrous base material, e.g., glass fibers, carbon textiles, A aramid fibers, phenol fibers, polyamide fibers, polyester fibers, alumina fibers, other metal fibers, whiskers, milled fibers, linter, hemp Examples thereof include fibers and wood chips. These fibrous base materials may be used alone or in combination of two or more. Of these, glass fibers are most preferably used in SMC from the viewpoints of cost, strength, availability, and the like.
なお、上記ガラス繊維を繊維質基材として使用する場合には、シランカップリング剤を併用することが望ましく、これにて、ペーストに含まれる熱硬化性樹脂とガラス繊維との親和性が高められ、その結果、熱硬化性樹脂とガラス繊維との接着性が効果的に向上せしめられるのである。このようなシランカップリング剤としては、N−β(アミノエチル)−γ−アミノプロピルトリメトキシシラン、γ−アミノプロピルトリエトキシシラン等のアミノシラン、γ−グリシドキシプロピルトリメトキシシラン等のエポキシシランが、好適に用いられる。また、かかるシランカップリング剤は、一般に、ガラス繊維の100質量部に対して、0.01〜5質量部の範囲となる割合で使用されることとなるが、シランカップリング剤の添加による効果の発現やコスト等の観点から、好ましく0.05〜3.0質量部の範囲となる割合で使用されることが望ましく、通常は、上述せる如きペースト中に、予め、添加・混合される。 In addition, when using the said glass fiber as a fiber base material, it is desirable to use a silane coupling agent together, and this improves the affinity of the thermosetting resin contained in the paste and the glass fiber. As a result, the adhesion between the thermosetting resin and the glass fiber can be effectively improved. Examples of such silane coupling agents include aminosilanes such as N-β (aminoethyl) -γ-aminopropyltrimethoxysilane and γ-aminopropyltriethoxysilane, and epoxy silanes such as γ-glycidoxypropyltrimethoxysilane. Are preferably used. Moreover, although this silane coupling agent will generally be used in the ratio which becomes the range of 0.01-5 mass parts with respect to 100 mass parts of glass fiber, the effect by addition of a silane coupling agent From the standpoints of the development and cost, it is desirable to use it in a proportion that is preferably in the range of 0.05 to 3.0 parts by mass. Usually, it is added and mixed in advance in the paste as described above.
そして、本発明に従う繊維強化成形材料は、従来と同様な手法により、上記繊維質基材に上記ペーストを含浸せしめることによって、作製され得るのである。この際、繊維強化成形材料(SMC)中の繊維質基材の配合割合としては、特に、3〜60質量%の割合、好ましくは5〜40質量%の割合、更に好ましくは8〜35質量%の割合で含有されるのである。なぜなら、上記配合割合が3質量%未満では、繊維質基材による補強効果が十分に発揮され得ず、強度不足を惹起するおそれがあるからであり、逆に、60質量%を超えると、繊維質基材にペーストを含浸させることが困難となる傾向があるからである。 And the fiber reinforced molding material according to this invention can be produced by impregnating the said fiber base material with the said paste by the method similar to the past. At this time, the mixing ratio of the fibrous base material in the fiber reinforced molding material (SMC) is particularly a ratio of 3 to 60% by mass, preferably 5 to 40% by mass, and more preferably 8 to 35% by mass. It is contained at a ratio of. This is because if the blending ratio is less than 3% by mass, the reinforcing effect by the fibrous base material cannot be sufficiently exerted, and there is a possibility of causing insufficient strength. This is because it tends to be difficult to impregnate the base material with the paste.
より具体的には、本発明に従う繊維強化成形材料は、代表的には、以下のようにして、製造され得るのである。即ち、公知のSMC装置が用いられて、上下に配置されたポリエチレンやポリプロピレン等からなるキャリアフィルムの一方の面に、上述のペーストが所定の厚さにおいて塗布される。次いで、この下方のキャリアフィルムに塗布されたペースト上に、繊維質基材が撒布され、更にその上に、上方のキャリアフィルムが重ね合わされることによって、繊維質基材が上下のペーストで挟まれる。これを、複数のロール間に通す等して、加圧することによって、繊維質基材にペーストを含浸せしめると同時に厚さ調整を行って、上下方向にキャリアフィルム、ペーストが含浸された繊維質基材及びキャリアフィルムが順次積層されてなる三層構造のシートが作製され、その後、必要に応じて、熟成処理(増粘処理)が施されることによって半硬化され、本発明に従う繊維強化成形材料としてのSMCが製造されるのである。ここにおいて、上記熟成処理を行う場合、その条件はSMCの成形性を考慮して適宜に設定され得るのであり、例えば、50〜70℃の温度で数時間〜数日の間、加熱処理が施される。 More specifically, the fiber-reinforced molding material according to the present invention can be typically produced as follows. That is, a known SMC apparatus is used, and the above-mentioned paste is applied at a predetermined thickness on one surface of a carrier film made of polyethylene, polypropylene, or the like disposed above and below. Next, the fibrous base material is spread on the paste applied to the lower carrier film, and the upper carrier film is further superimposed thereon, so that the fibrous base material is sandwiched between the upper and lower pastes. . The fiber base is impregnated with a carrier film and paste in the vertical direction by simultaneously impregnating the fibrous base material with the paste by pressurizing it by passing it between a plurality of rolls, etc. A sheet having a three-layer structure in which a material and a carrier film are sequentially laminated is manufactured, and then semi-cured by being subjected to aging treatment (thickening treatment) as necessary, and the fiber-reinforced molding material according to the present invention As a result, the SMC is manufactured. Here, when the aging treatment is performed, the conditions can be appropriately set in consideration of the moldability of SMC. For example, the heat treatment is performed at a temperature of 50 to 70 ° C. for several hours to several days. Is done.
このようにして製造されるSMCにあっては、繊維質基材に、前述せる如きペーストを含浸せしめて得られるものであるところから、成形時における材料の流動性が効果的に高められており、以て、従来よりも低い圧力で成形することが可能な、低圧成形性を有しているのである。このため、異方性の発現が有利に抑制され得て、目的とする成形体にそりや凹凸等が発生することも有利に防止され得、更には、深絞り成形を極めて容易に行うことが可能となっている。しかも、流動性に優れているところから、加圧成形時に、繊維質基材が流動することなく局在化するようなことが有利に防止されて、換言すれば、ペーストだけが流動して、圧延されるようなことが有利に防止されて、繊維質基材が成形体の隅々まで分散して広がるようになるのである。それ故、成形体の強度が部分的に弱くなるようなことも有利に防止され得て、成形体の隅々まで高い強度が確保され得る。 The SMC produced in this way is obtained by impregnating a fibrous base material with the paste as described above, and the fluidity of the material during molding is effectively enhanced. Therefore, it has a low-pressure moldability that can be molded at a lower pressure than in the past. For this reason, the expression of anisotropy can be advantageously suppressed, warpage or unevenness can be advantageously prevented from occurring in the target molded article, and deep drawing can be performed very easily. It is possible. Moreover, since it has excellent fluidity, it is advantageously prevented that the fibrous base material is localized without flowing during pressure molding, in other words, only the paste flows, It is advantageously prevented from being rolled, and the fibrous base material spreads and spreads to every corner of the molded body. Therefore, it can be advantageously prevented that the strength of the molded body is partially weakened, and high strength can be ensured in every corner of the molded body.
また、かくの如き本発明に従うSMCを用いて、目的とするSMC成形体を製造するに際しては、従来と同様な手法を採用することが可能であり、例えば、先ず、目的とする成形体形状を与える上下分離可能な金型を準備して、この金型に、キャリアフィルムを剥がしたSMCを必要な量だけ投入した後、加熱加圧し、その後金型を開き、目的とする成形体を取り出すという、通常のプレス成形法等によって、目的とするSMC成形体が製造されることとなる。この際、成形圧力や成形温度は、目的とする成形体の大きさや形状等によって適宜に設定され得るのであり、例えば、SMC成形体として建材用パネルを作製する場合には、一般に、1MPa以上、80MPa以下の成形圧力と、30℃以上、240℃以下の成形温度が採用され得るのであるが、本発明においては、上述せるように、SMCの流動性が効果的に高められているところから、従来の略1/4〜1/2程度の成形圧力でも、有利に成形することが可能となっているのである。 Moreover, when manufacturing the target SMC molded body using the SMC according to the present invention as described above, it is possible to adopt the same method as the conventional one. For example, first, the target molded body shape is determined. Prepare a mold that can be separated into upper and lower parts, put a required amount of SMC with the carrier film peeled into this mold, heat and pressurize, then open the mold and take out the desired molded body Then, the intended SMC molded body is manufactured by a normal press molding method or the like. At this time, the molding pressure and molding temperature can be appropriately set depending on the size, shape, etc. of the target molded body. For example, when a building material panel is produced as an SMC molded body, generally, 1 MPa or more, Although a molding pressure of 80 MPa or less and a molding temperature of 30 ° C. or higher and 240 ° C. or lower can be adopted, in the present invention, as described above, the fluidity of SMC is effectively enhanced, Even with a conventional molding pressure of about 1/4 to 1/2, molding can be advantageously performed.
かくして、本発明に従う成形体にあっては、無機充填剤として、特定の密充填かさ密度を有するカオリンクレーが用いられているところから、上述せるように、中間体として得られるペーストにチキソトロピー性が付与せしめられ、以て、成形体の素材であるSMCの流動性が効果的に高められて、優れた低圧成形性を実現しているのである。そして、このようなSMCを成形硬化して得られる成形体にあっては、深絞り成形が容易に行われ得ると共に、強化材たる繊維質基材が、成形体の隅々まで均一に分散することとなって、強度も、従来のものに比して、より一層向上されているのである。 Thus, in the molded body according to the present invention, since kaolin clay having a specific close-packed bulk density is used as the inorganic filler, as described above, the paste obtained as an intermediate has thixotropic properties. Thus, the fluidity of SMC, which is the material of the molded body, is effectively enhanced, and excellent low-pressure moldability is realized. In a molded product obtained by molding and curing such SMC, deep drawing can be easily performed, and the fibrous base material as a reinforcing material is uniformly dispersed throughout the molded product. As a result, the strength is further improved as compared with the conventional one.
しかも、SMCの流動性が効果的に高められて、優れた低圧成形性が実現され得るところから、繊維質基材による異方性を伴い難く、耐そり性に優れ、良好なる寸法精度が実現され得ていると共に、表面平滑性も有利に向上せしめられて、美観も改善され得たものとなっているのである。従って、本発明によれば、外観欠陥のない大型の成形体が有利に製造され得るのである。 Moreover, since the fluidity of SMC can be effectively increased and excellent low-pressure formability can be realized, it is difficult to be accompanied by anisotropy due to the fibrous base material, and has excellent warpage resistance and good dimensional accuracy. In addition, the surface smoothness can be advantageously improved, and the aesthetics can be improved. Therefore, according to this invention, the large molded object without an external appearance defect can be manufactured advantageously.
かくして、本発明に従う成形体は、優れた機械的強度及び耐久性を有しているところから、例えば、浴槽、貯水槽、浄化槽、外装・内装用パネル等の住宅関連部品や、車両関連部品、広告用ボード、レジャーボート、ボビン等として、有利に利用され得るのである。中でも、熱硬化性樹脂として、熱硬化性フェノール樹脂を用いた場合には、成形体に優れた難燃性が付与されるところから、難燃性が重視される車両関連部品や住宅関連部品等として、特に有利に用いられることとなるのである。また、本発明に従う成形体を用いるに際しては、必要に応じて、塗装処理等の表面処理が施されてもよいことは、勿論、言うまでもないところである。 Thus, the molded body according to the present invention has excellent mechanical strength and durability. For example, housing-related parts such as bathtubs, water tanks, septic tanks, exterior / interior panels, vehicle-related parts, It can be advantageously used as an advertising board, leisure boat, bobbin or the like. Above all, when a thermosetting phenol resin is used as the thermosetting resin, it gives excellent flame resistance to the molded product, so that vehicle-related parts and housing-related parts where flame resistance is important As a result, it will be used particularly advantageously. Needless to say, when the molded body according to the present invention is used, it may be subjected to a surface treatment such as a coating treatment, if necessary.
以上、本発明の具体的な構成について、シート状の形態を有するSMCを例に挙げて詳述してきたが、これはあくまでも例示に過ぎないのであって、本発明は、上記の記載によって、何等の制約を受けるものではなく、上記SMCの他にも、バルクモールディングコンパウンド(BMC)、プリプレグ、プレミックス等の各種の形態のものが、本発明の対象となり得るのである。
The specific configuration of the present invention has been described in detail by taking the SMC having a sheet form as an example. However, this is merely an example, and the present invention is not limited to the above description. not to undergo limitations, in addition to the above SMC, bulk molding compound (BMC), a prepreg, those various forms of the premix or the like, and to obtain Ri target Do of the present invention.
以下に、本発明の実施例を幾つか示し、本発明を更に具体的に明らかにすることとするが、本発明が、そのような実施例の記載によって、何等の制約をも受けるものでないことは、言うまでもないところである。また、本発明には、以下の実施例の他にも、更には上記した具体的記述以外にも、本発明の趣旨を逸脱しない限りにおいて、当業者の知識に基づいて、種々なる変更、修正、改良等が加え得るものであることが、理解されるべきである。 Some examples of the present invention will be shown below to clarify the present invention more specifically. However, the present invention is not limited by the description of such examples. Needless to say. In addition to the following examples, the present invention includes various changes and modifications based on the knowledge of those skilled in the art without departing from the spirit of the present invention, in addition to the specific description described above. It should be understood that improvements and the like can be added.
なお、本実施例において、カオリンクレーの密充填かさ密度の測定、ペーストの粘度及びチキソトロピック指数の測定、難燃性の評価、表面平滑性の評価、そり量の測定、及びSMCの低圧成形性の評価は、以下の方法で行われた。 In this example, the measurement of densely packed bulk density of kaolin clay, the measurement of paste viscosity and thixotropic index, the evaluation of flame retardancy, the evaluation of surface smoothness, the measurement of warpage, and the low pressure formability of SMC Evaluation of was performed by the following method.
(1)密充填かさ密度の測定
先ず、容積100cm3 のステンレス製かさ密度測定用カップ(内径:50.40mm、高さ:50.15mm)の質量(α)を測定した。次いで、かかる測定用カップの開口部にキャップを装着し、このキャップ上部まで、薬さじ等を用いてカオリンクレーを静かに入れた後、カオリンクレーの飛散を防止するためのキャップカバーを取り付けて、測定用試料を準備した。そして、ホソカワミクロン株式会社製パウダテスター(TYPE:RT−E)を用いて、このタッピングホルダに、上記測定用試料をセットして、1回/秒の速度にて、10分間、合計600回のタッピングを行った。その後、タッピングホルダから測定用試料を取り出して、キャップ及びキャップカバーを静かに外し、次いで、測定用容器の開口部から盛り上がった余分なカオリンクレーをブレードですりきり、カオリンクレーの入った測定用カップの質量(β)を測定した。そして、下記計算式にて、カオリンクレーの入った測定用カップの質量(β)から測定用カップ質量(α)を差し引いた質量(β−α)、即ちカオリンクレーの質量を、測定用カップの容積100cm3 で割ることによって、密充填かさ密度を算出し、この測定を4回繰り返し行って、密充填かさ密度(平均値)とした。
密充填かさ密度 [g/cm3 ]=(β−α)/100
(1) Measurement of densely packed bulk density First, the mass (α) of a stainless bulk density measuring cup (inner diameter: 50.40 mm, height: 50.15 mm) having a volume of 100 cm 3 was measured. Next, a cap is attached to the opening of the measuring cup, and after the kaolin clay is gently put into the top of the cap using a spoon, etc., a cap cover for preventing the kaolin clay from scattering is attached, A measurement sample was prepared. Then, using the powder tester (TYPE: RT-E) manufactured by Hosokawa Micron Co., Ltd., the measurement sample is set in this tapping holder, and tapping is performed 600 times in total for 10 minutes at a speed of 1 time / second. Went. Then, take out the measurement sample from the tapping holder, gently remove the cap and cap cover, and then scrape the excess kaolin clay that has risen from the opening of the measurement container with a blade. Mass (β) was measured. Then, in the following calculation formula, the mass (β−α) obtained by subtracting the measurement cup mass (α) from the mass (β) of the measurement cup containing kaolin clay, that is, the mass of the kaolin clay, By dividing by the volume of 100 cm 3 , the densely packed bulk density was calculated, and this measurement was repeated four times to obtain the densely packed bulk density (average value).
Close packed bulk density [g / cm 3 ] = (β−α) / 100
(2)ペーストの粘度及びチキソトロピック指数の測定
ペーストの粘度は、アルミ製の円筒容器内に約10gのペーストを採取した後、これを温水循環型恒温装置内で25±1.0℃の温度に調整し、その後、プログラマブルデジタル粘度計(形式:DV−II+、米国ブルックフィールド社製)を用いて、回転数10rp
mにおける粘度(A)を測定することにより、求めた。また一方、チキソトロピック指数は、上記と同様に、25±1.0℃の温度に調整したペーストを用いて、回転数100rpmにおける粘度(粘度B)を測定し、この回転数100rpmにおける粘度(B)に対する上記回転数10rpmにおける粘度(A)の比(A/B)を算出することにより、求めた。
(2) Measurement of Paste Viscosity and Thixotropic Index Paste viscosity was measured at a temperature of 25 ± 1.0 ° C. in a hot water circulating thermostat after collecting about 10 g of paste in an aluminum cylindrical container. Then, using a programmable digital viscometer (model: DV-II +, manufactured by Brookfield, USA), the rotation speed was 10 rp
It was determined by measuring the viscosity (A) at m. On the other hand, the thixotropic index was measured by measuring the viscosity (viscosity B) at a rotational speed of 100 rpm using a paste adjusted to a temperature of 25 ± 1.0 ° C. as described above. The ratio (A / B) of the viscosity (A) at the rotation speed of 10 rpm was calculated.
(3)難燃性の評価
難燃性の評価は、作製した板状成形体からテストピース(縦:100mm、横:100mm、厚さ:2.2mm)を切り出し、このテストピースについて、コーンカロリーメーター装置を用いて、(財)日本建築総合試験所編「防耐火性能試験・評価業務方法書」に基づく燃焼試験を、試験時間:10分間で行ない、その最大発熱速度を測定した。この試験を2回実施して、最大発熱速度の平均値が、30MJ/m2 を超えないものを合格とする一方、30MJ/m2 を超えるものを不合格とした。
(3) Flame Retardancy Evaluation Flame retardant evaluation was performed by cutting out a test piece (length: 100 mm, width: 100 mm, thickness: 2.2 mm) from the produced plate-shaped molded body, Using a meter device, a combustion test based on the “Architectural Test Methods for Fireproof and Fireproof Performance” edited by Japan Building Research Institute was conducted in a test time of 10 minutes, and the maximum heat generation rate was measured. This test was performed twice, and the average value of the maximum heat generation rate was determined to be acceptable when it did not exceed 30 MJ / m 2 , while the average value exceeding 30 MJ / m 2 was rejected.
(4)表面平滑性の評価
表面平滑性の評価は、成形体表面の凹凸状態(凹凸の有無及びその程度)や成形体表面に映る蛍光灯の鮮明さを目視観察することにより行った。なお、判定基準は、◎:凹凸がなく、蛍光灯の映りも問題なし、○:凹凸がなく、蛍光灯の映りが◎より少し劣る、△:凹凸が多少あり、蛍光灯の映りも悪い、×:凹凸があり、蛍光灯の映りも極めて悪い、とした。
(4) Evaluation of surface smoothness Evaluation of surface smoothness was performed by visually observing the uneven state (the presence or absence of unevenness and the degree thereof) of the surface of the molded body and the sharpness of the fluorescent lamp reflected on the surface of the molded body. In addition, the judgment criteria are: ◎: no unevenness, no problem with reflection of fluorescent light, ○: no unevenness, reflection of fluorescent light is slightly inferior to ◎, △: some unevenness, poor reflection of fluorescent light, X: There was unevenness and the reflection of the fluorescent lamp was extremely poor.
(5)そり量の測定
耐そり性の評価は、(i)成形後24時間経過後の成形体と、(ii)加熱処理(エージング)後の成形体について行った。具体的に、上記(i)では、成形直後の試験体(縦:270mm、横:210mm、厚さ:2.2mm)を、温度:25℃、相対湿度:30〜40%の環境下で24時間放置した後、これをそり測定用定盤に載置して観察される定盤表面からの最大変位量(mm)を測定することにより、そり量を求めた。また一方、上記(ii)では、成形直後の試験体(縦:270mm、横:210mm、厚さ:2.2mm)を、加熱処理(150℃×20時間)した後、常温まで自然冷却し、これをそり測定用定盤に載置して観察される定盤表面からの最大変位量(mm)を測定することにより、そり量を求めた。この測定を、それぞれ、5回ずつ繰り返して平均値を算出し、この得られた平均値を成形体のそり量(mm)とした。
(5) Measurement of warpage The evaluation of warpage resistance was performed on (i) a molded body after 24 hours from molding and (ii) a molded body after heat treatment (aging). Specifically, in the above (i), a specimen immediately after molding (vertical: 270 mm, horizontal: 210 mm, thickness: 2.2 mm) is subjected to 24 under an environment of temperature: 25 ° C. and relative humidity: 30 to 40%. After standing for a period of time, the amount of warpage was determined by measuring the maximum amount of displacement (mm) from the surface of the surface plate observed by placing it on the surface plate for warpage measurement. On the other hand, in the above (ii), the specimen immediately after molding (length: 270 mm, width: 210 mm, thickness: 2.2 mm) is subjected to heat treatment (150 ° C. × 20 hours), and then naturally cooled to room temperature. The amount of warpage was determined by measuring the maximum amount of displacement (mm) from the surface of the surface plate observed by placing this on the surface plate for warpage measurement. This measurement was repeated 5 times, and the average value was calculated. The obtained average value was taken as the warpage amount (mm) of the molded body.
(6)SMCの低圧成形性の評価
作製したSMC(厚さ:約2mm)からテストピース(縦:5cm、横:5cm)を切り出した後、これを2枚の鏡面仕上げのステンレス板(縦:470mm、横:290mm、厚さ:1.5mm)に挟み込み、温度:150℃、成形圧力:2.94MPaで3分間にわたって、加熱加圧成形を行うことにより、略円形状の成形体を得た。そして、得られた成形体の差し渡し径を、周方向に45°の間隔をおいて4箇所測定した。この測定を2回繰り返して平均値を算出し、この得られた平均値をSMCの流動性(cm)とした。かかる流動性の値が大きい程、流動性が高く、低圧成形性に優れていると判断することができる。また、成形圧力を、5.88MPa又は11.8MPaとして、上記と同様にしてSMCの流動性を測定した。
(6) Evaluation of low-pressure formability of SMC After cutting out a test piece (length: 5 cm, width: 5 cm) from the produced SMC (thickness: about 2 mm), this was cut into two mirror-finished stainless steel plates (length: 470 mm, width: 290 mm, thickness: 1.5 mm), and subjected to heat and pressure molding at a temperature of 150 ° C. and a molding pressure of 2.94 MPa for 3 minutes, thereby obtaining a substantially circular shaped body. . And the passing diameter of the obtained molded object was measured at four places at intervals of 45 ° in the circumferential direction. This measurement was repeated twice to calculate an average value, and the obtained average value was defined as the fluidity ( cm 2 ) of SMC. It can be determined that the greater the fluidity value, the higher the fluidity and the better the low-pressure formability. Further, the flowability of SMC was measured in the same manner as described above at a molding pressure of 5.88 MPa or 11.8 MPa.
(実施例1)
レゾール型フェノール樹脂(商品名:AKP−012、旭有機材工業社製)の40質量部と、密充填かさ密度が0.81g/cm3 であるカオリンクレーの35質量部と、硬化促進剤(増粘剤)としての水酸化カルシウムの0.6質量部と、離型剤としてのステアリン酸亜鉛の1質量部と、シランカップリング剤としての3−グリシドキシプロピルトリメトキシシランの0.1質量部とを、ハンドミキサーにより約10分間、攪拌・混合して、熱硬化性樹脂組成物たるSMC用ペーストを調製した。そして、このようにして得られたペーストの粘度及びチキソトロピック指数を測定したところ、それぞれ、粘度:38600mPa・s/25℃、チキソトロピック指数:2.1であった。
Example 1
40 parts by mass of a resol type phenolic resin (trade name: AKP-012, manufactured by Asahi Organic Materials Co., Ltd.), 35 parts by mass of kaolin clay having a close packed bulk density of 0.81 g / cm 3 , and a curing accelerator ( 0.6 parts by weight of calcium hydroxide as a thickener), 1 part by weight of zinc stearate as a release agent, and 0.1 of 3-glycidoxypropyltrimethoxysilane as a silane coupling agent. The mass part was stirred and mixed with a hand mixer for about 10 minutes to prepare an SMC paste as a thermosetting resin composition. And when the viscosity and thixotropic index of the paste thus obtained were measured, the viscosity was 38600 mPa · s / 25 ° C. and the thixotropic index was 2.1, respectively.
次いで、SMC製造装置を用いて、40μm厚さのポリプロピレン製キャリアフイルムに、上記で得られたSMC用ペーストを塗布し、これに、約2.54cm(約1インチ)の長さに切断したロービング状ガラス繊維を撒布し、更に、ペーストを塗布したキャリアフィルムを重ね合わせることにより、ガラス繊維をペーストの間に挟み込んで、三層構造のシートと為し、これを上下に設けられた複数のローラ間に通して、ガラス繊維にペーストを含浸させると共に、シートの厚さ調整を行った。この際、ガラス繊維は、下記表1に示されるように、ペーストの約75質量部に対して、25質量部の割合で用いた。その後、得られたシートに対して、50℃の温度で70時間、熟成処理を施すことにより、平均厚さ:約2mmであるSMCを得た。 Next, using the SMC manufacturing apparatus, the SMC paste obtained above was applied to a 40 μm-thick polypropylene carrier film, and this was roving cut to a length of about 2.54 cm (about 1 inch). The glass fiber is spread, and the carrier film coated with the paste is overlapped, so that the glass fiber is sandwiched between the pastes to form a sheet with a three-layer structure, and a plurality of rollers provided above and below. In between, the glass fiber was impregnated with the paste and the thickness of the sheet was adjusted. At this time, as shown in Table 1 below, the glass fiber was used at a ratio of 25 parts by mass with respect to about 75 parts by mass of the paste. Thereafter, the obtained sheet was subjected to aging treatment at a temperature of 50 ° C. for 70 hours to obtain an SMC having an average thickness of about 2 mm.
そして、得られたSMCの約220gを切り出し、これを、150℃に余熱した加圧プレス機上に装着されたクロムメッキ表面仕上げの成形金型のキャビティ(縦:270mm、横:210mm、深さ:2.2mm)内に収容した後、直ちに押型をセットして、成形圧力5.88MPaで5分間、加熱加圧成形して、厚さ:2.2mmの成形体を作製した。このようにして得られた成形体を用いて、上述の如き難燃性の評価、表面平滑性の評価及びそり量の測定を行い、得られた結果を下記表1に併せ示した。 Then, about 220 g of the obtained SMC was cut out, and this was cut into a cavity of a mold with a chrome plating surface finish mounted on a pressure press machine preheated to 150 ° C. (length: 270 mm, width: 210 mm, depth) : 2.2 mm), the mold was immediately set and subjected to heat and pressure molding at a molding pressure of 5.88 MPa for 5 minutes to produce a molded body having a thickness of 2.2 mm. The molded body thus obtained was used for the evaluation of flame retardancy, the evaluation of surface smoothness and the measurement of warpage as described above, and the results obtained are also shown in Table 1 below.
(実施例2,3及び比較例1,2)
実施例1のカオリンクレーに代えて、密充填かさ密度の異なるカオリンクレーを用いる以外は、実施例1と同様にして、熱硬化性樹脂組成物たるSMC用ペーストを調製し、このペーストの粘度及びチキソトロピック指数を測定して、得られた結果を下記表1に示した。また、上記実施例1と同様にして、得られたペーストを用いて、SMCを作製し、引き続き、このSMCを用いて、成形体を作製した。そして、得られた成形体について、上述の如き難燃性の評価、表面平滑性の評価及びそり量の測定を行い、得られた結果を下記表1に併せ示した。また、比較例1で使用したカオリンクレーについて、異なる倍率のSEM写真を撮像し、図3(5000倍)及び図4(10000倍)に示した。
(Examples 2 and 3 and Comparative Examples 1 and 2)
A paste for SMC, which is a thermosetting resin composition, was prepared in the same manner as in Example 1 except that kaolin clay having a different densely packed bulk density was used instead of kaolin clay in Example 1, and the viscosity and The thixotropic index was measured and the obtained results are shown in Table 1 below. Moreover, SMC was produced using the obtained paste similarly to the said Example 1, and the molded object was produced using this SMC continuously. And about the obtained molded object, the above flame retardant evaluation, surface smoothness evaluation, and the amount of curvature were measured, and the obtained result was combined with following Table 1, and was shown. Moreover, about the kaolin clay used in the comparative example 1, the SEM photograph of a different magnification was imaged and it showed in FIG. 3 (5000 times) and FIG. 4 (10000 times).
(実施例4)
実施例1のカオリンクレーに代えて、密充填かさ密度の異なるカオリンクレーを用い、且つフェノール樹脂とカオリンクレーの配合比を変更した以外は、実施例1と同様にして、熱硬化性樹脂組成物たるSMC用ペーストを調製し、このペーストの粘度及びチキソトロピック指数を測定して、得られた結果を下記表1に示した。また、上記実施例1と同様にして、得られたペーストを用いて、SMCを作製し、引き続き、このSMCを用いて、成形体を作製した。そして、得られた成形体について、上述の如き難燃性の評価、表面平滑性の評価及びそり量の測定を行い、得られた結果を下記表1に併せ示した。また、実施例4で使用したカオリンクレーについて、異なる倍率のSEM写真を撮像し、図1(5000倍)及び図2(10000倍)に示した。
Example 4
A thermosetting resin composition was used in the same manner as in Example 1 except that kaolin clay having a different densely packed bulk density was used instead of kaolin clay in Example 1 and the blending ratio of phenol resin and kaolin clay was changed. A paste for SMC was prepared, and the viscosity and thixotropic index of this paste were measured. The results obtained are shown in Table 1 below. Moreover, SMC was produced using the obtained paste similarly to the said Example 1, and the molded object was produced using this SMC continuously. And about the obtained molded object, the above flame retardant evaluation, surface smoothness evaluation, and the amount of curvature were measured, and the obtained result was combined with following Table 1, and was shown. Moreover, about the kaolin clay used in Example 4, the SEM photograph of a different magnification was imaged and it showed in FIG. 1 (5000 times) and FIG. 2 (10000 times).

かかる表1の結果から明らかなように、ペースト(熱硬化性樹脂組成物)の粘度及びチキソトロピック指数は、カオリンクレーの密充填かさ密度:1.20g/cm3 の近傍で大きく変化しており、実施例1〜4に係るペーストの方が、比較例1,2に係るペーストに比べて粘度及びチキソトロピック指数が大きいことが分かる。また、実施例1〜4に係る成形体は、比較例1,2に比べて、そり量が極めて小さく、耐そり性に優れていることが認められると共に、表面平滑性も良好(◎又は○)であることが分かる。また、実施例1〜4に係る成形体は、難燃性についても何等支障がないことが認められる。 As is clear from the results in Table 1, the viscosity and thixotropic index of the paste (thermosetting resin composition) greatly change in the vicinity of the densely packed bulk density of kaolin clay: 1.20 g / cm 3. It can be seen that the pastes according to Examples 1 to 4 have larger viscosities and thixotropic indices than the pastes according to Comparative Examples 1 and 2. In addition, it is recognized that the molded bodies according to Examples 1 to 4 have an extremely small amount of warpage and excellent warpage resistance as compared with Comparative Examples 1 and 2, and also have good surface smoothness (◎ or ○). ). Moreover, it is recognized that the molded body which concerns on Examples 1-4 does not have any trouble also about a flame retardance.
(実施例5,6及び比較例3,4)
実施例1のカオリンクレーに代えて、密充填かさ密度の異なるカオリンクレーを用い、且つフェノール樹脂とカオリンクレーの配合比を変更した以外は、実施例1と同様にして、SMCを作製した。そして、得られたSMCを用いて、上述の如き低圧成形性の評価を行い、得られた結果を下記表2に示した。
(Examples 5 and 6 and Comparative Examples 3 and 4)
An SMC was produced in the same manner as in Example 1 except that kaolin clay having a different densely packed bulk density was used instead of kaolin clay in Example 1 and the blending ratio of phenol resin and kaolin clay was changed. The obtained SMC was used to evaluate the low-pressure formability as described above, and the results obtained are shown in Table 2 below.
かかる表2の結果から明らかなように、密充填かさ密度がそれぞれ1.15及び0.71g/cm3 であるカオリンクレーを用いた実施例5及び実施例6にあっては、成形圧力:2.94MPaであっても、SMCの流動性が10cmを超えているのに対し、密充填かさ密度が1.20g/cm3 を超えるカオリンクレーを用いた比較例3及び比較例4では、それぞれ、5.88MPa及び11.8MPaの成形圧力で、初めて、SMCの流動性が10cmを超えている。この結果から、実施例5及び実施例6に係るSMCは、比較例3及び比較例4に比して低い成形圧力でも成形が可能となっており、低圧成形性に優れていることが認められる。特に、実施例5及び実施例6を、比較例4と比較すると、実施例5及び実施例6に係るSMCは、成形圧力を概ね1/2〜1/4程度に低圧化することが可能である。
As is apparent from the results in Table 2, in Examples 5 and 6 using kaolin clay having close packed bulk densities of 1.15 and 0.71 g / cm 3 , respectively, the molding pressure: 2 Even in the case of .94 MPa, the flowability of SMC exceeds 10 cm , whereas in Comparative Example 3 and Comparative Example 4 using kaolin clay with a densely packed bulk density exceeding 1.20 g / cm 3 , For the first time, the flowability of SMC exceeds 10 cm at molding pressures of 5.88 MPa and 11.8 MPa. From these results, it is recognized that the SMCs according to Example 5 and Example 6 can be molded even at a molding pressure lower than that of Comparative Example 3 and Comparative Example 4 , and are excellent in low-pressure moldability. . In particular, when Example 5 and Example 6 are compared with Comparative Example 4, the SMC according to Example 5 and Example 6 can reduce the molding pressure to about 1/2 to 1/4. is there.
また、得られた略円形状の成形体を目視観察すると、比較例3及び比較例4に係る成形体においては、中央部分にガラス繊維が局在化し、外周部分にはガラス繊維があまり存在していなかったのに対し、実施例5及び実施例6に係る成形体においては、外周部分にまでガラス繊維が良好に分散していた。 Moreover, when the obtained substantially circular shaped molded product was visually observed, in the molded products according to Comparative Example 3 and Comparative Example 4 , the glass fiber was localized in the central portion, and there was not much glass fiber in the outer peripheral portion. In contrast, in the molded bodies according to Example 5 and Example 6, the glass fibers were well dispersed up to the outer peripheral portion.
Claims (6)
A thermosetting resin composition used as a binder for a fibrous base material, containing a thermosetting resin in a proportion of 35 to 70% by mass, and a densely packed bulk density of 0.71 to 1.15 g / A thermosetting resin composition comprising cm 3 kaolin clay in a proportion of 30 to 65% by mass and having a thixotropic index of 2.0 or more and 4.0 or less .
Priority Applications (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007091156A JP5334375B2 (en) | 2007-03-30 | 2007-03-30 | Thermosetting resin composition, fiber reinforced molding material and molded body |
Applications Claiming Priority (1)
| Application Number | Priority Date | Filing Date | Title |
|---|---|---|---|
| JP2007091156A JP5334375B2 (en) | 2007-03-30 | 2007-03-30 | Thermosetting resin composition, fiber reinforced molding material and molded body |
Publications (3)
| Publication Number | Publication Date |
|---|---|
| JP2008248083A JP2008248083A (en) | 2008-10-16 |
| JP2008248083A5 JP2008248083A5 (en) | 2010-03-04 |
| JP5334375B2 true JP5334375B2 (en) | 2013-11-06 |
Family
ID=39973419
Family Applications (1)
| Application Number | Title | Priority Date | Filing Date |
|---|---|---|---|
| JP2007091156A Expired - Fee Related JP5334375B2 (en) | 2007-03-30 | 2007-03-30 | Thermosetting resin composition, fiber reinforced molding material and molded body |
Country Status (1)
| Country | Link |
|---|---|
| JP (1) | JP5334375B2 (en) |
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5422550B2 (en) * | 2008-03-07 | 2014-02-19 | 旭有機材工業株式会社 | Thermosetting resin composition, fiber reinforced molding material and molded body |
Families Citing this family (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5662662B2 (en) * | 2009-09-10 | 2015-02-04 | 旭有機材工業株式会社 | Method for producing sheet molding compound and thermosetting resin composition therefor |
Family Cites Families (6)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP3166324B2 (en) * | 1992-06-17 | 2001-05-14 | 信越化学工業株式会社 | Silica fine powder, method for producing the same, and resin composition containing the silica fine powder |
| JPH0711103A (en) * | 1993-06-21 | 1995-01-13 | Kanebo Ltd | Phenol resin molding material |
| JP4833398B2 (en) * | 2000-09-18 | 2011-12-07 | ポリマテック株式会社 | Method for producing thermally conductive molded body |
| JP4252278B2 (en) * | 2002-10-17 | 2009-04-08 | 旭有機材工業株式会社 | Method for producing heat-treated sheet molding material |
| MX2007000072A (en) * | 2004-07-09 | 2007-03-27 | Carbo Ceramics Inc | Method for producing solid ceramic particles. |
| JP2006131732A (en) * | 2004-11-05 | 2006-05-25 | Asahi Organic Chem Ind Co Ltd | Phenol resin molded product, material for molding and method for producing the same |
-
2007
- 2007-03-30 JP JP2007091156A patent/JP5334375B2/en not_active Expired - Fee Related
Cited By (1)
| Publication number | Priority date | Publication date | Assignee | Title |
|---|---|---|---|---|
| JP5422550B2 (en) * | 2008-03-07 | 2014-02-19 | 旭有機材工業株式会社 | Thermosetting resin composition, fiber reinforced molding material and molded body |
Also Published As
| Publication number | Publication date |
|---|---|
| JP2008248083A (en) | 2008-10-16 |
Similar Documents
| Publication | Publication Date | Title |
|---|---|---|
| JP5422550B2 (en) | Thermosetting resin composition, fiber reinforced molding material and molded body | |
| JP3661194B2 (en) | Woven prepreg and honeycomb sandwich panel | |
| TW201736494A (en) | Thermosetting resin composition for semiconductor package and prepreg using the same | |
| JP5327964B2 (en) | Pre-preg for press molding and method for producing molded product using the same | |
| JP2009292976A (en) | Prepreg for press molding, and manufacturing method of molded article | |
| JP2009292977A (en) | Prepreg for press molding, and manufacturing method of molded article | |
| JPWO2015016252A1 (en) | Fiber reinforced composite material | |
| JP5334375B2 (en) | Thermosetting resin composition, fiber reinforced molding material and molded body | |
| JP7272406B2 (en) | Sheet molding compound and method for producing molded product | |
| JP2000238154A (en) | Honeycomb sandwich panel | |
| JP2005314665A (en) | Resin composition for decorative laminate, material for surface layer of decorative laminate and decorative laminate | |
| JP3483684B2 (en) | Epoxy resin composition | |
| JP5662662B2 (en) | Method for producing sheet molding compound and thermosetting resin composition therefor | |
| JP6826242B1 (en) | Melamine decorative board and manufacturing method of melamine decorative board | |
| JP2008248083A5 (en) | ||
| JP2002194054A (en) | Epoxy resin composition | |
| RU2437910C1 (en) | Gelcoat composition for glass fibre articles | |
| US20230082286A1 (en) | Thermosetting composite resin composition improved in surface smoothness and surface quality, and method for manufacturing molded article using the same | |
| JP5595882B2 (en) | Fiber-reinforced plastic flat plate and method for producing the same | |
| JP2005200585A (en) | Resin composition, resin molded article by using it, and manufacturing method thereof | |
| Ku et al. | Fracture toughness of phenol formaldehyde composites reinforced with E-spheres | |
| JP2017171778A (en) | Smc and manufacturing method therefor | |
| CN112739537B (en) | Decorative board | |
| KR20110054364A (en) | Thermosetting resin composites having fast-curable property and molding products | |
| JP2022159244A (en) | Panel and tank |
Legal Events
| Date | Code | Title | Description |
|---|---|---|---|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20090415 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20100115 |
|
| A621 | Written request for application examination |
Free format text: JAPANESE INTERMEDIATE CODE: A621 Effective date: 20100115 |
|
| A977 | Report on retrieval |
Free format text: JAPANESE INTERMEDIATE CODE: A971007 Effective date: 20110526 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20120724 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20120924 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20121106 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20121227 |
|
| A131 | Notification of reasons for refusal |
Free format text: JAPANESE INTERMEDIATE CODE: A131 Effective date: 20130326 |
|
| A521 | Written amendment |
Free format text: JAPANESE INTERMEDIATE CODE: A523 Effective date: 20130527 |
|
| TRDD | Decision of grant or rejection written | ||
| A01 | Written decision to grant a patent or to grant a registration (utility model) |
Free format text: JAPANESE INTERMEDIATE CODE: A01 Effective date: 20130730 |
|
| A61 | First payment of annual fees (during grant procedure) |
Free format text: JAPANESE INTERMEDIATE CODE: A61 Effective date: 20130730 |
|
| R150 | Certificate of patent or registration of utility model |
Ref document number: 5334375 Country of ref document: JP Free format text: JAPANESE INTERMEDIATE CODE: R150 Free format text: JAPANESE INTERMEDIATE CODE: R150 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| R250 | Receipt of annual fees |
Free format text: JAPANESE INTERMEDIATE CODE: R250 |
|
| LAPS | Cancellation because of no payment of annual fees |